Профильная ножевая головка - RU2125924C1
Код документа: RU2125924C1
Чертежи
Описание
Изобретение относится к профильной ножевой головке с ножами, которые поддаются перезаточке без изменения профиля и окружности траектории, в соответствии с признаками ограничительной части пункта 1 формулы изобретения.
В известных профильных ножевых головках этого типа (G 69 33 019) каждый держатель ножа прижимается посредством винтов к основанию приемного гнезда (выемки) в несущем корпусе. В направлении радиально внутрь от ножа, жестко укрепленного на держателе, держатель имеет кулачковый выступ, который входит в выемку в корпусе тем дальше, чем меньше становится толщина ножа вследствие стачивания его передней поверхности для переточки. Как только соединение с выемкой становится беззазорным, создается возможность передачи через это замкнутое запорное соединение по меньшей мере части действующих на нож центробежных сил и тем самым воспрепятствовать увеличению окружности резания под действием центробежной силы. Однако такая конструкция требует сложной техники изготовления. Кроме того, зажимные винты необходимо затягивать с особой тщательностью.
Задачей изобретения является создание профильной ножевой головки с ножами, поддающимися перезаточке без изменения профиля и окружности резания, которая обладает преимуществами по сравнению с известными и может быть изготовлена без применения дорогостоящих конструктивных средств. Эта задача решена в профильной ножевой головке с перезатачиваемыми без изменения профиля и окружности резания ножами, каждый из которых жестко закреплен на держателе и прилегает своей лобовой поверхностью к передней упорной поверхности держателя, при этом последний может быть жестко зажат в приемном гнезде несущего корпуса посредством по меньшей мере одного зажимного винта и имеет основание, обращенное в сторону центральной продольной оси несущего корпуса, причем поперечная часть основания входит в продольный паз, проходящий насквозь от одного торца к другому и открытый в сторону радиальной плоскости, а более удаленная от центральной оси несущего корпуса стенка паза образует острый угол с передней упорной поверхностью. Согласно изобретению указанное основание держателя имеет T-образное поперечное сечение, одна из поперечных частей которого предназначена для размещения одной полки в первый продольный паз, образованный в несущем корпусе, а другая полка поперечной части основания предназначена для размещения во втором пазу, образованном в несущем корпусе и открытым к первому пазу. Стороны указанных первого и второго продольных пазов, находящиеся на наибольшем удалении от центральной продольной оси несущего корпуса, лежат в плоскостях, параллельных друг другу и продольной оси несущего корпуса, и предназначены для образования позиционирующих поверхностей для первой или второй полок поперечной части держателя. На держателе ножа предусмотрена зажимная поверхность, образующая с лобовой поверхностью ножа угол, раскрытый радиально наружу, а со смежной позиционирующей поверхностью - острый угол. Зажимные винты расположены таким образом, чтобы зажимное усилие каждого зажимного винта было направлено к упомянутой зажимной поверхности для обеспечения прижима держателя ножа первой своей составляющей к передней упорной поверхности приемного гнезда несущего корпуса и второй составляющей - к обеим позиционирующим поверхностям пазов несущего корпуса.
Такая головка не требует никакой специальной регулировки. Позиционирование держателя и жестко укрепленного на нем ножа осуществляется без средств и мероприятий подгонки исключительно за счет упорного контакта упорных поверхностей полок поперечного профиля в основании держателя с пазами в несущем корпусе и контакта передних упорных поверхностей. Таким образом создается беззазорное замкнутое соединение в направлении действия центробежной силы и усилия резания. Дальнейшее важное преимущество состоит в том, что усилие зажимного винта (или винтов) и центробежная сила прижимают держатель с ножом к позиционирующим поверхностям, так что действие центробежной силы не может вызвать изменения положения (держателя с ножом). Благодаря этому режущий инструмент может выдерживать высокие динамические нагрузки, что повышает экономичность производства инструмента. Перезаточка производится обработкой лобовой поверхности ножа и поэтому осуществляется легко. Далее, профильная ножевая головка согласно изобретению позволяет производить резание на высоких скоростях, с большим ходом подачи и высоким качеством. Материал ножа используется почти полностью, что снижает отходы дорогостоящего материала. Кроме того, несущий корпус инструмента может использоваться неоднократно. Для ножей различного профиля могут использоваться одинаковые держатели. Использование сменных держателей позволяет создать модульную систему. Не возникает проблем при подборе геометрии и материале ножей для различных материалов обработки. Оптимальным образом может быть организовано пространство для выхода стружки, за счет чего может быть значительно снижено пыление при обработке дерева.
За счет того, что при зажимной установке держателя автоматически достигается точное позиционирование ножа, облегчается переустановка режущих элементов. Беззазорное позиционирование ножа обеспечивает высокую точность при многократных установках. Несущий корпус может быть выполнен из стали или алюминия, при этом алюминий обеспечивает меньший остаточный дебаланс и тем самым защищает опорные подшипники вала машины. Далее, снижение нагрузки на машину обеспечивается тем, что для небольших мощностей можно выбрать большие величины угловой установки оси, а угол резания можно подобрать в соответствии с обрабатываемым материалом.
Беззазорная установка ножа в замкнутом контуре обеспечивает высокую безопасность эксплуатации и обслуживания. Подача инструмента может производиться механически или вручную. Далее, инструмент по изобретению удобен в обслуживании. Перезаточка производится просто и безошибочно в заточном устройстве. Благодаря закрытой конструкции инструмент легко поддается очистке. Большие зажимные винты легко отпускаются и препятствуют перезатяжке.
Конструктивное решение по изобретению может применяться не только в ножевых головках с дисковым или цилиндрическим корпусом, но также и с фигурным корпусом в форме колокола с внутренней полостью, открытой к кольцевой передней торцевой плоскости.
Ножевая головка по изобретению может использоваться для профилирования и фугования как в качестве одиночного инструмента, так и в качестве одного из составляющих в комплекте из ряда одинаковых инструментов. Нож изготавливается предпочтительно из стали HSS, стеллита или ножа с карбидной вставкой на передней упорной поверхности 9.
В предпочтительном исполнении изобретения приемное гнездо для основания держателя имеет T-образный профиль поперечного сечения. Поперечная часть профиля образована двумя продольными пазами с поверхностями для позиционирования основания держателя, лежащими предпочтительно в одной плоскости. Возможность смещения обеих полок основания в пазах в направлении глубины пазов, а также возможность смещения продольной части основания в продольной части приемного гнезда выбирается по меньшей мере равной толщине (суммарного) слоя материала, снимаемого при перезаточках ножа. Таким образом, материал ножа может быть использован при перезаточках почти полностью. Уменьшение толщины ножа от перезаточек не оказывает влияния на позиционирование держателя с ножом и на замкнутый беззазорный характер соединения держателя с несущим корпусом. Таким образом, можно установить максимальную допустимую толщину срезания материала с лобовой поверхности ножа простым способом, обеспечив упорный контакт выступов основания с торцевыми стенками пазов в приемном гнезде по достижении ножом минимальной толщины. Пока между этими поверхностями остается зазор, нож может еще перезатачиваться.
