Режущая система и способ резки полотна или листа материала - RU2736464C2
Код документа: RU2736464C2
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к области вырезания подготовительных элементов в полотне или листе материала, в частности, такого как упаковочные материалы, и, в частности, к режущей системе и способу резки для такого упаковочного материала.
Предпосылки создания изобретения
Широко известно использование упаковочного материала на картонной основе для формирования контейнеров для продуктов, таких как контейнеры для ограждения и хранения жидкого пищевого продукта.
Для обеспечения требуемого качества конечной упаковки, например, в отношении безопасности пищевого продукта и целостности, упаковочный материал может содержать разные слои. В качестве примера многослойный упаковочный материал может содержать картон с, по меньшей мере, одним первым слоем пластика, наложенным на одну его сторону, образующую наружную поверхность конечной упаковки, и второй пластиковой композицией или вторым слоем пластика на противоположной или внутренней стороне. Вторая пластиковая композиция в некоторых случаях может быть присоединена ламинированием к защитному слою, такому как алюминиевая фольга; таким образом, многослойный материал обычно также включает в себя наружный или дистальный слой с внутренней стороны, который находится в контакте с продуктом, намеченным для удерживания в конечной упаковке.
Если конечная упаковка должна быть снабжена колпачком или укупорочным средством, требуется выполнить изменения в упаковочном материале. Известно, что перед наложением каких-либо дополнительных слоев на картон, картон адаптируют к более позднему наложению колпачка посредством выполнения отверстия для этой цели. Другим случаем применения, требующим выполнения отверстия, являются, например, упаковки, имеющие отверстие для соломинки.
Такие отверстия обычно вырезают в картоне перед ламинированием, то есть перед добавлением каких-либо полимерных слоев для формирования конечного упаковочного материала. Процесс резки выполняют, приводя в действие режущий инструмент, такой как высекальный нож, для его перемещения к соответствующей наковальне. Во время операции картон, подлежащий резке, расположен между высекальным ножом, образующим охватываемый инструмент, и поверхностью жесткой опоры.
Для обеспечения высокоточного реза крайне важно регулировать перемещение высекального ножа так, чтобы он не прорезал картон насквозь и не входил в контакт с поверхностью наковальни. Если будет иметь место такое неправильное конечное положение высекального ножа, что он в действительности будет ударять по поверхности наковальни, высекальный нож и/или поверхность наковальни в конце концов будут повреждены.
Изготовление упаковочного материала осуществляется при очень высоких скоростях, значительно превышающих 400 метров в минуту. Можно без труда понять, что в случае неправильного конечного положения высекального ножа огромное количество упаковочного материала будет отбраковано, если ошибка не будет обнаружена вовремя.
Нередки случаи, когда для уменьшения риска порчи материала и повышения экономической эффективности всего процесса резки отверстий тратят более одного полного дня на выполнение требуемой точной настройки и корректировки перемещения высекального ножа.
С учетом этого было бы желательно предложить более эффективную и менее чувствительную режущую систему, которая, по меньше мере частично, устраняет недостатки систем по предшествующему уровню техники.
Сущность изобретения
Задача настоящего изобретения состоит в решении вышеупомянутых проблем.
Согласно первому аспекту предложена режущая система для выполнения отверстий в слое материала сердцевины. Режущая система содержит режущее средство, имеющее режущий нож, выполненный с возможностью прорезания слоя материала сердцевины насквозь, и наковальню, имеющую жесткую опорную поверхность для приема режущего ножа режущего средства. Режущая система дополнительно содержит упругий элемент, расположенный с возможностью поглощения, по меньшей мере, части усилия, приложенного при поджиме режущего средства к наковальне.
Жесткая опорная поверхность указанной наковальни может быть расположена на указанном упругом элементе. Для данного варианта осуществления упругий элемент предусмотрен на наковальне режущей системы, что означает, что могут быть использованы обычные (и жесткие) режущие инструменты.
