Выполненная многокомпонентным формованием медицинская соединительная трубка и способ ее получения - RU2649471C2
Код документа: RU2649471C2
Чертежи






Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к медицинской области и, в частности, к медицинским трубкам, используемым в медицинской области для проведения жидкостей пациенту и из пациента и/или между медицинским оборудованием, которые могут содержать один или несколько концевых соединителей для выполнения жидкостных соединений для проведения жидкостей пациентам и из пациентов и в медицинское оборудование и из него.
Известный уровень техники
[0002] В медицинской области можно найти многочисленные примеры медицинских трубок и соединителей для них. Например, публикация патентной заявки США №2012/0024411, Hahn et al., относится, в общем, к трубкам для использования при соединении компонентов систем жидкостной хроматографии и других аналитических систем, и в ней раскрыта трубка, состоящая из трех различных частей, включающих наружный слой, внутренний слой и проход, образуемый внутренним слоем. Трубка содержит стопорный элемент, такой как зазубрина, механически выполненная на конце наружного слоя. Внутренний слой выступает из зазубрины, при этом и зазубрина, и выступающая часть внутреннего слоя выполнены многокомпонентным формованием вместе с кончиком.
[0003] В патентной заявке США №2011/0306826, Franklin et al., раскрыто имплантируемое устройство для использования в медицинской системе для защиты трубки от прокола. В одном варианте осуществления предусмотрено защитное устройство, выполненное многокомпонентным формованием поверх трубки или многокомпонентным формование поверх корпуса, присоединенного к концу трубки, а также поверх трубки.
[0004] В патентной заявке США №2011/0127186, Enns et al., раскрыты упаковочные трубки для удлиненных медицинских устройств, таких как катетеры и проволочные направители, у которых поверх трубки многокомпонентным формованием получены несколько пластиковых скоб. Каждая из этих скоб окружает прилегающие секции трубки, так что каждая скоба образует замкнутую петлю, окружающую наружную поверхность трубки на каждой секции, где находится скоба.
[0005] В публикации патентной заявки США №2010/0130922, Borlaug et al., раскрыто устройство для инъекций медицинских жидкостей, содержащее жидкостные соединители, изготовленные из полученного многокомпонентным формованием термопластичного эластомера.
[0006] В публикации патентной заявки США №2010/0063481, Hoffman et al., раскрыты проводящие узлы для жидкостей для доставки медицинских жидкостей. В этой публикации раскрыта трубка, на одном конце присоединенная к выпускному отверстию шприца и имеющая сжимаемый уплотнительный элемент на противоположном конце. Уплотнительный элемент может выполняться из эластомерного материала и обычно является цилиндрическим по форме и размерно выполнен концентричным с трубкой. Эластомерный уплотнительный элемент может быть выполнен многокомпонентным формованием поверх трубки, тем самым исключая необходимость в клее.
[0007] В публикации патентной заявки США №2010/0022966, Kennard, раскрыто устройство доставки жидкостей, содержащее трубку с выполненной многокомпонентным формованием областью, и зазубренный конец соединителя может фиксироваться в выполненной многокомпонентным формованием области посадкой в нее с натягом.
[0008] В публикации патентной заявки США №2008/0284167, Lim et al., раскрыты фитинги для соединения трубок. В одном варианте осуществления фитинг изготовлен инжекционным формованием, а затем материал формуется поверх или совместно формуется поверх фитинга для образования удлинительной части, а затем для пропуска жидкости через фитинг в фитинг вставляется конец трубки.
[0009] В публикации патентной заявки США №2007/0215268, Pingleton, раскрыт способ нанесения оплетки на трубку и наплавление оплетки на трубку для предотвращения ее скручивания и т.д. Оплетка может быть формованной со вставкой или выполненной многокомпонентным формованием на трубку.
[0010] В публикации патентной заявки США №2006/0170134, Rowley et al., раскрыт способ инжекционного многокомпонентного формования соединителя с сегментом трубки.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0011] Один вариант осуществления, описанный в настоящем документе, относится к узлу медицинской соединительной трубки высокого давления, содержащему трубчатый элемент, содержащий противоположные концы трубки и канал через него, концевой элемент, выполненный многокомпонентным формованием по меньшей мере на одном из противоположных концов трубки, причем концевой элемент содержит кольцевую концевую часть, имеющую предварительно выбранную длину, и соединительный элемент, содержащий соединительную втулку, образующую приемную полость, причем конец трубки с выполненным многокомпонентным формованием концевым элементом жестко закреплен в приемной полости. Предварительно выбранная длина кольцевой концевой части может использоваться для предварительного регулирования осевого места концентрации напряжений в соединительной втулке.