Позиционирующие поверхности пазов предпочтительно расположены перпендикулярно радиальной плоскости. Далее, предпочтительно, чтобы угол между лобовой упорной плоскостью и смежной с ней позиционирующей поверхностью, равно как и угол между зажимной поверхностью держателя со своей смежной позиционирующей поверхностью был меньше 80o.
Предпочтительно, чтобы в зажимную поверхность держателя упирался не зажимной винт, а торец упорного пальца, установленного в проточке несущего корпуса перпендикулярно зажимной поверхности. В тех случаях, когда пространственные условия не допускают соосной установки зажимного винта и упорного пальца, на удаленном от зажимной поверхности торце упорного пальца выполняется скос. Тогда продольная ось зажимного винта проходит перпендикулярно плоскости скоса, при этом угол наклона плоскости скоса относительно оси упорного пальца выбирается предпочтительно больше 30o.
Ножевая головка по изобретению может применяться не только в исполнениях с нулевой угловой установкой оси, т.е. в тех случаях, когда продольная ось каждого приемного гнезда параллельна оси несущего корпуса. Возможны исполнения с отличными от нуля углами установки оси с сохранением профиля поперечного сечения приемных гнезд и держателей, т.е. без существенных изменений приемных гнезд и держателей.
Для позиционирования в осевом направлении в предпочтительном исполнении на основании держателя жестко укреплен осевой упор, выступающий за пределы профиля поперечного сечения держателя.
В тех случаях, когда ножевая головка по изобретению выполняется не в виде головки со сквозным центральным сверлением для установки на валу, а в виде насадки на консольном валу, предпочтительно, чтобы несущий корпус прилегал одним своим плоским торцем к валу соосно ему. Предпочтительно, чтобы на этом торце вала был образован фланец большего диаметра, чем остальная часть вала. Далее, предпочтительно, чтобы на торце несущего корпуса была предусмотрена центрирующая цапфа, входящая без зазоров в центрирующую проточку в валу. Для соединения несущего корпуса с валом в корпусе могут быть выполнены сквозные отверстия для совмещения с резьбовыми отверстиями во фланце и соединения крепежными винтами.
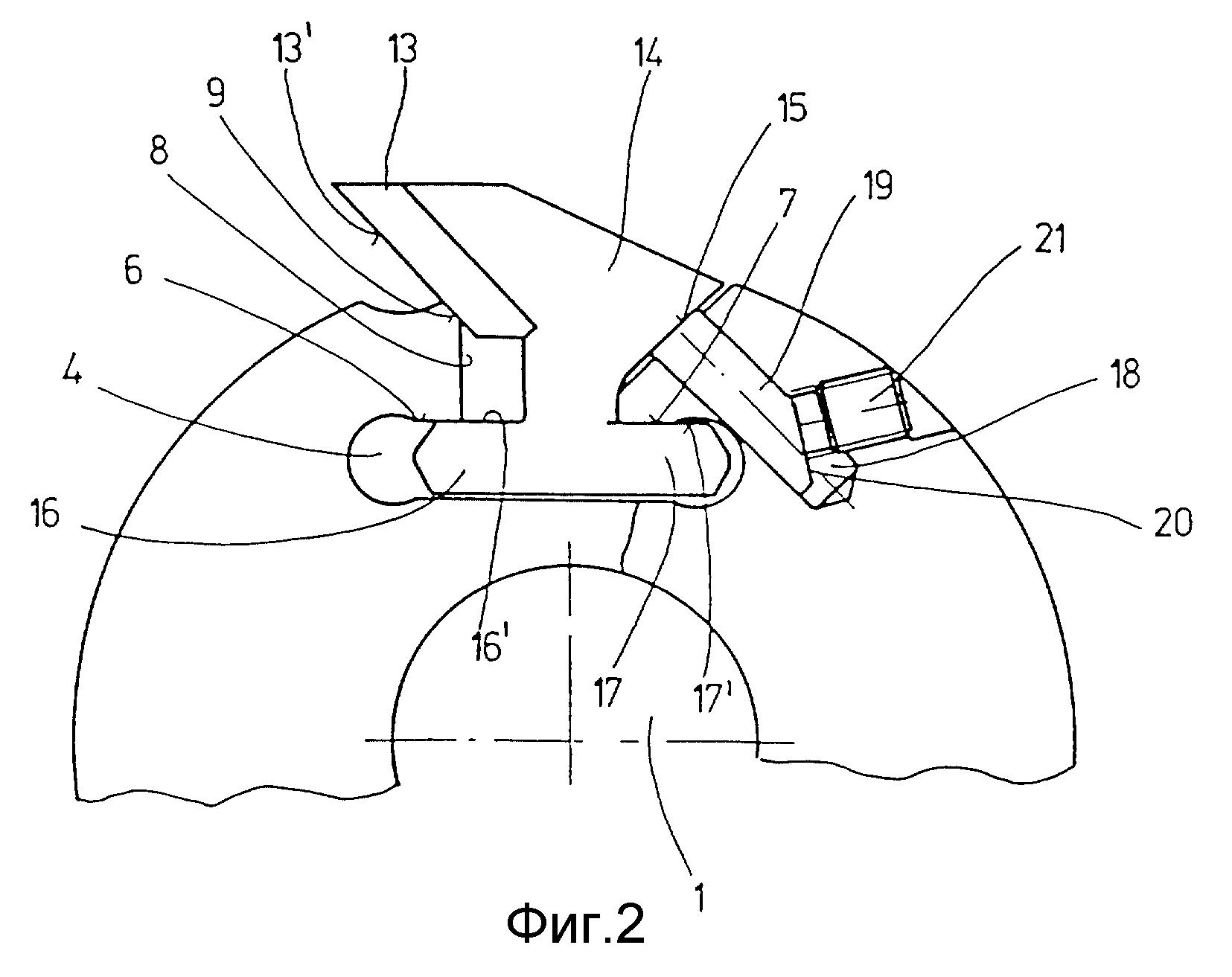
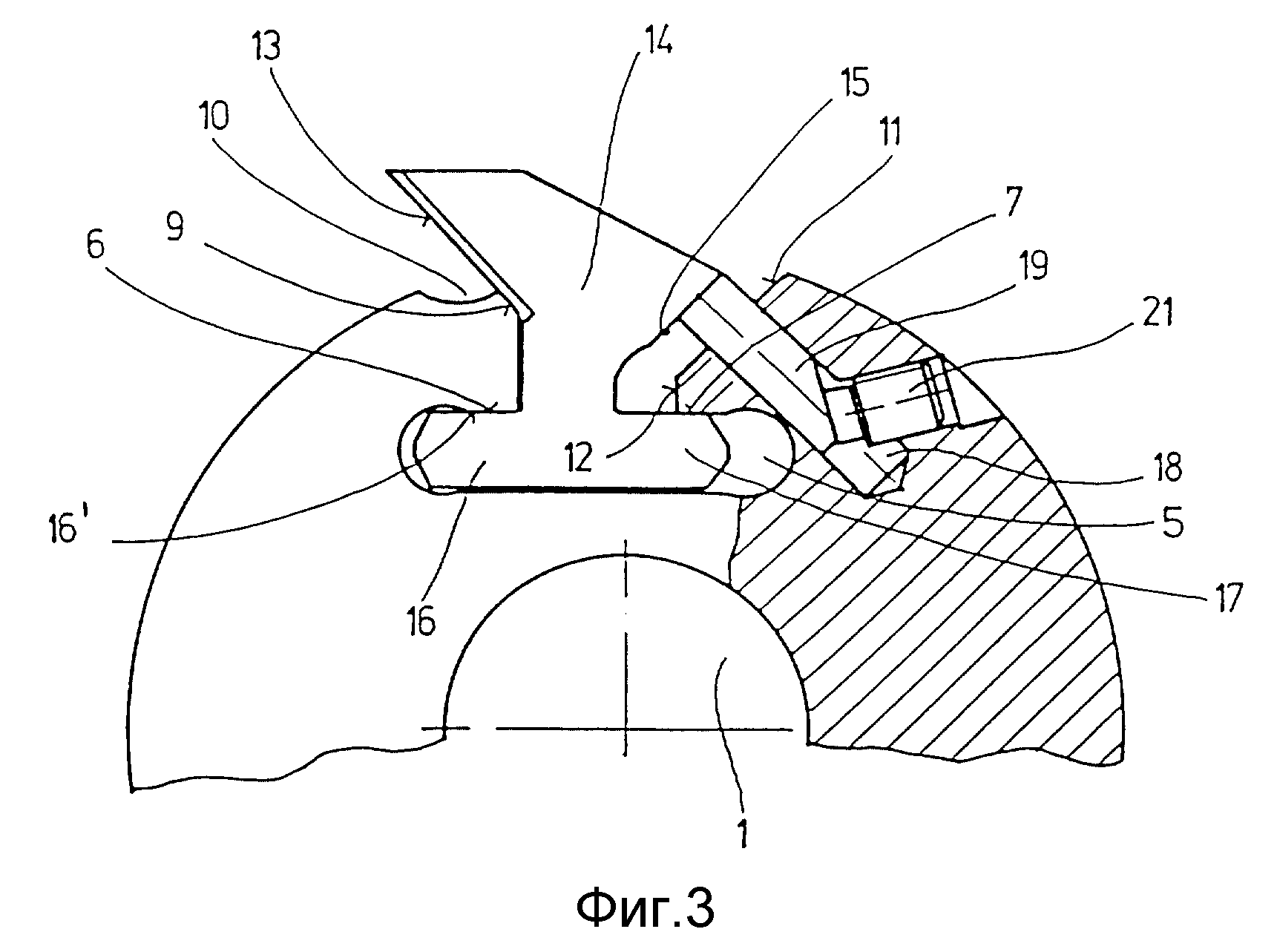
