Строгальный станок - RU2066272C1
Код документа: RU2066272C1
Чертежи








Описание
Изобретение относится к области деревообработки, а именно касается усовершенствования строгальных станков.
Известны строгальные (продольно-строгальные) станки, которые используются для строгания прямых срезов (распилов). Строгальный станок обычно включает от двух до четырех ножей (лезвий), прикрепленных к режущей головке соответствующей ширины. Такой строгальный станок осуществляет грубую отделку поверхности древесины путем снятия стружек, каждая из которых имеет форму, соответствующую трохоидной кривой, по которой проходит режущая кромка каждого ножа.
Встречное фрезерование, при котором каждый нож вращается в направлении, противоположном направлению подачи древесины, имеет свои преимущества перед попутным фрезерованием, при котором каждый нож вращается в направлении подачи древесины, и поэтому встречное фрезерование применяется в большинстве случаев строгания на продольно-строгальном станке. Эти преимущества включают: менее глубокие и более плоские следы ножей, меньшее повреждение режущей кромки каждого ножа и более легкое удаление стружки.
В процессе встречного фрезерования, однако, традиционный строгальный станок обычно вызывает некоторые дефекты, такие как рваная или резания текстура, волокнистая или спутанная текстура, и задиры. Рваная или резания текстура, которая означает древесную поверхность, имеющую один или несколько более глубоких надрезов, чем желаемая обработанная поверхность, оказывает особенно вредное воздействие на последующие стадии деревообработки, и поэтому имеется высокая потребность в эффективном предотвращении образования рваной структуры.
Отчасти, такая текстура может причиняться ножами, то есть вследствие срабатывания или неровной установки режущей кромки каждого ножа, а отчасти - это может быть вызвано древесиной, то есть направлением и прочностью волокон древесины или поперечным их расположением (поперечной текстурой). В любом случае, режущее усилие каждого ножа, прикладываемое к участку древесины, менее глубокому, чем желаемая обработанной поверхность, оказывает вредное действие на более глубокое место древесины, чем желаемая обработанная поверхность, с повреждением древесных волокон в более глубоком участке.
Предпринимались различные меры для того, чтобы предотвратить образование такой рваной или резаной текстуры. Один типичный пример таких мероприятий включает придание соответствующего наклона передней угловой поверхности лезвия (то есть поверхности, по которой соскальзывает стружка) для того, чтобы сделать угол резания больше, чем угол резца, тем самым уменьшая компонент режущего усилия в направлении отделения от поверхности древесины с целью устранения или снижения действия режущего усилия на участок древесины, который является более глубоким, чем желаемая обработанная поверхность. Другой пример мероприятий предусматривает установку стружколома со стороны передней угловой поверхности резца или, иначе выполнение части режущей головки, со стороны передней угловой поверхности резца, в виде стружколома, чтобы поворачивать и сгибать стружку и при этом предотвращать переднее расщепление.
Выражение "передней расщепление" здесь означает разрыв волокон древесины, возникающий перед режущей кромкой каждого резца, и по меньшей мере часть такого переднего расщепления выявляется в виде рваной текстуры поверхности древесины.
Хотя эти мероприятия и повышают в целом сопротивление резания, они оказывают определенное влияние на уменьшение неровности текстуры, поскольку различные условия резания, такие как тип древесины, направление волокон, степень содержания влаги, и толщина недеформированной стружки, устанавливаются для каждого резца в конкретных пределах. Все эти мероприятия, однако, направлены на участки, расположенные вслед за режущей кромкой резца, для уменьшения неровности текстуры, возникающей перед режущей кромкой резца. Эти косвенные методы не могут в достаточной степени предотвратить образование рваной текстуры, когда условия резания не находятся в установленных пределах. Даже если скос резца или стружколом устанавливается точно в соответствии с изменениями условий резания, эффект мероприятий ограничен до определенной степени.
Целью изобретения является создание усовершенствованного строгального станка, который эффективно предотвращает нежелаемую рваную текстуру.
На фиг.1 изображен вид сбоку, с частичным разрезом, строгального станка.
На фиг. 2 аксонометрический вид прижимного приспособления строгального станка по фиг.1.
На фиг.3 увеличенный вид, иллюстрирующий процесс резания режущей кромкой резца строгального станка по фиг.1.
