i 1
I
j Изобретение относится к изготовлению дубильных, а также других бараба- hoB большого диаметра, применяемых в цементной, целлншозной и металлурги- |ческой промьшшенности. I Цель изобретения - повышение ка- tiecTBa присоединения за счет обеспе- Ксения постоянного контакта несущих солед с барабаном.
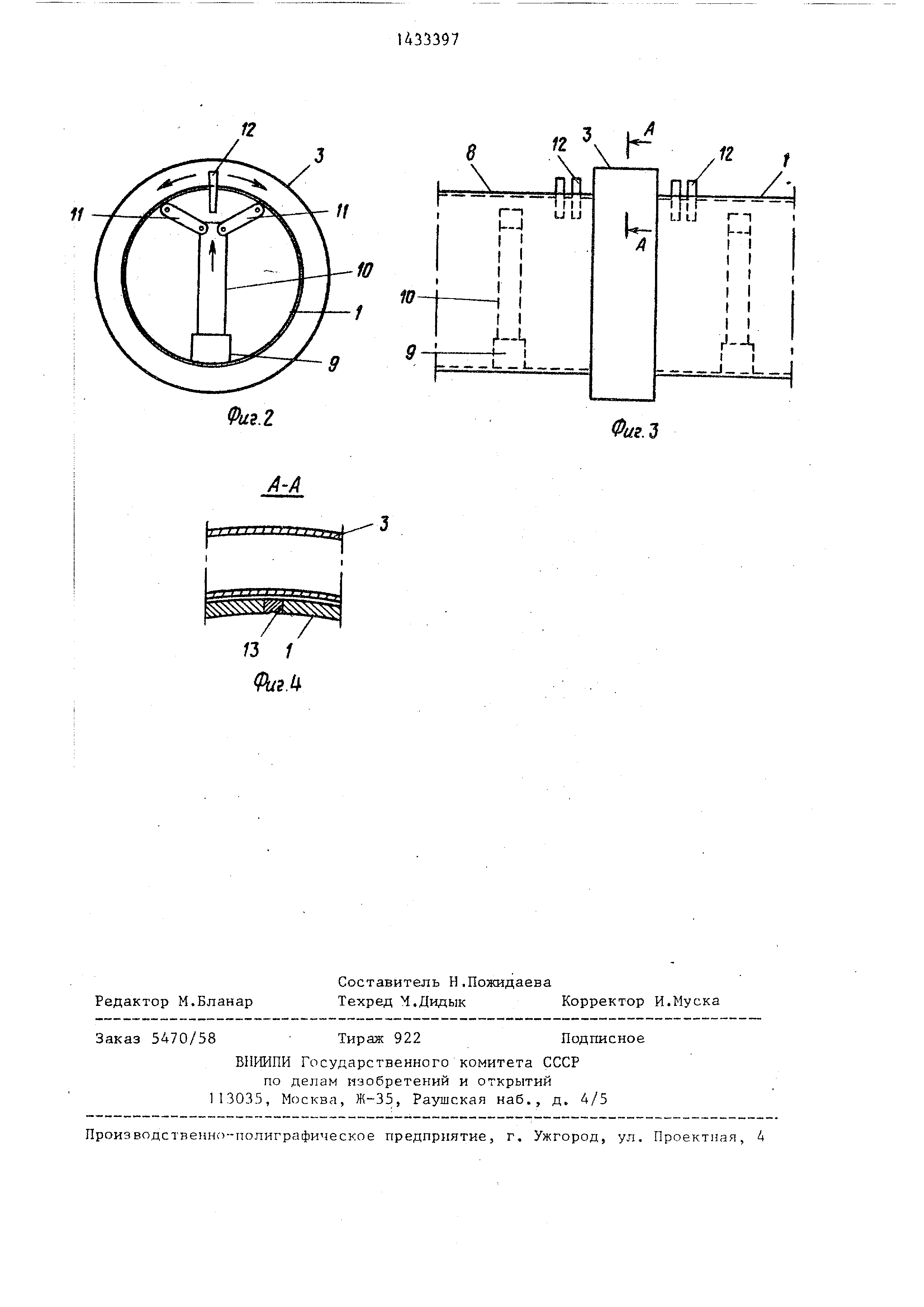
I На фиг.1 изображен барабан в сбо :эе с несущими кольцами и несущими колесами на стадии охлаждения барабана :i нагрева несущих колец; на фиг,2 {(арабан после установки клиньев и приваривания вставки, вид с торца; на ;шг.З - то же, вид сбоку; на фиг.4 - ;ечение А-А на фиг.З. : Способ осуществляют следующим об- jiaaoM.
Дубильный барабан 1, диаметр и Длина которого равны соответственно ,5 и 30 м, выполнен с рабочими элемен- taми 2, расположенными на внутренней 1| оверхности барабана вдоль его оси и 111редназначенными для захвата кусков Аревесины при снятии с них коры. Ду- рильный барабан 1 охватывается тремя фесущими кольцами 3, выполненными поJJttJMH .
