Устройство для перфорирования пленки - RU2656428C1
Код документа: RU2656428C1
Чертежи





Описание
Изобретение относится к устройству для перфорирования разматывающейся пленки, содержащему средства подачи разматывающейся пленки, по меньшей мере один перфорирующий элемент, который имеет положение перфорирования указанной разматывающейся пленки и убранное положение, а также средства приема указанной подаваемой перфорированной пленки.
Как правило, такое устройство связано с термоусадочной упаковочной машиной, выполненной с возможностью упаковки емкостей, таких как бутылки или банки. Таким образом, устройство перфорирования, встроенное в термоусадочную упаковочную машину, позволяет получать предварительно перфорированную пленку до упаковки емкостей. Полученная пленка, предпочтительно являющаяся термоусаживаемой, служит для упаковки ряда емкостей.
В документе FR 2986509 раскрыто такое устройство перфорирования, встроенное в термоусадочную упаковочную машину. На фиг. 3 документа показано устройство перфорирования, которое содержит первый валик, оснащенный плотно посаженным ножом, выполняющим роль перфорирующего элемента, и второй валик, содержащий канавку, выполненную с возможностью захождения в нее указанного ножа. Первый и второй валики являются по существу смежными, чтобы захватывать, удерживать и перемещать разматывающуюся пленку вдоль направляющей поверхности.
Таким образом, когда пленка поступает в устройство, она разматывается, чтобы дойти до двух вышеуказанных смежных валиков. Когда пленка достигает первого и второго валиков, она попадает на цилиндрическую поверхность второго валика, где ее пробивает нож, который находится в положении перфорирования и расположен перпендикулярно к поверхности пленки. Таким образом, оба ролика удерживают и вытягивают пленку с двух сторон от канавки в момент перфорирования, что может усложнить контроль скорости движения пленки. На выходе перфорирования нож перемещается в убранное положение, и пленка продолжает свое движение в термоусадочной упаковочной машине.
Недостатком этого устройства перфорирования является риск разрыва пленки. Действительно, оба валика являются смежными и захватывают пленку таким образом, что могут привести к ее разрыву до, во время или после перфорирования.
Кроме того, форма отверстия, получаемая на пленке при помощи известного устройства, ограничена формой режущего элемента первого валика, который должен заходить в заранее определенную форму канавки противоположного валика. В вышеупомянутом документе единственным режущим элементом является нож, который должен заходить в канавку. Использование такого устройства сильно ограничено для пользователей, которые вынуждены перфорировать пленку при помощи только одного перфорирующего элемента, имеющего только одну перфорирующую форму.
Наконец, понятно, что место расположения отверстий определено заранее и что отверстия получают с одинаковым между ними промежутком. Следовательно, если расстояние между двумя отверстиями необходимо изменить, то приходится заменять первый и второй валики валиками, имеющими больший или меньший диаметр.
Таким образом, известное устройство может предложить для пользователя только один рисунок и только с одним возможным промежутком.
Наконец, известное устройство затрудняет доступ к пленке, так как оба валика являются смежными. Следовательно, если элемент остается заблокированным в канавке второго валика, доступ к пленке остается затрудненным. Это в значительной мере ограничивает также возможности технического обслуживания такого устройства.
По вышеупомянутым причинам известное устройство не позволяет производить качественное перфорирование с надежной точностью и с возможностью многократного воспроизведения, гарантированного в течение времени. Гибкость использования такого устройства сильно ограничена, тогда как потребности пользователей в этой области применения все время увеличиваются.
Изобретение призвано устранить недостатки известных технических решений и предложить многофункциональное устройство перфорирования, обладающее гибкостью, столь ожидаемой со стороны пользователей, которое является надежным и в котором выполняемое перфорирование является точным, гарантированным и воспроизводимым.
В настоящее время существует реальная потребность в устройстве перфорирования, которое может выполнять множество отверстий самой разной формы и которое может гарантировать непрерывное перфорирование разматывающейся пленки, например, на печатной линии.
Для решения вышеупомянутых проблем, согласно изобретению, предусмотрено устройство перфорирования, охарактеризованное в начале описания, которое дополнительно содержит:.
- конвейерную ленту, содержащую проницаемую плоскую поверхность, выполненную с возможностью проникновения в нее по меньшей мере одного вышеупомянутого перфорирующего элемента, имеющую заранее определенную скорость перемещения и выполненную с возможностью приема разматывающейся пленки на вышеупомянутую поверхность и перемещения по ней пленки с указанной заранее определенной скоростью в заранее определенном направлении,
- вертушку, имеющую ось вращения, которая расположена параллельно указанной плоской поверхности на расстоянии от нее и перпендикулярно к указанному заранее определенному направлению перемещения указанной пленки по указанной плоской поверхности конвейерной ленты и вокруг которой приводится во вращение по меньшей мере одна опорная конструкция, оснащенная по меньшей мере одним вышеупомянутым перфорирующим элементом, и
- тем, что в указанном положении перфорирования разматывающейся пленки указанный по меньшей мере один перфорирующий элемент пробивает пленку и по меньшей мере частично проникает в плоскую поверхность указанной конвейерной ленты.