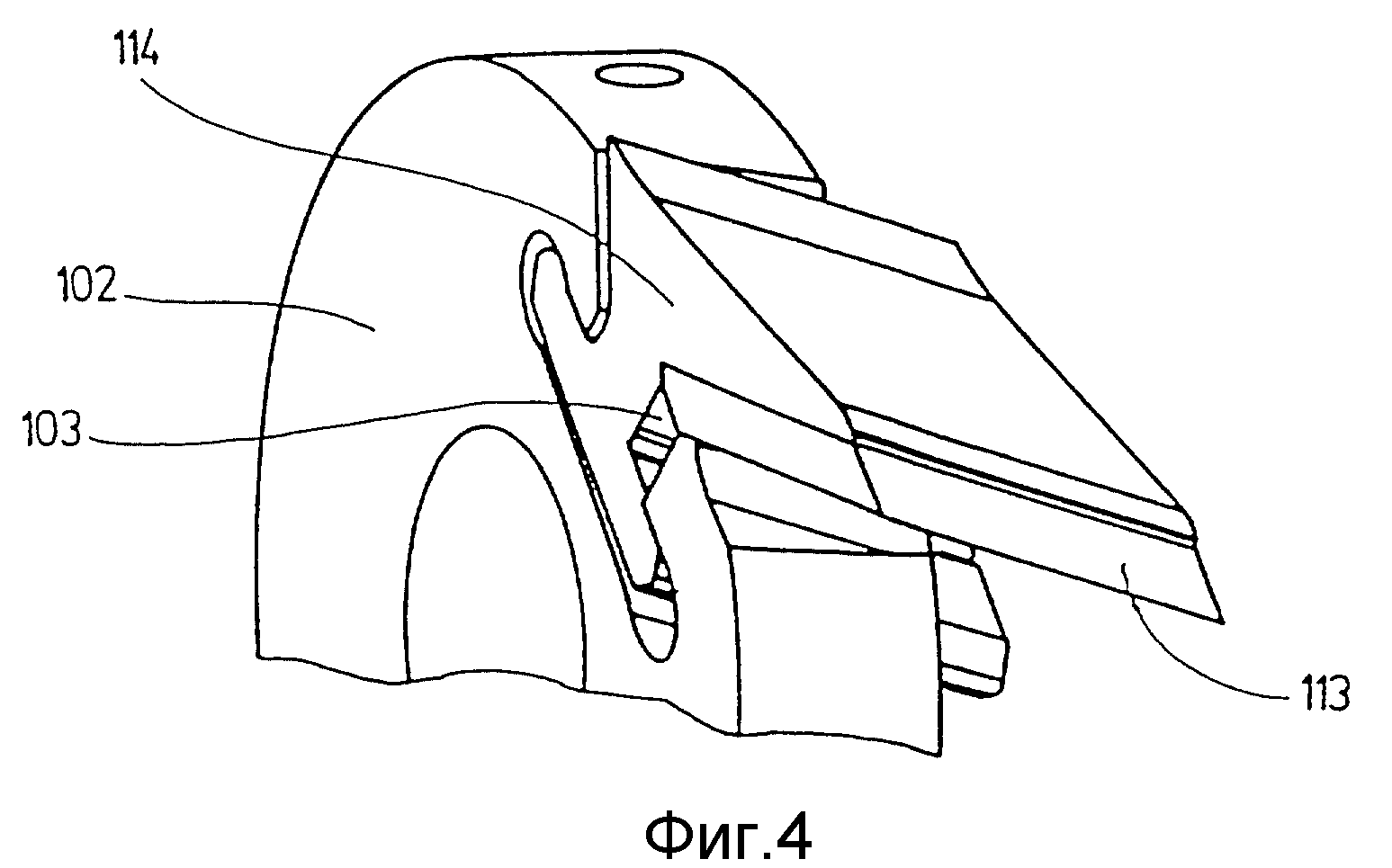
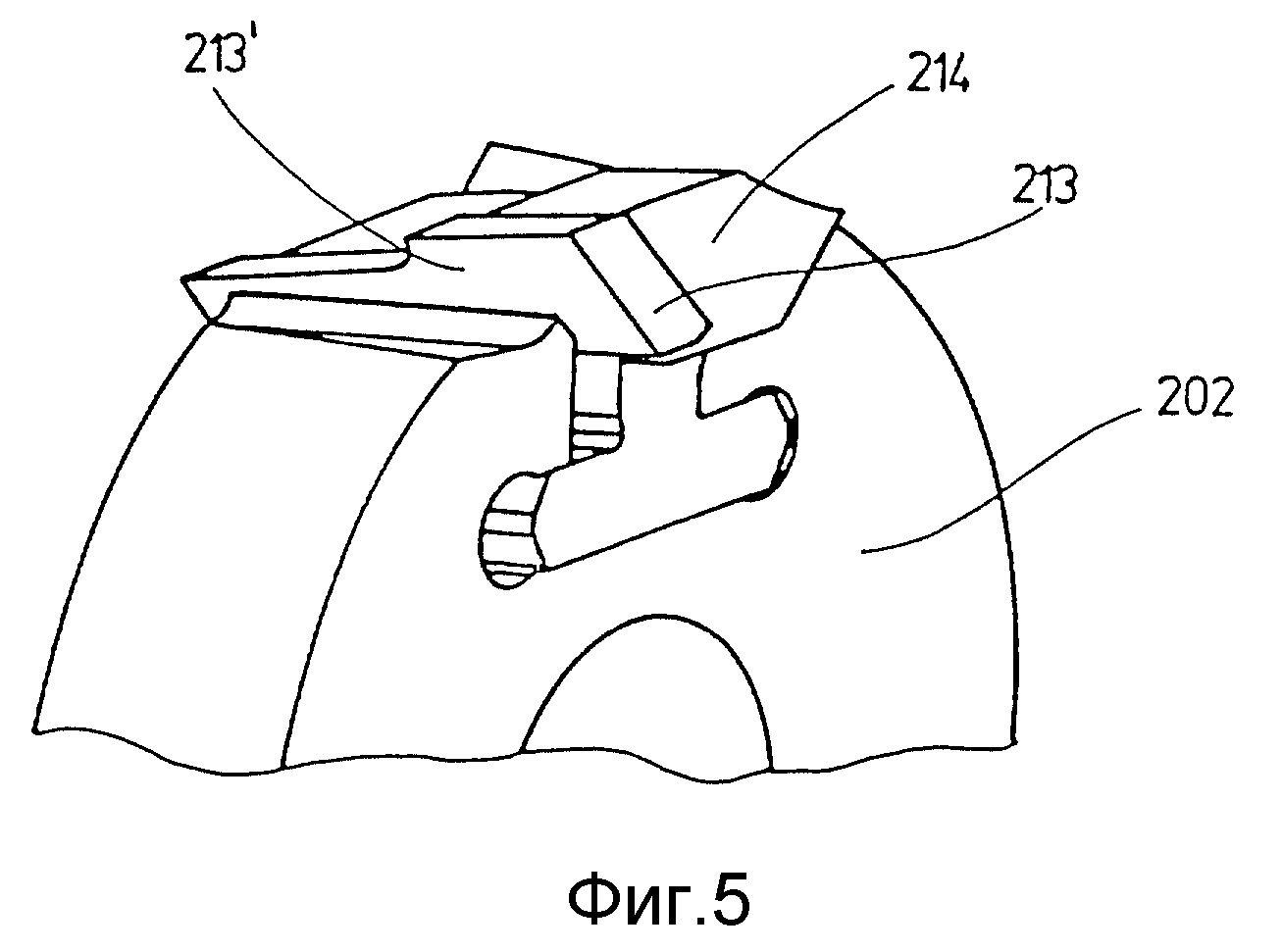
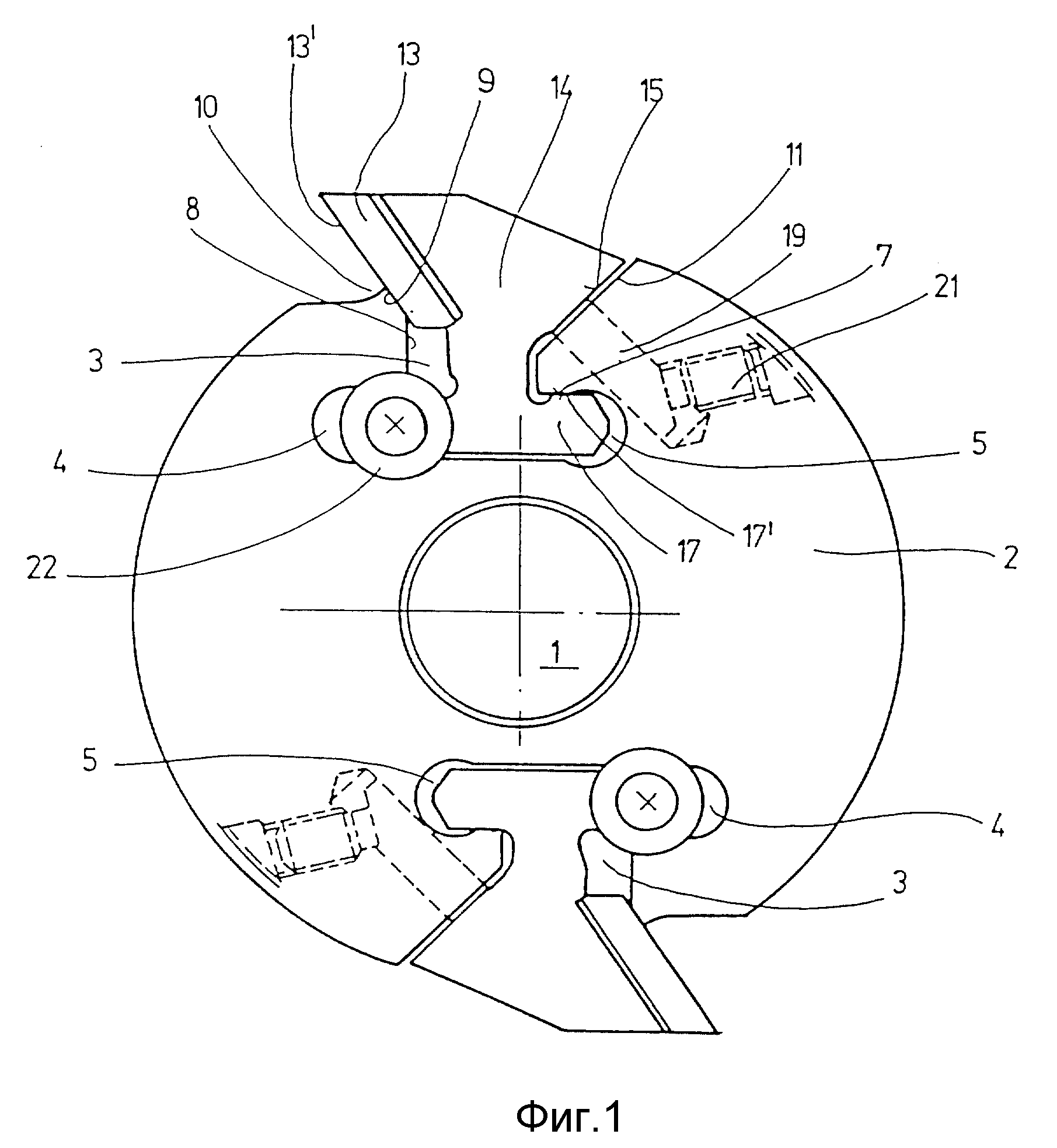
На фиг. 1 изображен вид спереди устройства в первом исполнении: на фиг. 2 - частичный вид спереди с частичным разрезом устройства в первом исполнении в первоначальном новом состоянии; на фиг. 3 - частичный вид спереди с частичным разрезом устройства в первом исполнении по окончании заточки; на фиг. 4 - схематичный частичный вид в перспективе устройства во втором исполнении с углом установки оси, отличным от нуля, и прямолинейной режущей кромкой ножа; на фиг. 5 - схематичный частичный вид в перспективе устройства в третьем исполнении с углом установки оси, отличным от нуля, и профильным ножом; на фиг. 6 - другой вид в перспективе устройства в исполнении по фиг. 5 с ножом, вынутым из корпуса в осевом направлении; на фиг. 7 - частичный вид сбоку с частичным разрезом устройства в четвертом исполнении в форме насадки; на фиг. 8 - частичный вид спереди с частичным разрезом устройства в исполнении по фиг. 7; на фиг. 9 - частичный вид спереди с частичным разрезом устройства в модификации исполнения по фиг. 7 и 8.