[0012] Конец трубки с выполненным многокомпонентным формованием концевым элементом может быть жестко закреплен в приемной полости приклеиванием с помощью растворителя. Концевой элемент может быть выполнен по меньшей мере с одним наружным указателем для зрительного определения глубины вставки конца трубки с выполненным многокомпонентным формованием концевым элементом в приемной полости. Трубчатый элемент может содержать оплетенную трубку, выполненную из внутренней оплетки, заключенной в гибкий полимерный слой. Соединительный элемент может содержать соединительный канал, образующий канал для жидкости. Кольцевая концевая часть может иметь сужающуюся входную часть, сужающуюся от канала для жидкости к каналу в трубчатом элементе. Входная часть может сужаться вовнутрь под углом, например от 0 до 80°. Концевой элемент выполнен многокомпонентным формованием на каждом из концов трубки трубчатого элемента. Соединительный элемент может представлять собой пару соединительных элементов, и каждый из концов трубки, имеющий выполненный многокомпонентным формованием концевой элемент, жестко закрепленный соответственно в приемных полостях соединительных элементов. Трубчатый элемент может содержать оплетенную трубку, выполненную из внутренней оплетки, заключенной в гибкий полимерный слой.
[0013] Другой вариант осуществления относится к способу изготовления узла медицинской соединительной трубки высокого давления, включающему предоставление трубчатого элемента, содержащего противоположные концы трубки и канал через него, получение многокомпонентным формованием концевого элемента на по меньшей мере одном из противоположных концов трубки, причем концевой элемент содержит кольцевую концевую часть, имеющую предварительно выбранную длину, предоставление соединительного элемента, содержащего соединительную втулку, образующую приемную полость, и закрепление конца трубки с выполненным многокомпонентным формованием концевым элементом в приемной полости. Предварительно выбранную длину кольцевой концевой части могут использовать для предварительного регулирования места концентрации напряжений на оси в соединительной втулке.
[0014] Крепление конца трубки выполненным многокомпонентным формованием концевым элементом в приемной полости может представлять собой приклеивание с помощью растворителя. Концевой элемент может быть выполнен по меньшей мере с одним наружным указателем для зрительного определения глубины вставки конца трубки с выполненным многокомпонентным формованием концевым элементом в приемной полости. Трубчатый элемент может содержать оплетенную трубку, выполненную из внутренней оплетки, заключенной в гибкий полимерный слой. Соединительный элемент может содержать разъем соединителя, образующий канал для жидкости. Кольцевая концевая часть может иметь сужающуюся входную часть, сужающуюся от канала для жидкости к каналу в трубчатом элементе. Входная часть может сужаться вовнутрь под углом, например от 0 до 80°. Концевой элемент может быть получен многокомпонентным формованием на каждом из концов трубки трубчатого элемента. Каждый из концов трубки может иметь выполненный многокомпонентным формованием концевой элемент и может быть жестко закреплен соответственно в приемных полостях соединительных элементов. Трубчатый элемент может содержать оплетенную трубку, выполненную из внутренней оплетки, заключенной в гибкий полимерный слой.
[0015] Другие детали и преимущества настоящего изобретения будут понятными из последующего подробного описания, которое следует рассматривать со ссылками на прилагаемый графический материал.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
[0016] Фиг. 1А-1С представляют собой виды в перспективном изображении известной медицинской трубки, используемой в медицинской области.
[0017] Фиг. 2 представляет собой вид в поперечном сечении узла выполненной многокомпонентным формованием медицинской соединительной трубки в соответствии с одним вариантом осуществления.
[0018] Фиг. 3 представляет собой вид в изометрии трубчатого элемента, используемого в узле медицинской соединительной трубки, показанном на фиг. 2.
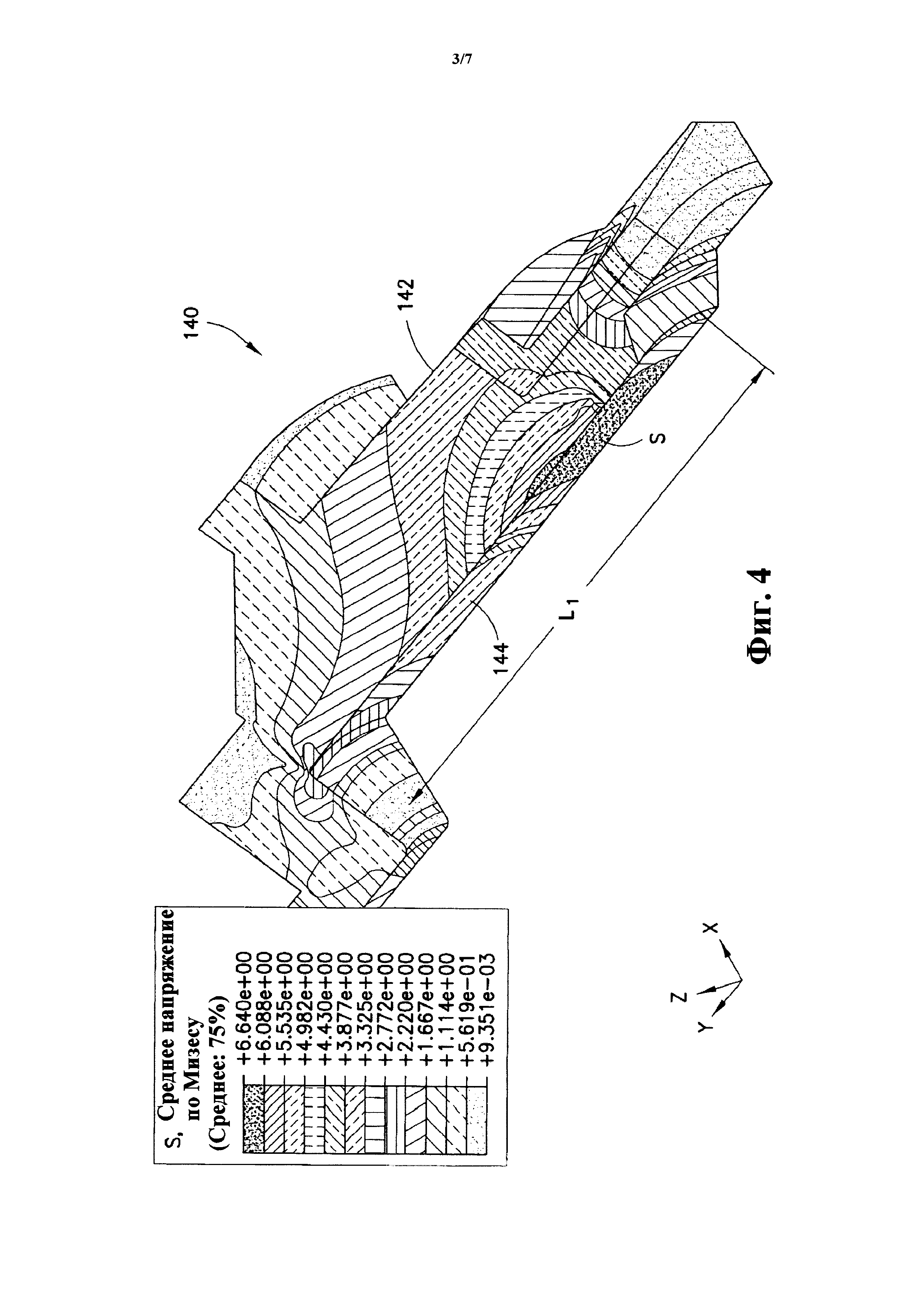