В варианте осуществления режущий нож проходит от жесткой опоры для ножа. Это предпочтительно, поскольку режущий нож может быть выполнен как одно целое с опорой для ножа, посредством чего изготовление и установка режущего средства значительно облегчаются.
Жесткая опора для ножа может быть расположена на упругом элементе. Это обеспечивает альтернативный способ получения такого же технического эффекта при более широком окне технологических возможностей, увеличенном сроке службы и более экономически эффективном изготовлении режущего ножа, и меньшей чувствительности к вибрациям и тепловому расширению.
В варианте осуществления режущий нож проходит вдоль замкнутой траектории, что является предпочтительным, поскольку режущая система может быть использована для выполнения отверстий или перфораций в слое материала сердцевины. Замкнутая траектория может иметь, например, круглую форму или другие формы, такие как эллиптическая, треугольная и т.д.
Упругий элемент может быть выполнен из резины, что является предпочтительным, поскольку может быть использован легкодоступный материал.
Режущее средство может быть расположено на наружной поверхности режущего ролика, а наковальня может быть расположена на наружной поверхности ролика наковальни. При выполнении режущей системы в виде вращающейся системы может быть обеспечена высокая производительность.
Одна из кромки режущего ножа и жесткой опорной поверхности наковальни может быть плоской, и другой из элементов, представляющих собой режущий нож и жесткую опорную поверхность, может быть выпуклым. При выполнении одного выпуклого компонента другой компонент может быть плоским, что особенно предпочтительно для вариантов осуществления, в которых режущий нож плоский. Это обусловлено тем, что значительно легче изготавливать плоский режущий нож.
В другом варианте осуществления жесткая опорная поверхность наковальни является выпуклой и имеет радиус, причем центр радиуса наковальни не совпадает с центром радиусаролика наковальни. Таким образом, осуществляется улучшенный процесс резки.
Режущий ролик может быть расположен относительно ролика наковальни так, что упругий элемент будет сжиматься при контакте режущего ножа с жесткой опорной поверхностью наковальни. Упругий элемент может сжиматься на 0,02-0,1 мм, предпочтительно на 0,06-0,08 мм, при контакте режущего ножа с жесткой опорной поверхностью наковальни. Было доказано, что данная величина сжатия особенно предпочтительна для получения хороших результатов.
Согласно второму аспекту предложен способ выполнения сквозного отверстия в слое материала сердцевины. Способ включает размещение слоя материала сердцевины на жесткой опорной поверхности наковальни и поджим режущего ножа режущего средства к указанному слою материала сердцевины так, чтобы режущий нож вошел в контакт с жесткой опорной поверхностью наковальни при прорезании слоя материала сердцевины. Кроме того, способ выполняют так, что режущее средство или наковальня упруго деформируется при входе режущего ножа в контакт с жесткой опорной поверхностью.
Согласно третьему аспекту предложен способ получения упаковочного материала. Способ включает получение слоя материала сердцевины, выполнение, по меньшей мере, одного сквозного отверстия в указанном слое материала сердцевины посредством выполнения способа согласно второму аспекту, описанного выше, и присоединение прорезанного слоя материала сердцевины к, по меньшей мере, одному полимерному слою посредством ламинирования так, чтобы полимерный слой закрывал весь слой сердцевины, включая прорезанное отверстие.
Краткое описание чертежей
Фиг.1а-с представляют собой схематические изображения процесса пробивки отверстий согласно предшествующему уровню техники.
