Способ изготовления плетеных конструкций - RU2318934C1
Код документа: RU2318934C1
Чертежи
Описание
Изобретение относится к деревообрабатывающей промышленности и строительству и предназначено для производства плетеных конструкций, которые затем могут использоваться при внутренней отделке помещений, в качестве экранов радиаторов отопления, легких перегородок, стеновых и потолочных панелей, а также в качестве элементов мебели и филенок дверей.
Известны многочисленные конструкции, выполненные традиционным методом плетения, например плетеная мебель [1]. Способ изготовления таких плетеных конструкций заключается в том, что элементы конструкции, выполненные в виде прутьев, лент или полос, плетут между собой, при этом устанавливают элементы в конструкцию как минимум вдоль двух направлений и соединяют элементы конструкции между собой так, что каждый из них проходит попеременно то сверху, то снизу других под прямым или косым углом, при этом элементы конструкции приобретают гофрированный профиль. В качестве сырья для элементов конструкции используют древесные прутья различных пород деревьев, бамбук, а также синтетические материалы.
Так как для изготовления плетеных конструкций, имеющих повышенную прочность и несущую способность, необходимо использовать элементы большей толщины и/или жесткости, использование указанного способа приводит при плетении к необходимости прикладывать значительные физические усилия. Это происходит потому, что усилия при плетении в основном направлены на изгиб элементов конструкции до малых радиусов кривизны для того, чтобы придать им гофрированный профиль, необходимый для осуществления плетения, что является недостатком этого способа. Кроме того, недостатком указанного способа является то, что используемые в нем элементы конструкции должны обладать повышенной гибкостью, что ограничивает спектр пригодных для плетения материалов.
Известны отдельные конструкционные, плетеные полотна из древесных материалов, например ротанговое полотно. Способ изготовления таких плетеных конструкций заключается в том, что элементы конструкции в виде тонких лент из древесного материала плетут между собой, в основном механизированным способом, что позволяет упростить технологию создания мебели и других изделий с элементами плетения [2].
Недостатком способа изготовления ротангового полотна является то, что получаемые с его помощью плетеные конструкции имеют крайне низкую несущую способность, вследствие чего всегда выполняют только декоративные функции после их фиксации на жестком каркасе.
Известны также конструкции, выполненные методом плетения из древесного шпона, например перегородки, ширмы, вентиляционные решетки, решетки радиаторов отопления, выполняющие защитные и одновременно декоративные функции [3].
Способ изготовления таких плетеных конструкций по совокупности существенных признаков, является наиболее близким аналогом к заявляемому способу изготовления плетеных конструкций. Способ заключается в том, что элементы конструкции плетут между собой, при этом устанавливают элементы в конструкцию, вдоль двух преимущественно взаимно перпендикулярных направлений. Кроме того, в качестве элементов, образующих конструкцию, при плетении используют полосы. Кроме того, полосы выполнены из древесного шпона [4].
Древесный шпон является материалом, получаемым механизированным способом. Листы шпона имеют постоянный размер по толщине и легко могут быть распилены вдоль волокон на полосы равной ширины, пригодные для плетения. Однако, поскольку при плетении к элементам конструкции прикладывают усилия, направленные на их деформацию изгиба до малых радиусов кривизны для того, чтобы придать им гофрированный профиль, необходимый для осуществления плетения, проявляются отрицательные свойства древесины как материала для плетения. В отличие от других материалов, используемых при изготовлении плетеных конструкций, древесина обладает большой жесткостью и недостаточной гибкостью. Гибкость материала проявляется при действии сил, направленных на деформацию изгиба этого материала. При этом основным показателем, определяющим величину действующей силы, необходимой для изгиба материала, является модуль упругости Е. Например, модуль упругости Е при изгибе для бука составляет Е≈12 ГПа, а для ивовой лозы, традиционно используемой при изготовлении плетеных изделий, модуль упругости составляет Е≈1 ГПа. Для элемента плетеной конструкции, изготовленного из древесины, как и для всех твердых материалов в пределах упругих деформаций, согласно закону Гука модуль упругости Е равен
Е=F/A·e,
где F - сила, приложенная к элементу плетеной конструкции;
А - площадь поперечного сечения элемента;
е - относительная деформация в элементе.
Таким образом, при плетении величина усилия, направленного на деформацию изгиба элемента конструкции, пропорциональна модулю упругости материала элемента, его толщине и величине относительной деформации, возникающей при изгибе, которая тем больше, чем меньше образуемый при изгибе радиус кривизны элемента конструкции.
По этой причине выполнить плетение описанным способом изготовления плетеных конструкций возможно только при условии малой толщины полос шпона, так как для изгиба полос большой толщины до малых радиусов кривизны потребуются крайне большие физические усилия, направленные на то, чтобы придать им гофрированный профиль, необходимый для осуществления плетения. Кроме того, при увеличении толщины изгибаемых полос шпона увеличивается минимально допустимый радиус кривизны r в гофрированном профиле полос, так как

где е - допустимая относительная деформация растяжения вдоль волокон;
h - толщина полосы.
Выполнение условия (1) позволяет осуществить изгиб полосы без ее разрушения (разрыва волокон) [5].
Таким образом, недостатком описанного способа изготовления плетеных конструкций является то, что при использовании в ходе его осуществления в качестве элементов конструкции полос большой толщины, например, для изготовления плетеных конструкций, имеющих повышенную прочность и несущую способность, необходимо прикладывать значительные физические усилия. Кроме того, минимальный радиус кривизны, возникающий в элементах конструкции при плетении, ограничен условием (1), что также является недостатком описанного способа.
Устранить указанные недостатки описанного способа представляется возможным путем уменьшения деформаций, возникающих в элементах конструкции при плетении.
Техническим результатом, обеспечиваемым заявляемым изобретением, является уменьшение усилий, необходимых для выполнения плетения.
Дополнительным техническим результатом, обеспечиваемым заявляемым изобретением, является повышение прочности и несущей способности плетеных конструкций.
Сущность заявляемого способа изготовления плетеных конструкций заключается в том, что элементы конструкции плетут между собой, при этом устанавливают элементы в конструкции вдоль двух, преимущественно взаимно перпендикулярных направлений. Кроме того, в качестве элементов конструкции, устанавливаемых при плетении как минимум вдоль одного направления, используют полосы с гофрированным профилем, причем элементы конструкции, пересекающие полосы с гофрированным профилем, устанавливают во впадинах этих полос.
В качестве всех элементов конструкции при плетении можно использовать полосы с гофрированным профилем.
Полосы с гофрированным профилем можно изготавливать из гофрированной фанеры, при этом гофрированную фанеру распиливают на полосы.
Полосы с гофрированным профилем можно изготавливать из листов древесного шпона, при этом листы древесного шпона гнут и одновременно склеивают в гофрированный пакет и далее распиливают его на полосы.
Полосы с гофрированным профилем можно изготавливать из древесины, при этом фрезеруют древесную заготовку, придавая ей гофрированный профиль, и далее распиливают ее на полосы.
Технический результат: уменьшение усилий, необходимых для выполнения плетения, достигается за счет того, что в заявляемом способе изготовления плетеных конструкций в качестве элементов конструкции, устанавливаемых при плетении как минимум вдоль одного направления, используют полосы с гофрированным профилем. Кроме того, элементы конструкции, пересекающие полосы с гофрированным профилем, устанавливают во впадинах этих полос. Это позволяет не изгибать элементы плетеной конструкции до малых радиусов кривизны для того, чтобы придать им гофрированный профиль, необходимый для осуществления плетения. Таким образом, уменьшаются усилия, направленные на деформацию элементов и выполнение плетения.
Технический результат: повышение прочности и несущей способности плетеных конструкций достигается за счет того, что в заявляемом способе изготовления плетеных конструкций в качестве элементов конструкции, устанавливаемых при плетении как минимум вдоль одного направления, используют полосы с гофрированным профилем. Кроме того, элементы конструкции, пересекающие полосы с гофрированным профилем, устанавливают во впадинах этих полос. Это позволяет не изгибать элементы плетеной конструкции до малых радиусов кривизны для того, чтобы придать им гофрированный профиль, необходимый для осуществления плетения. Следовательно, при этом в элементах конструкции не возникают критические деформации, которые могут привести к их разрушению. Таким образом, в заявляемом способе изготовления плетеных конструкций гибкость элементов конструкции при плетении становится некритичной, появляется возможность использовать элементы с толщиной, значительно превышающей толщину элементов, используемых в известных способах изготовления плетеных конструкций.
