Способ и устройство для стерильного соединения мягких трубок - RU2572987C2
Код документа: RU2572987C2
Чертежи


















































Описание
Изобретение относится к способу соединения мягких трубок по пункту 1 и устройству для соединения мягких трубок по пункту 7 формулы.
В частности, в области медицины существует требование стерильного соединения между собой мягких трубок, служащих, например, для подачи крови или инфузионных жидкостей. В известном из ЕР 1555111 А1 способе, например, каждая из двух мягких трубок из термопластичного материала сначала разрезается посредством нагретого лезвия, и каждые два главных отрезка разрезанных мягких трубок соединяются между собой за счет того, что они перемещаются навстречу друг другу вдоль нагретого лезвия и после его удаления прижимаются друг к другу. После использования лезвие должно быть утилизировано в качестве токсичных отходов.
Задача изобретения состоит в создании способа, который обеспечивал бы как можно более быстрое соединение мягких трубок и производил бы как можно меньше отходов. Кроме того, в основе изобретения лежит задача создания соответствующего устройства для соединения мягких трубок.
Поставленные задачи решаются посредством способа с признаками пункта 1 и устройства с признаками пункта 7 формулы. Варианты осуществления изобретения приведены в зависимых пунктах.
Согласно изобретению предложен способ стерильного соединения мягких трубок, включающий в себя следующие этапы:
а) подготовку первой и второй мягких трубок;
б) нагрев соответствующей зоны разделения первой и второй мягких трубок с использованием нагревательных средств;
в) механическое разделение обеих мягких трубок за счет приложения к ним растягивающего и/или срезающего усилия, в результате чего обе мягкие трубки в соответствующей нагретой зоне разделения разделяются на первый и второй отрезки;
г) после разделения мягких трубок создание механического контакта конца ее первого отрезка, образованного за счет разделения первой мягкой трубки, с образованным за счет разделения второй мягкой трубки концом ее первого отрезка, причем
д) механический контакт создается так, что концы отрезков мягких трубок вследствие нагрева на этапе б) имеют еще такую температуру, входя в механический контакт между собой, что они соединяются между собой с замыканием по материалу без дополнительного нагрева после разделения трубок.
Таким образом, согласно предложенному способу для разделения обеих мягких трубок не используется никакой режущий инструмент, а разделение происходит за счет того, что один участок (зона разделения) соответствующей трубки нагревается и в размягченный в результате нагрева участок вводится растягивающее и/или срезающее усилие. Для приложения растягивающего усилия на трубки они, в частности, удерживаются соответственно за один конец, и вдоль продольной оси, вдоль которой трубки проходят, по меньшей мере, в зоне разделения, создается усилие. Одновременно или в качестве альтернативы к трубкам может быть приложено также срезающее усилие (действующее, в частности, в соответствующей зоне разделения), причем создается, например, усилие перпендикулярно или наискось к продольной оси трубок в зоне разделения.
Например, растягивающее и/или срезающее усилие для разделения трубок создается за счет вращения и/или поступательного движения части соответствующей трубки. Возможности создания растягивающего и/или срезающего усилия, которое приводит к разделению трубок в нагретой зоне разделения, подробно поясняются ниже.
Согласно предложенному способу, преимущественно дополнительно к нагреву на этапе б) не происходит никакого отдельного нагрева концов первых отрезков, прежде чем они войдут в контакт между собой. Например, концы отрезков непосредственно после разделения трубок имеют наибольшую температуру и, прежде чем они войдут в контакт между собой, остывают до более низкой температуры. Однако она еще настолько высока, что оба конца соединяются между собой с материальным замыканием без дальнейшего теплового воздействия. В частности, создание механического контакта между концами первых отрезков происходит настолько быстро, что они, входя в механический контакт между собой, имеют еще температуру, которая выше температуры плавления материала соответствующего отрезка. Например, зона разделения трубок нагревается (например, до температуры выше 200°С), пока их (термопластичный) материал не достигнет термопластичного состояния. Температура концов первых отрезков после разделения трубок вплоть до их соединения составляет, например, выше 100°С.
Возникшие в результате разделения трубок концы первых отрезков за счет своей продолжительно высокой температуры могут термосвариваться, так что, в частности, возникает стерильное замыкание отрезков. За счет того что концы первых отрезков вплоть до соединения их концов между собой имеют температуру выше температуры плавления материала трубок, гарантировано также, что эта термосварка сохранится вплоть до соединения первых отрезков.
Как уже сказано, обе трубки изготовлены, в частности, из термопластичного материала (например, из ПВХ или другого пластика), причем оба конца первых отрезков находятся, например, еще в своем термопластичном состоянии, когда они входят в контакт между собой. Однако необязательно, чтобы обе трубки были изготовлены из одинакового материала, а предложенным способом между собой могут соединяться, разумеется, также трубки из разных материалов, например разных термопластичных материалов.
Согласно одному варианту осуществления изобретения, временной промежуток между разделением первой и второй трубок и моментом наличия механического контакта между концами первых отрезков составляет самое большее 0,1 с, в частности самое большее 0,05 с. «Моментом наличия механического контакта» является момент, в который происходит первое соприкосновение конца первого отрезка первой трубки с концом первого отрезка второй трубки. В частности, соединяемые между собой концы имеют торцевые стороны, которые для создания механического контакта прижимаются друг к другу, в результате чего «моментом наличия механического контакта» может считаться также момент первого соприкосновения обеих торцевых сторон.
Следует указать на то, что изобретение, разумеется, не ограничено определенным временным промежутком между разделением трубок и соединением первых отрезков. Возможны также заметно более длительные временные промежутки, если создание механического контакта происходит достаточно быстро, чтобы соединение концов первых отрезков с материальным замыканием обеспечить без дополнительного этапа нагрева. Например, рассматриваемый временной промежуток может быть заметно больше 0,1 с, например составлять до 1 с.
Создание механического контакта между концами первых отрезков включает в себя, в частности, отвод соответствующего первого отрезка (например, в виде главного отрезка, имеющего большую длину, чем второй отрезок) от соответствующего второго отрезка (например, в виде конца первоначальной трубки), сближение обоих первых отрезков, ориентирование их концов вдоль общей оси и прижатие друг к другу обоих концов (в частности, их торцевых сторон).
Например, сближение обоих первых отрезков включает в себя вращение, по меньшей мере, части первого отрезка первой трубки и/или вращение, по меньшей мере, части первого отрезка второй трубки. Здесь оба первых отрезка (первой и второй трубок) расположены каждый, например, на посадочном устройстве так, что они после разделения трубок могут за счет вращения сближаться. О таких вращающихся посадочных устройствах более подробно говорится ниже.
В частности, вращение первого отрезка первой трубки и/или первого отрезка второй трубки происходит вокруг оси, по меньшей мере, приблизительно перпендикулярной плоскости, вдоль которой, по меньшей мере, частично проходит первый отрезок. Например, первый отрезок первой трубки расположен так, что его конец (который должен быть соединен с концом первого отрезка второй трубки) проходит, по меньшей мере, приблизительно по прямой (т.е. вдоль продольной оси), причем ось вращения ориентирована тогда перпендикулярно этому проходящему по прямой концу. Таким образом, под тем выражением, что отрезок трубки проходит «вдоль плоскости», необязательно подразумевается то, что он выполнен криволинейным или имеет расположенные под углом друг к другу участки. Возможно также, чтобы он, по меньшей мере, частично проходил, в основном, по прямой.
Для осуществления описанного выше способа используется, например, устройство, содержащее:
- первое посадочное устройство для размещения первой трубки;
- второе посадочное устройство для размещения второй трубки;
- нагревательные средства для нагрева зоны разделения первой и второй трубок;
- средства для создания действующего на трубки растягивающего и/или срезающего усилия для их разделения в нагретой зоне разделения на первый и второй отрезки;
- средства для создания механического контакта образованного разделением конца первого отрезка первой трубки с образованным разделением концом первого отрезка второй трубки, причем
- средства для создания контакта выполнены с возможностью приведения концов отрезков после разделения трубок в механический контакт между собой (настолько быстро), что они вследствие нагрева с использованием нагревательных средств, входя в механический контакт между собой, имеют еще такую температуру, что соединяются между собой с материальным замыканием без повторного нагрева.
Изобретение относится также к устройству для стерильного соединения трубок, в частности для осуществления описанного выше способа, содержащему:
- первое посадочное устройство для размещения первой трубки;
- второе посадочное устройство для размещения второй трубки;
- нагревательные средства для нагрева зоны разделения расположенной на первом посадочном устройстве первой трубки и зоны разделения расположенной на втором посадочном устройстве второй трубки и
- средства для разделения первой и второй трубок в нагретой зоне разделения соответственно на первый и второй отрезки, причем
- первое и второе посадочные устройства выполнены соответственно с возможностью удержания первого отрезка так, что он, по меньшей мере, частично проходит вдоль плоскости, и, по меньшей мере, одно из обоих посадочных устройств установлено с возможностью вращения вокруг оси вращения, по меньшей мере, приблизительно перпендикулярной плоскости, и причем
- устройство выполнено так, что после разделения первой и второй трубок один конец первого отрезка первой трубки при вращении первого и/или второго посадочного устройства вокруг оси вращения может войти в механический контакт с одним концом первого отрезка второй трубки.
В частности, создание контакта между концами первых отрезков (и, в частности, вращение первого и/или второго посадочного устройства) происходит настолько быстро, что концы вследствие нагрева с использованием нагревательных средств даже после разделения трубок (например, также после отключения нагревательных средств), входя в механический контакт между собой, имеют еще такую температуру, что они соединяются между собой с материальным замыканием без повторного нагрева, как это описано выше в отношении предложенного способа.
Такое устройство требует для разделения трубок и соединения их первых отрезков лишь единственного источника тепла (нагревательные средства), поскольку отпадает отдельный повторный нагрев отрезков перед их соединением. Возможная компактная конструкция, в свою очередь, может обеспечить небольшие пути перемещения первых отрезков, которые должны быть пройдены при создании механического контакта их концов. Это может уменьшить или устранить, например, проблемы позиционирования и обеспечивает, в частности, короткое «время стыковки», т.е. разделение трубок и соединение их первых отрезков происходят в относительно короткое время (например, менее чем за 10 с, например приблизительно за 6 с). Кроме того, между собой могут соединяться также короткие трубки (например, длиной самое большее 3 см).