На фиг. 4 вид сбоку с частичным разрезом строгального станка по второму варианту выполнения.
На фиг. 5 аксонометрический вид прижимного приспособления строгального станка по фиг.4.
На фиг. 6 вид сбоку части строгального станка по третьему выполнению изобретения.
На фиг. 7 вид сбоку части строгального станка по четвертому выполнению изобретения.
На фиг.8 вид сбоку части строгального станка по пятому выполнению изобретения.
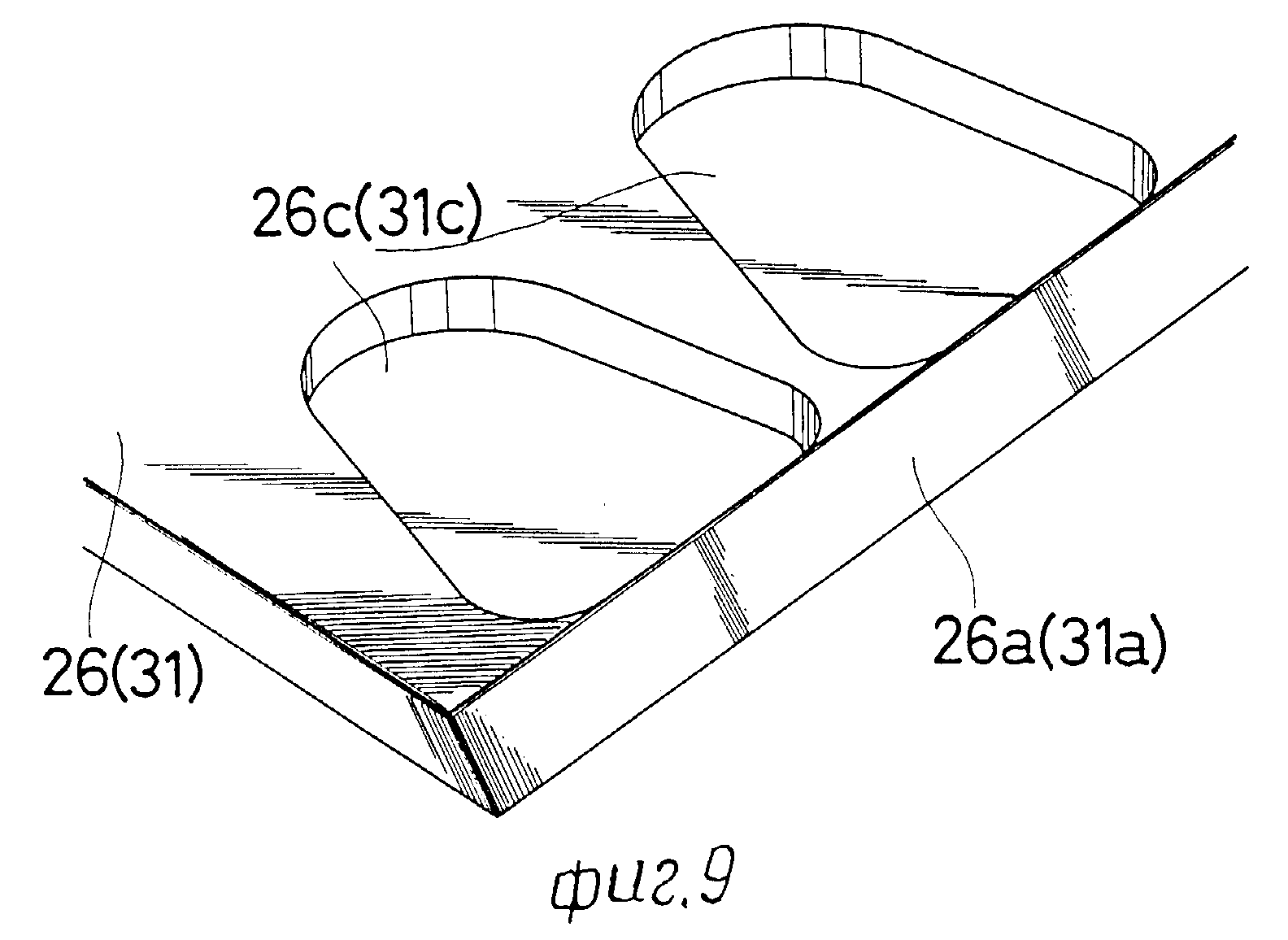
На фиг. 9 увеличенный аксонометрический вид части прижимного приспособления строгального станка по фиг.7 или фиг.8.