Конвейерная лента устройства перфорирования в соответствии с настоящим изобретением имеет ряд преимуществ.
С одной стороны, она имеет плоскую поверхность, которая позволяет принимать и транспортировать разматывающуюся пленку с заранее определенной скоростью и в заранее определенном направлении. Таким образом, когда разматывающаяся пленка достигает плоской поверхности конвейерной ленты, она перемещается по существу с заранее определенной скоростью конвейерной ленты и в заранее определенном направлении этой конвейерной ленты. Таким образом, пленка разматывается на плоской поверхности, что значительно облегчает ее перфорирование перфорирующим элементом или перфорирующими элементами. Действительно, в момент перфорирования конвейерная лента продолжает поддерживать пленку, и ее не могут вытягивать перфорирующие элементы. Следовательно, перфорирование является точным, так как происходит на по существу плоской поверхности, при этом в положении перфорирования перфорирующий элемент не только проходит через пленку, но также проникает в конвейерную ленту, проходя через ее плоскую поверхность.
Таким образом, проницаемая плоская поверхность конвейерной ленты облегчает перфорирование транспортируемой пленки, и через нее может проникать любой перфорирующий элемент, независимо от его формы.
Вертушка в соответствии с изобретением представляет особый интерес в том смысле, что ее ось вращения расположена на расстоянии от плоской поверхности конвейерной ленты. Можно отказаться от использования двух смежных валиков, которые захватывают пленку и могут ее разорвать во время ее разматывания. Кроме того, расположение вертушки на расстоянии от конвейерной ленты облегчает доступ к пленке в отличие от известного решения с применением двух смежных валиков. Следовательно, во время обслуживания или при поломке устройства расположение каждого элемента, образующего устройство перфорирования, облегчает доступ к пленке.
Кроме того, указанная по меньшей мере одна опорная конструкция вертушки может быть оснащена по меньшей мере одним перфорирующим элементом, который можно легко заменить другим элементом, чтобы соответствующим образом адаптировать форму отверстий в пленке.
Таким образом, понятно, что заявленное устройство перфорирования позволяет получать точные, надежные и воспроизводимые отверстия с гарантированным качеством.
В рамках настоящего изобретения под выражением «проницаемая плоская поверхность» конвейерной ленты следует понимать конвейерную ленту, содержащую на своей поверхности материал, в который может проникать перфорирующий элемент в соответствии с настоящим изобретением. Так, материал на поверхности конвейерной ленты может представлять собой щетку, ворс, войлок, губку, их комбинацию или любой другой материал, через который может проникать перфорирующий элемент, форма которого при этом не ограничена.
Предпочтительно указанная конвейерная лента имеет на указанной плоской поверхности первый заранее определенный вектор скорости, и указанный по меньшей мере один перфорирующий элемент имеет в положении перфорирования второй заранее определенный вектор скорости, который является идентичным с указанным первым заранее определенным вектором скорости.
В рамках настоящего изобретения под «вектором скорости» следует понимать вектор, который определен значением, направлением и направленностью. Практически «первый вектор скорости» относится к конвейерной ленте. Когда конвейерная лента перемещается и принимает предназначенную для транспортировки пленку, «первый вектор скорости» имеет направление и направленность, соответствующие направлению движения пленки и конвейерной ленты. Заранее определенная скорость конвейерной ленты определяет величину («значение») этого «первого вектора скорости». Таким образом, конвейерная лента перемещается с пленкой с определенной скоростью в заранее определенном направлении и в заранее определенную сторону, которые характеризуются этим «первым вектором скорости».
Перфорирующий элемент имеет много векторов скорости, так как он вращается вокруг оси вращения вертушки. Однако в рамках изобретения нас прежде всего интересует так называемый «второй вектор скорости», который является вектором скорости перфорирующего элемента в положении перфорирования. «Второй вектор скорости» направлен и ориентирован в ту же сторону, что и «первый вектор скорости» конвейерной ленты. Таким образом, в положении перфорирования перфорирующий элемент подходит к пленке на той же скорости, что и сама пленка, что позволяет избегать захвата и остановки пленки во время перфорирования. «Первый вектор скорости» в соответствии с изобретением является параллельным «второму вектору скорости».
Это позволяет производить перфорирование, не прибегая к удержанию или вытягиванию пленки во время перфорирования, так как перфорирующий элемент достигает поверхности пленки, которую необходимо перфорировать, с той же скоростью перемещения, что и эта пленка, при этом всю пленку поддерживает конвейерная лента.
В частном варианте осуществления указанный по меньшей мере один перфорирующий элемент имеет по существу плоскую поверхность, выполненную с возможностью вхождения в контакт с плоской поверхностью конвейерной ленты. Во время перфорирования пленки поверхность перфорирующего элемента, поверхность пленки и плоская поверхность конвейерной ленты находятся по существу в одной плоскости. В результате этого после перфорирования указанный по меньшей мере один перфорирующий элемент, установленный на опорной конструкции, легко отходит от пленки, поскольку легко выходит из плоскости плоской поверхности конвейерной ленты, когда он приводится во вращение вокруг оси вертушки. Таким образом, перфорирующий элемент отходит от пленки и от плоской поверхности конвейерной ленты и занимает свое убранное положение, не рискуя разорвать пленку, которая может легко продолжать свое движение.
