Устройство для транспортировки листов шпона с возможностью плотного соединения листов шпона нестандартного размера - RU2727677C1
Код документа: RU2727677C1
Чертежи

















Описание
Изобретение относится к деревообработке, в частности - к устройству для транспортировки листов шпона (далее именуется – изделие), получаемых путем лущения чурака на лущильном станке для изготовления древесно–слоистой плиты, такой как фанера и др., с возможностью плотного соединения листов шпона нестандартного размера.
Длина каждого листа шпона нестандартного размера, полученного при лущении чурака, в направлении, перпендикулярном направлению его волокна (далее именуется – перпендикулярное направление), не только более короткая, чем длина изделия стандартного размера, но и неодинаковая. Такие листы шпона соединяются по очереди в одном и том же направлении, и в результате из листов шпона неодинаковой длины получается изделие с почти заданной длиной.
Соединение таких листов шпона осуществляется так: края двух листов шпона в перпендикулярном направлении приближаются друг к другу так, чтобы не осталось зазора между ними, и соединяются с помощью соединительных материалов, таких как соединительная лента, клей, скоба и т.п.
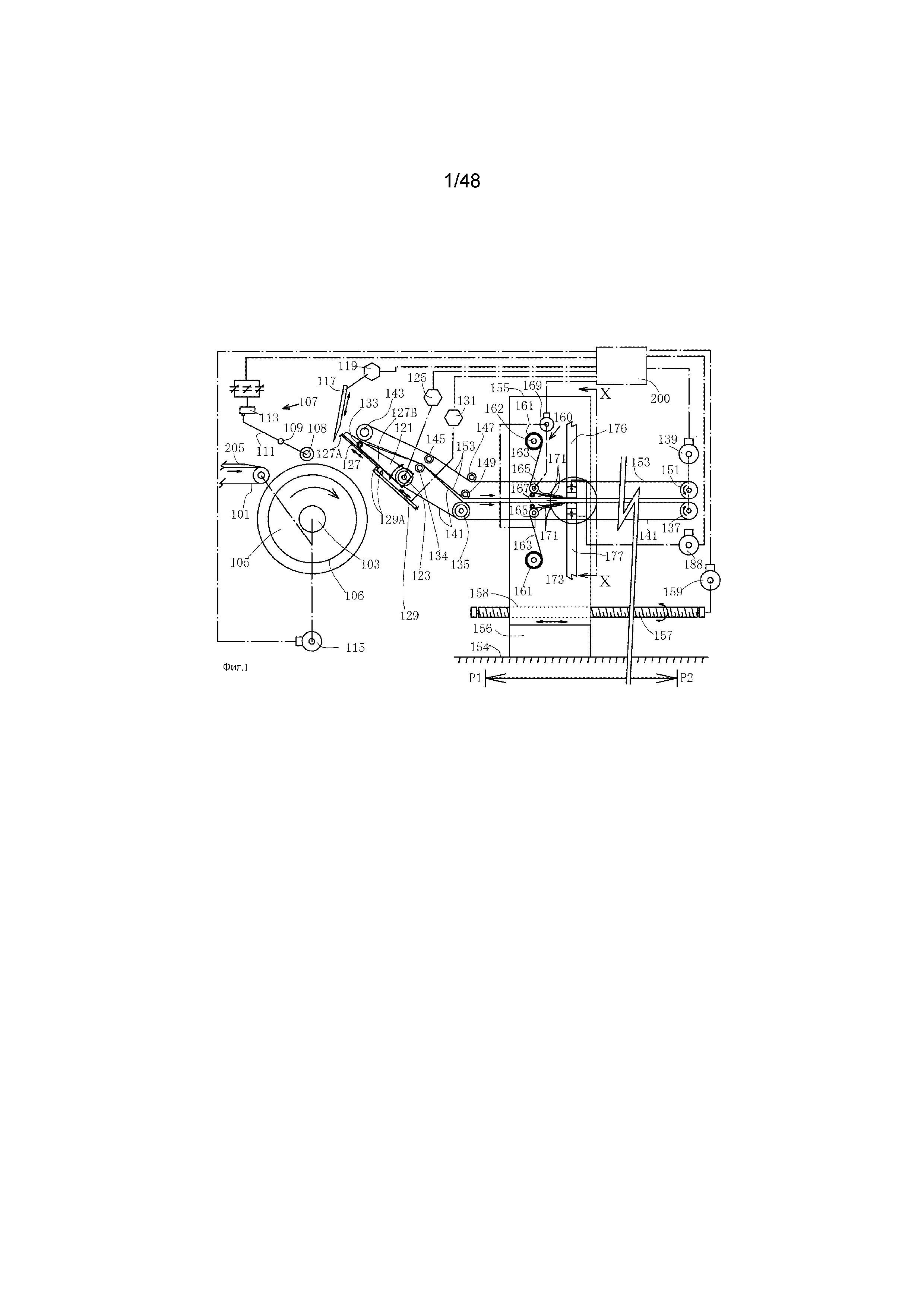
Известно устройство с такой компоновкой, как показано на фиг.1. где осуществляются рабочие процессы, указанные выше.
В устройстве, таком как показано на фиг.1, отрезаются ненужные части обоих краев листов шпона в направлении, перпендикулярном направлению волокон листов шпона, и оба края полезных частей листов шпона в перпендикулярном направлении приближаются друг к другу, вслед за этим отправляются в следующий процесс, где они соединяются.
Номер детали 101, показанный на фиг.1, представляет собой входной конвейер с возможностью пуска и останова. Номер детали 103 представляет собой ось вращения упорного валка 105, которая приводится во вращение или останов синхронно с пуском или остановом входного конвейера 101.
Канавки 106, куда входят передние части разводных механизмов для сортировки 121, располагаются по наружной окружности упорного валка 105 через определенное расстояние в направлении осевой линии.
Номер детали 107 представляет собой датчик, предназначенный для обнаружения листов шпона. Датчики 107, например, связанные с тремя валками 108, располагаются через определенное расстояние в направлении осевой линии упорного валка 105.
Каждый валок 108 устанавливается на переднем конце стержня 111, который опирается с возможностью свободного вращения на поворотный центр 109. Другой конец стержня 111 соприкасается с подвижной частью предельного выключателя 113, подключенного к нормально замкнутой цепи.
Предельные выключатели 113 располагаются по параллельным соединениям. Как показано на фиг.1, они включаются, когда не соприкасаются с листами шпона 205.
При этом, когда все валки 108 поднимаются вверх выше заданного уровня в зависимости от толщины листа шпона, то предельные выключатели 113 выключаются.
Это означает, что передний конец листа шпона имеет заданную толщину. При этом сигнал обнаружения переднего конца листа шпона, имеющего его заданную толщину, передается устройству управления 200, упомянутому ниже.
Затем, когда толщина листа шпона уменьшается больше, чем заданная толщина, то какой–то из валков 108 опускается вниз ниже заданного уровня, и в результате, если даже один из предельных выключателей 113 включается, то сигнал обнаружения заднего конца листа шпона передается устройству управления 200.
Входной конвейер 101 и упорный валок 105 подключаются к 1–му сервоприводу 115. Как упомянуто ниже, они приводятся синхронно и с одинаковой скоростью в движение или останов за счет рабочего сигнала из устройства управления 200 при получении сигнала из датчика 107.
Номер детали 117 представляет собой нож, который совершает возвратно–поступательное движение между верхним предельным положением и положением резания листа шпона на упорном валке 105, как показано на фиг.1.
Нож 117 подключается к сервоприводу 119, предназначенному для возвратно–поступательного движения ножа 117.
Номер детали 121 представляет собой разводные механизмы для сортировки, которые в количестве нескольких штук располагаются относительно канавок 106, образованных по наружной окружности упорного валка 105.
Каждый разводный механизм для сортировки 121 совершает возвратно–поступательное движение поворота вокруг оси 123 в направлении, указанном знаком стрелки на фиг.1, между местом ожидания и местом, где его передний конец погружен в канавку 106. При этом он останавливается в упомянутых местах.
Разводный механизм для сортировки 121 подключается к элементу возвратно–поступательного движения поворота 125, предназначенному для его возвратно–поступательного движения поворота.
Номер детали 127 представляет собой стержень с крючком, который передвигается вдоль канавки, образованной со стороны оси 123 до его левого переднего конца, на нижней стороне разводного механизма для сортировки 121, а также его кончик 127А загнут в сторону упорного валка 105.
На право–нижней стороне стержня с крючком 127 имеется изогнутая часть 127В, направленная вниз.
Стержень с крючком 127 снабжается ходовой частью 129, совершающей возвратно–поступательное движение в направлении, указанном знаком стрелки на фиг.1, и имеющей держатель 129А, поддерживающий изогнутую часть 127В с обеих сторон. Ходовая часть 129 предназначается для возвратно–поступательного движения стержня с крючком 127.
Ходовая часть 129 подключается к приводу 131, предназначенному для ее возвратно–поступательного движения в направлении, указанном знаком стрелки на фиг.1, а также стержень с крючком 127 приводится в возвратно–поступательное движение в том же направлении от привода 131.
Номера деталей 133, 134 и 135 представляют собой ведомые ролики, которые располагаются через определенное расстояние в осевом направлении, упомянутом выше.
Номер детали 137 представляет собой ведущий ролик, подключенный к сервоприводу с абсолютным датчиком положения 139.
Как показано на фиг.1, на ведомые ролики 133, 134 и 135, а также на ведущий ролик 137 устанавливаются 1–е нижние конвейерные ленты 141.
А также номера деталей 143, 145, 147 и 149 представляют собой ведомые ролики, а номер детали 151 представляет собой ведущий ролик, приводимый в пуск и останов от сервопривода 139.
Как показано на фиг.1, на ролики 143, 145, 147, 149 и 151, расположенные слева направо, устанавливаются 1–е верхние конвейерные ленты 153 относительно 1–х нижних конвейерных лент 141.
При этом устанавливают 1–е верхние конвейерные ленты 153 и 1–е нижние конвейерные ленты 141 так, чтобы между упомянутыми конвейерными лентами можно было плотно зажать листы шпона.
1–е верхние конвейерные ленты 153 и 1–е нижние конвейерные ленты 141 приводятся в пуск и останов через ведущие ролики 137 и 151 от сервопривода 139, а также передвигаются со скоростью, одинаковой со скоростью входного конвейера 101 и упорного валка 105.
При этом информация об абсолютном положении листа шпона, который перевозится на обеих конвейерных лентах 141 и 153 от сервопривода 139, передается к устройству управления 200.
Номер детали 155 представляет собой станину, где располагаются устройства для подачи бумажных лент 160, наклеиваемых на оба листа шпона для их соединения.
Длина станины 155 в направлении, перпендикулярном горизонтальному направлению на фиг.1, больше длины листа шпона в направлении его волокна.
Станина 155, установленная в фиксированном положении в вертикальном направлении на фиг.1, перемещается посредством линейной направляющей 156 по рельсу 154 в горизонтальном направлении.
На станине 155 располагаются нижеследующие детали.
Номер детали 157 представляет собой винт с наружной резьбой, проходящий через резьбовое отверстие 158, образованное горизонтально на нижней стороне станины 155.
Винт с наружной резьбой 157 приводится в возвратно–поступательное вращение в направлении, указанном знаком стрелки на фиг.1, и в результате станина 155 совершает возвратно–поступательное перемещение в горизонтальном направлении.
Номер детали 159 представляет собой сервопривод с абсолютным датчиком положения, предназначенный для возвратно–поступательного движения винта с наружной резьбой 157, а также способный регулировать число его оборотов.
Поэтому сервопривод с абсолютным датчиком положения 159 выполняется с возможностью возвратно–поступательного перемещения и останова станины 155 на основе полученной им информации о его абсолютном положении в горизонтальном направлении на фиг.1.
На станине 155 располагается устройства для подачи бумажных лент 160 в количестве нескольких штук в направлении, перпендикулярном направлению подачи листов шпона, в пространстве между расположенными напротив друг друга 1–ми нижними конвейерными лентами 141 и 1–ми верхними конвейерными лентами153.
Номер детали 161 представляет собой катушку с бумажной лентой 163, на одну сторону которой нанесен термоотверждаемый клей (далее именуется – клей). После нанесения упомянутого клея на бумажную ленту 163 и его сушки при нормальной температуре она наматывается на катушку 161, центральная полая часть которой вставляется в ось 162 и опирается с возможностью свободного вращения вокруг нее.
Номер детали 165 на фиг.1 представляет собой ведущий ролик, приводимый во вращение и останов от сервопривода 169, а также номера детали 167 – ведомые ролики, поддерживающие бумажные ленты 163 с обеих сторон между ведущими роликами 165.
Номер детали 171 представляет собой направляющие, подводящие бумажные ленты 163, намотанные на катушки 161, к поверхностям листа шпона с верхней и нижней сторон.
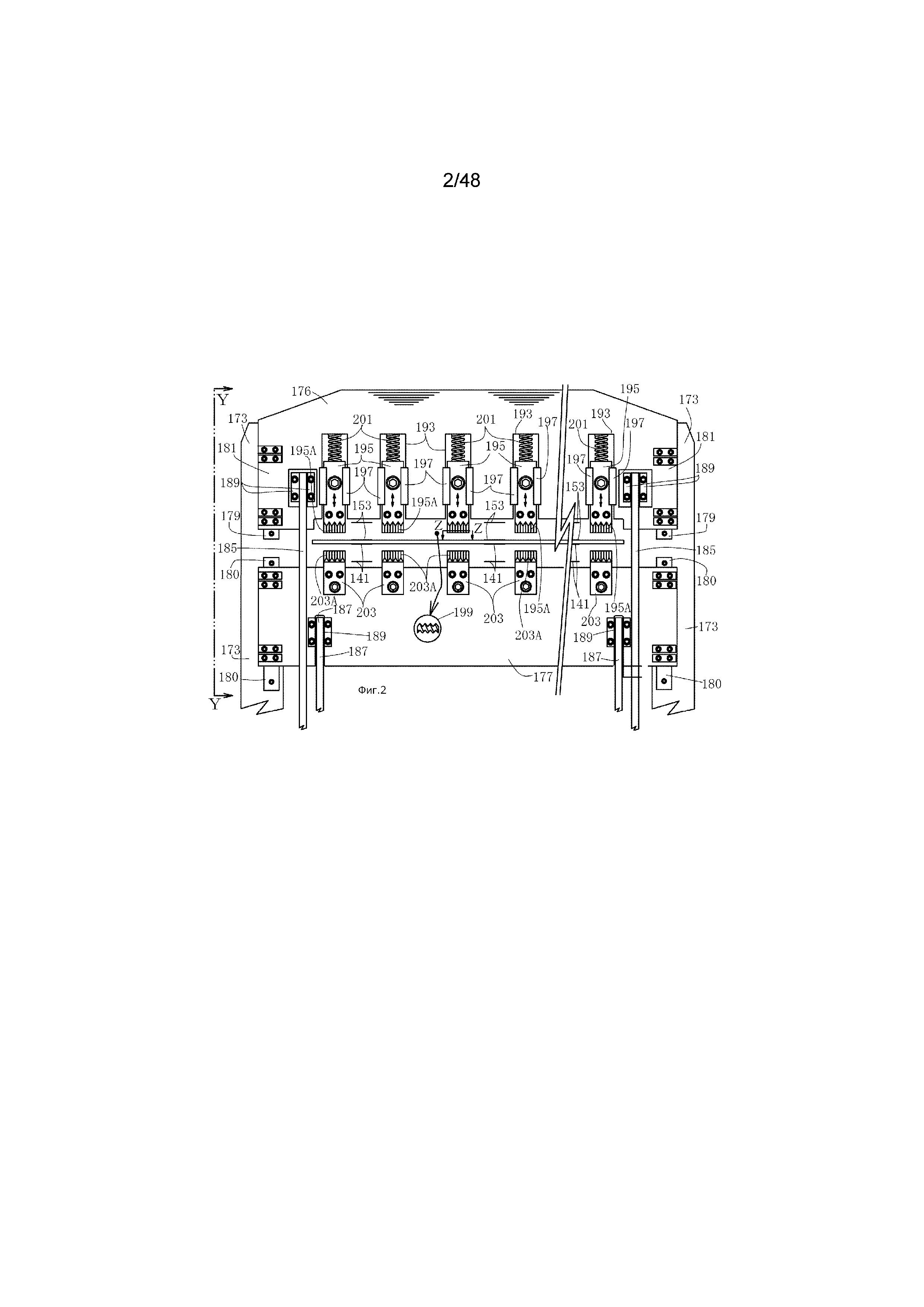
Номера детали 173, находящиеся на левом и правом краях на фиг.2, представляют собой стойки, прикрепленные вертикально к станине 155. Номер детали 176 представляет собой 1–й верхний подъемно–опускной узел в качестве одного из примеров элемента перемещения, а также номер детали 177–1–й нижний подъемно–опускной узел. Они устанавливаются с возможностью перемещения вверх и вниз вдоль каждой стойки 173.
На каждой стойке 173 закрепляются направляющие 179 и 180 в качестве линейного подшипника, расположенные друг напротив друга через определенное расстояние в вертикальном направлении, как показано на фиг.2.
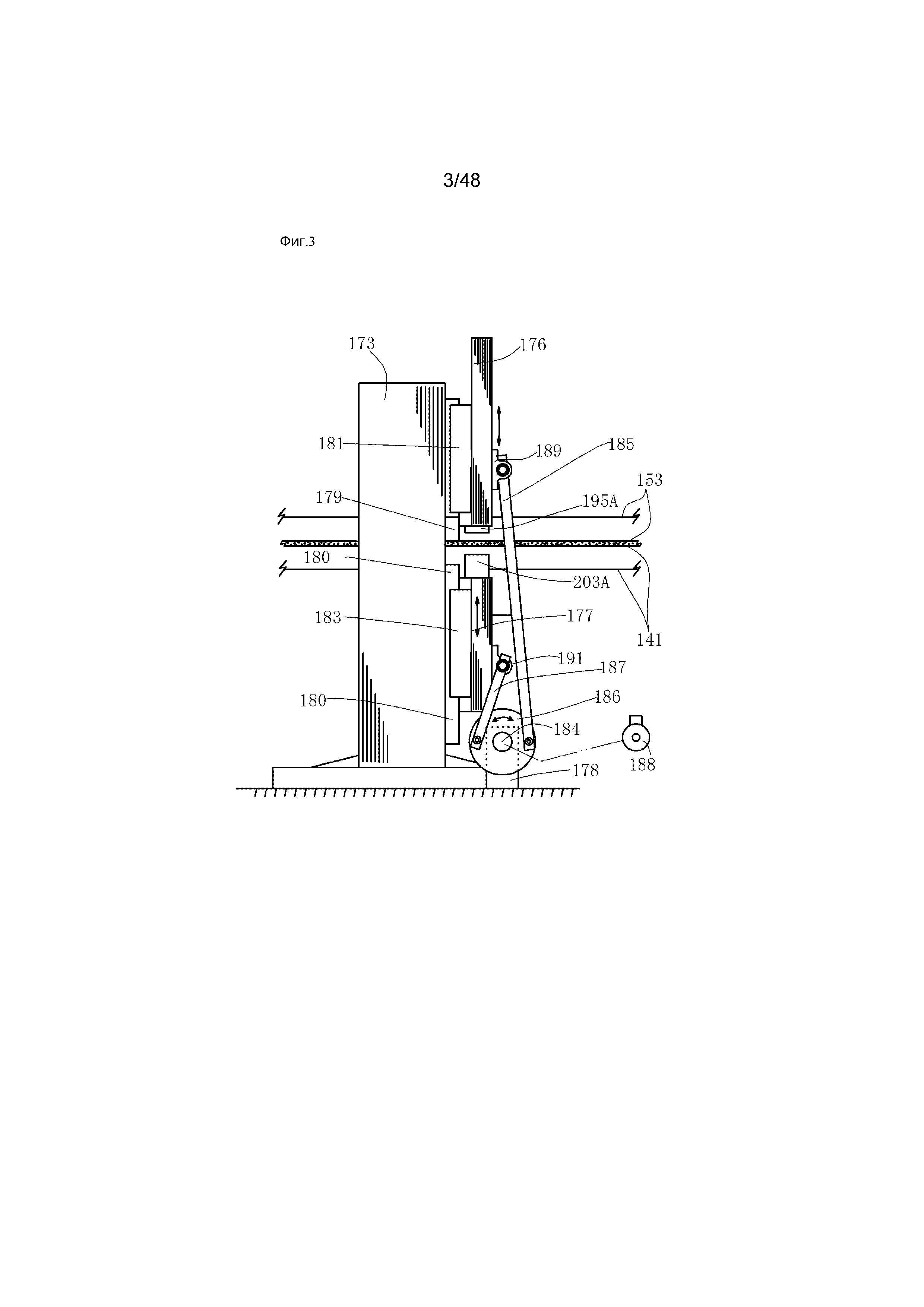
Каждый следящий узел 181 в качестве линейного подшипника, приводимого в движение по каждой направляющей 179, прикрепляется к 1–му верхнему подъемно–опускному узлу 176, как показано на фиг.3.
А также каждый следящий узел 183 в качестве линейного подшипника, приводимого в движение по каждой направляющей 180, прикрепляется к 1–му нижнему подъемно–опускному узлу 177.
Кривошипный механизм в качестве одного из исполнительных элементов состоит из нижеследующих частей. Как показано на фиг.3, номер детали 184 представляет собой ось вращения, которая опирается через подшипник, не показанный на фиг., на опору 178.
Ось вращения 184 выполняется с возможностью вращения и останова от сервопривода 188. При этом диск 186 прикрепляется к оси вращения 184.
Номера деталей 185 и 187 представляют собой соединительные рычаги, связанные нижними концами через подшипники с диском 186.
Верхний конец соединительного рычага 185 соединяется через подшипник 189 с 1–м верхним подъемно–опускным узлом 176.
Верхний конец соединительного рычага 187 соединяется через подшипник 191 с 1–м нижним подъемно–опускным узлом 177.
1–й верхний подъемно–опускной узел 176 и 1–й нижний подъемно–опускной узел 177 совершают возвратно–поступательное движение между верхним предельным положением и нижним предельным положением за счет вращения сервопривода 188, а также они останавливаются в упомянутых местах за счет его останова.
Как показано на фиг.2, номера деталей 193, расположенные через определенное расстояние в горизонтальном направлении на 1–м верхнем подъемно–опускном узле 176, представляют собой пазы, нижние стороны которых прорезаны вдоль направления подачи листа шпона.
В паз 193 устанавливается опора для нагревательной части 195, к нижнему концу которой прикрепляется нагревательная часть 195А.
Опора для нагревательной части 195, неподвижная в направлениях направо–налево и вперед–назад, перемещается вверх–вниз посредством направляющей 197, при–крепленной к 1–му верхнему подъемно–опускному узлу 176.
В пазе 193 пружина сжатия 201 устанавливается на верхней стороне опоры для нагревательной части 195, а также верхний конец пружины сжатия 201 прикрепляется к 1–му верхнему подъемно–опускному узлу176.
Между тем, как показано на фиг.2, к нижнему подъемно–опускному узлу 177 прикрепляется опора для нагреваемой части 203, расположенная напротив опоры для нагревательной части 195.
То есть, как показано на фиг.3, к верхнему концу нижнего подъемно–опускного узла 177 прикрепляется опора для нагревательной части 203, расположенная напротив опоры для нагревательной части 195.
К верхнему концу опоры для нагревательной части 203 прикрепляется нагревательная часть 203А так, чтобы она располагалась напротив нагревательной части 195А.
Поверхности нагревательных частей 195А и 203А, расположенные напротив друг друга, являются плоскими.
В случае с нагревательной частью 195А, – если смотреть разрез вдоль линии Z–Z в направлении, показанном знаком стрелки на фиг.2, ее концевая часть зигзагообразная, такая как показано в круге 199 на фиг.2. Такие острые части предназначаются для отрезания бумажных лент 163.
Опора для нагревательной части 195 предназначается для соединения листов шпона путем приклейки бумажной ленты 163 к обоим краям листов шпона, подлежащих соединению. При этом бумажная лента 163 прижимается к краям листов шпона, и клей, нанесенный на бумажную ленту 163, нагревается и отверждается.
Детали, такие как катушки с бумажными лентами 161, оси 162, ведущие ролики 165, ведомые ролики 167, направляющие 171 и опоры для нагревательных частей 195, располагаются симметрично друг другу в вертикальном направлении на фиг.1.
Кроме того, 1–я нижняя конвейерная лента 141 и 1–я верхняя конвейерная лента 153 располагаются так, как показано на фиг.1.
Устройство управления 200 после получения сигнала от датчика 107 выдает сигналы на сервоприводы 115, 119, 125, 131, 139, 159, 169 и 188 с тем чтобы привести их в действие.
Как показано на фиг.1, станина 155 совершает возвратно–поступательное движение по участку между Р1 и Р2 для того, чтобы обеспечить операции для соединения листов шпона.
В такой компоновке устройства осуществляется соединение листов шпона.
Все детали устанавливаются в исходные положения при получении сигналов от устройства управления 200.
Как показано на фиг.1, входной конвейер 101 и упорный валок 105 уже находятся в рабочем режиме.
Нож 117 находится в верхнем месте ожидания, а также разводный механизм для сортировки 121, стержень с крючком 127 и ходовая часть 129 находятся в местах ожидания, таких как показано на фиг.1.
1–я нижняя конвейерная лента 141 и 1–я верхняя конвейерная лента 153 находятся в режиме остановки.
Станина 155 находится в месте ожидания, которое находится в пределах передвижения конвейерных лент 141 и 153 в горизонтальном направлении и вблизи от упорного валка 105, как показано на фиг.1.
Детали, расположенные на станине 155, устанавливают нижеследующим образом: Вставляют катушки с бумажными лентами 161 в оси 162, наматывают бумажные ленты 163 на катушки 161 и пропускают бумажные ленты 163 между ведущими роликами 165 и ведомыми роликами 167.