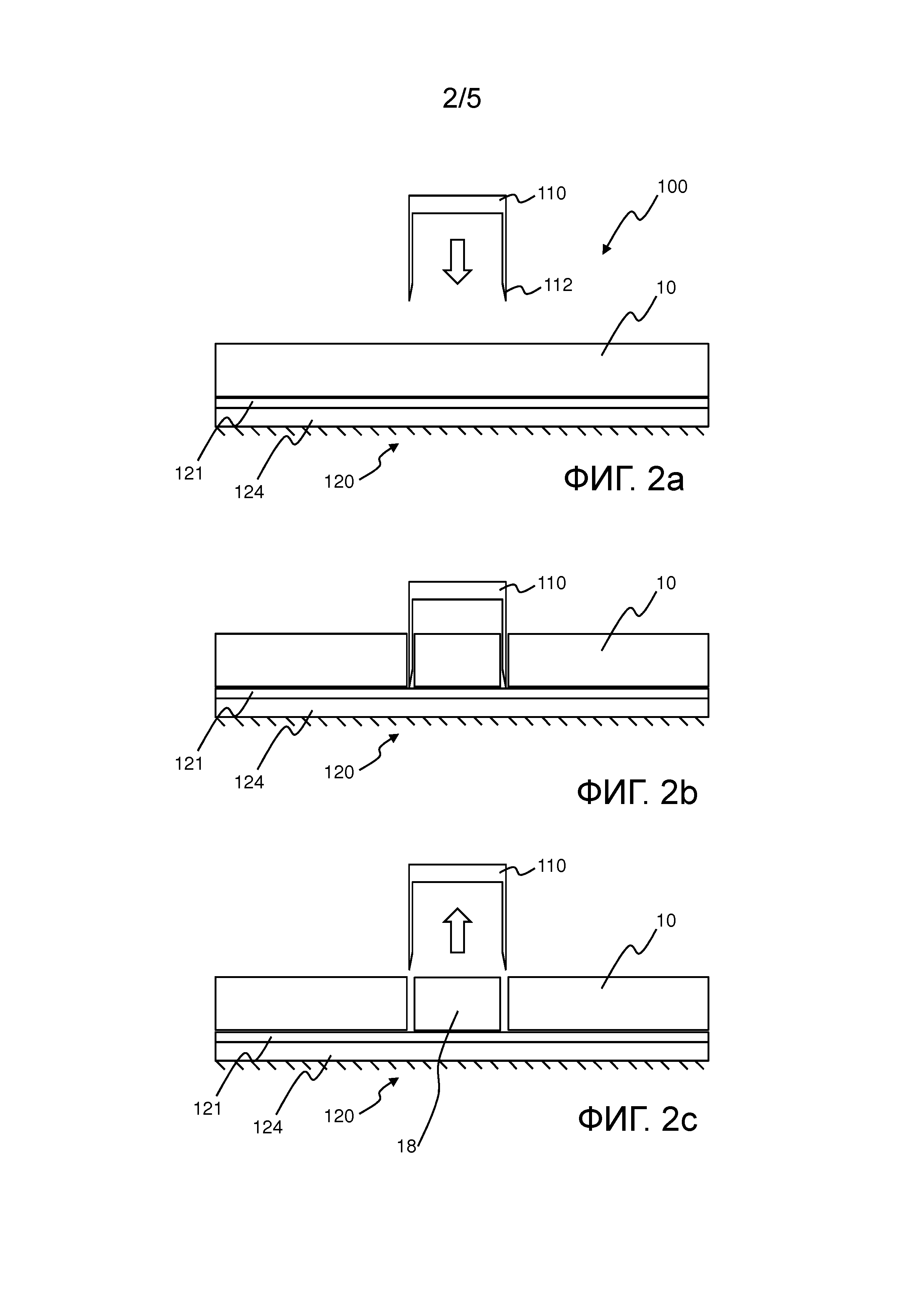
Фиг.2а-с представляют собой схематические изображения процесса резки с использованием режущей системы согласно варианту осуществления.
