Способ и устройство для специфического воздействия на технологические свойства отдельных областей листового материала, предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы - RU2586145C2
Код документа: RU2586145C2
Чертежи
Описание
Настоящее изобретение относится к способу специфического воздействия на технологические свойства отдельных областей листового материала, в частности плиты из древесного материала, предварительно уплотненного материала в виде нетканого полотна, в частности нетканого полотна из древесного материала, или материала в виде волокнистой массы, в частности древесно-волокнистой массы, а также к устройству для реализации этого способа.
Некоторые плиты из древесного материала иногда должны иметь улучшенные технологические свойства в сравнении с обычными стандартными плитами из древесного материала. Улучшенные технологические свойства часто должны обеспечиваться только частично, т.е. только в отдельных областях плиты из древесного материала. Поэтому нет необходимости модифицировать плиту полностью, что часто нежелательно, исходя из соображений стоимости, или даже невозможно в процессе изготовления плиты. Одна из причин того, что средства для модификации не могут использоваться при изготовлении плиты, может заключаться, например, в том, что они сильно или отрицательно влияют на процесс изготовления. Модифицируемыми свойствами могут быть электрические свойства (объемное сопротивление), механическая прочность (например, прочность на разрыв), гидравлические свойства (водопоглощение, набухание) или эмиссия. Эти примеры могут быть распространены, если требуется, на любые области применения или любые соответствующие модификации. Эти свойства могут относиться ко всей обработке или области применения. Это не обязательно должны быть физические свойства, а также могут быть химические свойства, которые по каким-либо причинам не всегда удовлетворяют требованиям обработчика или пользователя после изготовления плиты.
Плиты из древесного материала изготавливаются в больших форматах из древесных опилок или древесных волокон, которые покрываются клеем и спрессовываются. Плиты из древесного материала большого формата затем разделяются на отдельные плиты требуемого размера. На верхнюю сторону и/или нижнюю сторону может сначала быть нанесено какое-либо покрытие. Эти отдельные плиты могут использоваться в качестве панелей для стен, потолка или пола, в качестве панелей для мебели, перегородок или, например, в качестве панелей для опалубки и подвергаются специальной последующей обработке в соответствии с их назначением. Изготовитель или обработчик плиты из древесного материала большого формата обычно знает, какие форматы будут изготавливаться из стандартных плит при дальнейшей обработке, так как или изготовитель сам осуществляет работы по улучшению, или между изготовителем плиты и последующим обработчиком имеется тесный контакт. Было обнаружено, что модификации технологических свойств обычно требуются в наружной области заготовок или отрезанных по размеру частей. Однако одной из проблем, которые здесь могут быть определены, является то, что необходимо обеспечить вариативность для использования с разными форматами. Эта проблема может быть решена посредством способа обработки плит из древесного материала, обладающего максимально возможной гибкостью. Если такой способ будет обеспечен, осуществление специфической модификации свойств этих ограниченных областей будет легким.
DE 102008034749 B3 раскрывает плиту из древесного материала, имеющую увеличенную прочность в наружной области в сравнении с внутренней областью.
DE 102008049132 A1 раскрывает способ изготовления плиты из древесно-волокнистого материала, в которой сначала нетканое полотно из волокнистого материала прессуется для образования промежуточной заготовки плиты из древесно-волокнистого материала, далее на часть первой стороны промежуточной заготовки плиты из древесно-волокнистого материала наносится водосодержащая жидкость, и далее отрицательное давление прикладывается на второй стороне, противоположной первой стороне, по меньшей мере на части второй стороны, противоположной первой стороне, так что водосодержащая жидкость всасывается в и/или через промежуточную заготовку плиты из древесно-волокнистого материала. Нанесение водосодержащей жидкости и приложение отрицательного давления могут осуществляться после прессования, в частности операции горячего прессования.
В заявке на европейский патент 090054685-1253, которая не является предшествующей публикацией для этой заявки, описывается, что для изготовления плиты из древесного материала, к массе, образованной из распределенных, покрытых клеем древесных стружек или древесных волокон, прилагается вакуум на конвейерной ленте ниже по потоку от предварительного пресса и выше по потоку от горячего пресса, и одновременно улучшающая среда наносится на массу и распространяется в массе за счет действия вакуума, и что улучшающая среда сшивается во время последующего сжатия на горячем прессе. Вакуум прилагается под массой, а улучшающая среда наносится сверху.
DE 102007044315 Al раскрывает устройство для улучшения плит из древесного материала, которое имеет приемное средство с опорной несущей поверхностью для поддержки плиты из древесного материала, и всасывающее устройство для приложения отрицательного давления к поверхности плиты из древесного материала, которая располагается на опорной несущей поверхности. Всасывающее устройство содержит множество всасывающих планок, которые по меньшей мере на некотором участке продолжаются прямолинейно, имеют уплотнения на стороне, обращенной к опорной несущей поверхности, и выполнены таким образом, что вместе с плитой из древесного материала, расположенной на опорной несущей поверхности, они образуют вакуумную всасывающую камеру, которая имеет всасывающую поверхность, обращенную к плите из древесного материала.
Описанные выше способы имеют ограничения по максимальному доступному отрицательному давлению. Трудно обеспечить герметизацию системы, поэтому эффективность специфического воздействия на технологические свойства будет низкой.
С учетом этой проблемы целью настоящего изобретения является создание способа, посредством которого может осуществляться специфическое воздействие на технологические свойства отдельных областей листового материала, в частности плиты из древесного материала или т.п., и создание устройства, посредством которого может быть реализован этот способ.
Для решения проблемы предлагается способ, включающий в себя следующие этапы:
а) фиксация листового материала или предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы на рабочем столе,
b) размещение по меньшей мере одного аппликатора с верхней стороны и/или с нижней стороны листового материала или материала в виде нетканого полотна или материала в виде волокнистой массы,
с) специфическое перемещение по меньшей мере одного аппликатора с верхней стороны и/или с нижней стороны и введение под давлением улучшающей среды в частичные области листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы, в заданном количестве и под заданным давлением,
d) опционально последующее прессование предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы для образования листа требуемой толщины.
Используя этот способ и с помощью комбинированного устройства для нанесения и пропитки под давлением, частичная обработка может быть осуществлена в любых требуемых местах плит большого формата, в поверхностной части или на всем поперечном сечении плиты. Для этого аппликатор может перемещаться над верхней стороной и/или нижней стороной предпочтительно по любым желаемым траекториям. Под термином «улучшающая среда» понимается среда, которая воздействует на физические или химические свойства листового материала. Среда может быть жидкой или газообразной. Среда затем может быть сшита или сцеплена каким-либо другим образом с материалом, волокнами или стружками. Улучшающая среда может иметь различную концентрацию. Давление, под действием которого улучшающая среда принудительно перемещается через материал, может быть любым. Необходимо только гарантировать, что материал не будет поврежден. Увеличение давления в любом случае ведет к уменьшению времени, необходимого для перемещения улучшающей среды через материал. Максимальная величина приложенного давления может быть ограничена по экономическим соображениям.