[0019] Фиг. 4 представляет собой график анализа на основе метода конечных элементов (FEA) для приведенного в качестве примера соединительного элемента узла медицинской соединительной трубки, показанной на фиг. 2, после сборки с выполненным многокомпонентным формованием трубчатым элементом.
[0020] Фиг. 5 представляет собой график анализа на основе метода конечных элементов (FEA) для собранных соединительного элемента и трубчатого элемента, находящихся под давлением жидкости.
[0021] Фиг. 6 представляет собой вид в поперечном сечении узла медицинской соединительной трубки, показанной на фиг. 2, в соответствии с первой приведенной в качестве примера модификацией собранных соединительного элемента и трубчатого элемента.
[0022] Фиг. 7 представляет собой вид в поперечном сечении узла медицинской соединительной трубки, показанной на фиг. 2, в соответствии со второй приведенной в качестве примера модификацией собранных соединительного элемента и трубчатого элемента.
[0023] Фиг. 8 представляет собой вид в поперечном сечении узла медицинской соединительной трубки, показанной на фиг. 2, в соответствии с третьей приведенной в качестве примера модификацией собранных соединительного элемента и трубчатого элемента.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0024] Для целей, описанных далее в настоящем документе, термины пространственной ориентации в том значении, в каком они используются, будут относиться к описываемому варианту осуществления, как он ориентирован на прилагаемых фигурах или иначе описан в последующем подробном описании. Следует, однако, понимать, что варианты осуществления, описанные далее в настоящем документе, могут принимать многие разные альтернативные формы и иметь разные конструктивные исполнения. Следует также понимать, что конкретные компоненты, устройства, признаки и последовательности выполнения операций, проиллюстрированные на прилагаемых фигурах и описанные в настоящем документе, являются лишь примерными и не должны рассматриваться как ограничивающие объем настоящего изобретения.
[0025] Согласно фиг. 1А-1С в медицинской области имеются несколько доступных альтернатив для трубок высокого давления с присоединительными концами. На фиг. 1А медицинская трубка 10 показана в виде трубки высокого давления из ПВХ. В этом известном конструктивном исполнении издержки производства считаются низкими, но используется дорогая производственная оснастка для инжекционного формования. Медицинская трубка 10 изготавливается из однослойного полимера, содержащего пластификатор, чтобы сделать трубку нежесткой. В медицинской области эти пластификаторы тщательно проверяются на биосовместимость и возможное попадание в путь жидкости. Кроме того, рабочие давления обычно ограничиваются величиной 1000 фунтов/кв. дюйм из-за более низкого временного сопротивления разрыву ПВХ по сравнению с конструкционными пластиками. В типичных случаях применения к концам медицинской трубки 10 с помощью растворителя могут быть приклеены разъемы Люэра. Известно, что приклеивание с помощью растворителя вызывает в приспособлениях Люэра проблемы растрескивания под воздействием напряжений, и когда разъемы Люэра приклеиваются с помощью растворителя к концам медицинской трубки 10, на поверхности разъемов Люэра появляются мелкие трещины. Это вызванное растрескивание является следствием высоких напряжений, возникающих в жесткой трубке высокой твердости, когда к концам медицинской трубки 10 присоединяют концевые соединители, требующие посадок с натягом и приклеивания с помощью растворителя. Эти посадки с натягом и сопутствующее воздействие приклеивания с помощью растворителя могут привести к проникновению воздуха и/или падениям давления. Склеивание с помощью клеев, отверждаемых под действием ультрафиолетового излучения (УФ), не является надежной альтернативой приклеиванию с помощью растворителя, поскольку пластификатор воздействует на УФ-клей и после стерилизации может вызвать расслаивание склеенного соединения. Присоединительные фитинги Люэра могут быть получены на концах медицинской трубки 10 формованием со вставкой, но при этом возрастают издержки производства, и геометрия соединителя ограничивается простыми линейными путями жидкости.
