Устройства для наполнения, системы и способы для передачи опасных отходов в герметизируемый контейнер - RU2567371C2
Код документа: RU2567371C2
Чертежи









Описание
Уровень техники
Настоящее изобретение, в целом, относится к системам, способам и контейнерам для хранения опасных отходов и, более конкретно, к устройствам для наполнения, системам и способам для передачи опасных отходов в герметизируемый контейнер.
Несмотря на распространение систем для обработки и хранения опасных отходов, системы существующего уровня техники все еще не способны эффективно удерживать и контролировать нецелесообразное распространение загрязнения опасными отходами областей, расположенных вдали от станций закрытия опасных отходов. Поэтому, существует острая необходимость в системах обработки/хранения опасных отходов, которые эффективно минимизируют и/или устраняют нецелесообразное загрязнение опасными отходами.
Сущность изобретения
В некоторых вариантах осуществления предложены системы, способы и устройства для хранения и/или утилизации опасных отходов. В некоторых вариантах осуществления опасные отходы включают в себя ядерные отходы, такие как кальцинированный материал.
В одном варианте осуществления предложена система для передачи опасных отходов в герметизируемый контейнер, причем система включает в себя наполнительный патрубок, имеющий (а) корпус клапана, у которого имеется дальний конец и внешняя поверхность, причем корпус клапана включает в себя гнездо клапана, находящееся возле дальнего конца, а внешняя поверхность в окрестности дальнего конца выполнена так, чтобы герметично присоединять корпус клапана к внутренней поверхности наполнительного канала контейнера с возможностью снятия, (б) головку клапана, имеющую рабочую поверхность клапана, выполненную так, чтобы в закрытой конфигурации образовывать уплотнение с гнездом клапана, причем головка клапана выполнена так, чтобы в открытой конфигурации допустить сообщение корпуса клапана с контейнером, и (в) шток клапана, проходящий вдоль оси от головки клапана через, по меньшей мере, участок корпуса клапана. В еще одном варианте осуществления система включает в себя контейнер, выполненный так, чтобы герметично содержать в себе опасные отходы, при этом контейнер включает в себя наполнительный канал. В еще одном варианте осуществления система включает в себя воронку, первые весы, соединенные с воронкой и выполненные так, чтобы определять начальный вес воронки, вторые весы, соединенные с контейнером и выполненные так, чтобы определять вес наполнения контейнера, и процессор, соединенный с первыми весами и вторыми весами и выполненный так, чтобы сравнивать начальный вес воронки и вес наполнения контейнера.
В одном варианте осуществления воронка включает в себя объем, по существу, равный объему контейнера. В еще одном варианте осуществления система включает в себя, по меньшей мере, один вибратор, соединенный с воронкой. В еще одном варианте осуществления система включает в себя, по меньшей мере, один вибратор, соединенный с дном контейнера. В еще одном варианте осуществления система включает в себя, по меньшей мере, один вибратор, соединенный с боковой стенкой контейнера. В еще одном варианте осуществления система включает в себя подъемный механизм, выполненный так, чтобы поднимать контейнер к наполнительному патрубку.
В одном варианте осуществления подъемный механизм включает в себя, по меньшей мере, один амортизатор. В еще одном варианте осуществления система включает в себя датчик, расположенный в головке клапана. В одном варианте осуществления датчик выполнен так, чтобы определять уровень опасных веществ в контейнере. В одном варианте осуществления датчик проходит на расстоянии от корпуса клапана. В одном варианте осуществления датчик соединен с проводом, который проходит через шток клапана. В одном варианте осуществления корпус клапана включает в себя первый участок ответвления, выполненный так чтобы соединяться с воронкой, и второй участок ответвления, включающий в себя дальний конец и ближний конец, причем ближний конец соединен с приводным механизмом, выполненным так, чтобы перемещать шток клапана. В одном варианте осуществления приводной механизм включает в себя пневматический цилиндр. В еще одном варианте осуществления шток клапана проходит через ближний конец второго участка ответвления, причем ближний конец включает в себя уплотнение, соединенное с участком штока клапана. В еще одном варианте осуществления система включает в себя вакуумный патрубок, выполненный так, чтобы находиться в состоянии сообщения с контейнером. В одном варианте осуществления вакуумный патрубок проходит через дальний конец корпуса клапана. В одном варианте осуществления вакуумный патрубок включает в себя фильтр, расположенный у дальнего конца корпуса клапана.
В одном варианте осуществления контейнер включает выпускной канал. В одном варианте осуществления выпускной канал включает в себя фильтр. В дополнительном варианте осуществления система включает в себя вакуумный патрубок, герметично соединенный с выпускным каналом с возможностью отсоединения, причем в конфигурации наполнения вакуумный патрубок герметично сообщался с корпусом клапана. В одном варианте осуществления внешняя поверхность у дальнего конца включает в себя, по меньшей мере, одно уплотнение. В одном варианте осуществления, по меньшей мере, одно уплотнение включает в себя, по меньшей мере, одно уплотнительное кольцо. В одном варианте осуществления в открытой конфигурации головка клапана выступает от корпуса клапана и в контейнер. В одном варианте осуществления контейнер, по меньшей мере, вначале находится под действием отрицательного давления. В одном варианте осуществления наполнительный канал контейнера выполнен так, чтобы его герметично перекрывали после отсоединения корпуса клапана от наполнительного канала.
В другом варианте осуществления предложен способ передачи опасных отходов в герметизируемый контейнер, причем способ содержит следующее: (а) соединяют внешнюю поверхность наполнительного патрубка с внутренней поверхностью наполнительного канала контейнера, чтобы получить первое уплотнение, (б) открывают клапан наполнительного патрубка, чтобы добавить опасные отходы в контейнер, при этом клапан расположен у первого уплотнения, (в) закрывают клапан наполнительного патрубка, (г) отсоединяют наполнительный канала от наполнительного патрубка и (д) вставляют пробку наполнительного канала в наполнительный канал, при этом пробка наполнительного канала образует второе уплотнение с внутренней поверхностью наполнительного канала, причем второе уплотнение расположено дальше, по меньшей мере, от участка первого уплотнения относительно контейнера. В одном варианте осуществления клапан включает в себя корпус клапана, у которого имеется дальний конец и внешняя поверхность, причем корпус клапана включает в себя гнездо клапана, находящееся возле дальнего конца, а внешняя поверхность в окрестности дальнего конца выполнена так, чтобы герметично присоединять корпус клапана к наполнительному каналу контейнера с возможностью снятия, головку клапана, имеющую рабочую поверхность клапана, выполненную так, чтобы в закрытой конфигурации образовывать уплотнение с гнездом клапана, причем головка клапана выполнена так, чтобы в открытой конфигурации допустить сообщение корпуса клапана с контейнером, и шток клапана, проходящий вдоль оси от головки клапана через, по меньшей мере, участок корпуса клапана.
В одном варианте осуществления контейнер включает в выпускной канал. В одном варианте осуществления выпускной канал включает в себя пробку выпускного канала, которую присоединяют к выпускному каналу по резьбе, а способ дополнительно содержит следующее: (е) позволяют воздуху и/или газу проходить через фильтр и между пробкой выпускного канала и выпускным каналом в конфигурации наполнения и нагрева, и (ж) в закрытой конфигурации перекрывают выпускной канал пробкой выпускного канала. В одном варианте осуществления выпускной канал включает в себя фильтр. В еще одном варианте осуществления способ включает в себя следующее: откачивают воздух из контейнера, вытесняемый опасными отходами, через выпускной патрубок, присоединенный к контейнеру, причем выпускной патрубок герметично сообщен с корпусом клапана через контейнер.
В еще одном варианте осуществления способ включает в себя следующее: поднимают контейнер к наполнительному патрубку посредством подъемного механизма, чтобы соединить наполнительный канал с наполнительным патрубком. В еще одном варианте осуществления способ включает в себя следующее: (е) взвешивают воронку, содержащую опасные вещества, чтобы определить начальный вес воронки, (ж) взвешивают контейнер во время добавления опасных веществ, чтобы определить вес наполнения контейнера, и (з) с помощью процессора сравнивают разницу между начальным весом воронки и весом наполнения контейнера. В еще одном варианте осуществления способ включает в себя следующее: закрывают клапан, как только вес наполнения контейнера станет равен начальному весу воронки. В еще одном варианте осуществления способ включает в себя следующее: колеблют воронку с помощью, по меньшей мере, одного вибратора во время добавления опасных веществ в контейнер. В еще одном варианте осуществления способ включает в себя следующее: колеблют воронку с помощью, по меньшей мере, одного вибратора, присоединенного к контейнеру, во время добавления опасных веществ в контейнер. В еще одном варианте осуществления способ включает в себя следующее: измеряют уровень опасных веществ в контейнере посредством датчика, расположенного в головке клапана.