Кроме того, преимуществом этого варианта осуществления является возможность легкой замены указанного по меньшей мере одного перфорирующего элемента. Действительно, каждый перфорирующий элемент может выполнять разную режущую форму на по существу плоской поверхности, что облегчает ее замену другими режущими формами, предпочтительно тоже имеющими плоскую поверхность. Таким образом, заявленное устройство не ограничивается только одной режущей формой.
Согласно предпочтительному варианту осуществления настоящего изобретения, указанный по меньшей мере один перфорирующий элемент содержит фронтальную сторону, оснащенную режущими элементами, и заднюю сторону, выполненную с возможностью установки на указанной по меньшей мере одной опорной конструкции.
Предпочтительно указанная по меньшей мере одна опорная конструкция имеет поворотную ось, вокруг которой вращается по меньшей мере один перфорирующий элемент. Таким образом, заявленные перфорирующие элементы вращаются синхронно относительно поворотной оси опорной конструкции и оси вращения вертушки.
Согласно предпочтительному варианту осуществления заявленного устройства, оно содержит по меньшей мере одну дополнительную вертушку, расположенную напротив дополнительной плоской поверхности конвейерной ленты, которая тоже предназначена для приема пленки. Таким образом, устройство может, например, содержать конвейерную ленту, находящуюся между двумя вертушками, для пробивания отверстий на разматывающейся пленке в двух последовательных местах.
Предпочтительно заявленное устройство содержит по меньшей мере одну дополнительную конвейерную ленту и на ней по меньшей мере одну дополнительную плоскую поверхность для приема дополнительной пленки. Таким образом, заявленное устройство перфорирования может, например, содержать вертушку, расположенную между двумя конвейерными лентами, для пробивания отверстий на разматывающейся пленке в двух последовательных местах.
Предпочтительно указанная конвейерная лента может быть установлена по меньшей мере на двух барабанах, выполненных с возможностью вращения. Таким образом, конвейерная лента поддерживается по меньшей мере двумя барабанами, предпочтительно четырьмя барабанами, что позволяет получать достаточно плоскую поверхность конвейерной ленты, например, между двумя из этих барабанов.
Предпочтительно оси вертушки имеет первый и второй концы, каждый из которых содержит боковую стенку, и указанная опорная конструкция проходит от одной боковой стенки к другой.
В предпочтительном варианте осуществления заявленного устройства указанное устройство содержит по меньшей мере одну направляющую деталь, такую как барабан, для регулирования промежутка между каждым рисунком перфорации. Этот вариант осуществления представляет интерес, когда заявленное устройство содержит вертушку, находящуюся между двумя конвейерными лентами.
Кроме того, в частном варианте осуществления заранее определенная скорость конвейерной ленты составляет от 20 до 400 метров в минуту (м/мин), предпочтительно от 100 до 350 м/мин, еще предпочтительнее от 150 до 350 м/мин, предпочтительно от 200 до 350 м/мин.
Предпочтительно указанный по меньшей мере один перфорирующий элемент имеет геометрическую форму, выбираемую из группы, в которую входят полуокружность, окружность, часть окружности, такая как дуга окружности, квадрат, прямая линия, кривая линия, прямоугольник, треугольник или их комбинации.
Этот частный вариант осуществления представляет интерес для заявленного устройства, так как он отвечает потребностям пользователей, которые хотят иметь многофункциональное устройство перфорирования. Действительно, указанный по меньшей мере один перфорирующий элемент можно заменять по желанию, чтобы получить нужную форму отверстия. Например, если пользователь желает получить отверстие в виде квадрата, ему достаточно использовать перфорирующий элемент, имеющий квадратную геометрическую форму, поставляемый в комплекте устройства, закрепить его на опорной конструкции и привести в действие устройство для получения выбранного рисунка на перфорируемой пленке. Кроме того, при использовании заявленного устройства можно легко производить замену перфорирующего элемента, так как оно обеспечивает не только доступ к пленке, но также доступ по меньшей мере к одному перфорирующему элементу.
Другие варианты осуществления заявленного устройства перфорирования раскрыты в прилагаемой формуле изобретения.
Объектом настоящего изобретения является также печатная линия, содержащая заявленное устройство перфорирования.
Устройство перфорирования можно интегрировать в печатную линию, что оказалось неожиданным по сравнению с современными устройствами перфорирования, которые не могут производить перфорирование с той же скоростью, с которой разматывается пленка.
Другие варианты осуществления заявленной печатной линии раскрыты в прилагаемой формуле изобретения.
Настоящее изобретение относится также к термоусадочной упаковочной машине, которая содержит заявленное устройство перфорирования.
Другие варианты осуществления термоусадочной упаковочной машины раскрыты в прилагаемой формуле изобретения.
Другие отличительные признаки, детали и преимущества изобретения будут более очевидны из нижеследующего описания, представленного в качестве неограничивающего примера со ссылками на прилагаемые чертежи.