На фиг.10 вид сбоку, частичный вырез части строгального станка по шестому выполнению изобретения.
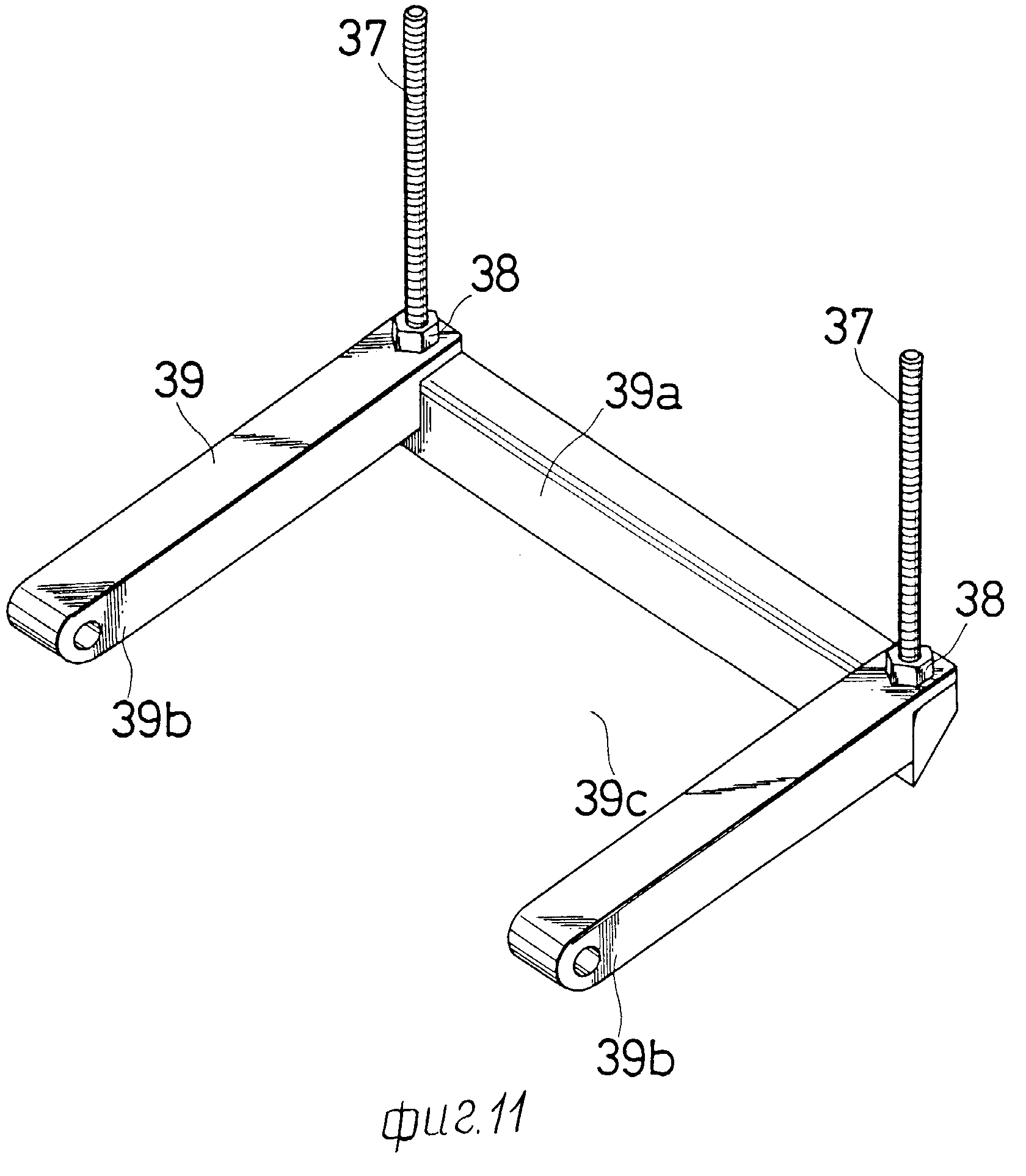
На фиг. 11 аксонометрический вид прижимного приспособления строгального станка по фиг.10.