Сущность изобретения поясняется следующими графическими материалами.
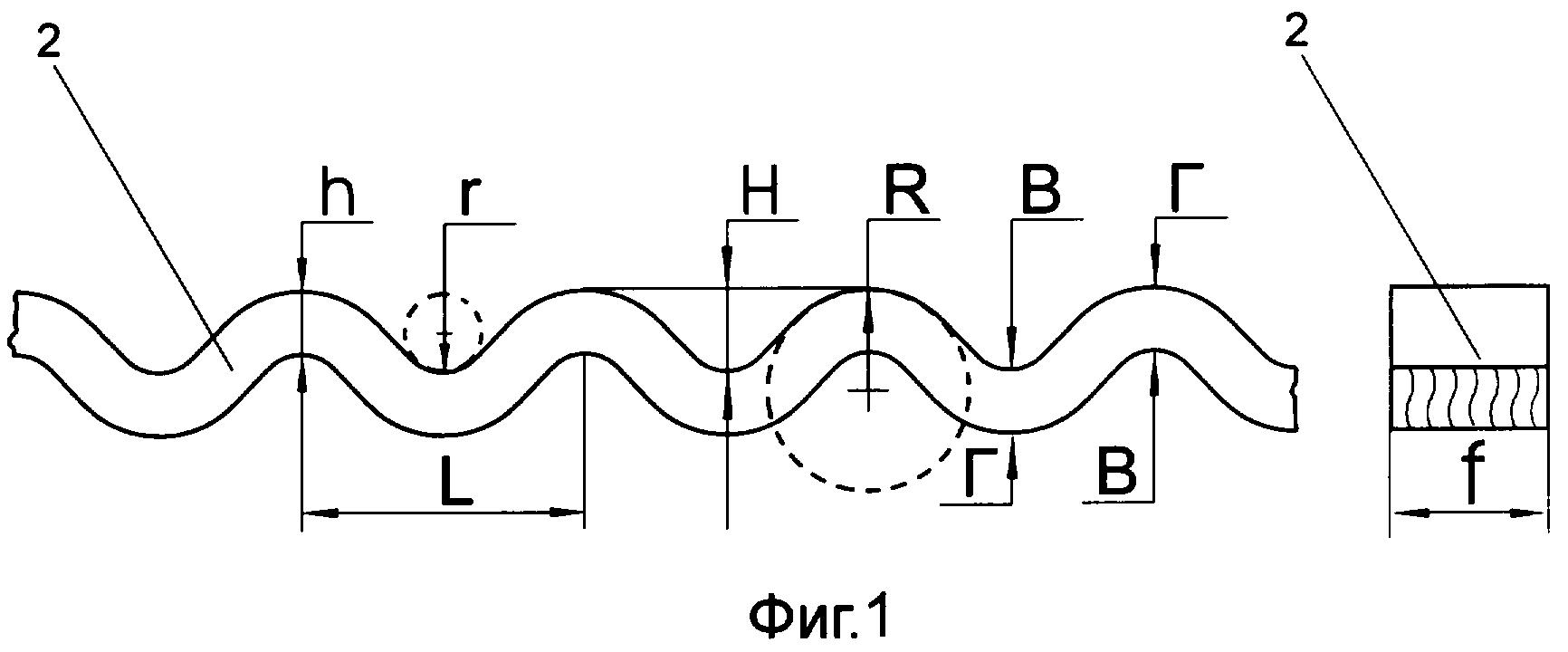
Фиг.1 - параметры полосы с гофрированным профилем.
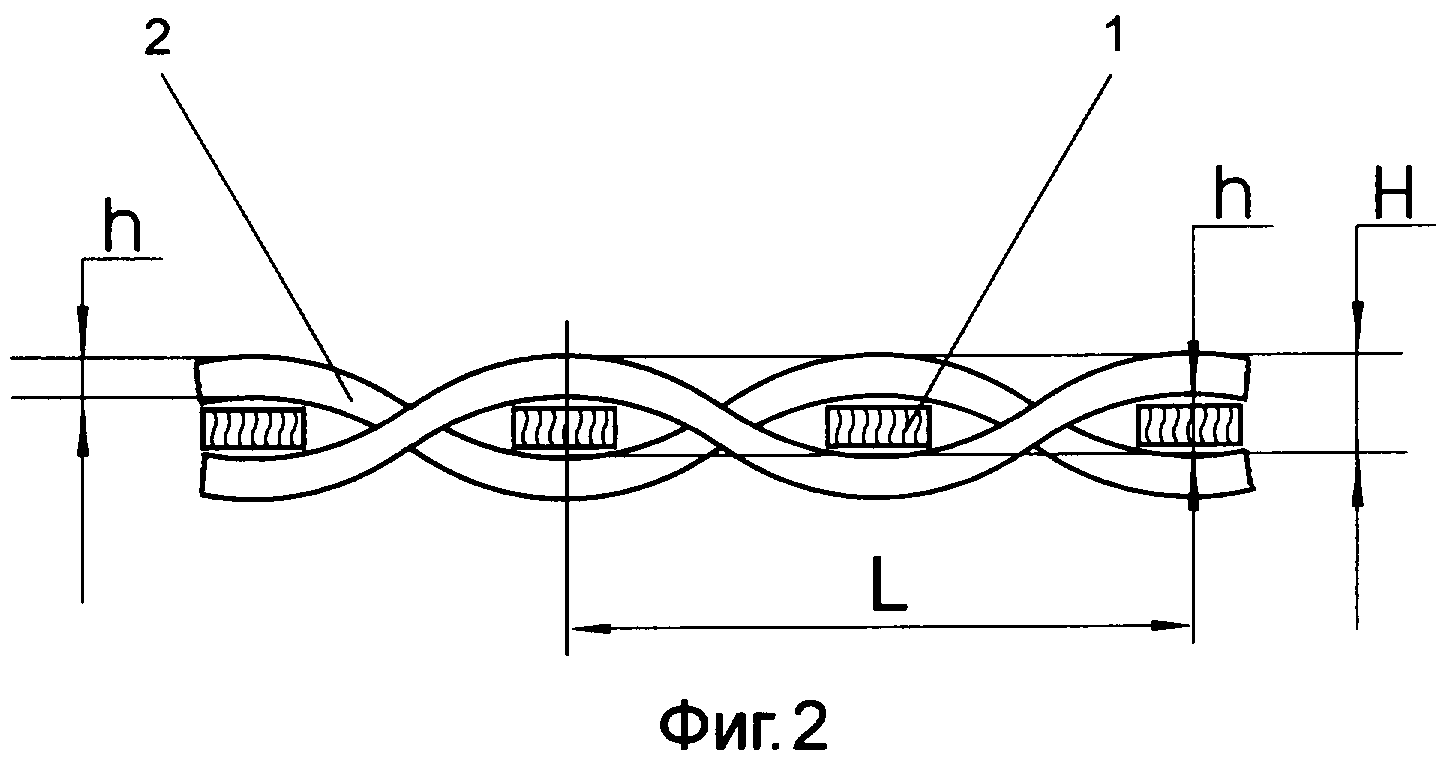
Фиг.2 - фрагмент плетеной конструкции, выполненной из полос древесного шпона с прямым и гофрированным профилем, в разрезе, и параметры ее элементов.