Профильная ножевая головка представлена в первом исполнении на фиг. 1 - 3. Несущий корпус 2 головки из стали или алюминия имеет центральное сквозное сверление 1 для установки на валу. Корпус 2 имеет два одинаковых гнезда 3, расположенных диаметрально противоположно по отношению к центральному сквозному сверлению 1. Так как в данной головке ось вращения расположена с нулевым наклоном, гнезда 3 проходят параллельно оси корпуса 2. Профиль поперечного сечения гнезда 3 состоит из трапецеидальной части, расширяющейся наружу к периферии, и соединенной с ней Т-образной части. Центральный проход T-образной части отходит от трапецеидальной выемки радиально внутрь к двум расположенным поперечно ему продольным (по отношению к ножевой головке) сквозным пазам 4 и 5. Продольные пазы 4 и 5 открыты друг к другу и ограничиваются в радиальном направлении в наружную сторону первой позиционирующей (граничной) поверхностью 6 и второй позиционирующей поверхностью 7. Обе поверхности лежат в одной плоскости, составляющей угол в 90o с радиальной плоскостью. К первой позиционирующей поверхности 6 подходит под прямым углом ограничительная поверхность 8 с отходящей от нее передней упорной площадкой 9, которая имеет угол наклона к радиальной плоскости, равный переднему углу резания. В данном исполнении к упорной площадке 9 примыкает кромка выемки 10 для выхода стружки.
Профиль гнезда 3 образован также боковой плоской площадкой 11, которая образует с передней упорной площадкой 9 угол немного меньше 90o. Площадка 11 примыкает к ограничительной поверхности 12, параллельной поверхности 8 и примыкающей к позиционирующей поверхности 7. Как видно на фиг. 2 и 3, радиальный размер поверхности 12 значительно меньше размера поверхности 8, а боковая площадка 11 значительно шире передней упорной площадки 9.
В каждом гнезде 3 установлен режущий узел в виде держателя 14, несущего перезатачиваемый нож 3. Длина держателя вдоль оси головки может превышать длину головки 2. Два идентичных держателя 14 предпочтительно изготавливаются из отрезков профильного прутка. Каждый держатель имеет головную часть с передней по направлению вращения площадкой, к которой прилегает режущий нож 13, закрепляемый на держателе пайкой. Поверхность, которая ограничивает держатель 14 снаружи, имеет тот же профиль, что и нож 13. Поскольку в исполнении по фиг. 1-3 режущая кромка ножа прямолинейна, эта поверхность лежит в одной плоскости с проходной (свободной) плоскостью ножа. Со стороны боковой площадки 11 держатель 14 имеет плоскую зажимную поверхность 15, параллельную площадке 11.
В радиальном направлении внутрь держатель имеет основание T-образной формы с первой полкой 16, которая входит в продольный паз 4, и второй полкой 17, которая входит в продольный паз 5. Как показано на фиг. 2 и 3, толщина полок 16 и 17 меньше ширины продольных пазов 4 и 5. С радиальной наружной стороны полки 16 и 17 имеют упорные поверхности 16' и 17' для упорного контакта с позиционирующими поверхностями 6 и 7. Упорные поверхности 16' и 17' лежат в одной плоскости, как и поверхности 6 и 7.
Далее, как показано также на фиг. 2 и 3, расстояние между ограничительными поверхностями 8 и 12 гнезда в головке больше толщины центральной стойки основания держателя на величину несколько больше суммарного хода переточек. Когда нож 13 еще новый, центральная стойка основания держателя ненамного отстоит от ограничительной поверхности 12 гнезда 3. При уменьшении толщины ножа при переточках центральная стойка придвигается все ближе к ограничительной поверхности 8 до тех пор, пока при минимальной толщине ножа зазор между ними не уменьшится до примерно 0,2 мм. Этот узкий зазор служит показателем того, что нож 13 нельзя больше перетачивать. С уменьшением толщины ножа при установке держателя первая полка 16 заходит все дальше в паз 4, в то время как вторая полка 17 выглубляется из паза 5. Однако, как при максимальной, так и при минимальной толщине ножа обе полки 16 и 17 заходят в пазы 4 и 5 на достаточную глубину, чтобы стабилизировать положение ножа 13 за счет контакта с позиционирующими поверхностями 6 и 7, и для того, чтобы передавать на несущую головку 2 усилия, воздействующие на нож и держатель.
От боковой площадки 11 перпендикулярно ее плоскости отходят несколько глухих проточек 18, число которых зависит от осевой длины головки 2 и длины держателя 14. Если проточек несколько, то их оси лежат в одной плоскости, параллельной оси несущей головки 2. В каждой проточке установлен подвижный в осевом направлении упорный палец 19, упирающийся передним торцем в зажимную поверхность 15 держателя 14. На другом конце палец 19 имеет косую площадку или скос 20 под углом больше 30o к оси пальца. В этот скос упирается передний торец зажимного винта 21, расположенного в резьбовом сверлении, перпендикулярном скосу 20. Скос 20 преобразует продольное усилие от винтового движения зажимного винта 21 в продольное упорное усилие упорного пальца 19.
Для позиционирования держателя 14 и ножа 13 в осевом направлении на передней стороне держателя 14 в зоне свободного конца первой полки 16 жестко укреплен осевой упор 22 дисковой формы, показанный на фиг. 1. В данном исполнении он прикреплен винтом. При правильной установке держателя 14 осевой упор 22 упирается в переднюю поверхность корпуса головки 2 в области продольного паза 4.
Когда держатель 14 установлен в правильное осевое положение и приводится в действие зажимной винт или несколько зажимных винтов 21, держатель смещается влево до тех пор, пока лобовая поверхность 13' ножа 13 не упрется в упорную площадку 9 головки 2. После этого усилие зажимного винта работает на прижатие упорных поверхностей 16' и 17' полок 16 и 17 к позиционирующим поверхностям 6 и 7. Теперь держатель 14 и нож 13 занимают точное положение без дополнительных регулировок, поскольку нет зазоров для свободного хода, а зажимная и центробежная силы дополнительно позиционируют их. С точки зрения усилия резания держатель 14 и нож 13 также связаны с головкой 2 по замкнутой системе. Таким образом, устройство может выдерживать высокие динамические нагрузки.