Затем приводят сервопривод 169 в действие и вращают ведущие ролики 165 до прихода передних концов бумажных лент 163 к месту чуть правее, чем пространство между нагревательными частями 195А и 203А. После этого останавливают ведущие ролики 165.
В исходном положении, таком как упомянуто выше, укладывают лист шпона 205 на входной конвейер 101 на ходу так, чтобы направление его волокна было перпендикулярно направлению его подачи.
У листа шпона 205, полученного в результате лущения чурака на лущильном станке, имеются части толщины меньше, чем необходимая толщина. У переднего конца листа шпона в направлении подачи имеется часть толщины меньше, чем толщина, необходимая для изготовления фанеры. Это является дефектной частью на передней стороне в направлении подачи (далее именуется – передние отходы). А также у заднего конца листа шпона в направлении подачи имеется часть толщины меньше, чем толщина, необходимая для изготовления фанеры. Это является дефектной частью на задней стороне в направлении подачи (далее именуется – задние отходы).
Продукт, такой как фанера и др., из листов шпона с тонкими толщинами, не соответствующими стандартному размеру, считается дефектным. Поэтому следует отрезать и удалить их. |
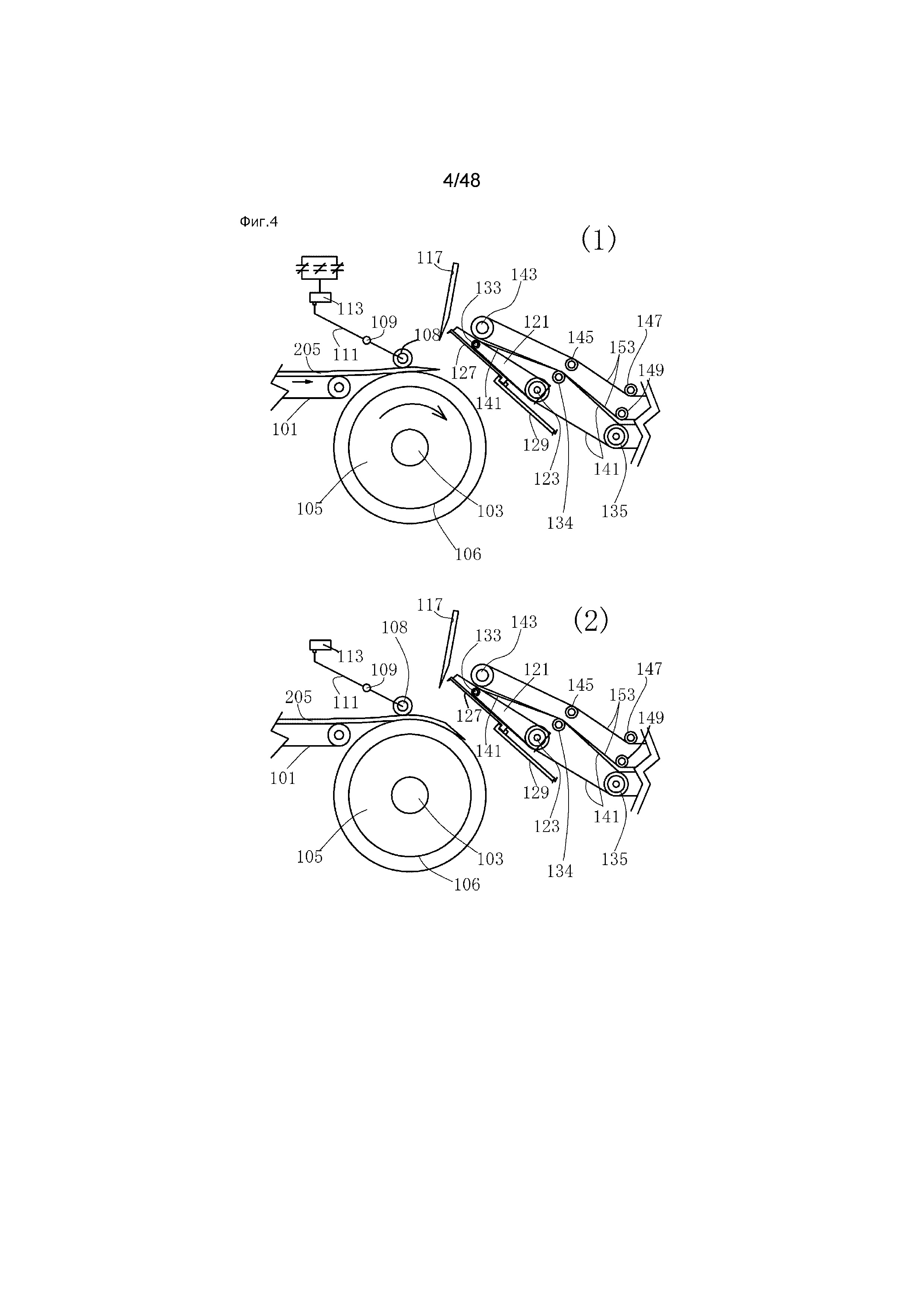
Как показано на фиг.4 (1), если даже передние отходы листа шпона 205, которые перемещаются на входном конвейере 101, приходят к роликам 108, то ролики 108 не поднимаются вверх выше заданного уровня. При этом каждый предельный выключатель находится во включенном положении.
Как показано на фиг.4 (2), если через некоторое время передние отходы листа шпона 205 приходят к роликам 108, то три ролика 108 поднимаются вверх выше заданного уровня, соответствующего необходимой толщине листа шпона. При этом все предельные выключатели 113 выключаются и в результате электрический ток, протекающий по нормально замкнутой цепи, прерывается.
Это означает, что граница 205В (далее именуется – передний конец), от которой начинается лист шпона с необходимой толщиной 205 (далее именуется – полезный лист шпона), обнаруживается датчиками. Тогда упомянутые датчики передают сигналы обнаружения переднего конца к устройству управления 200.
Устройство управления 200 после получения сигналов обнаружения переднего конца листа шпона передает сигналы к сервоприводам.
Прежде всего посредством сервопривода 115 останавливают входной конвейер 101 и упорный валок 105. Цепь задержки в устройстве управления 200 устанавливают так, что при остановке входного конвейера 101 и упорного валка 105 после передачи сигналов обнаружения переднего конца листа шпона к устройству управления 200 передний конец листа шпона, являющийся границей, от которой начинается полезный лист шпона 205, приходит к месту отрезания ножом 117 на поверхности упорного валка 105.
Как изложено ниже, полезный лист шпона 205 еще перемещается и его толщина снова становится меньше необходимой толщины. При этом, если даже один из предельных выключателей 113 включается, то электрический ток начинает протекать.
Это означает, что граница 205С (далее именуется – задний конец листа шпона), от которой начинаются задние отходы, обнаруживается датчиками и в результате сигналы обнаружения заднего конца листа шпона передаются к устройству управления 200.
Как и в случае с передним концом листа шпона, цепь задержки в устройстве управления 200 устанавливают так, что при остановке входного конвейера 101 и упорного валка 105 после передачи сигналов обнаружения заднего конца листа шпона к устройству управления 200 задний конец листа шпона 205 приходит к месту отрезания ножом 117 на поверхности упорного валка 105.
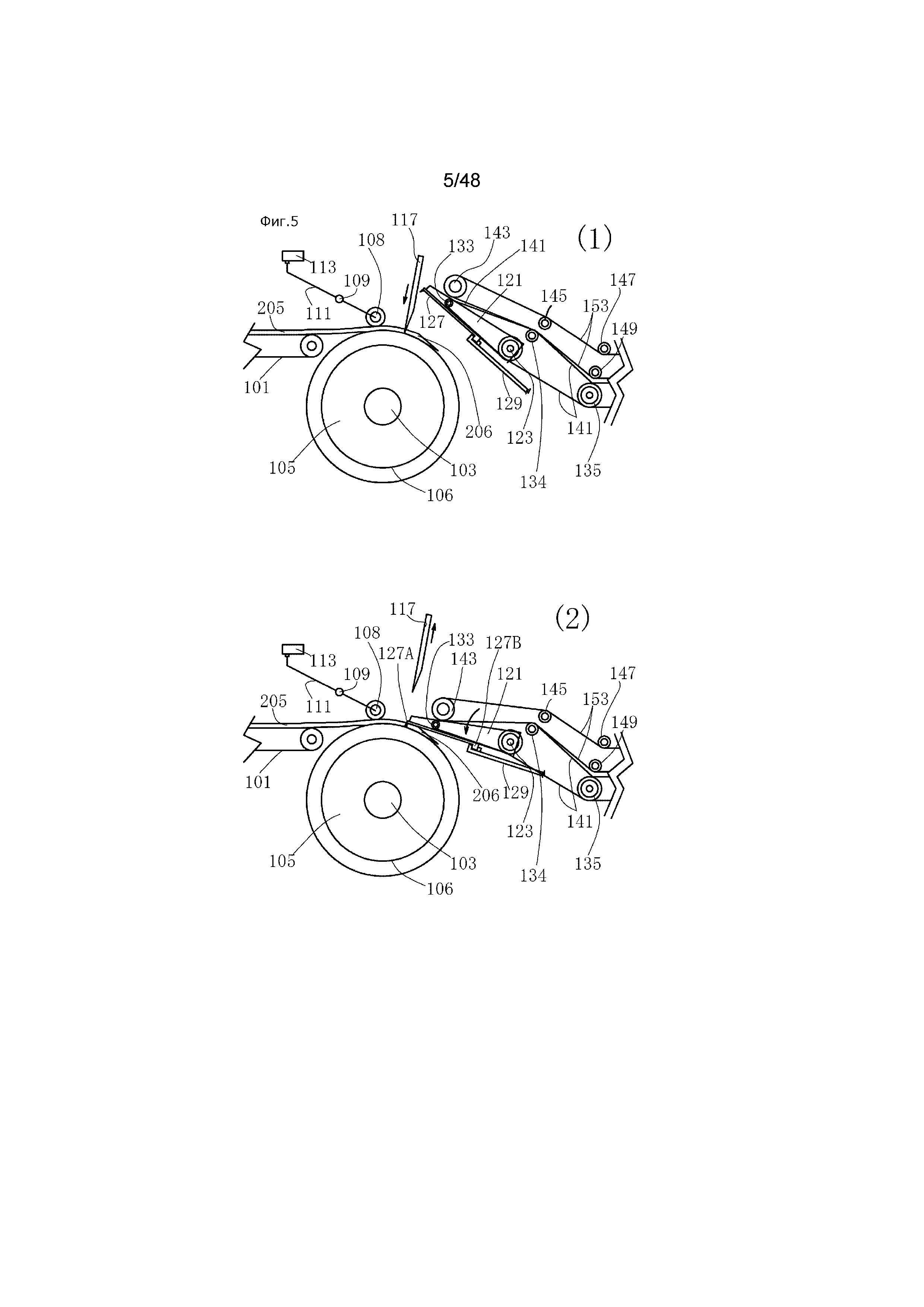
Как показано на фиг.4 (2), после остановки входного конвейера 101 и упорного валка 105 при получении сигналов обнаружения переднего конца листа шпона устройство управления 200 выдает сигнал срабатывания на сервопривод 119 для того, чтобы привести его в действие, и в результате нож 117 опускается вниз с верхнего места ожидания до места отрезания, показанного на фиг.5 (1). При отрезании ножом 117 листа шпона 205 передние отходы и полезный лист шпона отделяются друг от друга.
Вслед за этим посредством сервопривода 119 перемещают нож 117 к верхнему месту ожидания и останавливают его там так, как показано на фиг.5 (2).
После перемещения ножа 117 до верхнего места ожидания приводят сервопривод 125 в действие, за счет чего осуществляют поворотное опускание вниз разводного механизма для сортировки 121, снабженного стержнем с крючком 127 и ходовой частью 129, вокруг оси 123 до места, указанного на фиг.5 (2), в направлении знака стрелки, затем останавливают их.
После их остановки кончик 127А стержня с крючком 127 входит в зазор между передними отходами 206 и полезным листом шпона 205.
Посредством сигнала срабатывания, выданного от устройства управления 200, приводят сервопривод 131 в действие, чтобы перемещать ходовую часть 129 в направлении, указанном знаком стрелки на фиг.6 (1).
В результате изогнутая часть 127В, опирающаяся на держатель 129А ходовой части 129, то есть стержень с крючком 127, перемещается направо.
В то же время передние отходы 206 захватываются кончиком 127А стержня с крючком 127 и перемещаются направо, затем удаляются и падают вниз с упорного валка 105 так, как показано на фиг.6 (2).
В тот момент, когда передние отходы 206 устранены из упорного валка 105, посредством устройства управления 200 приводят сервопривод 125 в действие и осуществляют поворот разводного механизма для сортировки 121, снабженного стержнем с крючком 127 и ходовой частью 129, в направлении, указанном знаком стрелки на фиг.6 (2), так, чтобы погрузить передний конец разводного механизма для сортировки 121 в канавку 106, образованную по окружности упорного валки 105, и останавливают его в месте, показанном на фиг.5 (2).
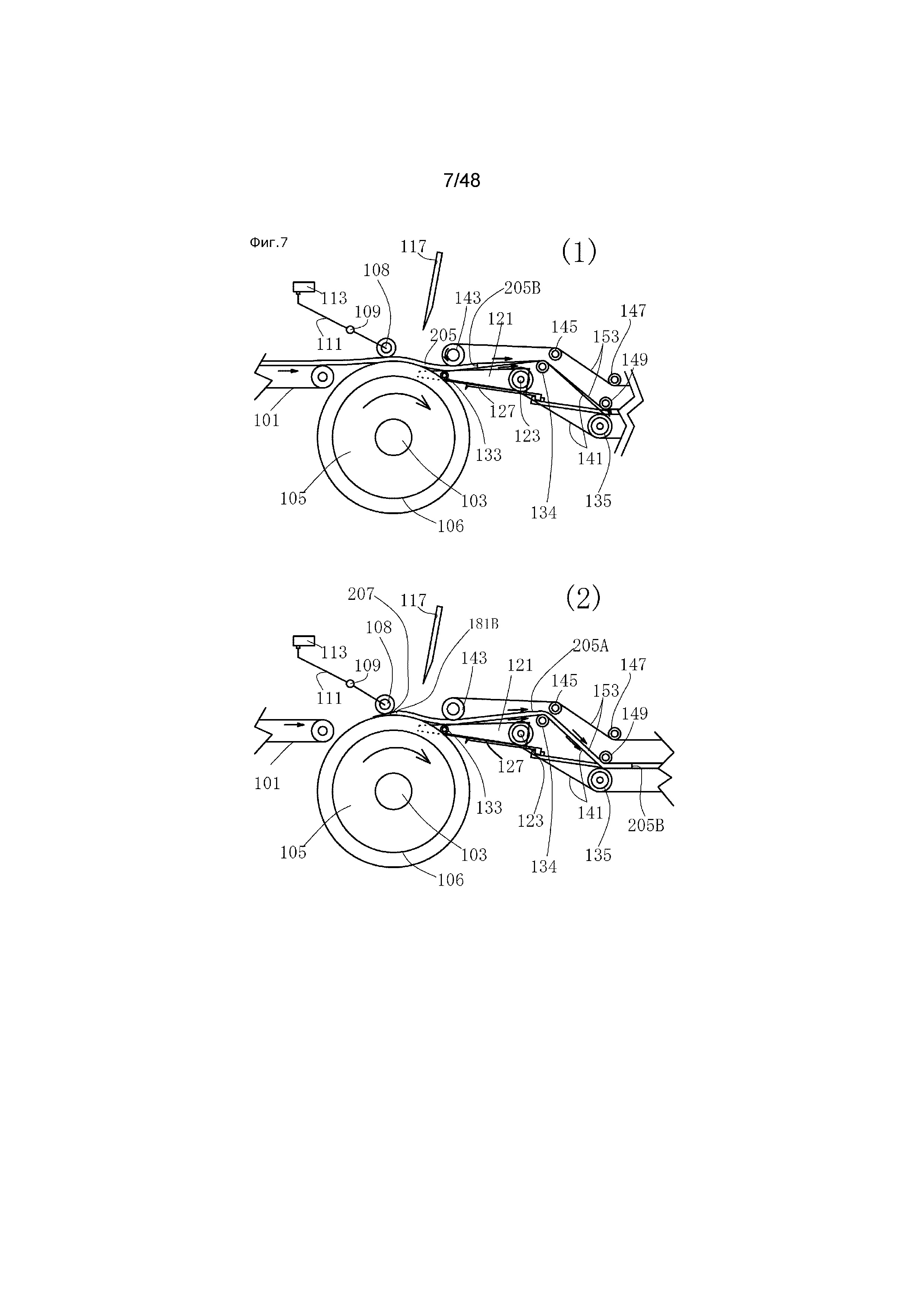
Вслед за этим посредством устройства управления 200 приводят в действие сервоприводы 115 и 139 для того, чтобы входной конвейер 101, упорный валок 105, 1–я нижняя конвейерная лента 141 и 1–я верхняя конвейерная лента 153 задвигались в направлениях, указанных знаками стрелок на фиг.7 (1).
Передний конец 205В листа шпона 205 входит от поверхности упорного валка 105 через разводный механизм для сортировки 121 в пространство между 1–й нижней конвейерной лентой 141 и 1–й верхней конвейерной лентой 153, затем конвейерные ленты 141 и 153 транспортируют лист шпона 205, как показано на фиг.7(1).
Как показано на фиг.7 (2), граница 205С листа шпона 205, имеющая толщину меньше заданной, проходит под роликом 108. Если даже один из предельных выключателей 113 включается, то электрический ток протекает по нормально замкнутой цепи.
В результате задний конец полезного листа шпона, являющийся границей, от которой начинаются задние отходы, обнаруживается датчиками, и сигналы обнаружения заднего конца передается к устройству управления 200.
Как и в случае с передним концом листа шпона, устройство управления 200 при получении сигналов обнаружения заднего конца листа шпона выдает через цепь задержки сигналы останова на сервоприводы 115 и 139 с тем, чтобы упомянутый задний конец находился в месте отрезания ножом 117 на поверхности упорного валка 105.
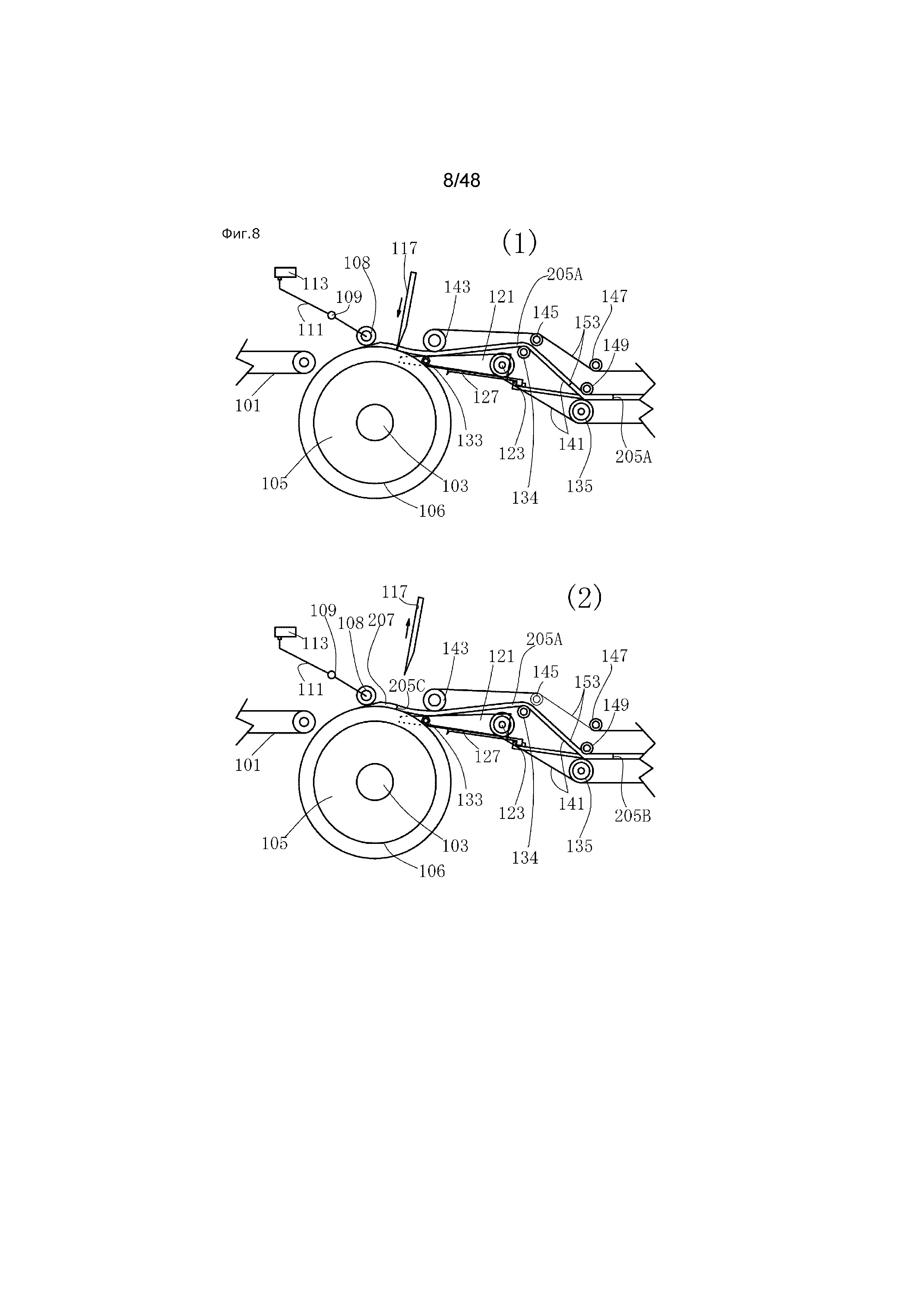
В результате, как показано на фиг.8 (1), входной конвейер 101, упорный валок 105, 1–я нижняя конвейерная лента 141 и 1–я верхняя конвейерная лента 153 останавливаются.
За счет сигнала, выданного от устройства управления 200, приводят сервопривод 119 в действие, и в результате нож 117 опускается вниз с верхнего места ожидания до места отрезания. Как показано на фиг.8 (1), лист шпона 205 отрезается. При этом задние отходы 207 и полезный лист шпона (далее именуется – полезный лист шпона 205А с целью отличать лист шпона 205 до его отрезания от листа шпона после его отрезания) отделяются друг от друга.
Посредством сервопривода 119 перемещают нож 117 к верхнему месту ожидания и останавливают его, как показано на фиг.8 (2).
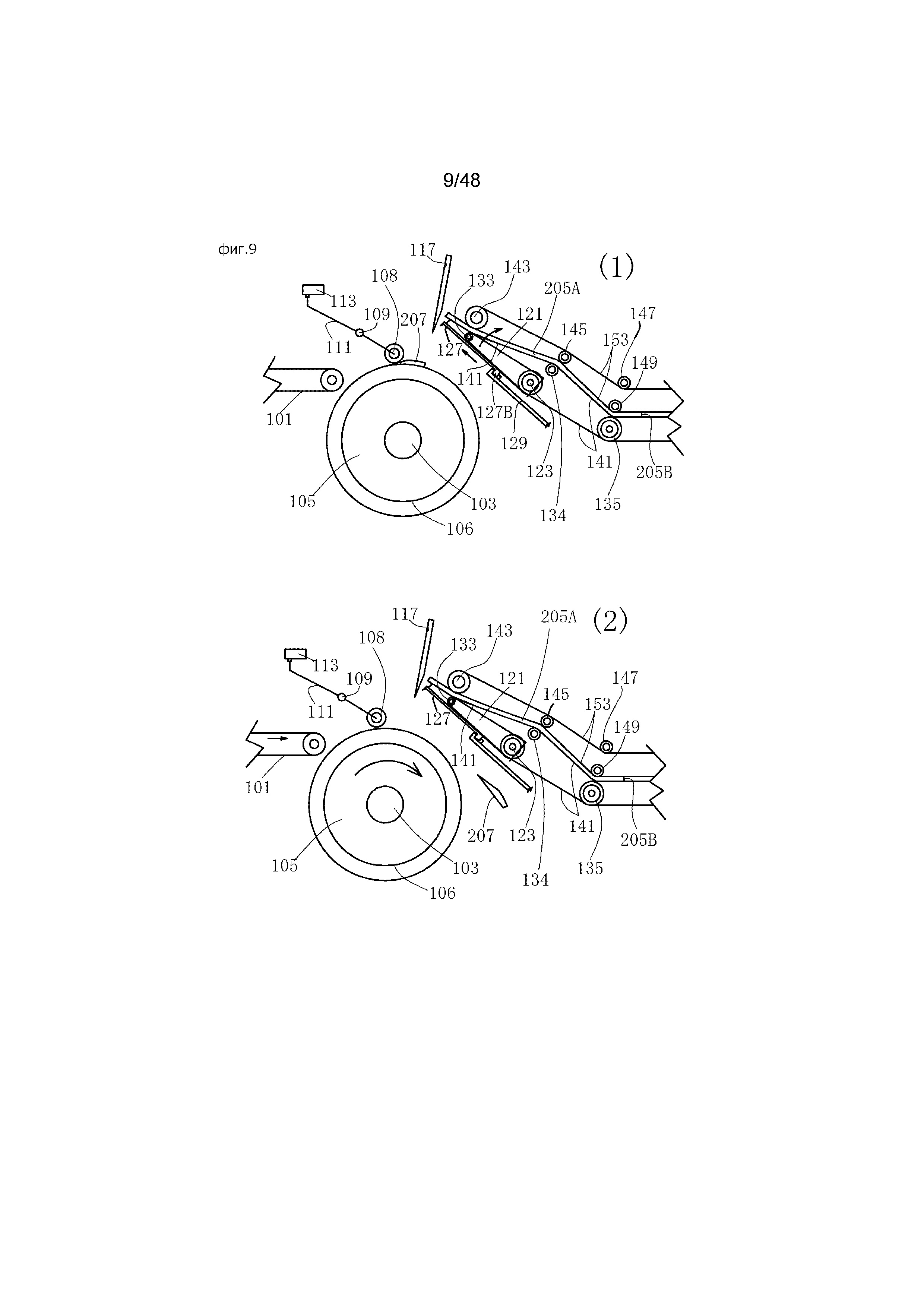
После перемещения ножа 117 к верхнему месту ожидания приводят сервопривод 125 в действие за счет сигнала, выданного от устройства управления 200, с тем, чтобы разводный механизм для сортировки 121, снабженный стержнем с крючком 127 и ходовой частью 129, в сборе совершал поворотно–подъемное движение в направлении, указанном знаком стрелки на фиг.9 (1), и остановился на месте.