В одном варианте осуществления первое уплотнение включает в себя, по меньшей мере, одно уплотнительное кольцо. В одном варианте осуществления второе уплотнение включает в себя уплотнительную прокладку, причем уплотнительная прокладка состоит из одного или нескольких материалов из следующих: металл, керамика или графит. В еще одном варианте осуществления способ включает в себя следующее: в контейнере создают вакуум до или во время добавления опасных веществ. В еще одном варианте осуществления способ включает в себя следующее: (е) намертво припаивают пробку наполнительного канала к наполнительному каналу, и (ж) нагревают и сокращают объем контейнера после припаивания пробки наполнительного канала к наполнительному каналу.
Краткое описание чертежей
Вышеприведенная сущность изобретения, а также нижеследующее подробное описание вариантов осуществления систем, способов и контейнеров для хранения опасных отходов будут более понятны при чтении вместе с прилагаемыми чертежами примеров осуществления. Тем не менее, должно быть понятно, что изобретение не ограничено конкретными показанными устройствами и средствами.
На чертежах:
на фиг.1А приведен вид в перспективе известного контейнера, показанного перед процессом горячего изостатического прессования;
на фиг.1В приведен вид в перспективе контейнера, показанного на фиг.1А, после процесса горячего изостатического прессования;
на фиг.2 показана схематичная диаграмма последовательности действий процесса для хранения опасных отходов в соответствии с примером осуществления настоящего изобретения;
на фиг.3 показан вид сбоку частично в вертикальном разрезе модульной системы в соответствии с примером осуществления настоящего изобретения;
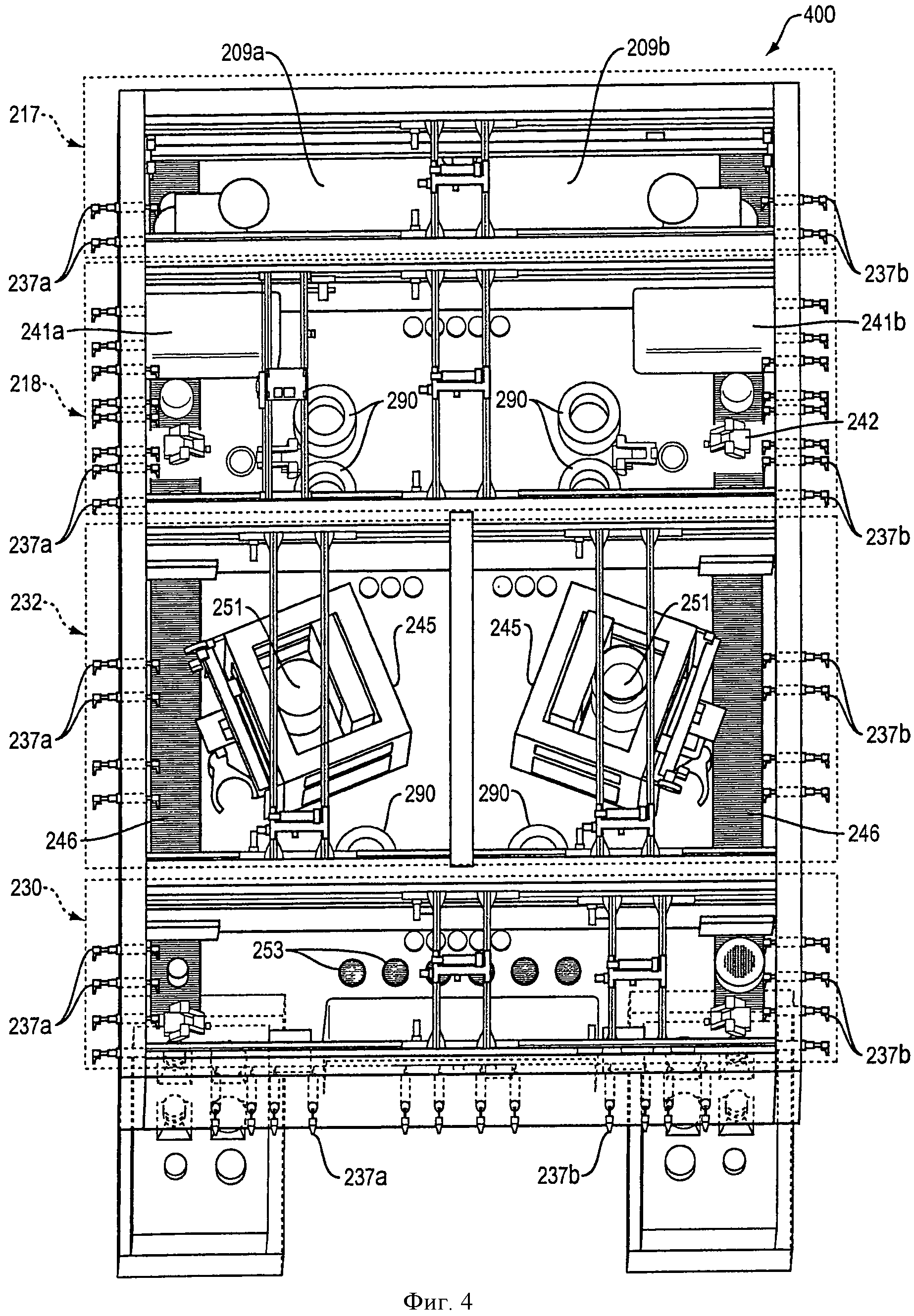
на фиг.4 приведен вид сверху модульной системы, показанной на фиг.3, при этом верхняя часть частично удалена;
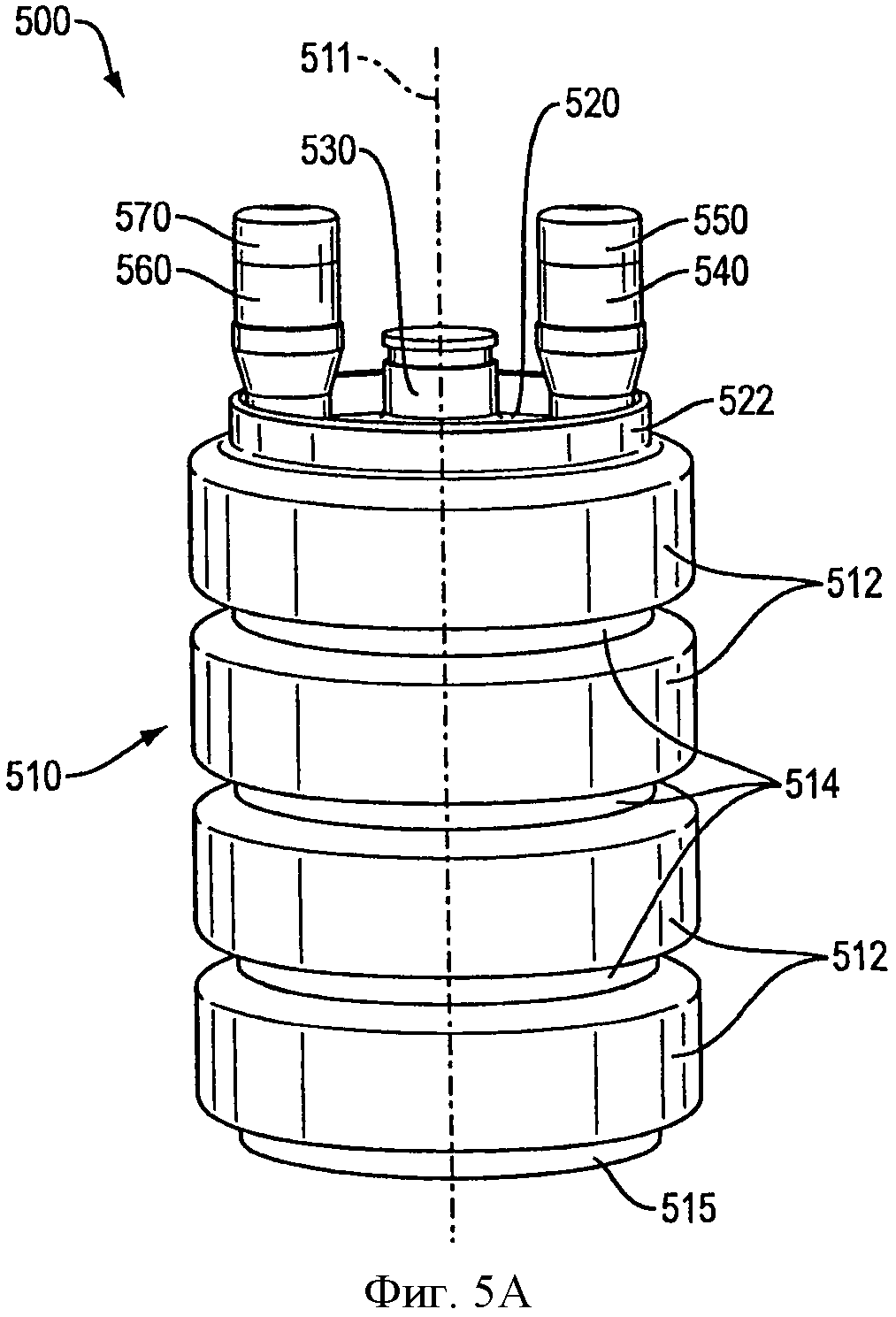
на фиг.5А показан вид в перспективе контейнера, у которого имеются наполнительный и выпускной канал, в соответствии с примером осуществления настоящего изобретения;
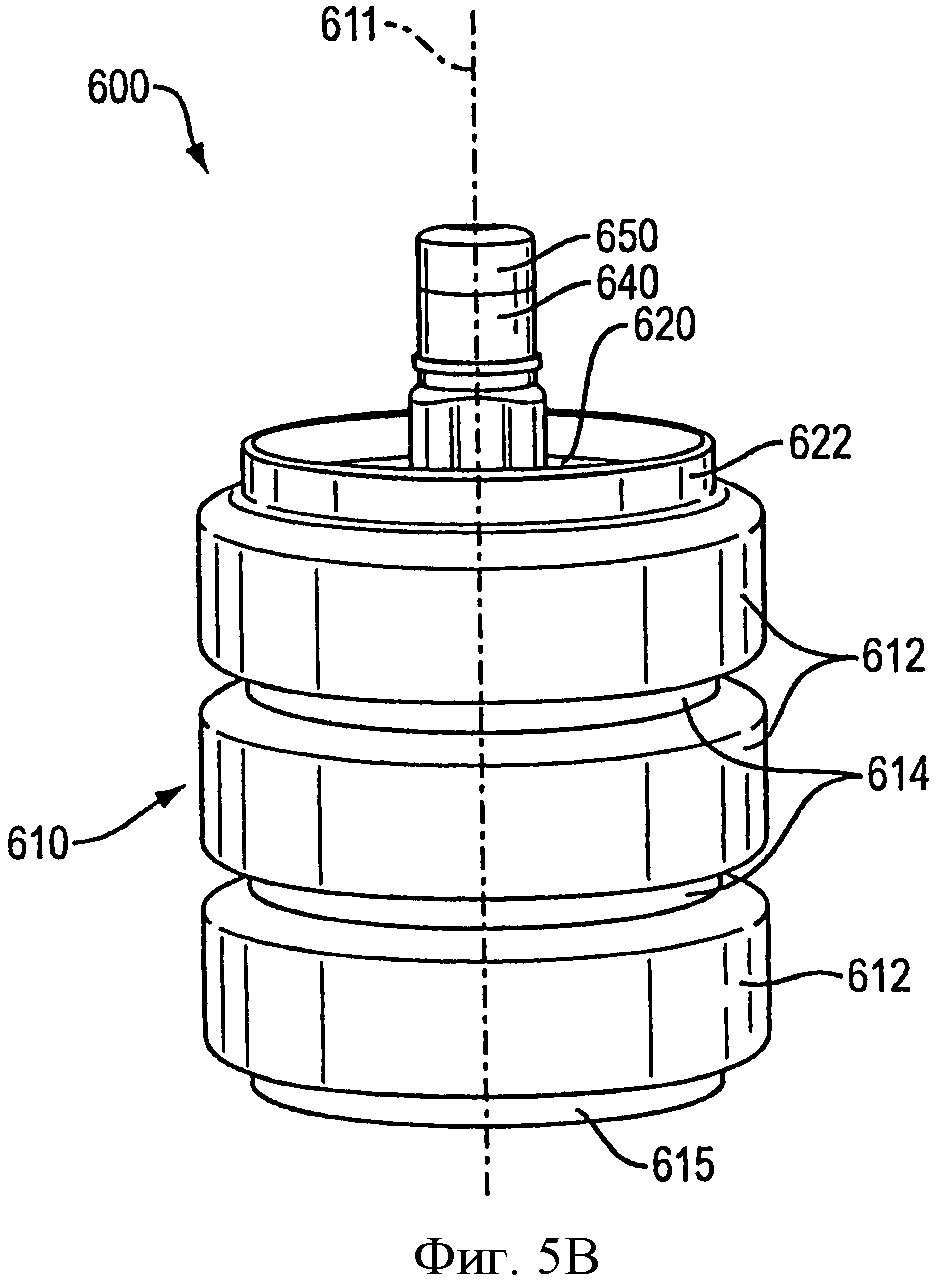
на фиг.5В показан вид в перспективе контейнера, у которого имеется единственный канал, в соответствии с примером осуществления настоящего изобретения;
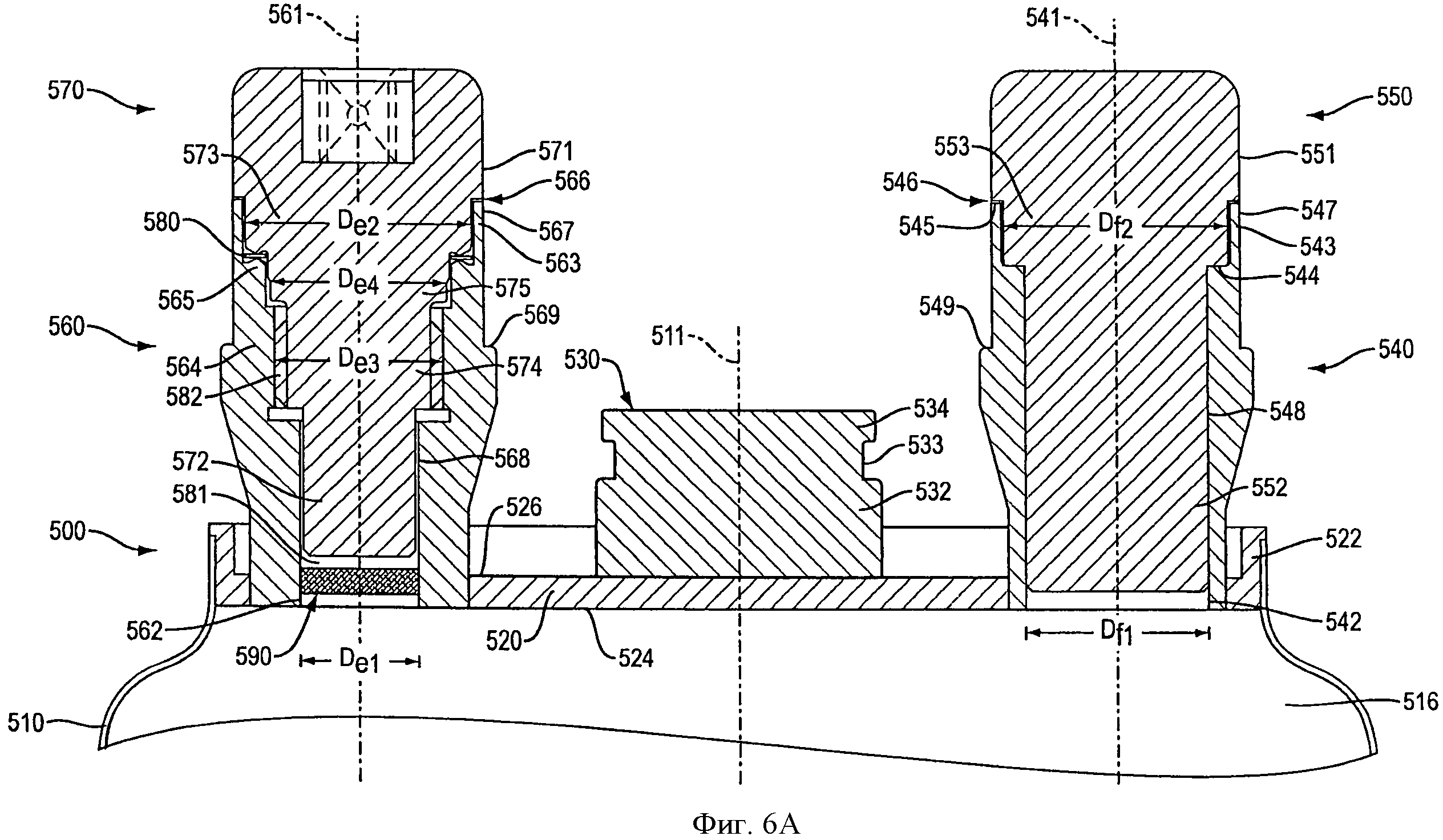
на фиг.6А приведен вид сбоку в разрезе верхнего участка контейнера, показанного на фиг.5А;
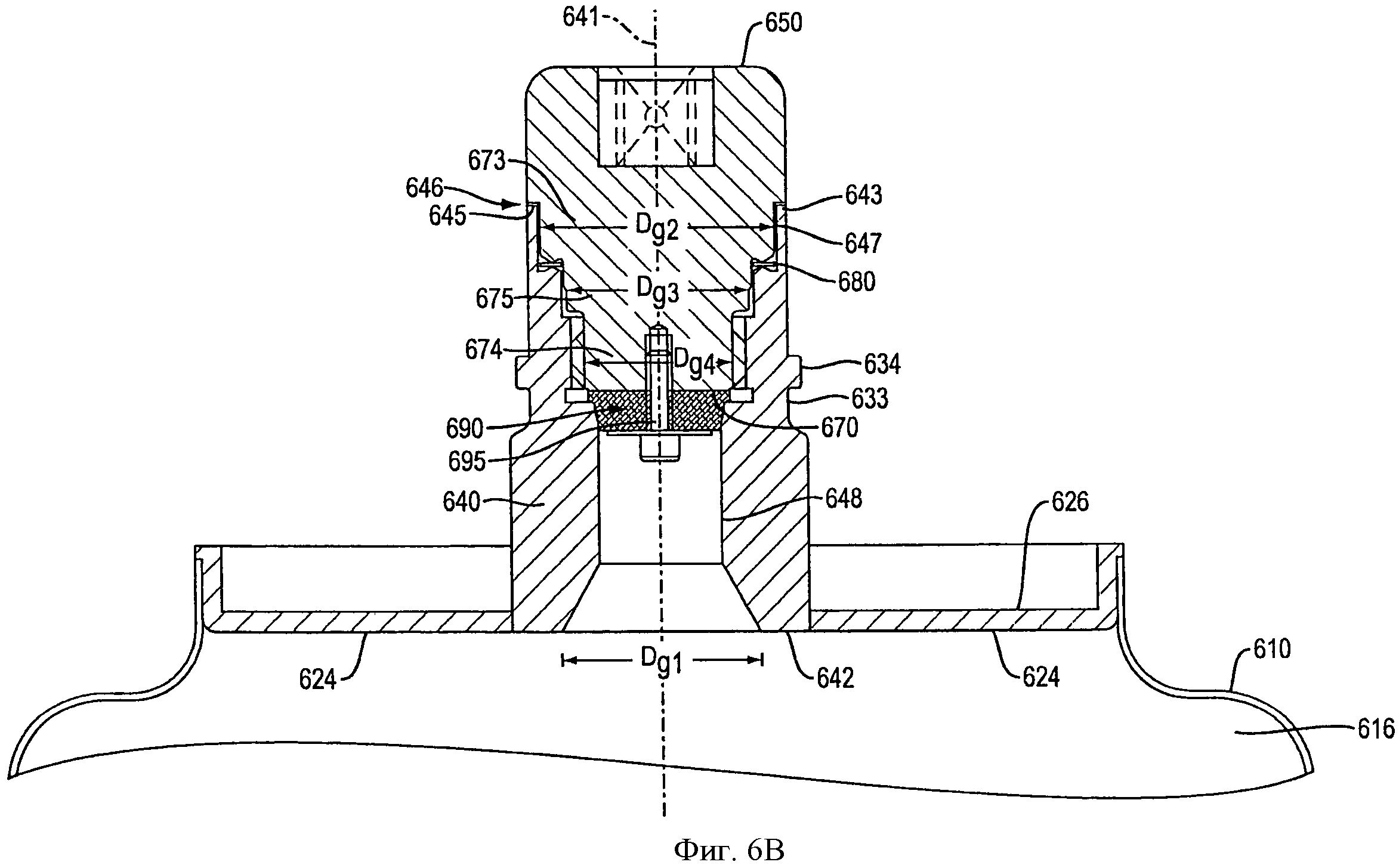
на фиг.6В приведен вид сбоку в разрезе верхнего участка контейнера, показанного на фиг.5В;
на фиг.7 приведен вид в перспективе сверху второй камеры примера модульной системы, показанной на фиг.3 и 4, при этом верхняя и боковая стенки удалены;
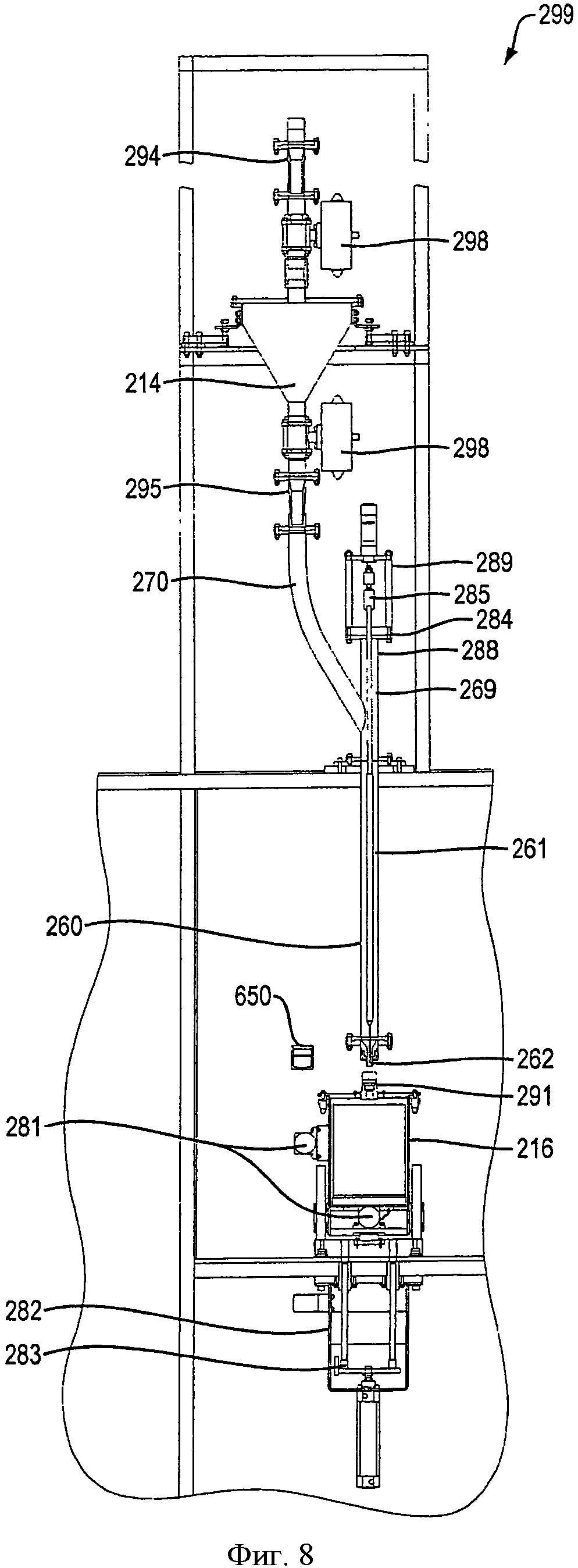
на фиг.8 приведен частичный вид в разрезе наполнительной системы, предназначенной для использования в первой камере, показанной на фиг.7, при этом изображен контейнер с единственным каналом, показанный на фиг.5В;
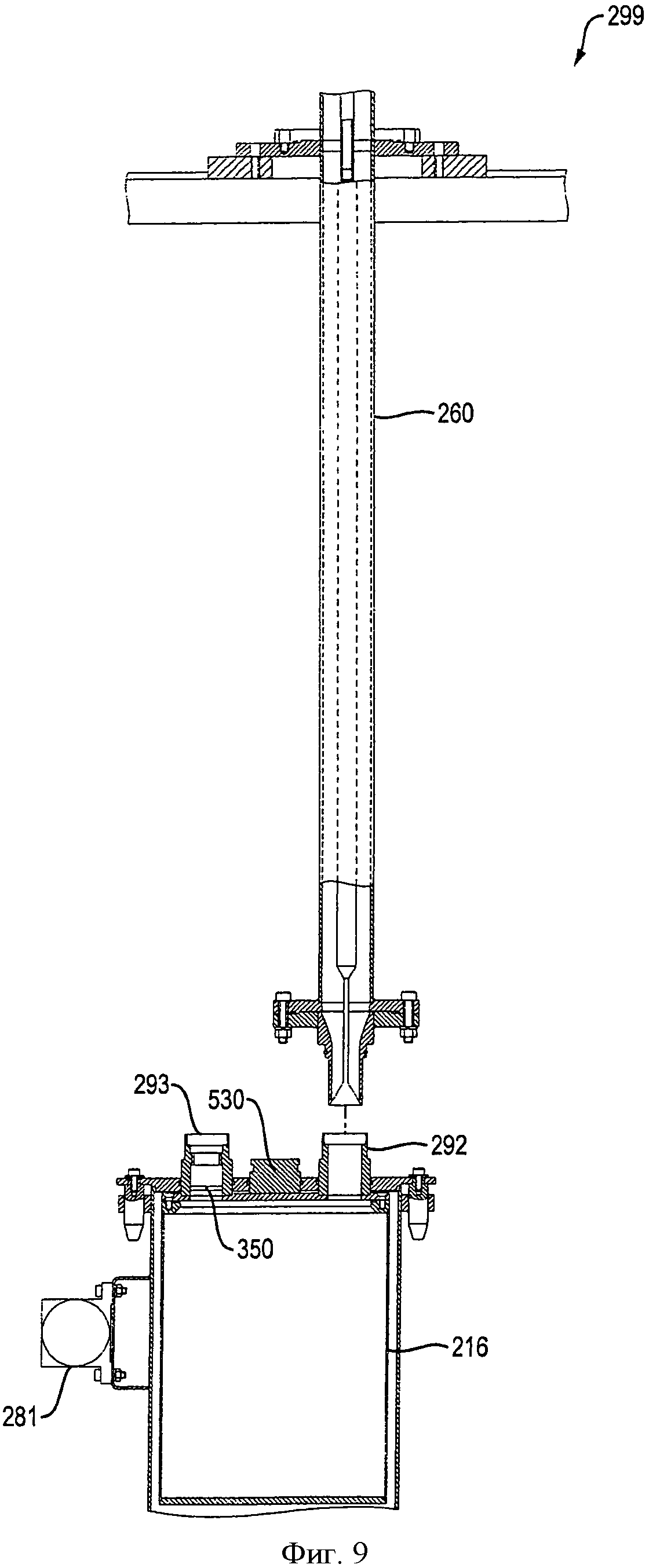
на фиг.9 приведен частичный вид в разрезе наполнительной системы, предназначенной для использования в первой камере, показанной на фиг.7, при этом изображен контейнер с двумя каналами, показанный на фиг.5А;
на фиг.10 показан частичный вид в разрезе наполнительного патрубка в соответствии с примером осуществления настоящего изобретения;
на фиг.11 показана схематичная диаграмма системы наполнения и взвешивания в соответствии с примером осуществления настоящего изобретения;
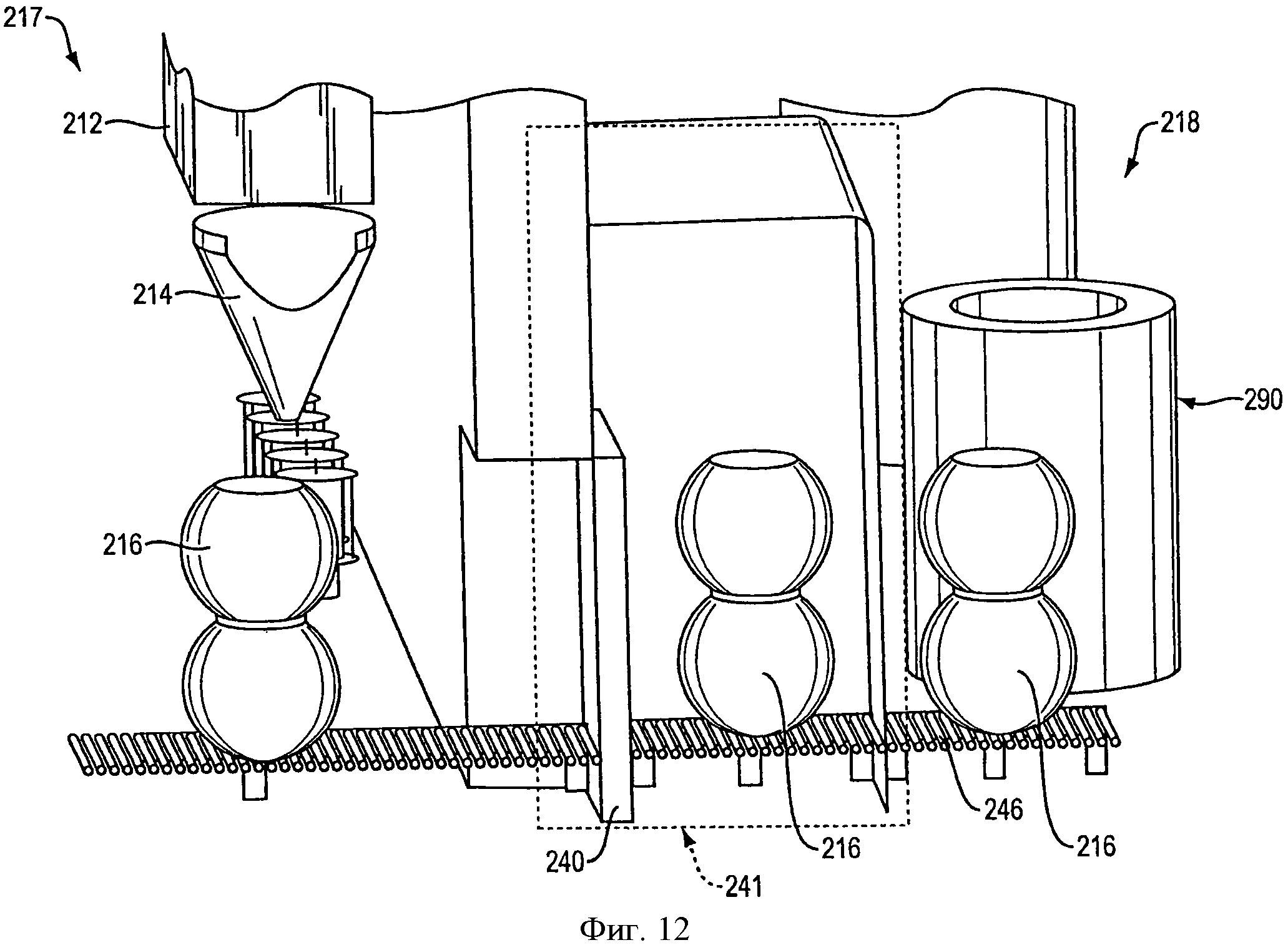
на фиг.12 приведен частичный схематичный вид в перспективе сбоку первой и второй камер, показанных на фиг.3;
на фиг.13 приведен частичный вид сбоку в разрезе вакуумного патрубка, присоединенного к контейнеру, показанному на фиг.5В;
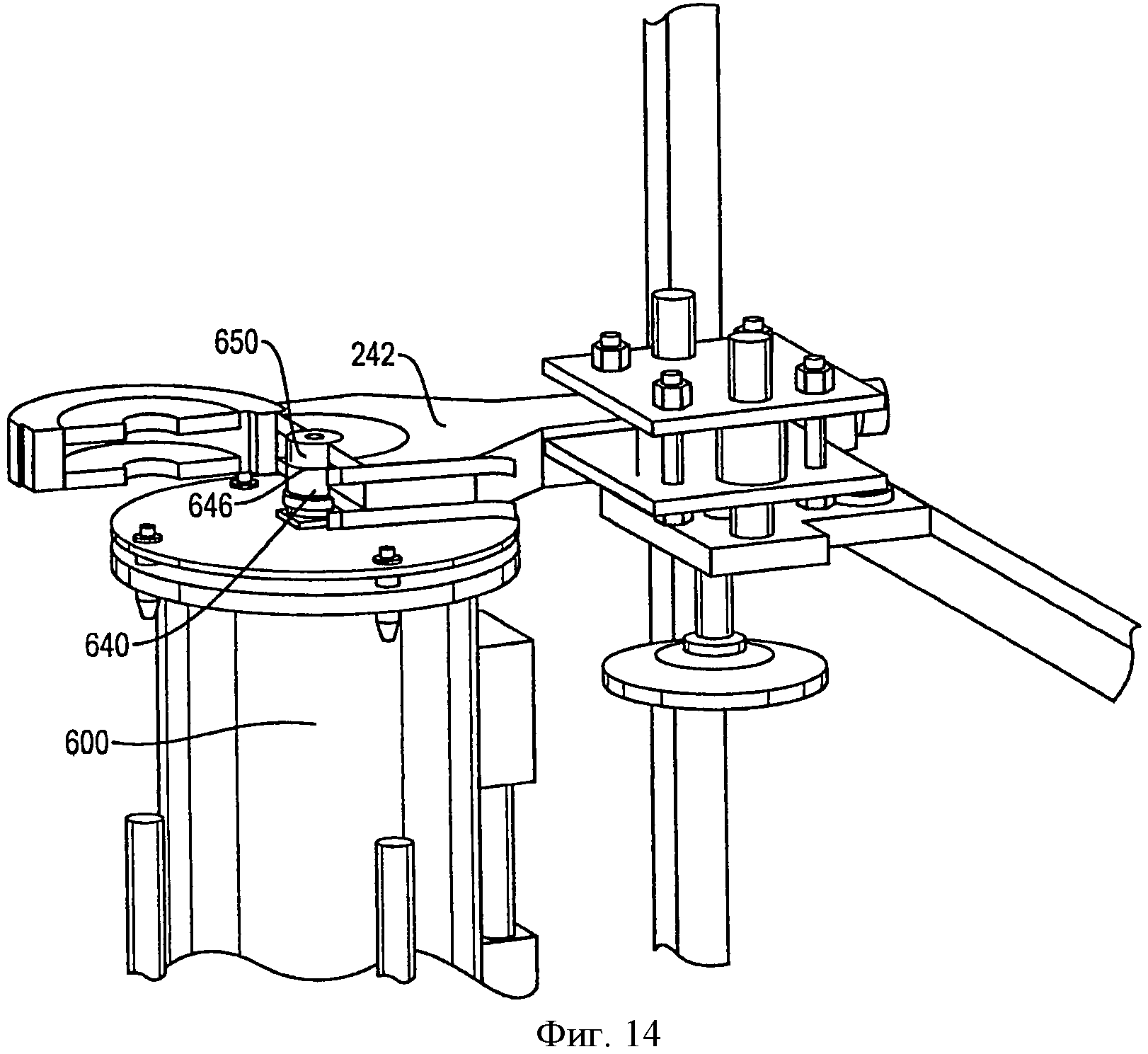
на фиг.14 приведен вид в перспективе орбитального сварочного аппарата при использовании с контейнером, показанным на фиг.5В;
на фиг.15 приведен вид в перспективе сверху второй камеры примера модульной системы, показанной на фиг.3 и 4, при этом верхняя и боковая стенки частично удалены;
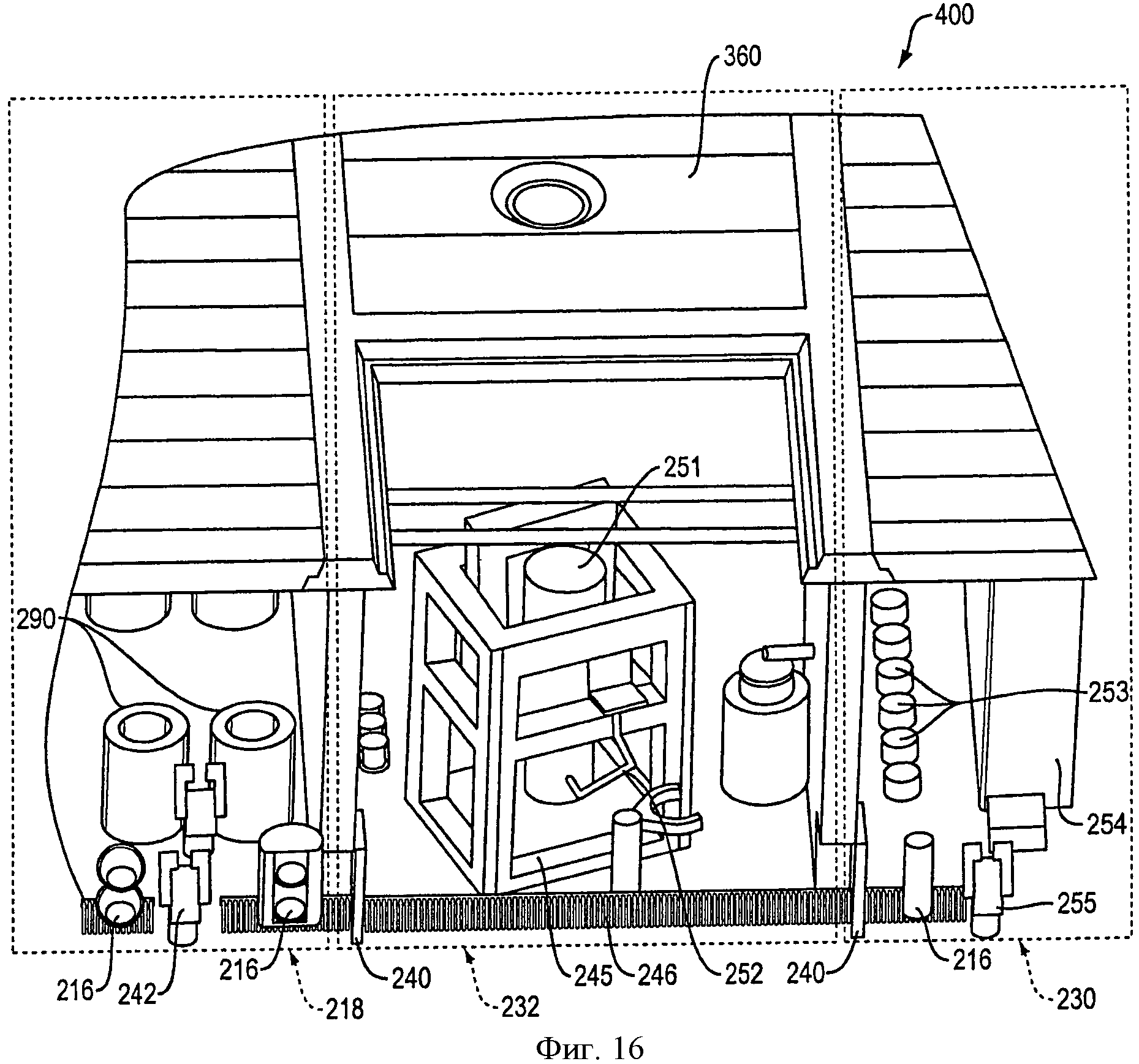
на фиг.16 приведен вид в перспективе сверху третьей камеры примера модульной системы, показанной на фиг.3 и 4, при этом верхняя и боковая стенки частично удалены; и
на фиг.17 приведен вид в перспективе сбоку четвертой камеры примера модульной системы, показанной на фиг.3 и 4, при этом верхняя и боковая стенки частично удалены.
Подробное описание изобретения
Теперь подробно обратимся к различным вариантам осуществления настоящего изобретения, примеры которых показаны на сопровождающих чертежах на фиг.2-17. Где это возможно, одинаковые ссылочные позиции будут использоваться на всех чертежах для обозначения одинаковых или аналогичных частей.
Ядерные отходы, такие как радиоактивные кальцинированные вещества, могут быть заключены в контейнере, который позволяет безопасно подвергать отходы процессу, известному как горячее изостатическое прессование (ГИП). В общем, этот процесс включает в себя следующее: объединяют отходы в виде частиц или. порошка с определенными минералами и подвергают смесь воздействию высокой температуры и высокого давления для уплотнения материала.
В некоторых случаях в результате процесса ГИП получают отходы в стеклокерамическом виде, которые содержат несколько природных минералов, которые вместе заключают в своих кристаллических структурах почти все элементы, присутствующие в высокоактивных кальцинированных отходах. Основные минералы в стеклокерамике включают в себя, например, голландит (BaAl2Ti6O16), цирконолит (CaZrTi2O7) и перовскит (СаТiO3). Цирконолит и перовскит являются основными носителями долгоживущих актинидов, таких как плутоний, хотя перовскит в основном удерживает стронций и барий. Голландит в основном удерживает цезий, а также калий, рубидий и барий.
Обработка радиоактивных кальцинированных веществ процессом ГИП включает в себя, например, заполнение контейнера кальцинированным материалом и минералами. В заполненном контейнере создают вакуум и герметизируют, затем размещают его в ГИП печь, такую как изолированная печь сопротивления, и окружают сосудом высокого давления. Затем сосуд закрывают, нагревают и создают в нем давление. Давление прикладывают изостатически, например, используя газ аргон, который под давлением также является эффективным проводником тепла. Совместный эффект тепла и давления уплотняет и фиксирует отходы в плотном монолитном стеклокерамическом материале, запечатанном в контейнере.
На фиг.1А и 1В соответственно показан пример контейнера, обозначенного, в целом, ссылочной позицией 100, до и после обработки процессом ГИП. Контейнер 100 имеет корпус 110, ограничивающий внутренний объем для содержащихся в нем отходов. Корпус 110 включает в себя секции 112, имеющие первый диаметр, и секции 114, имеющие второй диаметр, который может быть меньшей первого диаметра. Контейнер 100 дополнительно имеет крышку 120, расположенную на верхнем конце корпуса 110, и трубку 140, выступающую от крышки 120, которая соединена с внутренним объемом корпуса 110. Внутренний объем корпуса 110 наполняют отходами через трубку 140.
После горячего изостатического прессования, как показано на фиг.1В, объем корпуса 110 существенно уменьшается, и затем контейнер 100 герметизируют. Обычно, трубку 140 обжимают, отрезают и сваривают шовной роликовой сваркой. Один недостаток в таком процессе заключается в том, что отрезание трубки 140 может создать вторичные отходы, так как удаленный участок трубки 140 может содержать некоторое количество остаточных отходов, которые затем должны быть должным образом утилизированы. Более того, инструменты, используемые для отрезания трубки 140, могут быть подвержены действию остаточных отходов и/или требовать регулярного ухода или замены из-за износа. Также, эта система требует наличия в горячей камере (в радиоактивном окружении) сложных механических или гидравлических систем рядом с контейнером, который надо запечатать, снижая срок службы уплотнений на гидроцилиндрах, при этом оборудование является громоздким, занимая дополнительное пространство в горячей камере. Поэтому, желательно иметь такие системы, способы, наполнительное оборудование и контейнеры для хранения опасных отходов, в которых отсутствует один или несколько из этих недостатков.
На фиг.2 схематически представлена последовательность 200 действий типового процесса, используемого для утилизации ядерных отходов, таких как кальцинированные материалы, в соответствии с настоящим изобретением. Процесс 200 можно выполнить, используя модульную систему 400, примеры осуществления которой показаны на следующих фигурах, причем опасные отходы обрабатывают или перемещают в последовательности изолированных камер. Можно сказать, что модульная система 400 включает в себя "горячую камеру" или "горячие камеры". В некоторых вариантах осуществления каждая камера изолирована от внешнего окружения и других камер, так что любая утечка опасных отходов может содержаться в той камере, в которой произошла утечка.