За счет того что необходим только один источник нагрева, можно, например, предусмотреть особенно просто монтируемую и максимально эффективную крышку, которая защищает предложенное устройство от проникновения влаги. Кроме того, перемещение первых отрезков для приведения в контакт между собой их концов происходит за счет вращательного движения посадочных устройств. Такое вращательное движение может быть создано относительно простым и прочным механизмом, так что может быть реализовано, например, максимально надежное и обладающее длительным сроком службы устройство. Для привода посадочных устройств служит, в частности, электродвигатель. Например, используется соответственно двигатель постоянного тока, содержащий, в частности, кодер для определения положения двигателя и, тем самым, соответствующего посадочного устройства.
Например, первая трубка соединена с первой емкостью (например, пакетом с кровью), а второй - со второй емкостью, содержащей, например, добавку к крови. Здесь предложенный способ может применяться для соединения между собой обеих емкостей за счет того, что от обеих трубок отделяются «свободные» концы («вторые отрезки»), а оставшиеся главные отрезки («первые отрезки») соединяются между собой («стыкуются»). Другое применение заключается, например, в соединении направляющей кровь трубки с лейкоцитарным фильтром.
Следует указать на то, что элементы, уже описанные выше в отношении предложенного способа, могут быть, разумеется, реализованы также в этом устройстве. Например, промежуток времени, проходящий от разделения до приведения в контакт концов первых отрезков, может составлять менее 0,1 с.
Далее, как уже упоминалось выше, следует указать на то, что формулировка, в соответствии с которой первые отрезки проходят «вдоль плоскости», включает в себя, разумеется, случай, когда первые отрезки удерживаются на посадочных устройствах так, что они проходят (по меньшей мере, частично), в основном, по прямой (т.е. вдоль продольной оси).
Например, каждому посадочному устройству придано, по меньшей мере, одно зажимное устройство для зажима расположенной на посадочном устройстве трубки, в частности для сжатия трубки при подготовке к разделению и/или для ее удержания (например, на держателе, на котором закреплено посадочное устройство). В частности, это зажимное устройство расположено так, что оно при вращении посадочного устройства не вращается заодно с ним. Возможно, чтобы посадочные устройства и соответствующее зажимное устройство были расположены на общем держателе, причем, однако, относительно держателя вращаются только посадочные устройства (или, по меньшей мере, одно из них), но не зажимные устройства.
Зажимные устройства могут содержать две зажимные колодки, между которыми пропускаются первая и вторая трубки и которые могут сходиться для зажима трубки между ними. Например, обе зажимные колодки (или же только одна) вращаются посредством электродвигателя, который может содержать, например, также кодер для определения положения зажимных колодок.
Согласно одному варианту предложенного устройства, нагревательные средства включают в себя средства для создания высокочастотного напряжения, электрически соединенные соответственно, по меньшей мере, с одним из зажимных устройств и выполненные с возможностью ввода высокочастотного напряжения в соответствующее зажимное устройство для создания в его зоне высокочастотного электрического поля. Оно нагревает (в частности, за счет связи с диполями материала трубок) участок (зону разделения) зажатой зажимным устройством трубки.
Например, также здесь зажимное устройство содержит соответственно две зажимные колодки, между которыми может быть зажата трубка, причем, по меньшей мере, в одну из обеих зажимных колодок подается высокочастотное напряжение. В частности, зажимная колодка, в которую подается высокочастотное напряжение, изготовлена из металла, например латуни. Другими словами, по меньшей мере, одна из зажимных колодок образует ВЧ-электрод, который, например, в отличие от традиционных ВЧ-электродов, имеет плоскую сторону, которой он в положении зажима прилегает к трубке.
Температурой трубок в зоне разделения и величиной нагретой зоны можно управлять (например, регулировать их), например, посредством длительности и/или интенсивности созданного высокочастотного поля. Например, пластичность (твердость) нагретых трубок можно рассматривать как степень имеющейся в их материале температуры, причем пластичность трубок определяется, например, с помощью степени усилия, необходимого для зажима трубок посредством зажимных устройств (например, когда зажимные устройства приводятся в действие электродвигателем - с помощью потребляемого им тока, который необходим для приведения зажимного устройства, в частности его зажимных колодок, в положение зажима).
В частности, можно задавать ток двигателя (или его напряжение) и с помощью кодера двигателя контролировать положение приводимой зажимной колодки, причем с помощью потребленного тока можно установить, когда зажимная колодка прилегает к трубке. После прилегания зажимной колодки к трубке включается высокочастотное напряжение. В зависимости от температуры (т.е. мягкости) трубки зажимная губка будет продолжать двигаться, причем, например, в соответствии с задаваемым значением пути, который зажимная губка проходит после включения высокочастотного напряжения, т.е. при определенной мягкости трубки, инициируется ее разрыв (т.е., например, активируются описанные ниже средства создания движения).
Кроме того, температура трубки влияет на необходимое для подачи высокой частоты согласование высокочастотной схемы средств создания высокочастотного напряжения, что также можно использовать для регулирования напряжения.
Следует указать на то, что изобретение не ограничено нагревом высокочастотным полем. Напротив, могут использоваться также другие нагревательные средства, в частности такие, которые обеспечивают бесконтактный нагрев трубки (например, генератор горячего воздуха или лазер).
Согласно другому варианту осуществления изобретения, каждому из посадочных устройств придано, по меньшей мере, одно дополнительное зажимное устройство для зажима расположенной на посадочном устройстве трубки, которое расположено на нем так, что при вращении посадочного устройства оно вращается заодно с ним. Второе зажимное устройство служит, в частности, для удержания трубки на соответствующем посадочном устройстве и/или для сжатия трубки до и после разделения. Например, это дополнительное зажимное устройство также включает в себя две зажимные колодки, соединенные с посадочным устройством. По меньшей мере, одна из зажимных колодок дополнительного зажимного устройства может быть изготовлена из пластика, чтобы максимально избежать влияния высокочастотного поля, если нагревательные средства основаны на нагреве посредством высокочастотного поля.
Например, одна из обеих зажимных колодок дополнительного зажимного устройства прочно соединена с посадочным устройством, а другая соединена с посадочным устройством с возможностью перемещения относительно него (например, посредством электродвигателя), так что за счет перемещения (например, вращения) подвижной зажимной колодки к неподвижной зажимной колодке трубка может быть зажата между обеими зажимными колодками.
В частности, предложенное устройство включает в себя как не вращающееся заодно с приданным посадочным устройством (первое) зажимное устройство, так и заодно вращающееся (второе) зажимное устройство (на каждое посадочное устройство). Например, первое и второе зажимные устройства расположены так, что за счет их движения по отношению друг к другу на соответствующую трубку действует растягивающее и/или срезающее усилие, которое приводит к разделению трубки в нагретой зоне разделения. Например, возможно, чтобы нагревательные средства нагревали трубку в зоне обоих зажимных устройств и/или в зоне между ними, так что трубка разделяется между первым и вторым зажимными устройствами за счет их движения по отношению друг к другу.
Например, за счет второго зажимного устройства друг к другу прижимаются соответственно внутренние стороны конца первого отрезка, в результате чего благодаря высокой температуре конца трубки возникает, в частности, соединение внутренних сторон с материальным замыканием, так что концы первых отрезков закупориваются, а внутреннее пространство первого отрезка во время создания механического контакта между первыми отрезками остается, тем самым, стерильным. Первое зажимное устройство аналогичным образом закупоривает второй отрезок.
Как уже сказано, разделение первой и второй трубок происходит, например, за счет того, что на них действует растягивающее и/или срезающее усилие, т.е. разделяющие средства включают в себя средства для оказания растягивающего и/или срезающего усилия, приводящего к разделению трубок в нагретой зоне разделения. Например, разделяющие средства включают в себя средства создания движения первого и/или второго посадочного устройства, причем за счет движения первого и/или второго посадочного устройства, созданного с использованием средств для создания движения, в первую и/или вторую трубку вводится растягивающее и/или срезающее усилие, которое разделяет первую и/или вторую трубку на первый и второй отрезки.
Однако предложенное устройство не ограничено разделяющими средствами, создающими растягивающее и/или срезающее усилие. Напротив, разделение трубок может происходить также иным путем, например, с использованием лазера или режущей кромки. Также можно использовать в комбинации между собой различные разделяющие средства, например можно разделять одну из трубок за счет оказания на нее растягивающего усилия, а другую - за счет оказания на нее срезающего усилия.
Кроме того, действующее на трубки растягивающее и/или срезающее усилие может быть создано также за счет вращения первого и/или второго посадочного устройства вокруг его оси вращения, перпендикулярной плоскости проходящего в зоне посадочного устройства отрезка. Другими словами, разделяющие средства управляют лишь вращением посадочных устройств для создания разделяющего усилия (в частности, срезающего усилия) в зоне разделения трубок.
Согласно одному варианту осуществления изобретения, средства создания движения включают в себя соединенный с первым посадочным устройством первый и соединенный со вторым посадочным устройством второй рычаги, причем оба рычага связаны между собой с возможностью вращения по отношению друг к другу вокруг общей оси вращения по типу ножниц. Например, конец первого рычага связан с первым посадочным устройством, а конец второго рычага - со вторым посадочным устройством. Отстоящий от конца участок первого рычага накладывается на отстоящий от конца второго рычага его участок, причем в этой зоне наложения предусмотрены, например, связующие средства (например, в виде штифта), которые связывают между собой оба рычага с возможностью их вращения по отношению друг к другу. За счет расхождения обоих рычагов посадочные устройства могут перемещаться, а именно в соответствии с движением рычагов, вокруг оси вращения, вокруг которой вращаются рычаги, т.е., в частности, вокруг оси вращения, лежащей вне посадочных устройств. Таким образом, средства создания движения обеспечивают дополнительное движение посадочных устройств (дополнительно к возможному вращению вокруг оси вращения посадочных устройств, ориентированной перпендикулярно плоскости, вдоль которой проходят первые отрезки).
