Слиток, изготовленный из благородного металла, и способ изготовления - RU2553166C2
Код документа: RU2553166C2
Чертежи





Описание
Область техники
Изобретение относится к слитку из благородного металла, например золота, серебра, платины, палладия или их сплавов, и к способу изготовления такого слитка.
Уровень техники
Поддающиеся дозированию стоматологические материалы из золота имеются в продаже в виде пластинок, причем пластинки получают путем изготовления идентичных участков из катаного листового золота. Лист золота изготавливают посредством раскатки легированного золотого слитка, как это описано в патентном документе DE 102004060230 А1.
При изготовлении золотых слитков в мелкой развеске, то есть 1 г, 5 г, 10 г, известна чеканка на каждом отдельном слитке с указанием веса, изготовителя, чистоты металла и названия металла. Слитки из благородного металла в мелкой развеске пользуются большой популярностью у покупателей, однако они дороги в изготовлении по сравнению со стоимостью самого металла.
Раскрытие изобретения
Основная идея изобретения заключается в том, чтобы вместо множества отдельных мелких слитков заданной массы mk изготавливать множество мелких слитков за один раз в виде плитки или слитка массой mВ, а затем для образования мелких слитков полностью или частично отделять их от этой плитки или слитка, причем мелкие слитки расположены по схеме n×m, где n, m≥2. Таким образом, в целом масса mВ слитка является произведением n×m×mk.
Таким образом, вначале изготавливают слиток в виде плитки заданной массы mВ, которую затем, например, посредством чеканки разделяют на множество мелких слитков, которые далее при необходимости подлежат отделению друг от друга или от подложки без использования инструмента. Благодаря этому могут быть снижены затраты на изготовление и улучшено проведение операций с мелкими слитками.
Соответственно, изобретение относится к слитку из благородного металла или содержащего благородный металл сплава массой mВ, при этом слиток подразделен на n×m мелких слитков заданной массы mk, причем каждое число n, m является натуральным числом ≥2. Между непосредственно соседними мелкими слитками имеется соединение твердого материала, так что мелкие слитки жестко соединены с примыкающими соседними слитками. Соединение материала может быть выполнено, например, в виде мостика или соединительной перемычки.
Предпочтительно соединение твердого материала может содержать место заданного разрыва. При этом прочность соединения на изгиб предпочтительно настолько велика, что не происходит изгиба под действием силы тяжести, и максимально настолько велика, что возможно разрушение этого соединения вручную путем изгиба или разрыва.
Дополнительно к соединению твердого материала или альтернативно ему нижняя сторона слитка может быть снабжена материалом подложки, так что при изготовлении мелких слитков из слитка или плитки вместо соединения твердого материала с местом заданного разрыва или без него может выполняться их полное разделение.
Предпочтительно соединение твердого материала может образовывать часть выполненного в слитке углубления. При этом одно углубление может быть образовано на верхней стороне и одно углубление образовано напротив него на нижней стороне, а соединение твердого материала может находиться на расстоянии от верхней стороны и от нижней стороны слитка. Углубление может быть выполнено в виде канавки.
Следующим предметом изобретения является слиток из благородного металла или содержащего благородный металл сплава массой mВ, который подразделен на n×m мелких слитков заданной массы mk, причем каждое число n, m является натуральным числом ≥2, а к нижней стороне слитка прикреплена подложка, при этом мелкие слитки по своему периметру полностью отделены от соседних мелких слитков и укреплены исключительно на подложке. Предпочтительно мелкие слитки могут быть отделены друг от друга с помощью углубления, проходящего через слиток до подложки.
Особенно выгодно, когда углубление выполнено штамповкой, так как это дает возможность экономичного изготовления.
Следующим предметом изобретения является способ изготовления слитка массой mB из благородного металла или содержащего благородный металл сплава, при котором слиток на одной стадии изготовления подразделяют на n×m мелких слитков заданной массы mk, причем каждое число n, m является натуральным числом ≥2, при этом между соседними мелкими слитками оставляют соединение твердого материала.