Указанный по меньшей мере один аппликатор предпочтительно герметизирован относительно верхней стороны и/или нижней стороны листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы. Улучшающая среда может распыляться под давлением с помощью по меньшей мере одного сопла для нанесения на верхнюю сторону и/или нижнюю сторону листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы и затем проникает в листовой материал, материал в виде нетканого полотна или материал в виде волокнистой массы.
Улучшающая среда также может наноситься на верхнюю сторону и/или нижнюю сторону листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы с помощью по меньшей мере одного сопла для нанесения, окруженного кожухом, кожух опирается герметичным образом на верхнюю сторону и/или нижнюю сторону листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы, причем кожух находится под избыточным давлением, и улучшающая среда тем самым проникает в листовой материал, материал в виде нетканого полотна или материал в виде волокнистой массы. Улучшающая среда в этом случае может быть сначала нанесена по существу без какого-либо давления, и только затем давление внутри кожуха увеличивается. Однако также возможно сначала повысить давление в кожухе и затем распылять улучшающую среду.
Частично улучшенный листовой материал затем может быть разделен на отдельные, предпочтительно прямоугольные листы. В принципе, возможна любая форма контура листа для операции разделения на отдельные листы.
В частности, если необходимо обработать предварительно уплотненный материал в виде нетканого полотна или материал в виде волокнистой массы, предпочтительно использовать раму, в которой размещается множество сопел для нанесения и которая прижимается к верхней стороне. Сопла для нанесения могут предпочтительно быть обеспечены на множестве балок, которые располагаются параллельно друг другу и могут быть соединены друг с другом с помощью соединительных поперечин.
Когда рама прижимается к верхней стороне материала в виде нетканого полотна или материала в виде волокнистой массы, предпочтительно, если материал в виде нетканого полотна или материал в виде волокнистой массы поддерживается на его нижней стороне. Также, в частности, предпочтительно, если материал в виде нетканого полотна или материал в виде волокнистой массы также поддерживается сбоку.
В частности предпочтительно, если в качестве улучшающей среды используются изоцианаты, что по меньшей мере нижняя сторона листового материала очищается после введения под давлением улучшающей среды или после прессования улучшенного, предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы.
Для обеспечения защиты окружающей среды и снижения производственных затрат предпочтительно, если улучшающая среда, выходящая на нижней стороне материала в виде нетканого полотна или материала в виде волокнистой массы, собирается и отводится. Отведенная улучшающая среда может затем использоваться снова.
Сбор и отвод улучшающей среды предпочтительно осуществляется с помощью перфорированной пластины или сетки.
Для обеспечения проникновения улучшающей среды в листовой материал и опционально обеспечения более эффективного и быстрого сбора улучшающей среды для повторного использования отрицательное давление может быть приложено к нижней стороне листового материала во время и/или после введения под давлением улучшающей среды.
Величина и/или изменение во времени отрицательного давления могут регулироваться.
Все количество улучшающей среды предпочтительно наносится за один раз. Однако она также может наноситься в виде множества небольших порций, то есть за несколько этапов.
В частности предпочтительно, если избыточное давление, с которым наносится улучшающая среда, поддерживается постоянным. Однако также возможно регулировать избыточное давление с заданным градиентом, предпочтительно градиентом возрастания.
Устройство для специфического воздействия на технологические свойства отдельных областей листового материала согласно первому варианту воплощения содержит:
а) рабочий стол, выполненный с возможностью размещения и фиксации на нем листового материала, предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы,
b) аппликатор, который включает в себя:
i) кожух, выполненный с возможностью его герметизации относительно поверхности листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы,
ii) по меньшей мере одно сопло для нанесения, размещенное в кожухе, для нанесения улучшающей среды на поверхность,
iii) генератор давления для генерирования избыточного давления, с помощью которого улучшающая среда может быть введена под давлением в листовой материал, материал в виде нетканого полотна или материал в виде волокнистой массы,
с) опционально пресс для прессования материала в виде нетканого полотна или материала в виде волокнистой массы для образования листа требуемой толщины.
Кожух предпочтительно имеет уплотнение на его периферии, обращенной к поверхности листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы.
Устройство для специфического воздействия на технологические свойства отдельных областей листового материала согласно второму варианту воплощения содержит:
а) рабочий стол, выполненный с возможностью размещения и фиксации на нем предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы,
b) аппликатор, который включает в себя:
i) раму, выполненную с возможностью ее прижима к верхней стороне материала в виде нетканого полотна или материала в виде волокнистой массы,
ii) множество сопел для нанесения, размещенных в раме,
iii) генератор давления для генерирования избыточного давления, с помощью которого улучшающая среда может быть введена под давлением в материал в виде нетканого полотна или материал в виде волокнистой массы,
с) перфорированную пластину или сетку, размещенные в рабочем столе, для сбора и отвода улучшающей среды, выходящей на нижней стороне материала в виде нетканого полотна или материала в виде волокнистой массы,
d) пресс для прессования материала в виде нетканого полотна или материала в виде волокнистой массы для образования листа требуемой толщины.
Предпочтительно на рабочем столе размещается поддерживающее устройство, которое действует на нижней стороне материала в виде нетканого полотна или материала в виде волокнистой массы, когда рама прижимается к верхней стороне.
В частности предпочтительно поддерживающее устройство образовано перфорированной пластиной или сеткой.
Предпочтительно, если на рабочем столе обеспечено устройство для боковой поддержки материала в виде нетканого полотна или материала в виде волокнистой массы.
В обоих вариантах воплощения генератор давления может размещаться выше по потоку относительно указанного по меньшей мере одного сопла для нанесения и обеспечивать перемещение под избыточным давлением улучшающей среды через сопло для нанесения.
Однако также возможно осуществлять с помощью генератора давления увеличение давления в кожухе, который опирается герметичным образом на поверхность листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы, согласно первому варианту воплощения.
Для обеспечения возможности получения почти любого желаемого рисунка обработанных областей на поверхности аппликатор согласно первому варианту воплощения предпочтительно размещается на рычаге, который выполнен с возможностью перемещения над рабочим столом по меньшей мере с двумя степенями свободы.
Кожух аппликатора предпочтительно выполнен в виде колокола.
Устройство предпочтительно имеет генератор отрицательного давления, так что отрицательное давление может быть приложено к нижней стороне листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы, так что улучшающая среда не только вводится под давлением в лист сверху, но также всасывается через лист снизу.