На фиг. 1 показан вариант осуществления заявленного устройства перфорирования, вид в перспективе;
на фиг. 2 показано устройство перфорирования, изображенного на фиг. 1, вид сбоку;
на фиг. 3 показан пример перфорирующего элемента, содержащего на периферии режущие иглы, вид в перспективе;
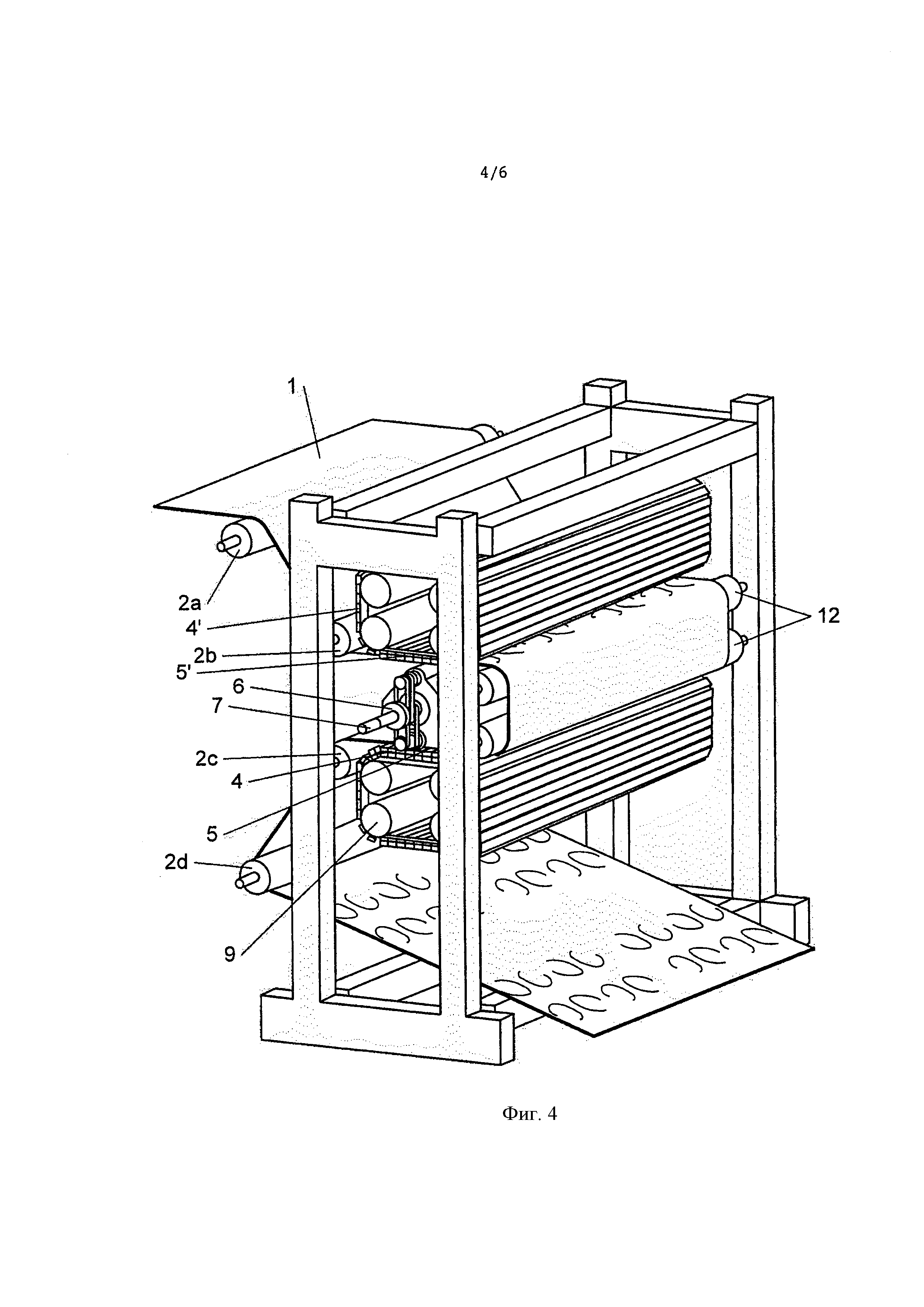
на фиг. 4 показана версия осуществления заявленного устройства перфорирования вид в перспективе;
на фиг. 5 представлен предпочтительный вариант осуществления вертушки заявленного устройства, когда перфорирующие элементы находятся в положении перфорирования;
на фиг. 6 изображена вертушка, показанная на фиг. 5, при этом перфорирующий элемент находится в убранном положении.
На фигурах идентичные или аналогичные элементы имеют одинаковые обозначения.
На фиг. 1 и 2 показано устройство перфорирования, в котором подачу разматывающейся пленки 1 производят два средства 2а,2b подачи в направлении конвейерной ленты 4, которая имеет проницаемую плоскую поверхность 5. Конвейерная лента 4 установлена на четырех барабанах, но она может также поддерживаться по меньшей мере двумя барабанами. По меньшей мере один из барабанов выполнен с возможностью приведения в движение ленты 4 с заранее определенной скоростью, что само по себе известно. Пленка 1 поступает на эту ленту 4 и транспортируется этой лентой с этой заранее определенной скоростью.