Соединение твердого материала может быть образовано в виде части углубления.
Еще одним предметом изобретения является способ изготовления слитка массой mB из благородного металла или содержащего благородный металл сплава, при котором слиток на одной стадии изготовления соединяют с подложкой и на следующей стадии изготовления разделяют на n×m мелких слитков заданной массы mk, причем каждое число n, m является натуральным числом ≥2, при этом мелкие слитки по своему периметру полностью отделены от соседних мелких слитков и укреплены исключительно на подложке.
Предпочтительно для разделения на мелкие слитки слиток может быть подвергнут штамповке.
Еще одним предметом изобретения является способ изготовления слитка массой mB из благородного металла или содержащего благородный металл сплава, при котором бесконечную полосу из благородного металла раскатывают до соответствующей толщины и поэтапно подводят к профилирующему устройству, а после профилирования полосу перемещают дальше. Профилирование заключается в подразделении бесконечной полосы на ряд n×1 мелких слитков заданной массы mk, причем число n является натуральным числом s 2, при этом между соседними мелкими слитками и бесконечной полосой оставляют соединение твердого материала. Это позволяет получить Таким путем получают бесконечный составной слиток.
Когда подвергнутую профилированию бесконечную полосу для изготовления слитка разделяют на заданное число рядов в области соединения твердого материала между рядом и бесконечной полосой, можно получать желаемый слиток.
Бесконечная полоса может иметь ширину В больше ширины b подлежащего изготовлению слитка, так что при профилировании дополнительно образуют кромку, выступающую за слиток.
Когда при профилировании производят автоматическое отделение кромки, после изготовления желаемого числа рядов может осуществляться отделение от бесконечной полосы с получением готового слитка.
Выгодным образом на получаемых при профилировании мелких слитках может одновременно производиться нанесение надписей.
Краткий перечень чертежей
На чертежах показаны примеры выполнения изобретения.
На них представлено:
фиг.1 изображает слиток из благородного металла в виде плитки, содержащей мелкие слитки, расположенные по схеме 3×4;
фиг.2 изображает участок изображения на фиг.1;
фиг.3 изображает частичный разрез по линии А-А на фиг.2;
фиг.4A-4D изображают различные виды соединения твердого материала между мелкими слитками плитки;
фиг.5A-5D изображают другие виды соединения твердого материала между мелкими слитками плитки;
фиг.6 изображает расположенные на подложке мелкие слитки без мест соединения твердого материала;
фиг.7 изображает в разрезе бесконечную листовую полосу с мелкими слитками;
фиг.8 изображает на виде сверху профилированную бесконечную листовую полосу на фиг.7;
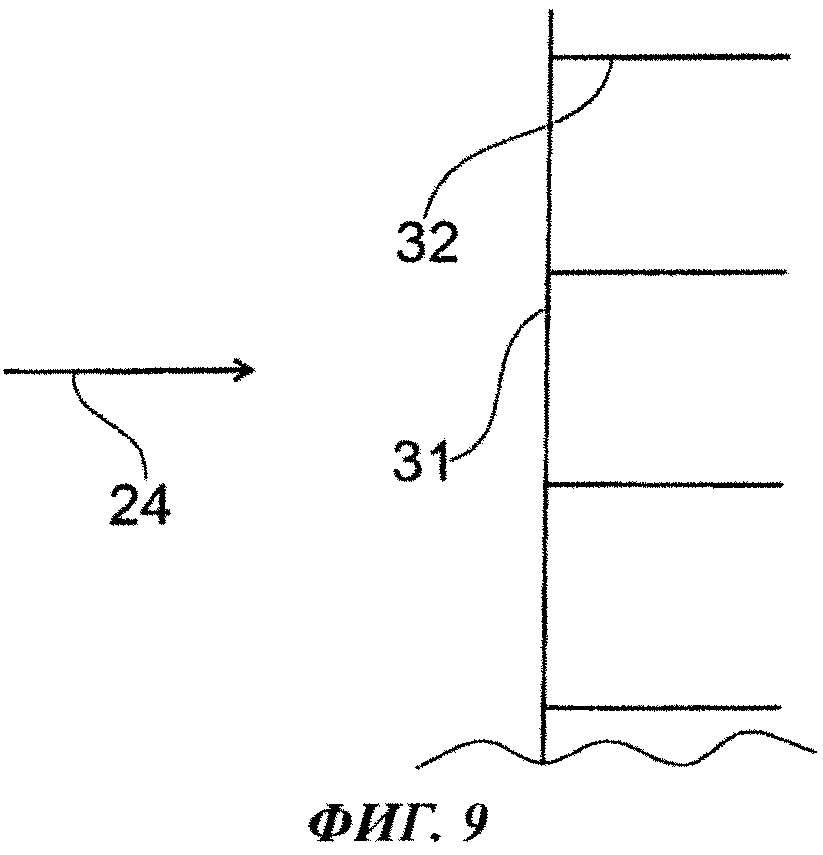
фиг.9 изображает кромки инструмента для изготовления мелких слитков.