[0026] На фиг. 1В показана медицинская трубка 20 в виде совместно экструдированной соединительной трубки высокого давления. Медицинская трубка 20 имеет внутреннюю стенку 22 высокой прочности, изготовленную из подходящего полимера, соосно окруженную гибкой наружной стенкой 24, изготовленной из другого полимера, при этом медицинская трубка может достигать номинала 1200 фунтов/кв. дюйм, но сохраняет определенную степень гибкости. В этом варианте осуществления к концам медицинской трубки 20 могут быть приклеены с помощью растворителя разъемы Люэра, но непосредственное приклеивание с помощью растворителя к медицинской трубке 20 также вызывает в разъемах Люэра проблемы растрескивания под воздействием напряжений подобно случаю вышеописанной медицинской трубки 10. Это вызванное растрескивание является следствием высоких напряжений, возникающих в трубке средней совокупной твердости, когда на концах медицинской трубки 20 устанавливают концевые соединители, требующие посадок с натягом и приклеивания с помощью растворителя. Эти посадки с натягом и сопутствующие воздействие приклеивания с помощью растворителя могут привести к проникновению воздуха и/или потери давления. Опять-таки, склеивание с помощью отверждаемых под действием ультрафиолетового излучения (УФ) клеев не является надежной альтернативой приклеиванию с помощью растворителя, поскольку УФ-клей требует просвета между медицинской трубкой 20 и разъемом Люэра для оптимальной прочности, и срок годности ограничен из-за разрыва клеевого соединения со временем. Присоединительные фитинги Люэра могут быть получены на концах медицинской трубки 20 формованием со вставкой, но опять-таки при этом возрастают издержки производства, и геометрия соединителя ограничивается простыми линейными путями жидкости.
[0027] На фиг. 1С показана медицинская трубка 30 в виде оплетенной соединительной трубки высокого давления. Медицинская трубка 30 имеет высокопрочную внутреннюю оплетку 32, изготовленную из подходящего полимера, заключенную в гибкий полимерный слой 34, для достижения номинального давления 1200 фунтов/кв. дюйм при высокой гибкости. Внутренняя оплетка 32 удерживает медицинскую трубку 30 от раздувания и обрыва, но может ухудшать видимость пути жидкости, часто необходимую для обеспечения визуализации пузырьков воздуха после операций по продувке воздухом. Кроме того, если оплетенная медицинская трубка 30 была обрезана, желательно изолировать обрезанные концы от высоких давлений для предотвращения продольного капиллярного распространения жидкости под давлением в оплетку, что может вызвать падение давления в медицинской трубке 30. Как и в ранее рассмотренных вариантах осуществления, непосредственное приклеивание с помощью растворителя может вызвать проблемы растрескивания разъемов Люэра под воздействием напряжений. Это вызванное растрескивание является следствием высоких напряжений, возникающих, когда к концам медицинской трубки 30 прикрепляют концевые соединители, требующие посадок с натягом и приклеивания с помощью растворителя. Напряжение является высоким из-за уровня натяга, необходимого для вставки оплетенной медицинской трубки 30 в разъем Люэра и необходимого для предотвращения продольного капиллярного распространения жидкости под давлением в обрезанные концы оплетки, что может вызвать падение давления в медицинской трубке 30. Опять-таки склеивание с помощью отверждаемых под действием ультрафиолетового излучения (УФ) клеев не является надежной альтернативой приклеиванию с помощью растворителя, поскольку УФ-клей требует просвета между медицинской трубкой 30 и разъемом Люэра для оптимальной прочности, и срок годности ограничен из-за разрыва клеевого соединения с течением времени. Присоединительные фитинги Люэра могут быть получены на концах медицинской трубки 30 формованием со вставкой, но опять-таки при этом возрастают издержки производства, и геометрия соединителя ограничивается простыми линейными путями жидкости.
[0028] На фиг. 2-3 показан узел 100 медицинской соединительной трубки высокого давления в соответствии с одним вариантом осуществления (далее по тексту именуемый «соединительная трубка 100»). Соединительная трубка 100 обычно содержит трубчатый элемент 102, который может быть совместно экструдированным или оплетенным трубчатым элементом в соответствии с известными трубчатыми элементами, встречающимися в медицинской области. Трубчатый элемент 102 содержит противоположные концы 104, 106 трубки и образованный центральный канал 108, предназначенный для пропускания жидкости по нему. В показанном варианте осуществления трубчатый элемент 102 содержит оплетенную трубку. Трубчатый элемент 102 содержит высокопрочную внутреннюю оплетку ПО, изготовленную из подходящего полимера, заключенную в гибкий полимерный слой 112 для достижения номинального давления 1200 фунтов /кв. дюйм при высокой гибкости.