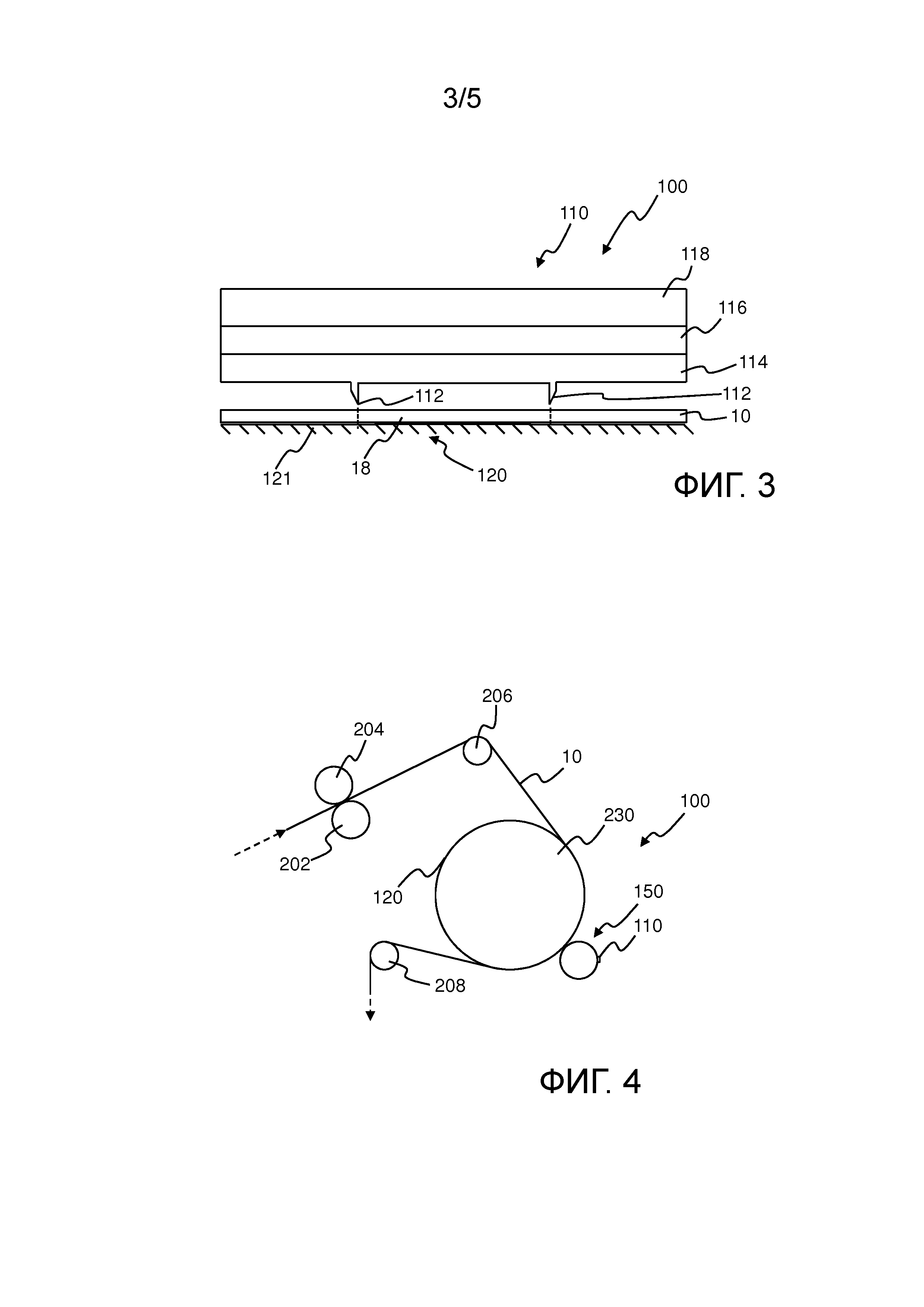
Фиг.3 представляет собой вид в разрезе режущей системы согласно варианту осуществления.
Фиг.4 представляет собой схематическое изображение режущей системы согласно варианту осуществления.
Фиг.5а-b представляют собой виды в разрезе режущей системы согласно разным вариантам осуществления.
Фиг.6 представляет собой схематическое изображение способа согласно варианту осуществления.