Устройство для специфического воздействия на технологические свойства отдельных областей листового материала согласно второму варианту воплощения содержит:
а) рабочий стол, выполненный с возможностью размещения и фиксации на нем листового материала, предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы,
b) аппликатор, который включает в себя:
i) верхнюю плиту, в которой образованы каналы, выполненную с возможностью размещения на верхней стороне листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы,
ii) множество сопел для нанесения, размещенных в каналах, для нанесения улучшающей среды на поверхность,
iii) уплотнения, которые герметизируют область каналов относительно остальных областей верхней плиты,
iv) генератор давления для генерирования избыточного давления, с помощью которого улучшающая среда может быть введена под давлением посредством сопел для нанесения в листовой материал, материал в виде нетканого полотна или материал в виде волокнистой массы,
v) нижнюю плиту, в которой образованы каналы, выполненную с возможностью размещения на нижней стороне листового материала, материала в виде нетканого полотна или материала в виде волокнистой массы,
vi) уплотнения, которые герметизируют область каналов относительно остальных областей нижней плиты,
vii) генератор отрицательного давления, с помощью которого улучшающая среда может всасываться с помощью каналов в нижней плите через листовой материал, материал в виде нетканого полотна или материал в виде волокнистой массы,
с) опционально пресс для прессования материала в виде нетканого полотна или материала в виде волокнистой массы для образования листа требуемой толщины.
Каналы в нижней плите предпочтительно располагаются зеркально относительно каналов в верхней плите.
В частности предпочтительно, если сопла для нанесения в каналах верхней плиты могут приводиться в действие по отдельности. Приведение в действие каждого сопла для нанесения может осуществляться с помощью системы дозирования.
Предпочтительно обеспечивается по меньшей мере один цилиндр, с помощью которого может прилагаться давление к плитам, прилегающим к листовому материалу, материалу в виде нетканого полотна или материалу в виде волокнистой массы.
Предпочтительно указанный по меньшей мере один цилиндр является составной частью пресса.
Примеры вариантов воплощения изобретения описываются более подробно с помощью чертежей.
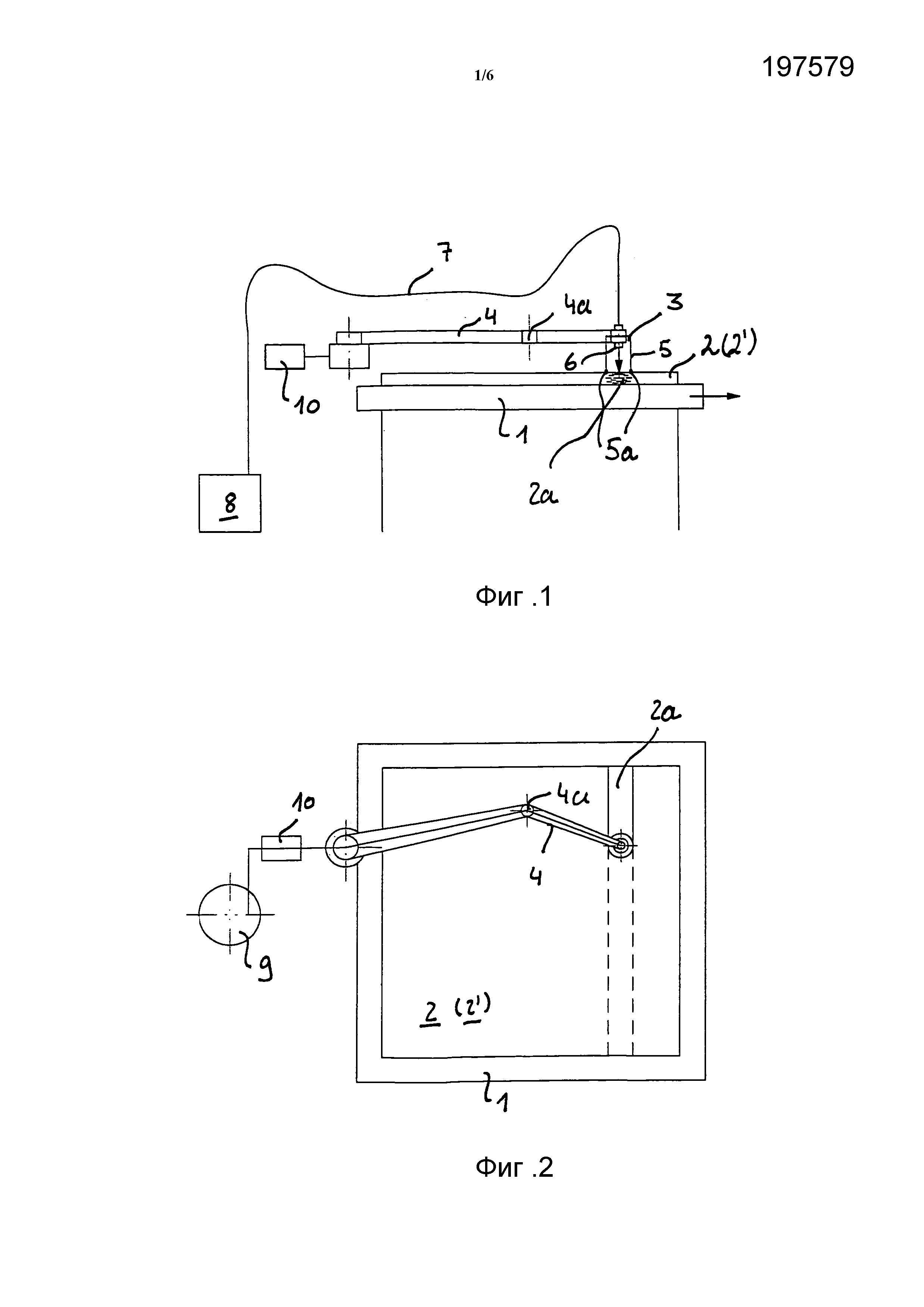
Фиг. 1 - схематический вид сбоку первого устройства для специфического воздействия на технологические свойства отдельных областей листового материала.
Фиг. 2 - вид в плане устройства на фиг. 1.