При этом задние отходы 207 находятся на поверхности упорного валка 105, а также полезный лист шпона 205А зажимается между 1–й нижней конвейерной лентой 141 и 1–й верхней конвейерной лентой 153.
Во время их подъема вверх приводят сервопривод 131 в действие за счет сигнала, выданного от устройства управления 200, с тем, чтобы ходовая часть 129 и стержень с крючком 127 переместились в левую верхнюю сторону и остановились на месте, указанном на фиг.9 (1).
В то время изогнутая часть 127В, опирающаяся на держатель 129А ходовой части 129, то есть стержень с крючком 127 перемещается в левую верхнюю сторону и останавливается на месте, указанном на фиг.9.
Вслед за этим приводят сервопривод 115 в действие за счет сигнала, выданного от устройства управления 200, с тем, чтобы входной конвейер 101 и упорный валок 105 сработал. При этом задние отходы 207 на поверхности упорного валка 105 перемещаются направо и падают вниз так, как показано на фиг.9 (2). В результате они устраняются из поверхности упорного валка 105.
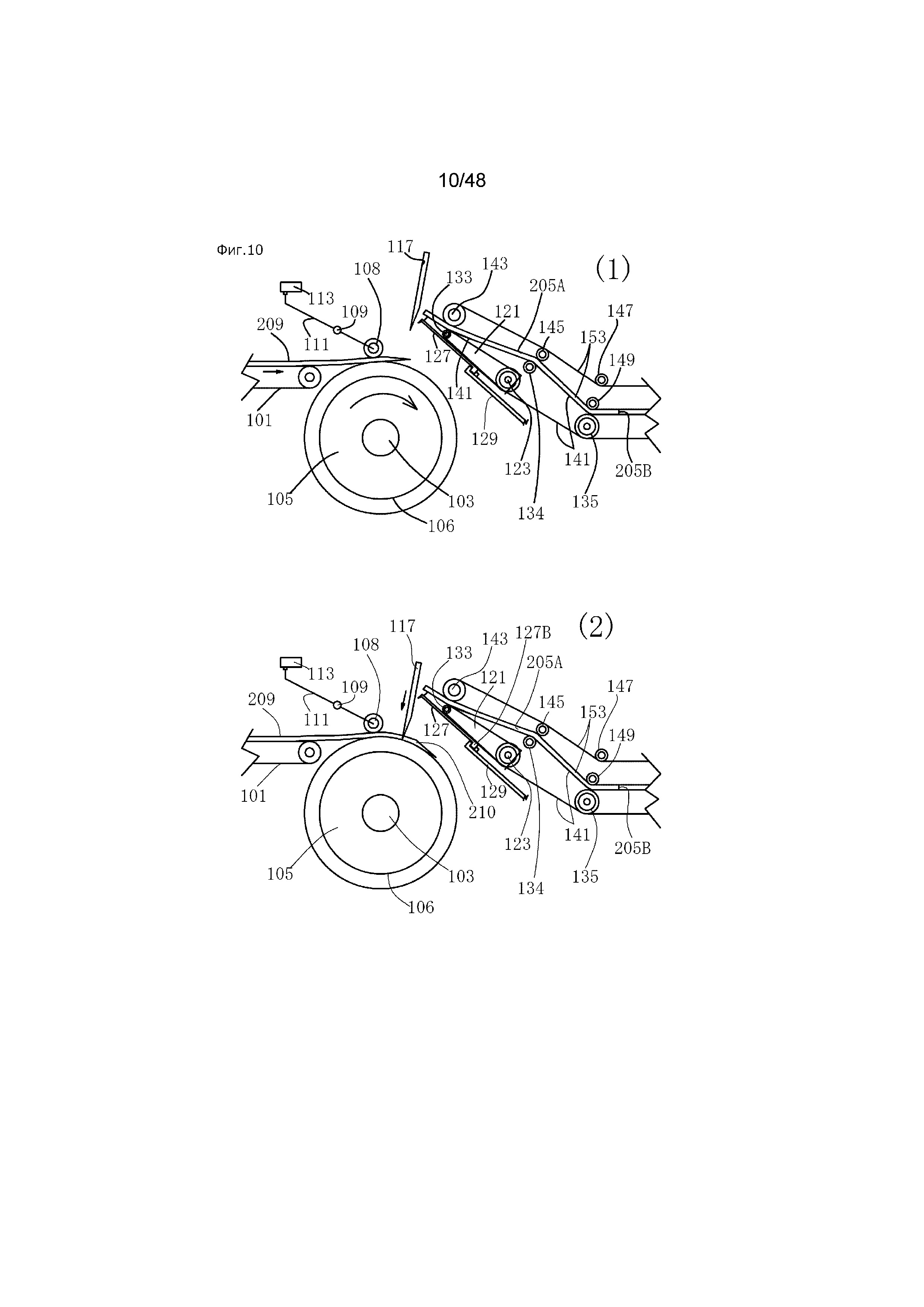
Между тем, последующий лист шпона 209 перемещается на входном конвейере 101. Как показано на фиг.10 (1), передние отходы листа шпона 209 на упорном валке 105 приходят к ролику 108. Устройство управления 200 после получения сигнала обнаружения переднего конца листа шпона, выданного предельным выключателем 113, совершает такую же работу, как и в случае с листом шпона 205 на фиг.4 (2).
Как показано на фиг.10 (2), нож 117, разводный механизм для сортировки 121, стержень с крючком 127 и ходовая часть 129 поступают таким образом, как показано на фигурах от 5 (1) до 6 (2). В результате передние отходы 210 устраняются из поверхности упорного валка 105. Как показано на фиг.11 (1), передний конец разводного механизма для сортировки 121 погружается в канавку 106, образованную по окружности упорного валка 105, так, как показано на фиг.6 (2), и ожидает следующей работы.
Как показано на фиг.11 (1), во время этого ожидания задний конец 205С полезного листа шпона 205А и передний конец 209В последующего листа шпона 209, полученного после отрезания передних отходов 210, располагаются друг напротив друга (далее именуется – расположение напротив друг друга).
По истечении времени, необходимого для погружения переднего конца разводного механизма для сортировки 121 в упомянутую канавку, посредством устройства управления 200 приводят сервоприводы 115 и 139 в действие с тем, чтобы входной конвейер 101, упорный валок 105, 1–я нижняя конвейерная лента 141 и 1–я верхняя конвейерная лента 153 сработали в направлениях, указанных знаками стрелок на фиг.11 (1).
При этом задний конец 205С полезного листа шпона 205А и передний конец 209В листа шпона 209, расположенные напротив друг друга, перемещаются направо так, как показано на фиг.11 (2).
Когда через некоторое время задние отходы листа шпона 209 проходят под роликом 108, то такие же работы, как показано на фигурах от 8 (1) до 9 (2), повторяются, и приход листа шпона, последующего за листом шпона 209, ожидается на поверхности упорного валка 105.
Для каждого из последующих листов шпона повторяются одни и те же рабочие операции, и полезные листы шпона в количестве нескольких штук, которые зажимаются между 1–й нижней конвейерной лентой 141 и 1–й верхней конвейерной лентой 153 и располагаются напротив друг друга, перемещаются в направлении, указанном знаком стрелки на фиг.11 (2).
Информация о положениях обоих краев двух листов шпона (далее именуется – соединяемые части), расположенных напротив друг друга, передается к устройству управления 200 через сервопривод для управления пуском и остановом обеих лент 141 и 153 с абсолютным датчиком положения 139, способным обнаружить абсолютное положение.
За счет сигналов, выданных от устройства управления 200, сервоприводы 159, 169 и 188 приводятся в действие на основе информации о положениях, и в результате задний конец листа шпона 205С и передний конец листа шпона 209В соединяются друг с другом путем приклейки бумажных лент 163 к ним.
Соединение листов шпона осуществляется таким образом, что бумажные ленты 163 прижимаются к поверхностям листов шпона опорами для нагревательных частей 195 и 203, расположенными на устройстве для подачи бумажных лент 160.
Но по этому способу требуется, например, около 10 секунд для обеспечения достаточной адгезионной прочности бумажных лент 163. Однако если осуществляют прижим бумажных лент к поверхностям листов шпона в фиксированном месте, то во время приклейки бумажных лент перемещать листы шпона невозможно, что приводит к снижению производительности.
Поэтому в случае с известными устройствами, – посредством устройства управления 200 опоры для нагревательных частей 195 и 203 перемещаются и останавливаются в соответствии с движением обеих лент 141 и 153, то есть в соответствии с движением листов шпона.
Как упомянуто выше, соединяемые части 182, состоящие из концов листов шпона 205С и 209В, расположенных напротив друг друга, перемещаются между обеими лентами 141 и 153.
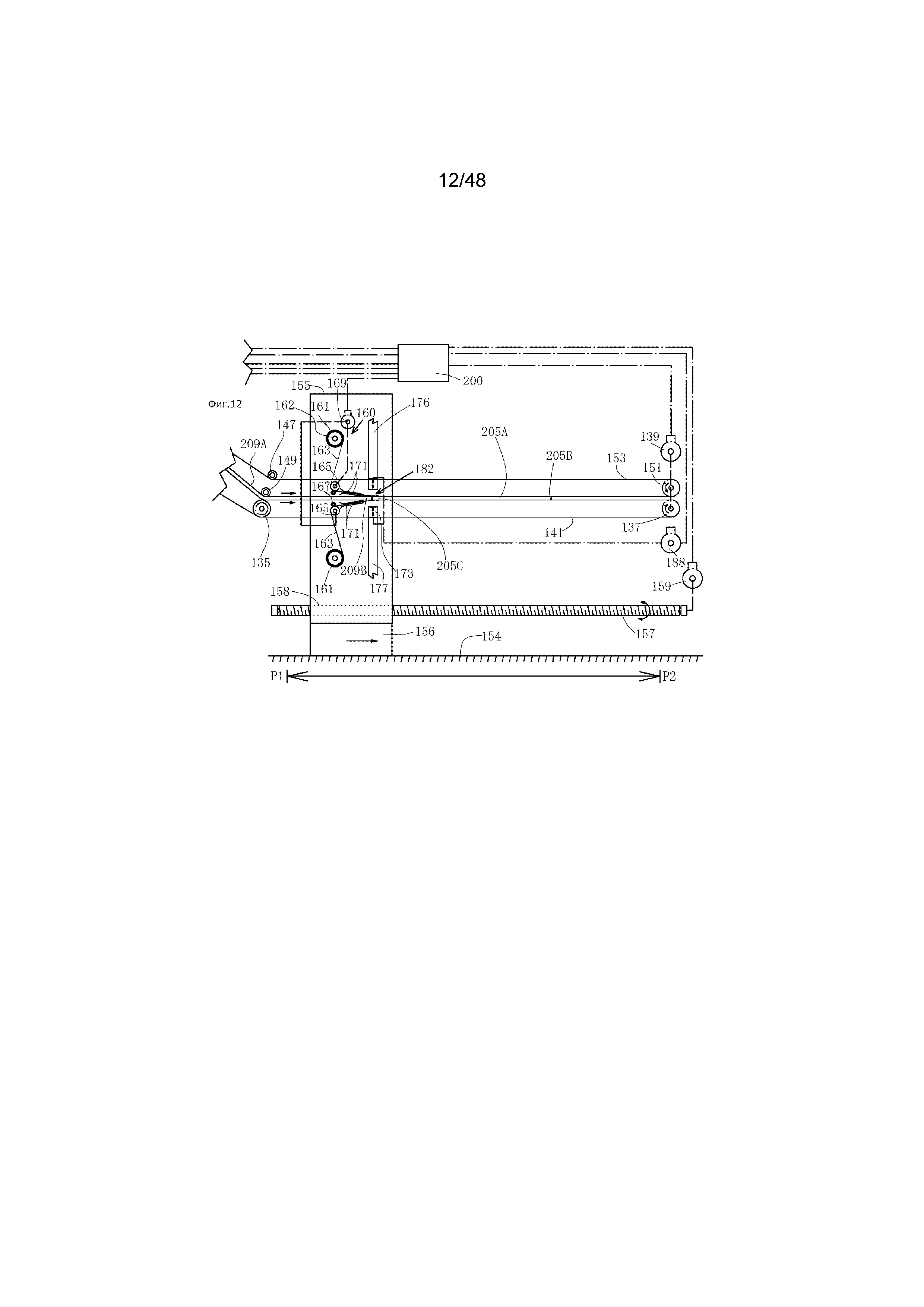
Как показано на фиг.12, устройство управления 200 выдает сигналы срабатывания при обнаружения абсолютным датчиком сервопривода 139 соединяемых частей 182 вблизи от пространства между опорами для нагревательных частей 195 и 203 после их прихода к зоне соединения.
При этом сервопривод 159 приводится в действие для вращения винта с наружной резьбой 157, что приводит к перемещению станины 155 направо так, как показано на фиг. 12.
Станина 155 быстро или медленно перемещается с тем, чтобы положения опор для нагревательных частей 195 и 203, расположенных вверху и внизу напротив друг друга, согласовались с положением соединяемых частей 182.
При обнаружении согласованности обоих положений, упомянутых выше, с помощью абсолютного датчика сервопривода 139 устройство управления 200 выдает сигналы срабатывания на сервопривод 159, и в результате станина 155 и соединяемые части 182 перемещаются с одной и той же скоростью.
При этом посредством сервопривода 188 перемещают 1–й верхний подъемно–опускной узел 176 и 1–й нижний подъемно–опускной узел 177 для их приближения друг к другу в вертикальном направлении на фиг.12.
В результате опоры для нагревательных частей 195 и 203, расположенные у устройства для подачи бумажных лент 160, перемещаются к месту прижима бумажных лент 163 к соединяемым частям 182.
Как показано на фиг.13 и на увеличенном виде сбоку на фиг.14 вдоль линии W–W, указанной штрихпунктирной с двумя точками линией на фиг. 13, бумажные ленты 163 приклеиваются сверху и снизу к лицевой и оборотной сторонам соединяемых частей 182 листов шпона 205А и 209А путем нагрева упомянутых бумажных лент и их прижима к упомянутым соединяемым частям посредством нагревательных частей 195А и 203А.
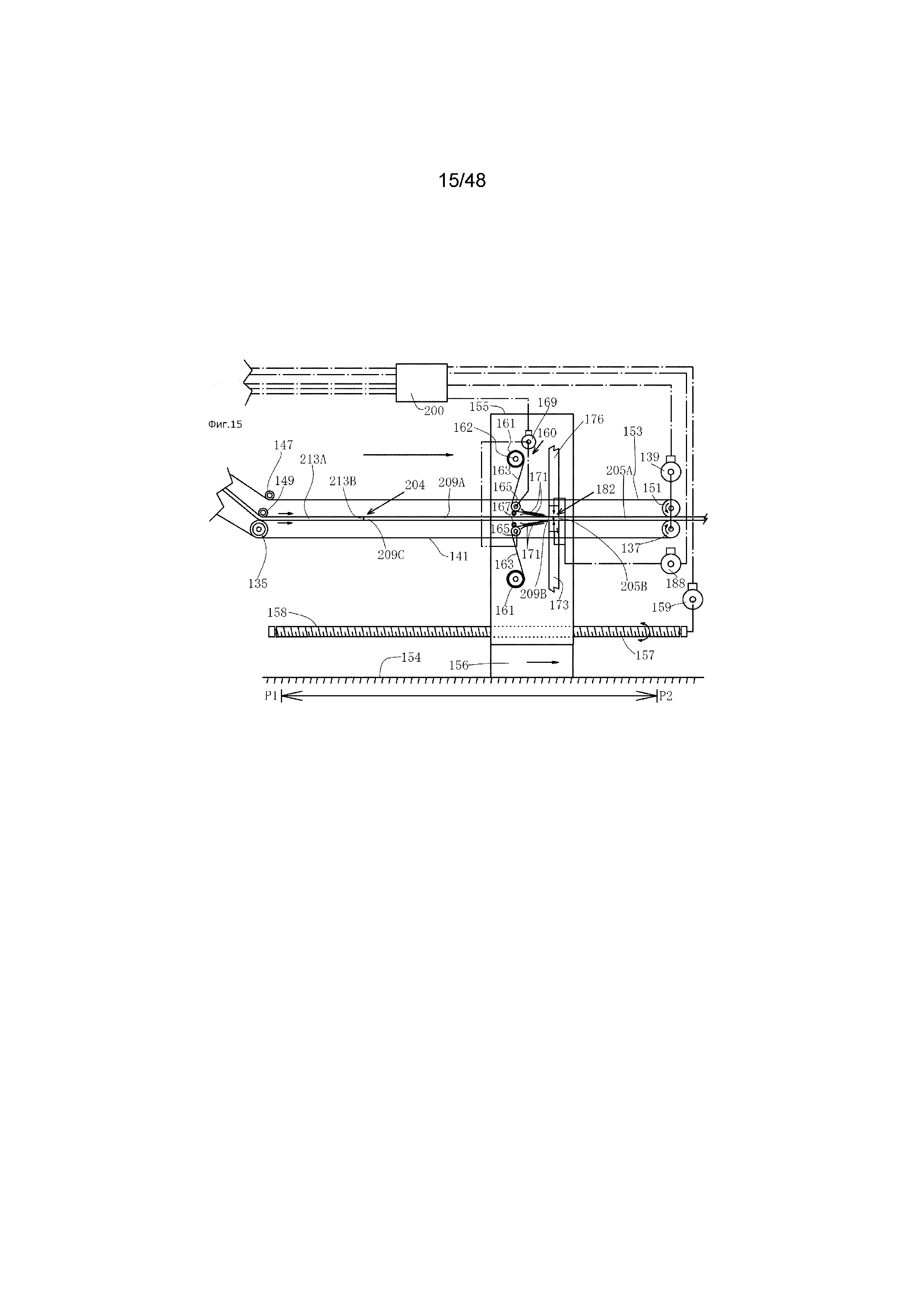
Во время прижима бумажных лент 163 продолжается их нагрев, когда за счет сигналов, выданных от устройства управления 200, перемещаются и останавливаются нагревательные части 195А и 203А, расположенные на станине 155, в соответствии с перемещением и остановом соединяемых частей 182 таким образом, как показано на фиг.15.
При прижиме бумажных лент 163 к соединяемым частям 182 с помощью нагревательных частей 195А и 203А, например, случается, что задний конец листа шпона 205, который перемещается между обеими лентами 141 и 153, обнаруживается датчиком на упорном валке 105 так, как показано на фиг.11 (2).
При этом, если соединяемые части 182 находятся в пределах зоны соединения, составляющей участок между точками Р1 и Р2, то за счет сигналов срабатывания, выданных от устройства управления 200, входной конвейер 101, упорный валок 105, обе ленты 141 и 153 приводят к останову с тем, чтобы остановить листы шпона 205А и 209А.
Вместе с тем, устройство управления 200 выдает сигнал и на сервопривод 159 с тем, чтобы остановить вращение винта с наружной резьбой 157 для останова движения станины 155.
Таким образом, нагревательные части 195А и 203А продолжают нагрев, и одновременно с тем они перемещаются и останавливаются в соответствии с движениями соединяемых частей 182 перемещаемых или останавливаемых полезных листов шпона.
Как упомянуто выше, нагрев продолжается, и устройство управления 200 по истечении заданного времени нагрева – 10 секунд выдает нижеследующие сигналы срабатывания независимо от движения станины 155.
Прежде всего приводят сервопривод 169 в действие с тем, чтобы вращать верхний ведущий ролик 165 в направлении по часовой стрелке, а также – нижний ведущий ролик 165 в направлении против часовой стрелки, как показано на фиг.1.
При этом бумажные ленты 163, прижатые к листам шпона 205А и 209А посредством нагревательных частей 195А и 203А, притягиваются налево так, как показано на фиг.1, и отрезаются острыми кончиками нагревательных частей 195А и 203А, и в результате бумажные ленты 163 с определенной длиной остаются приклеенными к лицевой и оборотной сторонам соединяемых частей 182.
По истечении времени, необходимого для отрезания бумажных лент 163, устройство управления 200 выдает сигналы срабатывания на сервопривод 188 с тем, чтобы переместить находящиеся в местах прижима нагревательные части 195А и 203А к местам ожидания, независимо от перемещения или останова соединяемых частей 182 полезных листов шпона и опор для нагревательных частей 195 и 203.
При этом клей, оставшийся на отрезанных частях бумажных лент 163, приклеенных к соединяемым частям, уже отвердел, и листы шпона 205А и 209А находятся в соединенном состоянии.
Вслед за этим устройство управления 200 выдает сигналы срабатывания на сервопривод 162 для последующей операции соединения с тем, чтобы посредством ведущих роликов 165 вставить бумажные ленты 163 лишь на заданную длину в пространство между нагревательными частями 195А и 203А.
Когда нагрев бумажных лент посредством нагревательных частей 195А и 203А производится в течение 10 секунд, станина 15, допустим, находится в месте, показанном на фиг.15.
Устройство управления 200 по истечении 10 секунд выдает сигналы срабатывания, за счет чего нагревательные части 195А и 203А начинают перемещаться к местам ожидания.
Вместе с тем, устройство управления 200 выдает сигналы подготовительных работ для того, чтобы приклеить бумажные ленты 163 ко вторым соединяемым частям 204 полезных листов шпона 209А и 213А.
Эти подготовительные работы производятся по–разному в зависимости от нижеследующих условий. Если соединяемые части 204 еще не приходят к зоне соединения, то посредством сервопривода 159 после получения сигнала от устройства управления 200 станина 155 перемещается к исходному положению, показанному на фиг.12, затем останавливается и ожидает прихода соединяемых частей 204.
А также если соединяемые части 204 уже находятся в зоне соединения, то устройство управления 200 выдает нижеследующий сигнал.
То есть соединяемые части 204, состоящие из заднего конца 209С полезного листа шпона 209А и переднего конца 213В листа шпона 213А, находятся в месте, показанном на фиг.15.
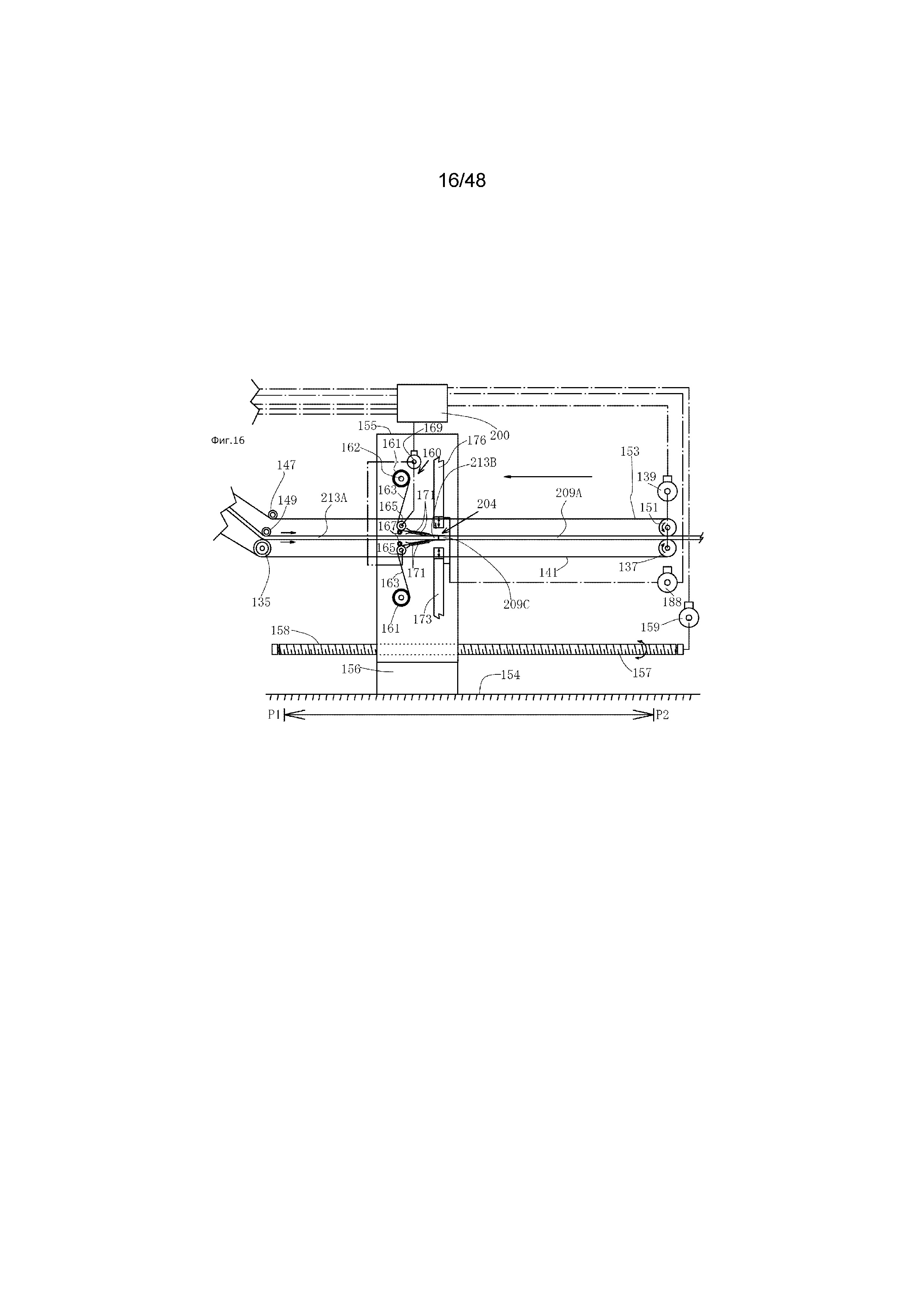
Посредством сервопривода 159 после получения сигнала от устройства управления 200, получившего информацию о положении соединяемых частей 204, перемещают станину 155, расположенную на месте, показанном на фиг.15, налево к месту, где располагается соединяемые части 204, как показано на фиг.16.