Предпочтительное варианты выполнения изобретения описываются на основании чертежей, на которых следы от резцов не показаны, и поверхность древесины представлена плоской для ясности описания.
Строгальный станок для обработки древесины 1 включает по меньшей мере один строгальный нож или резец 2 и по меньшей мере одно прижимное приспособление 3, которые оба прикреплены и опираются на режущую головку 4, что показано на виде сбоку фиг.1. Прижимное приспособление 3 включает головной элемент 3а, который расположен под предварительно определенным углом по отношению к резцу 3 и упруго подвижен в предварительно определенном направлении, показанном стрелкой А на фиг.1, для контактирования края головного элемента 3а в определенном месте поверхности древесины 1 непосредственно перед режущей кромкой 2а резца 2, движущегося в фиксированном направлении резания, показанном стрелкой В (в этом выполнении встречное фрезерование), или с границей между поверхностью древесины 1 и стружкой 1а, срезаемой в данный момент с поверхности древесины 1. Прижимное приспособление также включает пару опорных элементов 3в, каждый из которых имеет один конец, прикрепленный к режущей головке 4, и другой конец, простирающийся с образованием одного полого с головным элементом 3а.
Головной элемент 3а прижимного приспособления имеет сужающуюся форму в виде треугольной призмы, как видно на фиг.1 и 2. Как показано на фиг.2, между парой опорных элементов 3в образовано отверстие 3с для прохода стружки. Отверстие 3с расположено так, что оно обращено к пространству 10, ограничиваемому прижимным приспособлением 3 и резцом 2 для приема стружек, срезанных с поверхности древесины 1. Пространство 10 образует часть канавки 5, выполненной в режущей головке 4 для установки резца 2 и других элементов.
Режущая головка 4, кроме того, включает: корпус ("основное тело") 4а, имеющее первую ступеньку 5а для поддержки первого конца опорного элемента 3в прижимного приспособления 3 и вторую ступеньку 5в для определения пространства, допускающего упругое смещение прижимного приспособления 3; и покрывающий элемент 4в, имеющий просвет 5с для приема пары затягивающих болтов 7 для фиксирования пары опорных элементов 3в прижимного приспособления на корпусе 3а, и отверстие 5а для приема фиксирующего болта 6 для фиксирования покрывающего элемента 4в на корпусе 4а. Хотя режущая головка 4 по этому первому выполнению включает корпус 4а и покрывающий элемент 4в, корпус 4а и покрывающий элемент 4в режущей головки 4 могут быть выполнены интегрально (как одно целое) посредством канавки 5, образованной расточкой или электроразрядным процессом обработки, согласно предъявляемым требованиям.
Резец 2 подпружиненно прикреплен к режущей головке 4 посредством фиксирующего резец элемента 9 с прижимным болтом 8. В то время, как резец 2 движется в фиксированном направлении по стрелке В, древесина перемещается в противоположном направлении, как показано стрелкой С.
В строгальном станке такой конструкции, даже когда режущее усилие резца 2, приложенное к участку древесины, который более мелкий, чем желаемая обработанная поверхность, воздействует на это место глубже желаемой глубины обработанной поверхности, головной элемент 3а прижимного приспособления 3 непосредственно прижимается к определенному месту поверхности древесины 1 сразу перед режущей кромкой 2а резца 2, перемещающегося в фиксированном направлении, или к границе между поверхностью древесины 1 и стружкой, которая в данный момент срезается с поверхности древесины 1, предотвращая при этом задирание волокон древесины с эффективным уменьшением нежелательной рваной или резаной текстуры. Прижимное приспособление 3 строгального станка, непосредственно предотвращающее рваную текстуру, дает значительно более сильный эффект, чем традиционные мероприятия.