Подробное описание
Сначала со ссылкой на фиг.1а-с будет описан общепринятый способ выполнения сквозного отверстия в слое 10 материала сердцевины согласно предшествующему уровню техники. На фиг.1а слой 10 материала сердцевины размещают на жесткой опорной поверхности 12. Опорная поверхность 12, образованная, например, из металла, является или плоской, или слегка изогнутой в случае, если она образует часть ролика наковальни. Охватываемый пробивной инструмент 16 предусмотрен для прорезания слоя 10 материала сердцевины. При перемещении охватываемого пробивного инструмента 16 вниз и к слою 10 материала сердцевины он будет прорезать слой 10 материала сердцевины до прекращения перемещения вниз. В этот момент, лучше всего проиллюстрированный на фиг.1b, режущая кромка охватываемого пробивного инструмента 16 расположена немного выше жесткой опорной поверхности наковальни 12. Данное положение задают чрезвычайно точно для избежания любого прямого контакта между пробивным инструментом 16 и жесткой опорной поверхностью, поскольку такой контакт приводит к повреждению пробивного инструмента 16, наковальни 12 или их обоих. Как правило, расстояние в вертикальном направлении между пробивным инструментом 16 и наковальней 12 составляет 0,005-0,03 мм, так что требуется очень небольшое усилие для удаления вырезанной части 18. При отводе пробивного инструмента 16 вверх вырезанная часть 18 может быть вытолкнута любым подходящим средством. Как ясно из фиг.1а-с, точная настройка перемещения пробивного инструмента 12 и наковальни 16 друг относительно друга крайне важна.
Далее, со ссылкой на фиг.2а-с будет описана усовершенствованная режущая система 100 согласно варианту осуществления. Режущая система 100 содержит режущее средство 110, имеющее режущий нож или режущую кромку 112, выполненный (выполненную) с возможностью прорезания слоя 10 материала сердцевины насквозь. Перемещение режущего средства 110 и слоя 10 материала сердцевины друг относительно друга обеспечивается, например, посредством размещения режущего средства 110 на подвижном опорном конструктивном элементе, таком как вращающийся ролик.
Для выполнения круглых отверстий в слое 10 материала сердцевины режущий нож 112 может быть круглым, что означает, что режущий нож 112 образует имеющую круглую форму, дистальную замкнутую периферию режущего средства 110. Однако в рамках вариантов осуществления, описанных в данном документе, также возможны другие формы режущего ножа 112, такие как формы прямолинейных или криволинейных прорезей или линий перфорации. Следует понимать, что режущая система 100, описанная в данном документе, может обеспечивать преимущества для различных вариантов форм отверстий, таких как круглая, прямоугольная, треугольная, эллиптическая и т.д. Кроме того, дистальная замкнутая периферия режущего средства/инструмента может включать в себя разнесенные гребнеобразные выступы, так что операция резки будет приводить не к ровно вырезанному отверстию, а, скорее, к перфорации слоя материала сердцевины.
При перемещении режущего средства 110 вниз и к слою 10 материала сердцевины режущий нож 112 будет входить в контактное взаимодействие со слоем 10 материала сердцевины, что лучше всего проиллюстрировано на фиг.2b. В данном случае режущее средство 110 будет обеспечивать пробивающее воздействие на слой 10 материала сердцевины, которое будет приводить к проникновению режущего ножа 112 в слой 10 материала сердцевины.
Перемещение режущего ножа 112 и слоя 10 материала сердцевины друг относительно друга продолжается до тех пор, пока слой материала сердцевины не будет прорезан на всей его толщине, и в этот момент режущий нож 112 будет контактировать с жесткой опорной поверхностью 121 наковальни 120.
Для предотвращения какого-либо повреждения режущего ножа 112 и/или жесткой опорной поверхности 121 наковальни 120 упругий элемент 124 расположен под жесткой опорной поверхностью 121 так, что обеспечивается возможность перемещения или изгибания жесткой опорной поверхности 121 вниз при сжатии упругого элемента 124 под действием прижимающего усилия, приложенного режущим средством 110.
