Станок сверлильно-присадочный - RU162197U1
Код документа: RU162197U1
Чертежи
Описание
Предполагаемая полезная модель относится к деревообрабатывающей промышленности и может быть использовано для сверления отверстий с заданным углом сверления под ввертные петли на деталях дверного блока с наплавом при помощи спаренных сверлильных групп.
Известны сверлильно-присадочные станки, осуществляющие сверление в вертикальной и горизонтальной плоскостях, станки схожи в выполнении технологических операций и имеют практически одинаковые недостатки, в частности:
1. Станок сверлильно-присадочный ALFA 21T, 27Т, 35Т (VITAP) - Италия. Сверление отверстий в пластях и кромках щитовых деталей корпусной мебели, размер стола, мм: для модели 21Т - 864*500; для модели 27Т - 1056*500; для модели 35Т - 1454*590 (Станки и инструмент для производства мебели, каталог 2007, «MDM-Техно», стр. 69).
2. Сверлильно-присадочный станок МВМ 21 Р (OMKOTECH) Белгород. Предназначен для высокоточного сверления сквозных и глухих отверстий в торцах и плоскостях мебельных щитов. Наклон сверлильного агрегата пневматический, 0-90 градусов, расстояние между шпинделями - 32 мм (Электронный ресурс. Режим доступа: http://www.equipnet.ru/equip/equip_5857.html);
Для обработки древесины имеются сверлильно-пазовальные станки.
1. Сверлильно-пазовальный станок LBM-200 - Австрия-Болгария, используемые для сверления отверстий/пазов в деталях из массива, плит из древесных частиц и плит из волокон. Угол поворота стола, град ±45; широкий диапазон хода шпинделя (поперечный - 200; продольный - 240 мм). Количество шпинделей, шт - 1 (Деревообрабатывающее оборудование отечественного и импортного производства, «Ками-Станкоагрегат», стр. 75).
2. Сверлильно-пазовальный станок СВПГ - 2А. Предназначен для выборки пазов и сверления отверстий одновременно в двух изделиях из древесины в условиях серийного производства. Имеет угол поворота стола ±25° (Деревообрабатывающее оборудование отечественного и импортного производства, «Ками-Станкоагрегат», стр. 75).
3. Сверлильно-пазовальный станок MDK 4120. Одновременное сверление отверстий, фрезерование и выборка пазов для петель, личинки и корпуса замка в дверном полотне и коробке. Двери могут быть изготовлены как из массива древесины, так и из МДФ. Максимальная длина обрабатываемых деталей - 2200 мм; ширина обрабатываемых деталей 600 - 1000 мм. Количество шпинделей - 7 шт. (Деревообрабатывающее оборудование, выпуск №5, «Ками-Станкоагрегат», стр. 53).
Аналогами для разработки сверлильно-присадочного станка могут послужить следующие станки:
1) сверлильно-пазовальный станок СВПГ - 2А, имеющий станину и возможность наклона стола для высверливания отверстий при горизонтальном и вертикальном перемещении шпинделя с диаметром сверла от 1 до 30 мм. Несмотря на возможность поворота стола, сверление одной пары отверстий осуществляется как минимум за два прохода с перестановкой положения шпинделя или детали при ограниченных размерах стола станка 500*400 мм;
2) сверлильно-пазовальный станок MDK 4120, имеющий станину с оптимальными размерами рабочего стола и набором шпинделей, позволяющих высверливать отверстия с возможностью регулировки расстояния между ними, но только для одной пары, при этом отсутствуют возможности поворота стола на заданный угол с одновременным сверлением нескольких пар отверстий.
Недостатками практически всех станков является:
1) межцентровое расстояние между шпинделями составляющее 32 мм, тогда как под ввертные петли межцентровое расстояние необходимо в 25 мм.
2) станки не предназначены для сверления деталей блоков дверей с наплавом;
3) отсутствует возможность поворота сверлильных групп на угол в 11°;
4) малые размеры поверхности рабочего стола, не обеспечивающие возможность сверления деталей длиной до 2,5 м.
5) отсутствие спаренных сверел на шпиндельных головках.
Технический результат - снижение трудоемкости и ускорение процесса сверления благодаря одновременной работе в автоматическом режиме нескольких (от двух до четырех) спаренных шпиндельных головок.
Технический результат достигается тем, что станок сверлильно-присадочный для осуществления сверления отверстий под ввертные петли в деталях дверного блока с наплавом, включающий станину, отличающийся тем, что на станине закреплены рейлинги, на которых установлено от двух до четырех спаренных шпиндельных головок, имеющих возможность передвижения по рейлингам для сверления заготовок в горизонтальной плоскости для деталей коробки и под углом 11° для деталей полотна, при этом на станине имеются вертикальные зажимы для закрепления заготовок.