Модульная система 400 в соответствии с настоящим изобретением может быть использована для обработки жидких или твердых опасных отходов. Опасные отходы могут представлять собой радиоактивные отходы. Радиоактивные жидкие отходы могут включать в себя сточные воды, получающиеся в результате работы первого цикла системы извлечения растворителем, и/или концентрированные отходы от последующих циклов извлечения в установке для переработки облученного топлива ядерного реактора. Эти отходы могут содержать практически все нелетучие продукты деления и/или заметные концентрации урана и плутония из отработанного топлива и/или все актиниды, образованные при трансмутации урана и плутония, которые обычно получаются в ядерном реакторе. В одном варианте осуществления опасных отходы включают в себя кальцинированный материал.
Модульную систему 400 можно разделить на две или несколько камер. В одном варианте осуществления модульная система 400 включает в себя, по меньшей мере, четыре отдельных камеры. В одном варианте осуществления модульная система 400 включает в себя четыре отдельных камеры. В одном таком варианте осуществления последовательность камер включает в себя первую камеру 217, которая может являться наполнительной камерой, вторую камеру 218, которая может являться камерой прогрева и герметизации, третью камеру 232, которая может являться камерой обработки, и четвертую камеру 230, которая может быть охлаждающей и упаковочной камерой, каждая из которых будет более подробно обсуждаться ниже.
В одном варианте осуществления первая камера 217 включает в себя загрузочный смеситель 212, выполненный так, чтобы смешивать опасные отходы с одной или несколькими добавками. В одном варианте осуществления к загрузочному смесителю 214 присоединена загрузочная воронка 214 контейнера. В одном варианте осуществления загрузочная воронка 214 контейнера соединена с наполнительной системой для передачи смеси опасных отходов и добавок в контейнер 216. В некоторых вариантах осуществления кальцинированный материал передают из уравнительного бака 205 в приемную воронку 207 для кальцинированного материала, выполненную так, чтобы снабжать загрузочный смеситель 212. В некоторых вариантах осуществления добавки подают в загрузочный смеситель 212 из воронки 210. В некоторых вариантах осуществления добавки передают в воронку 210 из резервуара 201.
После наполнения контейнер 216 удаляют из первой камеры 217 и перемещают во вторую камеру 218, где осуществляют этапы прогрева и герметизации. В некоторых вариантах осуществления процесс прогрева включает в себя нагрев контейнера 216 в печи 290 для удаления излишней воды, например, до температуры приблизительно от 400°С до 500°С. В некоторых вариантах осуществления во время процесса прогрева из контейнера 216 удаляют отходящий газ и направляют через канал 206, который может включать в себя один или несколько фильтров 204 или уловителей 219 для удаления частиц или других материалов. В дополнительных вариантах осуществления во время процесса прогрева в контейнере 216 создают вакуум, а контейнер 216 герметизируют для сохранения вакуума.
После этапов прогрева и герметизации в соответствии с некоторыми вариантами осуществления контейнер 216 перемещают в третью камеру 232, где контейнер 216 подвергают горячему изостатическому прессованию или ГИП, например, при повышенной температуре, составляющей 1000°С-1250°С, и повышенном давлении аргона, подаваемого из компрессора 234 и источника аргона 236. В некоторых вариантах осуществления горячее изостатическое прессование приводит к уплотнению контейнера 216 и содержащихся в нем опасных отходов. После горячего изостатического прессования в соответствии с некоторыми вариантами осуществления контейнер 216 переводят в четвертую камеру 230 для охлаждения и/или упаковки для последующей загрузки 203 в транспорт и хранения.
Модульная система 400 может быть выполнена множеством способов, в зависимости от пространственного расположения нескольких камер. В одном варианте осуществления несколько камер могут иметь любое подходящее пространственное расположение, включая расположение камер бок о бок, вертикальное расположение камер или сочетание расположения камер бок о бок и вертикального расположения камер. В одном варианте осуществления модульная система 400 содержит несколько камер, расположенных в один ряд смежных камер, причем каждая камера изолирована от соседней камеры. В другом варианте осуществления несколько камер могут быть расположены в один ряд смежных камер, причем каждая камера может быть изолирована от соседней камеры, по меньшей мере, одной общей стенкой. В другом варианте осуществления несколько камер могут быть расположены вертикально в виде одной колонны смежных камер, причем каждая камера изолирована от соседней камеры, по меньшей мере, одной общей стенкой. В еще одном варианте осуществления несколько камер могут быть расположены в несколько рядов смежных камер.
В одном варианте осуществления модульная система 400 включает в себя первую камеру 217, вторую камеру 218 и третью камеру 232, при этом первая камера прилегает ко второй камере 218 и является с ней смежной, а третья камера 232 является смежной второй камере 218, причем первая камера 217, вторая камера 218 и третья камера 232 расположены в один ряд камер.
Модульная система 400 может содержать одну или несколько поточных линий, которые перемещают контейнер 216 последовательно через модульную систему 400. Как показано на фиг.2-4, пример модульной системы 400 для обработки и/или хранения и/или утилизации опасных отходов включает в себя параллельные поточные линии в нескольких камерах для манипуляций контейнером 216.
В некоторых вариантах осуществления, как описано выше, несколько камер для манипуляций с контейнером 216 включают в себя, по меньшей мере, первую камеру 217 вторую камеру 218, третью камеру 323 и четвертую камеру 230. В других вариантах осуществления может быть выполнено любое число камер. В некоторых вариантах осуществления камеры могут содержаться при значениях давления, отличающихся от давления в смежных камерах, для управления распространением загрязнений между камерами. Например, в каждой следующей камере может быть более высокое давление, чем в предыдущей камере, так что воздух между камерами перемещается в направлении начала процесса. В некоторых вариантах осуществления первую камеру 217 содержат при первом значении Р1 давления, а вторую камеру содержат при втором значении Р2 давления. В одном варианте осуществления первое значение Р1 давления меньше, чем второе значение Р2 давления. В таких вариантах осуществления не происходит воздухообмена между первой камерой 217 и второй камерой 218, по меньшей мере, в то время, когда контейнер 216 обрабатывается в первой камере 217. В другом таком варианте осуществления первую камеру 217 со второй камерой 218 соединяет воздушный шлюз 241 (см. фиг.12), как более подробно описано ниже, при этом он выполнен так, чтобы допустить перемещение контейнера 216 из первой камеры 217 во вторую камеру 218, в то же время сохраняя по меньшей мере одно уплотнение между первой камерой 217 и второй камерой 218. В другом варианте осуществления первую камеру 217 содержат при первом значении Р1 давления, вторую камеру содержат при втором значении Р2 давления, а третью камеру 232 содержат при третьем значении Р3 давления, при этом третье значение Р3 давления больше, чем второе значение Р2 давления, которое больше, чем первое значение Р1 давления. В таких вариантах осуществления третья камера 232 изолирована от первой камеры 217 и второй камеры 218, причем вторая камера 218 и третья камера 232 выполнены так, чтобы допускать перемещение контейнера 216 из второй камеры 218 в третью камеру 232. В другом варианте осуществления первую камеру 217 содержат при первом значении Р1 давления, вторую камеру 218 содержат при втором значении Р2 давления, третью камеру 232 содержат при третьем значении Р3 давления, а четвертую камеру 230 содержат при четвертом значении Р4 давления, при этом четвертое значение Р4 давления больше, чем третье значение Р3 давления, третье значение Р3 давления больше, чем второе значение Р2 давления, которое больше, чем первое значение Р1 давления. В таких вариантах осуществления четвертая камера 230 изолирована от первой камеры 217, второй камеры 218 и третьей камеры 232, причем третья камера 230 и четвертая камера 230 выполнены так, чтобы допускать перемещение контейнера 216 из третьей камеры 232 в четвертую камеру 230. В одном варианте осуществления каждое значение давления Р1, Р2, Р3 и/или Р4 является отрицательным относительно нормального атмосферного давления. В некоторых вариантах осуществления перепад давлений между первой камерой 217 и второй камерой 218 составляет примерно от 10 кПа до 20 кПА. В некоторых вариантах осуществления перепад давлений между второй камерой 218 и третьей камерой 232 составляет примерно от 10 кПа до 20 кПА. В некоторых вариантах осуществления перепад давлений между третьей камерой 232 и четвертой камерой 230 составляет примерно от 10 кПа до 20 кПА.