Как показано на фиг. 1 и 2, с двух сторон от конвейерной ленты расположены четыре вертушки 6 и 6', при этом две вертушки 6 находятся над первой плоской поверхностью 5 конвейерной ленты 4, и две вертушки 6' расположены под дополнительной плоской поверхностью 5' ленты 4. Каждая вертушка 6 и 6' имеет ось вращения 7 и 7', вокруг которой вращаются первая опорная конструкция 8А, 8А', содержащая четыре перфорирующих элемента 3А, 3А', и вторая опорная конструкция 8В, 8В', содержащая четыре перфорирующих элемента 3В, 3В'. Ось вращения 7 и 7' каждой вертушки 6 и 6' проходит параллельно поверхности ленты 4 и, следовательно, расположена перпендикулярно к направлению движения D пленки 1 и на расстоянии от этой пленки.
Можно также отметить, что оси вращения 7 и 7' каждой вертушки 6 и 6' имеют в этом примере первый конец и второй конец, каждый из которых содержит боковую стенку 10. Каждая опорная конструкция 8А, 8А', 8В, 8В' вертушки 6 и 6' проходит от одной боковой стенки к другой боковой стенке оси вращения 7 и 7'.
В варианте осуществления, представленном на фиг. 1 и 2, вертушки 6 и 6', находящиеся над или под лентой 4, соединены друг с другом центральной стенкой, которая позволяет повысить жесткость конструкции вертушки. Таким образом, две главные вертушки 6 и 6', находящиеся с двух сторон от конвейерной ленты 4, могут быть образованы соединением двух вертушек 6 и 6' при помощи центральной стенки. Таким образом, каждая главная вертушка содержит на каждом из своих концов боковую стенку и в своем центре - центральную стенку.
В варианте заявленное устройство может содержать с двух сторон от конвейерной ленты 4 четыре вертушки 6 и 6', то есть две вертушки 6 над лентой 4 и две вертушки 6' под лентой, при этом каждая вертушка содержит на своих концах боковые стенки. Таким образом, предпочтительно вертушки 6 и 6' являются независимыми друг от друга.
Кроме того, согласно предпочтительному варианту настоящего изобретения, устройство может также содержать две вертушки 6 и 6', находящиеся с двух сторон от конвейерной ленты 4, одна над первой плоской поверхностью 5 конвейерной ленты 4 и другая под дополнительной плоской поверхностью 5' ленты 4.
Каждый перфорирующий элемент 3А, 3В, 3А' и 3В', показанный на фиг. 1, 2, имеет фронтальную сторону, оснащенную режущими элементами, такими как иглы или лезвие, и по существу плоскую заднюю сторону. В положении перфорирования Р фронтальная сторона каждого перфорирующего элемента 3А, 3В, 3А' и 3В', предпочтительно режущие элементы каждого перфорирующего элемента 3А, 3В, 3А' и 3В' может или могут опираться на проницаемую плоскую поверхность 5 конвейерной ленты 4. Таким образом, когда лента 4 перемещает пленку 1, эта пленка удерживается между перфорирующими элементами 3А, 3В, 3А' и 3В' в положении перфорирования Р и плоской поверхностью 5, 5', на которой лежит пленка 1, транспортируемая лентой 4.
Согласно частному варианту, перфорирующие элементы 3А первой опорной конструкции 8А вертушки 6, находящейся над конвейерной лентой 4, пробивают пленку 1, когда они находятся в положении перфорирования Р, тогда как перфорирующие элементы 3В второй опорной конструкции 8В вертушки не могут пробивать пленку в этой предпочтительной конфигурации. Таким образом, перфорирующие элементы 3В' вертушки 6', находящейся под конвейерной лентой 4, являются элементами, предусмотренными для перфорирования пленки, тогда как перфорирующие элементы 3А' не могут пробивать указанную пленку 1.
Предпочтительно, когда все четыре перфорирующих элемента ЗА первой опорной конструкции 8А вертушки 6 находятся в положении перфорирования Р, четыре перфорирующих элемента 3В второй опорной конструкции 8В, расположенной противоположно первой опорной конструкции 8А, находятся в убранном положении R. Таким образом, четыре перфорирующих элемента 3А первой опорной конструкции 8А перфорируют пленку 1, затем производят оборот на 360° и опять перфорируют эту пленку. Четыре перфорирующих элемента 3В второй опорной конструкции 8В в этом частном варианте просто выполняют роль противовесов для перфорирующих элементов 3А первой опорной конструкции 8А. Перфорирование, производимое в этом частном варианте осуществления, является более точным.
В вышеупомянутом частном варианте расположения фронтальные стороны А перфорирующих элементов 3А первой опорной конструкции 8А вертушки 6 обращены к пленке 1. Противоположно фронтальным сторонам А перфорирующих элементов 3А первой опорной конструкции 8А к пленке 1 обращены задние стороны В перфорирующих элементов 3В второй опорной конструкции 8В, что позволяет избегать контакта этих перфорирующих элементов 3В с пленкой 1. Предпочтительно перфорирующие элементы 3В второй опорной конструкции 8В можно использовать в случае замены перфорирующих элементов 3А первой опорной конструкции 8А. Это же можно применять для вертушки 6', находящейся под конвейерной лентой 4.
Разумеется, вместо перфорирующих элементов 3В второй опорной конструкции 8В можно использовать другой элемент для уравновешивания первой опорной конструкции 8А, которая содержит перфорирующие элементы 3А. Это же относится и к вертушке 6', находящейся под конвейерной лентой 4.