Теоретически предпочтительно, для лучшего эффекта предотвращения рваной текстуры ("предотвращающего эффекта"), прижимать край головного элемента 3а прижимного приспособления 3 к границе между поверхностью древесины 1 и стружкой, как показано штрихпунктирной линией на увеличенном виде фиг.3. Однако, требуется очень тонкая и сложная регулировка для обеспечения точного контакта между краем головного элемента 3а прижимного приспособления 3 и границей, без повреждения режущей кромки 2а резца 2. Поскольку прижимное приспособление 3 используется неоднократно, что описывается ниже, было бы практично прижать головной элемент 3а прижимного приспособления 3 к определенному месту поверхности древесины 1, немного впереди границы, как показано сплошной линией на фиг.3. Предотвращающий эффект, естественно, снижается, поскольку прижимной участок (то есть край головного элемента 3а прижимного приспособления 3, прижатый к поверхности древесины 1), отодвигается от границы. Результаты экспериментов, однако, продемонстрировали достаточный предотвращающий эффект даже, когда прижимной участок отодвинут от режущей кромки 2а резца 2 на расстояние Тm, соответствующее максимальной толщине стружки 1а.
Режущее усилие резца обычно оказывает неблагоприятное действие на участок древесины, который является более глубоким, чем желаемая обработанная поверхность, после того, как отрезаемая в данный момент стружка становится относительно толще. На начальной стадии резания, когда стружка является еще относительно тонкой, не наблюдается существенной рваной текстуры, поскольку трение режущей кромки резца находится в определенных пределах. Эти факты могут дать основание для достаточного предотвращающего эффекта, когда прижимной участок смещен от режущей кромки резца на некоторое расстояние.
Головной элемент 3а прижимного приспособления 3 может быть приспособлен к тому, чтобы располагаться в позиции существенного контактирования с режущей кромкой 2а резца 2 или на некотором небольшом расстоянии от режущей кромки 2а резца 2 на начальной стадии резания согласно требованиям.
Головной элемент 3а прижимного приспособления 3 в этом выполнении сделан сужающимся, с образованием треугольной призмы. Форма головного элемента 3а не ограничивается такой треугольной призмой, но может быть изменена или заменена согласно конкретным требованиям, пока кромка головного элемента 3а обладает определенной степенью остроты. Кромка головного элемента 3а покрыта антиабразивным слоем, образованным согласно известному способу или, альтернативно, составлена из известного антиабразивного материала для снижения потенциального износа.
Поскольку пространство 10 для приема стружки, срезанной с поверхности древесины, является относительно небольшим относительно размера стружки, прижимное приспособление 3 по первому выполнению имеет отверстие 3с, расположенное так, что оно обращено к пространству 10 для обеспечения прохода стружки и предотвращает забивание пространства 10 стружкой. Когда рабочая ширина строгального станка является относительно небольшой для того, чтобы обеспечить достаточно большое пространство для приема стружки и прохода стружки в направлении, поперечном направлению резания, как описано ниже, то такое отверстие не обязательно.
В строгальном станке по первому выполнению изобретения, опорные элементы 3в фиксированы против головного элемента 3а через пространство 10. Эта конструкция сдерживает смещение края головного элемента 3а прижимного приспособления 3 по отношению к режущей кромке 2а резца 2, в то время как головной элемент 3а упруго подвижен в направлении стрелки А.
Таким образом, конструкция по первому варианту выполнения эффективно препятствует нежелательной рваной текстуре и предотвращает задержку стружек между резцом 2 и прижимным приспособлением 3.
Другие выполнения изобретения вкратце описываются ниже согласно чертежам. В приведенном ниже описании и сопровождающих чертежах, одни и те же позиции относятся к одним и тем же элементам.
Фиг. 4 показывает строгальный станок согласно второму выполнению изобретения, а фиг.5 показывает прижимное приспособление 13, введенное в строгальный станок по фиг.4. Строгальный станок по второму выполнению включает пару прижимных приспособлений 13 и резцов 2, обе прикрепленные к режущей головке 14, имеющей пару канавок 15. Как ясно видно на фиг.5, каждое прижимное приспособление 13 включает съемный и заменяемый головной элемент 13а, фиксированный к нескольким опорным элементам 13в посредством нескольких фиксирующих болтов 11, и отверстие 13с, образованное между опорными элементами 13в для прохода стружки. Режущая головка включает симметрично расположенные первые отверстия 15а, каждое для приема стягивающего болта 16, вторые отверстия 15в, каждое для приема регулировочного винта 20, и третьи отверстия 15с, каждое для приема соединительного болта 17. Каждая канавка 15 выполнена с фиксированной шириной посредством стягивания болтом 16 через цилиндрическую (распорную) втулку 12. Опорные элементы 13в каждого прижимного приспособления 13 прикреплены к режущей головке 14 посредством нескольких (по меньшей мере трех) соединительных болтов 17 и гаек 18, соответствующих соединительным болтам 17. Регулировочный винт 19 установлен напротив каждого регулировочного винта 20 для регулировки фиксации прижимного приспособления 13.