I. Первая камера
Примеры осуществления первой камеры 217 показаны на фиг.3, 4 и 7. В одном варианте осуществления первая камера 217 представляет собой наполнительную камеру, которая допускает наполнение контейнера 216 опасными отходами с минимальным загрязнением пространства снаружи контейнера 216. В одном варианте осуществления сначала в модульную систему 400 подают пустые контейнеры 216. В одном варианте осуществления пустые контейнеры 216 размещают в первой камере 217 и герметизируют первую камеру 217 перед перемещением каких-либо опасных отходов в первую камеру 217. В одном варианте осуществления после того, как первую камеру 217 загерметизировали и разместили в ней один или несколько пустых контейнеров 216, в первой камере создают давление Р1.
Контейнер и способ наполнения контейнера
В соответствии с различными вариантами осуществления настоящего изобретения можно использовать контейнеры различных конструкций. Контейнер 216, которой может представлять собой контейнер для ГИП, схематично показан на фиг.2, 3, 4, 7, 13, 15, 16 и 17. Контейнер 216 может иметь любую подходящую конфигурацию, известную в области техники для горячего изостатического прессования. В некоторых вариантах осуществления контейнер 216 оборудован одним каналом. В некоторых вариантах осуществления контейнер 216 оборудован несколькими каналами. Некоторые отдельные конфигурации контейнеров 216, которые можно использовать в соответствии с различными вариантами осуществления настоящего изобретения, показаны на фиг.5А, 5В, 6А и 6В, где изображены примеры контейнеров, выполненных так, чтобы герметично содержать опасные отходы в соответствии с настоящим изобретением.
На фиг.5А и 6А показан один вариант осуществления контейнера, в целом, обозначенного ссылочной позицией 500, предназначенного для удержания и хранения ядерных отходов или другого содержимого в соответствии с примером осуществления настоящего изобретения. В некоторых вариантах осуществления контейнер 500 особенно полезен при ГИП обработке отходов. Тем не менее, необходимо понимать, что контейнер 500 можно использовать для удержания и хранения других веществ, включая неядерные и другие отходы.
В соответствии с некоторыми вариантами осуществления, контейнер 500, в целом, содержит корпус 510, крышку 520, наполнительный канал 540 и выпускной канал 560. В некоторых вариантах осуществления контейнер 500 также включает в себя пробку 550 наполнительного канала, выполненную так, чтобы соединяться с наполнительным каналом 540. В дополнительных вариантах осуществления контейнер 500 также включает в себя пробку 570 выпускного канала, выполненную так, чтобы соединяться с выпускным каналом 560. Еще в дополнительных вариантах осуществления контейнер 500 включает в себя подъемный элемент 530.
Корпус 510 имеет центральную продольную ось 511 и ограничивает внутренний объем 516 для ядерных отходов или других материалов в соответствии с отдельными вариантами осуществления изобретения. В некоторых вариантах осуществления во внутреннем объеме 516 может быть создан вакуум. В некоторых вариантах осуществления корпус 510 имеет цилиндрическую или, в целом, цилиндрическую конфигурацию с закрытым нижним концом 515. В некоторых вариантах осуществления корпус 510 является, по существу, радиально симметричным относительно продольной оси 511. В некоторых вариантах осуществления корпус 510 может быть выполнен так, чтобы иметь форму контейнеров, описанных в патенте США №5248453, который полностью включен в этот документ посредством ссылки. В некоторых вариантах осуществления корпус 510 выполнен аналогично корпусу 110 контейнера 100, показанного на фиг.1. Обращаясь к фиг.5А, в некоторых вариантах осуществления корпус 510 имеет одну или несколько секций 512 первого диаметра, чередующихся вдоль продольной оси 511 с одной или несколькими секциями 514, имеющими меньший второй диаметр. Корпус 510 может иметь подходящий размер. В некоторых вариантах осуществления диаметр корпуса 510 находится в диапазоне примерно от 60 мм до 600 мм. В некоторых вариантах осуществления высота корпуса 510 находится в диапазоне примерно от 120 мм до 1200 мм. В некоторых вариантах осуществления толщина стенки корпуса 510 находится в диапазоне примерно от 1 мм до 5 мм.
Корпус 510 может быть выполнен из любого подходящего материала, известного в области техники как пригодный для горячего изостатического прессования ядерных отходов. В некоторых вариантах осуществления корпус 510 выполнен из материала, способного удерживать вакуум внутри корпуса 500. В некоторых вариантах осуществления корпус 510 выполнен из материала, стойкого к коррозии. В некоторых вариантах осуществления корпус 510 выполнен из металла или металлического сплава, например, из нержавеющей стали, меди, алюминия, никеля, титана или их сплавов.
В некоторых вариантах осуществления контейнер 500 включает в себя крышку 520, расположенную напротив закрытого нижнего конца 515. В некоторых вариантах осуществления крышка 520 выполнена как единое целое с корпусом 510. В других вариантах осуществления крышку 520 выполняют отдельно от корпуса 510 и прикрепляют к нему посредством сварки, пайки, высокотемпературной пайки, наплавки или посредством другой известной в области техники технологии для получения герметичной запайки по окружности вокруг крышки 520. В некоторых вариантах осуществления крышка 520 намертво присоединена к корпусу 510. Со ссылкой на фиг.6А, крышка 520 включает в себя внутреннюю поверхность 524, направленную в сторону внутреннего объема 516, и внешнюю поверхность 526, расположенную напротив внутренней поверхности 524. В некоторых вариантах осуществления центральная продольная ось 511, по существу, перпендикулярна внутренней поверхности 524 и внешней поверхности 526. В некоторых вариантах осуществления центральная продольная ось 511 проходит через центральную точку внутренней поверхности 524 и внешней поверхности 526. В некоторых вариантах осуществления контейнер 500 дополнительно включает в себя кромку 522, окружающую внешнюю поверхность 526.
В некоторых вариантах осуществления контейнер 500 дополнительно включает в себя наполнительный канал 540, имеющий внешнюю поверхность 547, внутреннюю поверхность 548, ограничивающий проход, соединяющийся с внутренним объемом 516, и выполненный для соединения с наполнительным патрубком. В некоторых вариантах осуществления ядерные отходы, которые должны содержаться в контейнере 500, перемещают во внутренний объем 516 через наполнительный канал 540 посредством наполнительного патрубка. В некоторых вариантах осуществления наполнительный канал 540 выполнен так, чтобы, по меньшей мере, частично принимать в себя наполнительный патрубок. В некоторых вариантах осуществления внутренняя поверхность 548 наполнительного канала 540 выполнена так, чтобы образовывать герметичное уплотнение с наполнительным патрубком, чтобы предотвратить выход ядерных отходов из внутреннего объема 516 между внутренней поверхностью 548 и наполнительным патрубком во время наполнения контейнера 500.
Наполнительный канал 540 может выступать из крышки 520, как показано в примере осуществления на фиг.5А и 6А. В некоторых вариантах осуществления наполнительный канал 540 может быть выполнен как единое целое с крышкой 520. В других вариантах осуществления наполнительный канал 540 выполняют отдельно от крышки 520 и прикрепляют к ней, например, с помощью сварки. В некоторых вариантах осуществления наполнительный канал 540 выполнен из металла или металлического сплава, и может быть выполнен из того же материала, что и корпус 510 и/или крышка 520.
В частности, обращаясь к фиг.6А, наполнительный канал 540, в общем, имеет трубчатую конфигурацию с внутренней поверхностью 548, проходящей от первого конца 542 до второго конца 543. В соответствии с некоторыми вариантами осуществления, наполнительный канал 540 выступает от крышки 520 вдоль своей оси 541, по существу, параллельной центральной продольной оси 511. В некоторых вариантах осуществления внутренняя поверхность 548 расположена радиально вокруг оси 541. В некоторых вариантах осуществления первый конец 542 наполнительного канала 540 ограничивает отверстие в крышке 520 и имеет внутренний диаметр Df1. В некоторых вариантах осуществления второй конец 543 наполнительного канала 540 имеет внутренний диаметр Df2, который может отличаться от диаметра Df1. В некоторых вариантах осуществления Df2 больше, чем диаметр Df1. В одном варианте осуществления, например, Df1 составляет примерно 33 мм, а Df2 - около 38 мм. В некоторых вариантах осуществления на внешней части наполнительного канала 540 выполнен ступенчатый участок 549. В некоторых вариантах осуществления ступенчатый участок можно использовать для расположения орбитального сварочного аппарата (напр., кругового сварочного аппарата 242, описанного ниже).
В некоторых вариантах осуществления контейнер 500 дополнительно включает в себя пробку 550 наполнительного канала, выполненную так, чтобы соединяться с наполнительным каналом 540. В некоторых вариантах осуществления пробка 550 наполнительного канала выполнена так и имеет такие размеры, чтобы, по меньшей мере, частично входить в наполнительный канал 540, как, в целом, показано на фиг.6А. В некоторых вариантах осуществления пробка 550 наполнительного канала, когда она соединена с наполнительным каналом 540, расположена радиально вокруг оси 541. В некоторых вариантах осуществления пробка 550 наполнительного канала выполнена так, чтобы перекрывать и герметизировать наполнительный канал 540 для предотвращения выхода вещества из внутреннего объема 516 через наполнительный канал 540.
В некоторых вариантах осуществления пробка 550 наполнительного канала выполнена так, чтобы примыкать к внутренней поверхности 548, когда она соединена с наполнительным каналом 540. В некоторых вариантах осуществления пробка 550 наполнительного канала включает в себя участок, имеющий диаметр, по существу, равный внутреннему диаметру наполнительного канала 540. В некоторых вариантах осуществления пробка 550 наполнительного канала включает в себя первый участок 552, имеющий диаметр, по существу, равный Df1. В некоторых вариантах осуществления пробка 550 наполнительного канала дополнительно или в качестве альтернативы включает в себя второй участок 553, имеющий диаметр, по существу, равный Df2. В некоторых вариантах осуществления второй участок 553 выполнен так, чтобы, когда пробка 550 наполнительного канала соединена с наполнительным каналом 540, примыкать к поверхности 544. В некоторых вариантах осуществления пробка 550 наполнительного канала дополнительно примыкает к поверхности 545 конца, когда пробка 550 наполнительного канала соединена с наполнительным каналом 540.
В некоторых вариантах осуществления пробка 550 наполнительного канала создает стык 546, когда она соединена с наполнительным каналом 540. В некоторых вариантах осуществления стык 546 образуют на области контакта между пробкой 550 наполнительного канала и поверхностью 545 второго конца 543 наполнительного канала 540. В некоторых вариантах осуществления стык 546 расположен между внешней поверхностью 551 пробки 550 наполнительного канала и внешней поверхностью 547 наполнительного канала 540. В некоторых вариантах осуществления внешняя поверхность 551 пробки 550 наполнительного канала, по существу, выровнена с внешней поверхностью 547 наполнительного канала 540 в окрестности стыка 546. В соответствии с некоторыми вариантами осуществления, стык 546 проходит по окружности вокруг участка пробки 550 наполнительного канала.
В соответствии с некоторыми вариантами осуществления, наполнительный канал 540 и пробка 550 наполнительного канала могут быть скреплены любым известным в области техники способом. В некоторых вариантах осуществления пробка 550 наполнительного канала соединяется с наполнительным каналом 540 по резьбе. В соответствии с некоторыми из этих вариантов осуществления, по меньшей мере, часть внутренней поверхности 548 выполнена с внутренней резьбой, которая выполнена так, чтобы зацепляться с внешней резьбой, выполненной, по меньшей мере, на части пробки 550 наполнительного канала, так что, например, пробку 550 наполнительного канала можно ввинтить в наполнительный канал 540. В некоторых вариантах осуществления на одном или нескольких участках 552 и 553 может быть выполнена внешняя резьба, которая входит в контакт с внутренней резьбой, выполненной на внутренней поверхности 548 наполнительного канала 540. В других вариантах осуществления наполнительный канал 540 и пробка наполнительного канала могут быть соединены посредством посадки с натягом или фрикционной посадки. В некоторых вариантах осуществления контейнер 500 включает в себя уплотнительную прокладку (не показана), расположенную в наполнительном канале 540, чтобы способствовать герметизации наполнительного канала 540 пробкой 550 наполнительного канала. В некоторых вариантах осуществления уплотнительная прокладка расположена между пробкой 550 наполнительного канала и поверхностью 544.
В некоторых вариантах осуществления наполнительный канал 540 и пробка 550 наполнительного канала после заполнения контейнера 500 ядерными отходами или другим содержимым могут быть прикреплены друг к другу намертво. В некоторых вариантах осуществления наполнительный канал 540 и пробка 550 наполнительного канала могут быть прикреплены друг к другу механически. В некоторых вариантах осуществления наполнительный канал 540 может быть приплавлен к пробке 550 наполнительного канала. В некоторых вариантах осуществления наполнительный канал 540 и пробка 550 наполнительного канала могут быть прикреплены друг к другу посредством пайки или высокотемпературной пайки. В некоторых вариантах осуществления наполнительный канал 540 и пробка 550 наполнительного канала могут быть приварены друг к другу вдоль стыка 546, например, с помощью орбитального сварочного аппарата. В других вариантах осуществления встык 546 может быть введен клей или цемент, чтобы загерметизировать наполнительный канал 540 и 550 пробку наполнительного канала.
В некоторых вариантах осуществления контейнер 500 включает в себя выпускной канал 560, имеющий внешнюю поверхность 567, внутреннюю поверхность 568, ограничивающую проход, соединяющийся с внутренним объемом 516. В некоторых вариантах осуществления выпускной канал 560 выполнен так, чтобы допускать движение воздуха или другого газа из внутреннего объема 516. В некоторых вариантах осуществления выпускной канал 560 выполнен так, чтобы соединяться с выпускным патрубком, как будет дополнительно описано ниже, для откачки воздуха или другого газа из внутреннего объема 516. В некоторых вариантах осуществления выпускной патрубок соединен с вентиляционной или вакуумной системой, способной откачивать воздух или другой газ из внутреннего объема 516 через выпускной канал 560.
Выпускной канал 560 может выступать из крышки 520, как показано в примере осуществления на фиг.5А и 6А. В некоторых вариантах осуществления выпускной канал 560 может быть выполнен как единое целое с крышкой 520. В других вариантах осуществления выпускной канал 560 выполняют отдельно от крышки 520 и прикрепляют к ней, например, с помощью сварки пайки, высокотемпературной пайки и т.п. В некоторых вариантах осуществления выпускной канал 560 выполнен из металла или металлического сплава, и может быть выполнен из того же материала, что и корпус 510 и/или крышка 520.
В частности, обращаясь к фиг.6А, выпускной канал 560, в общем, имеет трубчатую конфигурацию с внутренней поверхностью 568, проходящей от первого конца 562 до второго конца 563. В соответствии с некоторыми вариантами осуществления выпускной канал 560 выступает от крышки 520 вдоль своей оси 561, по существу, параллельной центральной продольной оси 511. В некоторых вариантах осуществления ось 561 лежит в одной плоскости с центральной продольной осью 511 и осью 541 наполнительного канала 540. В некоторых вариантах осуществления внутренняя поверхность 568 расположена радиально вокруг оси 561. В некоторых вариантах осуществления первый конец 562 выпускного канала 560 ограничивает отверстие в крышке 520 и имеет внутренний диаметр De1. В некоторых вариантах осуществления второй конец 563 выпускного канала 560 имеет внутренний диаметр De2, который может отличаться от диаметра De1. В некоторых вариантах осуществления De2 больше, чем диаметр De1. В некоторых вариантах осуществления выпускной канал 560 может дополнительно включать в себя один или несколько промежуточных участков, расположенных между первым концом 562 и вторым концом 563, ограничивая внутренние диаметры, отличные от De1 и De2. В примере осуществления, показанном на фиг.6А, выпускной канал 562 включает в себя промежуточные участки 564 и 656, которые имеют диаметры De3 и De4 соответственно и выполнены так, что D1e1
В соответствии с некоторыми вариантами осуществления изобретения выпускной канал 560 оборудован фильтром 590. В некоторых вариантах осуществления фильтр 590 имеет такие размеры, чтобы перекрывать канал, ограниченный выпускным каналом 560. В некоторых вариантах осуществления фильтр 590 расположен в выпускном канале 560 у первого конца 562 или около него и имеет диаметр, по существу, равный De1. В некоторых вариантах осуществления фильтр 590 плотно примыкает к внутренней поверхности 568 выпускного канала 560. В некоторых вариантах осуществления фильтр 590 прикреплен к внутренней поверхности 568 выпускного канала 590, например, с помощью сварки пайки, высокотемпературной пайки и т.п. В одном варианте осуществления фильтр 590 представляет собой высокоэффективный воздушный фильтр (НЕРА фильтр). В некоторых вариантах осуществления фильтр 590 представляет собой однослойный материал. В некоторых вариантах осуществления фильтр 590 представляет собой многослойный материал. В некоторых вариантах осуществления фильтр 590 выполнен из металлокерамического материала. В некоторых вариантах осуществления фильтр 590 выполнен из металла или металлического сплава, например, из нержавеющей стали, меди, алюминия, железа, титана, тантала, никеля или их сплавов. В некоторых вариантах осуществления фильтр 590 выполнен из керамики, например, оксида алюминия (Аl2О3) и оксида циркония (ZrO2). В некоторых вариантах осуществления фильтр 590 включает в себя углерод или соединение углерода, например, графит. В некоторых вариантах осуществления материал фильтра 590 выбирают так, чтобы при нагреве фильтр уплотнялся в твердый и непроницаемый материал. В некоторых вариантах осуществления материал фильтра 590 выбирают так, чтобы при первом значении температуры фильтр 590 был проницаемым для воздуха и/или газа, но предотвращал прохождение частиц, и чтобы при втором значении температуры фильтр 590 уплотнялся в непроницаемый материал, причем второе значение температуры больше первого значения температуры.
В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение частиц, имеющих заданные размеры, через выпускной канал 560, позволяя при этом проходить воздуху или другому газу. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 100 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 75 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 50 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 25 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 20 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 15 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 12 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 10 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 8 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 5 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 1 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 0,5 мкм. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы предотвращать прохождение через выпускной канал 560 частиц, имеющих размеры более 0,3 мкм.