Для переточки ножа 13 нужно только немного отпустить зажимные винты 21. Затем держатель 14 может быть выдвинут из гнезда 3 в осевом направлении. После заточки, которая не влечет за собой изменения профиля, потому что она производится обработкой лобовой плоскости 13' ножа 13, достигается та же траектория резания, поскольку держатель 14 всего лишь смещается вперед на величину хода заточки к упорной площадке 9, а в остальном его позиционирование и замкнутая связь с головкой 2 остаются неизменными.
Исполнение по фиг. 4 отличается от исполнения по фиг. 1-3 только тем, что угол наклона оси отличен от нулевого. Ограничительные поверхности гнезда 103 в корпусе головки всего лишь развернуты относительно оси в плоскости свободной поверхности на угол наклона оси. При этом профиль поперечного сечения как держателя 114, так и ножа 113 остается неизменным по сравнению с исполнением по фиг. 1-3. Поэтому далее конструкция головки, держателя 114 и ножа 113 будет описываться с учетом (на основе) первого исполнения.
Держатель 114 может быть отрезком того же профильного прутка, что и держатель 14. Однако при этом плоскость отреза должна быть косой, под углом к нормальной поперечной плоскости, равным углу наклона (разворота) оси. На фиг. 4 показано также, что держатель 114 вместе с ножом 113 может поперечно выступать за торцы несущей головки 102.
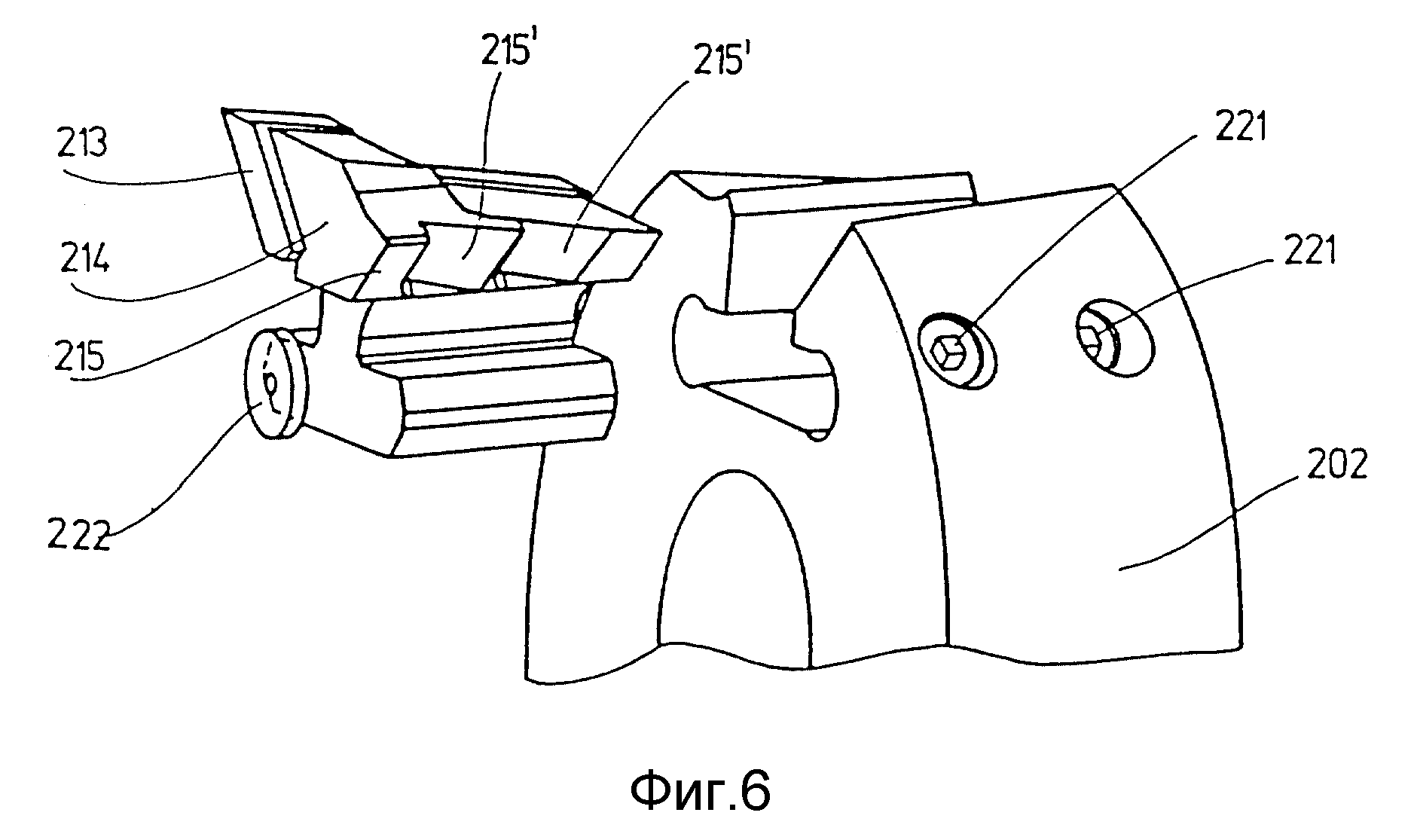
Исполнение по фиг. 5 отличается от исполнения по фиг. 4 в основном лишь тем, что нож 213 и, соответственно, головка держателя 214 выполнены профилированными. Эти профили также остаются неизменными при заточке ножа 213 снятием поверхности 213'. Не изменяется также и окружность резания. Как показано на фиг. 6, для углов оси, отличных от нуля, необходимо на зажимной поверхности 215 держателя 214 для каждого упорного винта сделать карман с упорной поверхностью 215' параллельной торцу упорного пальца. Два упорных пальца, установленных в резьбовых сверлениях несущего корпуса 202, обозначены поз. 221, осевой упор держателя 214 обозначен поз. 222. В остальных деталях третье исполнение сходно с исполнением по фиг. 1-3.