При соответствующей длине рычагов (т.е. радиуса круговой траектории, по которой движутся посадочные устройства) может быть создано почти линейное движение посадочных устройств.
Возможно также, чтобы разделяющие средства включали в себя средства создания поступательного движения (т.е. чисто прямолинейного или, по меньшей мере, в основном, прямолинейного движения) первого и/или второго посадочного устройства, причем поступательное движение, вызванное средствами его создания, также вызывает действующее на первую и/или вторую трубку растягивающее и/или срезающее усилие и, тем самым, разделение трубок. Разумеется, возможно также, чтобы разделяющие средства содержали как средства создания вращения, так и средства создания поступательного движения, т.е., по меньшей мере, одно из обоих посадочных устройств может совершать (в частности, одновременно) как вращательное, так и поступательное движение.
Кроме того, устройство может включать в себя первое зажимное устройство (как уже сказано выше), приданное одному из посадочных устройств, в котором может быть зажата трубка и которое при вращении и/или поступательном движении посадочного устройства не движется заодно с ним. Кроме того, устройство включает в себя (как уже сказано выше), например, второе зажимное устройство, которое при вращении и/или поступательном движении посадочного устройства движется заодно с ним, так что за счет поступательного и/или вращательного движения посадочного устройства относительно (неподвижного) первого зажимного устройства может быть создано растягивающее и/или срезающее усилие. После разделения трубки первое зажимное устройство зажимает образовавшийся свободный конец второго отрезка, а второе зажимное устройство - свободный конец первого отрезка.
Согласно другому варианту осуществления изобретения, первое и/или второе посадочное устройство выполнено соответственно в виде пластины, в частности в виде диска (т.е. в виде пластины, по меньшей мере, приблизительно круглой при виде сверху). Например, диск установлен с возможностью вращения вокруг оси вращения, проходящей через ее центр.
Согласно другому варианту осуществления изобретения, первое и/или второе посадочное устройство включает в себя соответственно посадочное тело, в стороне которого, ориентированной параллельно оси вращения (приданной соответствующему посадочному устройству), выполнена выемка (например, в виде паза) для укладки первой или второй трубки. Например, посадочное устройство выполнено в виде пластины, причем посадочное тело в форме призматического тела расположено на одном из оснований пластины. Упомянутая выемка находится тогда, например, в стороне призматического тела, проходящей перпендикулярно основанию пластины.
Описанное выше устройство служит, в частности, для осуществления способа стерильного соединения трубок, включающего в себя следующие этапы:
- подготовку первой и второй трубок,
- нагрев первой и второй трубок в зоне разделения,
- разделение первой и второй трубок в нагретой зоне разделения на первый и второй отрезки и
- создание механического контакта конца первого отрезка первой трубки с концом первого отрезка второй трубки, причем
- создание механического контакта осуществляют при вращении первого и/или второго отрезка вокруг оси вращения, приблизительно перпендикулярно плоскости, вдоль которой, по меньшей мере, частично проходит соответствующий первый отрезок.
Изобретение более подробно поясняется ниже на примерах его осуществления со ссылкой на чертежи, на которых изображают:
- фиг. 1А-1D: схематично этапы способа в соответствии с первым вариантом осуществления изобретения;
- фиг. 2А-2Н: принцип действия устройства в соответствии с первым вариантом осуществления изобретения;
- фиг. 3А-3F: принцип действия средств создания движения;
- фиг. 4А-4G: принцип действия варианта устройства из фиг. 2А-2Н;
- фиг. 5А-5Е: этапы при центрировании расположенных на посадочном устройстве предложенного устройства трубок разного диаметра;
- фиг. 6А-6F: позиционирование первых отрезков;
- фиг. 7А-7F: первый вариант зажимных устройств предложенного устройства;
- фиг. 8А-8F: второй вариант зажимных устройств предложенного устройства;
- фиг. 9А-9F: третий вариант зажимных устройств предложенного устройства с вложенной трубкой первого диаметра;
- фиг. 10А-10F: третий вариант зажимных устройств предложенного устройства с вложенной трубкой второго диаметра.
На фиг. 1А-1D изображен способ стерильного соединения трубок в соответствии с первым вариантом осуществления изобретения. Согласно ему, подготавливаются первая 1а и вторая 1b трубки из термопластичного материала, которые должны быть соединены между собой. Трубки 1а, 1b имеют закрытый конец, а другим концом (не показан) соединены, например, с резервуаром с жидкостью (фиг. 1А).
Перед соединением трубок 1а, 1b происходит их разделение на первый 100а, 100b и второй 101а, 101b отрезки (каждый со свободным концом). Для подготовки к разделению трубок они зажимаются посредством первого 30а, 30b и второго 40а, 40b зажимных устройств. При использовании нагревательных средств в виде средств создания высокочастотного напряжения (не показаны) к первым зажимным устройствам 30а, 30b подается высокочастотное напряжение, так что в их зоне возникает высокочастотное электрическое поле, которое нагревает трубки 1а, 1b в предусмотренной зоне разделения, т.е., в частности, в зоне первых зажимных устройств 30а, 30b и в зоне между ними и вторыми зажимными устройствами 40а, 40b (например, по меньшей мере, до 200°С).
В частности, трубки разрываются в зоне между первыми 30а, 30b и вторыми 40а, 40b зажимными устройствами, как это поясняется ниже со ссылкой на фиг. 2А-2Н. Таким образом, предложенные способ и устройство обеспечивают бесконтактное разделение трубок.
После нагрева зоны разделения трубок 1а, 1b до температуры выше температуры плавления их материала, т.е. когда материал трубок находится в зоне разделения в термопластичном состоянии, к ним вдоль их продольной оси прикладывается растягивающее усилие, в результате чего они разрываются в нагретой зоне разделения (фиг. 1С). Растягивающее усилие создается за счет того, что зажимные устройства 30а, 30b установлены неподвижно, а к зажимным устройствам 40а, 40b прикладывается усилие от зажимных устройств 30а, 30b (на фиг. 1С обозначено стрелками А, В).
После разделения трубок 1а, 1b (или незадолго до этого) нагревательные средства, например, выключаются, т.е. ввод высокочастотного напряжения в зажимные устройства 30а, 30b прекращается. Однако возможно также, чтобы после разделения трубок нагревательные средства оставались включенными, например, чтобы надежно закупорить отрезки 101а, 101b, в которых может находиться жидкость. После разделения трубок 1а, 1b создается механический контакт между образованным в результате разделения трубки 1а концом 1001а отрезка 101а и образованным в результате разделения трубки 1b концом 1001b ее отрезка 100b. Для этого, в частности, отдельные отрезки 100а, 100b отводятся от отрезков 101а, 101b и ориентируются вдоль общей оси. Затем отрезки 100а, 100b сближаются (стрелки С, D), пока оба их конца 1001а, 1001b не войдут в механический контакт между собой (фиг. 1D).
Следует указать на то, что нагревательные средства могут также оставаться включенными до тех пор, пока концы 1001а, 1001b не будут соединены между собой. Однако они после разделения трубок позиционированы на удалении от нагревательных средств (в частности, от высокочастотных зажимных устройств 30а, 30b), так что за счет нагревательных средств нагрева концов 1001а, 1001b не происходит.
Создание механического контакта между концами 1001а, 1001b после разделения трубок 1а, 1b происходит настолько быстро, что оба они имеют еще температуру выше температуры плавления материала трубок, когда соприкасаются между собой, так что они вступают в соединение между собой с материальным замыканием (т.е. свариваются между собой) без необходимости повторного нагрева.
На фиг. 2А-2Н изображены различные этапы создания стерильного соединения между двумя трубками с использованием устройства в соответствии с первым примером осуществления изобретения. На фиг. 2А устройство 10 содержит первое посадочное устройство в виде первого диска 20а и второе посадочное устройство в виде второго диска 20b. Оба они установлены с возможностью вращения вокруг соответствующей оси вращения, проходящей перпендикулярно их основаниям и через их центр.
На диске 20а размещена первая трубка 1а, а на диске 20b - вторая трубка 1b. Каждая из них проходит вдоль расположенного на диске 20а, 20b посадочного тела 21а, 21b, причем посадочные тела 21а, 21b имеют для ведения своей трубки паз 211а, 211b (см. показанный в сечении слева внизу рядом с главным изображением на фиг. 2А фрагмент устройства 10), который проходит, по меньшей мере, по части обращенной к трубке 1а, 1b стороне призматического посадочного тела 21а, 21b.
Устройство 10 включает в себя далее приданное сообща обоим дискам 20а, 20b (однако расположенное отдельно от них) направляющее тело 22, имеющее обращенный к трубке 1а первый паз 221а и обращенный к трубке 1b второй паз 221b, которые служат для ведения соответствующей трубки (см. уже упомянутое сечение фрагмента устройства 10 на фиг. 2А).
Кроме того, устройство 10 содержит два первых зажимных устройства 30а, 30b, приданные дискам 20а, 20b. Зажимные устройства 30а, 30b содержат первые зажимные колодки 301а, 301b, установленные с возможностью вращения вокруг оси вращения, проходящей перпендикулярно основаниям дисков 20а, 20b (т.е. также перпендикулярно плоскости или продольной оси, вдоль которой трубка 1а, 1b проходит, по меньшей мере, в зоне посадочных тел 21а, 21b). Между зажимными колодками 301а, 302а, 301b, 302b трубки 1а, 1b зажимаются за счет вращения зажимных колодок 301а, 301b (см. поясняемую ниже более подробно фиг. 2С).
Устройство 10 включает в себя также вторые зажимные устройства 40а, 40b, также приданные дискам 20а, 20b. Зажимные устройства 40а, 40b содержат расположенные на дисках 20а, 20b, однако вращающиеся относительно них первые зажимные колодки 401а, 401b и жестко установленные на дисках 20а, 20b (не вращающиеся) вторые зажимные колодки 402а, 402b. За счет вращения зажимных колодок 401а, 401b в направлении зажимных колодок 402а, 402b трубка может зажиматься над зажимным устройством 30а, 30b (т.е. на обращенной от свободного конца трубок 1а, 1b стороне зажимного устройства 30а, 30b). Например, зажимные колодки 401а, 401b проходят внутри соответственно выполненной выемки в посадочных телах 21а, 21b.