[0029] Когда присутствует трубчатый элемент 102 для образования составной конструкции к противоположным концам 104, 106 трубки трубчатого элемента 102 могут быть прикреплены концевые детали или элементы 114. Концевые элементы 114 содержат кольцевые или трубчатые тела 116, имеющие кольцевые или трубчатые концевые части 118, и выполнены многокомпонентным формованием соответственно на противоположных концах 104, 106 трубчатого элемента 102. Трубчатые тела 116 концевых элементов 114 могут изготавливаться из мягкого пластика, такого как полиуретан, или из любого гибкого термопластичного материала, совместимого с нижележащим трубчатым элементом 102, для обеспечения многокомпонентного формования на противоположных концах 104, 106 трубчатого элемента 102. Каждое из трубчатых тел 116 может быть выполнено таким образом, что концевые части 118 образуют сужающиеся входные части 120, образованные с заданным углом перехода или конусности, например от 0 до 80°. Наружная поверхность 122 трубчатого тела 116 каждого из концевых элементов 114 может быть выполнена с одним или несколькими наружными указателями 124, такими как кольцевые канавки и т.п., предназначенными для указания желательных или указанных точек или расстояний вставки для концов 104, 106 составной трубки, имеющих выполненные многокомпонентным формованием концевые элементы 114, в сопрягаемые или приемные соединительные элементы 140, 160, как описано в настоящем документе. Выполненные многокомпонентным формованием концевые элементы 114 являются преимущественными в одном отношении в том, что при установке концевые элементы 114 уплотняют обрезанные концы 104, 106 трубчатого элемента 102. Если оплетенная медицинская трубка, содержащая трубчатый элемент 120 обрезают, желательно изолировать обрезанные концы от высоких давлений для предотвращения продольного капиллярного распространения жидкости под давлением в оплетку, что может вызвать падение давления в трубчатом элементе 120. Выполненные многокомпонентным формованием концевые элементы 114 являются преимущественными в том, что при установке концевые элементы 114 уплотняют обрезанные концы 104, 106 оплетенного трубчатого элемента 102.
[0030] Как указано, соединительные элементы 140, 160 устанавливают соответственно на противоположные концы 104, 106 составного трубчатого элемента 102, имеющие выполненные многокомпонентным формованием концевые элементы 114. Соединительные элементы 140, 160 могут представлять собой обычные полученные инжекционным формованием соединители Люэра, хорошо известные в медицинской области, и последующее рассмотрение конкретных признаков соединительных элементов 140, 160 не ограничивается возможными соединительными элементами Люэра или конструктивными исполнениями наконечников, которые могут использоваться с трубчатым элементом 102. Кроме того, любое конкретное рассмотрение далее в настоящем документе, относящееся к одному из соединительных элементов 140, 160, в равной степени применимо к противоположному соединительному элементу 140, 160, и концепции, описанные в настоящем документе, могут быть дополнительно применимы к любым подходящим соединительным элементам Люэра, известным в медицинской области. Конкретные конструктивные исполнения соединительных элементов 140, 160, показанные на фиг. 2 и 3-8, приведены только в качестве примера.
[0031] Соединительный элемент 140 содержит соединительную втулку 142, образующую приемное углубление или полость 144 для размещения конца 104 составной трубки с выполненным многокомпонентным формованием концевым элементом 114. Соединительная втулка 142 может содержать соединительный разъем или соединительную часть 146, предназначенную для соединения с расположенным выше или ниже по потоку проводящим жидкость элементом (не показан). Как показано на фиг. 2, сужающаяся входная часть 120, образованная в концевой части 118 полученного многокомпонентным формованием концевого элемента 114, выполнена с углом перехода или конусности, являющимся любым подходящим углом, например от 0 до 80°, для обеспечения плавного перехода для жидкости между каналом 148 для жидкости в соединительном разъеме 146 и сужающейся входной частью 120 и между сужающейся входной частью 120 и центральным каналом 108 в трубчатом элементе 102. Сужающаяся входная часть 120 поддерживает необходимым образом условия ламинарного потока в первой точке перехода или стыке 150 между каналом 148 для жидкости и концевой частью 118 полученного многокомпонентным формованием концевого элемента 114, имеющего сужающуюся входную часть 120, а также во второй точке перехода или стыке 152 между концевой частью 118 полученного многокомпонентным формованием концевого элемента 114, имеющего сужающуюся входную часть 120, и центральным каналом 108 в трубчатом элементе 102. Сужающаяся входная часть 120 в целом обеспечивает плавный переход из канала 148 для жидкости в соединительном разъеме 146 в центральный канал 108 в трубчатом элементе 102 и помогает минимизировать возможные захваты воздуха или точки застоя путем обеспечения плавного перехода жидкости в первой точке перехода или стыке 150 между каналом 148 для жидкости и сужающейся входной частью 120, образованной в концевой части 118 полученного многокомпонентным формованием концевого элемента 114, а также во второй точке перехода или стыке 152 между сужающейся входной частью 120, образованной в концевой части 118, и центральным каналом 108 в трубчатом элементе 102. Конец 104 составной трубки трубчатого элемента 102, имеющий выполненный многокомпонентным формованием концевой элемент 114, может крепиться в приемном углублении или полости 144 склеиванием с помощью растворителя и подобными способами соединения, например лазерной сваркой. Наружные указатели 124 на трубчатом теле 116 концевого элемента 114, расположенные на конце 104 трубки трубчатого элемента 102, обеспечивают видимое указание вставки на требуемую глубину вставки конца 104 составной трубки и полученного многокомпонентным формованием концевого элемента 114 в приемную полость 144 соединительного элемента 140 и дополнительно обеспечивают визуальное подтверждение посадки с натягом со склеиванием с помощью растворителя между концевым элементом 114 и соединительным элементом 140, помогая также предотвратить недостаточную вставку конца 104 составной трубки и полученного многокомпонентным формованием концевого элемента 114 в приемную полость 144. Между концом 104 составной трубки и выполненным многокомпонентным формованием концевым элементом 114 и приемной полостью 144 соединительного элемента 140 желательно присутствует соединение с посадкой с натягом со склеиванием с помощью растворителя.