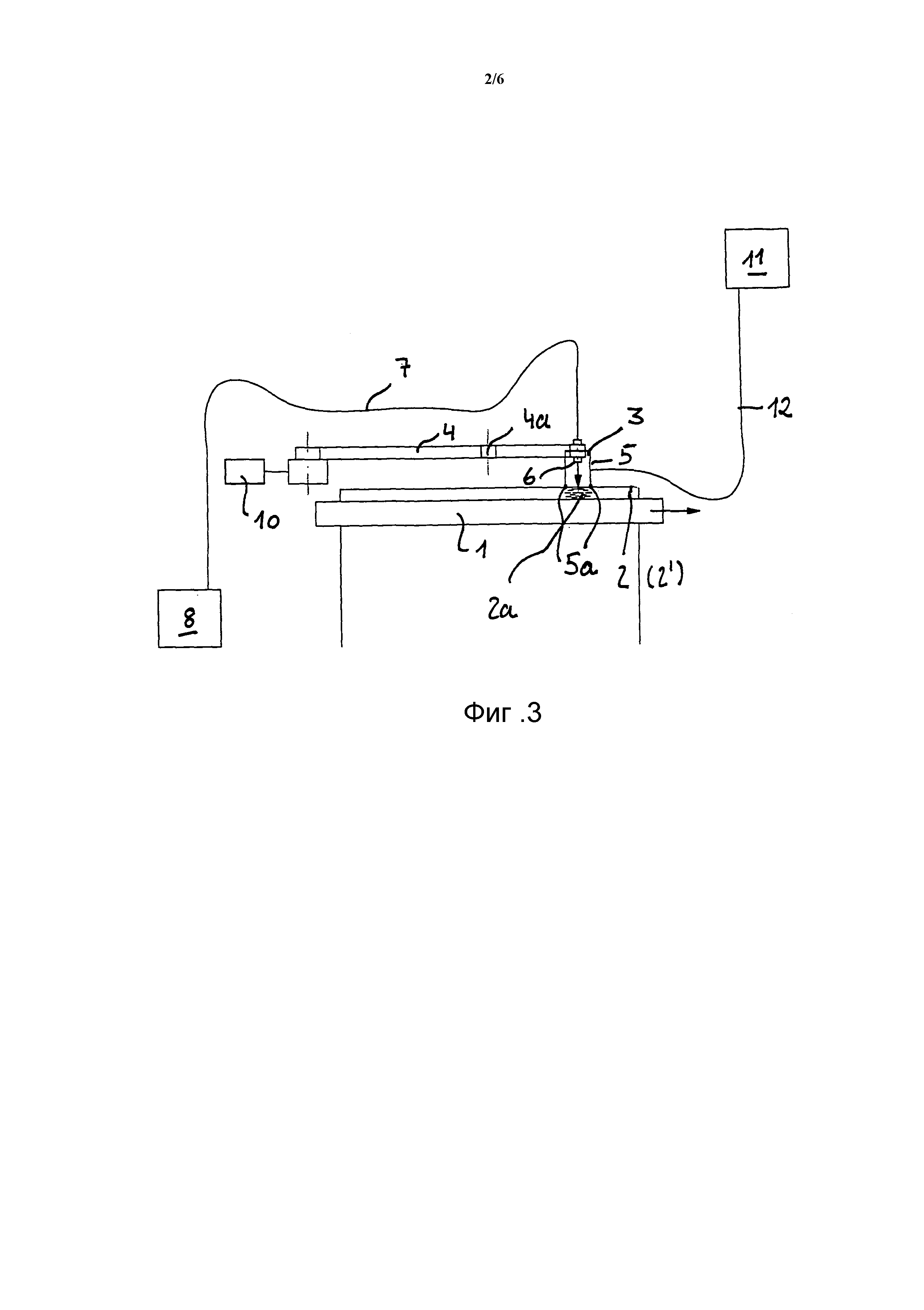
Фиг. 3 - схематический вид сбоку другого устройства для специфического воздействия на технологические свойства отдельных областей листового материала.
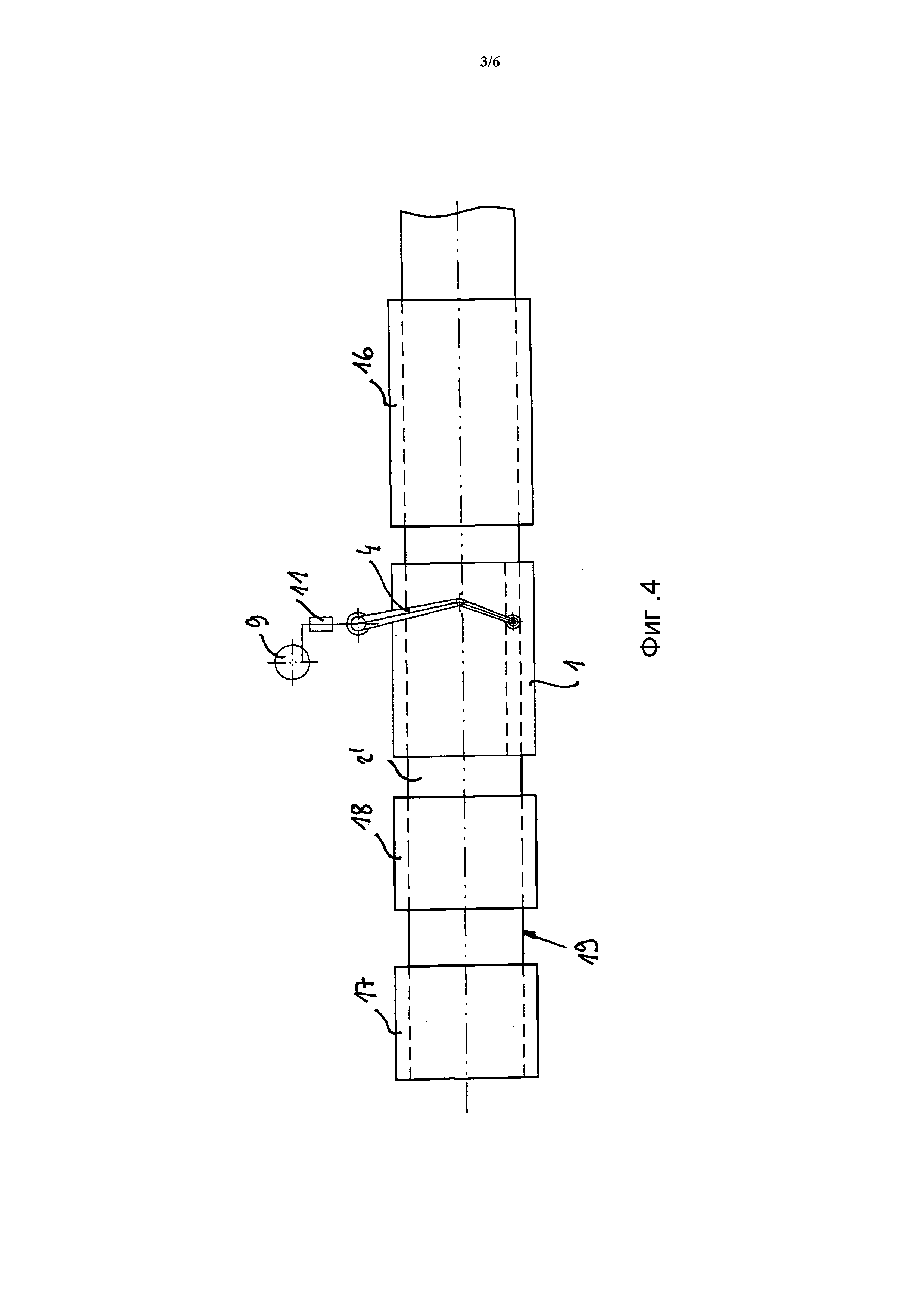
Фиг. 4 - схематический вид в плане установки для обработки материала в виде нетканого полотна или материала в виде волокнистой массы согласно первому варианту воплощения.