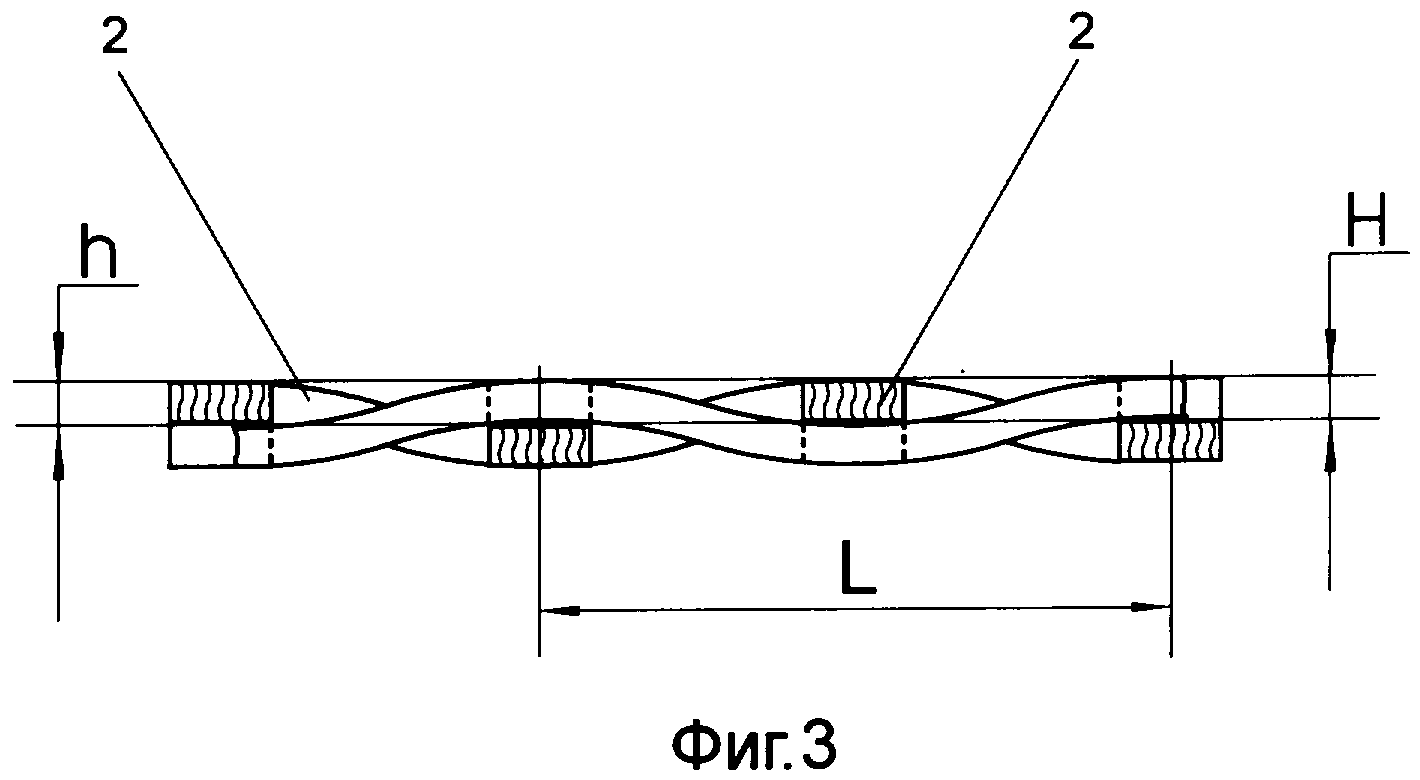
Фиг.3 - фрагмент плетеной конструкции, выполненной из полос древесного шпона с гофрированным профилем, в разрезе, и параметры ее элементов.
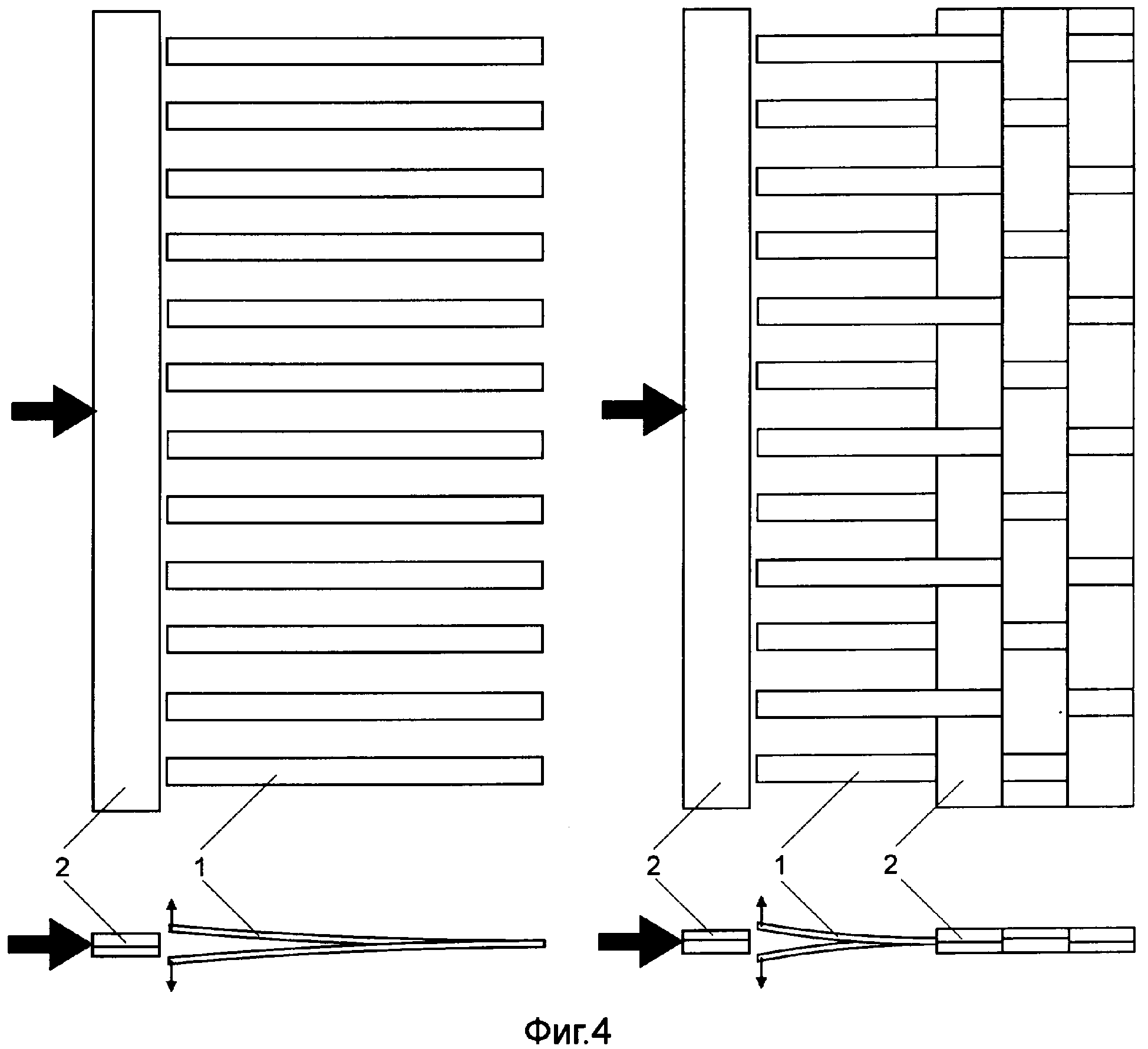
Фиг.4 - схема изготовления плетеной конструкции по примеру 1 и примеру 3, вид сверху и сбоку.
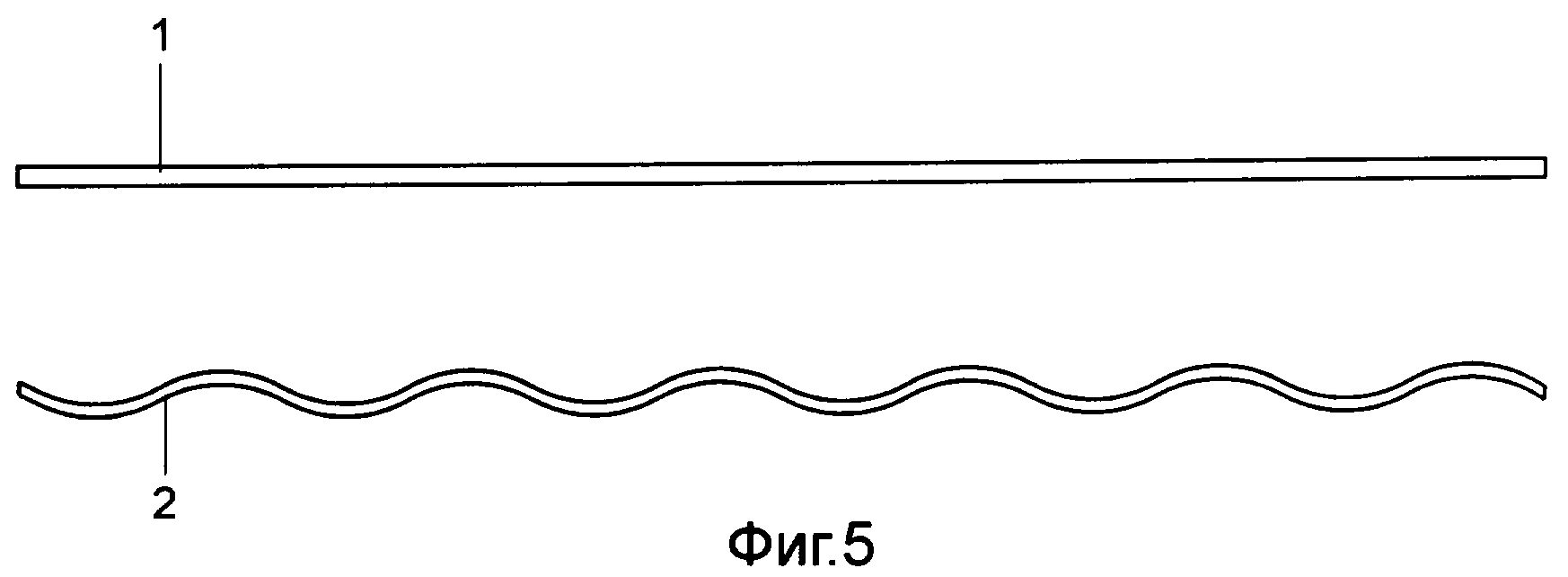
Фиг.5 - профиль полос, используемых в примере 1 и 3 в качестве элементов конструкции.