В некоторых вариантах осуществления контейнер 500 дополнительно включает в себя пробку 570 выпускного канала, выполненную так, чтобы соединяться с выпускным каналом 560. В некоторых вариантах осуществления пробка 570 выпускного канала выполнена так и имеет такие размеры, чтобы, по меньшей мере, частично входить в выпускной канал 560, как, в целом, показано на фиг.6А. В некоторых вариантах осуществления пробка 570 выпускного канала, когда она соединена с выпускным каналом 560, расположена радиально вокруг оси 561. В некоторых вариантах осуществления пробка 570 выпускного канала выполнена так, чтобы позволять воздуху и/или другому газу проходить через выпускной канал 560 во время наполнения, и чтобы перекрывать выпускной канал 560 в закрытой конфигурации, чтобы предотвратить прохождение воздуха и/или другого газа через выпускной канал 560.
В некоторых вариантах осуществления пробка 570 выпускного канала включает в себя участок, имеющий диаметр, по существу, равный или немного меньший, чем внутренний диаметр выпускного канала 560. В некоторых вариантах осуществления пробка 570 выпускного канала включает в себя первый участок 572, имеющий диаметр, по существу, равный или немного меньший, чем De1. В некоторых вариантах осуществления пробка 570 выпускного канала дополнительно или в качестве альтернативы включает в себя второй участок 573, имеющий диаметр, по существу, равный De2. В некоторых вариантах осуществления пробка 570 выпускного канала дополнительно или в качестве альтернативы включает в себя промежуточные участки 574 и 575, имеющие диаметры, по существу, равные или чуть меньшие, чем De3 и De4 соответственно.
В некоторых вариантах осуществления пробка 570 выпускного канала создает стык 566, когда она соединена с выпускным каналом 560. В некоторых вариантах осуществления стык 566 образуется на области контакта между пробкой 570 выпускного канала и вторым концом 563 выпускного канала 560. В некоторых вариантах осуществления стык 566 расположен между внешней поверхностью 571 пробки 570 выпускного канала и внешней поверхностью 567 выпускного канала 560. В некоторых вариантах осуществления внешняя поверхность 571 пробки 570 выпускного канала, по существу, выровнена с внешней поверхностью 567 выпускного канала 560 в окрестности стыка 566. В соответствии с некоторыми вариантами осуществления, стык 566 проходит по окружности вокруг участка пробки 570 выпускного канала.
В соответствии с некоторыми вариантами осуществления пробка 570 выпускного канала выполнена так, чтобы, по меньшей мере, частично входить в выпускной канал 560 в конфигурации наполнения, так что воздух и/или другой газ может выходить из внутреннего объема 516 контейнера 500 через фильтр 590 и через выпускной канал 560 между внутренней поверхностью 568 выпускного канала 560 и пробкой 570 выпускного канала. В некоторых вариантах осуществления пробка 570 и выпускной канал 560 соединены в конфигурации наполнения, так что между пробкой 570 выпускного канала и выпускным каналом 560 остается стык 582, достаточного размера, чтобы позволить воздуху и/или другому газу проходить через него, чтобы обеспечить канал для воздуха и/или другого газа, выкачиваемого из внутреннего объема 516. В некоторых вариантах осуществления стык 582 проходит по окружности вокруг, по меньшей мере, части пробки 570 выпускного канала. В некоторых вариантах осуществления воздух и/или другой газ может проходить через стык 582 и через стык 566 при заполнении. В некоторых вариантах осуществления пробка 570 выпускного канала и выпускной канал 560 соединены в конфигурации наполнения так, что между пробкой 570 выпускного канала и фильтром 590 остается пространство 581. При его наличии, пространство 581 должно быть достаточно протяженным вдоль осевого направлении (т.е. вдоль оси 561), чтобы позволить воздуху и/или другому газу проходить через фильтр 590.
В некоторых вариантах осуществления контейнер 500 дополнительно выполнен так, чтобы переходить из конфигурации наполнения в закрытую конфигурацию, причем пробку 570 выпускного канала соединяют с выпускным каналом 560, так что воздух и/или другой газ не может пройти через выпускной канал 560. В некоторых вариантах осуществления в закрытой конфигурации выпускной канал 560 герметично закрывают пробкой 570 выпускного канала. В некоторых вариантах осуществления в закрытой конфигурации допускают сохранение вакуума во внутреннем объеме 516. В некоторых вариантах осуществления в закрытой конфигурации пробка 570 выпускного канала, по меньшей мере, частично входит в выпускной канал 560, чтобы перекрыть и загерметизировать канал, ограниченный выпускным каналом 560, чтобы не допустить прохода вещества через него.
В некоторых вариантах осуществления между выпускным каналом 560 и пробкой 570 выпускного канала выполнена уплотнительная прокладка 580. В некоторых вариантах осуществления в закрытой конфигурации уплотнительная прокладка 580 усиливает герметизацию выпускного канала 560 пробкой 570 выпускного канала. В некоторых вариантах осуществления уплотнительная прокладка 580 окружает, по меньшей мере, часть пробки 570 выпускного канала. В варианте осуществления, изображенном на фиг.6А, показано, что уплотнительная прокладка 580 окружает участок 575 пробки 570 выпускного канала и расположена между вторым участком 573 пробки 570 выпускного канала и промежуточным участком 565 пробки 570 выпускного канала и выполнена так, чтобы примыкать к ним. В некоторых вариантах осуществления уплотнительная прокладка 580 может быть выполнена из металла или металлического сплава, например, из нержавеющей стали, меди, алюминия, железа, титана, тантала, никеля или их сплавов. В некоторых вариантах осуществления уплотнительная прокладка 580 выполнена из керамики, например, оксида алюминия (Аl2О3) и оксида циркония (ZrO2). В некоторых вариантах осуществления уплотнительная прокладка 580 включает в себя углерод или соединение углерода, например, графит.
В некоторых вариантах осуществления пробка 570 выпускного канала соединяется с выпускным каналом 560 по резьбе. В соответствии с некоторыми из этих вариантов осуществления, по меньшей мере, часть внутренней поверхности 568 выполнена с внутренней резьбой, которая выполнена так, чтобы зацепляться с внешней резьбой, выполненной, по меньшей мере, на части пробки 570 выпускного канала, так что, например, пробку 570 выпускного канала можно ввинтить в выпускной канал 560. В некоторых вариантах осуществления на одном или нескольких участках 572, 573, 574 и 575 может быть выполнена внешняя резьба, которая входит в контакт с внутренней резьбой, выполненной на внутренней поверхности 568 выпускного канала 560. В некоторых вариантах осуществления конфигурация наполнения включает в себя частичное сцепление внешней резьбы пробки 570 выпускного канала с внутренней резьбой выпускного канала 560 (напр., частично ввинченная в выпускной канала 560 пробка 570 выпускного канала), а закрытая конфигурация включает в себя полное сцепление внешней резьбы пробки 570 выпускного канала с внутренней резьбой выпускного канала 560 (напр., полностью ввинченная в выпускной канала 560 пробка 570 выпускного канала).
В некоторых вариантах осуществления выпускной канал 560 и пробка 570 выпускного канала могут быть прикреплены друг к другу намертво. В некоторых вариантах осуществления выпускной канал 560 и пробка 570 выпускного канала могут быть прикреплены друг к другу механически. В некоторых вариантах осуществления выпускной канал 560 может быть приплавлен к пробке 570 выпускного канала. В некоторых вариантах осуществления выпускной канал 560 и пробка 570 выпускного канала могут быть прикреплены друг к другу посредством пайки или высокотемпературной пайки. В некоторых вариантах осуществления выпускной канал 560 и пробка 570 выпускного канала могут быть приварены друг к другу вдоль стыка 566, например, с помощью орбитального сварочного аппарата. В таких вариантах осуществления сварной шов располагают между выпускным каналом 560 и пробкой 570 выпускного канала вдали от уплотнительной прокладки 580, чтобы не повредить герметичное уплотнение, сдерживающее атмосферу в контейнере 500. В других вариантах осуществления в стык 566 может быть введен клей или цемент, чтобы загерметизировать выпускной канал 560 и пробку 570 выпускного канала.
Со ссылкой на фиг.5А и 6А, в некоторых вариантах осуществления контейнер 500 включает в себя подъемный элемент 530, выполненный так, чтобы зацепляться за транспортировочное устройство для подъема и/или транспортировки контейнера 500. Подъемный элемент 530 в соответствии с некоторыми вариантами осуществления надежно прикреплен к внешней поверхности 526 крышки 520 и выступает от нее. В некоторых вариантах осуществления подъемный элемент 530 расположен в центре на внешней поверхности 526 крышки 520. В некоторых вариантах осуществления подъемный элемент 530 выполнен как единое целое с крышкой 520. В других вариантах осуществления подъемный элемент 530 выполняют отдельно от крышки 520 и прикрепляют к ней, например, с помощью сварки пайки, высокотемпературной пайки и т.п. В некоторых вариантах осуществления подъемный элемент 530 выполнен из металла или металлического сплава, и может быть выполнен из того же материала, что и корпус 510 и/или крышка 520.
В показанном примере осуществления подъемный элемент 530 включает в себя, в целом, цилиндрический выступ 532, выступающий от крышки 520, по существу, коаксиально центральной продольной оси 511. В некоторых вариантах осуществления подъемный элемент 530 является, по существу, радиально симметричным относительно продольной оси 511. В некоторых вариантах осуществления подъемный элемент 530 расположен на крышке 520 между наполнительным каналом 540 и выпускным каналом 560. В некоторых вариантах осуществления подъемный элемент 530 включает в себя паз 533, который проходит, по меньшей мере, частично по периметру выступа 532. В некоторых вариантах осуществления подъемный элемент 530 включает в себя кромку 534, которая частично ограничивает паз 533.
На фиг.5В и 6В показан другой вариант осуществления контейнера, в целом, обозначенного ссылочной позицией 600, предназначенного для удержания и хранения ядерных отходов или другого содержимого в соответствии с примером осуществления настоящего изобретения. В некоторых вариантах осуществления контейнер 600 особенно полезен при горячем изостатическом прессовании отходов. В некоторых вариантах осуществления корпус 610 выполнен из материала, способного удерживать вакуум внутри корпуса 600.
В соответствии с некоторыми вариантами осуществления, контейнер 600, в целом, содержит корпус 610, крышку 620 и наполнительный канал 640. В некоторых вариантах осуществления контейнер 600 также включает в себя пробку 650 наполнительного канала, выполненную так, чтобы соединяться с наполнительным каналом 640.
Корпус 610 имеет центральную продольную ось 611 и ограничивает внутренний объем 616 для ядерных отходов или других материалов в соответствии с отдельными вариантами осуществления изобретения. В некоторых вариантах осуществления во внутреннем объеме 616 может быть создан вакуум. В некоторых вариантах осуществления корпус 610 имеет цилиндрическую или, в целом, цилиндрическую конфигурацию с закрытым нижним концом 615. В некоторых вариантах осуществления корпус 610 является, по существу, радиально симметричным относительно продольной оси 611. В некоторых вариантах осуществления корпус 610 может быть выполнен так, чтобы иметь форму контейнеров, описанных в патенте США №5248453, который полностью включен в этот документ посредством ссылки. В некоторых вариантах осуществления корпус 610 выполнен аналогично корпусу 110 контейнера 100, показанного на фиг.1. Обращаясь к фиг.5В, в некоторых вариантах осуществления корпус 610 имеет одну или несколько секций 612 первого диаметра, чередующихся вдоль продольной оси 611 с одной или несколькими секциями 614, имеющими меньший второй диаметр. Корпус 610 может иметь конфигурацию и размеры, аналогичные тем, что были описаны для корпуса 510.
Корпус 610 может быть выполнен из любого подходящего материала, известного в области техники как пригодный для горячего изостатического прессования ядерных отходов. В некоторых вариантах осуществления корпус 610 выполнен из материала, стойкого к коррозии. В некоторых вариантах осуществления корпус 610 выполнен из металла или металлического сплава, например, из нержавеющей стали, меди, алюминия, никеля, титана или их сплавов.
В некоторых вариантах осуществления контейнер 600 включает в себя крышку 620, расположенную напротив закрытого нижнего конца 615. В некоторых вариантах осуществления крышка 620 выполнена как единое целое с корпусом 610. В других вариантах осуществления крышку 620 выполняют отдельно от корпуса 610 и прикрепляют к нему посредством сварки, пайки, высокотемпературной пайки, наплавки или посредством другой известной в области техники технологии для получения герметичной запайки по окружности вокруг крышки 620. В некоторых вариантах осуществления крышка 620 намертво присоединена к корпусу 610. Со ссылкой на фиг.6А, крышка 620 включает в себя внутреннюю поверхность 624, направленную в сторону внутреннего объема 616, и внешнюю поверхность 626, расположенную напротив внутренней поверхности 624. В некоторых вариантах осуществления центральная продольная ось 611, по существу, перпендикулярна внутренней поверхности 624 и внешней поверхности 626. В некоторых вариантах осуществления центральная продольная ось 611 проходит через центральную точку внутренней поверхности 624 и внешней поверхности 626. В некоторых вариантах осуществления контейнер 600 дополнительно включает в себя кромку 622, окружающую внешнюю поверхность 626.
В некоторых вариантах осуществления контейнер 600 дополнительно включает в себя наполнительный канал 640, имеющий внешнюю поверхность 647, ступенчатую внутреннюю поверхность 647 и нижнюю внутреннюю поверхность 648, ограничивающую проход, соединяющийся с внутренним объемом 616, и выполненный для соединения с наполнительным патрубком. В некоторых вариантах осуществления ядерные отходы, которые должны содержаться в контейнере 600, перемещают во внутренний объем 616 через наполнительный канал 640 посредством наполнительного патрубка. В некоторых вариантах осуществления наполнительный канал 640 выполнен так, чтобы, по меньшей мере, частично принимать в себя наполнительный патрубок. В некоторых вариантах осуществления ступенчатая внутренняя поверхность 647 и/или нижняя внутренняя поверхность 648 наполнительного канала 640 выполнены так, чтобы образовывать герметичное уплотнение с наполнительным патрубком, чтобы предотвратить выход ядерных отходов из внутреннего объема 616 между внутренней поверхностью 648 и нижней внутренней поверхностью 648 наполнительного канала 640 и наполнительным патрубком во время наполнения контейнера 600.
Наполнительный канал 640 может выступать из крышки 620, как показано в примере осуществления на фиг.5В и 6В. В некоторых вариантах осуществления наполнительный канал 640 может быть выполнен как единое целое с крышкой 620. В других вариантах осуществления наполнительный канал 640 выполняют отдельно от крышки 620 и прикрепляют к ней, например, с помощью сварки. В некоторых вариантах осуществления наполнительный канал 640 выполнен из металла или металлического сплава, и может быть выполнен из того же материала, что и корпус 610 и/или крышка 620.
В частности, со ссылкой на фиг.6В, наполнительный канал 640, в общем, имеет ступенчатую трубчатую конфигурацию со ступенчатой внутренней поверхностью 647 и нижней внутренней поверхностью 648, проходящими от первого конца 642 до второго конца 643. В соответствии с некоторыми вариантами осуществления, наполнительный канал 640 выступает от крышки 620 вдоль своей оси 641, по существу, параллельной центральной продольной оси 611. В некоторых вариантах осуществления ступенчатая внутренняя поверхность 647 расположена радиально вокруг оси 641. В некоторых вариантах осуществления нижняя внутренняя поверхность 648 расположена радиально вокруг оси 641. В некоторых вариантах осуществления первый конец 642 наполнительного канала 640 ограничивает отверстие в крышке 620 и имеет внутренний диаметр Dg1. В некоторых вариантах осуществления второй конец 643 наполнительного канала 640 имеет внутренний диаметр Dg2, который может отличаться от диаметра Dg1. В некоторых вариантах осуществления Dg2 больше, чем диаметр Dg1.
В некоторых вариантах осуществления на наполнительном канале 640 выполнена кромка 634, по меньшей мере, частично ограничивающая паз 633. В некоторых вариантах осуществления наполнительный канал 640 и паз 633 проходит по периметру вокруг наполнительного канала 640. В некоторых вариантах осуществления наполнительный кромка 634 и паз 633 радиально симметричны относительно оси 641. В некоторых вариантах осуществления кромка 634 и/или паз 633 выполнены так, чтобы зацепляться за транспортировочное устройство для подъема и/или транспортировки контейнера 600.
В некоторых вариантах осуществления контейнер 600 дополнительно включает в себя пробку 650 наполнительного канала, выполненную так, чтобы соединяться с наполнительным каналом 640. В некоторых вариантах осуществления пробка 650 наполнительного канала выполнена так и имеет такие размеры, чтобы, по меньшей мере, частично входить в наполнительный канал 640, как, в целом, показано на фиг.6А. В некоторых вариантах осуществления пробка 650 наполнительного канала, когда она соединена с наполнительным каналом 640, расположена радиально вокруг оси 641. В некоторых вариантах осуществления пробка 650 наполнительного канала выполнена так, чтобы перекрывать и герметизировать наполнительный канал 640 для предотвращения выхода вещества из внутреннего объема 616 через наполнительный канал 640. В некоторых вариантах осуществления пробка 650 наполнительного канала соединяется с наполнительным каналом 640 по резьбе.
В некоторых вариантах осуществления пробка 650 наполнительного канала выполнена так, чтобы примыкать к внутренней поверхности 647, когда она соединена с наполнительным каналом 640. В некоторых вариантах осуществления пробка 650 наполнительного канала включает в себя первый участок 673, имеющий диаметр, по существу, равный Dg2. В некоторых вариантах осуществления пробка 650 наполнительного канала дополнительно или в качестве альтернативы включает в себя второй участок 675, имеющий диаметр, по существу, равный Dg3. В некоторых вариантах осуществления пробка 650 наполнительного канала дополнительно или в качестве альтернативы включает в себя третий участок 674, имеющий диаметр, по существу, равный Dg4. В некоторых вариантах осуществления первый участок 673 выполнен так, чтобы, когда пробка 650 наполнительного канала соединена с наполнительным каналом 640, примыкать к поверхности 649.
В некоторых вариантах осуществления пробка 650 наполнительного канала создает стык 646, когда она соединена с наполнительным каналом 640. В некоторых вариантах осуществления стык 646 образуют на области контакта между пробкой 650 наполнительного канала и поверхностью 645 второго конца 643 наполнительного канала 640. В некоторых вариантах осуществления стык 646 расположен между внешней поверхностью пробки 650 наполнительного канала и внешней поверхностью наполнительного канала 640. В некоторых вариантах осуществления внешняя поверхность пробки 650 наполнительного канала, по существу, выровнена с внешней поверхностью наполнительного канала 640 в окрестности стыка 646. В соответствии с некоторыми вариантами осуществления, стык 646 проходит по окружности вокруг участка пробки 650 наполнительного канала.
В соответствии с некоторыми вариантами осуществления, наполнительный канал 640 и пробка 650 наполнительного канала могут быть скреплены любым известным в области техники способом. В некоторых вариантах осуществления пробка 650 наполнительного канала соединяется с наполнительным каналом 640 по резьбе. В соответствии с некоторыми из этих вариантов осуществления, по меньшей мере, часть внутренней поверхности 648 выполнена с внутренней резьбой, которая выполнена так, чтобы зацепляться с внешней резьбой, выполненной, по меньшей мере, на части пробки 650 наполнительного канала, так что, например, пробку 650 наполнительного канала можно ввинтить в наполнительный канал 640. В некоторых вариантах осуществления на одном или нескольких участках 652 и 653 может быть выполнена внешняя резьба, которая входит в контакт с внутренней резьбой, выполненной на внутренней поверхности 648 наполнительного канала 640. В других вариантах осуществления наполнительный канал 640 и пробка наполнительного канала могут быть соединены посредством посадки с натягом или фрикционной посадки.