Немного времени требуется для того, чтобы станина 155 начала перемещаться от места, показанного на фиг.15, и пришла к месту, показанному на фиг.16.
Одновременно с этим, соединяемые части 204 перемещаются направо, и информация об их положении постоянно сообщается устройству управления 200. На основе этой информации станина 155 перемещается к месту, где нагревательные части 195А и 203А располагаются напротив соединяемых частей 204.
В результате место, где нагревательные части 195А и 203А располагаются напротив соединяемых частей 204, находится на более правой стороне, чем место соединяемых частей 204, показанное на фиг.15.
Если устройство управления 200 подтверждает то, что положения опор для нагревательных частей 195 и 203 совпадают с положением соединяемых частей 204, а также они располагаются напротив друг друга, то посредством сервопривода 159 после получения сигнала от устройства управления 200 станина 155 через винт с наружной резьбой 157 перестает перемещаться налево.
После этого станина 155 начинает перемещаться направо синхронно с перемещением соединяемых частей 204 посредством сервопривода 159 и др. При этом сервопривод 188 приводится в действие с тем, чтобы нагревательные части 195А и 203А прижимались к соединяемым частям 204.
В последующих процессах прижим нагревательных частей 195А и 203А к соединяемым частям 204 производится синхронно с перемещением и остановом соединяемых частей 204, то есть синхронно с перемещением и остановом станины 155.
Как для соединяемых частей 204, так и для соединяемых частей 182 нагрев продолжается примерно в течение 10 секунд, и бумажные ленты 163 приклеиваются к упомянутым соединяемым частям с тем, чтобы соединить полезные листы шпона 209А и 213А между собой.
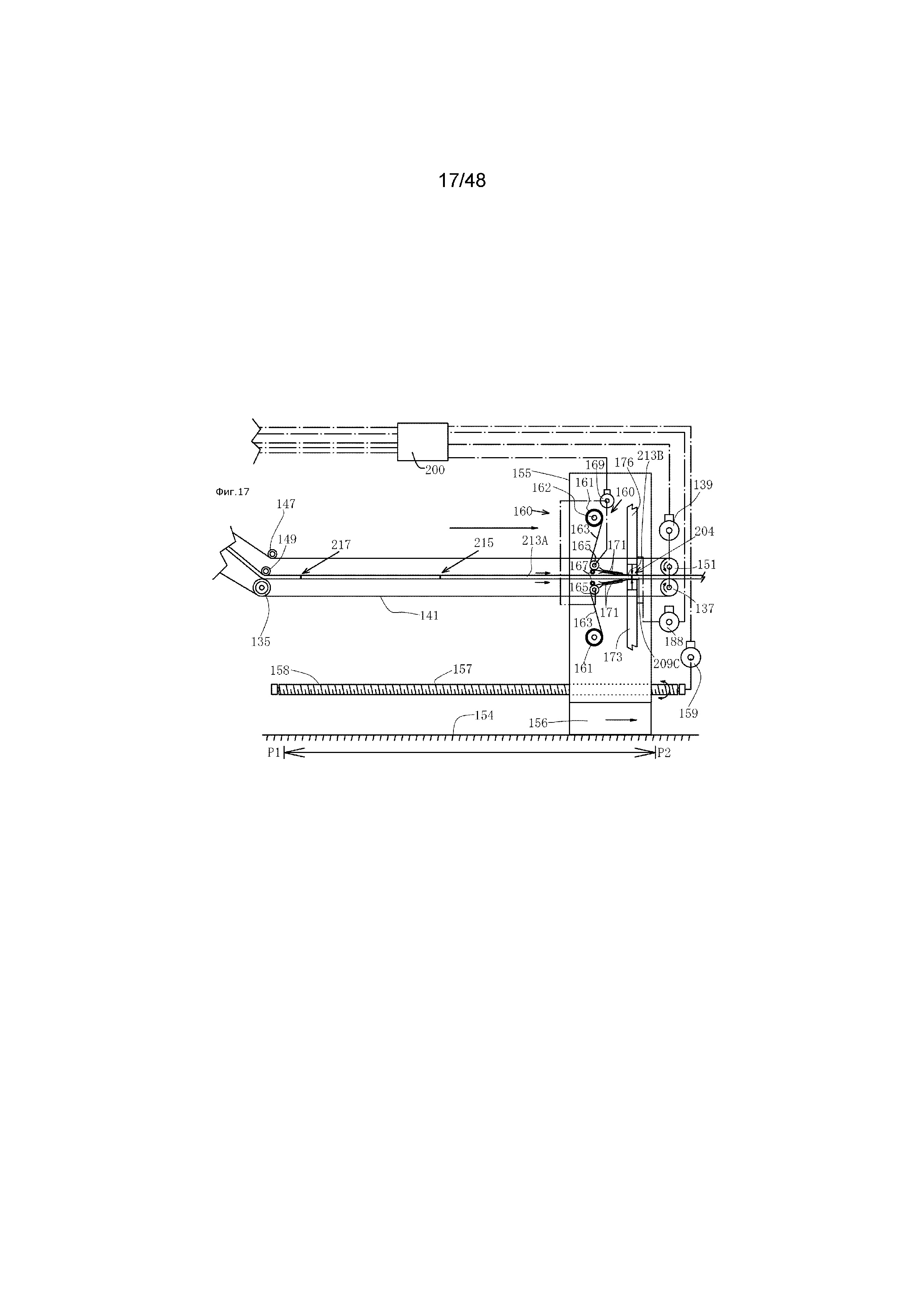
По истечении 10 секунд случается, что станина 155 находится вблизи от правого края в зоне соединения, как показано на фиг.17.
Если длина листа шпона, последующего за листом шпона 213, короткая в направлении, перпендикулярном направлению волокна листа шпона, то случается, что сразу две соединяемые части 215 и 217, например, уже находятся в зоне соединения.
При этом прежде всего перемещают станину 155 к соединяемым частям 215, находящимся на самой задней стороне в направлении перемещения, и приклеивают бумажные ленты 163 таким же образом, как и в случае с соединяемыми частями 182.
Как упомянуто выше, соединяемые части 215 и станина 155 перемещаются и останавливаются синхронно друг с другом, но если до истечения 10 секунд они приходят к точке Р2 в зоне соединения, то за счет сигналов, выданных от устройства управления 200, сервоприводы 115, 139 и 159 останавливаются. Благодаря этому в течение 10 секунд нагревательные части 195А и 203А прижимаются к соединяемым частям 215.
По истечении 10 секунд за счет сигналов, выданных от устройства управления 200, станина 155 перемещается ко следующим соединяемым частям 217 (они перемещаются в правую сторону более, чем положение, показанное на фиг.17, то есть лишь на расстояние перемещения соединяемых частей 215), затем нагревательные части 195А и 203А прижимаются к соединяемым частям 217.
Соединение каждых соединяемых частей производится таким образом, как упомянуто выше, но если время 10 секунд, затрачиваемых на прижим нагревательных частей 195А и 203А, не истекает даже после прихода каких–то соединяемых частей к точке Р2 в зоне соединения, являющейся концом передней стороны в направлении подачи листов шпона, то прекращают подачу листов шпона путем останова сервоприводов 115, 139 и 159, то есть предпочтительно производить их прижим в течение 10 секунд в пределах зоны соединения.
Каждый раз, когда длина полезных листов шпона, соединенных поочередно, становится заданной в направлении, перпендикулярном направлению волокна листа шпона, то они отрезаются в качестве одного листа шпона и укладываются в штабель.
Известно устройство для соединения листов шпона с такой компоновкой, как показано на схемах патентной литературы 1, раскрытой в бюллетене Японского патентного ведомства №36–296
Однако устройство для соединения листов шпона, такое как изложено выше, имеет нижеследующие недостатки.
То есть зазор между двумя листами шпона, из которых состоят соединяемые части 182, расширяется во время их подачи. Например, как показано на фиг.14, зазор между задним концом 205С полезного листа шпона 205А и передним концом 209В листа шпона 209А, из которых состоят соединяемые части 182, расширяется во время их подачи посредством 1–й нижней конвейерной ленты 141 и 1–й верхней конвейерной ленты 153.
При этом, если соединяют два листа шпона, например, бумажными лентами 163 в условиях, когда зазор между ними расширен таким образом, как упомянуто выше, то зазор между ними остается расширенным даже после их соединения.
Такие листы шпона могут отделиться друг от друга из–за непрочности частей, соединенных бумажными лентами. Или в случае с фанерой, ЛВЛ–брусом и др., изготовленными из таких листов шпона, – зазоры между листами шпона выглядят внешневидовыми дефектами, что может привести к понижению ценности товаров.
Для решения этих задач предлагается устройство, раскрытое в патентной литературе (1).
При этом за счет плиты горизонтального прижима 18 (номера, такие же, как и указываются в патентной литературе (1)), раскрытая в бюллетене Японского патентного ведомства №36–296), которая перемещается вперед с помощью соединения 25, упомянутый зазор уменьшается. Но это устройство имеет несколько проблем.