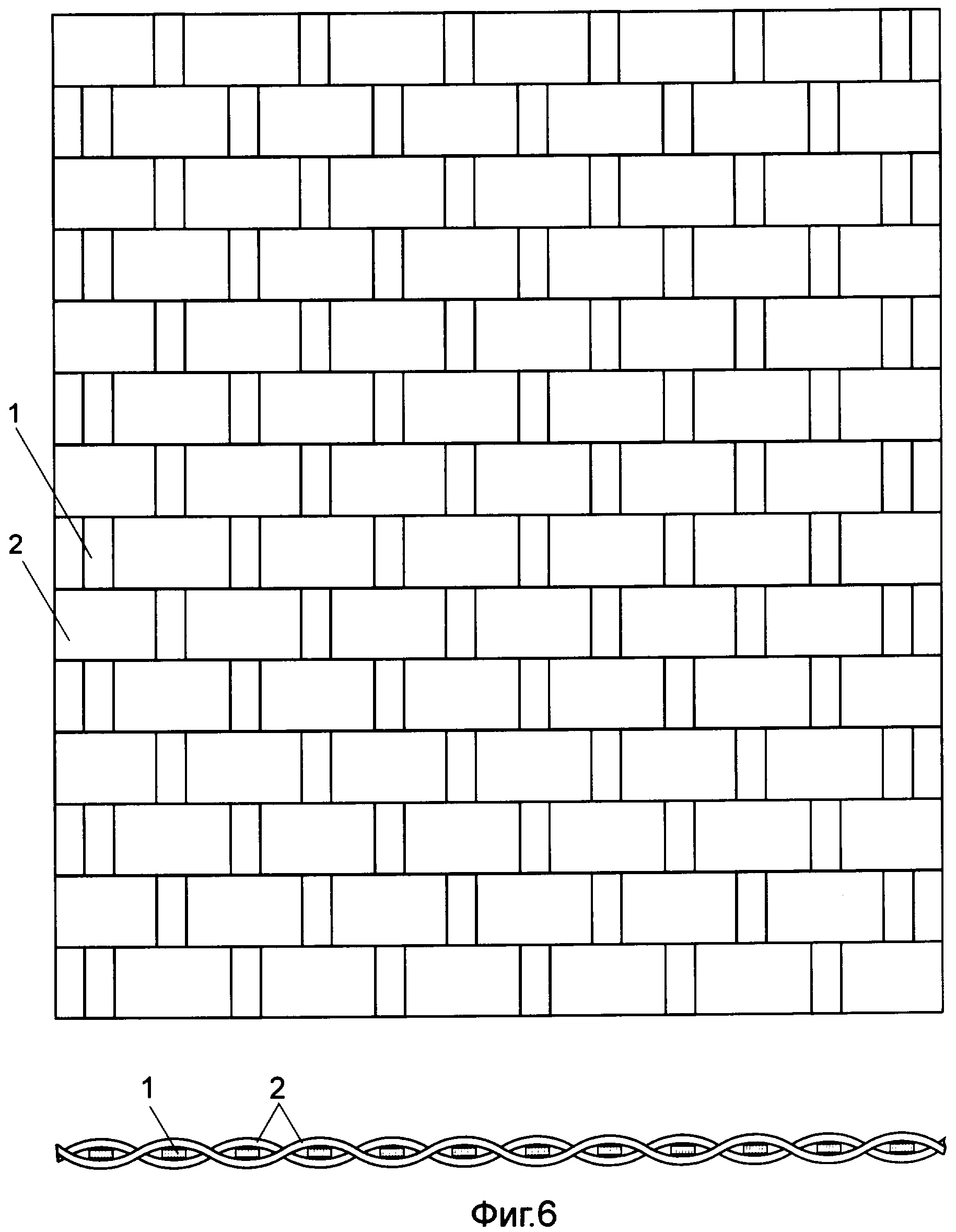
Фиг.6 - общий вид плетеной конструкции по примеру 1 и примеру 3, вид сверху и сбоку.
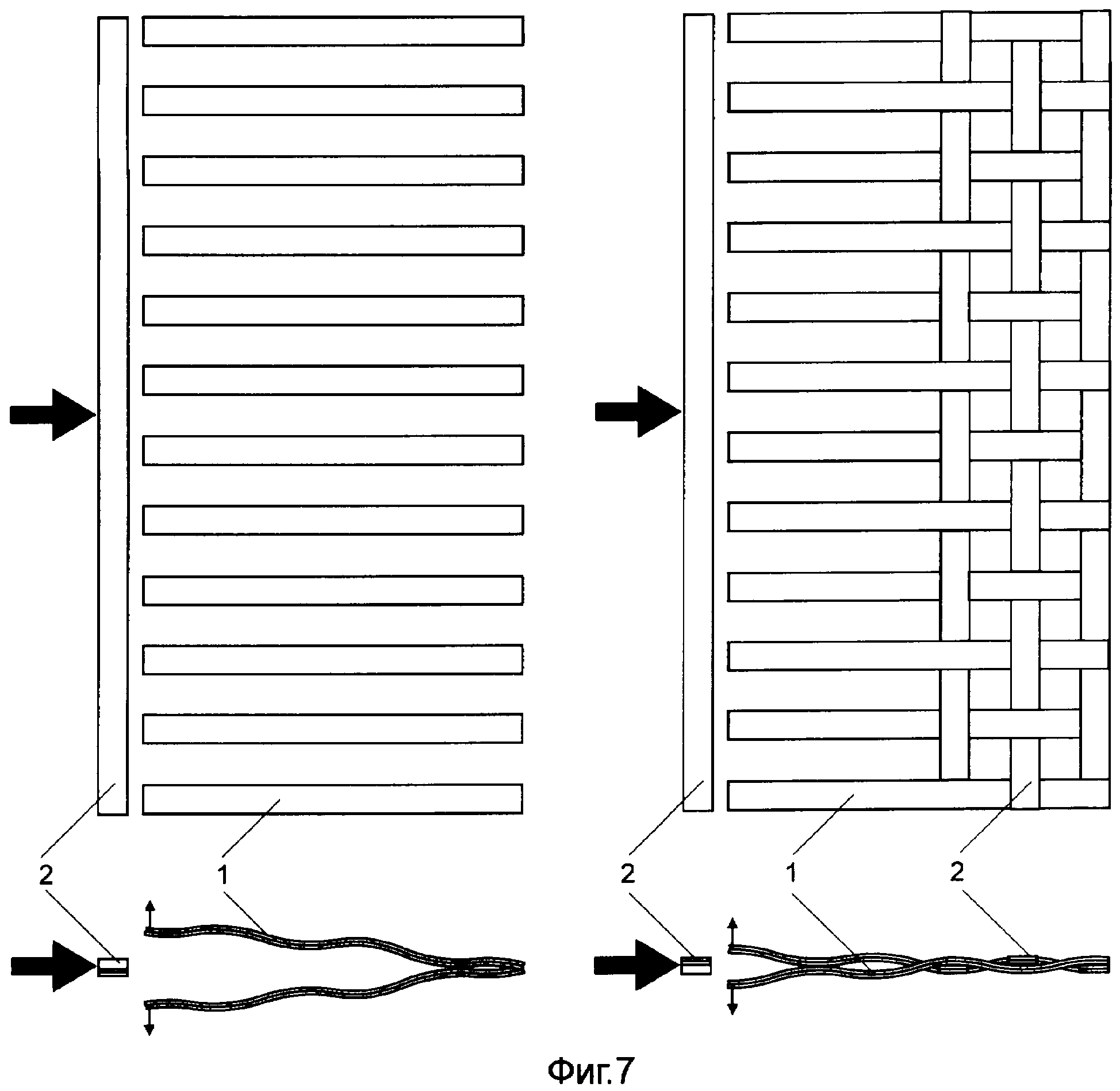
Фиг.7 - схема изготовления плетеной конструкции по примеру 2, вид сверху и сбоку.