В некоторых вариантах осуществления между наполнительным каналом 640 и пробкой 650 наполнительного канала выполнена уплотнительная прокладка 680. В некоторых вариантах осуществления в закрытой конфигурации уплотнительная прокладка 680 усиливает герметизацию наполнительного канала 640 пробкой 650 наполнительного канала. В некоторых вариантах осуществления уплотнительная прокладка 680 окружает, по меньшей мере, часть пробки 650 наполнительного канала. В варианте осуществления, показанном на фиг.6В, показано, что уплотнительная прокладка 680 окружает участок 675 пробки 650 наполнительного канала и расположена между участком 673 пробки 650 наполнительного канала и наполнительным каналом 640 и выполнена так, чтобы примыкать к ним. В некоторых вариантах осуществления уплотнительная прокладка 680 может быть выполнена из металла или металлического сплава, например, из нержавеющей стали, меди, алюминия, железа, титана, тантала, никеля или их сплавов. В некоторых вариантах осуществления уплотнительная прокладка 680 выполнена из керамики, например, оксида алюминия (Аl2О3) и оксида циркония (ZrO2). В некоторых вариантах осуществления уплотнительная прокладка 680 включает в себя углерод или соединение углерода, например, графит.
В некоторых вариантах осуществления наполнительный канал 640 и пробка 650 наполнительного канала после заполнения контейнера 600 ядерными отходами или другим содержимым могут быть прикреплены друг к другу намертво. В некоторых вариантах осуществления наполнительный канал 640 и пробка 650 наполнительного канала могут быть прикреплены друг к другу механически. В некоторых вариантах осуществления наполнительный канал 640 может быть приплавлен к пробке 650 наполнительного канала. В некоторых вариантах осуществления наполнительный канал 640 и пробка 650 наполнительного канала могут быть прикреплены друг к другу посредством пайки или высокотемпературной пайки. В некоторых вариантах осуществления наполнительный канал 640 и пробка 650 наполнительного канала выполнены так, чтобы обеспечивать герметичное уплотнение. В некоторых вариантах осуществления наполнительный канал 640 и пробка 650 наполнительного канала могут быть приварены друг к другу вдоль стыка 646, например, с помощью орбитального сварочного аппарата. В таких вариантах осуществления сварной шов располагают между наполнительным каналом 650 и пробкой 640 наполнительного канала вдали от уплотнительной прокладки 680, чтобы не повредить герметичное уплотнение, сдерживающее атмосферу в контейнере 600. В других вариантах осуществления встык 646 может быть введен клей или цемент, чтобы загерметизировать наполнительный канал 640 и 650 пробку наполнительного канала.
В соответствии с некоторыми вариантами осуществления изобретения пробка 650 наполнительного канала оборудована фильтром 690. В некоторых вариантах осуществления фильтр 690 имеет такие размеры, чтобы перекрывать круглый конечный участок 670 наполнительного канала 640. В некоторых вариантах осуществления фильтр 690 плотно примыкает к круглому концевому участку 670 пробки 650 наполнительного канала. В некоторых вариантах осуществления фильтр 690 прикреплен к круглому концевому участку 670 пробки 650 наполнительного канала, например, с помощью сварки пайки, высокотемпературной пайки и т.п. В некоторых вариантах осуществления фильтр 690 прикреплен к пробке 650 наполнительного канала с помощью механического крепежа 695, такого как винт, гвоздь, болт, скоба и т.п. В одном варианте осуществления фильтр 690 представляет собой высокоэффективный воздушный фильтр (НЕРА фильтр). В некоторых вариантах осуществления фильтр 690 представляет собой однослойный материал. В некоторых вариантах осуществления фильтр 690 представляет собой многослойный материал. В некоторых вариантах осуществления фильтр 690 выполнен из металлокерамического материала. В некоторых вариантах осуществления фильтр 690 выполнен из металла или металлического сплава, например, из нержавеющей стали, меди, алюминия, железа, титана, тантала, никеля или их сплавов. В некоторых вариантах осуществления фильтр 690 выполнен из керамики, например, оксида алюминия (Аl2О3), алюминосиликатов (напр., Аl2SO5) и оксида циркония (ZrO2). В некоторых вариантах осуществления фильтр 690 включает в себя углерод или соединение углерода, например, графит. В некоторых вариантах осуществления материал фильтра 690 выбирают так, чтобы при нагреве фильтр уплотнялся в твердый и непроницаемый материал, в некоторых вариантах осуществления материал фильтра 690 выбирают так, чтобы при первом значении температуры фильтр 690 был проницаемым для воздуха и/или газа, но предотвращал прохождение частиц, и чтобы при втором значении температуры фильтр 690 уплотнялся в непроницаемый материал, причем второе значение температуры больше первого значения температуры.
В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение частиц, имеющих заданные размеры, через наполнительный канал 640, позволяя при этом проходить воздуху или другому газу, когда пробка 650 наполнительного канала присоединена к наполнительному каналу 640. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 100 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 75 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 50 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 25 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 20 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 15 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 12 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 10 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 8 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 5 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 1 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 0,5 мкм. В некоторых вариантах осуществления фильтр 690 выполнен так, чтобы предотвращать прохождение через наполнительный канал 640 частиц, имеющих размеры более 0,3 мкм.
В соответствии с некоторыми вариантами осуществления пробка 650 наполнительного канала выполнена так, чтобы, по меньшей мере, частично входить в наполнительный канал 640 в конфигурации наполнения, так что воздух и/или другой газ может выходить из внутреннего объема 616 контейнера 600 через фильтр 690 и между ступенчатой внутренней поверхностью 647 наполнительного канала 640 и пробкой 650 наполнительного канала. В некоторых вариантах осуществления пробка 650 наполнительного канала и наполнительный канал 640 соединены в конфигурации наполнения, так что остается стык (не показан), достаточного размера, чтобы обеспечить канал для воздуха и/или другого газа, выкачиваемого из внутреннего объема 616. В некоторых вариантах осуществления стык проходит по окружности вокруг, по меньшей мере, части пробки 650 наполнительного канала. В некоторых вариантах осуществления воздух и/или другой газ может проходить через зазор и через стык 646 в конфигурации наполнения.
В действии, в соответствии с некоторыми вариантами осуществления, внутренний объем контейнера 216 наполняют материалом, присоединяя наполнительный канал 540 к наполнительному патрубку 260, причем перед наполнением в контейнере 216 создают отрицательное давление, либо во время процесса наполнения в контейнере 216 одновременно создают вакуум. В некоторых вариантах осуществления пробка 540 наполнительного канала выполнена так, чтобы плотно прилегать к наполнительному патрубку 260 для предотвращения выхода вещества из контейнера 216 между наполнительным каналом 540 и наполнительным патрубком 260. В некоторых вариантах осуществления наполнение контейнера 216 продолжается, пока в контейнер 216 не будет добавлено желаемое количество материала. В некоторых вариантах осуществления в контейнер 216 добавляют заданный объем материала. В некоторых вариантах осуществления в контейнер 216 добавляют заданный вес материала.
Со ссылкой на фиг.6А, в соответствии с некоторыми вариантами осуществления, материал, который необходимо хранить (напр., ядерные отходы или кальцинированный материал), добавляют во внутренний объем 516 контейнера 500 посредством наполнительного патрубка 260, присоединенного к наполнительному каналу 540. В некоторых вариантах осуществления пробка 540 наполнительного канала выполнена так, чтобы плотно прилегать к наполнительному патрубку 260 для предотвращения выхода вещества из контейнера 500 между наполнительным каналом 540 и наполнительным патрубком 260. В некоторых вариантах осуществления по мере того, как наполняется контейнер 516, воздух и/или другой газ, содержащийся во внутреннем объеме 516, откачивают из контейнера 500 через выпускной канал 560, оборудованный фильтром 590.
В некоторых вариантах осуществления фильтр 590 предотвращает выход всех или, по меньшей мере, большей части негазообразных веществ из контейнера 500 через выпускной канал 560 по мере откачивания воздуха и/или другого газа из внутреннего объема 516. В некоторых вариантах осуществления фильтр 590 выполнен так, чтобы во время наполнения отходами и откачивания воздуха и/или другого газа предотвращать выход частиц, имеющих диаметр, по меньшей мере, 10 мкм, из внутреннего объема 516 через выпускной канал 560. В некоторых вариантах осуществления откачивание воздуха и/или другого газа может быть упрощено путем соединения выпускного канала 560 с выпускным патрубком 300. Выпускной патрубок 300 может быть соединен с линией или системой откачки (напр., с вакуумной установкой). В некоторых вариантах осуществления линия откачки функционирует при уровнях вакуума примерно от 25 до 50 мторр.
После наполнения контейнера 500 желаемым количеством материала наполнительный патрубок 260 заменяют пробкой 550 наполнительного канала, чтобы перекрыть и загерметизировать наполнительный канал 540. В некоторых вариантах осуществления наполнительный канал 540 герметично запечатывают пробкой 550 наполнительного канала. В некоторых вариантах осуществления пробку 550 наполнительного канала приваривают к наполнительному каналу 540. В некоторых вариантах осуществления для приваривания пробки 550 наполнительного канала к наполнительному каналу 540 используют орбитальный сварочный аппарат 242.
В некоторых вариантах осуществления выпускной канал 560 может быть оборудован пробкой 570 выпускного канала. Как было описано ранее, пробка 570 выпускного канала может быть соединена с выпускным каналом 560 по резьбе в первой открытой конфигурации, чтобы позволить воздуху и/или другому газу пройти через фильтр 590 и между пробкой 570 выпускного канала и выпускным каналом 560, и во второй закрытой конфигурации, чтобы герметично запечатать и перекрыть выпускной канал 560. В некоторых вариантах осуществления после завершения наполнения выпускной канал 560 перекрывают пробкой 570 наполнительного канала. В некоторых вариантах осуществления пока выпускной патрубок 300 присоединен к выпускному каналу 560, выпускной канал 560 перекрыт.
Со ссылкой на фиг.6В, в контейнере 600 создают вакуум, соединяя наполнительный канал 640 с линией или системой откачки (напр., с вакуумной установкой). Затем, во внутренний объем 616 контейнера 600 через наполнительный патрубок 260, присоединенный к наполнительному каналу 640, добавляют материал. В некоторых вариантах осуществления пробка 640 наполнительного канала выполнена так, чтобы плотно прилегать к наполнительному патрубку 260 для предотвращения выхода вещества из контейнера 600 между наполнительным каналом 640 и наполнительным патрубком 260. В некоторых вариантах осуществления перед наполнением в контейнере 600 создают вакуум до давления, составляющего примерно от 750 мторр до 1000 мторр.
В соответствии с некоторыми вариантами осуществления после наполнения контейнера 600 желаемым количеством материала наполнительный патрубок 260 заменяют пробкой 650 наполнительного канала, чтобы перекрыть и загерметизировать наполнительный канал 640. В некоторых вариантах осуществления после наполнения в контейнере 600 восстанавливают атмосферное давление (напр., давление в первой камере 217).
На фиг.8-11 показан пример наполнительной системы 299, предназначенной для перемещения опасных отходов в контейнер 216 в соответствии с различными вариантами осуществления настоящего изобретения. В соответствии с некоторыми вариантами осуществления настоящего изобретения, наполнительная система 299 сконструирована так, чтобы предотвращать загрязнение оборудования и внешней части контейнера и устранять вторичные отходы. Конструктивные признаки включают в себя структуру контейнера, позволяющую наполнять контейнер при вакууме; систему проверки веса и/или систему проверки объема; и структуру наполнительного патрубка, но не ограничены этим. Как показано на фиг.8-10, в некоторых вариантах осуществления система 299 для перемещения опасных отходов в герметизируемый контейнер 216 включает в себя наполнительный патрубок 260, по меньшей мере, одну воронку 214, пневматический цилиндр 285, уплотнение 284, вибратор 281, подъемный механизм 282, амортизатор 283, первые весы 277, вторые весы 278 и процессор 280.
Система, представленная на фиг.8-11, может быть использована с контейнером, имеющим единственный канал, такой как контейнер 600, или с контейнером, имеющим два канала, таким как контейнер 500, как было описано выше. На фиг.8 показан наполнительный патрубок 260 для примера контейнера 216, имеющего единственный канал 291. На фиг.9 показан наполнительный патрубок 260 для примера контейнера 216, имеющего два канала, наполнительный канал 292 и выпускной канал 293. В некоторых вариантах осуществления наполнительный канал 292 и выпускной канал 293 могут иметь конфигурацию наполнительного канала 540 и выпускного канала 560 контейнера 500, показанного на фиг.5А и 6А. В одном варианте осуществления выпускной канал 293 включает в себя фильтр 350. В некоторых вариантах осуществления фильтр 350 предотвращает выход частиц опасных из контейнера. Примеры материалов, из которых выполняют фильтр, обсуждались выше. В некоторых вариантах осуществления фильтр 350 имеет конфигурацию фильтра 590, как описано выше. В некоторых вариантах осуществления осуществляют перемещение опасных отходов, чтобы предотвратить превышение давления в контейнере 216. В некоторых вариантах осуществления в контейнере 216, по меньшей мере, сначала создают отрицательное давление до того, как начнется перемещение опасных отходов. В некоторых вариантах осуществления в контейнере 216 создают отрицательное давление одновременно с перемещением опасных отходов. В других вариантах осуществления в контейнере 216 сначала создают отрицательное давления до начала процесса наполнения, и периодически создают отрицательное давление при перемещении опасных отходов. В другом варианте осуществления наполнительный канал 292 контейнера 216 выполнен так, чтобы его герметично перекрывали после отсоединения корпуса 261 клапана от наполнительного канала 292.
В некоторых вариантах осуществления контейнер 216 наполняют при температуре примерно от 25°С до 35°С. В других вариантах осуществления контейнер 216 наполняют при температуре до 100°С.
Со ссылкой на фиг.2 и 11, в одном варианте осуществления в загрузочный смеситель 212 из загрузочной воронки 210 подают добавку. В одном таком варианте осуществления количество добавки отмеряют с использованием винта подачи добавки. Приводят в действие загрузочный смеситель 212, чтобы смешать кальцинированный материал с добавкой. В одном варианте осуществления загрузочный смеситель 212 представляет собой механический лопастной смеситель, причем приводы двигателя находятся за пределами камеры. Ссылаясь на фиг.8, в одном варианте осуществления поворотная воздушная разделительная камера или шаровой клапан 298, расположенный между загрузочным смесителем 212 и воронкой 214, передает смешанный кальцинированный материал в загрузочную воронку 214. В другом варианте осуществления поворотная воздушная разделительная камера или шаровой клапан 298 расположен между загрузочной воронкой 214 и контейнером 216, чтобы управлять перемещением материала между ними.
Со ссылкой на фиг.7, в некоторых вариантах осуществления из загрузочной воронки 214 в контейнер 216, расположенный в первой камере 217, перемещают фиксированный объем смешанного кальцинированного материала. В одном варианте осуществления контейнер 216 имеет два канала, наполнительный и выпускной канал, как описано в этом документе. В другом варианте осуществления контейнер 216 имеет единственный канал, как описано в этом документе. Наполнительный канал 540, 640, прикрепленный к верхней части контейнера 216, пристыкован к наполнительному патрубку, обсуждаемому ниже, который сконструирован так, чтобы не допускать утечки каких-либо опасных веществ на внешнюю часть контейнера 216. В одном варианте осуществления наполнительный патрубок 260 и наполнительный канал 540, 640 выполнены так, чтобы предотвращать загрязнение отходами уплотнения между пробкой 550 наполнительного канала и внутренней частью наполнительного канала 540, 640.
В одном варианте осуществления количество опасных веществ, перемещаемых в контейнер, тщательно контролируют, чтобы гарантировать, что контейнер 216, по существу, наполнен, но без переполнения контейнера 216. В некоторых вариантах осуществления система проверки веса, соединенная с воронкой 214 и контейнером 216, гарантирует, что передано правильное количество материала. В некоторых вариантах осуществления равные объемы воронки и контейнера 216 в сочетании с системой проверки веса, соединенной с воронкой 214 и контейнером 216, гарантируют, что передано правильное количество материала. В некоторых вариантах осуществления система проверки веса включает в себя процессор 280 и несколько весов 277. В некоторых вариантах осуществления первые весы 277 соединены с воронкой 214 и выполнены так, чтобы определять начальный вес воронки; вторые весы 278 соединены с контейнером 216 и выполнены так, чтобы определять вес полного контейнера; а процессор 280 соединен с первыми весами 277 и вторыми весами 278 и выполнен так, чтобы сравнивать начальный вес воронки с весом полного контейнера. В некоторых вариантах осуществления начальный вес воронки представляет собой вес между фланцем 294 и фланцем 295, включая воронку 214. В некоторых вариантах осуществления начальный вес воронки означает вес опасных веществ в воронке до наполнения контейнера 216. В некоторых вариантах осуществления вес полного контейнера означает вес опасных веществ в контейнере 216 во время процесса наполнения и/или в конце процесса наполнения. В одном варианте осуществления воронка 214 включает в себя объем, по существу, равный объему контейнера 216.
В некоторых вариантах осуществления один или несколько компонентов наполнительной системы 299 оборудованы вибраторами 281, чтобы способствовать обеспечению перемещения всего материала из воронки 214 в контейнер 216. В некоторых вариантах осуществления один или несколько вибраторов 281 выполнены так, чтобы прикладывать колеблющуюся силу к одному или нескольким компонентам системы 299, чтобы способствовать перемещению материала в контейнер 216. В некоторых вариантах осуществления вибраторы 281 выполнены так, чтобы прикладывать силу, по меньшей мере, в вертикальном направлении. В некоторых вариантах осуществления вибраторы 281 выполнены так, чтобы прикладывать силу, по меньшей мере, в боковом направлении. В одном варианте осуществления, по меньшей мере, один вибратор 281 присоединен к воронке 214, чтобы, например, стряхивать материал из воронки 214 в контейнер 216. В одном варианте осуществления, по меньшей мере, один вибратор 281 присоединен к дну контейнера 216. В одном таком варианте осуществления вибратор 281, присоединенный к дну контейнера 216, выполнен так, чтобы обеспечивать вибрацию контейнера 216, по меньшей мере, в вертикальном направлении. В одном варианте осуществления, по меньшей мере, один вибратор 281 присоединен к боковой стенке контейнера 216. В одном таком варианте осуществления вибратор 281, присоединенный к боковой стенке контейнера 216, выполнен так, чтобы обеспечивать вибрацию контейнера 216, по меньшей мере, в боковом направлении. В некоторых вариантах осуществления один или несколько вибраторов 281 соединены с процессором, выполненным так, чтобы управлять включением и/или функционированием (напр., частотой) вибраторов 281. В некоторых вариантах осуществления процессор 280 соединен с одним или несколькими вибраторами 281. В некоторых вариантах осуществления один или несколько вибраторов 281 включают, если было определено, что контейнер 216 недозаполнен, например, когда материал, который необходимо переместить, задержан внутри системы. В одном варианте осуществления один или несколько вибраторов 281 включают, если полный вес контейнера меньше, чем начальный вес воронки.
Со ссылкой на фиг.8 и 10, в одном варианте осуществления наполнительный патрубок 260 включает в себя корпус 261 клапана, головку клапана 265 и шток 267 клапана. Корпус 261 клапана включает в себя дальний конец 262 и внешнюю поверхность 263, причем корпус 261 клапана включает в себя гнездо 264 клапана у дальнего конца 262, а внешняя поверхность 263 около дальнего конца 262 выполнена так, чтобы плотно присоединять корпус 261 клапана к наполнительному каналу 272 контейнера 216 с возможностью снятия. В отдельных вариантах осуществления корпус 261 клапана включает в себя первый участок 270 ответвления, выполненный так чтобы соединяться с воронкой 214. В одном варианте осуществления второй участок 269 ответвления включает в себя дальний конец 262 наполнительного патрубка 260 и имеет ближний конец 288. В одном варианте осуществления ближний конец 288 соединяют с приводным механизмом 289, выполненным так, чтобы перемещать шток 267 клапана. В одном варианте осуществления головка 265 клапана включает в себя рабочую поверхность 266 клапана, выполненную так, чтобы в закрытой конфигурации образовывать уплотнение с гнездом 264 клапана. В одном варианте осуществления головка 265 клапана выполнена так, чтобы в открытой конфигурации позволить соединить по текучей среде корпус 261 клапана и контейнер 216. В отдельных вариантах осуществления в открытой конфигурации головка 265 клапана выступает от корпуса 261 клапана и в контейнер 216. Шток 267 клапана проходит коаксиально с осью 276 от головки 265 клапана через, по меньшей мере, часть корпуса 261 клапана. В еще одном варианте осуществления шток 267 клапана проходит через ближний конец 288 второго участка 269 ответвления, причем ближний конец 288 включает в себя уплотнение 284, соединенное с участком штока 267 клапана.