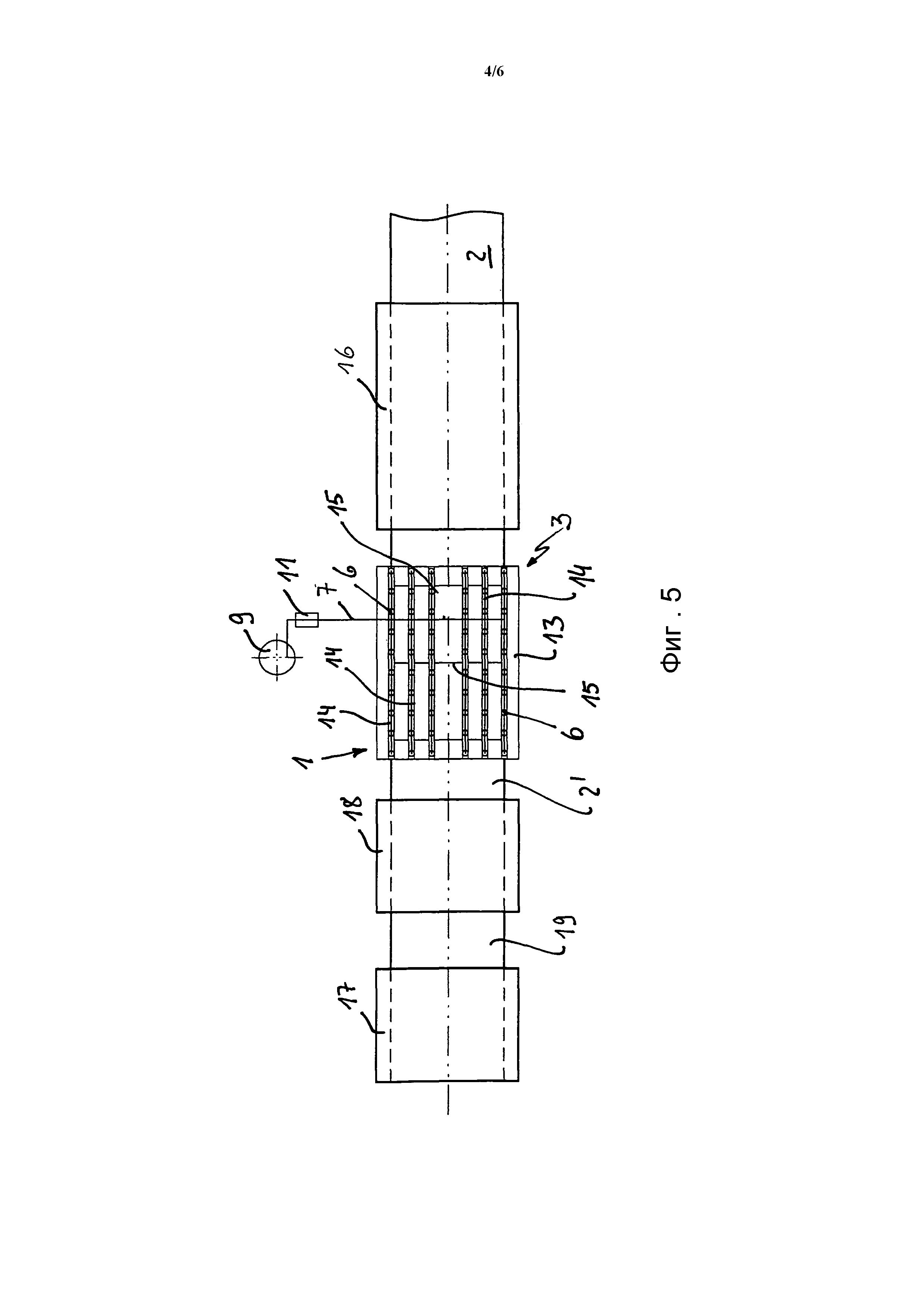
Фиг. 5 - схематический вид в плане установки для обработки материала в виде нетканого полотна или материала в виде волокнистой массы согласно второму варианту воплощения.
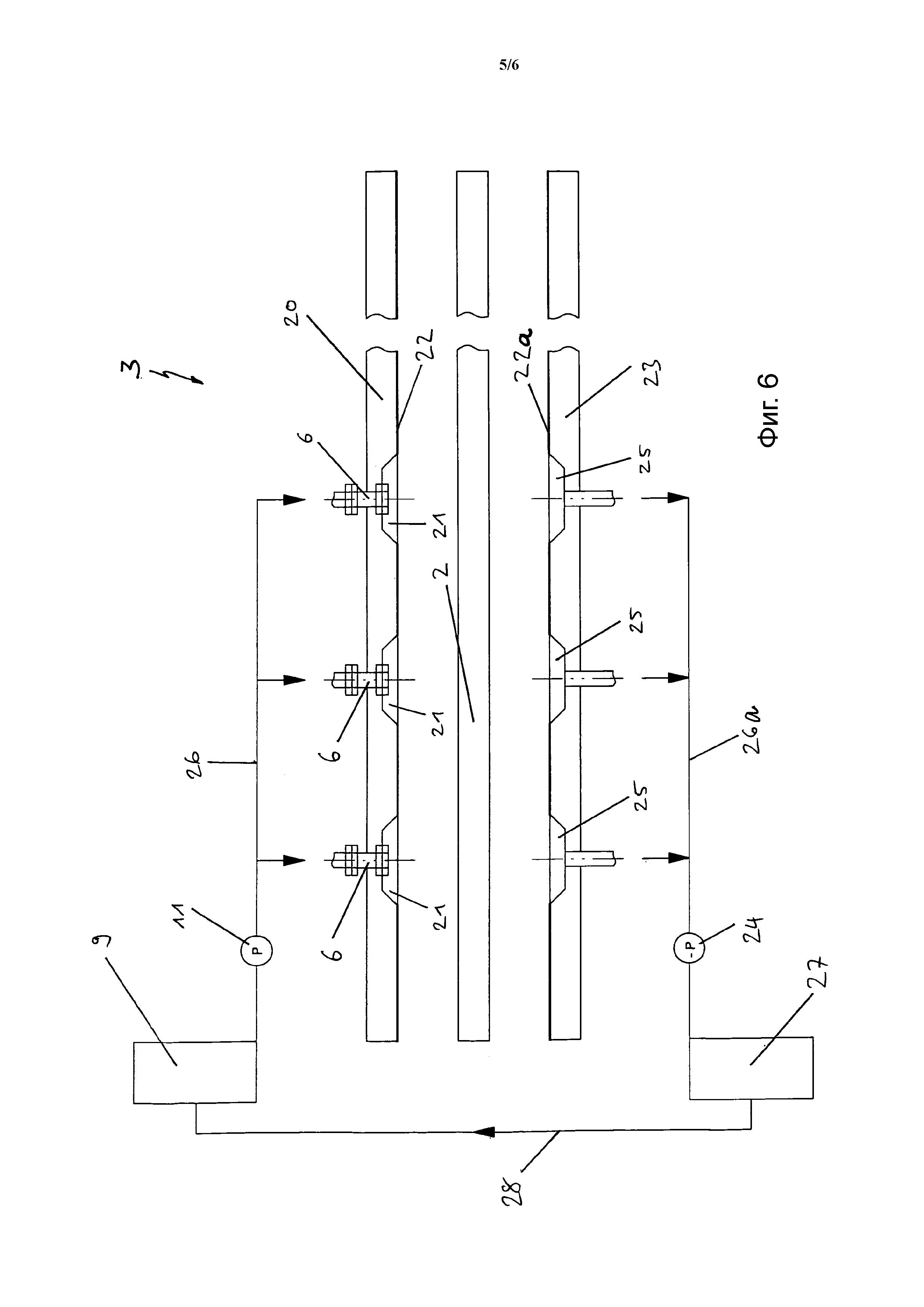
Фиг. 6 - схематический вид сбоку устройства для специфического воздействия на технологические свойства отдельных областей листового материала согласно третьему варианту воплощения в открытом состоянии.