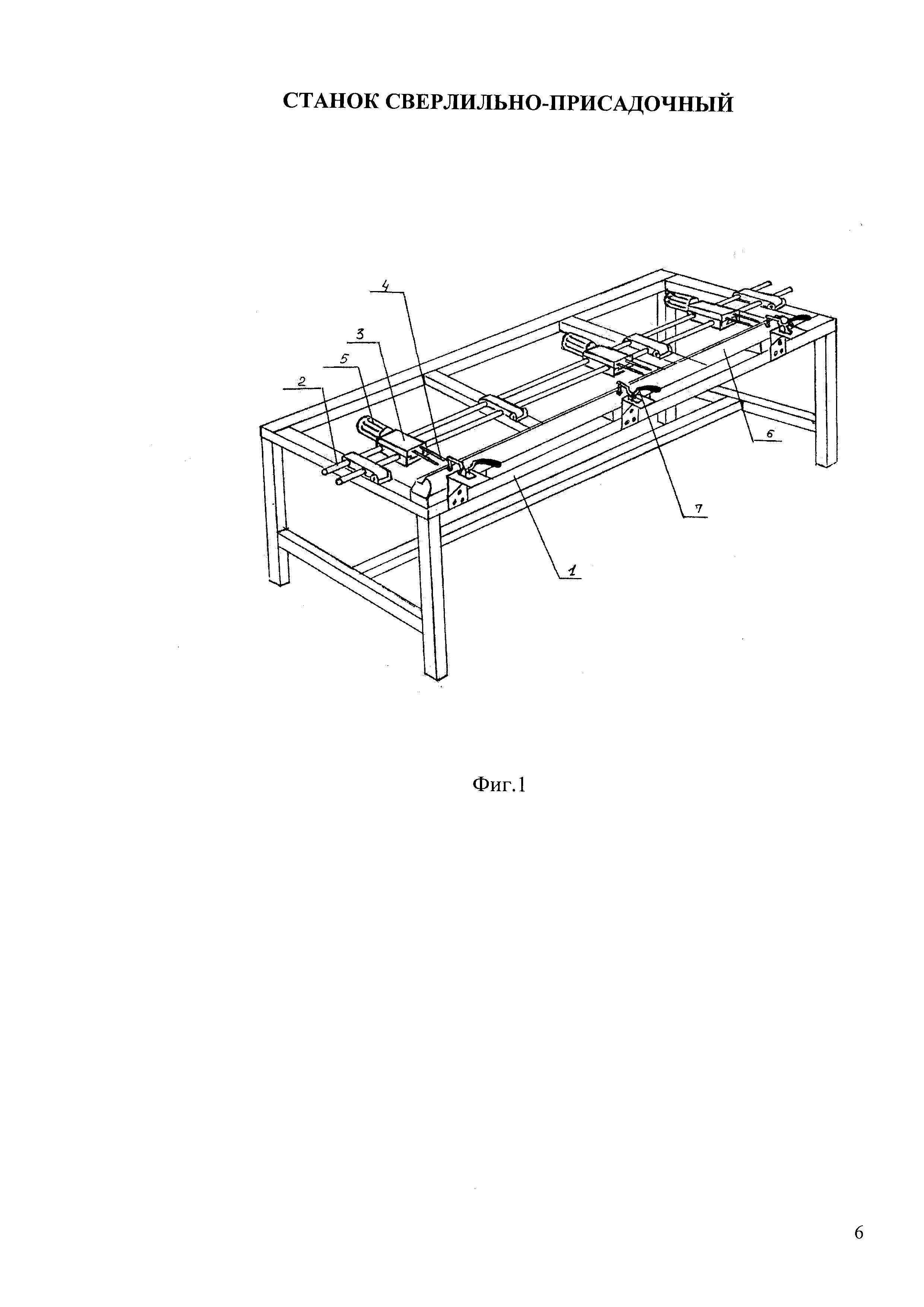
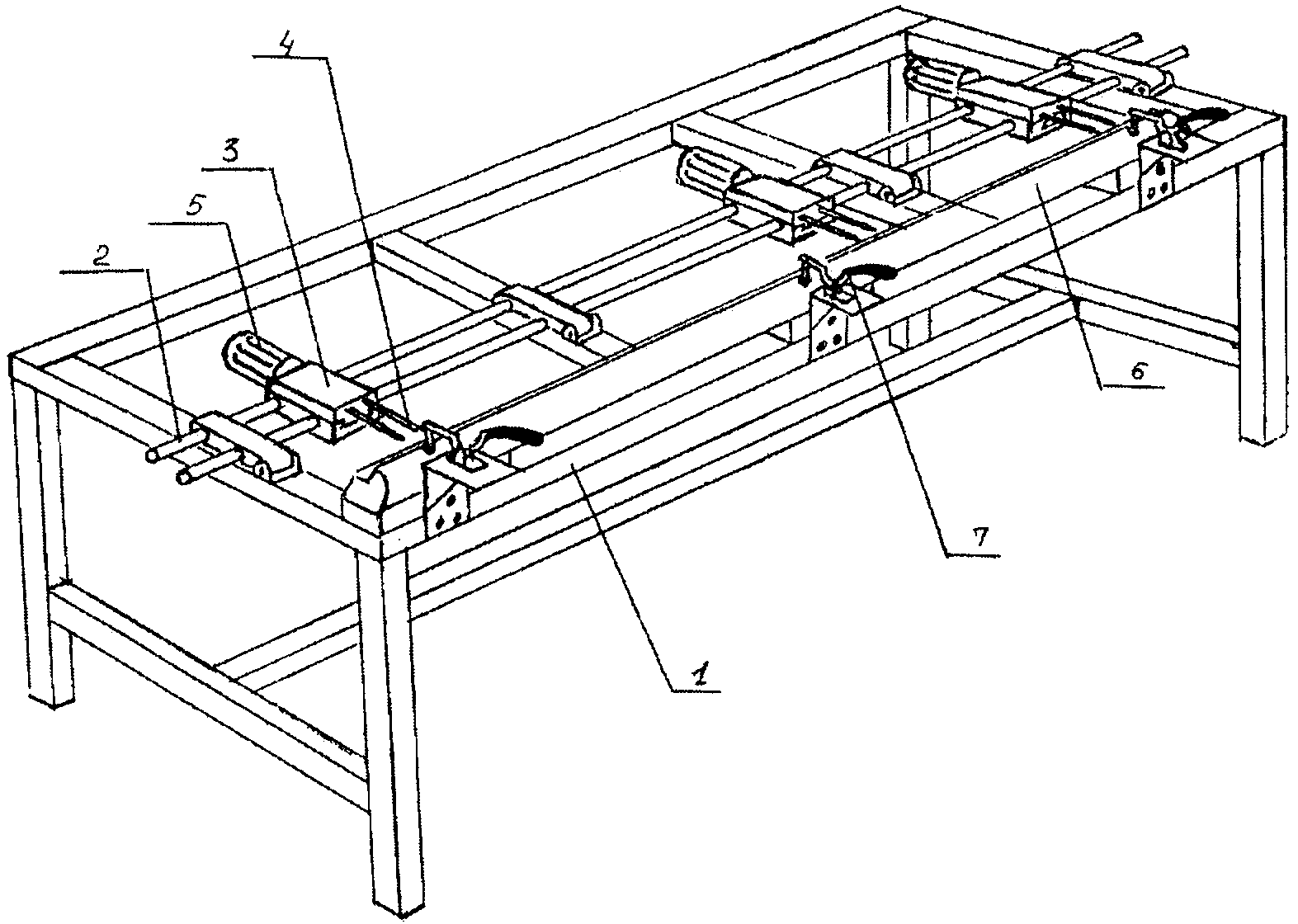
Головки по рейлингам, закрепленным на станине, передвигаются в горизонтальной плоскости, обеспечивая сверление на длине до 2.5 м и в вертикальной, с позиционированием шпинделей под углом в 11°. Схема устройства показана на фиг. 1.
На схеме обозначены: трубчатая каркасная станина (1) с рейлингами (2), на которые крепятся от двух до четырех шпиндельных головок (3) со спаренными сверлами (4). Пневматический привод станка (5) обеспечивает одновременную подачу всех пар шпиндельных головок. На станине для крепления деталей (6) имеются зажимы (7). Включение и отключение станка осуществляется пусковой кнопкой.
Работа станка осуществляется следующим образом:
- при сверлении деталей коробки дверного блока с наплавом:
1. на стол укладывают деталь и закрепляют зажимами;
2. устанавливают угол сверления 0 градусов (горизонтальная плоскость);
3. передвигают шпиндельные головки по рейлингам для установки на нужное расстояние (по сборочным чертежам определяя места для сверления);
4. выбирают оптимальные параметры резания: тип сверла и скорость подачи в зависимости от вида материала (древесины или плитные материалы);
5. Осуществляют пуск с одновременной подачей всех шпиндельных головок со спаренными сверлами на деталь с ходом движения до 50 мм.
6. - при необходимости смены деталей с брусков коробки на бруски дверного полотна производится установка подкладочного бруска для сверления в горизонтальной плоскости (угол 11°). Дальнейшие действия повторяются в той же последовательности за исключением п. 2 по установке угла.
Технический результат:
- обеспечивается возможность сверления отверстий с шагом между осями шпинделя 25 мм (взамен традиционных - 32 мм) с точностью по 11-12 квалитету;
- обеспечивается возможность обработки деталей длиной до 2,5 м с быстрой сменой угла в зависимости от поставленных технологических задач с 0 до 11°;
- возможна быстрая переналадка станка и сверел, что способствует присадке отверстий, как на брусьях дверного полотна, так и на коробке.
Реферат
Станок сверлильно-присадочный для осуществления сверления отверстий под ввертные петли в деталях дверного блока с наплавом, включающий станину, отличающийся тем, что на станине закреплены рейлинги, на которых установлено от двух до четырех спаренных шпиндельных головок, имеющих возможность передвижения по рейлингам для сверления заготовок в горизонтальной плоскости для деталей коробки и под углом 11° для деталей полотна, при этом на станине имеются вертикальные зажимы для закрепления заготовок.
Формула
Комментарии