Осуществление изобретения
На фиг.1 показан слиток 1 из благородного металла в виде плитки из мелких слитков 2, 3, расположенных по схеме 3×4. Для этого вначале изготавливают не показанный слиток в виде плитки с заданной массой mB. Обработка слитка для изготовления множества мелких слитков 2, 3 может производиться посредством профилирования, такого как штамповка. Одновременно с профилированием, таким как штамповка, на мелкие слитки наносят данные 4, а именно фирменный знак изготовителя, массу и чистоту, так что изготовление может производиться в течение одного рабочего процесса. В примере выполнения в качестве данных 4 наносят массу 1, что означает 1 г.
Как показано более подробно на фиг.2, в процессе профилирования в слитке 1 на заданных расстояниях образуют углубления в форме канавок 5, которые явным образом отграничивают отдельный мелкий слиток 2 от соседнего мелкого слитка 3. Положение канавок 5 в слитке 1 выбирают таким образом, что ограниченные канавками 5 мелкие слитки 2, 3 имеют желаемую массу.
Перед процессом профилирования слиток предпочтительно может иметь заданную равномерную толщину, чтобы профилирование могло производиться одним инструментом, а масса мелких слитков 2, 3 была достаточно точной, то есть в пределах допусков.
Возможность изготовления слитка в виде плитки будет пояснена на примере слитка из чистого золота массой 100 г, которую подразделяют на 100 мелких слитков массой по 1 г. Для этого бесконечную листовую полосу из чистого золота 99,99% раскатывают до предварительно рассчитанной толщины. Из этой листовой полосы вырубают плитки по 100 г.
Эти плитки штампуют в известном штамповочном прессе подобно чеканке монет, за один проход, таким образом, что между отдельными мелкими слитками образуются углубления в виде канавок 5 и при этом на каждом отдельном мелком слитке массой 1 г чеканят фирменный знак изготовителя, вес и чистоту.
Образованные в виде канавок углубления 5, 5' могут быть выполнены такими тонкими, что вытесненный материал образует только сравнительно малое боковое утолщение, которое при желании посредством штамповки может быть сразу же сделано плоским. В этой связи определение «тонкий» означает, что ширина углубления меньше его глубины и предпочтительно составляет не больше 50% глубины.
На фиг.3 показан вид участка плитки в разрезе по линии А-А на фиг.2. На чертеже видно, что углубления 5 не проходят насквозь через всю плитку, а канавка 5 проходит от верхней стороны 6 к нижней стороне 7, так что образовано соединение 8 твердого материала в виде соединительной перемычки, см. фиг.4A-4D, или мостика, см. фиг.5A-5D.
При этом соединение 8 твердого материала в углублении 5 может быть выполнено различным образом, как это показано в качестве примера на фиг.4A-4D и фиг.5A-5D.