Для того, чтобы переместить плиту горизонтального прижима 18 вперед, требуются опорная рама 23, пружина 24, соединение 25 и др., что усложняет конструкцию устройства, и в результате техобслуживание для него тоже становится трудным.
В предлагаемом изобретении используется пластинчатая пружина, выполненная с возможностью перемещения одного листа шпона к другому за счет силы, вызванной при короблении упомянутой пластинчатой пружины, один конец которой прижимается к концевому участку упомянутого одного листа шпона, с тем чтобы устранить зазор между обоими листами шпона.
Техническим результатом предлагаемого изобретения является обеспечение возможности устранения зазора между предшествующим листом шпона и последующим листом шпона путем перемещения одного из упомянутых листов шпона к другому посредством пластинчатой пружины, благодаря чему конструкция устройства может быть более простой, а также облегчается техобслуживание для него.
Решение задачи, поставленной в заявляемом изобретении, достигается тем, что используется пластинчатая пружина для перемещения листа шпона, выполненная с возможностью устранения зазора между двумя листами шпона путем перемещения одного из упомянутых двух листов шпона к другому под действием наклонной части упомянутой пластинчатой пружины, подвергаемой короблению.
Для ознакомления с наилучшей формой осуществления изобретения ниже приводится описание нескольких примеров осуществления изобретения со ссылками на чертежи, на которых изображено:
Фиг.1 – Вид сбоку известного устройства
Фиг.2 – Частично увеличенный вид спереди в разрезе вдоль штрихпунктирной с двумя точками линии Х–Х из фиг.1
Фиг.3 – Вид сбоку в разрезе вдоль штрихпунктирной с двумя точками линии Y–Y из фиг.2
Фиг.4 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.5 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.6 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.7 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.8 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.9 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.10 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.11 – (1) Схема действий основных элементов известного устройства
(2) Схема действий основных элементов известного устройства
Фиг.12 – Вид сбоку известного устройства
Фиг.13 – Схема действий основных элементов известного устройства
Фиг.14 –Частично увеличенный вид спереди в разрезе вдоль штрихпунктирной линии W–W из фиг.13
Фиг.15 – Схема действий основных элементов известного устройства
Фиг.16 – Схема действий основных элементов известного устройства
Фиг.17 – Схема действий основных элементов известного устройства
Фиг.18 – Вид спереди устройства в примере осуществления
Фиг.19 – Частично увеличенный вид сбоку в разрезе вдоль штрихпунктирной линии S–S из фиг.18
Фиг.20 – Схема действий основных элементов в примере осуществления
Фиг.21 – Схема действий основных элементов известного устройства
Фиг.22 – Схема действий основных элементов в примере осуществления
Фиг.23 – Схема действий основных элементов в примере осуществления
Фиг.24 – Схема действий основных элементов в примере осуществления
Фиг.25 – Частичный вид сбоку в дополнительном примере осуществления
Фиг.26 – Вид сбоку в дополнительном примере осуществления
Фиг.27 – Частичный вид сбоку в дополнительном примере осуществления
Фиг.28 – Вид сбоку в дополнительном примере осуществления
Фиг.29 – Частичный вид сбоку в разрезе вдоль штрихпунктирной линии Т–Т из фиг.28
фиг.30 – Схема действий основных элементов в дополнительном примере осуществления
фиг.31 – Схема действий основных элементов в дополнительном примере осуществления
фиг.32 – Схема действий основных элементов в дополнительном примере осуществления
Фиг.33 – Вид сбоку в дополнительном примере осуществления
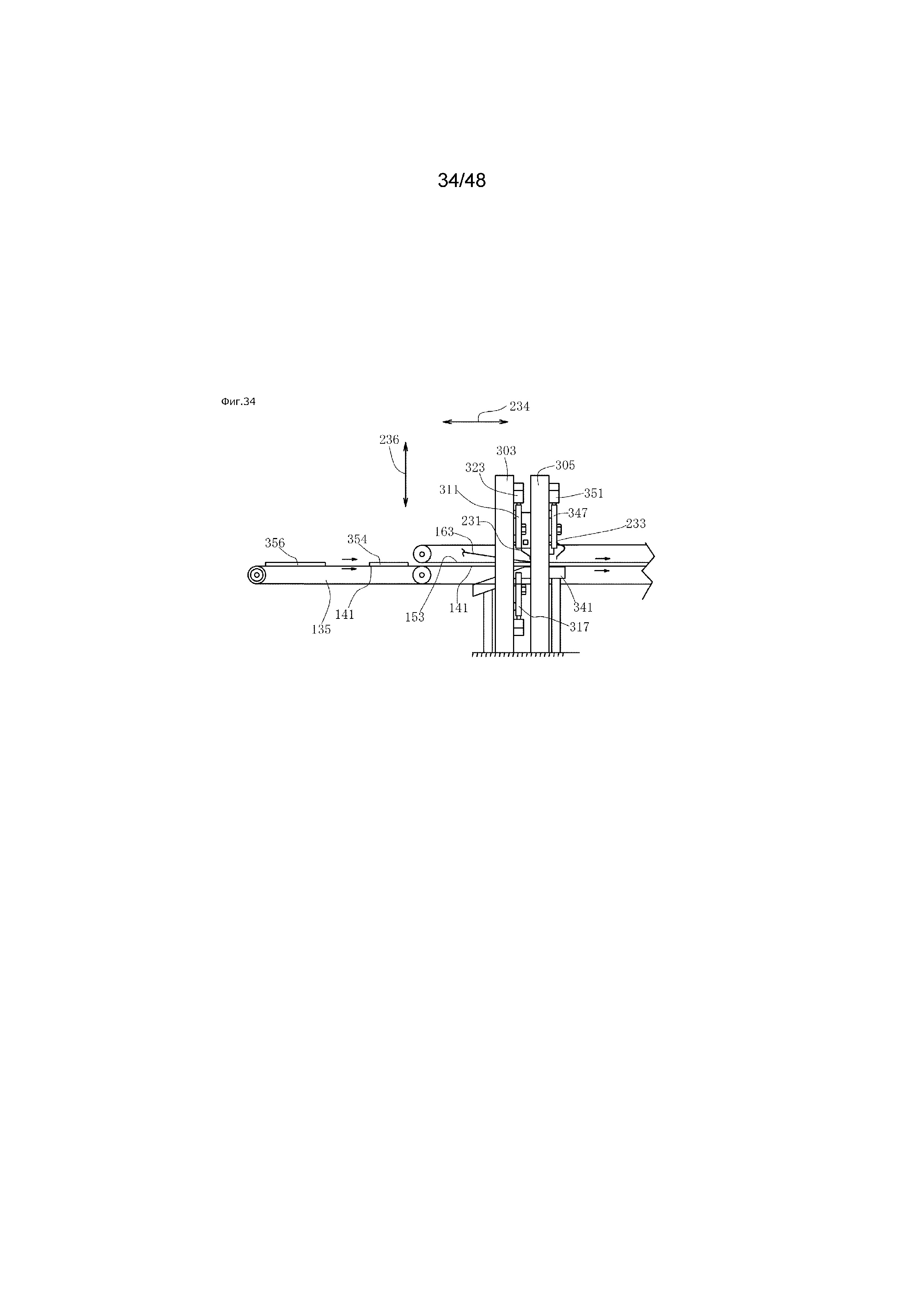
Фиг.34 – Вид сбоку в дополнительном примере осуществления
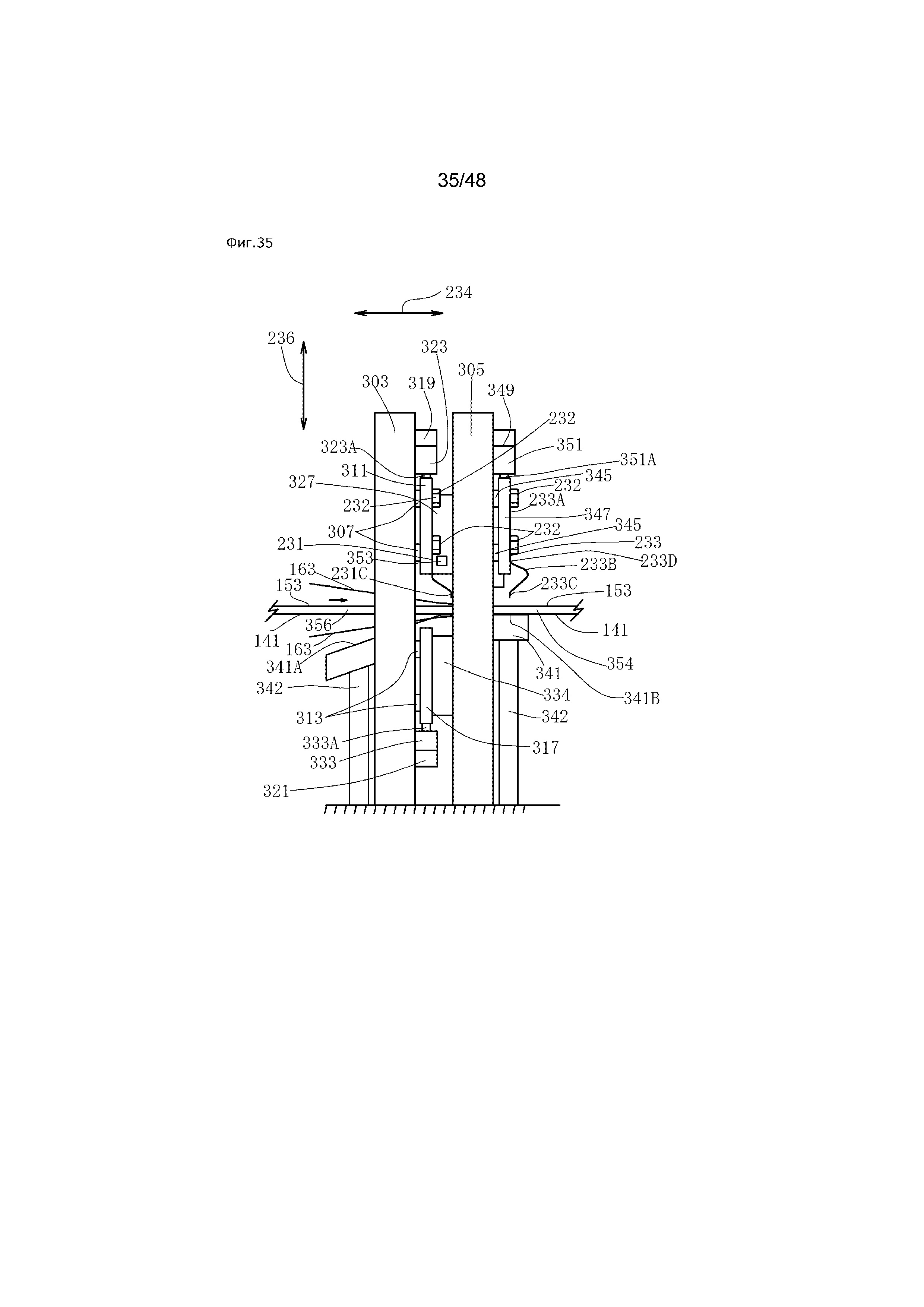
Фиг.35 – Вид сбоку в дополнительном примере осуществления
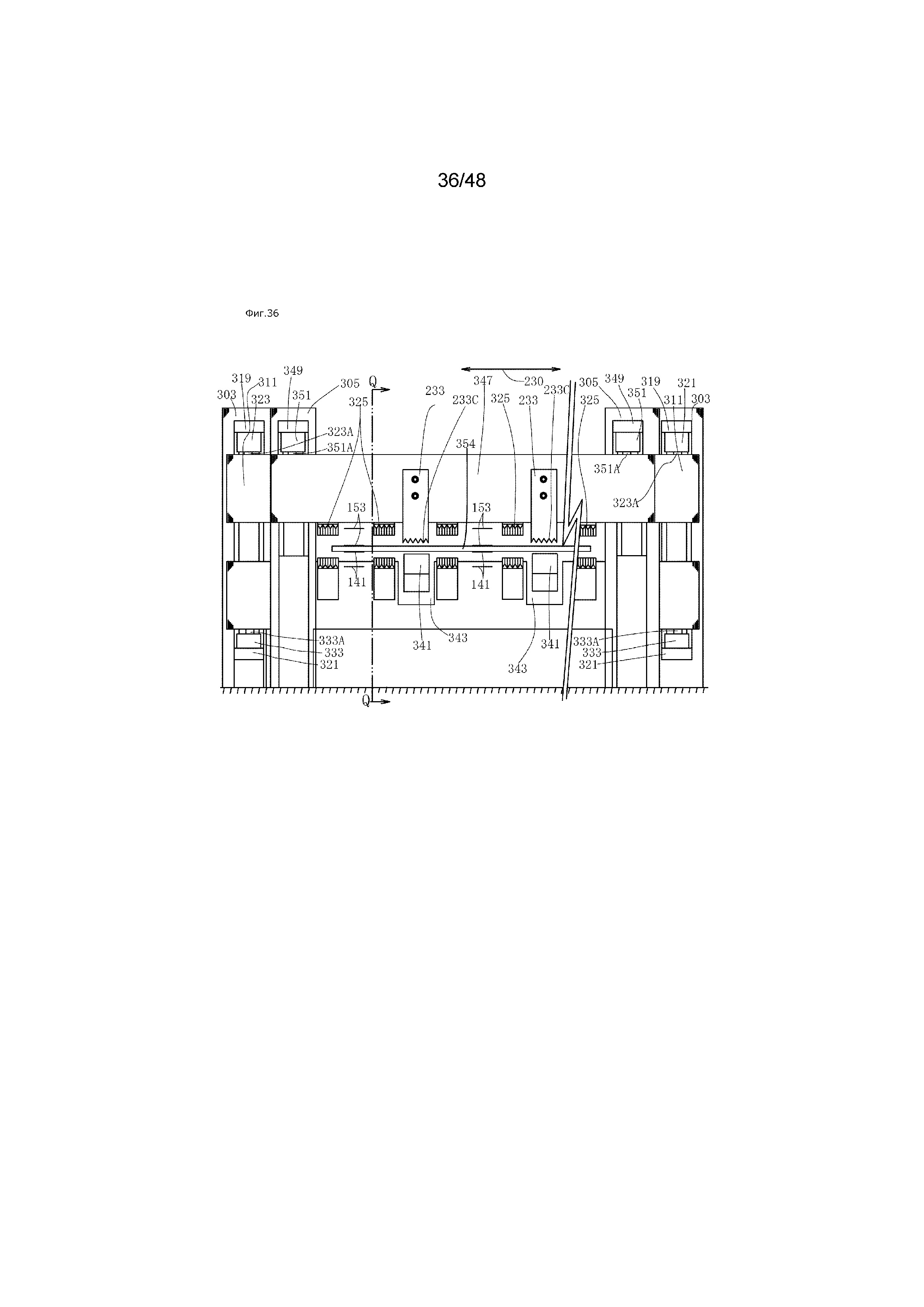
Фиг.36 – Вид сбоку, если смотреть на стойку 305 на фиг.35 справа направо
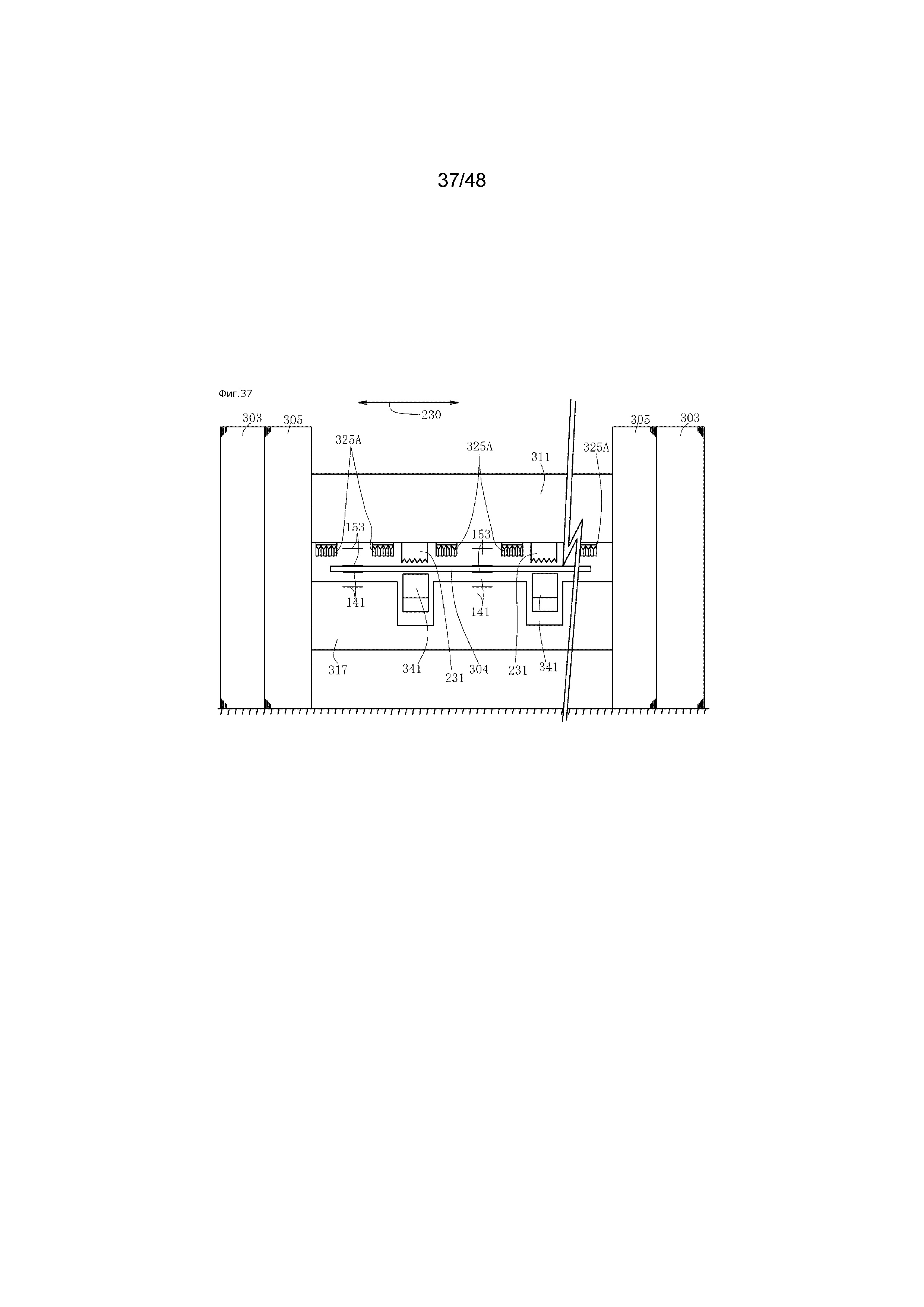
Фиг.37 – Вид сбоку, если смотреть на стойку 303 на фиг.35 справа направо
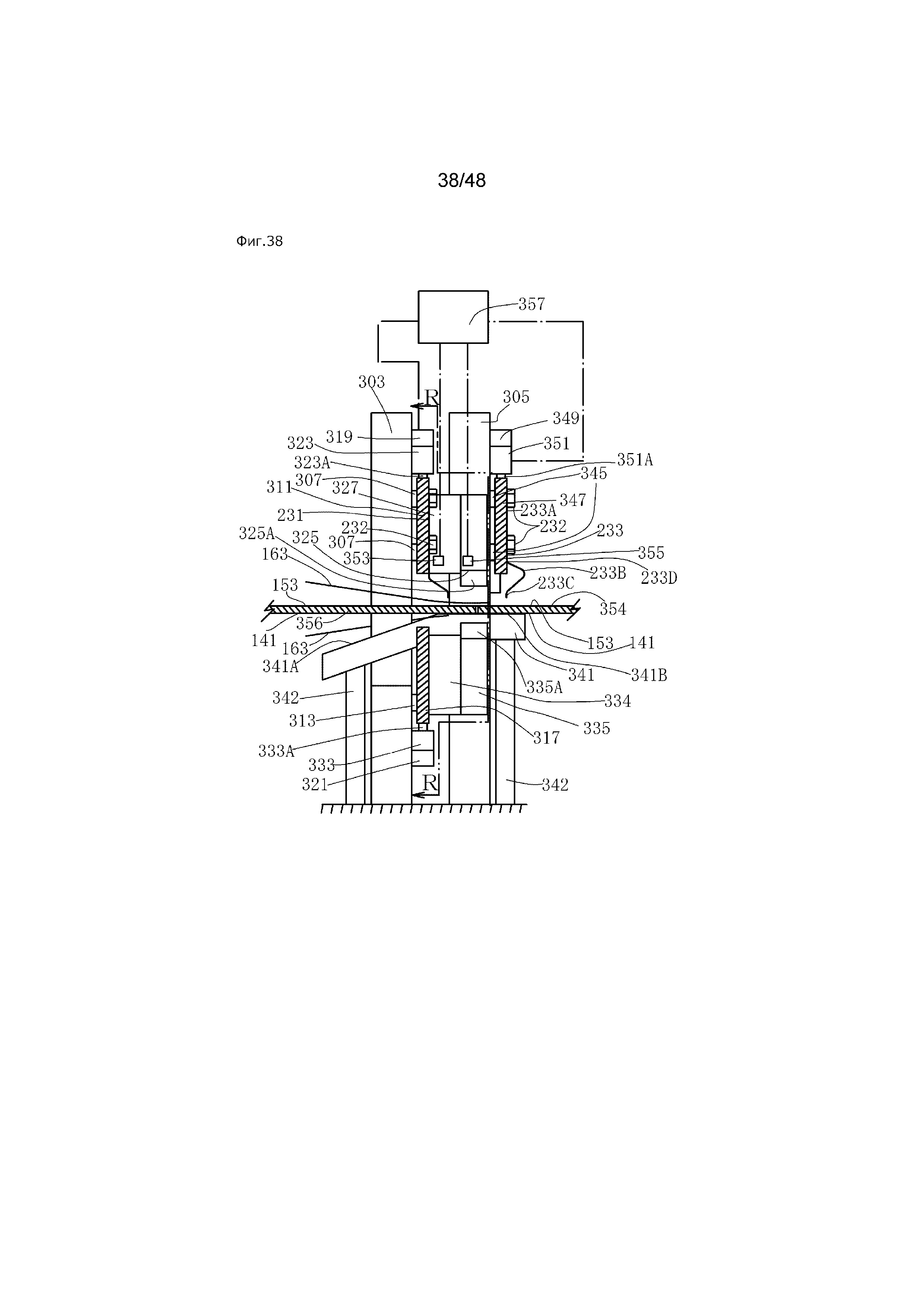
Фиг.38 – Частичный вид сбоку в разрезе вдоль штрихпунктирной линии Q–Q из фиг.36
Фиг.39 – Частичный вид сбоку в разрезе вдоль штрихпунктирной линии R–R из фиг.38
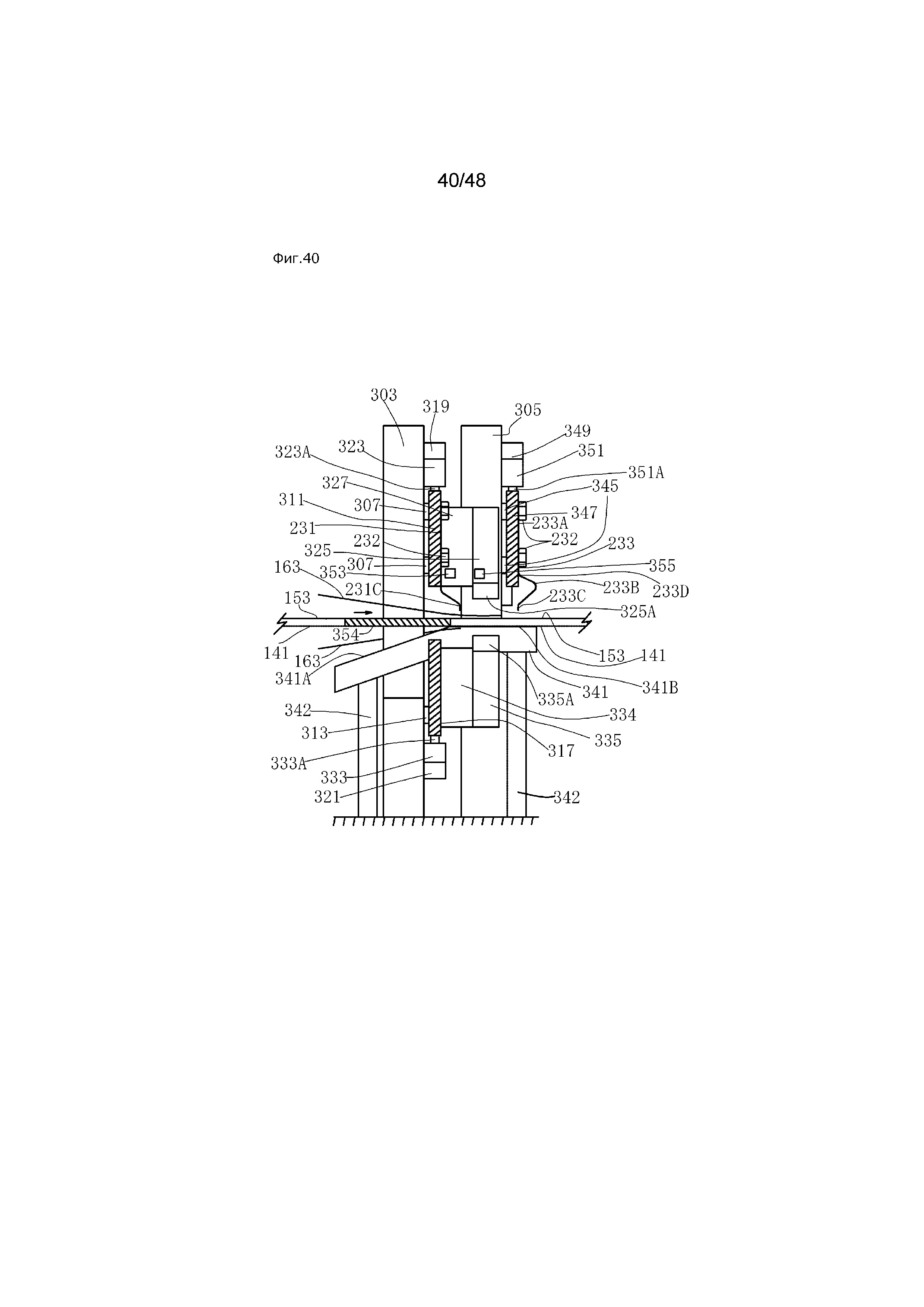
Фиг.40 – Схема действий основных элементов в дополнительном примере осуществления
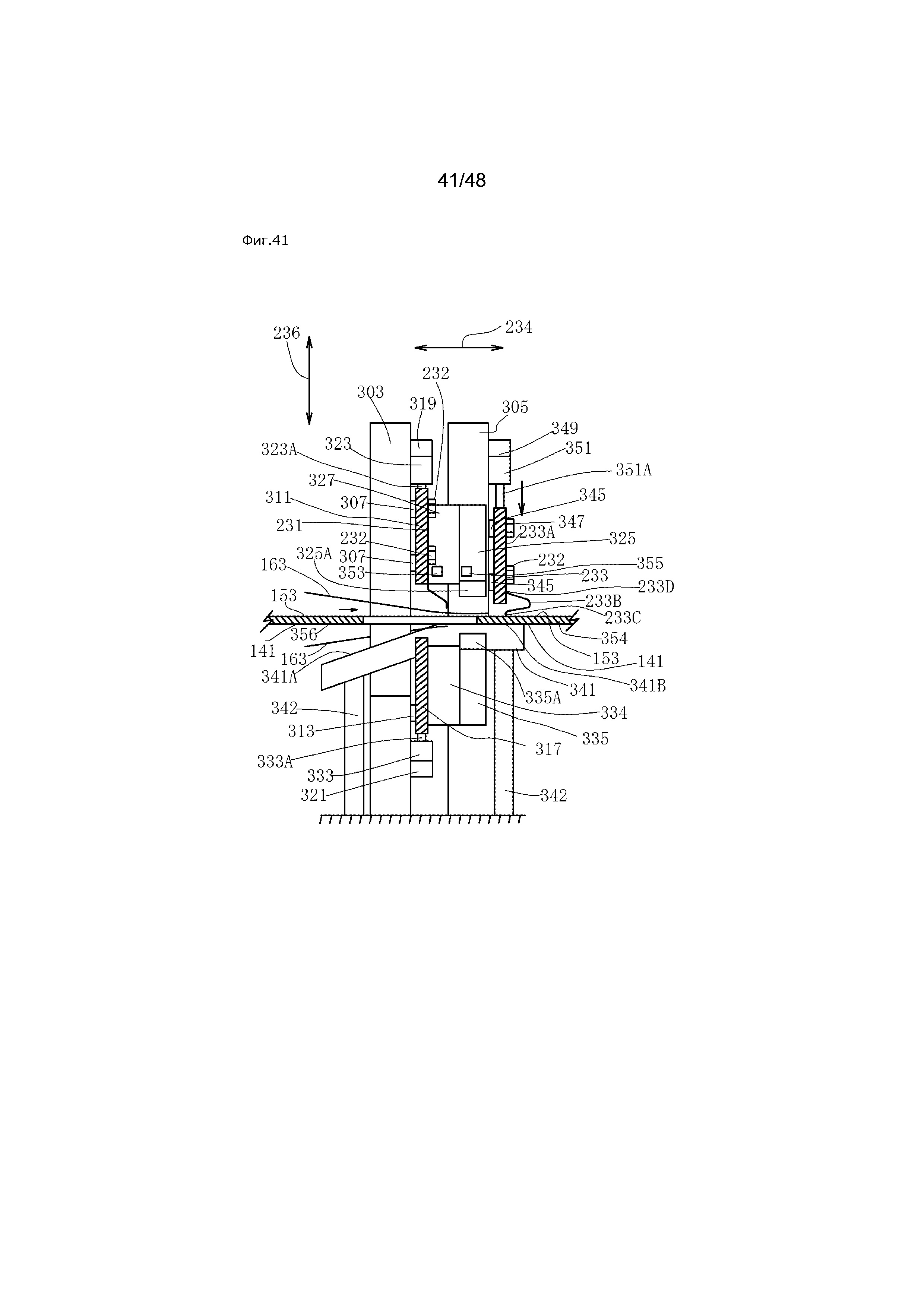
Фиг.41 – Схема действий основных элементов в дополнительном примере осуществления
Фиг.42 – Схема действий основных элементов в дополнительном примере осуществления
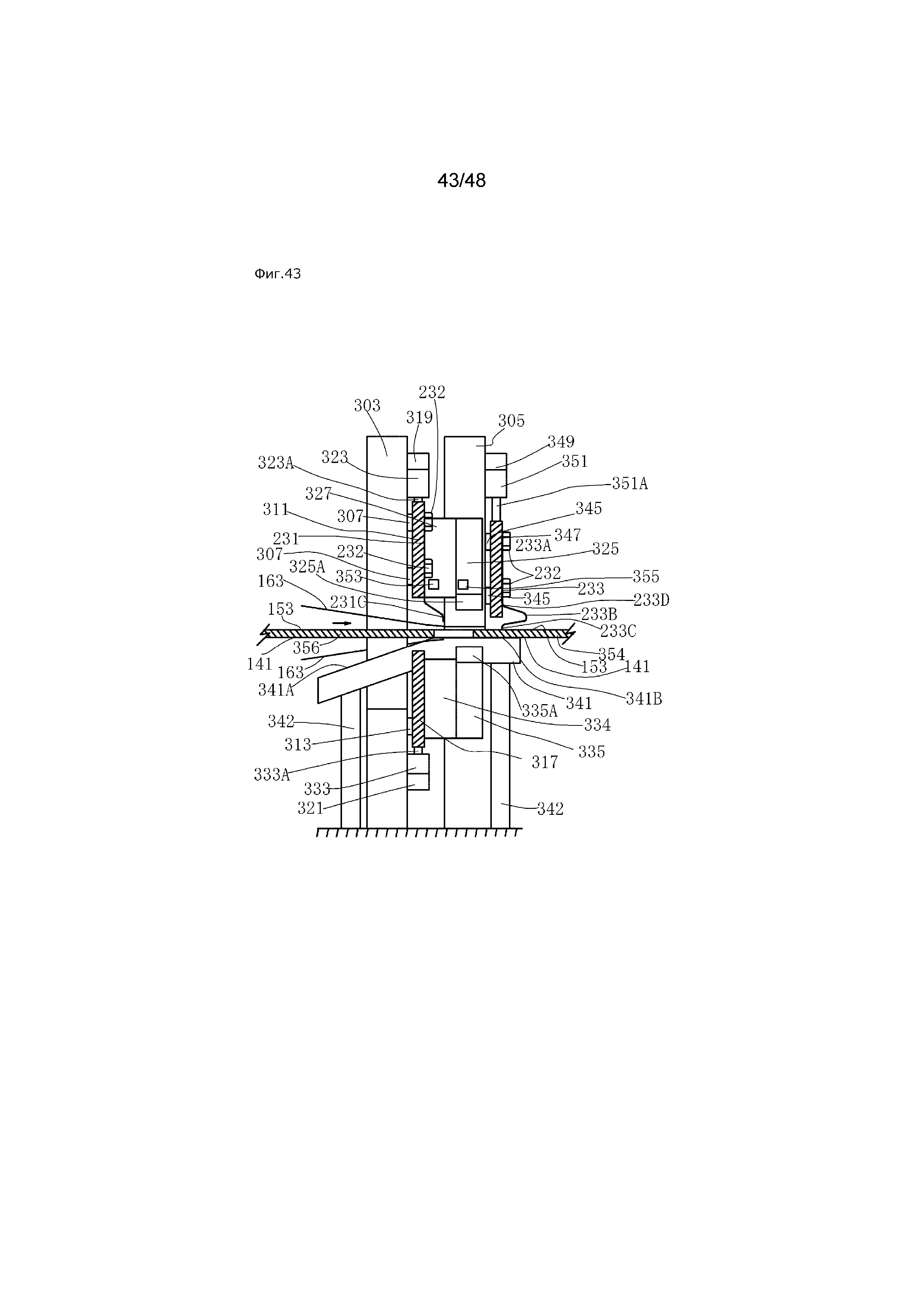
Фиг.43 – Схема действий основных элементов в дополнительном примере осуществления
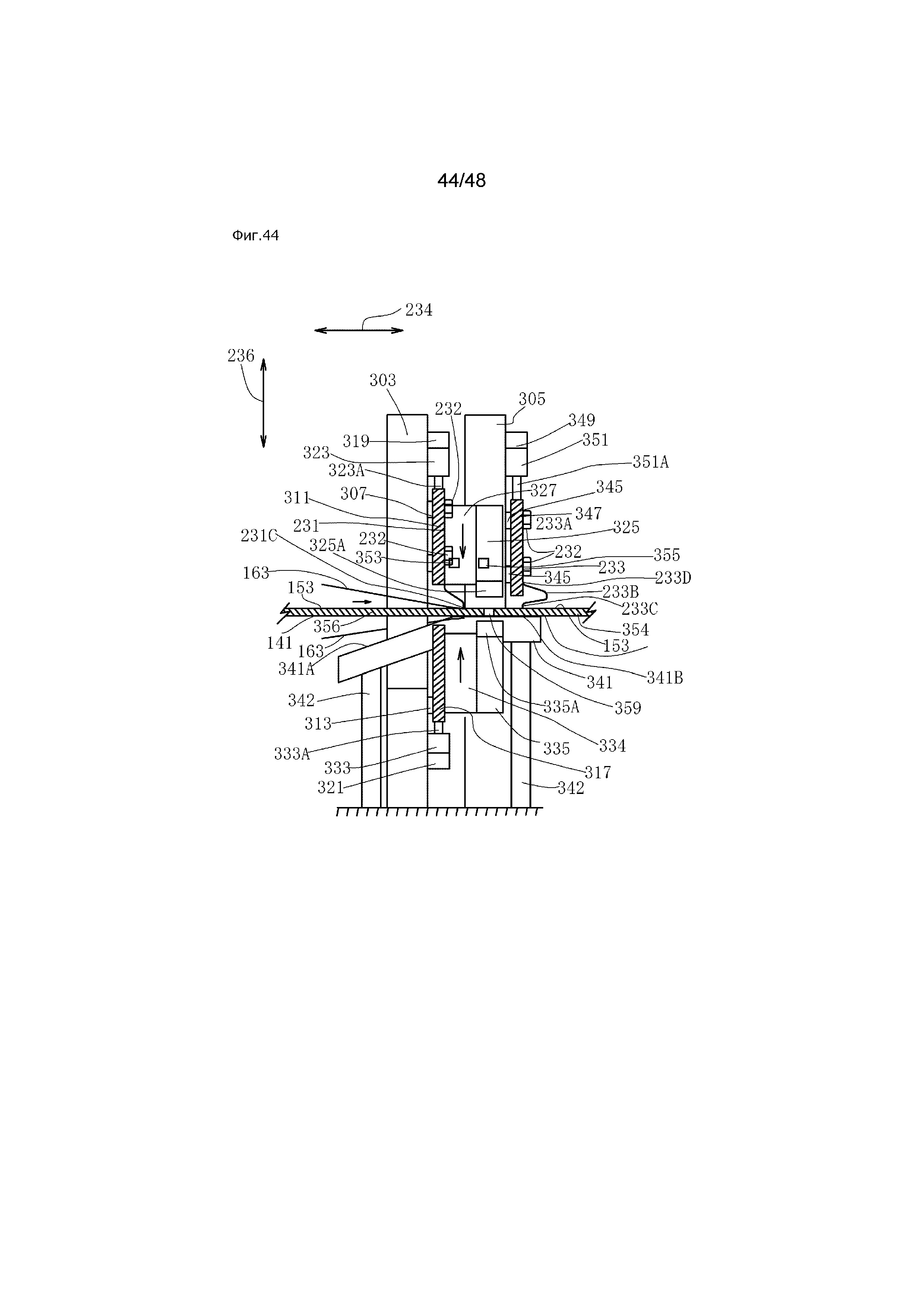
Фиг.44 – Схема действий основных элементов в дополнительном примере осуществления
Фиг.45 – Схема действий основных элементов в дополнительном примере осуществления
Фиг.46 – Схема действий основных элементов в дополнительном примере осуществления
Фиг.47 – Схема действий основных элементов в дополнительном примере осуществления
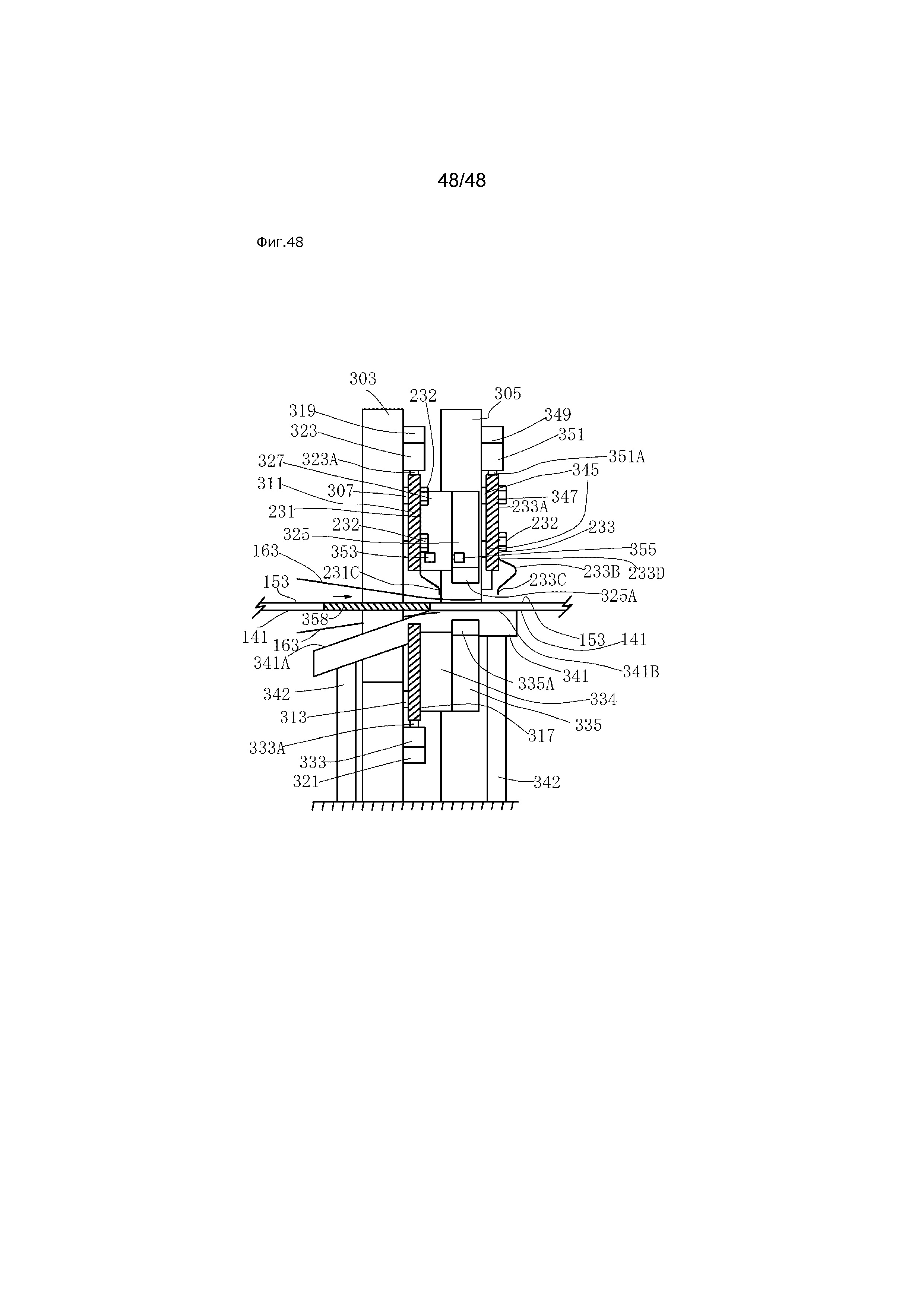
Фиг.48 – Схема действий основных элементов в дополнительном примере осуществления
Теперь поясним примеры осуществления предлагаемого изобретения.
Прежде всего поясним пример осуществления 1, конкретизирующий признаки, содержащиеся в п.1 формулы изобретения.
В примере осуществления 1 добавляют новые элементы к станине 155 известного устройства, показанного на фигурах от 1 до 3.