Прижимное приспособление 13 по второму выполнению, имеющее схемный и заменяемый головной элемент 13а, гораздо легче сделать, чем интегральное прижимное приспособление по первому выполнению.
Конструкция второго варианта выполнения является особенно предпочтительной, когда рабочая ширина строгального станка является относительно большой, а опорный элемент разделен на несколько (по меньшей мере три, в выполнении по фиг.5) частей, фиксируемых к режущей головке. Во втором выполнении, только головной элемент 13а прижимного приспособления 13 заменяют на новый, когда край головного элемента 13а изношен сверх предусмотренного предела. Эта конструкция эффективно снижает расходы, необходимые для обслуживания строгального станка. Далее, могут использоваться пружинная шайба и запорное средство для усиления соединения головного элемента 13а с опорным элементом 13в.
У строгального станка по первому выполнению, положение прижимного участка прижимного приспособления 3, прижатого к поверхности древесины 1, может быть смещено только в направлении вдоль канавки 5 (то есть по направлению резания В и против направления С на фиг.1). С другой стороны, в конструкции по второму выполнению с регулировочными винтами, положение прижимного участка прижимного приспособления 13 может быть смещено в двух разных направлениях, в одном вдоль канавки 15, и в другом перпендикулярно канавке 15.
Такое двумерное перемещение прижимного приспособления позволяет устанавливать прижимной участок и прижимное усилие прижимного приспособления соответственно свойствам и состоянию древесины, таким образом еще более эффективно предотвращение возникновения рваной текстуры. Такая конструкция с регулировочными винтами также может применяться и в строгальном станке по первому выполнению.
Режущую головку 14 по второму выполнению, выполненную симметричной и интегральной (за одно целое) согласно фиг.4, легче сделать, что режущую головку 4 по первому выполнению. Режущая головка по второму выполнению является особенно предпочтительной, когда рабочая ширина строгального станка является относительно большой, а опорный элемент прикреплен к режущей головке на нескольких уступах.
Как в первой, так и во втором выполнениях, дополнительный регулировочный винт может быть прикреплен так, чтобы он находился в контакте с задней стороной резца для регулирования глубины резца по отношению к канавке. Другой дополнительный регулировочный винт также может быть прикреплен в контакте с опорным элементом прижимного приспособления для регулирования глубины прижимного приспособления по отношению к канавке.
В другом строгальном станке согласно третьему выполнению изобретения, показанному на фиг.6, прижимное приспособление 23 меньшего размера включает головной элемент 23а и опорный элемент 23в, которые выполнены интегрально (за одно целое), как прижимное приспособление 3 по первому выполнению. Прижимное приспособление 23 прикреплено к режущей головке 24, включающей по меньшей мере одну канавку 25 и фиксирующий элемент 21 для надежной поддержки как резца 2 и прижимного элемента 23. Фиксирующий элемент 21 далее включает ступеньку 21а для приема опорного элемента 23с прижимного приспособления 23, фиксированного к фиксирующему элементу 21 посредством соединительного болта 22.
Прижимное приспособление меньшего размера по третьему выполнению требует более мелкую канавку, чем прижимное приспособление по первому или второму выполнению. Строгальный станок по третьему выполнению может, таким образом, включать большее количество (четыре в выполнении по фиг.6) резцов и прижимных приспособлений, что уменьшает нагрузку резания на каждый резец, но ограничивает предел подвижности прижимного приспособления. Поэтому конструкция по третьему выполнению непригодна для строгального станка, у которого максимальная толщина стружки может в значительной степени изменяться для превышения предварительно установленного предела.
В еще одном, четвертом выполнении изобретения, показанном на фиг.7, изогнутое прижимное приспособление 26 включает головной элемент 26а и опорный элемент 26в, который прикреплен к режущей головке 28 посредством соединительного болта 27. Режущая головка 28 включает канавку 29, имеющую форму, соответствующую прижимному приспособлению 26. Эта конструкция также включает более широкое пространство 30 для приема стружки, срезанной с поверхности древесины.