Упругий элемент 124 может быть выполнен, например, из вулканизированной резины, и деформация может находиться в диапазоне 0,01-0,10 мм в направлении нормали к опорной поверхности 121.
Это означает, что наковальня 120 обеспечивает жесткую опорную поверхность 121 для обеспечения возможности аккуратного прорезания слоя материала сердцевины насквозь, и риск какого-либо повреждения значительно уменьшается благодаря выполнению упругого элемента 124.
Когда вырезка будет завершена, осуществляют снятие прижимающего усилия с режущего средства 110, и режущее средство перемещают вверх, как можно видеть на фиг.2с. Следовательно, вырезанная часть 18 может быть удалена из слоя 10 материала сердцевины.
На фиг.3 показан схематический вид в разрезе режущего средства 110. Режущее средство 110 образует часть режущей системы 100 согласно альтернативному варианту осуществления. Режущее средство 110 включает в себя режущий нож 112, имеющий такую форму, что все отверстие вырезается одновременно с входом режущего ножа 112, образующего замкнутую периферию режущего средства 110, в контактное взаимодействие со слоем 10 материала сердцевины. Как упомянуто ранее, замкнутая периферия режущего ножа может иметь круглую форму, треугольную форму, прямоугольную форму, эллиптическую форму и т.д.
В результате часть 18 (см. фиг.2с) слоя 10 материала сердцевины будет вырезана из слоя 10 материала сердцевины.
Режущий нож 112 выступает наружу (что показано в виде выступания в направлении вниз на фиг.3) к слою 10 материала сердцевины, подлежащему прорезанию, от жесткой опоры 114 для ножа. Жесткая опора 114 для ножа и режущий нож 112 предпочтительно изготовлены из одного и того же материала как цельный элемент. Материал может представлять собой, например, металл, такой как сталь.
Как можно видеть на фиг.3, наковальня 120 не имеет упругого элемента, обеспечивающего опору для жесткой опорной поверхности 121; вместо этого упругий элемент режущей системы 100 образован в виде упругого элемента 116 режущего средства 110. Таким образом, упругий элемент 116 расположен над жесткой опорой 114 для ножа, например, между жесткой опорой 114 для ножа и базовым элементом 118. Это означает, что упругий элемент 116 расположен с той стороны жесткой опоры 114 для ножа, которая противоположна той стороне жесткой опоры 114 для ножа, которая обращена к слою 10 материала сердцевины.
Следовательно, когда режущий нож 112 входит в контакт с жесткой опорной поверхностью 121 наковальни 120, упругий элемент 116 режущего средства 110 будет демпфировать прижимное усилие, действующее со стороны режущего ножа 112, посредством чего повреждения режущего средства 110 и/или наковальни 120 будут уменьшаться таким же образом, как в случае режущей системы 100, описанной со ссылкой на фиг.2а-с.
Далее рассматривается фиг.4, на которой показана режущая система 100 согласно варианту осуществления. Режущая система 100 особенно предпочтительна для применений при высоких скоростях, и режущая система 100 содержит режущий ролик 150, имеющий режущее средство 110, прикрепленное к нему. Ролик 150 выполнен с возможностью вращения относительно наковальни 120 в виде ролика 230 наковальни. Наковальня 120 имеет жесткую наружную поверхность. Полотно в виде слоя 10 материала сердцевины, который, как будет описано позднее, образует часть упаковочного материала, подают через режущую систему 100 посредством одного или более направляющих роликов 202, 204, 206, 208. Диаметр ролика 230 наковальни предпочтительно значительно больше диаметра режущего ролика 150 для обеспечения возможности того, чтобы часть 18 (см., например, фиг.2с), подлежащая вырезке из слоя 10 материала сердцевины, была по существу плоской, когда режущее средство 110 входит в контактное взаимодействие со слоем 10 материала сердцевины. Следовательно, когда режущий ролик 150 вращается относительно ролика 230 наковальни, режущее средство 110 будет периодически входить в контакт со слоем 10 материала сердцевины, посредством чего осуществляется вырезание отверстия из слоя 10 материала сердцевины.