Фиг.8 - профиль полос, используемых в примере 2 в качестве элементов конструкции.
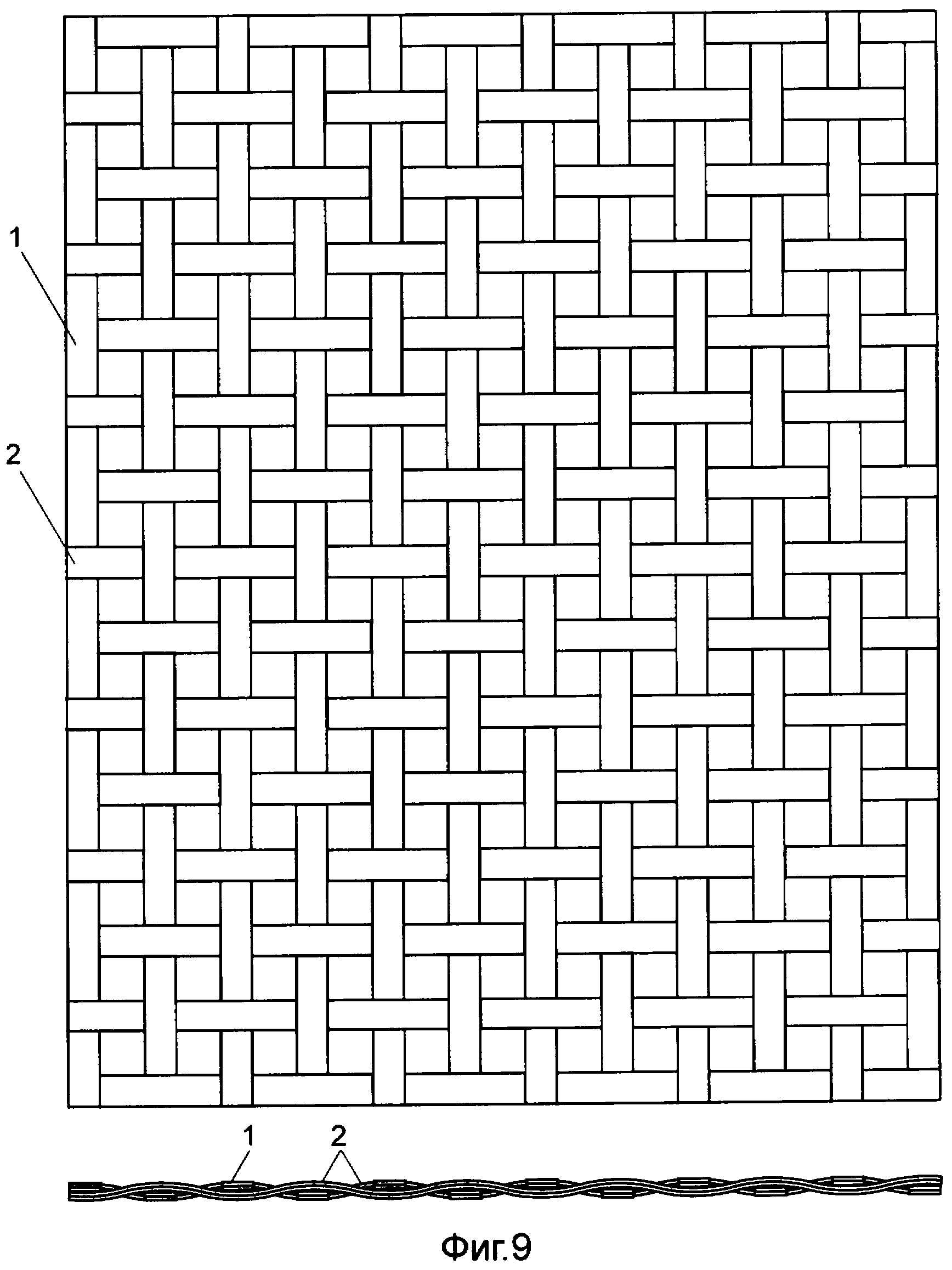
Фиг.9 - общий вид плетеной конструкции по примеру 2, вид сверху и сбоку.
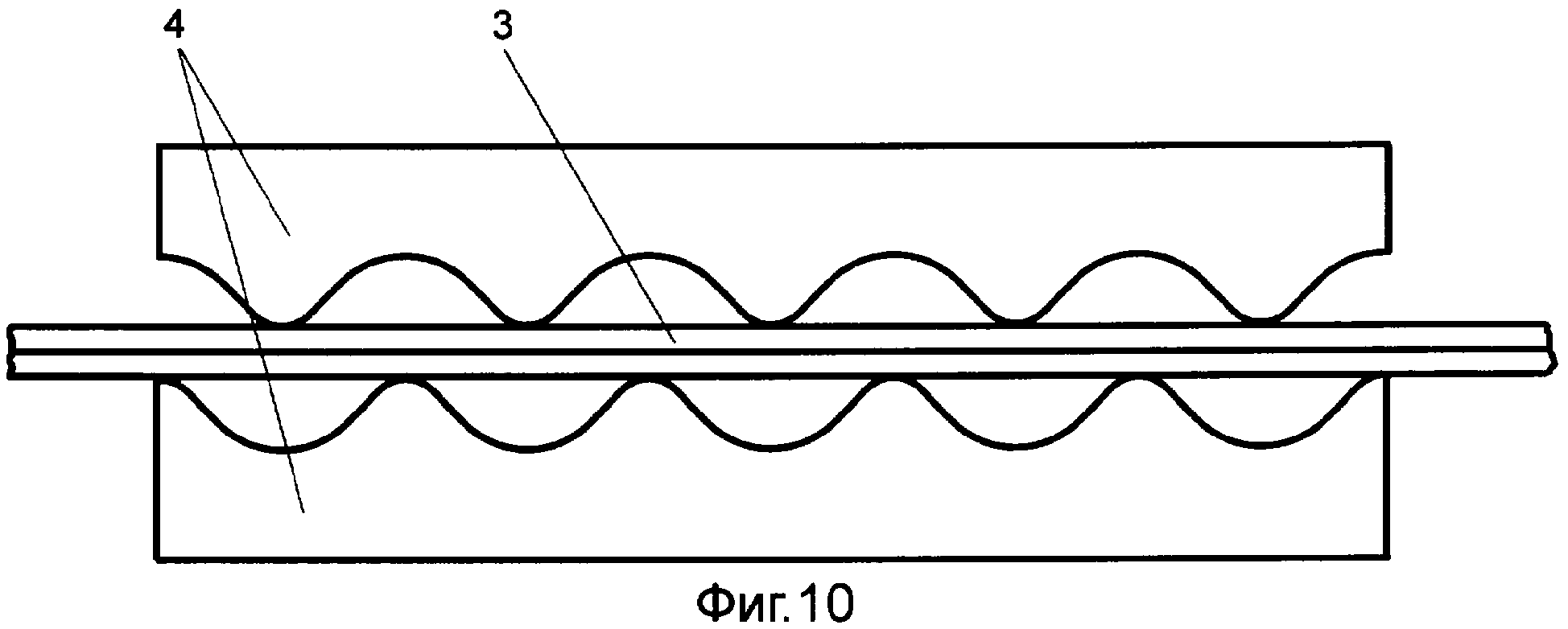
Фиг.10 - схема изготовления гофрированного древесного материала из древесного шпона гнутьем с одновременным склеиванием: установка пакета из листов шпона в пресс-форму.