[0032] Соединительный элемент 160 содержит соединительную втулку 162, имеющую приемное углубление или полость 164 для размещения противоположного конца 106 составной трубки с выполненным многокомпонентным формованием концевым элементом 114. Соединительная втулка 162 может содержать соединительный разъем или соединительную часть 166, предназначенную для соединения с расположенным выше или ниже по потоку проводящим жидкость элементом (не показан). Как показано на фиг. 2, сужающаяся входная часть 120, образованная в концевой части 118 полученного многокомпонентным формованием концевого элемента 114, выполнена с углом перехода или конусности, являющимся любым подходящим углом, например от 0 до 80°, для обеспечения плавного перехода жидкости между каналом 168 для жидкости в соединительном разъеме 166 и сужающейся входной частью 120 и между сужающейся входной частью 120 и центральным каналом 108 в трубчатом элементе 102. Сужающаяся входная часть 120 поддерживает желательным образом условия ламинарного потока в первой точке перехода или стыке 170 между каналом 168 для жидкости и концевой частью 118 полученного многокомпонентным формованием концевого элемента 114, образующего сужающуюся входную часть 120, а также во второй точке перехода или стыке 172 между концевой частью 118 полученного многокомпонентным формованием концевого элемента 114, образующего сужающуюся входную часть 120, и центральным каналом 108 в трубчатом элементе 102. Сужающаяся входная часть 120 в целом обеспечивает плавный переход из канала 168 для жидкости в соединительном разъеме 166 в центральный канал 108 в трубчатом элементе 102 и помогает минимизировать возможные захваты воздуха или точки застоя путем обеспечения плавного перехода жидкости в первой точке перехода или стыке 170 между каналом 148 для жидкости и сужающейся входной части 120, образованной в концевой части 118 полученного многокомпонентным формованием концевого элемента 114, а также во второй точке перехода или стыке 172 между сужающейся входной частью 120, образованной в концевой части 118, и центральным каналом 108 в трубчатом элементе 102. Конец 104 составной трубки трубчатого элемента 102, имеющий выполненный многокомпонентным формованием концевой элемент 114, может крепиться в приемном углублении или полости 164 склеиванием с помощью растворителя и подобными способами соединения, например лазерной сваркой. Наружные указатели 124 на трубчатом теле 116 концевого элемента 114, расположенные на конце 106 трубки трубчатого элемента 102, обеспечивают видимое указание вставки на требуемую глубину вставки конца 106 составной трубки и полученного многокомпонентным формованием концевого элемента 114 в приемную полость 164 соединительного элемента 160 и дополнительно обеспечивают визуальное подтверждение посадки с натягом со склеиванием с помощью растворителя между концевым элементом 114 и соединительным элементом 160, помогая также предотвратить недостаточную вставку конца 106 составной трубки и полученного многокомпонентным формованием концевого элемента 114 в приемную полость 164. Между концом 104 составной трубки и выполненным многокомпонентным формованием концевым элементом 114 и приемной полостью 164 соединительного элемента 160 желательно присутствует соединение с посадкой с натягом со склеиванием с помощью растворителя.