После укладки трубок 1а, 1b в пазы 211а, 221а, 211b, 221b посадочных тел 21а, 21b и направляющего тела 22 диски 20а, 20b немного вращаются к направляющему телу 22, т.е. диск 20а вращается против часовой стрелки, а диск 20b - по часовой стрелке, так что посадочные тела 40а, 40b движутся к направляющему телу 22, в результате чего трубка 1а, 1b зажимается между посадочными телами 40а, 40b и приданными трубкам 1а, 1b пазами 221а, 221b направляющего тела 22.
За счет, по меньшей мере, приблизительно V- или U-образной формы, по меньшей мере, одного из пазов 211а, 211b, 221а, 221b трубка центрируется, т.е. из своего положения после укладки немного отходит (вертикально) от дисков 20а, 20b, так что центр зажатого между посадочными телами 40а, 40b и направляющим телом 22 отрезка трубок 1а, 1b независимо от их диаметра имеет определенное расстояние до верхней стороны дисков 1а, 1b, т.е. центрируется по отношению к пазам 211а, 211b, 221а, 221b. Это центрирование трубок обеспечивает, в частности, соединение их отрезков разного диаметра, о чем более подробно говорится ниже. Процесс центрирования показан, в частности, в сечениях слева рядом с главным изображением на фиг. 2В, причем следует обратить внимание на то, что посадочное 211а и направляющее 22 тела расположены друг за другом вдоль трубки 1а.
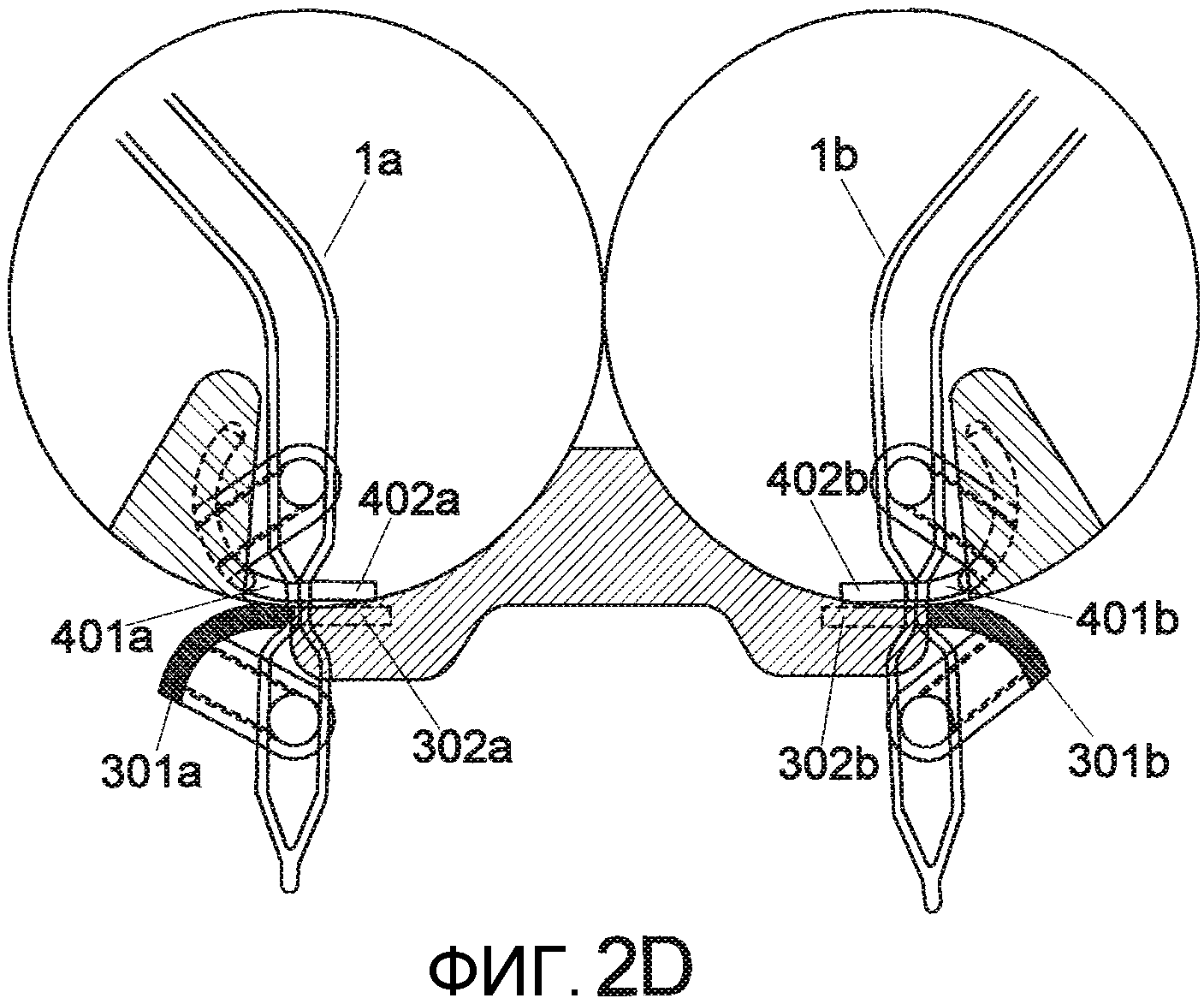
После начального вращения дисков 20а, 20b на фиг. 2В происходит вращение зажимных колодок 301а, 301b зажимных устройств 30а, 30b к трубкам 1а, 1b, пока они не будут зажаты между обеими зажимными колодками 301а, 302а, 301b, 302b (фиг. 2С). Затем активируются также зажимные колодки 401а, 401b зажимного устройства 40а, 40b, так что они также поворачиваются в направлении трубки 1а, 1b, прижимают ее к зажимным колодкам 402а, 402b и, тем самым, зажимают (фиг. 2D). Движение поворота зажимных колодок 301а, 301b, 402а, 402b создается, в частности, электродвигателями, причем, в частности, каждой зажимной колодке придан один электродвигатель. Например, электродвигатели расположены на обратной стороне (т.е. на обращенной от трубок 1а, 1b стороне) зажимных колодок. Последние, в частности, посредством рычагов 303а, 303b, соединены с возможностью поворота с валом соответствующего двигателя.
Одновременно или перед движением поворота зажимных колодок 401а, 401b происходит вращение дисков 20а, 20b, по меньшей мере, приблизительно обратно в их исходное положение на фиг. 2А. Зажимные устройства 30а, 30b активируются перед зажимными устройствами 40а, 40b, в частности, для того, чтобы предотвратить рост давления в отрезках 101а, 101b, который мог бы привести к их разрыву. Тем не менее, разумеется, возможно также, чтобы зажимные устройства 40а, 40b активировались перед зажимными устройствами 30а, 30b.
Устройство 10 включает в себя далее нагревательные средства для нагрева зоны разделения трубок 1а, 1, в которой друг к другу примыкают первый главный 100а, 100b и второй концевой 101а, 101b отрезки. Нагревательные средства выполнены в виде средств создания высокочастотного напряжения (в частности, содержащих источник высокочастотного напряжения, который на фиг. 2А-2Н не показан), которые электрически соединены с металлическими зажимными колодками 302а, 302b («горячие электроды») зажимных устройств 30а, 30b и которые после активирования вводят высокочастотное напряжение в зажимные колодки 302а, 302b (на фиг. 2Е обозначено стрелками в виде молний).
Подвижные зажимные колодки 301а, 301b находятся, в частности, на потенциале массы. Высокочастотные зажимные колодки 302а, 302b расположены в примыкающей к пазам 221а, 221b выемке в направляющем теле 22, которое, например, по меньшей мере, частично может быть изготовлено из электроизолирующего материала. Кроме того, зажимные колодки 302а, 302b позиционированы так, что они, в основном, плоской зажимной стороной 3021а, 3021b, которой они в положении зажима зажимных устройств 30а, 30b прилегают к трубке и вводят в нее высокочастотное напряжение, примыкают к пазам 221а, 221b, т.е. зажимные стороны 3021а, 3021b образуют дно соответствующего паза.
Средства создания высокочастотного напряжения создают через зажимные колодки 301а, 302а, 301b, 302b высокочастотное электрическое поле в зоне разделения трубок 1а, 1b (т.е. в зоне вблизи зажимных колодок 301а, 301), которое нагревает трубки в этой зоне. После или во время нагрева зоны разделения инициируется отвод дисков 20а, 20b от зажимных устройств 30а, 30b (фиг. 2F). Для создания этого движения отвода устройство 10 располагает средствами его создания, поясняемыми со ссылкой на фиг. 3А-3F.
За счет отвода дисков 20а, 20b от зажимных устройств 30а, 30b создается действующее на трубки 1а, 1b растягивающее и срезающее усилие, так что они в зоне разделения растягиваются и, наконец, разрываются, т.е. главные отрезки 100а, 100b отделяются от концевых отрезков 101а, 101b. Следует указать на то, что показанный на фиг. 2F отвод дисков 20а, 20b не является обязательным, чтобы вызвать разделение трубок 1а, 1b. Напротив, создание разделяющего усилия возможно также за счет того, что диски 20а, 20b приводятся лишь во вращение вокруг проходящей через их центр оси вращения без их отвода от направляющего тела 22.
Между отрезками 100а, 101а, 100b, 101b возникает, в частности, гладкая разрывная кромка над зажимными колодками 301а, 302а, 301b, 302b (т.е. «горячими» ВЧ-электродами), а это, в частности, объясняется тем, что через изготовленные из металла зажимные колодки 301а, 301b тепло от трубок 1а, 1b переносится лучше, чем в зоне над зажимными колодками 301а, 301b (т.е. в зоне между ними и зажимными колодками 401а, 401b зажимного устройства 40а, 40b), благодаря чему в трубке на высоте верхней стороны (т.е. обращенной к зажимному устройству 40а, 40b стороны) зажимных колодок 401а, 401b возникает температурный градиент, причем под действие растягивающего или срезающего усилия происходит разрыв трубок предпочтительно в зоне этого температурного градиента. В частности, температурный градиент возникает на поверхности трубок, причем возможно, чтобы поверхность трубок между зажимными устройствами 30а, 30b, 40а, 40b имела более высокую температуру, чем в зоне зажимных устройств 30а, 30b (т.е. между зажимными колодками 301а, 301b и 401а, 401b).