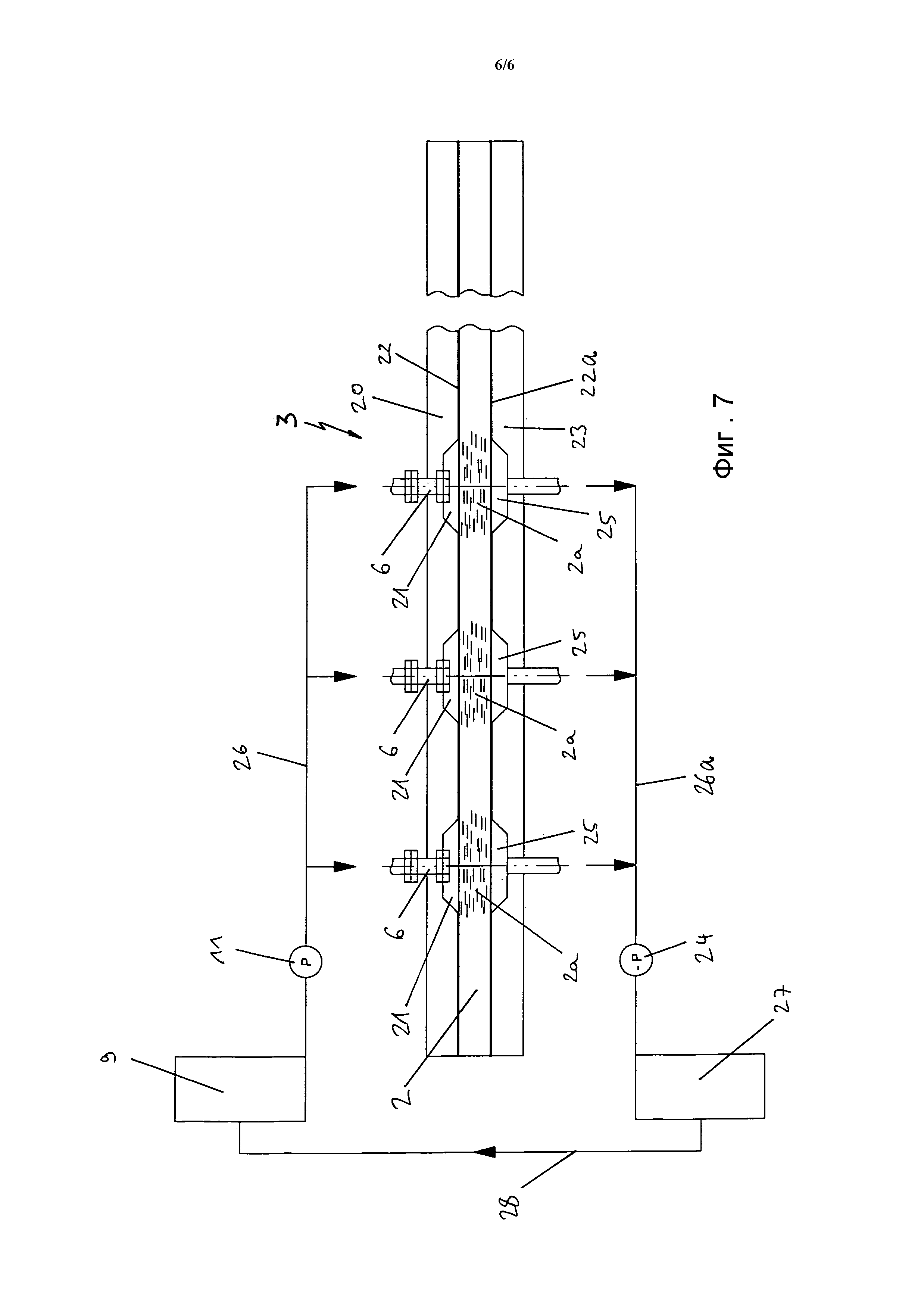
Фиг. 7 - схематический вид сбоку устройства на фиг. 6 в закрытом состоянии.
Приведенное ниже описание в основном ссылается не на листовой материал, а на плиту из древесного материала, однако это сделано только для удобства чтения. И способ согласно изобретению, и устройство согласно изобретению могут использоваться для изготовления и обработки не только плит из древесного материала, например древесно-волокнистые плиты средней плотности, древесно-волокнистые плиты высокой плотности, ориентированно-стружечные плиты или мультиплексные плиты, но также других листовых материалов, например плиты из массива дерева или цементно-стружечные плиты или плиты из картона. Кроме чистых древесных материалов большое количество других материалов, например цементно-стружечные смеси или целлюлоза, также возможны в качестве материала в виде нетканого полотна или материала в виде волокнистой массы.
Устройство согласно изобретению содержит рабочий стол 1, на котором может быть размещена и зафиксирована плита 2 из древесного материала, предварительно уплотненный древесный материал 2' в виде нетканого полотна или по меньшей мере частично предварительно уплотненная древесно-волокнистая масса 2' и аппликатор 3, который может перемещаться над рабочим столом 1 с двумя степенями свободы посредством рычага 4. Если обрабатывается древесный материал 2' в виде нетканого полотна или древесно-волокнистая масса 2', устройство согласно изобретению также содержит пресс 16 высокого давления, в котором после улучшения материал в виде нетканого полотна, изготовленный из стружек, покрытых известным образом клеем, или масса, изготовленная из волокон, покрытых известным образом клеем, подвергается прессованию под высоким давлением и при высокой температуре для образования плиты 2 из древесного материала требуемой толщины. Пресс 16 высокого давления может быть обычным одноплитным или многоплитным прессом или прессом непрерывного действия. Древесный материал или древесные волокна сначала распределяются на бесконечной конвейерной ленте 19 и затем предварительно уплотняются в прессе 18 для образования материала 2' в виде нетканого полотна или в виде волокнистой массы. Для простоты в последующем описании используется только термин «плита 2 из древесного материала» для обозначения материала, в котором осуществляется изменение технологически свойств.
Аппликатор 3 содержит колоколообразный кожух 5 и по меньшей мере одно сопло 6, которое размещено внутри кожуха 5 и соединено с помощью шланга 7 с питающим насосом 8, который подает улучшающую жидкость из резервуара 9. Рычаг 4 состоит из двух частей, которые соединены друг с другом с помощью шарнира 4а. Рычаг 4 является частью робота 10 с компьютерным управлением, который не описывается здесь более подробно.