То есть добавляют к ней элементы, показанные на фиг.18, почти соответствующей фиг.13, изображенной со стороны выхода листа шпона, и на фиг.19, которая представляет собой частично увеличенный вид сбоку в разрезе вдоль штрихпунктирной линии S–S из фиг.18.
Номер 230, показанный на фиг.18, указывает на направление, являющееся одним из примеров 2–го направления. А также номер 234, показанный на фиг.19, указывает на направление, являющееся одним из примеров 1–го направления, и номер 236 – на направление, являющееся одним из примеров 3–го направления.
Номера этих направлений тоже используются на фиг. 28 и 33. Номер детали 231 на фиг. 19 представляет собой пластинчатую пружину для перемещения листа шпона в качестве одного из примеров пластинчатой пружины. Здесь она располагается в верхнем исходном положении в качестве одного из примеров 1–го положения.
На фиг.19 листы шпона перемещаются слева направо.
Как показано на фиг.19, прямолинейная верхняя часть 231А пластинчатой пружины для перемещения листа шпона 231, расположенная на стороне входа листов шпона 1–го подъемно–опускного узла 176, прикрепляется болтами 232 к 1–му подъемно–опускному узлу 176, служащего одним из примеров 1–го элемента перемещения и 2–го элемента перемещения.
Внизу располагаются краевая часть 231D в качестве одного из примеров краевой части, острая часть 231С и часть 231В, наклонная в сторону полезного листа шпона 205А.
Как показано на фиг.18, острая часть 231С, имеющая нижний острый кончик, располагается в направлении, перпендикулярном поверхности полезного листа шпона 209А.
Номер детали 233 на фиг. 18 и 19 представляет собой пластинчатую пружину для останова листа шпона в качестве одного из примеров упругого элемента.
Прямолинейная верхняя часть 233А пластинчатой пружины для останова листа шпона 233 на стороне выхода листа шпона прикрепляется болтами 232 к 1–му верхнему подъемно–опускному узлу 176 в положении, показанном на фиг.19, в качестве одного из примеров 3–го положения.
Кроме того, внизу располагаются краевая часть 233D в качестве одного из примеров 2–го одного конца, кривая часть 233В и острая часть 233С, такая же как и острая часть 231С, в качестве одного из примеров 2–го другого конца.
Номер детали 235 на фиг.18 и 19 представляет собой опорный стол в качестве одного из примеров опорного элемента, поверхность которого покрыта слоем с низким коэффициентов трения относительно листа шпона.
Опорный стол 235 прикрепляется болтами 237 и гайками 239 к 1–му нижнему подъемно–опускному узлу 177 таким образом, как показано на фиг.19.
Четыре комплекта, каждый из которых состоит из пластинчатой пружины для перемещения листа шпона 231, пластинчатой пружины для останова листа шпона 233 и опорного стола 235, располагаются через определенное расстояние (например, через каждый 1м) в направлении слева направо на фиг.18.
Устройство в примере осуществления 1 состоит из элементов, перечисленных выше. Когда данное устройство находится в исходном положении, то острая часть 231С пластинчатой пружины для перемещения листа шпона 231 и острая часть 233С пластинчатой пружины для останова листа шпона 233 находятся в верхних положениях ожидания, отдаленных вверх от листа шпона, таким образом, как показано на фиг.19.
Между прочим, на фигурах, последующих за фиг.19, участки на конвейерных лентах 141 и 153, которые не соприкасаются непосредственно с листами шпона, не показываются, если их изображения сложные.
Лист шпона, который перемещается на входном конвейере 101, отрезается ножом 117 на упорном валке 105 с тем, чтобы устранить передние и задние отходы из листа шпона для образования полезного листа шпона.
Затем только полезные листы шпона зажимаются между 1–й нижней конвейерной лентой 141 и 1–й верхней конвейерной лентой 153 и начинают постепенно располагаться напротив друг друга. Одновременно с этим, они перемещаются в направлении, указанном знаком стрелки на фигурах.
Полезные листы шпона транспортируются таким образом, как показано на фиг.10 (2) и 11 (1), где изображается известное устройство. Например, полезный лист шпона 205А, находящийся на передней стороне в направлении подачи, и полезный лист шпона 209А, находящийся на задней стороне в направлении подачи, располагаются рядом друг с другом. При этом между ними имеются соединяемые части 182.
Как упомянуто выше, случается, что зазор образуется между соединяемыми частями 182. Когда соединяемые части 182 приходят к месту, показанному на фиг.12, то за счет сигналов срабатывания, выданных от устройства управления 200, как и в случае с известным устройством, станина 155 перемещается направо синхронно с перемещением полезных листов шпона 205А и 209А. Одновременно с этим сервопривод 188 приводится в действие, за счет чего 1–й верхний подъемно–опускной узел 176 и 1–й нижний подъемно–опускной узел 177 приближаются друг к другу.
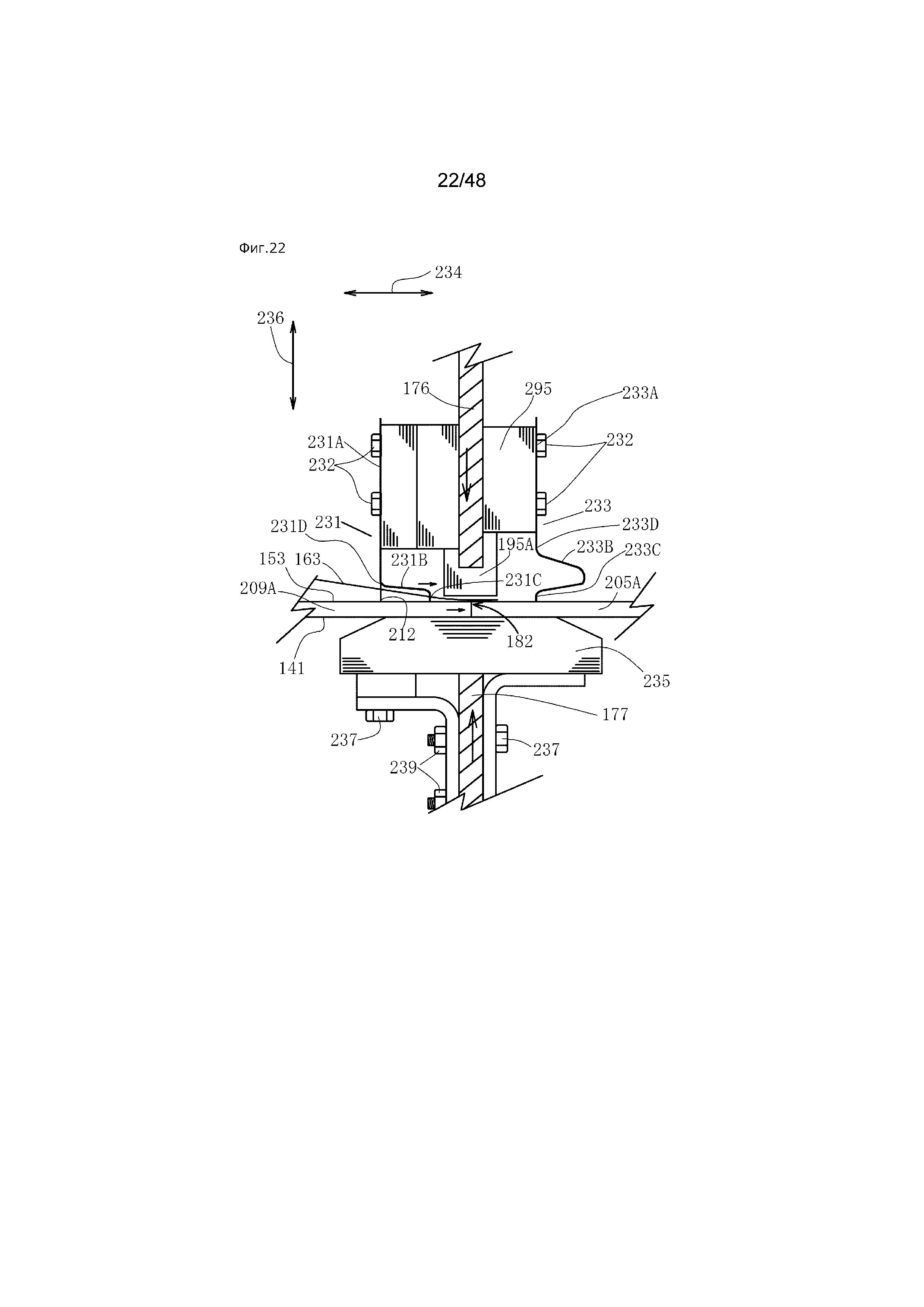
Как показано на фиг.19, проводят, допустим, перпендикуляр из краевой части 231D к поверхности листа шпона 209А. Точка, где упомянутый перпендикуляр пересекается с листом шпона 209А, называется точкой 212. Штрихпунктирная с двумя точками линия V1, соединяющая краевую часть 231D с точкой 212, служит одним из примеров 1–й условной линии.
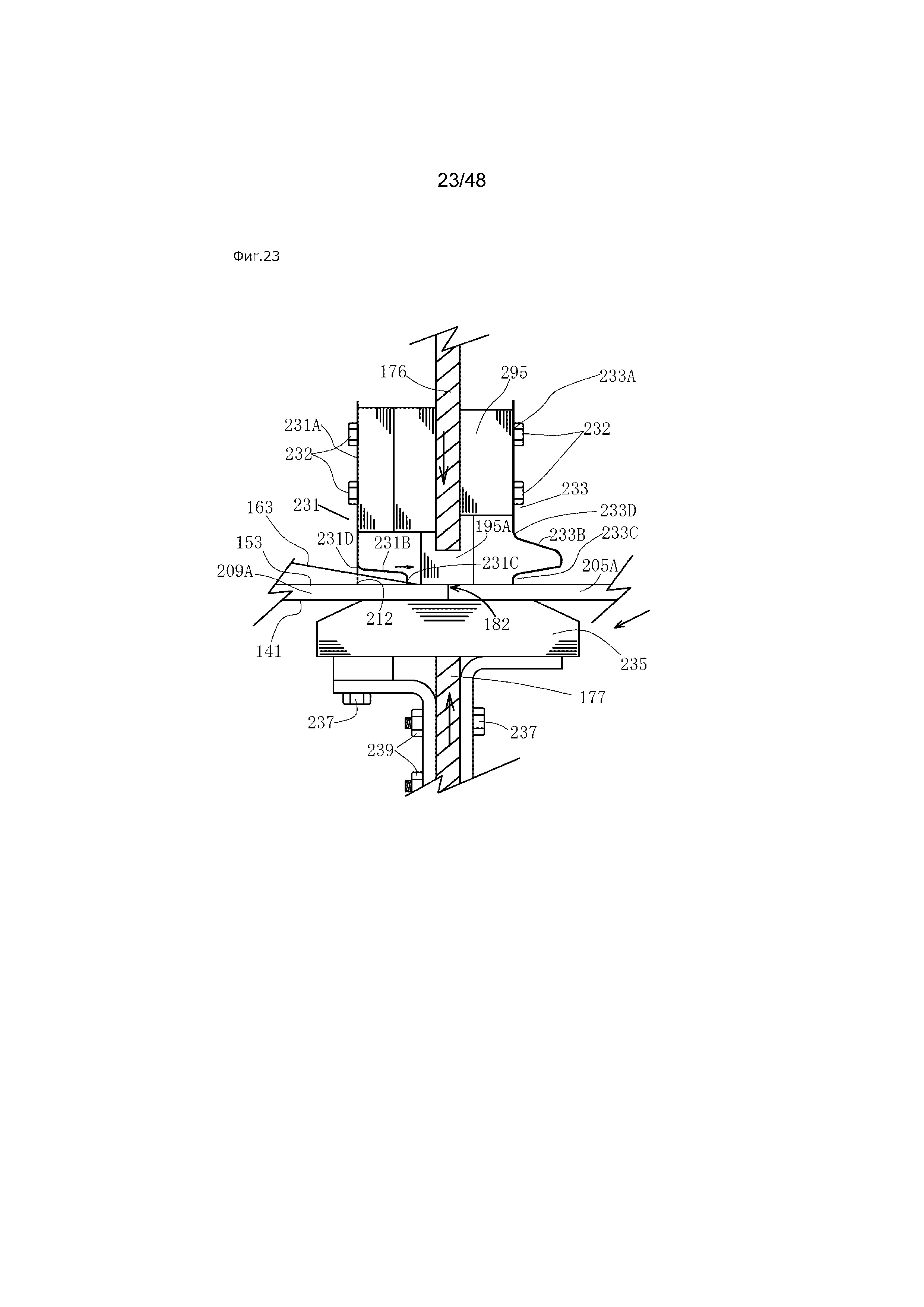
При перемещении 1–го верхнего подъемно–опускного узла 176 краевая часть 231D перемещается по условной линии V1, показанной на фиг. 19, 20, 21 и 22, в направлении к полезному листу шпона 209А с тем, чтобы пластинчатая пружина для перемещения листа шпона 231 была расположена в положении, служащем одним из примеров 2–го положения, таким образом, как показано на фиг.23.
При перемещении 1–го верхнего подъемно–опускного узла 176 и 1–го нижнего подъемно–опускного узла 177 прежде всего элементы, такие как показано на фиг.20, приводятся в действие.
Пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233 опускаются вниз, и в результате нижний конец пластинчатой пружины для перемещения листа шпона 231 наталкивается на лицевую сторону полезного листа шпона 209А, а также нижний конец пластинчатой пружины для останова листа шпона 233 – на лицевую сторону полезного листа шпона 205А.
Между тем, опорный стол 235 поднимается вверх и приближается к оборотным сторонам полезных листов шпона 205А и 209А. Он останавливается при останове 1–го нижнего подъемно–опускного узла 177.
И пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233 продолжают опускаться вниз, а также опорный стол 235 продолжает подниматься вверх. Когда опорный стол 235 поддерживает снизу оборотные стороны полезных листов шпона 205А и 209А, то острая часть 231С пластинчатой пружины для перемещения листа шпона 231 вонзается в поверхность полезного листа шпона 209А, а также острая часть 233С пластинчатой пружины для останова листа шпона 233 – в поверхность полезного листа шпона 205А.
Если в этих условиях пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233 продолжают опускаться вниз, то пластинчатая пружина 231 приближается к положению, показанному на фиг.21 и служащему одним из примером 2–го положения, а также пластинчатая пружина 233 – к положению, служащему одним из примером 4–го положения.
При этом пластинчатая пружина для перемещения листа шпона 231 опускается вниз в таких условиях, когда положение острой части 231С относительно полезного листа шпона 209А почти не меняется в горизонтальном направлении на фиг.20.
В результате краевая часть 231D приближается к острой части 231С в упомянутом направлении, и расстояние между краевой частью 231D и острой частью 231С уменьшается.
Наклонная часть 231В, входящая в состав пластинчатой пружины для перемещения листа шпона 231, подвергается короблению таким образом, как показано частично увеличенным видом в круге М на фиг.21.
Когда такое коробление происходит, то пластинчатая пружина для перемещения листа шпона 231 пытается быть прямолинейной. У острой части 231С возникает сила, идущая направо, а также у краевой части 231D – сила, идущая налево.
Краевая часть 231D почти не деформируется в левую сторону, так как она соединена с пластинчатой пружиной для перемещения листа шпона 231.
Острая часть 231С вонзается в полезный лист шпона 209А, но и оборотная сторона полезного листа шпона 209 опирается на опорный стол 235, покрытый слоем с низким коэффициентом трения относительно листа шпона.
Полезный лист шпона 209А перемещается в направлении к полезному листу шпона 205А под действием силы острой части 231С, идущей в правую сторону так, как показано на фиг.21.
А острая часть 233С пластинчатой пружины для останова полезного листа шпона 205А вонзается в полезный лист шпона 205А, и кривая часть 233В деформируется в вертикальном направлении так, как будто образуется сложенное состояние.
Под действием этой деформации кривая часть 233В оказывает силовое воздействие, идущее лишь вниз, на острую часть 233С.
Сила, идущая от острой части 233С, в качестве прижимной силы возрастает и прижимает полезный лист шпона 205А к опорному столу 235 в вертикальном направлении, а не в горизонтальном направлению.
В результате полезный лист шпона 205А удерживается в фиксированном положении с помощью острой части 233, даже если сила, идущая в горизонтальном направлении, оказывает воздействие на него.
Полезный лист шпона 209А перемещается в правую сторону, а полезный лист шпона 205А поддерживается в фиксированном положении.
Как показано на фиг.22, в результате полезный лист шпона 209А приближается или прикасается к полезному листу шпона 205А, за счет чего зазор между соединяемыми частями 182 уменьшается или почти исчезает.
Как показано на фиг.23, после опускания вниз 1–го подъемно–опускного узла 176 до нижнего предельного положения посредством нагревательной части 195А бумажная лента 163 прижимается к соединяемым частям 182 и приклеивается к ним, и в результате полезный лист шпона 205А и полезный лист шпона 209А соединяются друг с другом.
Одна из соединяемых частей полезного листа шпона, находящегося на передней стороне в направлении подачи, и другая из соединяемых частей полезного листа шпона, находящегося на задней стороне в направлении подачи, соединяются друг с другом таким образом, как упомянуто выше. В результате полезные листы шпона в количестве нескольких штук соединяются в одно целое.
Затем соединенные в одно целое полезные листы в количестве нескольких штук отрезаются ножом через определенное расстояние на заданную длину в направлении подачи листа шпона так, как и в случае с известным устройством, и листы шпона заданной длиной, полученные после отрезки, по очереди укладываются в штабель.
Листы шпона, соединенные после устранения зазоров между соединяемыми частями таким образом, как упомянуто выше, не имеют таких недостатков, которые вызваны у известного устройства.
В примере осуществления 1 имеются нижеследующие достоинства.
Как объяснено выше на фиг. от 19 до 23, полезные листы шпона, находящиеся на передней стороне от соединяемых частей в направлении подачи листа шпона и по очереди присоединенные друг к другу в одно целое, состоят из нескольких штук.
А полезным листом шпона, находящимся на задней стороне в направлении его подачи, является один лист, подлежащий следующему присоединению к предшествующим полезным листам шпона.
Если сравнить по массе их, то масса полезного листа шпона, находящегося на задней стороне в направлении его подачи, конечно, более легкая.
Благодаря этому, лист шпона, находящийся на задней стороне в направлении его подачи, перемещается более легкой силой к предшествующим полезным листам шпона под действием пластинчатой пружины для перемещения листа шпона 231, и в результате надежно устраняется зазор между соединяемыми частями листов шпона.
Ниже приведены дополнительные примеры осуществления предлагаемого изобретения:
1. В примере осуществления 1 при соединении полезных листов шпона посредством нагревательных частей 195А и 203А бумажные ленты 163 прижимаются к полезным листам шпона в течение заданного времени и вместе с тем нагреваются.
Но предпочтительно использовать, например, клейкую ленту, способную проявлять силу адгезии в скором времени после ее приклейки к полезным листам шпона.
При этом нет необходимости перемещать станину 155 вслед за перемещением листов шпонов таким образом, как и в случае с примером осуществления 1.
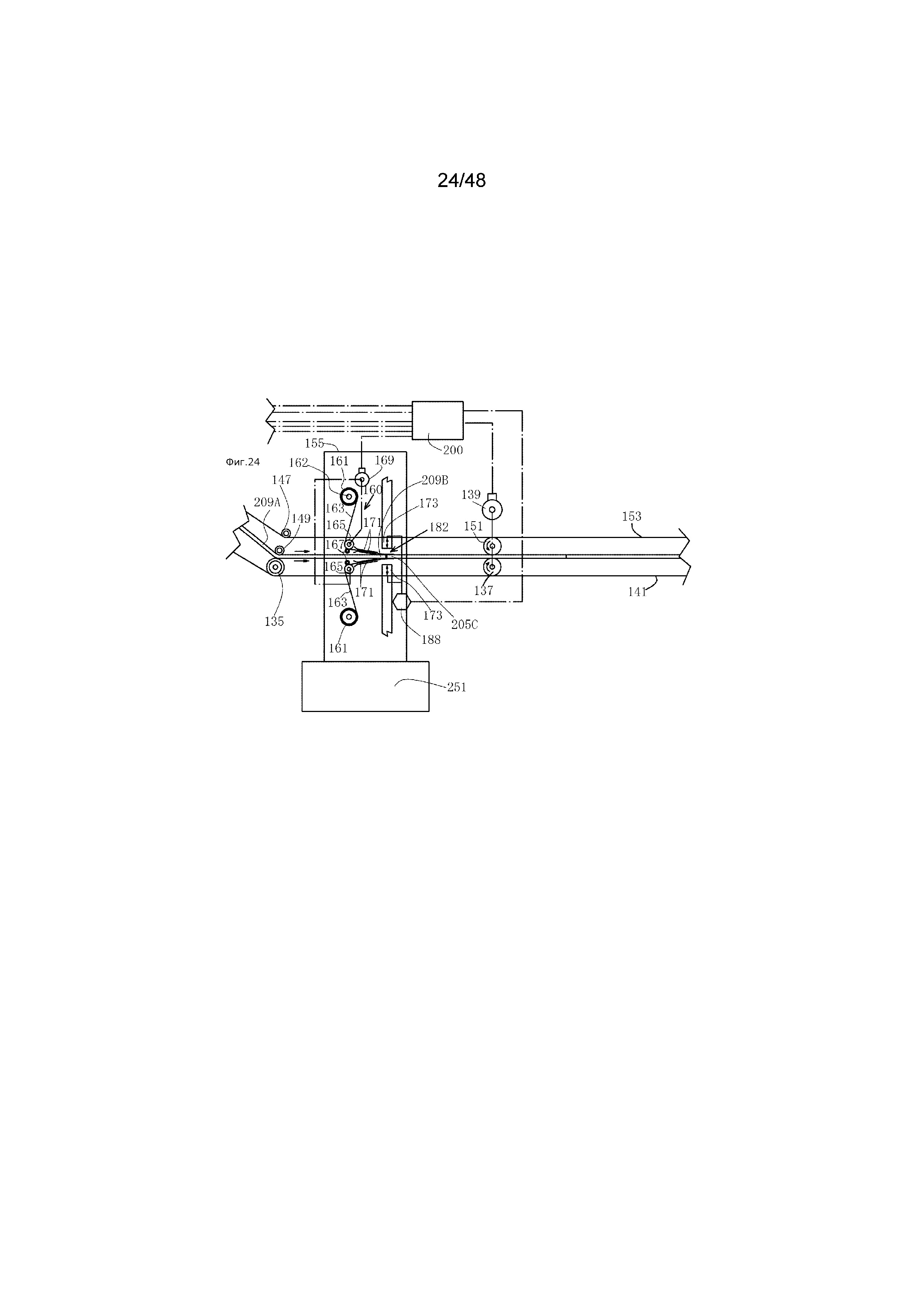
В дополнительном примере осуществления, как показано на фиг.24, станина 155, компоновка которой показывается на фиг.19, прикрепляется к неподвижному основанию 251.
В результате нагревательная часть 195А и опорный стол 235, расположенный напротив нагревательной части 195А, позиционируются в горизонтальном направлении на фиг.24. При этом они не показываются на фиг.24.
Рабочие процессы в дополнительном примере осуществления происходят по нижеследующему:
При этом номера деталей одинаковы с номерами деталей, которые используются в случае с примером осуществления 1.
После окончания работ, показанных на фигурах от 4 (1) до 11 (2), соединяемые части 182, которые состоят из конца полезного листа шпона 205, находящегося на передней стороне в направлении подачи его, и конца полезного листа шпона 209, находящегося на задней стороне в направлении подачи его, перемещаются посредством 1–й нижней конвейерной ленты 141 и 1–й верхней конвейерной ленты 153 и приходят в пространство между нагревательной частью 195А и опорным столом 235 на станине 155, закрепленной таким образом, как упомянуто выше.
Устройство управления 200 после получения информации о приходе соединяемых частей 182 в упомянутое пространство от абсолютного датчика сервопривода 139 выдает нижеследующие сигналы срабатывания.
В первую очередь останавливают сервопривод 139 с тем, чтобы остановить движения 1–й нижней конвейерной ленты 141 и 1–й верхней конвейерной ленты 153.
В результате соединяемые части 182 останавливаются между нагревательной частью 195А и опорным столом 235 на станине 155, закрепленной таким образом, как упомянуто выше.
Затем приводят сервопривод 169 в действие с тем, чтобы клейкая лента пришла в пространство между обеими опорами для нагревательных частей 195 и 203, расположенными напротив друг друга в вертикальном направлении.
Вслед за этим приводят сервопривод 188 в действие с тем, чтобы 1–й верхний подъемно–опускной узел 176 и 1–й нижний подъемно–опускной узел 177 приближались друг к другу. При этом работы, показанные на фигурах от 19 до 23, производятся, и клейкая лента, как и бумажная лента, упомянутая выше, прижимается к соединяемым частям 182 с целью их соединения.
Использование клейкой ленты позволяет сократить время ее прижима к соединяемым частям, за счет чего производительность повышается.
2. В примере осуществления 1, как показано на фиг.19, пластинчатая пружина для перемещения листа шпона 231, расположенная на задней стороне в направлении подачи полезного листа шпона, и пластинчатая пружина для останова листа шпона 233, расположенная на передней стороне в направлении подачи, прижимаются к полезным листам шпона вблизи от соединяемых частей.
Но скольжение листа шпона, к которому прижимается пластинчатая пружина для останова листа шпона 233, трудно из–за того, что он зажимается между 1–й нижней конвейерной лентой 141 и 1–й верхней конвейерной лентой 153.
Поэтому без пластинчатой пружины для останова листа шпона 233 предпочтительно использовать только пластинчатую пружину для перемещения листа шпона 231, причем установить его в месте, таком же, как и в случае с примером осуществления 1, и прижать его к полезному листу шпона, находящемуся на задней стороне в направлении его подачи.