В частности, служащие в качестве ВЧ-электродов зажимные колодки имеют плоскую сторону, которой они в положении зажима прилегают к трубке, чтобы, во-первых, создать максимально равномерное поле в трубке, а во-вторых, реализовать максимально хороший теплоотвод от нее.
После разделения трубок 1а, 1b на главные 100а, 100b и концевые 101а, 101b отрезки происходит вращение дисков 20а, 20b таким образом, что образовавшиеся после разделения трубок 1а, 1b и удерживаемые зажимными устройствами 40а, 40b концы главных отрезков 100а, 100b сближаются (фиг. 2G). Для этого диск 20а вращается против часовой стрелки вокруг оси вращения, перпендикулярной его основаниям и, тем самым, также перпендикулярной плоскости, в которой проходит часть (проходящая в зоне посадочного тела 40а) главного отрезка 100а. Диск 20b совершает аналогичное вращательное движение, однако по часовой стрелке.
Диски 20а, 20b вращаются приблизительно на 90°, так что после их вращения оба конца главных отрезков 100а, 100b противоположны друг другу вдоль общей продольной оси. Затем происходит сближение обоих дисков 20а, 20b, так что противоположные друг другу вдоль общей продольной оси торцевые стороны концов главных отрезков 100а, 100b соприкасаются (фиг. 2Н). В частности, вращение дисков 20а, 20b происходит вокруг оси вращения, а их сближение происходит настолько быстро, что концы главных отрезков 100а, 100b вследствие нагрева на фиг. 2F даже после выключения нагревательных средств имеют еще такую температуру, что они, входя на фиг. 2Н в механический контакт между собой, соединяются между собой с материальным замыканием, т.е. свариваются, без необходимости повторного нагрева для этого.
После фазы остывания (например, по меньшей мере, 4 с) также зажимные колодки 401а, 401b зажимного устройства 40а, 40b могут быть ослаблены, а полученная за счет соединения главных отрезков 100а, 100b трубка может быть извлечена из устройства 10. Разумеется, изобретение не ограничено определенным временем остывания; например, в зависимости от характера трубки может потребоваться также более короткое или более длительное время остывания. В частности, по истечении времени остывания трубка должна иметь достаточную прочность, чтобы ее можно было надежно извлечь из устройства и использовать.
За счет высокой температуры концов главных отрезков 100а, 100b образуется, в частности, оболочка материала, которая закупоривает их сечение (аналогичным образом происходит также закупорка концевых отрезков 101а, 101b). Этому способствует зажим трубки посредством зажимных устройств, в результате чего между внутренними сторонами зажатых (и нагретых) отрезков возникает соединение. Благодаря этому главные отрезки во время создания механического контакта, в частности, стерильно закупориваются. После соединения главных отрезков 100а, 100b эта закупорка сохраняется, однако, приложив снаружи к месту соединения небольшое давление (в частности, вручную), ее можно легко вскрыть. За счет сохранения закупорки даже после соединения первых отрезков можно сначала проверить, действительно ли были соединены нужные трубки (т.е. нужные, соединенные с этими трубками емкости). Это можно проверить, например, просканировав этикетки соединенных емкостей. Только когда эта проверка подтвердит, что были соединены нужные емкости, закупорка между отрезками вскрывается путем приложения давления к месту соединения.
На фиг. 3А-3F изображен вариант устройства 10, содержащего средства создания движения дисков 20а, 20b для их отвода от зажимных устройств 30а, 30b, как показано на фиг. 2F, и сближения после ориентирования концов главных отрезков, как показано на фиг. 2Н.
В соответствии с фиг. 3А-3F, устройство содержит средства 50 создания движения, которые вызывают вращение дисков 20а, 20b вокруг проходящей вне них оси вращения. Средства 50 содержат первый рычаг 51, который с помощью соединительных средств 511 (например, в виде винта), по меньшей мере, приблизительно соединен с центром диска 20а, и второй рычаг 52, который с помощью аналогичных соединительных средств 521 соединен с центром диска 20b.
Оба рычага 51, 52 связаны между собой по типу ножниц так, что они вращаются по отношению друг к другу вокруг общей оси вращения 53. Для этого через совпадающие между собой отверстия рычагов 51, 52 проходит штифт. Таким образом, за счет расхождения обращенных от дисков 20а, 20b концов 512, 513 рычагов 51, 52 может быть создано движение соединенных с дисками 20а, 20b концов 514, 515 рычагов 51, 52 и, тем самым, движение дисков 20а, 20b.
За счет установки с возможностью вращения вокруг точки вращения 53 создается вращательное движение дисков 20а, 20b (друг от друга или друг к другу) по круговой траектории вокруг оси вращения 53. Расхождение обращенных от дисков 20а, 20b концов 512, 513 рычагов 51, 52 происходит за счет вращающейся кольцевой шайбы 55, которая посредством соединительных элементов 56, 57 (выполненных, например, приблизительно в виде тяг) соединена с концами 512, 513 рычагов 51, 52. При этом один конец соединительного элемента 57 соединен с возможностью вращения с концом 513 рычага 52, а другой конец соединительного элемента 57 закреплен с возможностью вращения и эксцентрично на кольцевой шайбе 55. Аналогичным образом соединительный элемент 56 связан с рычагом 51 и кольцевой шайбой 55, причем места соединений (которые реализованы, например, штифтообразным соединением кольцевой шайбы 55 и соединительных элементов 56, 57) соединительных элементов с кольцевой шайбой противоположны друг другу вдоль ее радиуса.
Кольцевая шайба приводится, например, электродвигателем, вал которого, в частности, в центральном отверстии кольцевой шайбы, соединен с ней. Электродвигатель находится, например, на стороне кольцевой шайбы, обращенной от дисков 20а, 20b. Таким образом, в частности, все элементы, движущиеся при создании соединения трубок (средства 50, диски 20а, 20b, подвижные зажимные колодки зажимных устройств 30а, 30b, 40а, 40b), приводятся электродвигателем. Например, все электродвигатели снабжены кодером, который позволяет определить положение подвижных элементов. Например, диски 20а, 20b и зажимные устройства 30а, 30b, 40а, 40b (по меньшей мере, частично) расположены на одной стороне держателя (например, в виде металлической или пластиковой пластины), а, например, двигатели - на обращенной стороне держателя, причем соответствующий вал двигателей проходит через держатель.
На фиг. 3А устройство 10 изображено в исходном положении (соответствует фиг. 2А). На фиг. 3В показан зажим трубки посредством зажимных устройств 30а, 30b аналогично фиг. 2С. Средства 50 создания движения находятся еще в своем исходном положении. Только после активирования также зажимных устройств 40а, 40b (аналогично фиг. 2Е) и нагрева трубок 1а, 1b кольцевая шайба 55 вращается для расхождения верхних концов 512, 513 рычагов 51, 52 и, тем самым, для расхождения их соединенных с дисками 20а, 20b нижних концов 514, 515 (фиг. 3D).
За счет расхождения нижних концов 514, 515 диски 20а, 20b движутся по круговой траектории вокруг точки вращения 53 друг от друга, что вызывает разрыв трубок в нагретой зоне разделения (фиг. 2F). Одновременно или после движения дисков 20а, 20b вокруг точки вращения 53 они вращаются вокруг своих, проходящих через соответствующий центр осей вращения, в результате чего образовавшиеся за счет разрыва трубок 1а, 1b концы главных отрезков 100а, 100b сближаются (фиг. 3Е).
После вращения дисков 20а, 20b вокруг их центра (примерно на 90º) они и, тем самым, также соединяемые концы главных отрезков 100а, 100b еще отстоят друг от друга за счет созданного средствами 50 вращения вокруг точки вращения 53. Только после дальнейшего вращения кольцевой шайбы 55 нижние концы 514, 515 рычагов 51, 52 снова сближаются, так что круговые диски 20а, 20b сходятся, а концы главных отрезков 100а, 100b входят в контакт между собой (фиг. 3F).