[0033] На фиг. 4 показан построенный по методу анализа конечных элементов (FEA) график для соединительного элемента 140, имеющего конец 104 трубки и выполненный многокомпонентным формованием концевой элемент 114, собранные в приемной полости 144 соединительного элемента 140 и закрепленные в ней соединением с посадкой с натягом и склеиванием с помощью растворителя. На фиг. 4 построенный по методу FEA график для соединительной втулки 142 соединительного элемента 140 показывает место концентрации напряжений S в соединительной втулке 142 после того, как конец 104 составной трубки и выполненный многокомпонентным формованием концевой элемент 114 были посажены и закреплены в приемной полости 144 соединительного элемента 140. В соответствии с настоящим изобретением положение или место концентрации напряжений S может изменяться в аксиальном направлении вдоль соединительной втулки 142, чтобы располагаться или находиться в предварительно выбранных осевых местах вдоль осевой длины Lt в приемной полости 144 соединительной втулки 142. Это осевое положение может предварительно выбираться или «предварительно регулироваться» для помещения зоны концентрации напряжений S по существу в любом нужном положении вдоль осевой длины Li и обычно в местах вдали от концентраторов напряжений, таких как твердые поверхности сопряжения, углы, края, острые или выступающие элементы поверхности или зоны тонкого материала. Таким путем концентрация напряжений S в соединительной втулке 142 может задаваться в предварительно выбранных или «предварительно отрегулированных» осевых местах, и, таким образом, концентрации напряжений в соединительном элементе 140 могут «предварительно регулироваться» заранее. Эти концентрации напряжений S могут вызывать растрескивание в соединительной втулке 142, когда конец 104 трубки и выполненный многокомпонентным формованием концевой элемент 114 собраны в приемной полости 144, и в трубчатом элементе 102 повторно повышается давление. В соответствии с настоящим изобретением предлагаются способ и физическая компоновка, посредством которых место концентрации напряжений S может предварительно выбираться или «предварительно регулироваться», чтобы быть расположенным в предварительно выбранном месте по оси вдоль соединительной втулки 142 во избежание возникновения концентратора напряжений на твердых поверхностях сопряжения, в углах, на краях, острых или выступающих элементах поверхности или в зонах тонкого материала, и быть расположенным в местах по си вдоль соединительной втулки 142, имеющих более «плоские» элементы поверхности и обычно не имеющих вышеупомянутых элементов, вызывающих напряжение.
[0034] На фиг. 5 приведен график FEA для полученного многокомпонентным формованием концевого элемента 114, показывающий выполненный многокомпонентным формованием концевой элемент 114, посаженный и закрепленный в приемной полости 144 соединительного элемента 140. На фиг. 5 показана концентрация напряжений S в концевом элементе 114, когда внутренний трубчатый элемент 102 находится под давлением приблизительно 1200 фунтов/кв. дюйм. Концентрация напряжений S в концевом элементе 114 наиболее заметна или максимальна обычно в том месте, где конец 104 трубки посажен с натягом в концевом элементе 114. На фиг. 5, когда трубчатый элемент 102 находится под давлением, давление растягивает трубчатый элемент 102 и выполненный многокомпонентным формованием концевой элемент 114 на конце 104 трубки в соединительной втулке 142 соединительного элемента 140. Конец 104 трубки, будучи под давлением, должен оставаться в теле соединительной втулки 142 (например, в приемной полости 144) для предотвращения разрыва, и это позиционирование осуществляется посредством предварительного выбора или «предварительного регулирования» осевого позиционирования конца 104 трубки в выполненном многокомпонентным формованием концевом элементе 114 и предварительного выбора твердости материала, из которого изготовлен выполненный многокомпонентным формованием концевой элемент 114.
[0035] Как будет в общем понятно из фиг. 4-5, рассматриваемых вместе, концентрация напряжений S в выполненном многокомпонентным формованием концевом элементе 114 имеет приблизительно одинаковое протяжение в радиальном направлении с концентрацией напряжений S в соединительной втулке 142 соединительного элемента 140 при сборке в приемной полости 144 и под давлением. Таким образом, при предварительным выборе или «предварительном регулировании» места концентрации напряжений S в выполненном многокомпонентным формованием концевом элементе 114 происходит также предварительный выбор или «предварительное регулирование» места концентрации напряжений S в соединительной втулке 142, и это место обычно зависит от осевого позиционирования конца 104 трубки в выполненном многокомпонентным формованием концевом элементе 114. Как уже отмечалось, место концентрации напряжений S в соединительной втулке 142 желательно предварительно выбирать или «предварительно регулировать» так, чтобы в этом предварительно выбранном или «предварительно отрегулированном» месте не было концентраторов напряжений на твердых поверхностях сопряжения, в углах, на краях, острых или выступающих элементах поверхности или в зонах тонкого материала, и альтернативно оно находилось в местах по оси вдоль соединительной втулки 142, имеющих более «плоские» элементы поверхности и обычно не имеющих вышеупомянутых элементов, вызывающих напряжение.