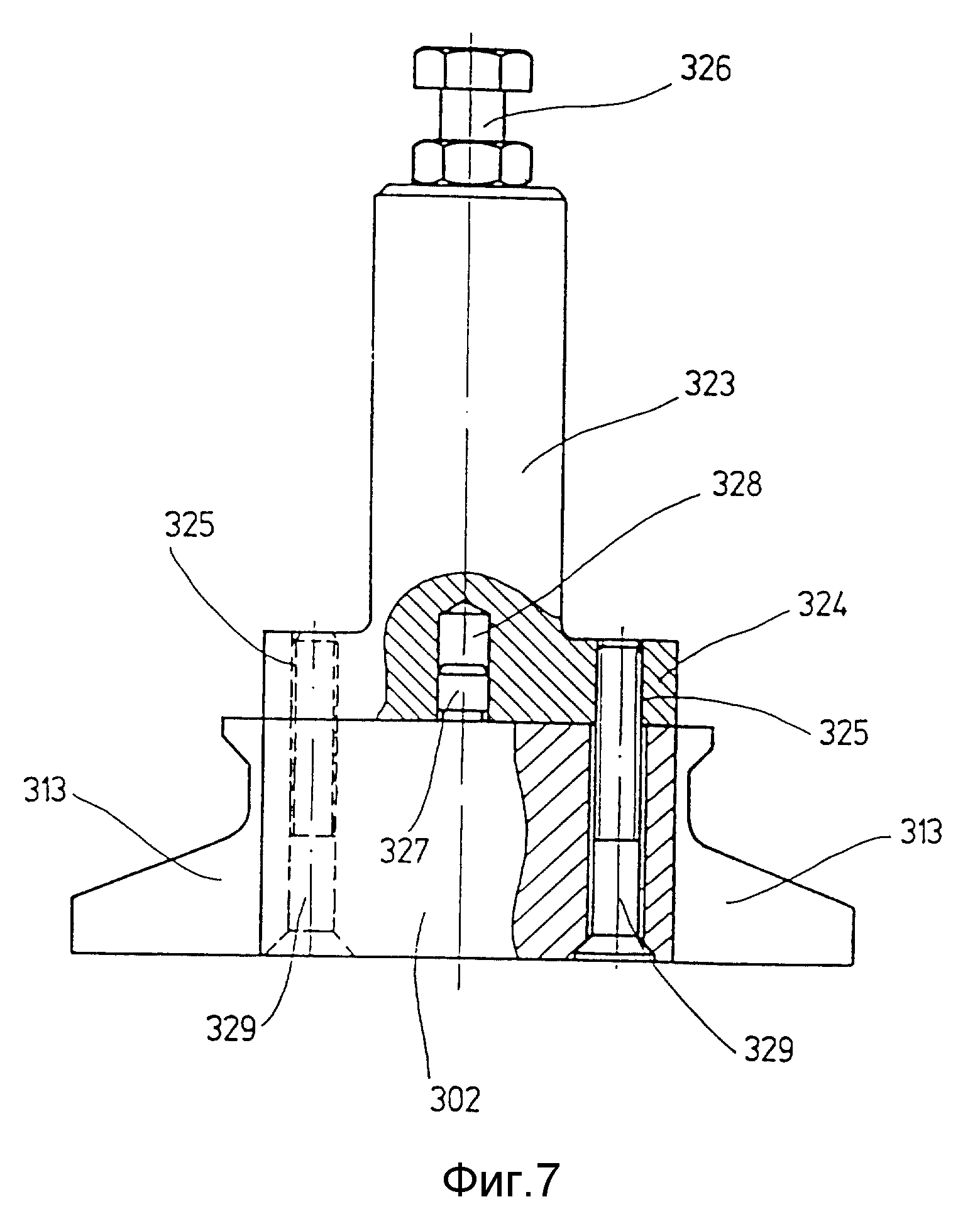
В противоположность исполнениям по фиг. 1-6, где инструмент имеет сквозное сверление под вал, на фиг. 7 и 8 показан инструмент в виде насадки.
Цилиндрический вал 323 имеет на одном конце фланец 324, а на другом конце центральное резьбовое сверление под винт 326. К свободному торцу фланца 324 прилегает своим плоским торцем несущая головка 302 с профильными режущими элементами. Для центрирования на голове 302 имеется центральная центрирующая цапфа 327, которая входит плотно, без зазоров в центральное центрирующее сверление 328 фланца 324. В головке выполнены два сквозных отверстия, расположенных диаметрально и совмещающихся с резьбовыми отверстиями 325 во фланце 324. Голова 302 жестко, без зазоров закрепляется на фланце винтами 329.
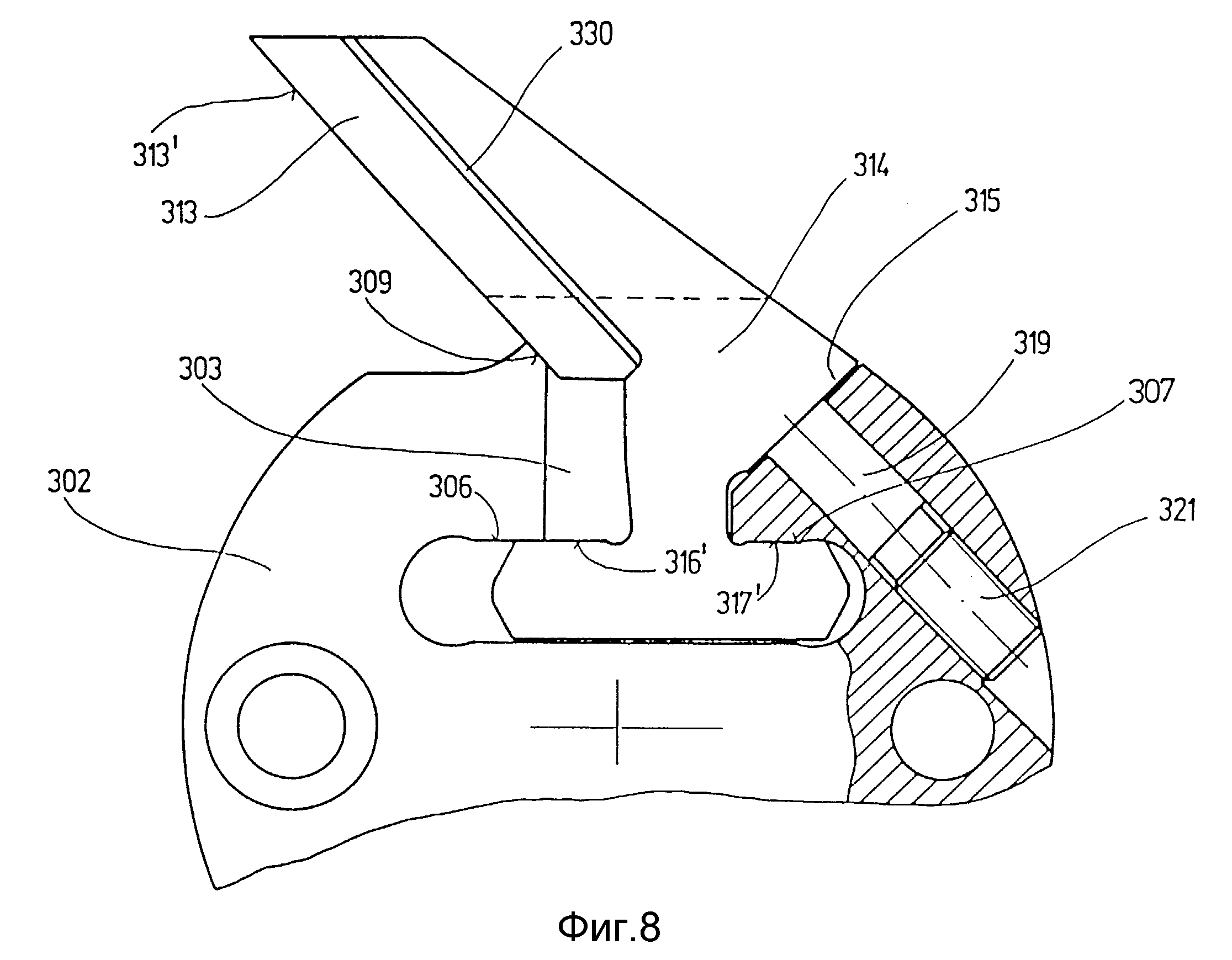
Несущая головка 302, как показано на фиг. 8, имеет два приемных гнезда 303 той же формы, что и гнезда 3 в первом исполнении. Соответствующие держатели 314 принципиально идентичны по форме держателям 14. Соединение без зазоров для передачи зажимного усилия, центробежных сил и усилий резания по замкнутому контуру между держателем 314 и несущей головой 303 обеспечивается, как и в описанных ранее исполнениях двумя позиционирующими поверхностями 306 и 307, передней упорной площадкой 309 и зажимной упорной поверхностью 315. На держателе 314 припаян нож 313 в виде пластины из упрочненного металла, стеллита или стали HSS. Слой спайки обозначен поз. 330.