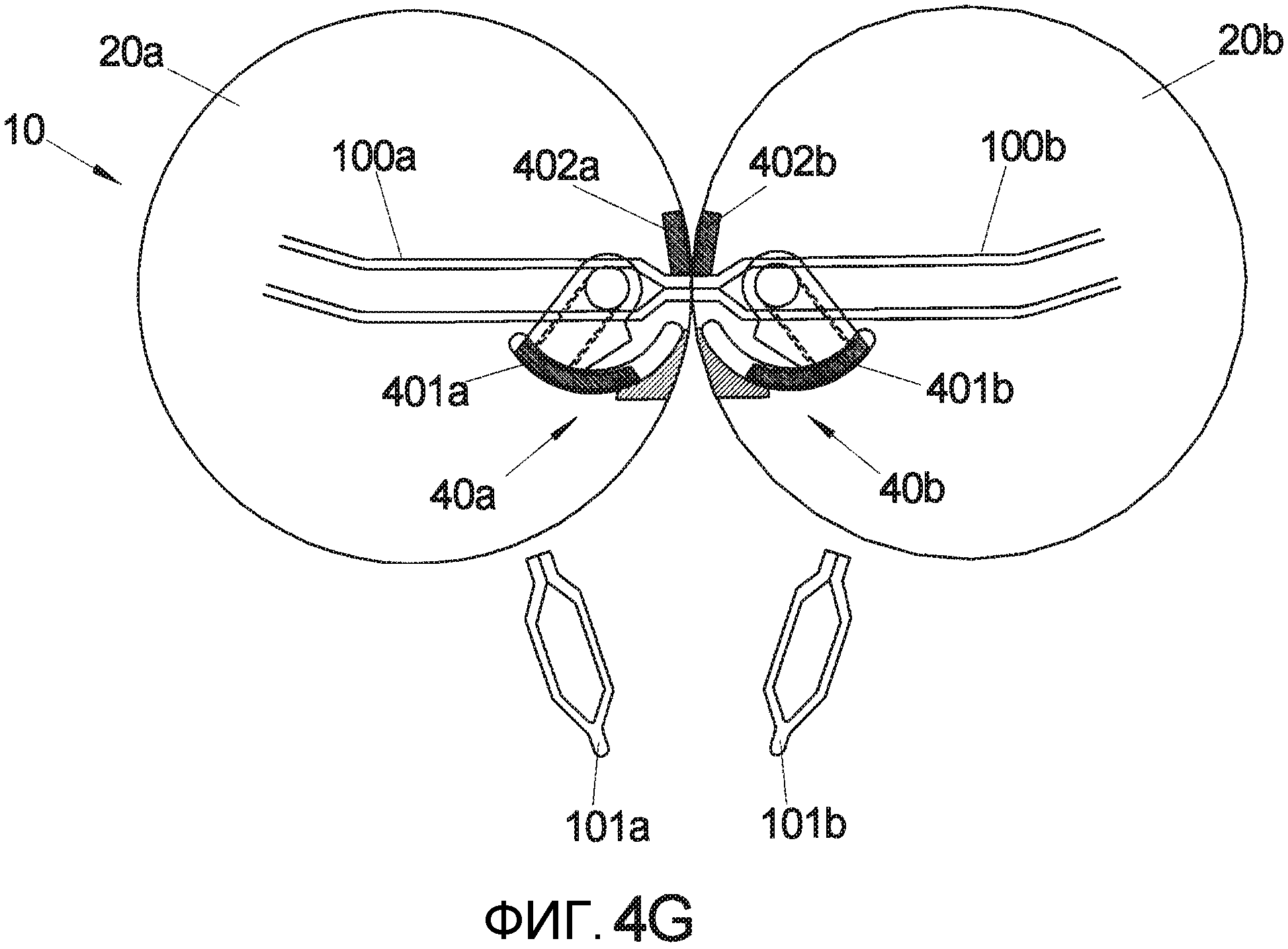
На фиг. 4А-4G изображен другой вариант устройства 10. В принципе, оно соответствует конструкции устройства из фиг. 2А-2D. Однако посадочные тела 40а, 40b выполнены немного по-другому и расположены, в частности, так, что они в исходном положении дисков 20а, 20b (фиг. 4А) ориентированы так, что их стороны, в которых выполнены пазы для размещения трубок 1а, 1b, проходят друг от друга.
В частности, посадочные стороны посадочных тел 40а, 40b ориентированы наискось к вертикали (например, к оси симметрии устройства) так, что уложенные в их пазы трубки 1а, 1b сходятся, т.е. их отрезки вблизи зажимного устройства 30а, 30b в исходном положении устройства 10 имеют небольшое расстояние друг от друга, чем отрезки, находящиеся на большем расстоянии от зажимного устройства 30а, 30b. Эта ориентация посадочных тел 21а, 21b обеспечивает, в частности, более легкую укладку трубок в устройство 10.
По сравнению с примером на фиг. 2А-2Н зажимные колодки 301а, 302а, 301b, 302b зажимных устройств 30а, 30b расположены зеркально, т.е. зажимная колодка 301а зажимного устройства 30а вращается против часовой стрелки для приведения в положение зажима, а зажимная колодка 301b зажимного устройства 30b - по часовой стрелке. Для наглядности посадочные тела 21а, 21b и зажимные устройства 30а, 30b на фиг. 4Е-4G не показаны.
На фиг. 4G изображено не показанное на фиг. 2А-2Н отпускание трубки после соединения ее первых отрезков, причем зажимные колодки 401а, 401b зажимного устройства 40а, 40b, в частности, по истечении времени остывания, удаляются от трубки, так что ее можно извлечь из устройства.
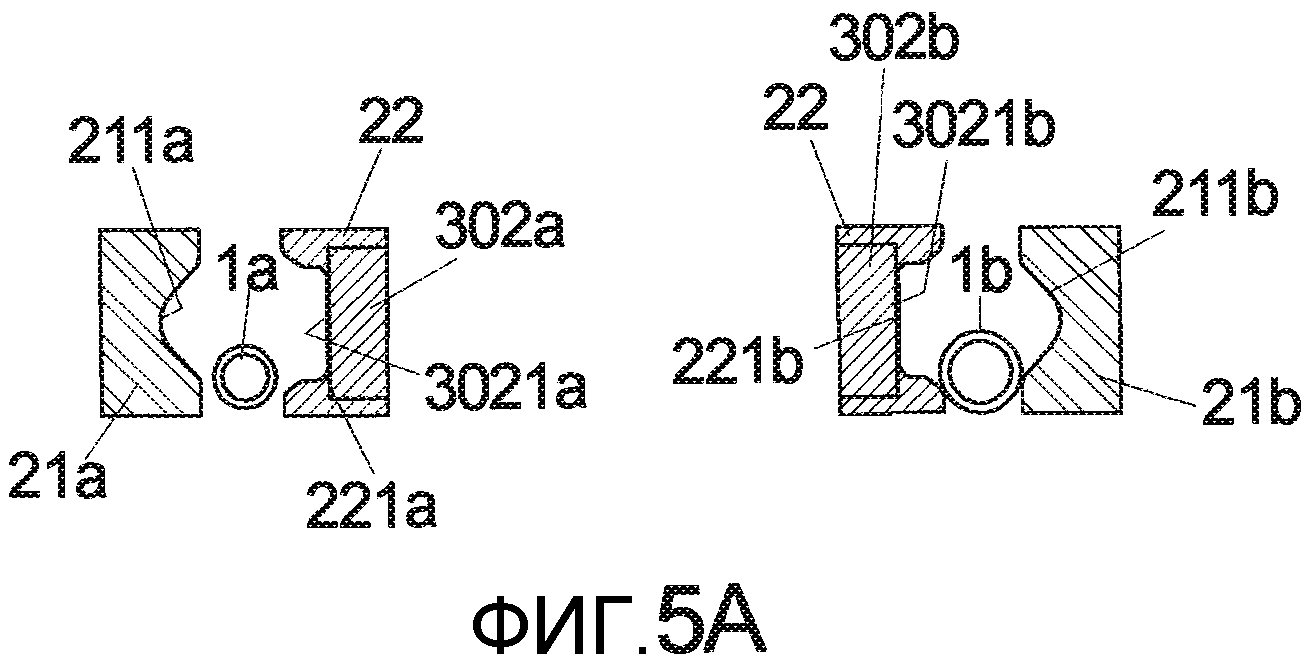
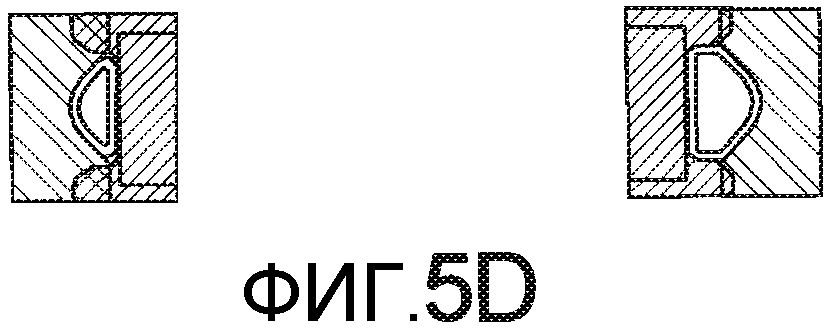
На фиг. 5А-5Е подробно показано вызванное формой пазов 211а, 211b в посадочных телах 40а, 40b и в направляющем теле 22 центрирование трубок, причем трубка 1а имеет меньший диаметр, чем трубка 1b.
За счет центрирования обеих трубок 1а, 1b после их разделения и ориентирования концов главных отрезков 100а, 100b (фиг. 2G) их центры, по меньшей мере, приблизительно находятся на общей продольной оси проходящих вдоль нее участков главных отрезков 100а, 100b. Благодаря этому с максимально высоким качеством соединения могут соединяться между собой также трубки разного диаметра. Другое выполнение пазов посадочных тел 40а, 40b и направляющего тела 22 изображено на фиг. 7А-7F.
На фиг. 6А-6D изображена ситуация после создания механического контакта (аналогично фиг. 2Н) между концами главных отрезков 100а, 100b, причем рассматриваются их разные диаметры. На фиг. 6А оба главных отрезка 100а, 100b имеют одинаковый диаметр, так что после создания механического контакта их торцевые стороны почти полностью прилегают друг к другу. На фиг. 6D рассматривается аналогичный случай, причем оба главных отрезка 100а, 100b имеют, однако, большую толщину стенок.
На фиг. 6В главный отрезок 100а имеет больший диаметр, чем другой главный отрезок 100b, а на фиг. 6С - наоборот. Однако в обоих случаях благодаря показанному на фиг. 5А-5Е механизму центрирования не возникает смещения между ними, так что между собой надежно могут соединяться также трубки разного диаметра.