; к каждому несущег у кольцу 3 присоединены два трубопровода 4, размещенные диаметрально противоположно и 1;федназначенные для введения нагревающей жидкости, например горячей воды , в полость несущих колец. Кроме того, к каждому несущему кольцу 3 :фисоединены два трубопровода 5, размещенные под углом 90 к трубопроводам 4 и предназначенные для выведения нагревающей жидкости из несущих колец. Каждое несущее кольцо 3 расположено на двух несущих колесах 6, с помощью которых обеспечивается вращение барабана 1 при осуществлении рабочих операций с его использованием. Иа оси барабана 1 предусмотрен трубопровод 7, с помощью которого охлаждающая жидкость, например холодная вода, разбрызгивается на внутреннюю поверхность барабана из сопел, уста5 .новленных на этом трубопровода. Барабан 1 имеет сквозную продольную соединительную прорезь 8, которая находится в верхней части барабана (фиг.1).
После установки несущих колец в требуемое положение на барабане 1 через трубопроводы 4 в полость несущих колец. ;3 подают горячую воду, которая, передавая тепло кольцам, выходит по
- трубопроводам 5. В результате нагрева происходит увеличение внутреннего диаметра колец. Одновременно с этим на внутреннюю поверхность барабана 1 подается через трубопровод 7 холод0 нал вода, в результате чего происходит сжатие барабана 1 и увеличение радиального зазора между барабаном и несущими кольцами. После достижения , требуемой величины радиального зазора осуществляют механическое наг- ружение барабана в поперечном направлении до увеличения ширины продольной прорези и прижатия наружной поверхности барабана к внутренней поверх5
0
ности несущих колец. Такое нагрз жение
обеспечивается с помощью силовых цилиндров 9. Со штоком 10 каждого силового цилиндра 9 связаны два соединительных рычага 1I, прикладывающие к 35 барабану усилие, обеспечивающее увеличение ширины прорези. Барабан 1 фиксируется в этом положении с помощью клиньев 12, забиваемых в прорезь 8 по обеим сторонам каждого несущего
40
45
кольца 3. Затем в продольную прорезь устанавливают вставки 13, которые приваривают, после чего клинья 12 удаляют и производят выравнивание температуры несущих колец и барабана. Охлаждение несущих колец 3 может быть ускорено путем пропускания охлаждающей жидкости через их полость. После того, как произо1ило выравнивание температур, происходит закрывание продольной прорези 8 путем сва- ривания. От несущих колец 3 отсоединяют трубопроводы 4 и 5.
При осу1цествлении предлагаемого способа в качестве нагревающей и охлаждающей жидкости может быть исполь- зована не только вода. Количество несущих колеп также может изменяться в зависимости от размеров барабана и величины тех нагрузок, которые он воспринимает.
Кроме того, в случае использования барабанов, имеющих диаметр, составляющий несколько метров, и длину в десятки метров, работы необходимо выполнять с большой тщательностью и контролируемым образом. Поэтому в некоторых случаях вначале обеспечиваются условия, при которых осуществляется выравнивание темпера тур перед тем, как приваривают на отведен- ное им место вставки 13. В прорезь 8 барабана 1 может быть вставлено большее количество клиньев 12 для т ого, чтобы можно было придать барабану форму, максимально близкую к цилинд- рической.
Формула изобретения
1. Способ присоединения несущих колец к наружной поверхности барабана , преиьгущественно дубильного барабана большого диаметра, заключающийся в том, что несущие кольца располагают на несущих колесах для обеспече- кия вращения барабана, которые размещают под кольцами, барабан, предварительно изготовленный со сквозной продольной соединительной прорезью, и несущие кольца устанавливают в тре- буемое взаимное положение, после чего осуществляют крепление.несущих колец на барабане, о т л. и ч а ю щ и й- с. я тем, что, с целью повышения качества -присоединения за счет обеспе- чения более полного контакта несущих колец с барабаном, несущие кольца выполняют полыми, после установки в требуемое положение несущих-колец и барабана осуществляют увеличение ра-
диапьного з азора между ними путем подачи в полрсть несущих колец потока нагревающей жидкости, например воды , и охлаждения внутренней поверхности барабана охлаждающей жидкостью, например водой, по достижении требуемой величины радиального зазора барабан механически нагружают в поперечном направлении до увеличения ширины сквозной продольной прор ези и прижатия наружной поверхности барабана к внутренней поверхности несущих колец, после чего их фиксируют в указанном выще положении посредством клиньев, забиваемых в продольную прорезь, крепление несущих колец на барабане осуществляют путем установки в продольную прорезь барабана вставки и п рива- ривания ее, после чего удаляют клинья и обеспечивают выравнивание температуры несущих колец и барабана.
2.Способ поп.1,отличаю- щ и и с я тем, что нагревающую жидкость подают в каждое несущее кольцо и выводят в точках, количество которых не менее двух.
3.Способ -по п.2, отличающийся тем, что ввод « вывод наг- ревагацей жидкости осуществляют в точках , расположенных диаметрально противоположно .
4.Способ поп.1,отличаю- щ и и с я тем, что охлаждение внутренней поверхности барабана осуществляют струями охлаждающей жидкости,
5.Способ ПОП.1, отл. ичаю- щ и и с я тем, что охлаждение внутренней поверхности барабана осуществляют путем разбрызгивания охлаждгио- щей жидкости в радиальных направлениях из трубопровода, размещенного по оси барабана.
6.Способ по п.1, отличающий с я тем, что барабан механически нагружают в поперечном направлении посредством силовых цилиндров.
7.Способ ПОП.1, отличающийся тем, что клинья размещают по обе стороны от каждого несущего кольца1.
8.С пособ по п.1, отличающий с я тем, что вставки располагают у несущих колец.
II
9
ссс
ШШм
/ /
/3 / Фиг.Ц
12
А
h
11



Комментарии