Как показано на фиг. 8, конструкция позволяет разместить в несущей головке 302 зажимные винты соосно упорным пальцам 319. При затяжке зажимных винтов 321 зажимное усилие, передаваемое через упорные пальцы 319 на держатель 314, действует примерно параллельно лобовой поверхности 313' ножа 313. Оно прижимает нож 313 к передней упорной площадке 309 и затем прижимает упорные поверхности 316' и 317' к обоим позиционирующим поверхностям 306 и 307.
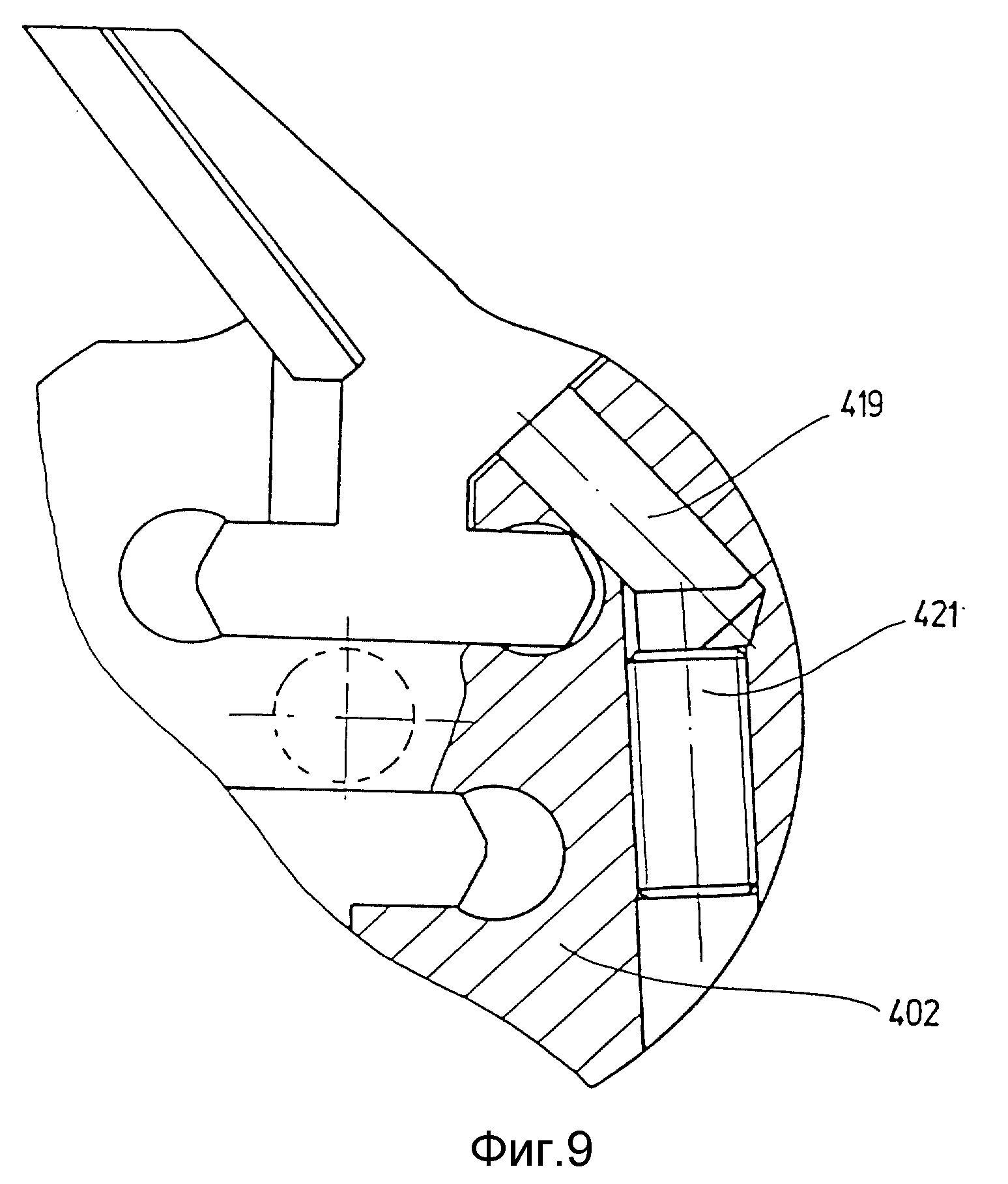
Вместо того чтобы устанавливать упорные пальцы и зажимные винты под углом раскрытия к наружной поверхности несущей головки, как это сделано в исполнениях по фиг. 1-6, или соосно, по фиг. 6 и 7, можно установить их так, как представлено на фиг. 9, если головка 402 позволяет это по пространственным условиям. Здесь упорный палец 419 и зажимной винт 321 образуют между собой угол, раскрытый к центру головки 402.
Реферат
Изобретение относится к области режущего инструмента. Достигаемый технический результат: ножи головки поддаются перезаточке без изменения профиля и окружности траектории. Каждый нож головки укреплен на держателе, который имеет основание Т-образного поперечного сечения. Одна полка этого сечения (профиля) входит в первый продольный паз в несущем корпусе, вторая полка входит во второй продольный паз в несущем корпусе, открытый к первому пазу. Стороны первого и второго продольных пазов, отстоящие дальше от центральной продольной оси несущего корпуса, лежат во взаимно параллельных плоскостях, которые параллельны продольной оси несущего корпуса и образуют каждая позиционирующую плоскость для одной или другой полки поперечного профиля. На держателе ножа имеется зажимная поверхность, которая образует раскрытый радиально наружу угол с передней поверхностью ножа и острый угол со смежной позиционирующей поверхностью. Усилие зажима каждого зажимного винта направлено на зажимную поверхность и прижимает держатель посредством своей первой составляющей к передней упорной поверхности приемного гнезда несущего корпуса и посредством своей второй составляющей - к двум позиционирующим поверхностям пазов несущего корпуса. 14 з.п.ф-лы, 9 ил.
Комментарии