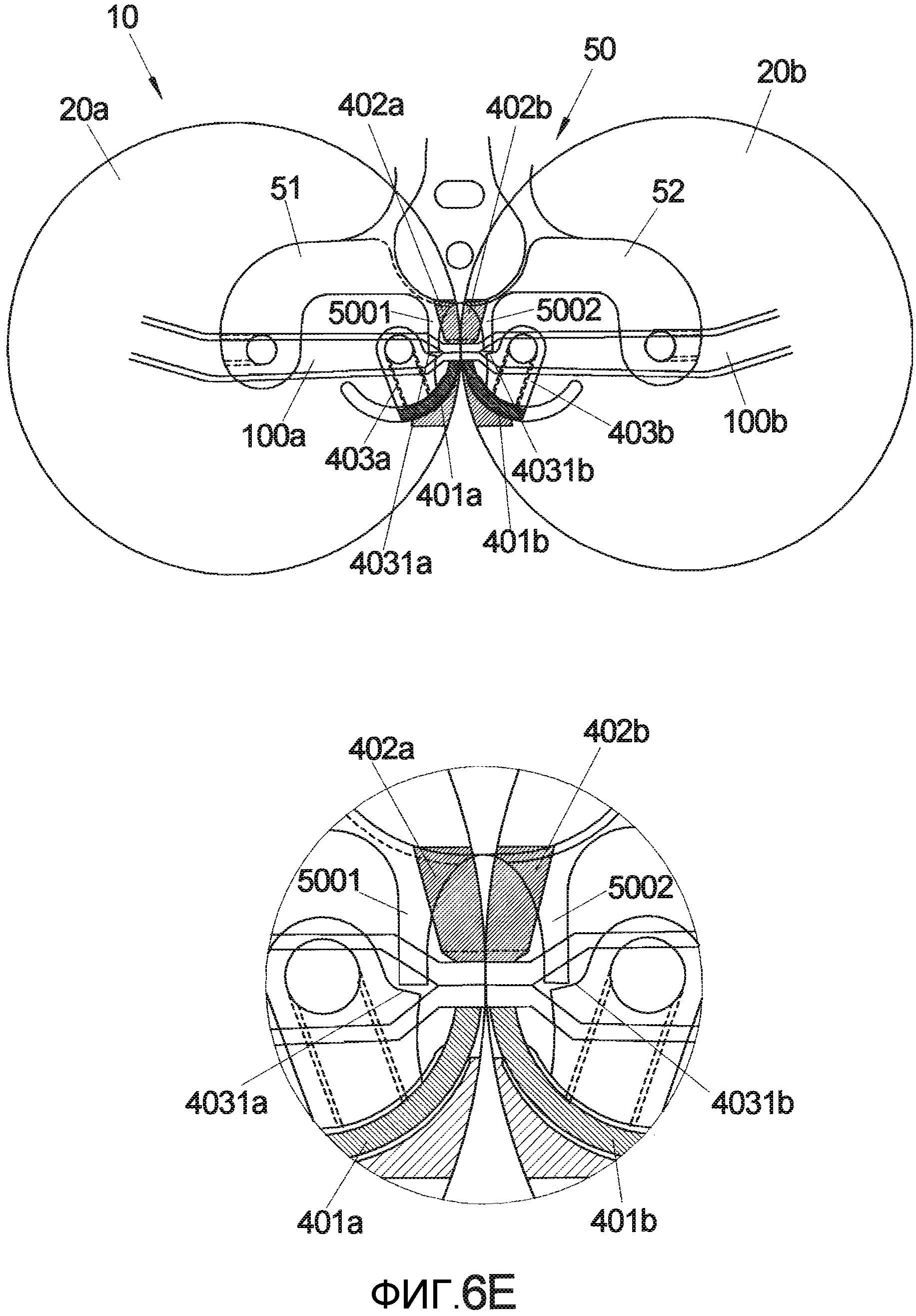
Фиг. 6Е, 6F касаются возможности за счет вращения дисков 20а, 20b приведения первых отрезков разной толщины с максимальной воспроизводимостью в положение, в котором их концы противоположны друг другу вдоль общей продольной оси. В соответствии с этим устройство 10 аналогично фиг. 3А-3F содержит средства 50 создания движения в виде ножниц, из которых на фиг. 6Е, 6F показана только нижняя часть, т.е., в частности, нижний участок рычагов 51, 52.
Рычаги 51, 52 средств 50 образуют упоры в виде выступа 5001, 5002, взаимодействующие с рычагами 403а, 403b, посредством которых зажимные колодки 401а, 401b могут вращаться и которые расположены на той же стороне дисков 20а, 20b, что и рычаги 51, 52.
Рычаги 403а, 403b соединены с зажимными колодками 401а, 401b посредством выемки в соответствующем диске 20а, 20b.
Рычаги 403а, 403b образуют упорные поверхности 4031а, 4032b, причем для ориентирования отрезков 100а, 100b вдоль общей продольной оси диски 20а, 20b вращаются до тех пор, пока упорные поверхности 4031а, 4032b не будут прилегать к выступам 5001, 5002. Следовательно, последние обеспечивают определенное вращение дисков 20а, 20b таким образом, что независимо от своего диаметра отрезки приводятся в положение, в котором оси их концов совпадают (см., в частности, показанный под главным изображением увеличенный фрагмент на фиг. 6F, где два отрезка разного диаметра позиционируются так, что их средние оси совпадают). Фиг. 6Е касается случая, когда оба отрезка имеют одинаковый диаметр.
Фиг. 7А-7F касаются также выполнения зажимных устройств, с помощью которых трубки перед разъединением могут быть центрированы. Принцип центрирования уже пояснялся с помощью фиг. 5А-5Е. Такие зажимные устройства могут быть реализованы в примере на фиг. 2А-2Н.
На фиг. 7А, 7В изображено принципиальное выполнение зажимных устройств, а на фиг. 7С-7F - этапы зажима ими трубки.
На фиг. 7А аналогично фиг. 2А изображено первое зажимное устройство с первой вращающейся зажимной колодкой 301а и второй зажимной колодкой 302а (являющейся одновременно, как описано выше, «горячим» ВЧ-электродом), которая расположена в направляющем теле 22 (в частности, изолированном). Кроме того, на посадочном устройстве (диск 20а) закреплены посадочное тело 21а с пазом 211а для ведения трубки и второе зажимное устройство, причем последнее включает в себя первую вращающуюся зажимную колодку 401а и расположенную вместе с посадочным телом 21а на диске 20а вторую зажимную колодку 402а.
На фиг. 7А зажимные устройства изображены в исходном положении, а на фиг. 7В - после вращения зажимных колодок 301а, 401а. Изображенные на фиг. 7А-7F зажимные устройства соответствуют, в частности, левой стороне устройства 10 на фиг. 2А, т.е. они приданы диску 20а. Зажимные устройства с правой стороны фиг. 2А (т.е. диска 20b устройства 10) могут, однако, содержать аналогичные зажимные устройства.
Для зажима трубки 1а она в исходном положении зажимных устройств (фиг. 7С, аналогично фиг. 2А) позиционируется, в частности, между пазом 211а посадочного тела 21а и зажимной колодкой 402а. Затем происходит вращение диска 20а, в результате чего трубка 1а прижимается к пазу 211а и зажимной стороне 3021а зажимной колодки 302а (фиг. 7D, соответствует фиг. 2В). За счет V-образной формы паза 211а и также U- или V-образной формы зажимной стороны 4021а зажимной колодки 402а трубка 1а центрируется.
Теперь происходит вращение зажимной колодки 301а, в результате чего трубка 1а сжимается между нею и зажимной колодкой 302а, как показано на фиг. 7Е (см. фиг. 2С). Затем происходят обратное вращение диска 20а в его исходное положение и поворот зажимной колодки 401а, так что трубка 1а зажимается между зажимными колодками 301а, 302а, 401а, 402а (фиг. 7F, соответствует фиг. 2D).
На фиг. 8А-8F изображен вариант зажимных устройств из фиг. 7А-7F, которые могут быть реализованы, в частности, в устройстве из фиг. 4А-4G.
Аналогично фиг. 7А, 7В на фиг. 8А, 8В изображено принципиальное выполнение зажимных устройств, а на фиг. 8С-8F показаны этапы зажима трубки с их помощью. Как и фиг. 7А-7F, фиг. 8А-8F относятся к зажимным устройствам, приданным диску 20а. Зажимные устройства диска 20b могут быть выполнены аналогичным образом.
В отличие от фиг. 7А-7F зажимные колодки 301а, 302а «поменялись местами», т.е. они находятся на соответственно другой стороне зажимаемой трубки, поэтому направляющее тело 22 выполнено иначе и охватывает трубку на другой стороне (фиг. 8А). Кроме того, паз 211а в посадочном теле 21а выполнен немного иначе, а именно имеет сечение, по меньшей мере, приблизительно в форме части окружности. В то же время зажимная сторона 4021а зажимной колодки 402а более плоская, т.е., по меньшей мере, на высоте паза 211а. Показанные на фиг. 8С-8F положения зажимных колодок и диска 20а соответствуют положениям зажимных колодок на фиг. 7С-7F.
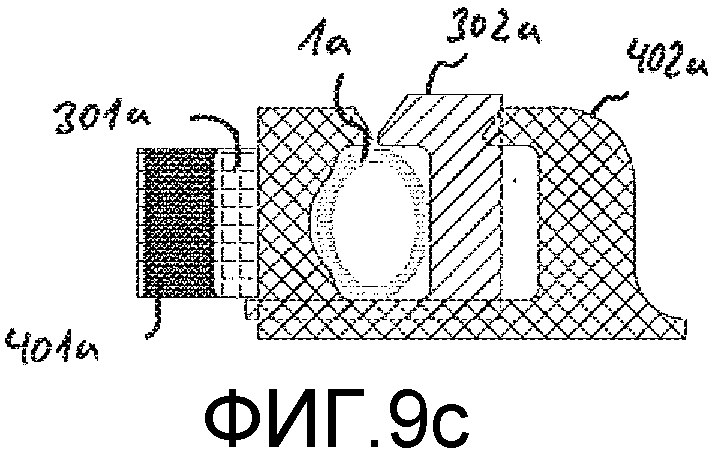
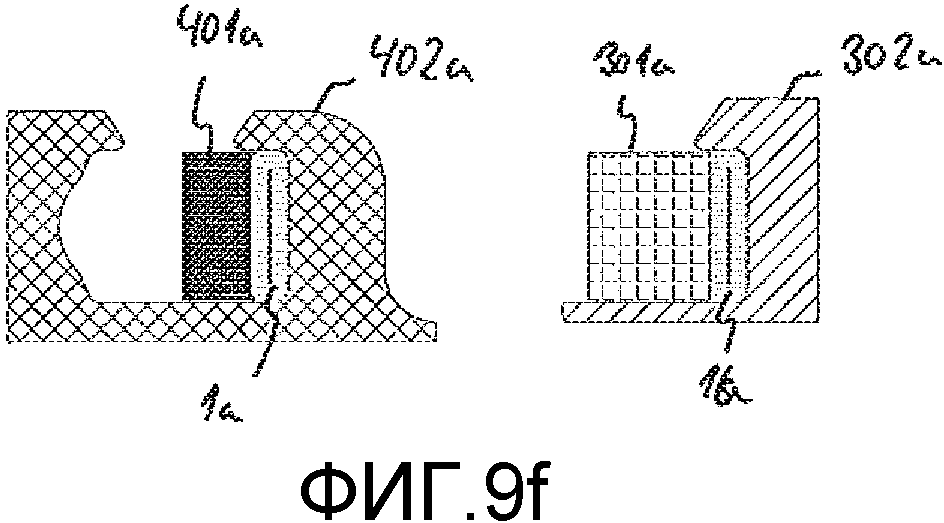
На фиг. 9А-9F и 10А-10F изображен третий вариант зажимных устройств. Фиг. 9А-9F иллюстрируют процесс зажима трубки первого, относительно большого диаметра, а фиг. 10А-10F - трубки второго, малого по сравнению с первым диаметра.