Для варианта осуществления, описанного выше, упругий элемент может представлять собой часть или наковальни 120, как показано на фиг.2а-с, или режущего средства 110, как показано на фиг.3.
На фиг.5а показан еще один вариант осуществления режущей системы. В данном случае режущее средство 110 размещено на режущем ролике 150 в виде вставки, при этом опора 114 для ножа прикреплена к наружной поверхности режущего ролика 150. Как очевидно, режущий ролик 150 может иметь несколько режущих средств 110, прикрепленных к нему, имеющих или одинаковые, или неодинаковые размеры. Поскольку режущее средство 110 является полностью жестким, упругий элемент для данного варианта осуществления предусмотрен в наковальне 120.
Наковальня 120 размещена на ролике 230 наковальни в виде вставки, расположенной так, что наковальня 120 будет входить в контакт с режущим средством 110 при вращении ролика 230 наковальни и режущего ролика 150 друг относительно друга. Упругий элемент 124 расположен под жесткой опорной поверхностью 121 наковальни 120. Когда режущий нож 112 прорезает слой 10 материала сердцевины, он будет прижиматься к жесткой опорной поверхности 121, при этом обеспечивается возможность ее изгибания благодаря выполнению упругого элемента 124 в соответствии с вышеприведенным описанием.
На фиг.5b показан аналогичный вариант осуществления, однако наковальня 120 в данном варианте осуществления является полностью жесткой, в то время как режущее средство 110 имеет упругий элемент 124 аналогично режущему средству 110, описанному со ссылкой на фиг.3. Следовательно, упругий элемент 116 размещен с возможностью обеспечения опоры для опоры 114 для ножа.
Как можно видеть на фиг.5а-b, режущий нож 112 имеет плоскую форму, то есть периферийная режущая кромка режущего ножа 112 проходит в общей плоскости. Это обеспечивает возможность значительно более экономичного изготовления режущего средства 110 по сравнению с альтернативами, предусматривающими применение криволинейного режущего ножа 112. Вследствие вращательного движения режущего ножа 112 жесткая опорная поверхность 121 наковальни 120 имеет выпуклую конфигурацию для «компенсации» плоского или плоскостного режущего ножа 112. Поскольку жесткая опорная поверхность 121 наковальни 120 является выпуклой, она будет иметь радиус R1. Ролик 230 наковальни также будет иметь радиус R2 вследствие его цилиндрической формы. В предпочтительном варианте осуществления центр радиуса R1 наковальни не совпадает с центром радиуса R2 ролика 230 наковальни, то есть величина радиуса R1 отличается от величины радиуса R2.
При поджиме режущего средства 110 вниз к наковальне 120 вследствие вращения роликов 150, 230 упругий элемент 124, как правило, сжимается на величину в диапазоне 0,06-0,08 мм. В частности, деформация упругого элемента обеспечивает более широкие технологические возможности, и было доказано, что режущая система 100 является менее чувствительной к вибрациям и тепловому расширению.
Было доказано, что режущая система, описанная выше, особенно предпочтительна для работы при высоких скоростях, когда используется скорость полотна, превышающая 400 метров в минуту. Даже при данной высокой скорости выполняется точная вырезка.
Далее со ссылкой на фиг.6 будет описан способ 300 выполнения сквозного отверстия в слое материала сердцевины. Способ 300, показанный только схематически, включает первый этап 302 размещения слоя материала сердцевины на жесткой опорной поверхности наковальни и второй этап 304 поджима режущего ножа режущего средства к указанному слою материала сердцевины так, чтобы режущий нож вошел в контакт с жесткой опорной поверхностью наковальни при прорезании слоя материала сердцевины. Во время этапа 304 режущее средство или наковальня упруго деформируется при входе режущего ножа в контакт с жесткой опорной поверхностью. Режущее средство и наковальня предпочтительно образуют часть режущей системы, описанной выше со ссылкой на фиг.2-5.