В некоторых вариантах осуществления наполнительный патрубок 260 плотно примыкает к наполнительному каналу 272 контейнера 216, чтобы предотвратить утечку опасных отходов из контейнера 216. В одном варианте осуществления наполнительный патрубок 260 проходит в наполнительный канал 272, чтобы предотвратить контакт отходов с уплотнением между пробкой наполнительного канала (напр., пробкой 650 наполнительного канала) и наполнительным каналом 272 после удаления наполнительного патрубка 260. В некоторых вариантах осуществления внешняя поверхность 263 дальнего конца 262 включает в себя, по меньшей мере, одно уплотнение 273 для плотного примыкания к наполнительному каналу 272. В одном варианте осуществления, по меньшей мере, одно уплотнение 273 включает в себя, по меньшей мере, одно уплотнительное кольцо. В одном варианте осуществления, по меньшей мере, одно уплотнение 273 включает в себя два уплотнительных кольца. В некоторых вариантах осуществления внешняя поверхность 263 включает в себя второе уплотнение 275 для плотного примыкания к наполнительному каналу 272. В некоторых вариантах осуществления наполнительный канал 272 имеет конфигурацию наполнительного канала 640 контейнера 600 и, по меньшей мере, одно из уплотнений 273 и 275 примыкает к нижней внутренней поверхности 648 для образования уплотнения. В некоторых вариантах осуществления, по меньшей мере, одно из уплотнений 273 и 275 примыкает к нижней внутренней поверхности 648 между первым концом 642 и местом, где фильтр 690 примыкает к наполнительному каналу 640, как показано на фиг.6В. В некоторых вариантах осуществления, по меньшей мере, одно из уплотнений 273 и 275 примыкает к ступенчатой внутренней поверхности 647 между первым концом 642 и уплотнительной прокладкой 680.
В одном варианте осуществления наполнительный патрубок 260 дополнительно включает в себя датчик 274, расположенный в головке 265 клапана. В одном варианте осуществления датчик выполнен так, чтобы определять уровень опасных веществ в контейнере 216. В одном варианте осуществления датчик 274 проходит на расстоянии от корпуса 261 клапана. В другом варианте осуществления датчик 274 соединен с проводом 268, который проходит через шток 267 клапана. В одном варианте осуществления датчик 274 соединен с проводом 268, который проходит через шток 267 клапана. Подходящие датчики могут включать в себя датчики контактного типа, включая датчик перемещения или динамометрический датчик. В таких вариантах осуществления датчик перемещения определяет высоту наполнения порошка. В таких вариантах осуществления динамометрический датчик включает в себя тензодатчик на тонкой мембране, которая отклоняется фронтом наполнения порошка. Подходящие датчики могут также включать в себя датчики неконтактного типа, включая звуковые, ультразвуковые и микроволновые. В одном варианте осуществления штоком 267 клапана управляет приводной механизм. В одном варианте осуществления приводной механизм 289 включает в себя пневматический цилиндр 285. В некоторых вариантах подъемный механизм 282 выполнен так, чтобы поднимать контейнер 216 к наполнительному патрубку 262. В одном варианте осуществления подъемный механизм 282 включает в себя, по меньшей мере, один амортизатор 283.
В одном варианте осуществления система для перемещения опасных отходов в герметизируемый контейнер дополнительно содержит вакуумный патрубок 271, выполненный так, чтобы сообщаться с контейнером 216. В одном варианте осуществления вакуумный патрубок 271 проходит через дальний конец 288 корпуса 261 клапана. В одном варианте осуществления вакуумный патрубок 271 включает в себя фильтр 279 у дальнего конца 262 корпуса 261 клапана. В отдельных вариантах осуществления система в соответствии с настоящим изобретением дополнительно содержит вакуумный патрубок 271, герметично соединенный с выпускным каналом 292 с возможностью отсоединения, причем в конфигурации наполнения вакуумный патрубок 271 герметично сообщается с корпусом 261 клапана.
В одном варианте осуществления отсутствует воздухообмен первой камеры 217 с последующими камерами, в то время как, по меньшей мере, контейнер 216 наполняют посредством наполнительной системы 299. Со ссылкой на фиг.7, в одном варианте осуществления первая камера 217 включает в себя подсистему 206 газоудаления, соединенную с наполнительной системой 299, причем подсистема 206 газоудаления имеет вакуумный патрубок, выполненный так, чтобы соединяться с контейнером 216.
Обращаясь к фиг.12, в еще одном варианте осуществления первая камера 217 соединена со второй, последующей, камерой 218 посредством одной или нескольких герметичных дверей 240. В одном варианте осуществления вторая, последующая, камера 218 является камерой прогрева и герметизации. В одном варианте осуществления первая камера 217 соединена со второй камерой 218 через воздушный шлюз 241. В одном варианте осуществления воздушный шлюз 241 выполнен так, чтобы контейнер 216 можно было переместить из первой камеры 217 во вторую камеру 218.
II. Вторая камера
Примеры осуществления второй камеры 218 и отдельные их компоненты показаны на фиг.2, 3, 4, 12, 13, 14 и 16. В одном варианте осуществления вторая камера 218 является камерой прогрева и герметизации, которая допускает нагрев контейнера 216 и создание в нем вакуума с последующей герметизацией контейнера 216. В одном варианте осуществления первую камеру 217 содержат при первом значении Р1 давления, а вторую камеру 218 содержат при втором значении Р2 давления, при этом первое значение Р1 давления меньше, чем. второе значение Р2 давления. В соответствии с некоторыми вариантами осуществления первая камера 217 и вторая камера 218 соединены между собой герметизируемой дверью 240.
В одном варианте осуществления вторая камера 218 включает в себя станцию 243 прогрева и герметизации. В отдельных вариантах осуществления вторая камера 218 дополнительно включает в себя сварочный аппарат. Обращаясь к фиг.2, в одном варианте осуществления вторая камера 218 включает в себя нагревательную печь 290, систему 206 газоудаления, имеющую вакуумный патрубок, выполненный так, чтобы соединяться с контейнером 216. В некоторых вариантах осуществления, как показано на фиг.16, вторая камера 218 дополнительно включает в себя орбитальный сварочный аппарат 242, выполненный так, чтобы заваривать контейнер 216.
В одном варианте осуществления, ссылаясь на фиг.3 и 12, вторая камера 218 включает в себя шлюз 241, причем шлюз 241 соединяет первую камеру 217 со второй камерой 218 и выполнен так, чтобы допустить перемещение контейнера 216 из первой камеры 217 во вторую камеру 218, сохраняя при этом, по меньшей мере, одно уплотнение между первой камерой 217 и второй камерой 218. В одном варианте осуществления шлюз 241 включает в себя дезактивационное оборудование. В другом варианте осуществления первая камера 217 и шлюз 241 могут быть соединены через герметизируемую дверь 240, позволяющую перемещать контейнер 216 из первой камеры 217 в шлюз 241. В еще одном варианте осуществления первая камера 217 и вторая камера 218 включают в себя роликовый конвейер 246, выполненный так, чтобы на него можно было погрузить контейнеры 216 и транспортировать их в каждой камере и/или между ними.
Обращаясь к фиг.2, в некоторых вариантах осуществления вторая камера 218 включает в себя печь 290, выполненную для нагрева контейнера 216 в процессе прогрева. В некоторых вариантах осуществления процесс прогрева включает в себя нагрев контейнера 216 в печи 290 для удаления избыточной воды и/или других веществ, например, при температуре примерно от 400°С до 500°C в течение нескольких часов. В некоторых вариантах осуществления в контейнере 216 создают вакуум, а всякий отходящий газ удаляют из контейнера 216 во время процесса прогрева. Отходящий газ включает в себя воздух из контейнера 216 и/или другой газ, высвобождаемый из отходов во время процесса прогрева. В некоторых вариантах осуществления отходящий газ, удаляемый из контейнера 216, направляют через линию 206, которая может выходить из второй камеры 218 и может быть соединена с дополнительной системой вентиляции. В некоторых вариантах осуществления линия 206 включает в себя один или несколько фильтров 204 для улавливания частиц, увлеченных отходящим газом. В соответствии с некоторыми вариантами осуществления фильтры 204 могут включать в себя НЕРА фильтры. В дополнительных вариантах осуществления линия 206 включает в себя один или несколько улавливателей 219 для удаления веществ, таких как ртуть, которые нежелательно выпускать. Например, улавливатель 219 в одном варианте осуществления может включать в себя улавливатель со слоем сернистого углерода, выполненного для того, чтобы улавливать ртуть в отходящем из контейнера 216 газе. В дополнительных вариантах осуществления во время процесса прогрева в контейнере 216 создают вакуум, а затем, контейнер 216 может быть загерметизирован, чтобы сохранять вакуум.
Откачивание воздуха и/или другого газа из контейнера 216 в некоторых вариантах осуществления осуществляют путем соединения контейнера 216 с системой откачки. На фиг.13 показан пример системы откачки, которую можно использовать в соответствии с вариантами осуществления изобретения, присоединенной к пробке 640 наполнительного канала контейнера 600, как было описано выше. Необходимо понимать, что система откачки, изображенная на фиг.13, в других вариантах осуществления может быть соединена с контейнерами, имеющими другие конфигурации. Например, система откачки может быть соединена с выпускным каналом 560 контейнера 500, показанного на фиг.5А и 6А.
Опять обращаясь к фиг.13, показанная система откачки включает в себя выпускной патрубок 300, который может быть соединен с линией откачки или другой вакуумной установкой. В некоторых вариантах осуществления выпускной патрубок 300 дополнительно соединен с вакуумным датчиком 301, выполненным для измерения уровня вакуума в контейнере 600. В некоторых вариантах осуществления выпускной патрубок 300 присоединен к клапану 302. В некоторых вариантах осуществления клапан 302 выполнен так, чтобы изолировать контейнер 600 от вакуумной установки, что, в свою очередь, позволяет обнаружить утечку из контейнера 600 или обнаружить газ, выходящий из внутреннего объема 616. Обнаружение может сопровождаться, например, измерением изменения давления (напр., с использованием вакуумного датчика 301) как функции времени. Увеличение давления (или потеря вакуума) в контейнере 600 с течением времени показывает, например, возможную утечку или образование газа во внутреннем объеме 616. В некоторых вариантах осуществления выпускной патрубок 300 дополнительно включает в себя фильтр, выполненный так, чтобы предотвращать прохождение частиц через него.
Как показано, выпускной патрубок 300 в некоторых вариантах осуществления присоединен к пробке 650 наполнительного канала и/или наполнительному каналу 640 контейнера 600. В некоторых вариантах осуществления наполнительный патрубок 300 устанавливают вокруг пробки 650 наполнительного канала и наполнительного канала 640. В некоторых вариантах осуществления выпускной патрубок 300 выполнен так, чтобы, по меньшей мере, частично окружать пробку 650 наполнительного канала и наполнительный канал 640, когда пробка 650 наполнительного канала соединена с наполнительным каналом 640. В некоторых вариантах осуществления, когда выпускной патрубок 300 соединен с наполнительным каналом 640, он образует уплотнение по окружности. В некоторых вариантах осуществления выпускной патрубок 300 упирается во фланец 634. В некоторых вариантах осуществления выпускной патрубок 300 включает в себя уплотнительную прокладку, которая примыкает к внешней поверхности наполнительного канала 640, чтобы получить герметичное уплотнение, когда выпускной патрубок соединен с наполнительным каналом 640.
В некоторых вариантах осуществления, пробка 650 наполнительного канала может быть соединена с наполнительным каналом 640 по резьбе в первой открытой конфигурации, чтобы позволить воздуху и/или другому газу пройти через фильтр 690 и между пробкой 650 наполнительного канала и наполнительным каналом 640, и во второй закрытой конфигурации, чтобы герметично запечатать и перекрыть наполнительный канал 640. В некоторых вариантах осуществления воздух и/или другой газ может проходить между пробкой 650 наполнительного канала и наполнительным каналом 640 и через стык 646. В некоторых вариантах осуществления выпускной патрубок 300 выполнен так, чтобы выводить воздух или другой газ из внутреннего объема 616 контейнера 600, когда пробка 650 наполнительного канала и наполнительный канал 640 находятся в первой открытой конфигурации. В некоторых вариантах осуществления после вывода из внутреннего объема 616 воздуха и/или другого газа, во внутреннем объеме 616 создают вакуум, а пробку 650 наполнительного канала используют, чтобы герметично запечатать наполнительный канал 640 в закрытой конфигурации, так чтобы сохранить вакуум.
В некоторых вариантах осуществления выпускной патрубок 300 оснащен вращателем 304, имеющим шток 303. В некоторых вариантах осуществления шток 303 имеет ближний конец и дальний конец, причем упомянутый дальний конец выполнен так, чтобы состыковываться с пазом на пробке 650 наполнительного канала, а ближний конец соединен с рукояткой. В некоторых вариантах осуществления посредством рукоятки вращателя 304 осуществляют такие действия, чтобы затянуть по резьбе пробку 650 наполнительного канала 640, тем самым, образуя герметичное уплотнение между пробкой 650 наполнительного канала и наполнительным каналом 640. В некоторых вариантах осуществления вращателем 304 управляют посредством приводного вала.
В некоторых вариантах осуществления, когда процесс прогрева завершен, в контейнере 600 с помощью системы откачки поддерживают вакуум. В некоторых вариантах осуществления, когда вакуум достигает заданного значения, осуществляют проверку вакуума, например, используя вакуумный датчик 301, как было описано выше, и наполнительный канал 640 перекрывают (напр., герметично) пробкой 650 наполнительного канала и удаляют систему откачки. В некоторых вариантах осуществления пробку 650 наполнительного канала затем приваривают к наполнительному каналу 640. В некоторых вариантах осуществления, пробку 650 наполнительного канала приваривают к наполнительному каналу 640 с помощью орбитального сварочного аппарата 242, который расположен на сварочном посту во второй камере 218. Вариант осуществления кругового сварочного аппарата приведен на фиг.14, где показан орбитальный сварочный аппарат 242, выполненный так, чтобы приваривать пробку 650 наполнительного канала к наполнительному каналу 640 контейнера 600 по стыку 646. В некоторых вариантах осуществления орбитальный сварочным аппаратом 242 управляют удаленно. В некоторых вариантах осуществления сварной шов орбитального сварочного аппарата 242 проверяют визуально.
Хотя при вышеизложенном описании системы откачки и орбитального сварочного аппарата 242 упоминался контейнер 600, необходимо понимать, что эти элементы можно аналогично использовать для других конфигураций контейнеров 216. Например, в других вариантах осуществления эти элементы можно аналогично использовать для откачки, герметизации и заваривания выпускного канала контейнера 500. вариантах осуществления, где контейнер 500 также включает в себя отдельный наполнительный канал 540, наполнительный канал 540 можно аналогично перекрыть (напр., пробкой 550 наполнительного канала) и герметично заварить орбитальным сварочным аппаратом 242 перед процессом прогрева.
Обращаясь снова к фиг.2, после процесса прогрева в некоторых вариантах осуществления контейнер 216 помещают в отсек 231 после удаления его из печи 290. В некоторых вариантах осуществления отсек 231 предусматривает дополнительный контроль содержимого в случае протечки или повреждения контейнера 216. В некоторых вариантах осуществления отсек 231 может быть предустановлен на роликовом конвейере 246 для последующей транспортировки в третью камеру 232.
III. Третья камера
Примеры осуществления третьей камеры 232 показаны на фиг.3, 4 и 15. В одном варианте осуществления третья камера 232 является камерой для осуществления ГИП, которая допускает осуществление горячего изостатического прессования контейнера 216. В одном варианте осуществления третья камера 232 включает в себя станцию горячего изостатического прессования. В одном варианте осуществления первую камеру 217 содержат при первом значении Р1 давления, вторую камеру 218 содержат при втором значении Р2 давления, а третью камеру 232 содержат при третьем значении РЗ давления. В одном варианте осуществления первое значение Р1 давления меньше, чем второе значение Р2 давления, которое меньше, чем третье значение РЗ давления.
Обращаясь к фиг.3, 4 и 16, в одном варианте осуществления модульная система 400 в соответствии с настоящим изобретением включает в себя третью камеру 232, причем третья камера 232 изолирована от первой камеры 217 и второй камеры 218, и при этом вторая камера 218 и третья камера 232 выполнены так, чтобы допускать перемещение контейнера 216 из второй камеры 218 в третью камеру 232. В некоторых вариантах осуществления контейнер 216 перемещают из второй камеры 218 в третью камеру 232 в отсеке 231. В некоторых вариантах осуществления контейнер 216 подвергают горячему изостатическому прессованию в третьей камере 232. В некоторых вариантах осуществления контейнер 216 подвергают горячему изостатическому прессованию, когда он находится в отсеке 231. В одном вариантах осуществления третья камера 232 включает в себя станцию 249 горячего изостатического прессования. В одном варианте осуществления станция 249 горячего изостатического прессования включает в себя опорную раму 245 ГИП, сосуд 1 для горячего изостатического прессования, прикрепленный к опорной раме 245 ГИП, и установленный на подставке манипулятор-перекладчик 252 (роботизированную руку), прикрепленный к опорной раме 245 ГИП, причем роботизированная рука 252 выполнена так, чтобы управлять станцией 249 горячего изостатического прессования. В одном варианте осуществления роботизированная рука 252 выполнена так, чтобы поднимать и перемещать контейнер 216 с роликового конвейера 246 в сосуд 251 для горячего изостатического прессования.
В еще одном варианте осуществления третья камера 232 включает в себя герметизируемую дверь 240. В одном варианте осуществления герметизируемая дверь 240 соединяет третью камеру 232 и вторую камеру 218 выполнена так, чтобы допускать перемещение контейнера 216 из второй камеры 218 в третью камеру 232. В еще одном варианте осуществления вторая камера 218 и третья камера 232 включают в себя роликовый конвейер 246, выполненный так, чтобы на него можно было погрузить контейнер 216 и транспортировать его во второй камере 218 и третьей камере 232 и/или между ними.
В соответствии с некоторыми вариантами осуществления горячее изостатическое прессование включает в себя расположение отсека 231, содержащего контейнер 216, в сосуде 251 для горячего изостатического прессования. В некоторых вариантах осуществления контейнер 231 устанавливают посредством роботизированной руки 252. В некоторых вариантах осуществления в сосуде 251 для горячего изостатического прессования создана аргоновая атмосфера (напр., из источника 236 аргона через линию 202 подачи аргона), которую можно нагреть и увеличить давление. В некоторых вариантах осуществления, например, процесс горячего изостатического прессования осуществляют посредством нагрева отсека 231, содержащего контейнер 216, до температуры примерно от 1000°С до 1250°С в сосуде 251 для горячего изостатического прессования в течение примерно от 2 до 6 часов. В некоторых вариантах осуществления давление внутри сосуда 251 для горячего изостатического прессования доводят в процессе горячего изостатического прессования до значений примерно от 4300 фунтов на кв. дюйм до 15000 фунтов на кв. дюйм. В некоторых вариантах осуществления компрессоры (напр., 234), защищаемые фильтрованием, используют для управления аргоновой атмосферой в сосуде 251 для процесса изостатического прессования. В некоторых вариантах осуществления аргон, используемый во время процесса горячего изостатического прессования, фильтруют и сохраняют так, чтобы сохранить и аргон и давление. Обращаясь к фиг.2, в некоторых вариантах осуществления аргон возвращают в источник 236 аргона, используя насос 238. В некоторых вариантах осуществления повторно используемый аргон проходит через фильтр 233.