[0036] На фиг. 6-8 показано 3 (три) приведенных в качестве примера варианта осуществления соединительной трубки 100, в которых конец 104 трубки находится в разных осевых положениях в выполненном многокомпонентным формованием концевом элементе 114, тем самым изменяя осевое положение концентрации напряжений S в выполненном многокомпонентным формованием концевом элементе 114 и, следовательно, соединительной втулки 142, находящейся радиально снаружи полученного многокомпонентным формованием концевого элемента 114. Как будет понятно из последовательного просмотра фиг. 6-8, осевое положение конца 104 трубки в выполненном многокомпонентным формованием концевом элементе 114 изменяется при уменьшении или увеличении осевой длины L2 концевой части 118 трубчатого тела 116 концевого элемента 114. Из фиг. 6-8 будет понятно, что соединительные элементы 140, 160 могут иметь разные конструктивные исполнения, и варианты соединительных элементов 140, 160 на фиг. 2 и 6-8 предназначены служить лишь примерами. На фиг. 6 показана концевая часть 118 с наименьшей осевой длиной L2, так что осевое положение конца 104 трубки в концевом элементе 114 из 3 (трех) примеров является наиболее близким к каналу 148 жидкости в соединительном разъеме 146. Таким образом, из 3 (трех) примеров концентрация радиальных напряжений в соединительной втулке 142 на фиг. 6 является наиболее близкой к соединительному разъему 146. На фиг. 7 показана концевая часть 118 с чуть большей осевой длиной L2, так что осевое положение конца 104 трубки в концевом элементе 114 отнесено чуть дальше от канала 148 жидкости в соединительном разъеме 146. Таким образом, концентрация радиальных напряжений в соединительной втулке 142 на фиг. 7 теперь еще дальше от соединительного разъема 146 из 3 (трех) примеров. На фиг. 8 показана концевая часть 118 с еще большей осевой длиной L2, при этом осевое положение конца 104 трубки в выполненном многокомпонентным формованием концевом элементе 114 отнесено еще дальше от канала 148 жидкости в соединительном разъеме 146 в 3 (трех) представленных примерах. Таким образом, концентрация радиальных напряжений в соединительной втулке 142 на фиг. 8 теперь наиболее удалена от соединительного разъема 146 из 3 (трех) примеров. Путем изменения осевого положения конца 104 трубки в выполненном многокомпонентным формованием концевом элементе 114, что может осуществляться путем уменьшения или увеличения осевой длины L2концевой части 118 трубчатого тела 116 концевого элемента 114, концентрация напряжений в соединительной втулке 142 может смещаться в осевом направлении вдоль осевой длины L] приемной полости 144 и, следовательно, вдоль осевой длины соединительной втулки 142. Таким образом, место концентрации напряжений в соединительной втулке 142 может предварительно выбираться или «предварительно регулироваться» во избежание возникновения концентраторов напряжений на твердых поверхностях сопряжения, в углах, на краях, острых или выступающих элементах поверхности или в зонах тонкого материала и, альтернативно, предварительно выбирается или «предварительно регулируется», чтобы находиться в оговоренных местах по оси вдоль соединительной втулки 142, желательно имеющих более «плоские» элементы поверхности и обычно не имеющих вышеупомянутых элементов, вызывающих напряжение. Хотя вышеприведенное раскрытие относится к соединительному элементу 140, вышеприведенное раскрытие в равной мере применимо к соединительному элементу 160 или любому подходящему соединительному элементу или разъему Люэра, известному в медицинской области. Настоящее изобретение позволяет предварительно выбирать или предварительно регулировать место концентрации радиальных напряжений в медицинском соединительном элементе за счет регулирования длины по оси концевой части 118 полученного многокомпонентным формованием элемента 114 на концах 104, 106 трубки.
[0037] На прилагаемых фигурах показаны и выше подробно описаны несколько вариантов осуществления узла медицинской соединительной трубки высокого давления и его компонентов или элементов, специалистам в области техники будут очевидными и легко выполняемыми ими другие варианты осуществления в пределах сущности и объема изобретения. Соответственно, вышеприведенное описание предназначено быть иллюстративным, а не ограничивающим объем настоящего изобретения. Вышеописанное изобретение определяется прилагаемой формулой изобретения, и все изменения изобретения, попадающие в значение и пределы эквивалентности формулы изобретения, должны быть в пределах ее объема.
Реферат
Группа изобретений относится к медицинской технике, а именно к узлу медицинской соединительной трубки высокого давления для использования с медицинскими трубками для проведения жидкостей пациенту и из пациента и/или между медицинским оборудованием и способу его получения. Узел содержит трубчатый элемент, содержащий противоположные концы трубки и проходящий через него канал. Узел включает концевой элемент, выполненный многокомпонентным формованием по меньшей мере на одном из противоположных концов трубки. Выполненный многокомпонентным формованием концевой элемент содержит кольцевую концевую часть, имеющую предварительно выбранную осевую длину. Кольцевая концевая часть образует входную часть. Узел содержит соединительный элемент, содержащий соединительную втулку, образующую приемную полость. Конец трубки с выполненным многокомпонентным формованием концевым элементом жестко закреплен в приемной полости. Соединительный элемент содержит соединительный канал, образующий канал жидкости. Узел выполнен с возможностью предварительного регулирования места по оси концентрации радиальных напряжений в соединительной втулке путем изменения осевой длины кольцевой концевой части в приемной полости с обеспечением предварительно выбранной осевой длины кольцевой концевой части. Входная часть и канал жидкости выполнены с возможностью образования стыка плавного перехода жидкости между ними с обеспечением условий ламинарного потока в стыке плавного перехода. Способ получения узла включает предоставление трубчатого элемента, содержащего противоположные концы трубки и проходящий через него канал. Затем выполняют многокомпонентным формованием концевого элемента на одном из противоположных концов трубки. Далее предоставляют соединительный элемент и закрепляют конец трубки с выполненным многокомпонентным формованием концевым элементом в приемной полости. Место по оси концентрации радиальных напряжений в соединительной втулке предварительно регулируют путем изменения осевой длины кольцевой концевой части в приемной полости с обеспечением указанной предварительно выбранной осевой длины кольцевой концевой части с обеспечением условий ламинарного потока в стыке плавного перехода. Техническим результатом является упрощение производства и повышение эксплуатационных характеристик узла медицинской соединительной трубки. 2 н. и 16 з.п. ф-лы, 10 ил.
Комментарии