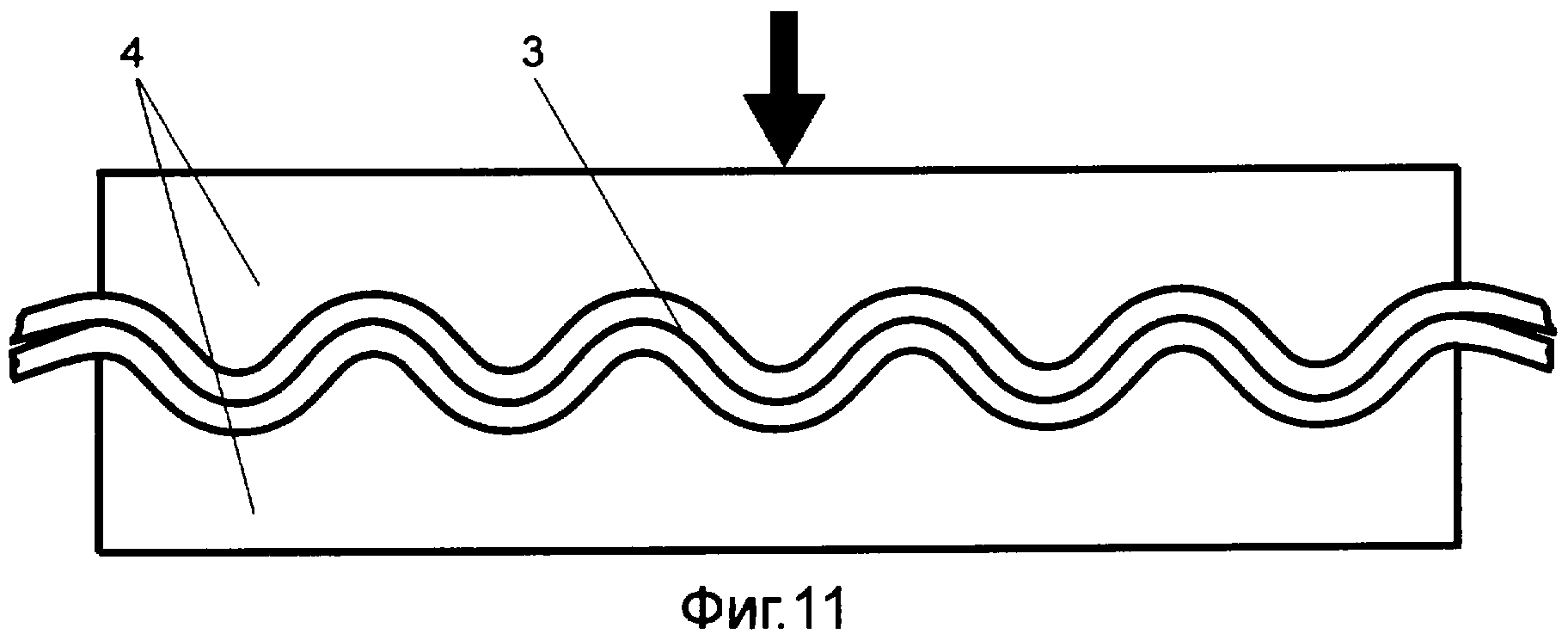
Фиг.11 - схема изготовления гофрированного древесного материала из древесного шпона гнутьем с одновременным склеиванием: прессование.
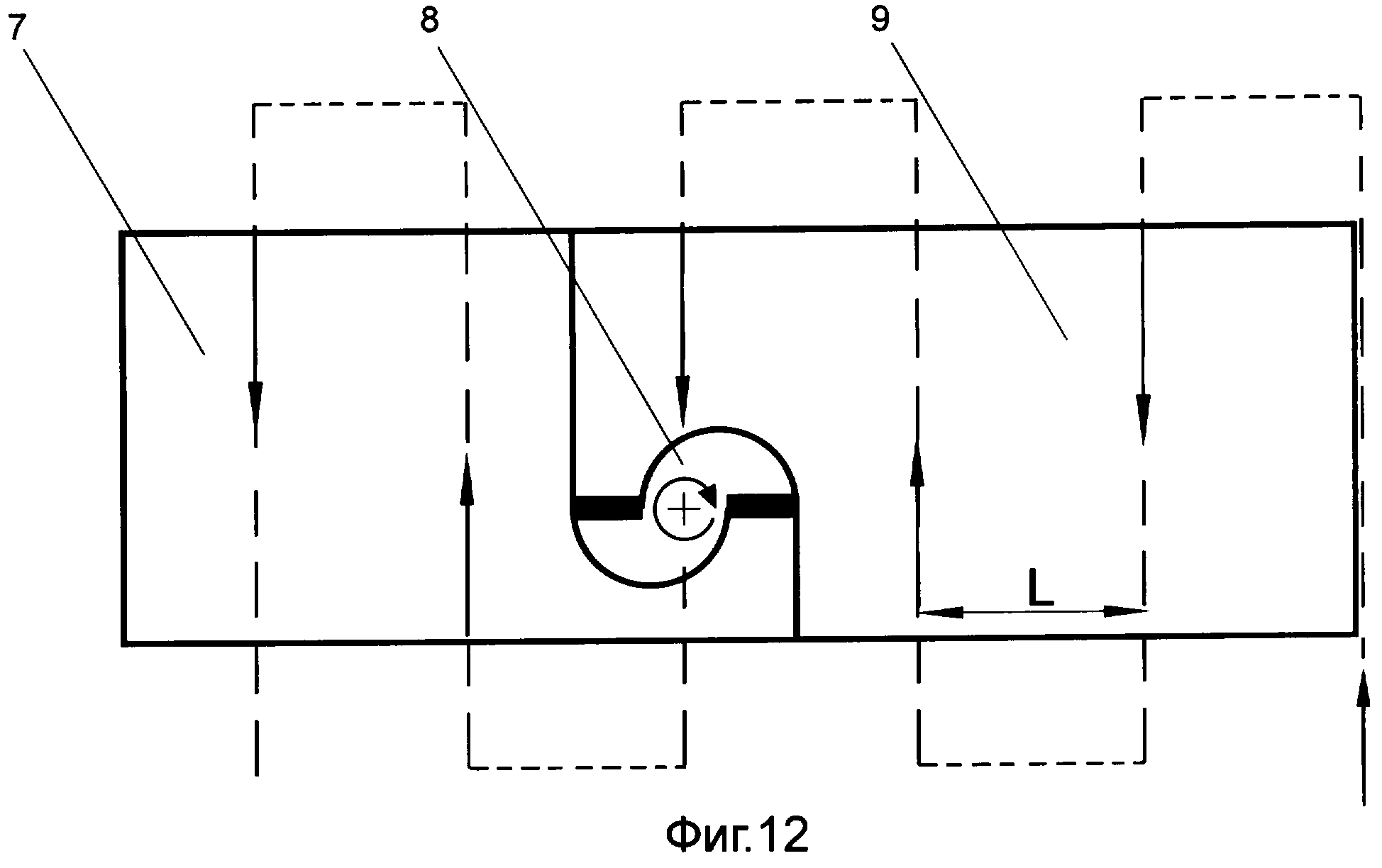
Фиг.12 - схема изготовления древесной заготовки с гофрированным профилем фрезерованием, вид сверху.