В другом, пятом выполнении изобретения, показанном на фиг.8, прямое прижимное приспособление 31 включает головной элемент 31а и опорный элемент 31в, который прикреплен к режущей головке 34 посредством соединительного болта 32. В этой конструкции резец 2 с нажимом установлен на режущей головке 34, имеющей канавку 35, с помощью нажимного болта 33 и элемента 36 для фиксации резца.
Прижимное приспособление по четвертому и пятому вариантам выполнения имеет более простую форму и конструкцию, и поэтому его легче изготовить. В этих конструкциях, однако, положение прижимного участка прижимного приспособления смещено довольно значительно по отношению к режущей кромке резца, в то время как головной элемент прижимного приспособления выполнен с возможностью упругого смещения. Когда прижимной участок прижимного приспособления расположен существенно вблизи режущей кромки резца для предотвращения рваной текстуры, стружки нежелательным образом остаются между резцом и прижимным приспособлением, создавая помехи гладкому резанию последующего участка древесины.
Таким образом, эти конструкции непригодны для строгания относительно мягкой древесины.
В конструкциях по четвертому и пятому вариантам выполнения, пространство для приема срезаемой с поверхности древесины стружки является относительно большим по сравнению с размером стружки. Как упомянуто выше, когда рабочая ширина строгального станка является относительно небольшой, то стружка легко вытекает из относительно большого пространства в направлении, поперечном направлению резания.
Удаление стружки из этого пространства может быть еще более ускорено посредством придания канавке специфической формы, постепенно расширяющейся в направлении режущей головки, или посредством подачи сжатого воздуха в направлении режущей головки.
Хотя прижимное приспособление не требует никакого отверстия для прохода стружки в конструкции по четвертому или пятому варианту выполнения изобретения, прижимное приспособление может включать по меньшей мере одно отверстие 26с или 31с, имеющее, в общем, треугольную форму с круглыми краями, как показано на фиг.9, или эллиптическую, или, в общем, квадратную форму, - отличающуюся от формы отверстия 3с по первому выполнению согласно требованиям. Такие отверстия предпочтительно образуют, когда рабочая ширина строгального станка является относительно большой, или когда желательно иметь меньшее прижимное усилие.
В любом из вышеприведенных вариантах выполнения, с первого по пятый, каждое прижимное приспособление может быть разделено на несколько деталей в направлении осевого вала режущей головки. Такая раздельная конструкция является особенно предпочтительной, когда рабочая ширина строгального станка является относительно большой.
В этом случае, несколько деталей прижимного приспособления могут быть размещены без зазоров или с предварительно определенными интервалами. Эта конструкция допускает индивидуальную регулировку каждой детали прижимного приспособления, снижая тем самым допустимую границу требуемой точности обработки.
В любом из вышеприведенных вариантов выполнения, прижимное приспособление образовано упругим телом, прижимающим желаемый участок с использованием эластичности и центробежной силы вращения.
Предпочтительно, конкретное выполнение (например, форма, положение и фиксирование, а также материал) прижимного приспособления определяют по известным уравнениям, и окончательного выбирают с учетом результатов экспериментов.
Прижимное приспособление, однако, не ограничивается таким упругим телом, но может быть образовано жестким неупругим телом, не имеющим, в сущности, эластичности. В этом последнем случае особый упругий элемент прикреплен к прижимному приспособлению с получением требуемой эластичности.
Фиг. 10 показывает строгальный станок, имеющий конструкцию по шестому выполнению изобретения, а фиг.11 иллюстрирует прижимное приспособление 39, введенное в строгальный съемный и сменный головной элемент 39а, прикрепленный к паре опорных элементов 39в, к каждому посредством фиксирующего болта 37 и фиксирующей гайки 38. Отверстие 39с, образованное между опорными элементами 39в для прохода стружки, расположено так, что оно обращено к пространству 40 для приема стружки, срезаемой с поверхности древесины. Каждый из опорных элементов 39в шарнирно прикреплен к каждой стороне режущей головки 44, имеющей по меньшей мере одну канавку 45, посредством эксцентриковой шайбы 42, имеющей шестигранную головку, и соединительного болта 41. Упругий элемент 43, имеющий на себе пружину, расположен, предпочтительно в слегка поджатом состоянии, между фиксирующей гайкой 38 и стопором 46, имеющим сквозное отверстие (не показано), для приема фиксирующего болта 37, чтобы приложить достаточное усилие прижатия от упругого элемента 43 к головному элементу 39 прижимного приспособления 39. Стопор 4 прикреплен к каждой стороне режущей головки 44 посредством установочных болтов 47. Степень выступания головного элемента 39 прижимного приспособления 39 регулируется посредством регулировочной гайки 48.