На фиг.4А боковые стенки 9, 10 углубления 5, которые выполнены только от верхней стороны плитки, по существу параллельны друг другу и проходят поперечно верхней стороне 6 и нижней стороне 7 плитки, причем дно 11 углубления 5 выполнено ровным и параллельным нижней стороне 7. При этом дно 11 является частью соединительной перемычки соединения 8 твердого материала соседних мелких слитков 2, 3.
В отличие от фиг.4А на фиг.4В дно 11 углубления выполнено заостренным, сходящимся к нижней стороне, так что в наибольшей глубине дна 11 вследствие наименьшего поперечного сечения образовано место 12 заданного разрыва.
При наличии такого места 12 заданного разрыва при необходимости соединение 8 твердого материала в углублении 5 может быть разрушено без инструмента, так что мелкие слитки могут быть отделены друг от друга. При этом вследствие известности положения места заданного разрыва обеспечивается запланированное распределение масс.
На фиг.4С боковые стенки углубления 5, проходящего только от верхней стороны 6 плитки, наклонно сходятся к дну, причем дно 11 углубления 5, как и на фиг.4В, выполнено сходящимся заостренным. За счет этого образовано место 12 заданного разрыва. В поперечном сечении ход углубления имеет два различных угла раствора, причем угол раствора дна 11 больше угла раствора боковых стенок 9, 10.
На фиг.4D боковые стенки выполнены такими же, как на фиг.4С, но дно 11 выполнено закругленным, примерно по типу желоба. Здесь место 12 заданного разрыва также лежит в области наименьшего поперечного сечения соединительной перемычки 8.
На фиг.5A-5D представлены другие формы соединения 8 твердого материала, в некоторых случаях с местами 12 заданного разрыва между мелкими слитками 2, 3. Они отличаются от форм на фиг.4A-4D тем, что соединение 8 твердого материала расположено в углублении 5, 5', выполненном как от верхней стороны 6, так и от нижней стороны 7. В этом случае материал вытесняется как на верхнюю сторону 6, так и на нижнюю сторону 7 и может при желании быть выровнен до плоского состояния в процессе штамповки.
На фиг.6 плитка 1 расположена своей нижней стороной 7 на подложке 13 и соединена с ней, например, с помощью клея, так что даже после полного отделения мелких слитков они удерживаются вместе без мест соединения твердого материала. Подразделение материала может производиться путем выполнения углубления 5 в виде канавки, причем углубление начинается с верхней стороны 6, то есть со стороны плитки, противоположной подложке 13.
В качестве подложки 13 может служить, например, несущая пластина, покрытая резиновым покрытием 14 подобно тому, как это выполняется при наклеивании, причем отдельные мелкие слитки 2, 3 могут легко отделяться от покрытия и при этом на них не остается следов клея. Несущая пластина может быть изготовлена из толстой бумаги, картона или пластмассы.
Далее мелкие слитки 2, 3 могут быть отделены от подложки по отдельности или группами, а не отделенные остальные мелкие слитки остаются на подложке 13 и дальнейшие манипуляции с ними можно производить совместно.
В следующем примере выполнения, показанном на фиг.7-9, слиток 1 изготавливают таким образом, что показанную в разрезе на фиг.7 катаную бесконечную листовую полосу 21 из золота 99,99% предварительно рассчитанной толщины t подвергают пошаговому профилированию с образованием мелких слитков. При этом лежащую на столе 20 бесконечную листовую полосу 21 подводят к профилирующему устройству 22 и на стадии профилирования создают мелкие слитки 2, которые имеют на дне образованного углубления 5 в виде канавки соединение 8 твердого материала с мелким слитком 3, изготовленным на предыдущей стадии, а также с еще не профилированной бесконечной листовой полосой 21. Выполненное в виде канавки углубление 5 создают с помощью острой кромки 22.1, а другая острая кромка 22.2 предназначена для выполнения не показанных канавок, ориентированных в направлении 24 подачи.
Как можно видеть на виде сверху на фиг.8, мелкие слитки 2, 3 расположены соответствующими рядами 23, 23.1 поперечно направлению 24 подачи бесконечной листовой полосы 21 и отделены друг от друга углублениями 5 в виде канавки.