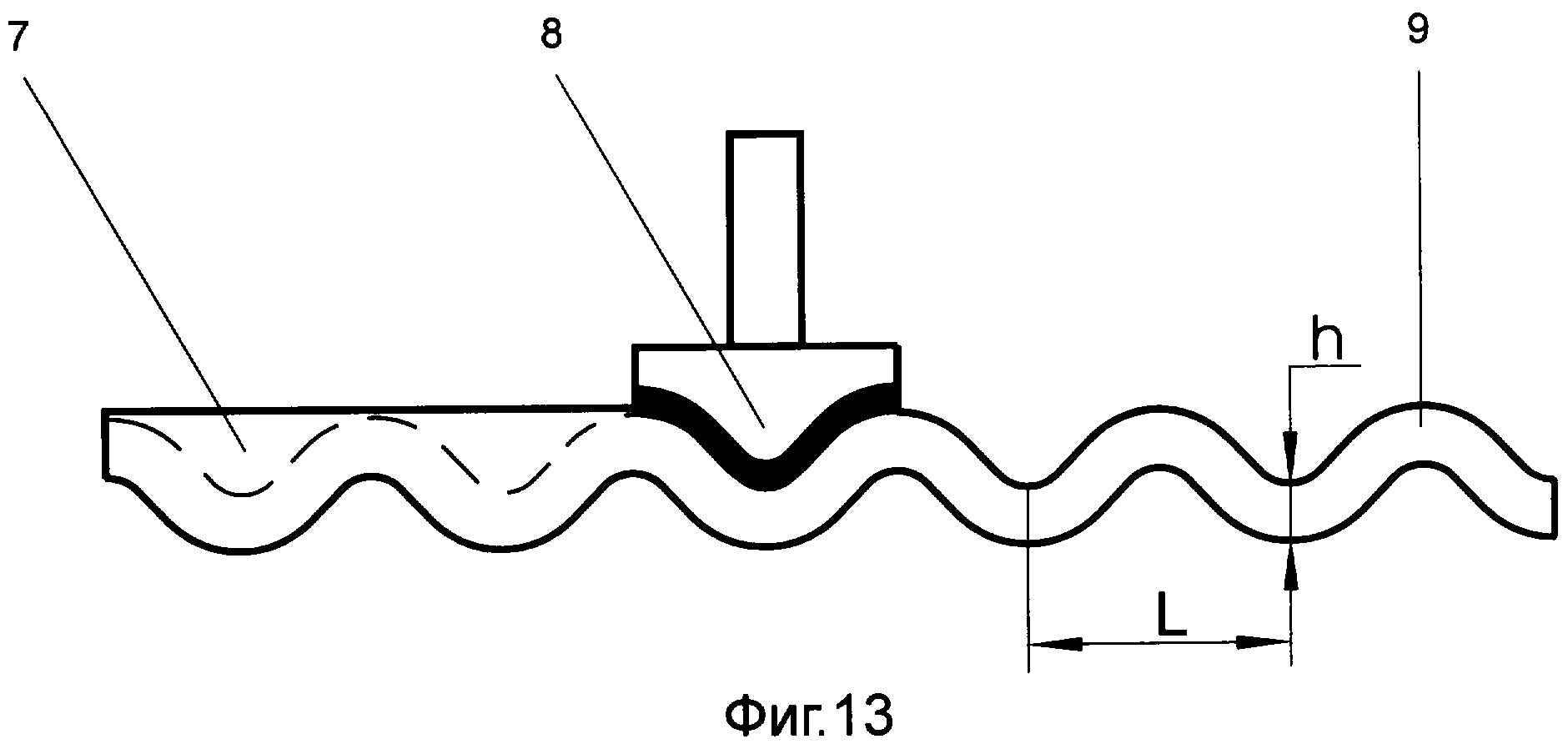
Фиг.13 - схема изготовления древесной заготовки с гофрированным профилем фрезерованием, вид сбоку.
В заявляемом способе изготовления плетеных конструкций предложено использовать при плетении в качестве элементов, устанавливаемых как минимум вдоль одного направления, полосы с гофрированным профилем, а элементы конструкции, пересекающие полосы с гофрированным профилем, устанавливать во впадинах этих полос. Гофрированный профиль полос сформирован таким образом, что внешне он практически не отличается от профиля, который приобретают прямолинейные элементы конструкции в процессе их плетения друг с другом в известных способах изготовления плетеных конструкций [4] и определяется несколькими параметрами.
На фиг.1 показаны: 2 - элемент конструкции в виде полосы с гофрированным профилем, L - шаг чередования гофр, h - толщина полосы, f - ширина полосы, Н - высота гофры, r - минимальный радиус кривизны полосы, R - максимальный радиус кривизны полосы, В - впадины гофрированного профиля, Г - горбы гофрированного профиля.
Шаг чередования гофр L определяет минимальное расстояние между элементами, пересекающими полосы с гофрированным профилем в плетеной конструкции. Толщина полосы h, как и ее ширина f определяет ее прочность. Высота гофры Н соответствует глубине впадины В. Высоту гофры Н задают при формировании полосы с гофрированным профилем, учитывая толщину, ширину и форму профиля элементов конструкции, которые будут пересекать полосы с гофрированным профилем при плетении. При этом величина Н выбирается так, чтобы элементы конструкции не испытывали изгибающих моментов со стороны полос с гофрированным профилем после изготовления конструкции. Например, на фиг.2 показан разрез фрагмента плетеной конструкции, изготовленной по заявляемому способу из элементов равной толщины h, выполненных в виде полос с гофрированным профилем 2 и полос с прямым профилем 1, которые пересекают полосы 2, при этом высота гофр Н≈2h. На фиг.3 показан разрез фрагмента плетеной конструкции, изготовленной по заявляемому способу, в которой все элементы 2 являются полосами с гофрированным профилем и имеют толщину h, при этом высота гофр Н≈h. Минимальный радиус кривизны полосы r, ограниченный условием (1), учитывается при формировании полосы гофрированного профиля методом гнутья и одновременного склеивания [6]. При этом минимальный радиус кривизны r определяет допустимые соотношения между значениями L и Н в гофрированном профиле, так как, исходя из геометрических соотношений, в гофрированном профиле полосы выполняется примерное равенство
r≈L2/16 H.
Максимальный радиус кривизны поверхности R соответствует выбранным параметрам L, h и Н и не имеет ограничений.
Заявляемый способ изготовления плетеных конструкций осуществляют следующим образом. Элементы конструкции в виде прутьев, лент, полос с прямым профилем или полос с гофрированным профилем устанавливают в ряд, горизонтально и параллельно друг другу с шагом L/2, вдоль первого направления. Далее производят плетение, с этой целью поочередно разводят вверх и вниз их концы с одной стороны и заводят между ними горизонтально элемент в виде полосы с гофрированным профилем с шагом L. При этом устанавливают его вдоль второго направления, преимущественно перпендикулярного первому направлению. Затем продвигают его к другой стороне элементов, установленных вдоль первого направления, причем элементы конструкции, пересекающие полосы с гофрированным профилем, при плетении устанавливают во впадинах этих полос. Далее, концы элементов, установленных вдоль первого направления, разводят в обратные стороны и аналогично устанавливают следующий элемент в виде полосы с гофрированным профилем, ориентированный вдоль второго направления, и так цикл повторяют.
Таким образом, при изготовлении плетеной конструкции заявляемым способом элементы конструкции плетут между собой, в качестве элементов конструкции, устанавливаемых при плетении как минимум вдоль одного направления, используют полосы с гофрированным профилем. При этом элементы конструкции, пересекающие полосы с гофрированным профилем, устанавливают во впадинах этих полос. Это позволяет не изгибать элементы конструкции до малых радиусов кривизны и соответственно не прикладывать усилия, направленные на то, чтобы придать элементам конструкции гофрированный профиль, необходимый для осуществления плетения. Таким образом, обеспечивается технический результат: уменьшение усилий, необходимых для выполнения плетения. Кроме того, в элементах не возникают деформации, которые могут привести к их разрушению, что позволяет выполнить конструкцию с повышенной прочностью и несущей способностью из элементов с большой толщиной. Таким образом, обеспечивается технический результат: повышение прочности и несущей способности плетеных конструкций.
Примеры конкретного выполнения.
Пример 1.
На фиг.4 показана схема примера изготовления плетеной конструкции по заявляемому способу, в которой конструкцию изготавливают из следующих элементов. 1 - элементы, устанавливаемые вдоль первого направления, в виде полос с прямым профилем, изготовленные из древесины. 2 - элементы, устанавливаемые вдоль второго направления, в виде полос с гофрированным профилем, изготовленные из гофрированной фанеры.