Кроме того, можно также предусмотреть, чтобы все перфорирующие элементы 3А, 3В, 3А' и 3В' могли перфорировать пленку 1.
В примере, представленном на фиг. 1 и 2, перфорирующий элемент имеет рисунок в виде3/4 окружности (фиг. 3). Разумеется, формы отверстий могут быть самыми разными, и отверстия могут иметь другую форму, например, круглую, прямолинейную, изогнутую, прямоугольную, квадратную, треугольную, или любые другие геометрические формы.
Можно также заменить форму перфорирующего элемента 3А, 3В, 3А' и 3В' другой формой, например, чтобы поменять форму надреза или чтобы просто заменить изношенный перфорирующий элемент 3.
Таким образом, после перфорирования пленка 1 содержит первый ряд отверстий, который включает в себя восемь фигур в виде3/4 окружности, и второй ряд, содержащий восемь отверстий в виде3/4 окружности.
Как показано на фиг. 1 и 2, приемные средства 12 выполнены в виде барабана. Таким образом, они принимают перфорированную пленку 1 и направляют ее к дополнительной плоской поверхности 5' конвейерной ленты 4.
В варианте осуществления, описанном со ссылками на фиг. 1 и 2, пленку 1 можно разматывать со скоростью, составляющей от 20 до 400 метров в минуту (м/мин), предпочтительно от 100 до 350 м/мин, еще предпочтительнее от 150 до 350 м/мин, предпочтительно от 200 до 350 м/мин.
Во время работы подачу перфорируемой пленки 1 в устройство перфорирования осуществляют при помощи вращающихся барабанов 2а, 2b, которые доставляют ее до первой плоской поверхности 5 конвейерной ленты 4. Первая плоская поверхность 5 конвейерной ленты 4 имеет первый вектор скорости V1. Направление и направленность первого вектора V1 соответствуют направлению движения пленки 1, когда ее транспортирует первая плоская поверхность 5 ленты 4. Наконец, величина первого вектора V1 равна величине заранее определенной скорости перемещения конвейерной ленты 4 и, следовательно, разматывающейся пленки 1.
Когда пленка 1 достигает первой плоской поверхности 5 ленты 4, перфорирующие элементы 3А находятся в положении перфорирования Р и пробивают ее перпендикулярно к направлению движения D пленки 1. Таким образом, в положении перфорирования Р перфорирующие элементы 3А имеют второй вектор скорости V2, идентичный первому вектору скорости V1 первой проницаемой плоской поверхности 5 ленты 4.
На фиг. 1 и 2 наглядно показаны два положения перфорирующих элементов 3А, 3В, 3А' и 3В', то есть положение перфорирования Р и убранное положение R.
Например, когда перфорирующие элементы 3А и 3В приводятся во вращение относительно первой плоской поверхности 5 ленты 4, они отходят, затем последовательно приближаются к поверхности 5 ленты 4, транспортирующей пленку 1. Таким образом, когда перфорирующие элементы 3В находятся в убранном положении R относительно разматывающейся пленки 1, они удалены относительно первой плоской поверхности 5, и перфорирование пленки 1 не происходит. Напротив, когда перфорирующие элементы 3А достигают первой плоской поверхности 5 ленты 4, они занимают положение перфорирования Р, которое позволяет им перфорировать пленку 1.
В конце перфорирования перфорирующие элементы 3А или 3В занимают свое убранное положение R, и пленка 1 может продолжить свое движение до приемных барабанов 12, которые направляют ее ко второй плоской поверхности 5' конвейерной ленты 4, где происходит пробивание второго ряда отверстий. Во время второго перфорирования перфорирующие элементы 3В' расположены параллельно пленке и перфорируют ее, проникая во вторую плоскую поверхность 5' конвейерной ленты 4, как было описано выше для осуществления первого ряда отверстий.
Кроме того, когда перфорирующие элементы 3В' вертушки 6', находящейся под конвейерной лентой 4, перфорируют пленку, они тоже имеют второй вектор скорости V2, идентичный первому вектору скорости V1. В этом случае направление второго вектора V2 перфорирующих элементов 3В' второй опорной конструкции 8В', противоположно направлению вектора перфорирующих элементов 3А первой опорной конструкции 8А вертушки 6, находящейся над конвейерной лентой 4.
Это дает возможность интегрировать заявленное устройство перфорирования в печатную линию, где необходимо иметь возможность перфорировать пленку 1, сохраняя заранее определенную скорость и не прибегая к остановке печатной линии.
Таким образом, как показано на фиг. 1 и 2, при каждом перфорировании конвейерная лента 4 служит опорой для перфорирующих элементов 3А, 3В, 3А' и 3В', которые могут легко последовательно пробивать пленку, проходя через первую плоскую поверхность 5, затем через вторую (дополнительную) плоскую поверхность 5' конвейерной ленты 4, и поддерживает при этом постоянную скорость движения пленки.