3. В примере осуществления 1 пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233 располагаются рядом с опорой для нагревательной частью 195 в направлении 230, перпендикулярном направлению подачи полезного листа шпона, и прикрепляются к опоре для нагревательной части 195 таким образом, как показано на фиг.18.
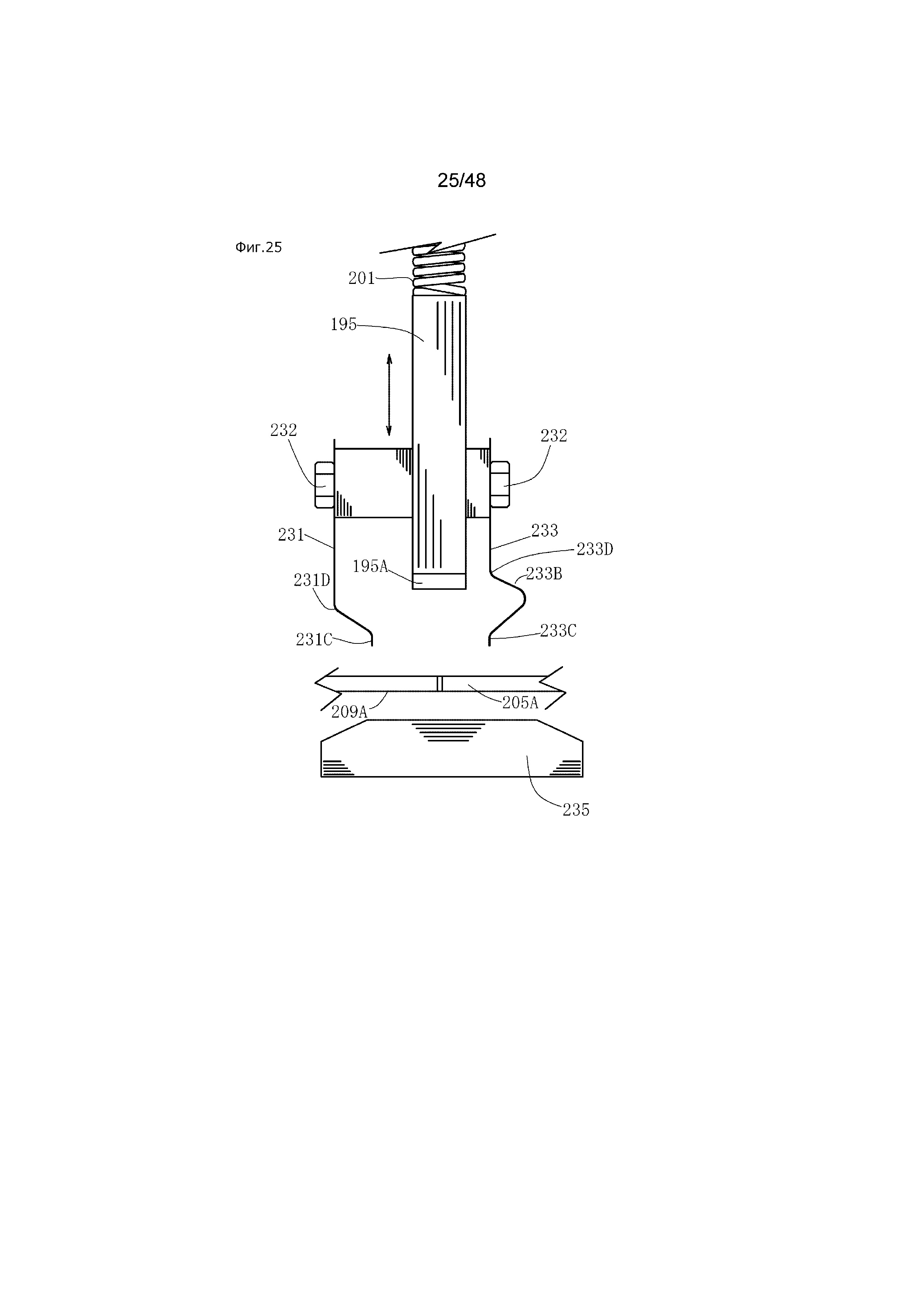
Но предпочтительно располагать пластинчатые пружины 231 и 233, прикрепленные болтами 232 к опоре для нагревательной части 195, на одной прямой в направлении 230 таким образом, как показано на фиг.25.
При этом конструкция устройства становится чуть сложной, так как опора для нагревательной части 195, пластинчатые пружины 231 и 233 собираются в одно целое, но имеет нижеследующие преимущества.
То есть пластинчатая пружина для перемещения листа шпона 231 прижимается к одному из полезных листов шпона, а пластинчатая пружина для останова листа шпона 233 – к другому из полезных листов шпона в почти одних и тех же местах в направлении, перпендикулярном направлению подачи полезного листа шпона. Вслед за этим нагревательная часть 195А прижимается прямо сверху к соединяемым частям. Благодаря этому состояние без зазора между обоими полезными листами шпона сохраняется более надежно по сравнению с примером осуществления 1.
4. В качестве материалов для соединения полезных листов шпона предпочтительно применить клей, скобы и др., кроме материалов, перечисленных выше.
5. В примере осуществления 1 и дополнительном примере осуществления, показанном на фиг.24, посредством пластинчатой пружины для перемещения листа шпона 231 полезный лист шпона, находящийся на задней стороне в направлении подачи листа шпона, перемещается в направлении к полезному листу шпона, находящемуся на передней стороне в направлении его подачи, и после устранения зазора между соединяемыми частями обоих листов шпона посредством опоры для нагревательной части 195 бумажная лента 163 приклеивается к соединяемым частям в целях соединения упомянутых двух полезных листов шпона.
Однако предпочтительно производить как операцию по устранению зазора между соединяемыми частями, так и операцию по соединению листов шпона в отдельных местах, а не в одном и том же месте.
То есть вместо станины 155, показанной на фиг.24, устанавливают станину 240, прикрепленную к основанию 251 таким образом, как показано на фиг.26.
Станина 240 не снабжается устройством для подачи бумажной ленты, но для устранения зазора между соединяемыми частями листов шпона располагаются пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233.
В отличие от примера осуществления 1 и дополнительного примера осуществления, конвейерные ленты для перемещения полезных листов шпона состоят из нижеследующих частей:
Как показано на фиг.26, располагаются нижний ведущий ролик 241, на который устанавливается 1–я нижняя конвейерная лента 141, и верхний ведущий ролик 243, на который устанавливается 1–я верхняя конвейерная лента 153.
А также нижний ведомый ролик 245 располагается напротив нижнего ведущего ролика 241, а верхний ведомый ролик 247 – напротив верхнего ведущего ролика 243.
Кроме того, еще располагаются нижний ведущий ролик 249 и верхний ведущий ролик 251 так, как показано на фиг.26.
2–я нижняя конвейерная лента 253 и 2–я верхняя конвейерная лента 255 имеют рифленые поверхности из упругих материалов, обладающими высоким коэффициентом трения. Лента 253 устанавливается на нижний ведомый ролик 245, а также лента 255 – на нижний ведомый ролик 249.
Нижний ведущий ролик 249 и верхний ведущий ролик 251, а также нижний ведущий ролик 241 и верхний ведущий ролик 243 приводятся в действие и останавливаются синхронно друг с другом посредством 2–го сервопривода 139.
Устанавливается устройство для подачи клейкой ленты, предназначенное для бесперебойной приклейки клейкой ленты к полезным листам шпона, транспортируемым на нижнем ведомом ролике 245 и нижнем ведущем ролике 249.
Как показано на фиг.26, номер детали 257 представляет собой клейкую ленту, идущую от катушки с клейкой лентой. Она приклеивается к поверхности полезного листа шпона посредством ведомого ролика 261.
Когда соединяемые части полезных листов шпона, которые перемещаются на 1–й нижней конвейерной ленте 141 и 1–й верхней конвейерной ленте 153, а также на 2–й нижней конвейерной ленте 253 и 2–й верхней конвейерной ленте 255, приходят в пространство между верхним ведущим роликом 243 и верхним ведомым роликом 247, то за счет сигналов, выданных от устройства управления 200, 2–й сервопривод 139 приводится в действие с тем, чтобы остановить ведущие ролики 243 и 251.
Вслед за этим 1–й подъемно–опускной узел 176 опускается вниз так, как показано на фиг.24, и в результате пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233 оказывают воздействия на полезные листы шпона с тем, чтобы устранить зазор между соединяемыми частями.
После устранения упомянутого зазора 1–й подъемно–опускной узел 176 поднимается вверх и приходит к месту ожидания.
За счет сигналов, выданных от устройства управления 200, 2–й сервопривод 139 приводится в действие, и в результате ведущие ролики 243 и 251 начинают работать.
Полезные листы шпона, имеющие соединяемые части, из которых устранен зазор, транспортируются на 2–й нижней конвейерной ленте 253 и 2–й верхней конвейерной ленте 255.
Ленты 253 и 255 изготовлены из материалов с высоким коэффициентом трения, и благодаря этому полезные листы шпона почти не скользят по упомянутым лентам, а также определенное состояние соединяемых частей, из которых почти устранен зазор, сохраняется в направлении их подачи.
Когда соединяемые части полезных листов шпона приходят к месту, где находится ведомый ролик 261, то клейкая лента бесперебойно начинает приклеиваться к соединяемым частям полезных листов шпона поперек них в виде полосы, и в результате они соединяются друг с другом.
Полезные листы шпона, соединенные таким же образом, как и в случае с примере осуществления 1, отрезаются на заданную длину, и укладываются в штабель.
6. В примере осуществления 1 посредством 1–го подъемно–опускного узла 176 пластинчатая пружина для перемещения листа шпона 231 совершает прямолинейное возвратно–поступательное движение, и в результате она подвергается короблению при соприкосновении с листом шпона.
Но предпочтительно, чтобы пластинчатая пружина для перемещения листа шпона 231 совершала поворотное движение.
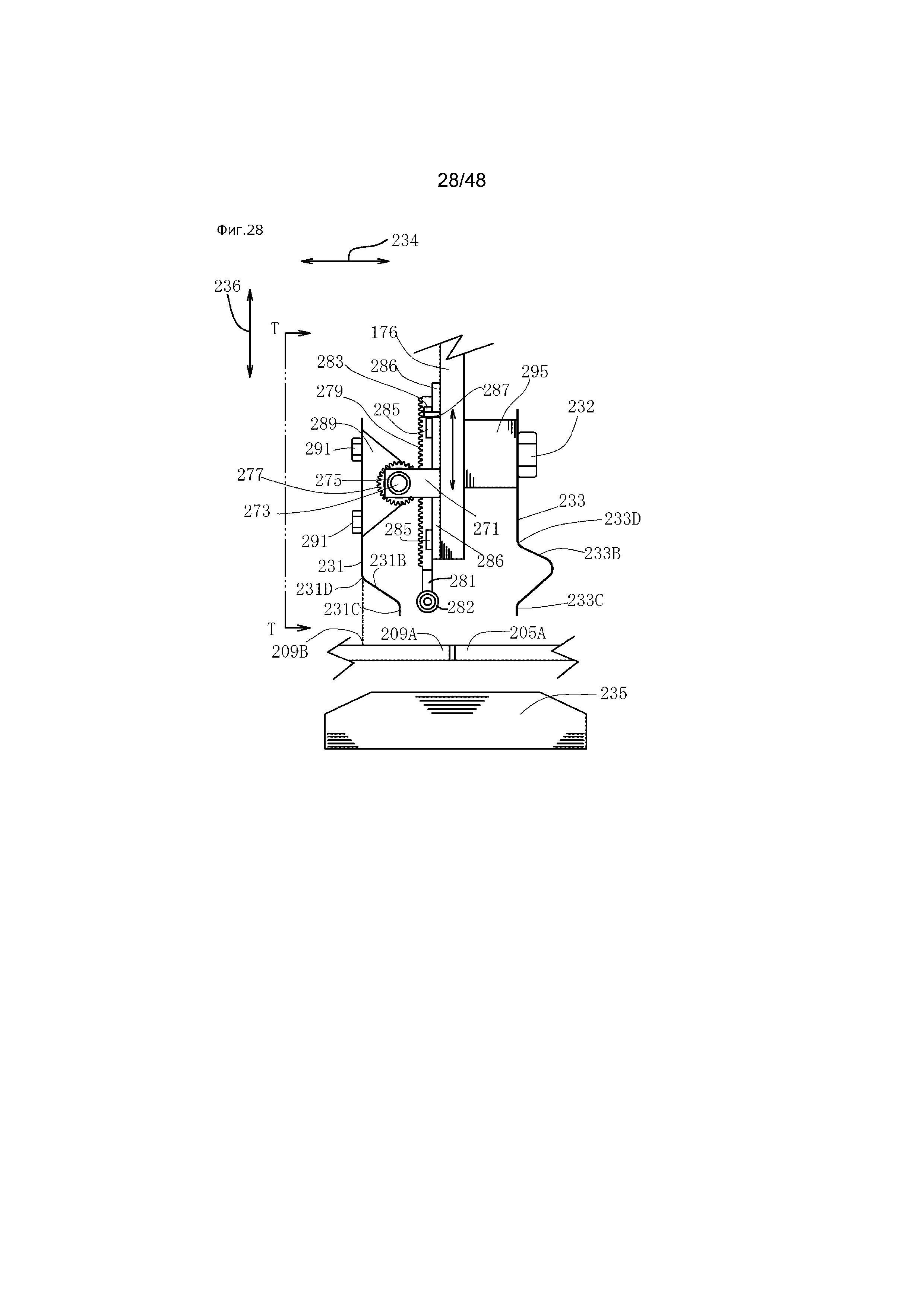
При этом компоновка устройства нижеследующая:
Как показано на фиг.28 и фиг.29, которая представляет собой частично увеличенный вид сбоку в разрезе вдоль штрихпунктирной линии Т–Т из фиг.28, пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233 прикрепляются к 1–му верхнему подъемно–опускному узлу 176.
Номер детали 176 представляет собой 1–й верхний подъемно–опускной узел, такой же, как и в случае с примером осуществления 1, выполняется с возможностью совершения возвратно–поступательного движения между верхним предельным положением и нижним предельным положением.
Номер детали 271 представляет собой опоры для подшипников, расположенные через определенное расстояние и прикрепленные к 1–му верхнему подъемно–опускному узлу 176, как показано на фиг. 28 и 29.
Оба конца вала 273 опираются с возможностью вращения через подшипники 275 на обе опоры для подшипников 271.
Как показано на фиг.29, правый конец вала 273 прикрепляется к зубчатому колесу 277. Зубчатая рейка 279, которая сцепляется с зубчатым колесом 277, прикрепляется к скользящим частям 285, входящим в состав линейного подшипника.
Направляющая 286, входящая в состав линейного подшипника и перемещающая скользящие части 285, прикрепляется к 1–му верхнему подъемно–опускному узлу 176.
При этом к нижнему концу зубчатой рейки 279 прикрепляется опорный стержень 281, нижний конец которого имеет ведомый ролик 282 с возможностью вращения через подшипник, не показанный на фигуре.
К верхнему концу зубчатой рейки 279 прикрепляется выступ 283, предназначенный для остановки опускания вниз зубчатой рейки 279 под собственным весом за счет его попадания на ограничитель 287, прикрепленный к 1–му верхнему подъемно–опускного узла 176.
Нижний конец ролика 282 в вертикальном направлении 236 располагается выше уровня нижних концов пластинчатой пружины для перемещения листа шпона 231 и пластинчатой пружины для останова листа шпона 233.
Номера деталей 205А и 209А, показанные на фиг. 28 и 29, представляют собой полезные листы шпона.
Как показано на фиг.28, вал 273 предназначается для закрепления поворотного элемента 289.
То есть вставляют вал 273 в сквозное отверстие, расположенное вблизи от правого конца поворотного элемента 289 и не показанное на фигуре, и закрепляют их.
Как показано на фигуре, поворотный элемент 289 имеет форму, распахнутую налево, и к его левому торцу прикрепляется пластинчатая пружина для перемещения листа шпона 231 болтами 291.
Такой механизм устанавливается для каждой пластинчатой пружины для перемещения листа шпона 231 таким образом, как и в случае с примеров осуществления 1. При этом используется пластинчатая пружина для останова листа шпона 233, такая же, как и в случае с примером осуществления 1.
В этом дополнительном примере осуществления рабочие элементы совершают нижеследующие работы.
Как показано на фиг.28, когда 1–й подъемно–опускной узел 176 находится в верхнем предельном положении, то зубчатая рейка 279 удерживается в положении, показанном на данной фигуре, за счет попадания выступа 283, прикрепленного к зубчатой рейке 279, в ограничитель 287, несмотря на то, что зубчатая рейка 279 подвергается действию нисходящей силы, вызванной собственным весом, весом поворотного элемента 283 и др.
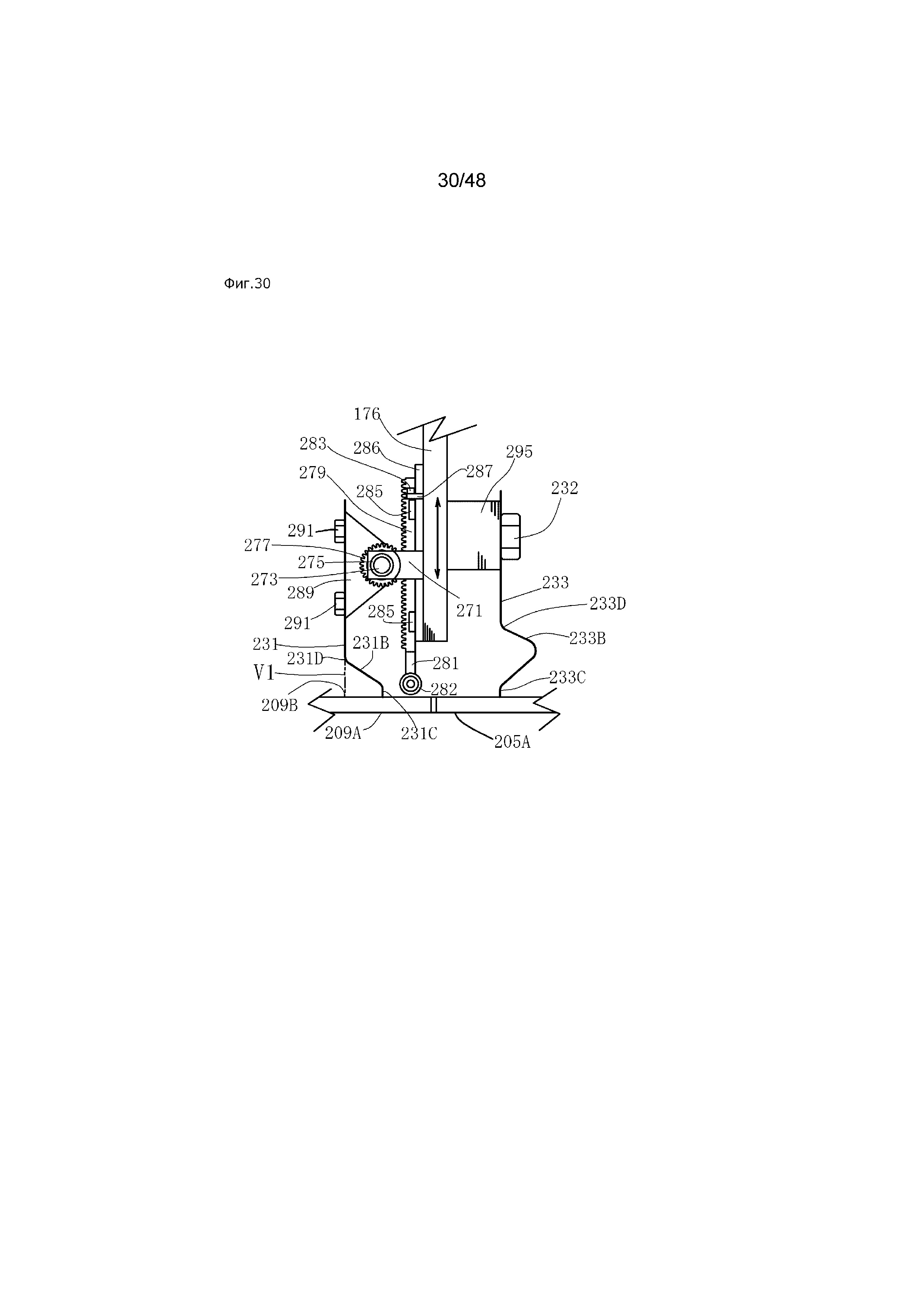
Из этого положения 1–й верхний подъемно–опускной узел 176 опускается вниз с тем, чтобы соединить соединяемые части листов шпона, таким образом, как и в случае с примером осуществления 1.
Как показано на фиг.30, прежде всего острая часть 231С пластинчатой пружины для перемещения листа шпона 231 попадает в поверхность листа шпона 209А и вонзается в нее, а также острая часть 233С пластинчатой пружины для останова листа шпона 233 попадает в поверхность листа шпона 205А и вонзается в нее.
Лист шпона 205А перестает перемещаться в горизонтальном направлении, указанном на фиг.30, за счет втычки острой части 233С в поверхность листа шпона.
Как показано на фиг.30, проводят, допустим, перпендикуляр из краевой части 231D к поверхности листа шпона 209А в 3–м направлении. Точка, где упомянутый перпендикуляр пересекается с листом шпона 209А, называется точкой 212. Штрихпунктирная с двумя точками линия V1, соединяющая краевую часть 231D с точкой 212, служит одним из примеров 1–х условных линий.
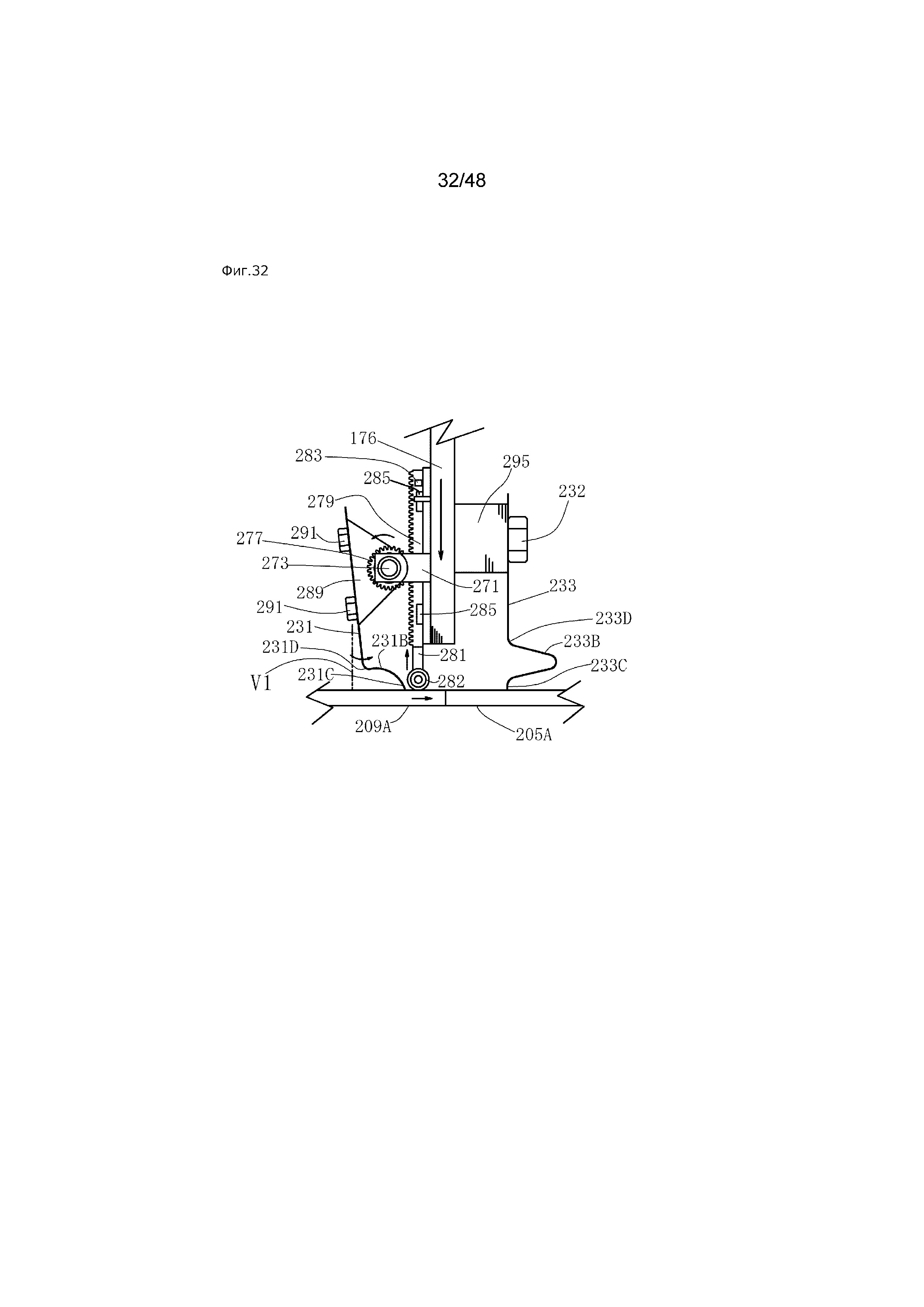
Как показано на фиг.31, 1–й верхний подъемно–опускной узел 176 еще продолжает опускаться вниз, то ролик 282 попадает в полезный лист шпона 209А и перестает опускаться вниз, и вместе с тем зубчатая рейка 279, соединенная с роликом 282, начинает перемещаться вверх относительно 1–го верхнего подъемно–опускного узла 176.
В результате зубчатое колесо 277, сцепленное с зубчатой рейкой 279, начинает вращаться в сторону, указанную знаком стрелки на фигуре.
Вал 273, поворотный элемент 289 и пластинчатая пружина для перемещения листа шпона 231 вместе с зубчатым колесом 277 начинают вращаться в одну и ту же сторону, а краевая часть 231D начинает вращаться вокруг вала 273 в направлении против часовой стрелки.