Изготовление плетеной конструкции осуществляют следующим образом: на стандартном деревообрабатывающем оборудовании готовят из древесины полосы 1 с прямым профилем толщиной 5 мм, шириной 12 мм и длиной, определяемой размерами конструкции. Листы гофрированной фанеры [7] толщиной 5 мм, высотой гофр 11 мм и шагом чередования гофр 75 мм распиливают поперек гофр на многопильном делительном станке ЦДК-5 на полосы 2 с гофрированным профилем шириной 30 мм. Элементы 1 в виде полос с прямым профилем в количестве, определяемом размерами конструкции, устанавливают в ряд, горизонтально и параллельно друг другу с шагом 37.5 мм вдоль первого направления. Далее поочередно разводят вверх и вниз концы элементов 1 с одной стороны и заводят между ними горизонтально элемент 2 в виде полосы с гофрированным профилем. При этом устанавливают его вдоль второго направления перпендикулярно к элементам 1 так, чтобы его впадины оказались напротив элементов 1. Затем продвигают элемент 2 к другой стороне элементов 1. Далее концы элементов 1 разводят в обратные стороны и аналогично устанавливают следующий элемент 2 в виде полосы с гофрированным профилем, и так цикл повторяют. Сборку продолжают аналогично на длину элементов 1.
На фиг.5 показан профиль полос 1 и 2, используемых в описанном примере в качестве элементов конструкции.
На фиг.6 показан общий вид полученной плетеной конструкции.
Пример 2.
На фиг.7 показана схема примера изготовления плетеной конструкции по заявляемому способу, в которой конструкцию изготавливают из следующих элементов. 1 - элементы, устанавливаемые вдоль первого направления, в виде полос с гофрированным профилем, изготовленные из древесного шпона. 2 - элементы, устанавливаемые вдоль второго направления, в виде полой с гофрированным профилем, изготовленные из древесного шпона.
Изготовление плетеной конструкции осуществляют следующим образом. Пакет 3, составленный из пяти листов древесного шпона с толщиной 1 мм, с нанесенным на них клеем прессуют в пресс-форме 4 (фиг.10 и фиг.11), применяя метод гнутья с одновременным склеиванием [6], при этом получают гофрированный древесный материал толщиной 5 мм, высотой гофр 6 мм, шагом чередования гофр 75 мм. Распиливают полученный гофрированный древесный материал поперек гофр на многопильном делительном станке ЦДК-5 на полосы с гофрированным профилем шириной 15 мм и длиной, определяемой размерами конструкции, получая при этом элементы 1 и 2. Элементы 1 в виде полос с гофрированным профилем в количестве, определяемом размерами конструкции, устанавливают в ряд, горизонтально и параллельно друг другу с шагом 37.5 мм вдоль первого направления, смещая их так, чтобы смежно к их впадинам находились горбы соседних элементов 1 (фиг.7). Далее поочередно разводят вверх и вниз концы элементов 1 с одной стороны и заводят между ними горизонтально элемент 2 в виде полосы с гофрированным профилем. При этом устанавливают его вдоль второго направления, перпендикулярно к элементам 1 так, чтобы его впадины оказались напротив элементов 1. Затем продвигают элемент 2 к другой стороне элементов 1 и устанавливают его во впадинах элементов 1. Далее концы элементов 1 разводят в обратные стороны и аналогично устанавливают следующий элемент 2 в виде полосы с гофрированным профилем, и так цикл повторяют. Сборку продолжают аналогично на длину элементов 1.
На фиг.8 показан профиль полос 1 и 2, используемых в описанном примере в качестве элементов конструкции.
На фиг.9 показан общий вид полученной плетеной конструкции.
Пример 3.
На фиг.4 показана схема примера изготовления плетеной конструкции по заявляемому способу, в которой конструкцию изготавливают из следующих элементов. 1 - элементы, устанавливаемые вдоль первого направления, в виде полос с прямым профилем, изготовленные из древесины. 2 - элементы, устанавливаемые вдоль второго направления, в виде полос с гофрированным профилем, изготовленные из древесины.
Изготовление плетеной конструкции осуществляют следующим образом: на стандартном деревообрабатывающем оборудовании готовят из древесины полосы 1 с прямым профилем толщиной 5 мм, шириной 12 мм и длиной, определяемой размерами конструкции. Фрезерованием придают древесной заготовке 7 (фиг.12 и фиг.13) гофрированный профиль. С этой целью заготовку 7 в виде доски толщиной 16 мм устанавливают пластью вниз и закрепляют на рабочем столе (не показан) фрезерного станка ВФК-1. Далее опускают концевую фрезу 8 диаметром 75 мм на высоту 5 мм от поверхности рабочего стола (не показан) и устанавливают ее напротив длинной стороны заготовки, у ее края. Включают силовой привод фрезы (не показан) и осуществляют подачу заготовки 7 относительно концевой фрезы 8 по траектории, указанной пунктиром. Вращаясь и смещаясь по указанной траектории относительно заготовки, концевая фреза 8 срезает часть материала заготовки 7 и формирует при этом на ней волнообразный профиль 9 с формой, соответствующей профилю фрезы, и с шагом L=75 мм, соответствующим траектории движения фрезы. После обработки одной стороны заготовку 7 переворачивают, смещают вдоль ее длинной стороны на расстояние L/2 и обрабатывают ее вторую сторону аналогично первой, при этом заготовка приобретает гофрированный профиль с высотой гофр Н=11 мм и толщиной h=5 мм. Далее распиливают полученную заготовку поперек гофр на многопильном делительном станке ЦДК-5 на полосы 2 с гофрированным профилем шириной f=30 мм. Элементы 1 в виде полос с прямым профилем в количестве, определяемом размерами конструкции, устанавливают в ряд, горизонтально и параллельно друг другу с шагом 37.5 мм вдоль первого направления (фиг.4). Далее поочередно разводят вверх и вниз концы элементов 1 с одной стороны и заводят между ними горизонтально элемент 2 в виде полосы с гофрированным профилем. При этом устанавливают его вдоль второго направления, перпендикулярно к элементам 1 так, чтобы его впадины оказались напротив элементов 1. Затем продвигают элемент 2 к другой стороне элементов 1. Далее концы элементов 1 первого направления разводят в обратные стороны и аналогично устанавливают следующий элемент 2 в виде полосы с гофрированным профилем, и так цикл повторяют. Сборку продолжают аналогично на длину элементов 1.
На фиг.5 показан профиль полос 1 и 2, используемых в описанном примере в качестве элементов конструкции.
На фиг.6 показан общий вид полученной плетеной конструкции.
Поскольку используемые в заявляемом способе изготовления плетеных конструкций элементы конструкции выполнены из материалов, выпускаемых промышленно, и могут быть изготовлены по известным промышленным технологиям, заявляемый способ может использоваться в деревообрабатывающей промышленности, в строительстве, в производстве мебели и предметов интерьера. Получаемые с его помощью плетеные конструкции найдут широкое применение при внутренней отделке помещений, в качестве экранов радиаторов отопления, легких перегородок, стеновых и потолочных панелей, а также в качестве элементов мебели и филенок дверей.
Автором произведена партия плетеных конструкций, изделия из которых проходят опытную эксплуатацию.
Источники информации
1. Тарасенко В.М. Конструирование и производство плетеной мебели. М.: Лесная Пром., 1989.
2. Интернет ресурс: www.abode.ru/comm/rattan.html.
3. Интернет ресурс: http://catalog.haefele.ru/c/757.html.
4. Интернет ресурс: www.traditions.ru/articles/basemethods.htm.
5. Хрулев В.Н. Производство конструкций из дерева и пластмасс. М.: Высшая школа,1989.
6. Шумега С.С. Иллюстрированное пособие по производству столярно-мебельных изделий. М., 1991.
7. Наназашвили И.X. Строительные материалы и изделия, справочное пособие, стр.266. М.: Аделант, 2005.
Реферат
Изобретение относится к способам изготовления плетеных конструкций и предназначено для производства плетеных конструкций, которые затем могут использоваться при внутренней отделке помещений, в качестве экранов радиаторов отопления, легких перегородок, стеновых и потолочных панелей, а также в качестве элементов мебели и филенок дверей. Способ изготовления плетеных конструкций заключается в том, что элементы конструкции плетут между собой, при этом устанавливают элементы в конструкции вдоль двух, преимущественно взаимно перпендикулярных направлений. В качестве элементов конструкции, устанавливаемых при плетении как минимум вдоль одного направления, используют полосы с гофрированным профилем, причем элементы конструкции, пересекающие полосы с гофрированным профилем, устанавливают во впадинах этих полос. Технический результат изобретения заключается в уменьшении усилий, необходимых для выполнения плетения, а также в повышении прочности и несущей способности плетеных конструкций. 4 з.п. ф-лы, 13 ил.
Комментарии