Полученную таким образом пленку 1 можно использовать для упаковки бутылок, банок или любых других емкостей. После упаковки извлечение бутылки или банки облегчается за счет присутствия отверстий на пленке, которые находятся напротив бутылок или банок. Таким образом, бутылку или банку можно извлечь, не обязательно разрывая всю пленку 1, которая удерживает остающиеся в упаковке бутылки или банки. Пленка 1, используемая в заявленном устройстве, может иметь любую природу или функцию. Вместе с тем, наиболее предпочтительной является термоусаживаемая пленка 1.
На фиг. 3 показан перфорирующий элемент 3, который можно установить на опорной конструкции 8, 8', 8А, 8В, 8А' и 8В' заявленного устройства перфорирования.
Предпочтительно опорная конструкция 8А, 8В, 8А' и 8В' устройства может содержать приемную зону, на которой крепят перфорирующий элемент 3. Перфорирующий элемент 3 имеет по существу плоскую поверхность, которая содержит три отверстия, позволяющие закрепить его на опорной конструкции 8А, 8В, 8А' и 8В' заявленного устройства перфорирования. Разумеется, перфорирующий элемент 3 можно просто защелкивать на опорной конструкции 8А, 8В, 8А' и 8В', что облегчает его замену. Таким образом, опорная конструкция 8А, 8В, 8А' и 8В' может содержать приемные средства для перфорирующих элементов 3. Например, опорная конструкция 8А, 8В, 8А' и 8В' может содержать канавки, бороздки или пазы, в которых могут перемещаться скольжением перфорирующие элементы 3, что облегчает замену перфорирующего элемента 3.
Кроме того, как показано на фиг. 3, перфорирующий элемент 3 содержит на периферии режущие иглы, которыми оснащена часть периферической поверхности. Таким образом, при помощи такого перфорирующего инструмента можно получить рисунок в виде3/4 окружности.
На фиг. 4 представлен предпочтительный вариант осуществления заявленного устройства с показом всех элементов, описанных со ссылками на фиг. 1 и 2. Однако расположение деталей отличается тем, что устройство содержит вертушку 6, находящуюся между первой и второй конвейерными лентами 4, 4'. Первая конвейерная лента 4' находится над вертушкой 6, и, следовательно, ее первая плоская поверхность 5' выполнена с возможностью приема разматывающейся пленки 1. Вторая конвейерная лента 4 находится под вертушкой 6, и ее первая плоская поверхность 5 тоже выполнена с возможностью приема и транспортировки разматывающейся пленки 1.
Практически подача пленки 1 в устройство происходит при помощи двух вращающихся питающих барабанов 2а, 2b. Таким образом, пленка 1 поступает на первую плоскую поверхность 5' первой конвейерной ленты 4'. Вертушка 6 содержит две опорные конструкции 8, которые содержат соответственно восемь перфорирующих элементов 3 (не показаны). Таким образом, когда пленка 1 поступает на первую проницаемую плоскую поверхность 5' первой конвейерной ленты 4', ее пробивают перфорирующие элементы 3, которые находятся в положении перфорирования под первой конвейерной лентой 4'. Перфорированная пленка 1 проходит до двух приемных барабанов 12, которые направляют ее к первой плоской поверхности 5 второй конвейерной ленты 4, находящейся под вертушкой 6. Операция перфорирования возобновляется, но на этот раз перфорирующие элементы 3 находятся в положении перфорирования таким образом, что пробивают пленку 1, находясь над второй конвейерной лентой 4.
Наконец, на выходе перфорирования перфорированная пленка 1 поступает и направляется двумя приемными барабанами 2с, 2d, которые принимают пленку 1. Таким образом, пленка 1 имеет ряд рисунков в виде 3А окружностей.
Каждый перфорирующий элемент 3 имеет форму в виде 3А окружности. Можно заменить одну форму перфорирующего элемента 3 другой, например, чтобы изменить форму надреза или чтобы просто заменить изношенный перфорирующий элемент 3.
Таким образом, в конце перфорирования пленка 1 имеет первый и второй ряды отверстий, где каждый ряд содержит восемь отверстий в виде3/4 окружности. Каждый перфорирующий элемент 3 имеет форму в виде3/4 окружности.
Полученную таким образом пленку 1 можно использовать для упаковки бутылок, банок или любых других емкостей.
Этот вариант осуществления представляет интерес, так как требует просто установки одной вертушки 6, расположенной между двумя конвейерными лентами 4, для перфорирования разматывающейся пленки 1.
Этот предпочтительный вариант облегчает интегрирование заявленного устройства перфорирования в печатную линию, которая требует непрерывного разматывания пленки 1 с относительно высокой скоростью.
На фиг. 5 и 6 показана вертушка 6 заявленного устройства перфорирования, которая содержит первую опорную конструкцию 8 и вторую опорную конструкцию 8', имеющие поворотную ось АА. Каждая опорная конструкция 8 и 8' содержит перфорирующие элементы 3 и 3', выполненные с возможностью вращения вокруг поворотной оси АА соответствующей опорной конструкции 8 и 8'. Вертушка 6 имеет ось вращения 7, вокруг которой тоже вращаются перфорирующие элементы 3 и 3', опирающиеся на опорные конструкции 8 и 8'.
Ось вращения 7 и поворотные оси АА опорных конструкций 8 и 8' соединены друг с другом при помощи трех ремней 13, как показано на фиг. 5 и 6. Вместе с тем, число используемых ремней может составлять по меньшей мере 2.