По завершении профилирования ряда 23 бесконечную листовую полосу 21 перемещают на один шаг дальше относительно не показанного профилирующего устройства и выполняют следующую стадию профилирования для создания следующего ряда мелких слитков 2, 3. Сам слиток путем соответствующего подразделения разбит на желаемое число рядов 23 мелких слитков 2, 3.
Когда бесконечная листовая полоса 21 имеет ширину В больше ширины b подлежащих изготовлению слитков, каждый мелкий слиток 2, 3 при изготовлении подвергается одинаковому профилированию. При этом вследствие того, что бесконечная листовая полоса 21 превышает по ширине плитку 1, за счет выполненного в виде канавки углубления 25 образуется отдельная, но имеющая соединение твердого материала боковая кромка 26 шириной r, проходящая в направлении 24 подачи. Кромка 26 может быть отделена уже в процессе профилирования или после этого.
При таком профилировании создание углублений 5 может также производиться как от верхней, так и от нижней стороны бесконечной листовой полосы 21. Дополнительное профилирование от нижней стороны в принципе целесообразно тогда, когда толщина слитка так велика, что обработки только с одной стороны недостаточно.
Места заданного разрыва, образованные в слитке в области соединения 8 твердого материала посредством углублений 5, могут иметь угол раствора примерно от 10° до 60°, а соединение 8 твердого материала может иметь толщину от 0,05 до 0,4 мм, при этом возможны другие величины толщины для отделения вручную.
На фиг.9 показаны кромки 31, 32 инструмента для изготовления мелких слитков. Кромка 31 проходит поперечно направлению 24 подачи и образует выполненное в виде канавки углубление 5. Другая кромка 32 в направлении 24 подачи создает, например, выполненное в виде канавки углубление 25 по кромке 26 мелких слитков 2, 3 на фиг.8. Кромки 31, 32 выдавлены в бесконечной листовой полосе и вытесняют материал, так что создается углубление и одновременно остается не показанное здесь соединение твердого материала.
В примере выполнения по фиг.7-9 также возможно вместо соединения твердого материала предусмотреть подложку, соединенную с бесконечной листовой полосой.
В качестве примеров могут изготавливаться слитки следующих размеров. Для золота 100×1 г: 74 мм×105 мм×0,667 мм или 85 мм×150 мм×0,406 мм; для серебра 100×1 г: 74 мм×105 мм×1,226 мм; для платины 100×1 г: 74 мм×105 мм×0,602 мм и для палладия 100×1 г: 74 мм×105 мм×1,073 мм.
Таким образом, здесь возможны два различных варианта изготовления, при этом не исключаются другие способы изготовления, например способ литья под давлением. В первом варианте лист благородного металла разрезают на готовые конечные массы. Далее подлежащий разрезанию лист подают в обычную штамповочную машину, которая используется также для чеканки монет или штамповки обычных слитков из благородного металла и там штампуют до конечного вида под высоким давлением с помощью чеканочных штампов, выполненных соответствующим образом.
Во втором варианте бесконечную полосу из благородного металла раскатывают до соответствующей толщины и в вырубном прессе одновременно вырубают примерно 10 мелких слитков по 1 г и наносят на них надписи. После этого полосу перемещают с получением бесконечного комплекса, который разрубают на 10 рядов, чтобы получить комплекс слитков в развеске 10×10×1 г.
В обоих вариантах может быть образована зеркально блестящая верхняя поверхность.
Реферат
Слиток из благородного металла или из сплава, содержащего благородный металл, массой mВ подразделен на n×m мелких слитков (2, 3) заданной массы mk, причем каждое число n, m является натуральным числом ≥2. Между соседними мелкими слитками (2, 3) выполняют соединение (8) из твердого материала. По другому варианту слиток соединяют с подложкой, на которой закрепляют мелкие слитки с возможностью отсоединения. Мелкие слитки могут легко быть отделены друг от друга по месту соединения, что упрощает проведение операций с мелкими слитками. 5 н. и 12 з.п. ф-лы, 9 ил.
Комментарии