В этом варианте зажимные колодки выполнены таким образом, что они надежно могут охватывать по всей периферии также трубки относительно больших диаметров. Это достигается за счет того, что внутренние стороны зажимных колодок 402а, 302а имеют более глубокие вырезы для еще лучшего размещения трубки. Благодаря этому между зажимными колодками могут надежно удерживаться также трубки большого диаметра, и можно минимизировать или полностью предотвратить опасность того, что трубки при зажиме между зажимными колодками будут выдавлены в краевой зоне.
Согласно другому варианту, устройство для стерильного соединения трубок выполнено таким образом, что для определения параметров сварки трубок оно осуществляет предварительную сварку и в соответствии с полученным параметром или параметрами - дальнейшую сварку. Это позволяет сваривать между собой трубки с разными свойствами, в частности разных диаметров или толщин стенок, или учитывать различные условия или состояния на обоих зажимных устройствах 30а, 30b, 40a, 40b.
Прежде всего уложенные трубки 1а, 1b зажимаются определенным усилием (фиг. 4А). При этом толстые трубки зажимаются с большим усилием, чем более тонкие. Здесь предпочтительно, что при последующем соединении концов обеих трубок они имеют в зоне концов одинаковые или, по меньшей мере, одинаковые размеры, т.е. концы трубок могут быть прижаты друг к другу достаточно подходящим образом. Кроме того, зажим толстых трубок с большим усилием исключает тот недостаток, что создающий высокую частоту колебательный контур больше не будет достаточно настроен, вследствие чего толстую трубку не удастся больше хорошо нагреть.
Затем включается высокая частота для обеих трубок 1а, 1b. После размягчения трубки в зажимных колодках высокой частотой последняя отключается для соответствующей трубки. Время между включением высокой частоты вплоть до размягчения измеряется для каждой трубки 1а, 1b. Измерение степени размягчения трубки осуществляется здесь посредством соединенного с двигателем кодера, который позволяет измерить смещение приводимых двигателем зажимных колодок 301а, 301b зажимных устройств 30a, 30b. В результате размягчения зажимные колодки 301а, 301b могут сходиться ближе, чем в неразмягченном исходном состоянии. После схождения зажимных колодок на определенное расстояние (например, на определенное процентное значение, например, в диапазоне 20-30%) можно сделать вывод об определенной степени размягчения. С помощью измерения тока двигателя можно дополнительно учитывать усилие, с которым зажимные колодки зажимают соответствующую трубку 1а, 1b.
Затем, по меньшей мере, частично раскрываются зажимные колодки 401а, 401b зажимных устройств 40a, 40b, и последние отходят от зажимных устройств 302a, 301а, 301b, 302b, как на фиг. 4D, однако без разделения соответствующей трубки, причем она также удерживается зажимными устройствами 30а, 30b и также не разделяется. После этого зажимные устройства 40a, 40b снова захватывают трубку, зажимные устройства 30а, 30b, по меньшей мере, частично раскрываются, и зажимные устройства 40a, 40b движутся к зажимным устройствам 30а, 30b, за счет чего трубка немного, как правило, на несколько миллиметров продвигается в направлении зажимных устройств 30а, 30b, пока возникшие в результате первого процесса сварки места сварки не выдвинутся из зоны зажимных устройств 30а, 30b и снова не будет достигнуто состояние, как на фиг. 4С. Затем происходит процесс сварки с запомненными параметрами. В этом случае запускается более длительный процесс сварки, так что оба процесса сварки заканчиваются почти или преимущественно одновременно. Таким образом, необходимая для последующего соединения обоих отрезков 100а, 100b степень размягчения концов достигается для разных трубок 1а, 1b достаточно точно в один и тот же момент.
В качестве альтернативы можно также регулировать процесс сварки трубок 1а, 1b, благодаря чему достаточное размягчение завершается одновременно или почти одновременно. Регулирование может осуществляться за счет того, что интенсивность высокой частоты подстраивается в зависимости от смещения зажимных колодок. С таким регулированием можно отказаться от описанного выше этапа «предварительная сварка».
Кодером могут быть снабжены также двигатели, приводящие зажимные колодки 401а, 402а зажимных устройств 40а, 40b. Это позволяет, например, с учетом тока двигателя, обнаружить, правильно ли были зажаты трубки 1а, 1b соответствующим зажимным устройством.
Следует указать на то, что элементы на приведенных фигурах, разумеется, могут использовать между собой, в принципе, в любой комбинации. Например, средства создания движения на фиг. 3А-3F могут использоваться вместе с устройством в варианте на фиг. 4A-4G. Можно также использовать зажимные колодки разной формы, например, первому диску 20а придаются зажимные колодки на фиг. 7А-7F, а второму диску - зажимные колодки на фиг. 8А-8F.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1а, 1b - трубка
20a, 20b - вращающийся диск
21a, 21b - посадочное тело
22 - направляющее тело
30a, 30b - первое зажимное устройство
40a, 40b - второе зажимное устройство
50 - средство создания движения
51 - первый рычаг
52 - второй рычаг
53 - точка вращения
55 - кольцевая шайба
56, 57 - соединительные элементы
100a, 100b - первый отрезок трубки
101a, 101b - второй отрезок трубки
211a, 211b - паз
221a, 221b - паз
301a, 301b - первая зажимная колодка первого зажимного устройства
302a, 302b - вторая зажимная колодка первого зажимного устройства
303a, 303b, 403a, 403b - рычаг
305a - зажимная поверхность первой зажимной колодки
306a - зажимная поверхность второй зажимной колодки
401a, 401b - первая зажимная колодка второго зажимного устройства
402a, 402b - вторая зажимная колодка второго зажимного устройства
403a, 403b - рычаг
511, 521 - соединительное средство
512, 513 - верхний конец
514, 515 - нижний конец
1001a, 1001b - конец первого отрезка трубки
3021a, 3021b - зажимная сторона
4021a - зажимная сторона
4031a, 4031b - упорная поверхность
5001, 5002 - выступ.
Реферат
Группа изобретений относится к способу и устройству для стерильного соединения мягких трубок. Способ включает в себя следующие этапы: а) подготовку первой и второй мягких трубок (1а, 1b); б) нагрев соответственно зоны разделения первой и второй мягких трубок (1а, 1b) с использованием нагревательных средств; в) механическое разделение обеих мягких трубок (1а, 1b) за счет приложения к ним растягивающего или срезающего и растягивающего усилия. В результате последнего обе мягкие трубки (1а, 1b), соответственно, в нагретой зоне разделения разделяются на первый и второй отрезки (100а, 100b, 101a, 101b). г) После разделения мягких трубок (1а, 1b) происходит создание механического контакта образованного за счет разделения первой мягкой трубки (1а) конца (1001а) ее первого отрезка (100а) с образованным за счет разделения второй мягкой трубки (1b) концом (1001b) ее первого отрезка (100b). Причем д) механический контакт создается так, что концы (1001а, 1001b) отрезков (100а, 100b) мягких трубок вследствие нагрева на этапе б) имеют такую температуру, входя в механический контакт между собой, что они соединяются между собой с материальным замыканием без дополнительного нагрева после разделения мягких трубок. Устройство для стерильного соединения мягких трубок содержит различные узлы для осуществления способа по изобретению. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в том, чтобы обеспечить быстрое соединение мягких трубок с уменьшением при этом отходов. 2 н. и 13 з.п. ф-лы, 60 ил.
Формула
а) подготовку первой и второй мягких трубок (1a, 1b);
б) нагрев по одной зоне разделения первой и второй мягких трубок (1a, 1b) с использованием нагревательных средств;
в) механическое разделение обеих мягких трубок (1a, 1b) за счет приложения к ним растягивающего усилия или растягивающего и срезающего усилия, в результате чего каждая из обеих мягких трубок (1a, 1b) в соответствующей нагретой зоне разделения разделяется на первый и второй отрезки (100а, 100b, 101а, 101b) трубок;
г) после разделения мягких трубок (1a, 1b) создание механического контакта, образованного за счет разделения первой мягкой трубки (1а) конца (1001а) ее первого отрезка (100а) с образованным за счет разделения второй мягкой трубки (1b) концом (1001b) ее первого отрезка (100b), причем
д) механический контакт создают так, что концы (1001а, 1001b) отрезков (100а, 100b) мягких трубок вследствие нагрева на этапе б) имеют еще такую температуру, входя в механический контакт между собой, что они соединяются между собой с замыканием по материалу без дополнительного нагрева после разделения мягких трубок.
- первое посадочное устройство (20а) для размещения первой мягкой трубки (1а);
- второе посадочное устройство (20b) для размещения второй мягкой трубки (1b);
- нагревательные средства для нагрева зоны разделения, расположенной на первом посадочном устройстве (20а) первой мягкой трубки (1а) и зоны разделения, расположенной на втором посадочном устройстве (20b) второй мягкой трубки (1b) и
- разделительные средства для разделения первой и второй мягких трубок (1a, 1b) в нагретой зоне разделения каждой из них на первый и второй отрезки (100а, 100b, 101а, 101b), причем
- первое и второе посадочные устройства (20а, 20b) выполнены с возможностью удержания первого отрезка (100а, 100b) соответствующей мягкой трубки так, что он, по меньшей мере, частично проходит вдоль одной плоскости, и по меньшей мере одно из обоих (20а, 20b) посадочных устройств (20а, 20b) установлено с возможностью вращения вокруг оси вращения, проходящей, по меньшей мере, приблизительно перпендикулярно этой плоскости, и причем
- устройство (10) выполнено с возможностью приведения конца (1001а) первого отрезка (100а) первой мягкой трубки (1а) - после разделения первой и второй мягких трубок (1a, 1b) при вращении первого и/или второго посадочного устройства (20а, 20b) вокруг оси вращения - в механический контакт с концом (1001b) первого отрезка (101b) второй мягкой трубки (1b).
Комментарии