Способ 300 также может включать последующий этап 306, на котором на прорезанном слое материала сердцевины образуют, по меньшей мере, один полимерный слой. В таком варианте осуществления способ 300 выполняют не только для получения слоя материала сердцевины со сквозным отверстием, но и для фактического получения многослойного упаковочного материала.
В одном варианте осуществления та сторона слоя 10 материала сердцевины, с которой входит в контактное взаимодействие режущее средство 110, может представлять собой сторону, на которую последующие слои будут наложены сначала для формирования упаковочного материала.
Таким образом, упаковочный материал содержит слой материала сердцевины, наружный слой и внутренний слой, при этом наружный слой и внутренний слой наложены на противоположные стороны слоя материала сердцевины после прорезания данного, по меньшей мере, одного отверстия.
Наружный слой, наложенный на одну сторону слоя материала сердцевины, выполнен с возможностью образования наружной поверхности упаковки, которая должна быть изготовлена, при этом указанные наружная поверхность и наружный слой обращены к среде, окружающей упаковку. Внутренний слой наложен на другую сторону слоя материала сердцевины и выполнен с возможностью образования внутренней поверхности упаковки, которая должна быть изготовлена, при этом данная внутренняя поверхность находится в контакте с материалом, содержащимся в упаковке.
Слой материала сердцевины может представлять собой лист, предназначенный для придания жесткости упаковочному материалу, и предпочтительно может быть образован из материала сердцевины или картона.
Наружный слой может содержать, по меньшей мере, один слой полимерного материала, который наложен на слой материала сердцевины. Кроме того, один из слоев, образующих наружный слой, может представлять собой декоративный слой, образующий наружную поверхность упаковки, которая должна быть сформирована.
Слой с печатью может быть размещен на слое материала сердцевины рядом с наружным слоем.
Внутренний слой может содержать, по меньшей мере, один слой полимерного материала.
Защитный слой может быть предусмотрен между слоем материала сердцевины и внутренним слоем. Защитный слой может представлять собой фольгу, такую как металлическая фольга, предпочтительно алюминиевая фольга. Защитный слой защищает от кислорода для сохранения питательной ценности и запаха/вкуса пищевого продукта в упаковке при температурах окружающей среды.
Кроме того, слой для ламинирования может быть предусмотрен между защитным слоем и слоем материала сердцевины. Слой для ламинирования может представлять собой, по меньшей мере, один слой полимерного материала.
Согласно одному варианту осуществления слои упаковочного материала, предназначенные для внутренней стороны готовой упаковки, которая находится в контакте с материалом, содержащимся в упаковке, включают, начиная от слоя материала сердцевины: слой для ламинирования, защитный слой и слой для герметизации. Слой для ламинирования обеспечивает возможность адгезионного соединения материала сердцевины с любым наложенным защитным слоем. Слой для герметизации обеспечивает возможность герметизации упаковки посредством термосварки вместе противоположных поверхностей, образованных слоем для герметизации.
Полимерные слои упаковочного материала могут представлять собой полимерный материал любого типа, предпочтительно пластик, такой как полиэтилен.
Различные типы контейнеров могут быть получены из упаковочного материала. Упаковочный материал или контейнер согласно настоящему изобретению может быть использован для пищевых продуктов, которые предпочтительно могут быть жидкими.
Реферат
Изобретение относится к режущей системе (100) для выполнения отверстий в слое (10) материала сердцевины. Режущая система содержит режущее средство (110), имеющее режущий нож (112), выполненный с возможностью прорезания слоя (10) материала сердцевины насквозь, и наковальню (120), имеющую жесткую опорную поверхность (121) для приема режущего ножа (112) режущего средства (110). Режущая система (100) дополнительно содержит упругий элемент (124, 116), расположенный с возможностью поглощения по меньшей мере части усилия, приложенного при поджиме режущего средства (110) к наковальне (120). В результате обеспечивается повышение качества упаковочного материала. 3 н. и 9 з.п. ф-лы, 6 ил.
Комментарии