Констpукция по шестому варианту выполнения, имеющая жесткое прижимное приспособление 39 и упругий элемент 43, оказывает действие, подобное действию, оказываемому упругим прижимным приспособлением по другим вариантам выполнения изобретения. В этой конструкции, центробежная сила вращения существенно влияет на характеристики прижимного приспособления, которое шарнирно прикреплено к режущей головке.
В конструкции по шестому варианту выполнения каждый из опорных элементов 39в прижимного приспособления 39 шарнирно установлен на каждой стороне режущей головки 44 посредством эксцентриковой шайбы 42, и выступление головного элемента 39 прижимного приспособления 39 регулируется с помощью регулировочной гайки 48. Это допускает двухмерное смещение прижимного участка прижимного приспособления 39 по отношению к поверхности древесины. Исходное усилие прижима упругого элемента 42 может быть установлено или отрегулировано посредством регулировочной гайки (не показана) или посредством перемещаемого стопора.
Хотя головной элемент прижимного приспособления выполнен в шестом варианте выполнения отдельным от опорного элемента, головной элемент и опорный элемент могут составлять одно целое, как в некоторых из вышеприведенных выполнениях.
В конструкции по шестому варианту выполнения может быть дополнительно прикреплен к центральной части режущей головки другой упругий элемент, имеющий аналогичные или отличающиеся характеристики по сравнению с упругим элементом 43, расположенным с каждой стороны режущей головки 44.
В этом случае дополнительный упругий элемент выполнен постепенно сужающимся в направлении осевого вала режущей головки для предотвращения прохода стружек.
В любом из вышеприведенных вариантов выполнения, на передней поверхности резца может быть установлен разрезатель стружек, имеющий достаточно острую режущую кромку, находящуюся в контакте или пересекающуюся с режущей кромкой резца, для разрезания стружек на кусочки меньшего размера для обеспечения более легкого удаления стружек.
Поскольку может быть множество других модификаций, заменен и изменений без отхода от объема или духа необходимых признаков изобретения, то ясно понятно, что вышеприведенные варианты выполнения являются только иллюстративными и никоим образом не являются ограничивающими. Например, режущая головка, фиксирующий элемент или резец могут иметь любую известную конструкцию или форму, которая не препятствует установке прижимного приспособления и его упругому смещению.
Строгальный станок может включать любое желательное количество резцов с соответствующим количеством прижимных приспособлений.
Традиционные мероприятия, описанные выше, также могут применяться в строгальном станке по изобретению; например, придание соответствующего наклона передней поверхности резца для того, чтобы угол резания был больше, чем угол зуба, или установка стружколома на стороне передней поверхности резца. В последнем случае, стружколом может быть выполнен в виде части элемента, фиксирующего резец.
Реферат
Назначение: область деревообработки, а именно строгальные станки. Сущность изобретения: строгальный станок включает по меньшей мере один строгальный резец или нож 2, и по меньшей мере одно приспособление 3, которые прикреплены к режущей головке 4 и опираются на нее. Прижимное приспособление 3 включает головной элемент расположенный под предварительно установленным углом по отношению к резцу 2 и упруго подвижно в предварительно установленном направлении для прижатия одного края головного элемента против определенного места на поверхности древесины непосредственно перед режущей кромкой резца 2. Резец 2 движется в фиксированном направлении резания, или против границы между поверхностью древесины 1 и стружкой, срезаемой в данный момент с поверхности древесины. Непосредственное прижатие прижимного приспособления 3 и поверхности древесины 1 препятствует задиранию волокон древесины и поэтому эффектно препятствует или исключает появление нежелательной или рванной, или резанной текстуры. 16 з.п. ф-лы. 11 ил.

Формула
01.05.92 по пп.1-4, 6 и 9.
Комментарии