При вращении краевой части 231D острая часть 231С, воткнутая в лист шпона 209А, не скользит в горизонтальном направлении 234, указанном знаком стрелки на фиг.31.
При вращении пластинчатой пружины для перемещения листа шпона 231 краевая часть 231D перемещается по траектории как кривой линии, служащей одним из примеров 2–й условной линии, начиная от 1–й условной линии V1, проведенной на фиг.30.
То есть она перемещается от положения, показанного на фиг.30, через положение, показанное на фиг.31, к положению, показанному на фиг.32 и являющемуся одним из примеров 2–го положения.
В результате наклонная часть 231В начинает коробиться и деформируется вверх.
При происхождении деформации вверх наклонная часть 231В пытается вернуться к прямолинейному состоянию, а у острой части 231С происходит толкающая вправо сила.
Полезный лист шпона 209А воспринимает толкающую силу от острой части 231С, то есть воспринимает силу, направленную направо, как показано на фиг.31, и перемещается. При этом пластинчатая пружина для перемещения листа шпона 231 приближается к положению, являющемуся одним из примеров 2–го положения, а также пластинчатая пружина для останова листа шпона 233 – к положению, являющемуся одним из примеров 4–го положения, как показано на фиг.32.
Как показано на фиг.32, полезный лист шпона 209А попадает в полезный лист шпона 205А или приближается к нему с тем, чтобы устранить зазор между соединяемыми частями.
Как и в случае с примером осуществления 1, после устранения зазора между соединяемыми частями листов шпона соединяют их с помощью бумажных лент и др., затем 1–й верхний подъемно–опускной узел 176 возвращается к верхнему исходному положению и останавливается в месте ожидания до начала последующих операций по устранению зазора и соединению соединяемых частей.
7. В примере осуществления 1 полезные листы шпона соединяются между собой в направлении, перпендикулярном направлению их волокон. Но предпочтительно соединить краевые части листов шпона вдоль их волокон.
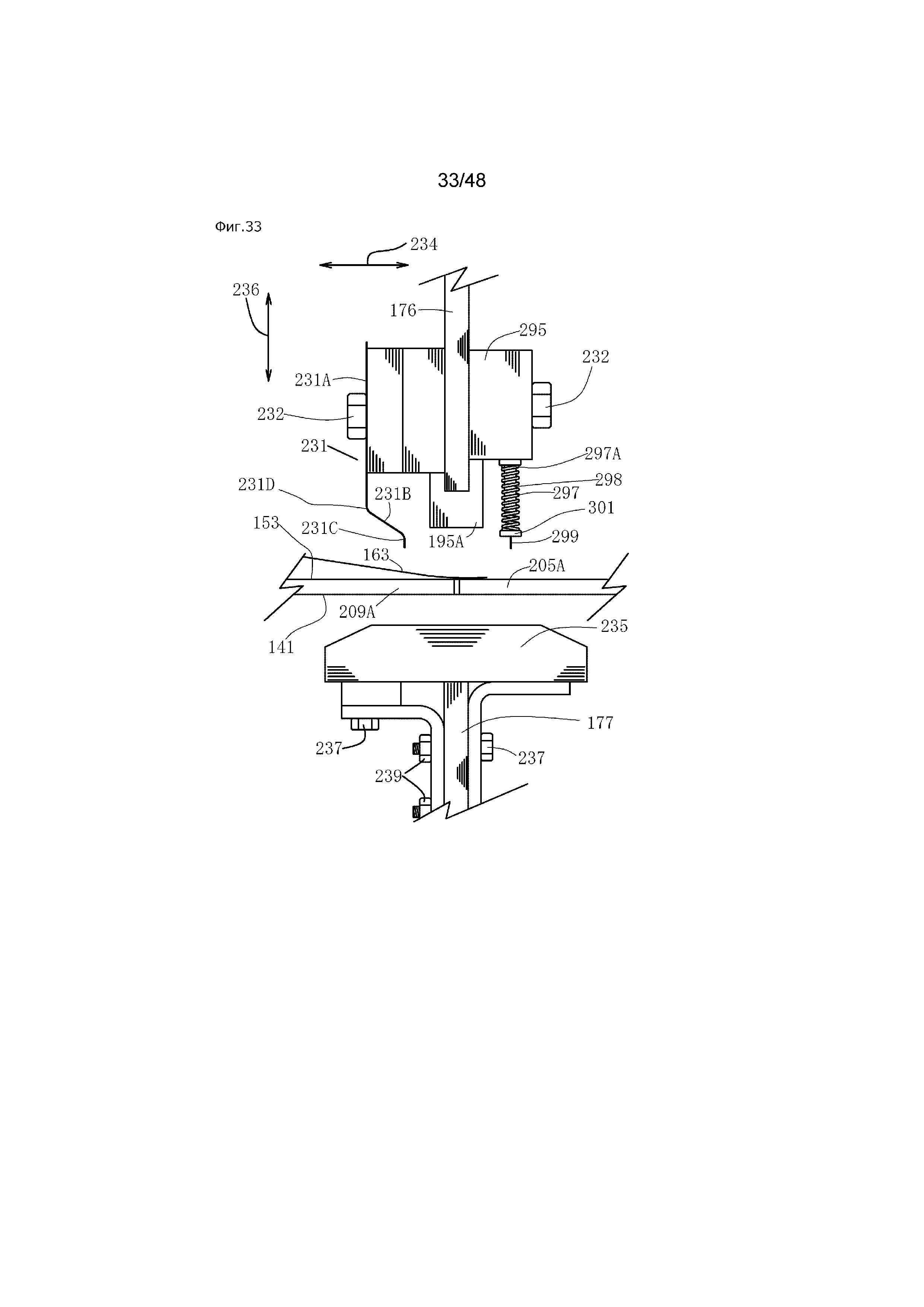
8. В примере осуществления 1 используется пластинчатая пружина для останова листа шпона 233, но предпочтительно использовать такие материалы, которые подвержены упругой деформации в вертикальном направлении и почти не деформируются в горизонтальном направлении.
То есть, как показано на фиг.33, в нижнем конце установочной опоры 295 располагают нижеследующие детали:
Номер детали 297 представляет собой пружину сжатия, служащую одним из примеров упругого тела, а также верхний конец 297А, служащий одним из примеров 2–го одного конца, прикрепляется к установочной опоре 295.
К нижнему концу пружины сжатия 297 прикрепляется держатель 301 для поддерживания острой части 299, обладающей острым кончиком и служащей одним из примеров 2–го другого конца.
Во избежание деформации пружины сжатия 297 в горизонтальном направлении при восприятии этой пружиной вертикальной силы внутри пружины сжатия 297 устанавливается цилиндрический стержень 302, верхний конец которого прикрепляется к установочной опоре 295, а также нижний конец которого находится чуть выше держателя 301.
Если при такой компоновке устройства, как и показано на фиг.20 и 21 в примере осуществления 1, установочная опора 295 опускается вниз, то пружина сжатия 297 деформируется в вертикальном направлении и острая часть 299, например, вонзается в полезный лист шпона 205, показанный на фигуре.
В результате полезный лист шпона 205 почти не перемещается, несмотря на то, что он воспринимает горизонтальную силу.
9. В примере осуществления 1 1–й верхний подъемно–опускной узел 176 опускается вниз, за счет чего острая часть пластинчатой пружины для перемещения листа шпона 231 и острая часть пластинчатой пружины для останова листа шпона 233 вонзаются почти одновременно в полезные листы шпона. Но предпочтительно воткнуть в первую очередь острую часть пластинчатой пружины для останова листа шпона 233 в полезный лист шпона с тем, чтобы более надежно устранить зазор между соединяемыми частями полезных листов шпона.
10. В примере осуществления 1 как пластинчатая пружина для перемещения листа шпона 231, так и пластинчатая пружина для останова листа шпона 233 снабжаются острыми частями. Но острая форма необязательна. Предпочтительно использовать такие нескользящие материалы, которые обладают высоким коэффициентом трения относительно листов шпона
11. В примере осуществления 1 заранее приближенные друг к другу краевые части двух полезных листов шпона, из которых состоят соединяемые части, перемещаются.
Но предпочтительно использовать нижеследующий способ:
Без использования пластинчатой пружины для останова листа шпона 233 останавливают задний край предшествующего полезного листа шпона в направлении подачи в фиксированном месте. Затем перемещают последующий полезный лист шпона в направлении к фиксированному месту, упомянутому выше, и когда передний край последующего полезного листа шпона в направлении подачи приближается к заднему краю предшествующего полезного листа шпона, остановленного в упомянутом фиксированном месте, то острая часть пластинчатой пружины для перемещения листа шпона 231 вонзается в передний край последующего полезного листа шпона, а также острая часть пластинчатой пружины для останова листа шпона 233 вонзается в задний край остановленного предшествующего полезного листа шпона.
12. В примере осуществления 1 формы концов острых частей 231С и 233С прямолинейные в горизонтальном направлении.
Но предпочтительно, чтобы формы концов упомянутых острых частей были зигзагообразными в направлении вперед и назад на фиг.18.
То есть в случае с пластинчатой пружиной для перемещения листа шпона 231, показанной на фиг.19, – конец ее острой части, который вонзается в лист шпона, обладает зигзагообразной формой, такой как показано в увеличенном виде острой части на фиг.27. В результате при втыкании острой части в лист шпона трещины в направлении волокна листа шпона почти не образуются.
13. В примере осуществления 1 пластинчатая пружина для перемещения листа шпона 231 и пластинчатая пружина для останова листа шпона 233 вместе друг с другом поднимаются вверх и опускаются вниз. Но предпочтительно использовать нижеследующий способ:
На фиг.34 показывается вид устройства сбоку. Здесь располагаются стойки 303 и 305. В этом дополнительном примере осуществления над передней стороной в направлении подачи листов шпона на 1–й нижней конвейерной ленте 141 располагается 1–я верхняя конвейерная лента 153, а также стойки 303 и 305 располагаются через определенное расстояние на обоих краях устройства в направлении 230. Как показано на фиг.35, стойка 305 находится на правой стороне стойки 303 в направлении 234.
Как показано на фиг.36, стойки 305 располагаются на внутренних сторонах стоек 303.
На стойке 303, обращенной к передней стороне в направлении подачи листа шпона, то есть на правой стороне фиг.35 располагается через линейные направляющие 307 и 309 2–й верхний подъемно–опускной узел 311, выполненный с возможностью подъема вверх и опускания вниз, а также внизу располагается через линейные направляющие 313 и 315 2–й нижний подъемно–опускной узел 317, выполненный с возможностью подъема вверх и опускания вниз.
На верхней стороне стойки 303 закрепляется установочная опора 319, выступающая в правую сторону, а также на ее нижней стороне – установочная опора 321, выступающая в правую сторону.
Как показано на фиг.35, 36 и 38, к нижней стороне установочной опоры 319 присоединяется верхний конец пневмоцилиндра 323, служащего одним из примеров исполнительного элемента.
Нижний конец поршневого штока 321А пневмоцилиндра 323 присоединяется к 2–му верхнему подъемно–опускному узлу 311, служащему одним из примеров элемента перемещения.
Как показано на фиг.39, представляющей собой частичный вид сбоку в разрезе вдоль штрихпунктирной линии R–R из фиг.38, без стойки 305, 3–го верхнего подъемно–опускного узла 347 и др., на 2–м верхнем подъемно–опускном узле 311 устанавливаются нижеследующие элементы:
Как и в случае с примером осуществления 1, пластинчатые пружины для перемещения листа шпона 231 закрепляются болтами 232 через определенное расстояние в горизонтальном направлении таким образом, как показано на фиг.39.
Как упомянуто ниже, посредством пневмоцилиндра 323 пластинчатая пружина для перемещения листа шпона 231 совершает возвратно–поступательное перемещение между верхним местом ожидания и нижним местом втыкания в лист шпона, а также способна останавливаться в этих местах.
Кроме того, нагревательные части 325А в количестве нескольких штук располагаются через определенное расстояние в горизонтальном направлении 230 на фиг.39.
Как показано на фиг.38, располагаются установочные опоры 327, выступающие в правую сторону и прикрепленные к 2–му верхнему подъемно–опускному узлу 311. При этом на правых сторонах установочных опор 327 располагаются продольные пазы 329.
В каждый продольный паз 329 вставляется опора для нагревательной части 325 с шириной, почти одинаковой с шириной паза 329.
К нижнему концу опоры для нагревательной части 325 прикрепляется болтами 331А нагревательная часть 325А.
Опора для нагревательной части 325 располагается в подходящем положении в вертикальном направлении внутри паза 329 и прикрепляется болтом 331 к установочной опоре 327.
По такой компоновке устройства посредством пневмоцилиндра 323 опора для нагревательной части 325 совершает возвратно–поступательное перемещение между верхним местом ожидания, показанным на фиг.38 и 39, и нижним местом, где нагревательная часть 325А втыкается в лицевую сторону листа шпона, а также она способна останавливаться в этих местах.
Как показано на фиг.35 и 39, на верхней стороне нижней установочной опоры 321 устанавливается нижний конец пневмоцилиндра 333, соединенного с 2–м нижним подъемно–опускным узлом 317, присоединенным к верхнему концу поршневого штока 333А.
2–й нижний подъемно–опускной узел 317 снабжается нижеследующими элементами:
Как и в случае с примером осуществления 1, опоры для нагревательных частей 335, к верхним концам которых прикрепляются болтами 337 нагревательные части 335А, располагаются в горизонтальном направлении таким образом, как показано на фиг.39.
Установочная опора 334 закрепляется в положении, находящемся напротив опоры для нагревательной части 335, как показано на фиг.35 и 38.
Как показано на фиг.39, к установочной опоре 334 прикрепляется болтом 339 опора для нагревательной части 335 таким образом, что верхняя сторона нагревательной части 335А располагается чуть ниже уровня 1–й нижней конвейерной ленты 141.
В этой компоновке устройства посредством пневмоцилиндра 333 опора для нагревательной части 335 совершает возвратно–поступательное перемещение между нижним местом ожидания, показанным на фиг.35 и 39, и верхним местом, где она соприкасается с оборотной стороной листа шпона, а также способна останавливаться в этих местах.
Номер детали 341 представляет собой неподвижную опору, служащую одним из примеров опорного элементов.
Как показано на фиг.35, 38 и 39, неподвижная опора 341 между стойками 303 и 305 протягивается от задней стороны в направлении подачи листа шпона вдоль паза 343, образованного на верхней стороне 2–го нижнего подъемно–опускного узла 317, к передней стороне в направлении подачи листа шпона.
Как показано на фиг.39, неподвижная опора 341 располагается в положении, находящемся напротив пластинчатой пружины для перемещения листа шпона 231 и пластинчатой пружины для останова листа шпона 233 в вертикальном направлении 236.
Оба края неподвижной опоры 341, как показано на фиг.38, опираются на опорные стержни 342. А также, как показано на фиг.38, неподвижная опора 341 имеет наклонную часть 341А, которая направляется вверх в переднюю сторону в направлении подачи листа шпона, и плоскую часть 341В, находящуюся чуть ниже уровня 1–й нижней конвейерной ленты 141.
Как показано на фиг.38, на стойке 305 устанавливается через линейные направляющие 345 3–й подъемно–опускной узел 347 с возможностью вертикального перемещения.
Как показано на фиг.35 и 38, на верхней стороне стойки 305 закрепляется выступающая в правую сторону установочная опора 349, такая же, как установочная опора 319.
Как показано на фиг.35 и 38, на нижней стороне установочной опоры 349 устанавливается верхний конец пневмоцилиндра 351, служащего одним из примеров 2–го исполнительного элемента и соединенного с 3–м верхним подъемно–опускным узлом 347, присоединенным к нижнему концу поршневого штока 351А.
Кроме того, 3–й подъемно–опускной узел 347 снабжается нижеследующими элементами:
Пластинчатая пружина для останова листа шпона 233 в такой же форме, как и в случае с примером осуществления 1, располагается напротив пластинчатой пружины для перемещения листа шпона 231 в направлении подачи листа шпона, то есть в горизонтальном направлении на фиг.35. Она закрепляется болтами 232.
В этой компоновке устройства посредством пневмоцилиндра 351 пластинчатая пружина для останова листа шпона 233 совершает возвратно–поступательное перемещение между верхним местом ожидания, показанным на фиг.35 и 38, и нижним местом, где она соприкасается с лицевой стороной листа шпона, а также способна останавливаться в этих местах.
Как показано на фиг.35 и 38, номер детали 353 представляет собой 2–й датчик, предназначенный для обнаружения края последующего листа шпона, транспортируемого на 1–й нижней конвейерной ленте 141 и 1–й верхней конвейерной ленте 153, а также номер детали – 3–й датчик, предназначенный для обнаружения края предшествующего листа шпона, транспортируемого на упомянутых конвейерных лентах.
Как показано на фиг.38, номер детали 357 представляет собой устройство управления, предназначенное для выдачи сигналов управления действиями пневмоцилиндров 323, 333 и 351 на основе сигналов обнаружения, полученных от 2–го датчика 353 и 3–го датчика 355.
Как показано на фиг.35 и 38, номер детали 163 представляет собой бумажные ленты, такие же, как и в случае с примером осуществления 1. В этом дополнительном примере осуществления они располагаются на лицевой и оборотной сторонах листов шпона с тем, чтобы приклеить их к лицевой и оборотной сторонам листов шпона.
В этом дополнительном примере осуществления компоновка устройства нижеследующая:
Для того, чтобы обеспечить исходное положение устройства, посредством пневмоцилиндров 323, 333 и 351 перемещают пластинчатые пружины для перемещения листа шпона 231, опоры для нагревательных частей 325, опоры для нагревательных частей 335 и пластинчатые пружины для останова листов шпона 233 к местам ожидания, как показано на фиг.34, 35 и 38.
1–я нижняя конвейерная лента 141 и 1–я верхняя конвейерная лента 153 находятся на ходу. Как показано на фиг.34, укладывают полезные листы шпона 354, 356 и др. по очереди на нижнюю конвейерную ленту 141. При этом полезные листы шпона 354 и 356 перемещаются в правую сторону.
Когда передний конец предшествующего полезного листа шпона 354 проходит под 2–м датчиком 353 так, как показано на фиг.40, которая представляет собой связанную с фиг.38 схему действий основных элементов в дополнительном примере осуществления, то сигнал от датчика 353 передается к устройству управления 357. Но при этом устройство управления еще не выдает сигналы срабатывания.
И когда передний конец предшествующего полезного листа шпона 354 проходит под 3–м датчиком 355 так, как показано на фиг.41, то сигнал от датчика 355 передается к устройству управления 357.
В тот момент устройство управления 357 выдает сигнал срабатывания на пневмоцилиндр 351 с тем, чтобы опустить вниз поршневой шток 351А.
В результате 3–й верхний подъемно–опускной узел 347 опускается вниз, и одновременно с этим пластинчатая пружина для останова листа шпона 233, соединенная с 3–м верхним подъемно–опускным узлом 347 в одно целое, тоже опускается вниз. Как показано на фиг.42, когда острая часть 233С пластинчатой пружины для останова листа шпона 233 вонзается в лицевую сторону полезного листа шпона 354, то полезный лист шпона 354 прижимается к плоской части 341В неподвижной опоры 341.
Полезный лист шпона 354, который перевозится на 1–й нижней конвейерной ленте 141 и 1–й верхней конвейерной ленте 153, останавливается за счет втыкания упомянутой острой части 233С в лист шпона и его прижима к плоской части 341В.
Предварительно регулируют функцию задержки работы в устройстве управления 357 и скорость действия пневмоцилиндра 351 так, что при останове полезного листа шпона 354 его задний конец останавливается почти прямо под нагревательной частью 325А в вертикальном направлении 234.
Как показано на фиг.43, когда передний конец полезного листа шпона 356, последующего за остановленным предшествующим полезным листом шпона 354, проходит под 2–м датчиком 353, то сигнал от 2–го датчика 353 передается к устройству управления 357.
В тот момент устройство управления 357 выдает сигнал срабатывания на пневмоцилиндры 323 и 333 с тем, чтобы опустить вниз поршневой шток 323А, а также поднять вверх поршневой шток 333А.
В результате 2–й верхний подъемно–опускной узел 311 опускается вниз, и одновременно с этим пластинчатая пружина для перемещения листа шпона 231, соединенная с 2–м верхним подъемно–опускным узлом 311 в одно целое, и опора для нагревательной части 325 тоже опускаются вниз. При этом 2–й нижний подъемно–опускной узел 317 поднимается вверх вместе с нагревательной частью 335А.
Как показано на фиг.44, нагревательная часть 335А приближается к оборотной стороне полезного листа шпона 354, а острая часть 231С пластинчатой пружины для перемещения листа шпона 231 вонзается в лицевую сторону полезного листа шпона 356.
Как показано на фиг.44, предварительно регулируют момент втыкания острой части 231С так, что в лицевую сторону полезного листа шпона 356 вонзается упомянутая острая часть при наличии зазора между полезными листами шпона 354 и 356.
Когда поршневые штоки 323А и 333А продолжают выдвигаться, то посредством пластинчатой пружины для перемещения листа шпона 231 полезный лист шпона 356 приближается к остановленному полезному листу шпона 354 и попадает в него таким образом, как показано на фигурах от 20 до 23 в примере осуществления 1, и в результате устраняется зазор 359 между ними так, как показано на фиг.45.
При этом нагревательная часть 335А попадает как в оборотную сторону полезного листа шпона 354, так и в оборотную сторону полезного листа шпона356.
Как показано на фиг.46, нагревательная часть 325А располагается напротив нагревательной части 335А, и они прижимают бумажные ленты 163 к лицевым и оборотным сторонам полезных листов шпона 354 и 356 и нагревают их в течение заданного времени.
В результате полезные листы шпона 354 и 356 соединяются друг с другом в одно целое, как и в случае с примером осуществления 1.
Устройство управления 357 по истечении заданного времени выдает сигналы срабатывания на пневмоцилиндпы 323, 333 и 351 с тем, чтобы втянуть поршневые штоки 323А, 333А и 351А и возвратить их в исходные положения, как показано на фиг.47.
Полезные листы шпона 354 и 356, соединенные друг с другом в одно целое (далее именуется – соединенные друг с другом в одно целое полезные листы шпона 354 и 356), перемещаются направо так, как показано на фиг.47, 1–й нижней конвейерной лентой 141 и 1–й верхней конвейерной лентой 153, и одновременно с этим последующий лист шпона 358 перемещается.
Задний конец соединенных друг с другом в одно целое полезных листов шпона 354 и 356 проходит под 3–м датчиком 355.
При этом, как показано на фиг.47, устройство управления 357 после получения сигналов обнаружения выдает сигналы срабатывания с тем, чтобы пластинчатая пружина для останова листа шпона 233 попала в соединенные друг с другом в одно целое полезные листы шпона 354 и 356 и остановила их таким образом, как пластинчатая пружина для останова листа шпона 233 попадает в полезный лист шпона 354 на фиг.41 и останавливает его перемещение.
Как показано на фиг.47, последующий полезный лист шпона 358 транспортируется по 1–й нижней конвейерной ленте 141 и 1–й верхней конвейерной ленте 153, а его передний конец в направлении подачи листа шпона обнаруживается 2–м датчиком 353. При этом датчик 353 передает сигнал обнаружения к устройству управления 357.
За счет действий, таких же, как показано на фиг.43, 44, 45 и 46, полезный лист шпона 358, как показано на фиг.48, присоединяется к полезным листам 354 и 356, уже соединенными друг с другом в одно целое.
После соединения упомянутых листов шпона снова последующий полезный лист шпона в последовательном порядке присоединяется к ним таким образом, как упомянуто выше.
Ссылочные обозначение
(0070)
141 Нижняя конвейерная лента
153 Верхняя конвейерная лента
163 Бумажная лента
175 Верхний подъемно–опускной узел
177 Нижний подъемно–опускной узел
182 Соединяемые части
195А Нагревательная часть
205А Полезный лист шпона
209А Полезный лист шпона
231 Пластинчатая пружина для перемещения листа шпона
231В Наклонная часть
231С Острая часть
233 Пластинчатая пружина для останова листа шпона
233В Кривая часть
233С Острая часть
235 Опорный стол
303 Стойка
305 Стойка
311 2–й верхний подъемно–опускной узел
317 2–й нижний подъемно–опускной узел
347 3–й верхний подъемно–опускной узел
323 Пневмоцилиндр
333 Пневмоцилиндр
351 Пневмоцилиндр
Реферат
Изобретение относится к деревообработке, в частности к устройству для транспортировки листов шпона, получаемого путем лущения чурака на лущильном станке для изготовления древесно–слоистой плиты, например фанеры. Устройство содержит опорные элементы, выполненные с возможностью поддерживания первого и второго листов шпона, пластинчатые пружины, по меньшей мере один элемент перемещения и исполнительный элемент. При этом пластинчатые пружины расположены рядом во втором направлении, перпендикулярном первому направлению, являющемуся направлением подачи листов шпона, и параллельном поверхности первого листа шпона. Каждая пластинчатая пружина снабжена наклонной частью в первом направлении так, что упомянутый ее другой конец расположен ближе к первому листу шпона, чем упомянутый один конец, в третьем направлении, перпендикулярном поверхности первого листа шпона, причем один и другой концы каждой из пластинчатых пружин размещены рядом в первом направлении. При этом по меньшей мере один элемент перемещения соединен с упомянутым одним концом каждой из пластинчатых пружин, а исполнительный элемент выполнен с возможностью возвратно–поступательного перемещения упомянутого элемента перемещения в третьем направлении между первым и вторым положениями. В первом положении один и другой концы пластинчатой пружины отдалены от поверхности первого листа шпона, а во втором положении - упомянутый один конец пластинчатой пружины расположен на первой условной линии, проходящей через упомянутый один конец в третьем направлении, или на второй условной линии, более близкой к второму листу шпона, чем первая условная линия, вблизи от поверхности первого листа шпона, но без соприкосновения с ним. Устройство обеспечивает плотное соединение листов шпона нестандартного размера. 6 з.п. ф-лы, 48 ил.
Комментарии