На нижней периферии кожуха 5 обеспечено уплотнение 5а, которое опирается на поверхность плиты 2 из древесного материала и вместе с плитой 2 из древесного материала герметизирует внутреннее пространство кожуха 5 относительно окружающей среды. С помощью питающего насоса 8 улучшающая среда может засасываться из резервуара-хранилища 9 и распыляться под избыточным давлением с помощью сопла 6 на верхнюю сторону плиты 2 из древесного материала и затем проникает внутрь плиты 2 из древесного материала в результате действия давления. Для этого может использоваться устройство для обеспечения давления, которое не описывается здесь более подробно и которое может, например, также быть встроено в питающий насос 8. Аппликатор 3 перемещается над плитой 2 из древесного материала с помощью рычага 4 по любой требуемой траектории, так что в результате проникновения в плиту 2 из древесного материала улучшающей среды получают область 2а, в которой улучшены по меньшей мере технологические свойства по сравнению с остальной плитой 2 из древесного материала. Герметизация кожуха 5 относительно плиты 2 из древесного материала не является строго обязательной в случае рассматриваемого примера варианта воплощения, но обеспечивает преимущество в том, что улучшающая среда не выходит за пределы кожуха 5.
В отличие от этого герметизация кожуха 5 крайне важна в примере варианта воплощения, иллюстрируемом на фиг. 3.
С помощью устройства 11 обеспечения давления, которое соединено посредством шланга 12 с внутренним пространством кожуха 5, в кожухе 5 может быть создано избыточное давление сразу после распыления улучшающей среды на верхнюю сторону плиты 2 из древесного материала с помощью сопла 6. Улучшающая жидкость затем проникает внутрь плиты 2 из древесного материала посредством действия избыточного давления, созданного внутри кожуха 5. Также возможно создание избыточного давления в кожухе 5 перед распылением улучшающей жидкости, с помощью питающего насоса 8. Давление на выходе питающего насоса 8 должно быть соответственно выше. С помощью устройства 11 обеспечения давления окружающий воздух или другой газ могут быть введены сами по себе или вместе с улучшающей жидкостью в плиту 2 из древесного материала. С помощью давления возможно точное дозирование препарата, который должен быть введен в плиту 2.
Как было описано выше, могут обрабатываться и верхняя сторона, и нижняя сторона плиты из древесного материала. Это может осуществляться одновременно или поэтапно. Тип обработки (количество на квадратный метр, ширина и глубина) в этом случае по существу задается удельным расходом (дозированием) улучшающей среды, скоростью перемещения аппликатора 3 и шириной уплотнения 5а или внутренней окружностью кожуха 5. В соответствии с предъявляемыми требованиями эти параметры могут изменяться по желанию в продукте или в процессе. Само собой разумеется, что в случае этого способа экономия средств производства является важным аспектом.
Удельный расход может изменяться в широком диапазоне, в соответствии с предъявляемыми требованиями. Он очень сильно зависит от толщины листа и желаемого типа обработки (поверхностная, частичная или полная пропитка). Он может находиться в диапазоне от нескольких граммов до 1-2 кг/м2. Особым преимуществом способа является то, что при пропитке/обработке листов удельный расход может по желанию изменяться на протяжении траектории нанесения. Таким образом, в результате на разных краях заготовок или готовых продуктов могут быть получены свойства, выраженные в разной степени. Обеспечение специфических желаемых свойств в поверхностной или наружной области плит из древесного материала всегда играет большую роль при изготовлении и дальнейшей обработке плит. В качестве примера можно привести специфическое улучшение контура плит, используемых для облицовки, чтобы лучше справляться с проблемой неровных краев, специфическую обработку краев плит или профилей с помощью гидрофобизации или обеспечение лучшей проводимости профилированных плит для последующего нанесения порошкового покрытия.
Чтобы обеспечить возможность более легкого наблюдения качества обработки, используемая для этого среда может быть окрашена. Это самый простой из возможных способов контроля пропитки. Конечно, по желанию могут использоваться другие способы. Например, контроль может осуществляться с помощью датчиков.
Вместо колоколообразного кожуха 5 также может использоваться рама 13, которая прижимается к верхней стороне плиты 2 из древесного материала.
В раме 13 обеспечены множество сопел 6 для нанесения, которые установлены последовательно на каждой балке. Как показано на фиг. 5, обеспечены множество разнесенных относительно друг друга и расположенных параллельно балок, которые соединены друг с другом с помощью соединительных поперечин 15. Предпочтительно использовать раму 13 в качестве аппликатора 3 для обработки предварительно уплотненного древесного материала 2' в виде нетканого полотна или материала 2' в виде древесно-волокнистой массы. Для этого в рабочем столе 1 также обеспечивается поддерживающее устройство, которое действует на нижней стороне древесного материала 2' в виде нетканого полотна или материала 2' в виде древесно-волокнистой массы, когда рама 13 прижимается к верхней стороне.
Для обеспечения возможности сбора и отвода улучшающей среды, выходящей на нижней стороне древесного материала 2' в виде нетканого полотна или материала 2' в виде древесно-волокнистой массы в рабочем столе 1 размещается перфорированная пластина или сетка. Перфорированная пластина или сетка могут также выполнять функцию поддерживающего устройства. Предпочтительно на рабочем столе 1 также обеспечено устройство для боковой поддержки древесного материала 2' в виде нетканого полотна или материала 2' в виде древесно-волокнистой массы. Рама 13 с большим количеством сопел 6 имеет преимущество по сравнению с кожухом 5 в том, что большое количество разных областей можно обрабатывать быстро за одну операцию. Для обеспечения соответствующей гибкости обработки количество сопел 6 для нанесения может быть соответственно большим. Выбор областей для обработки затем осуществляется посредством приведения в действие только отдельных сопел 6 для нанесения.
На фиг. 6 показан вид сбоку другого примера варианта воплощения устройства согласно изобретению. Верхняя плита 20 имеет множество каналов 21, в которых размещены на равных промежутках множество сопел 6 для нанесения. С помощью сопел 6 для нанесения различные вещества, например улучшающая жидкость, которая хранится в резервуаре-хранилище 9, могут быть нанесены на плиту 2 из древесного материала. Здесь давление улучшающей среды может изменяться посредством действия сжатого воздуха с помощью генератора 11 давления, присоединенного выше по потоку относительно сопел 6 для нанесения. Верхняя плита 20 имеет уплотнения 22, которые герметизируют область каналов 21 относительно остальной области плиты. На нижней плите 23, противоположной верхней плите 20, имеются каналы 25, которые располагаются зеркально относительно верхних каналов 21 и соединены с генератором 24 отрицательного давления. Нижняя плита 23 имеет в области каналов 25 уплотнения 22а, которые герметизируют область нижних каналов 25 относительно остальной области плиты.
С помощью прижимного устройства к верхней плите 20 и к нижней плите 23 может быть приложено давление, так что обеспечивается хорошая герметизация.
Величина и/или изменение во времени отрицательного давления, создаваемого генератором 24 отрицательного давления, могут регулироваться. Сопла 6 в каналах 21 могут приводиться в действие по отдельности. Таким образом обеспечивается возможность учитывать специфичные для данного материала требования и желаемые свойства конечного продукта.
Генератор 24 отрицательного давления соединен с помощью линий 26а со сборным резервуаром 27, в котором собирается отсасываемая улучшающая среда. Сборный резервуар 27, в свою очередь, соединен с помощью обратной линии 28 с резервуаром-хранилищем 9.