Так, в данном случае первый ремень 13А соединяет поворотную ось АА первой опорной конструкции 8 с неподвижным шкивом, предпочтительно концентричным относительно оси вращения 7 вертушки 6. Второй 13В и третий 13С ремни соединяют поворотную ось АА второй опорной конструкции 8' с неподвижным шкивом, предпочтительно концентричным относительно оси вращения 7 вертушки 6.
Как показано на фиг. 5 и 6, каждый перфорирующий элемент 3 и 3' имеет фронтальную сторону А, оснащенную режущим элементом, таким как лезвие, и заднюю сторону В, предусмотренную для крепления на опорной конструкции 8 и 8'.
Вертушка 6 приводится во вращение при помощи по меньшей мере одного двигателя (не показан), который вращает ось вращения 7 вертушки 6.
Показанные на фиг. 5 перфорирующие элементы 3 первой опорной конструкции 8 находятся в положении перфорирования Р. В этот момент фронтальные стороны А перфорирующих элементов 3 обращены к пленке 1 (не показана) для ее перфорирования, как было показано на предыдущих фигурах. В этот же момент перфорирующие элементы 3' второй опорной конструкции 8' находятся противоположно первой опорной конструкции, и их фронтальная сторона направлена противоположно фронтальным сторонам перфорирующих элементов 3 первой опорной конструкции 8.
Когда перфорирующие элементы 3 и 3' первой и второй опорных конструкций 8 и 8' продолжают вращаться, каждый перфорирующий элемент 3 и 3' поворачивается вокруг своей оси и относительно их поворотной оси АА. Таким образом, вращение перфорирующих элементов 3 и 3' происходит синхронно наподобие сателлитного вращения.
В этом предпочтительном варианте осуществления заявленного устройства перфорирующие элементы 3 и 3' осуществляют двойное вращение, одно относительно поворотной оси их опорной конструкции 8 и 8' и другое относительно оси вращения 7 вертушки 6.
На фиг. 6 показаны перфорирующие элементы 3 и 3', показанные на фиг. 5, после поворота на 180°, что соответствует убранному положению R. В этом варианте осуществления можно отметить, что фронтальные стороны А перфорирующих элементов 3 и 3' обращены друг к другу. Таким образом, перфорирующие элементы 3' второй опорной конструкции 8' не могут перфорировать пленку 1 (не показана), когда они доходят до ее уровня, поскольку к пленке 1 обращена их задняя сторона.
Во время нового поворота на 180° перфорирующие элементы 3 и 3' совершают синхронное вращение таким образом, что перфорирующие элементы 3 достигают пленки 1 (не показана), чтобы пробивать ее при помощи режущих элементов, таких как режущие лезвия.
Таким образом, этот предпочтительный вариант осуществления можно использовать для заявленного устройства перфорирования с целью повышения точности резания.
Предпочтительно вертушка, показанная на фиг. 5 и 6, интегрирована в устройство перфорирования, показанное на фиг. 1 и 2.
Разумеется, настоящее изобретение ни в коем случае не ограничивается описанными выше вариантами осуществления, и в них можно вносить изменения, не выходя за рамки объема прилагаемой формулы изобретения.
В рамках настоящего изобретения заявленное устройство перфорирования может содержать несколько вертушек 6 и несколько конвейерных лент 4.
Предпочтительно заявленная конвейерная лента 4 и 4' может быть установлена по меньшей мере на двух барабанах или на любом другом элементе, который позволяет получить по существу плоскую поверхность 5 и 5' конвейерной ленты 4 и 4'.
Предпочтительно устройство перфорирования может содержать по меньшей мере одну направляющую деталь, такую как вращающийся барабан, для регулирования промежутка между каждым рисунком перфорации. Таким образом, положение направляющей детали позволяет контролировать расстояние между каждым рисунком перфорации.
Предпочтительно заявленное устройство содержит по меньшей мере 1 вертушку, предпочтительно 2 вертушки, еще предпочтительнее четыре вертушки. Если заявленное устройство содержит четыре вертушки, то предпочтительно две вертушки расположены с двух сторон от конвейерной ленты, и обе вертушки предпочтительно соединены между собой на одном из своих концов при помощи центральной стенки, которая позволяет повысить жесткость полученной конструкции.
Разумеется, для приведения в действие элементов устройства в заявленном устройстве можно применять по меньшей мере один двигатель или любое эквивалентное средство.
Реферат
Изобретение относится к устройствам для перфорирования разматывающейся пленки. Устройство содержит средства подачи, перфорирующий элемент и средства приема пленки, конвейерную ленту с проницаемой плоской поверхностью, выполненную с возможностью проникновения в нее перфорирующего элемента. Конвейерная лента имеет определенную скорость перемещения и выполнена с возможностью приема разматывающейся пленки и ее перемещения в определенном направлении. Устройство содержит вертушку, вокруг оси вращения которой приводится во вращение опорная конструкция с перфорирующим элементом. Изобретение направлено на повышение надежности устройства, качества перфорирования с возможностью многократного воспроизведения. 2 н. и 11 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для вакуумной упаковки в пленку
Комментарии