Согласно изобретению для обработки плита 2 из древесного материала размещается между верхней и нижней плитами 20, 23. Далее прижимное устройство закрывается. Закрытое состояние устройства иллюстрируется на фиг. 7. Далее заданное количество вещества, например улучшающей жидкости, из резервуара-хранилища 9 через линии 26 с помощью сопел 6 для нанесения наносится на плиту 2 из древесного материала. Здесь возможно осуществлять нанесение всего количества за один этап или за несколько этапов, т.е. небольшими порциями. В это же время отрицательное давление может быть приложено на нижней стороне плиты 2 из древесного материала. Нанесение улучшающей среды может осуществляться под давлением, которое обеспечивается генератором 11 давления, и может быть постоянным или изменяться во времени. После этого к верхней стороне плиты 2 из древесного материала может быть приложено дополнительное давление посредством сжатого воздуха в течение заданного периода времени, которое также может быть постоянным во времени, увеличиваться в соответствии с градиентом или изменяться дискретно, чтобы увеличить скорость пропитки веществом плиты 2 из древесного материала.
Улучшающая жидкость тем самым эффективно вводится в область 2а плиты 2 из древесного материала, в которой должно осуществляться улучшение. Верхняя плита 20 и нижняя плита 23 могут быть сконструированы с учетом требований к пропитке, при этом каждый канал 21 в верхней плите 20 располагается напротив соответствующего канала 25 в нижней плите 23. В этом случае области 2а, улучшаемые в плите 2 из древесного материала, могут быть заданы геометрией каналов 21, 25. Сопла 6 для нанесения могут приводиться в действие по отдельности, благодаря чему возможно учитывать специфические особенности плит, например, различия в плотности материала и геометрии профилей.
Если это выгодно с точки зрения манипулирования, верхняя плита 20 и нижняя плита 23 могут быть также заменены на рамную систему, без какого-либо изменения их принципа действия.
Описание ссылочных позиций
1 рабочий стол
2 листовой материал/плита из древесного материала
2' материал в виде нетканого полотна/древесный материал в виде нетканого полотна/материал в виде волокнистой массы/материал в виде древесно-волокнистой массы
2а улучшаемая область
3 аппликатор
4 рычаг
4а шарнир
5 кожух
6 сопло для нанесения
7 шланг
8 питающий насос
9 резервуар-хранилище
10 робот с компьютерным управлением
11 генератор давления
12 шланг
13 рама
14 балка
15 соединительные поперечины
16 пресс
17 распределительное устройство
18 пресс
19 конвейерная лента
20 верхняя плита
21 канал
22 уплотнение
22а уплотнение
23 нижняя плита
24 генератор отрицательного давления
25 канал
26 линия (избыточного давления)
26а линия (отрицательного давления)
27 сборный резервуар
28 обратная линия
Реферат
Изобретение относится к способам и устройствам воздействия на технологические свойства отдельных областей листовых материалов. Осуществляют фиксацию на рабочем столе листового материала, предварительно уплотненного материала или материала в виде волокнистой массы. Размещают по меньшей мере один аппликатор с верхней и/или нижней сторон материалов. Перемещают аппликатор с верхней и/или нижней стороны материалов и вводят под давлением улучшающую среду в частичные области материалов. Осуществляют прессование предварительно уплотненного материала или материала в виде волокнистой массы для образования листа заданной толщины. Обеспечивается повышение эффективности воздействия на отдельные области материалов за счет обеспечения герметичности системы. 4 н. и 36 з.п. ф-лы, 7 ил.
Формула
a) фиксируют листовой материал (2) или предварительно уплотненный материал (2′) в виде нетканого полотна или материал (2′) в виде волокнистой массы на рабочем столе (1);
b) размещают по меньшей мере один аппликатор (3) с верхней стороны и/или с нижней стороны листового материала (2) или материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
c) специфически перемещают указанный по меньшей мере один аппликатор (3) с верхней стороны и/или с нижней стороны и вводят под давлением улучшающую среду в частичные области листового материала (2), материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы, в заданном количестве и под заданным давлением;
d) затем, по выбору, прессуют предварительно уплотненный материал (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы для образования листа (2) заданной толщины.
a) рабочий стол (1), выполненный с возможностью размещения и фиксации на нем листового материала (2), предварительно уплотненного материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
b) аппликатор (3), который включает в себя:
i) кожух (5), выполненный с возможностью его герметизации относительно поверхности листового материала (2), материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
ii) по меньшей мере одно сопло (6) для нанесения, размещенное в кожухе (5), для нанесения улучшающей среды на поверхность;
iii) генератор (11) давления для генерирования избыточного давления, с помощью которого улучшающая среда может быть введена под давлением в листовой материал (2), материал (2′) в виде нетканого полотна или материал (2′) в виде волокнистой массы;
c) по выбору пресс для прессования материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы для образования листа (2) требуемой толщины.
а) рабочий стол (1), выполненный с возможностью размещения и фиксации на нем предварительно уплотненного материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
b) аппликатор (3), который включает в себя:
i) раму (13), выполненную с возможностью ее прижатия к верхней стороне материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
ii) множество сопел (6) для нанесения, размещенных в раме (13);
iii) генератор (11) давления для генерирования избыточного давления, с помощью которого улучшающая среда может быть введена под давлением в материал (2′) в виде нетканого полотна или материал (2′) в виде волокнистой массы;
c) перфорированную пластину или сетку, размещенные в рабочем столе (1), для сбора и отвода улучшающей среды, выходящей на нижней стороне материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
d) пресс (16) для прессования материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы для образования листа (2) требуемой толщины.
a) рабочий стол (1), выполненный с возможностью размещения и фиксации на нем листового материала (2), предварительно уплотненного материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
b) аппликатор (3), который включает в себя:
i) верхнюю плиту (20), в которой образованы каналы (21), выполненную с возможностью размещения на поверхности листового материала (2), материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
ii) множество сопел (6) для нанесения, размещенных в каналах (21), для нанесения улучшающей среды на поверхность;
iii) уплотнения (22), которые герметизируют область каналов (21) относительно остальных областей верхней плиты (20);
iv) генератор (11) давления для генерирования избыточного давления, с помощью которого улучшающая среда вводится под давлением посредством сопел (6) для нанесения в листовой материал (2), материал (2′) в виде нетканого полотна или материал (2′) в виде волокнистой массы;
v) нижнюю плиту (23), в которой образованы каналы (25), выполненную с возможностью размещения на нижней стороне листового материала (2), материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы;
vi) уплотнения (22а), которые герметизируют область каналов (25) относительно остальных областей нижней плиты (23);
vii) генератор (24) отрицательного давления, с помощью которого улучшающая среда всасывается с помощью каналов (25) в нижней плите (23) через листовой материал (2), материал (2′) в виде нетканого полотна или материал (2′) в виде волокнистой массы;
с) по выбору пресс для прессования материала (2′) в виде нетканого полотна или материала (2′) в виде волокнистой массы для получения листа (2) требуемой толщины.
Комментарии