Со ссылкой на варианты осуществления контейнера, показанные на фиг.5А, 5В, 6А и 6В, материал фильтра 590 и/или фильтра 690 выбирают так, чтобы при нагреве во время горячего изостатического прессования фильтр уплотнялся в твердый и непроницаемый материал, привариваясь к контейнеру, выпускному каналу контейнера и/или наполнительному каналу контейнера. В некоторых вариантах осуществления материал фильтра 590 и/или 690 выбирают так, чтобы при температуре наполнения фильтр 590 и/или 690 был проницаемым для воздуха и/или газа, но уплотнялся в непроницаемый материал при горячем изостатическом прессовании.
В некоторых вариантах осуществления после завершения горячего изостатического прессования отсек 231 и контейнер 216 можно охладить в сосуде 251 для горячего изостатического прессования до температуры, достаточной для извлечения (напр., примерно 600°С). В некоторых вариантах осуществления сосуд 251 для горячего изостатического прессования включает в себя рубашку системы охлаждения, через которую проходит охлаждающая текучая среда (напр., вода). В некоторых вариантах осуществления в рубашку системы охлаждения подают охлаждающую воду со скоростью примерно от 80 галлонов в минуту до 100 галлонов в минуту.
В некоторых вариантах осуществления отсек 231, содержащий контейнер 216, удаляют из сосуда 251 для горячего изостатического прессования и перемещают в холодильный шкаф для охлаждения. В некоторых вариантах осуществления в холодильный шкаф подают охлаждающую текучую среду (напр., воду). В некоторых вариантах осуществления в холодильный шкаф подают охлаждающую воду со скоростью примерно 10 галлонов в минуту. В некоторых вариантах осуществления отсек 231 и контейнер 216 можно охлаждать в холодильном шкафу в течение примерно 12 часов. После охлаждения в холодильном шкафу отсек 231, содержащий контейнер 216, размещают на роликовом конвейере 246 и транспортируют в четвертую камеру 230.
IV. Четвертая камера
Примеры осуществления четвертой камеры 230 показаны на фиг.3, 4 и 17. В одном варианте осуществления четвертая камера 230 представляет собой охлаждающую камеру, в которой допускается дополнительное охлаждение контейнера 216 после процесса горячего изостатического прессования (ГИП), в некоторых вариантах осуществления контейнер 216 упаковывают в четвертой камере 230 для последующего хранения.
В еще одном варианте осуществления, со ссылкой на фиг.3, 4 и 17, модульная система 400 в соответствии с настоящим изобретением включает в себя четвертую камеру 230, которая может представлять собой охлаждающую камеру. В одном варианте осуществления четвертая камера 230 изолирована от первой камеры 217, второй камеры 218 и третьей камеры 220. В одном варианте осуществления третья 232 и четвертая камера 230 выполнены так, чтобы допустить перемещение контейнера 216 из третьей камеры 232 в четвертую камеру 230. В одном варианте осуществления первую камеру 217 содержат при первом значении Р1 давления, вторую камеру 218 прогрева содержат при втором значении Р2 давления, третью камеру 233 содержат при третьем значении Р3 давления, а четвертую камеру 230 содержат при четвертом значении Р4 давления. В одном варианте осуществления первое значение Р1 давления меньше, чем второе значение Р2 давления, которое меньше, чем третье значение Р3 давления, которое меньше, чем четвертое значение Р4 давления.
В еще одном варианте осуществления четвертая камера 230 включает в себя подвижную, защищенную изоляцией дверь 240. В одном варианте осуществления герметизируемая дверь 240 соединена с четвертой камерой 230 и третьей камерой 232 и выполнена так, чтобы допустить перемещение контейнера 216 из третьей камеры 232 в четвертую камеру 230. В еще одном варианте осуществления третья камера 232 и четвертая камера 230 включают в себя роликовый конвейер 246, выполненный так, чтобы на него можно было погрузить контейнер 216 и транспортировать его в третьей камере 232 и четвертой камере 230 и/или между ними. В еще одном варианте осуществления четвертая камера 230 включает в себя орбитальный сварочный аппарат 255.
В некоторых вариантах осуществления после транспортировки в четвертую камеру 230 отсек 231 открывают и проверяют контейнер 216 на наличие повреждений (напр., деформаций, расширений, изломов и т.д.). В соответствии с некоторыми вариантами осуществления в случае неисправности контейнера 216 контейнер 216 и отсек 231 перемещают в дезактивационную камеру, расположенную в четвертой камере 230, дезактивируют и возвращают во вторую камеру 218 для возможного повторного использования. Если признаки неисправности контейнера 216 отсутствуют, то, согласно некоторым вариантам осуществления, контейнер 216 удаляют из отсека 231 и перемещают на станцию 250 охлаждения и упаковки в четвертой камере 230. В еще одном варианте осуществления станция 250 охлаждения и упаковки включает в себя набор, по меньшей мере, из одной или нескольких станций охлаждения. В одном варианте осуществления, по меньшей мере, одна или несколько станций 253 охлаждения выполнены так, чтобы принимать и удерживать обработанный контейнер 216 для конечного охлаждения. В некоторых вариантах осуществления контейнер 216 на станции охлаждения 253 охлаждают пассивно. В некоторых вариантах осуществления контейнер 216 на станции охлаждения 253 охлаждают активно.
В некоторых вариантах осуществления после конечного охлаждения контейнер 216 упаковывают в четвертой камере 230 для транспортировки и хранения. В некоторых вариантах осуществления один или несколько охлажденных контейнеров 216 размещают в канистре. В некоторых вариантах осуществления канистру, содержащую один или несколько контейнеров 216, затем заваривают, например, используя орбитальный сварочный аппарат 255. В некоторых вариантах осуществления канистру затем транспортируют для хранения.
Со ссылкой на фиг.2, любая из камер модульной системы 400 может включать в себя любое подходящее число вакуумных трубопроводов, включая и полное отсутствие вакуумного трубопровода. Как показано на фиг.2, первая камера 217, вторая камера 218, третья камера 232 и четвертая камера 230 могут включать в себя набор из одного или нескольких вакуумных трубопроводов. Более того, как показано на фиг.2, 3, 4, 5 и 10, первая камера 217, вторая камера 218, третья камера 232 и четвертая камера 230 могут быть оборудованы набором, по меньшей мере, из одного или нескольких управляемых удаленно козловых кранов 239. В одном варианте осуществления, в дополнение к их роли погрузки-разгрузки материалов, каждый из этих удаленно управляемых козловых кранов 239 сконструирован так, чтобы его можно было использовать для выполнения либо удаленного, либо выполняемого человеком обслуживания оборудования в различных камерах. В другом варианте осуществления каждый из внутрикамерных кранов может быть выполнен так, чтобы его можно было удаленно убрать из камеры с помощью большего крана, предусмотренного для целей технического обслуживания.
В некоторых вариантах осуществления вторичные отходы, производимые модульной системой 400 настоящего изобретения, могут быть собраны и перемещены в контейнеры 216 для обработки в соответствии с этапами процесса 200. В некоторых вариантах осуществления, например, вторичные отходы добавляют в загрузочный смеситель 212, смешивают с кальцинированными материалами и/или добавками и перемещают в контейнер 216 через наполнительный патрубок для последующего горячего изостатического прессования. Используемое в этом документе понятие вторичные отходы относится к опасным отходам, которые удаляют из контейнера 216 и/или материалам, которые загрязняют опасными отходами во время выполнения этапов настоящего изобретения. В некоторых вариантах осуществления вторичные отходы преобразуют в форму, пригодную для перемещения через наполнительный патрубок перед вводом вторичных отходов в контейнер 216.
В некоторых вариантах осуществления вторичные отходы включают в себя вещества, отфильтрованные или уловленные из отходящих газов, откачиваемых из контейнера 216. В одном таком варианте осуществления вторичные отходы включают в себя ртуть, захваченную из отходящих газов, откачиваемых из контейнера 216 во время обработки, например, с помощью одного или нескольких улавливателей 219, как было описано выше. Ртуть может быть преобразована в амальгаму путем смешивания ртути с одним или несколькими металлами и перемещена в другой контейнер 216 для дальнейшей обработки в соответствии с одним примером этого изобретения.
В некоторых вариантах осуществления вторичные отходы дополнительно включают в себя компоненты системы, которые были загрязнены или находились в непосредственном контакте с опасными отходами. Перед подачей в контейнер 216 загрязненные компоненты можно сжечь, разломать, распылить и/или обработать другим способом. В одном таком примере вторичные отходы включают в себя фильтр камеры или отводной линии (напр., фильтр 204), который может содержать опасные отходы. В некоторых вариантах осуществления использованный фильтр может быть сожжен, а полученный пепел может быть загружен в контейнер 216 для дальнейшей обработки.
В некоторых вариантах осуществления, по меньшей мере, 50% веса вторичных отходов, произведенных модульной системой 400 собирают для обработки. В некоторых вариантах осуществления, по меньшей мере, 60% веса вторичных отходов, произведенных модульной системой 400 собирают для обработки. В некоторых вариантах осуществления, по меньшей мере, 70% веса вторичных отходов, произведенных модульной системой 400 собирают для обработки. В некоторых вариантах осуществления, по меньшей мере, 80% веса вторичных отходов, произведенных модульной системой 400 собирают для обработки. В некоторых вариантах осуществления, по меньшей мере, 90% веса вторичных отходов, произведенных модульной системой 400 собирают для обработки. В некоторых вариантах осуществления, по меньшей мере, 95% веса вторичных отходов, произведенных модульной системой 400 собирают для обработки. В некоторых вариантах осуществления, по меньшей мере, 99% веса вторичных отходов, произведенных модульной системой 400 собирают для обработки.
Способ обработки опасных отходов с использованием модульной системы В некоторых вариантах осуществления системы, способ и компоненты, описанные в этом документе, предусматривают способ хранения опасных отходов, содержащий несколько этапов и осуществляемый в модульной системе. В некоторых вариантах осуществления один или несколько этапов, описанных в этом документе, можно осуществить автоматически. В первой камере опасные отходы добавляют в контейнер через наполнительный патрубок, присоединенный к наполнительному каналу контейнера. В этом документе описаны различные варианты осуществления такого наполнительного патрубка. Контейнер выполнен так, чтобы герметично содержать в себе опасные отходы. В одном варианте осуществления контейнер дополнительно включает в себя выпускной канал. В одном варианте осуществления перед добавлением опасных отходов путем соединения наполнительного патрубка, имеющего разъем, соединенный с вакуумной системой, из контейнера откачивают воздух, чтобы, тем самым, создать в контейнере отрицательное давление. В другом варианте осуществления из контейнера откачивают воздух во время добавления опасных отходов через выпускной патрубок, соединенный с выпускным каналом контейнера, чтобы, тем самым, удерживать в контейнере отрицательное давление во время этапа добавления. В некоторых вариантах осуществления количество опасных отходов, добавляемых в контейнер, проверяют путем измерения веса контейнера после наполнения. В этом документе описаны различные варианты осуществления систем проверки веса. В некоторых вариантах осуществления количество опасных отходов, добавляемых в контейнер, проверяют путем сравнения веса (или изменения веса) контейнера после наполнения с весом опасных отходов перед наполнением. В одном варианте осуществления, чтобы перекрыть наполнительный канал, в наполнительный канал вставляют пробку наполнительного канала, чтобы получить закупоренный контейнер после добавления в контейнер опасных отходов. В другом варианте осуществления пробку наполнительного канала вставляют в наполнительный канал, а пробку наполнительного канала вставляют в выпускной канал перед герметизацией наполнительного канала, чтобы получить закупоренный контейнер.
Затем, закупоренный контейнер перемещают из первой камеры во вторую камеру через подвижную, защищенную изоляцией дверь. В одном варианте осуществления закупоренный контейнер перемещают из первой камеры во вторую камеру через подвижную, защищенную изоляцией дверь, а затем, в область шлюза, содержащую дезактивационное оборудование.
Во второй камере закупоренный контейнер соединяют с выпускным патрубком, присоединенным к системе откачки, а контейнер нагревают. В некоторых вариантах осуществления контейнер нагревают в нагревательной печи, чтобы удалить избыточную воду и/или другие вещества. В некоторых вариантах осуществления отходящий газ, включающий в себя воздух и/или другой газ, удаляют из контейнера во время нагрева, например, используя выпускной патрубок. В одном варианте осуществления выпускной патрубок присоединен к выпускному каналу контейнера. В таком варианте осуществления пробку выпускного канала закрывают, в то время как выпускной патрубок присоединен к выпускному каналу. В одном таком варианте осуществления выпускной канал включает в себя пробку выпускного канала, которая соединена с выпускным каналом по резьбе. Пробка выпускного канала позволяет воздуху и/или другому газу проходить через фильтр, расположенный в выпускном канале, и между пробкой выпускного канала и выпускным каналом при нагреве. Перед нагревом контейнера выпускной канал, по меньшей мере, частично открывают. Затем, контейнер нагревают. После этапа нагрева в одном варианте осуществления выпускной канал переводят в закрытую конфигурацию и герметизируют. В одном таком варианте осуществления вакуум в контейнере сохраняют в течение периода времени, следующего за этапом нагрева и до герметизации. Как вариант, проверяют наличие вакуума в контейнере. В одном таком варианте осуществления этап герметизации выполняют путем приваривания пробки выпускного канала к выпускному каналу, чтобы загерметизировать выпускной канал. В таком варианте осуществления сварку выполняют орбитальным сварочным аппаратом.
В другом варианте осуществления выпускной патрубок присоединен к наполнительному каналу контейнера. В таком варианте осуществления пробку наполнительного канала закрывают, в то время как выпускной патрубок присоединен к выпускному каналу. В одном таком варианте осуществления наполнительный канал включает в себя пробку наполнительного канала, которая соединена с наполнительным каналом по резьбе. Пробка наполнительного канала позволяет воздуху и/или другому газу проходить через фильтр, расположенный в пробке наполнительного канала, и между пробкой наполнительного канала и наполнительным каналом при нагреве. Перед нагревом контейнера наполнительный канал, по меньшей мере, частично открывают. Затем, откачанный контейнер нагревают. После этапа нагрева наполнительный канал переводят в закрытую конфигурацию и герметизируют. В одном таком варианте осуществления вакуум в контейнере сохраняют в течение периода времени, следующего за этапом нагрева и до герметизации. Как вариант, проверяют наличие вакуума в контейнере. В одном таком варианте осуществления этап герметизации выполняют путем приваривания пробки наполнительного канала к наполнительному каналу, чтобы загерметизировать наполнительный канал. В таком варианте осуществления сварку выполняют орбитальным сварочным аппаратом.
После этапа герметизации загерметизированный контейнер перемещают из второй камеры в третью камеру через вторую подвижную, защищенную изоляцией дверь. В некоторых вариантах осуществления загерметизированный контейнер перемещают из второй камеры в третью камеру внутри отсека. Затем, загерметизированный контейнер подвергают горячему изостатическому прессованию. В некоторых вариантах осуществления загерметизированный контейнер подвергают горячему изостатическому прессованию, когда он находится внутри отсека. В некоторых вариантах осуществления горячее изостатическое прессование включает в себя следующее: загерметизированный контейнер подвергают воздействию высокой температуры, высокого давления аргоновой атмосферы. В некоторых вариантах осуществления после горячего изостатического прессования загерметизированный контейнер сначала охлаждают в холодильном шкафу. После этапа горячего изостатического прессования контейнер перемещают из третьей камеры в четвертую камеру через третью подвижную, защищенную изоляцией дверь. В четвертой камере в соответствии с некоторыми вариантами осуществления контейнер подвергают окончательному охлаждению. В дополнительных вариантах осуществления контейнер упаковывают в канистру для транспортировки и хранения.
Специалистам в области техники понятно, что в примеры осуществления, показанные и описанные выше, можно внести изменения, не отклоняясь от общей идеи изобретения. Поэтому, понятно, что это изобретение не ограничено показанными и описанными примерами осуществления, напротив, предполагается, что оно охватывает модификации в рамках сущности и объема настоящего изобретения, как определено в формуле изобретения. Например, отдельные признаки примеров осуществления могут быть, а могут не быть частью заявленного изобретения, и признаки описанных вариантов осуществления можно комбинировать. Если специально не указано, то в этом документе термины, употребляемые в единственном числе, не ограничены одним элементом, наоборот, их следует понимать, как "по меньшей мере, один".
Необходимо понимать, что, по меньшей мере, некоторые фигуры и описания изобретения были упрощены, чтобы сфокусироваться на элементах, которые нужны для ясного понимания изобретения, опуская при этом для ясности другие элементы, которые, как понятно специалистам в области техники, также могут содержать часть изобретения. Тем не менее, так как такие элементы хорошо известны в области техники, и так как они не обязательно упрощают более хорошее понимание изобретения, описание таких элементов в этом документе не приводится.
Кроме того, конкретный порядок этапов не должен пониматься как ограничение формулы, до той степени, пока способ не основывается на конкретном порядке изложенных в этом документе этапов. Пункты формулы изобретения, направленные на способ настоящего изобретения, не должны ограничиваться выполнением соответствующих этапов в соответствии с изложенным, и специалистам в области техники ясно, что этапы могут изменяться, оставаясь при этом в рамках сущности и объема настоящего изобретения.
Реферат
Изобретение относится к хранению и утилизации опасных отходов, таких как кальцинированный материал. В отдельных вариантах осуществления система содержит наполнительный патрубок, имеющий корпус клапана, у которого имеется дальний конец и внешняя поверхность. При этом внешняя поверхность в окрестности дальнего конца выполнена так, чтобы герметично присоединять корпус клапана к внутренней поверхности наполнительного канала контейнера с возможностью снятия. Способ содержит следующее: (а) соединяют внешнюю поверхность наполнительного патрубка с внутренней поверхностью наполнительного канала контейнера, чтобы получить первое уплотнение, (б) добавляют опасные отходы в контейнер, (в) отсоединяют наполнительный канала от наполнительного патрубка и (г) вставляют пробку наполнительного канала в наполнительный канал, при этом пробка наполнительного канала образует второе уплотнение с внутренней поверхностью наполнительного канала, причем второе уплотнение расположено дальше, по меньшей мере, от участка первого уплотнения относительно контейнера. Технический результат - минимизация загрязнения опасными веществами окружающей среды. 4 н. и 25 з.п. ф-лы, 17 ил.
Формула
наполнительный патрубок, включающий в себя
корпус клапана, у которого имеется дальний конец и внешняя поверхность, а также гнездо клапана, расположенное у дальнего конца, а внешняя поверхность в окрестности дальнего конца выполнена с возможностью герметичного присоединения корпуса клапана к внутренней поверхности наполнительного канала контейнера с возможностью снятия,
головку клапана, имеющую рабочую поверхность, выполненную с возможностью образования в закрытой конфигурации уплотнения с гнездом клапана, находящимся возле дальнего конца, а в открытой конфигурации - с возможностью осуществить сообщение корпуса клапана с контейнером при использовании, и
шток клапана, проходящий вдоль оси от головки клапана через, по меньшей мере, участок корпуса клапана, при этом
в открытой конфигурации при использовании головка клапана выступает от корпуса клапана и в контейнер.
контейнер, включающий в себя наполнительный канал, и выполненный с возможностью герметичного хранения опасных отходов.
первые весы, соединенные с воронкой и выполненные с возможностью определения начального веса воронки,
вторые весы, выполненные с возможностью соединения с контейнером для определения веса наполнения контейнера, и
процессор, соединенный с первыми и вторыми весами и выполненный с возможностью сравнения начального веса воронки и веса наполнения контейнера.
первый участок ответвления, выполненный с возможностью соединения с воронкой, и
второй участок ответвления, включающий в себя дальний конец и ближний конец, причем ближний конец соединен с приводным механизмом, выполненным с возможностью перемещения штока клапана.
соединяют внешнюю поверхность наполнительного патрубка с внутренней поверхностью наполнительного канала контейнера для создания первого уплотнения;
открывают клапан наполнительного патрубка для введения опасных отходов в контейнер, при этом клапан расположен у первого уплотнения;
закрывают клапан наполнительного патрубка;
отсоединяют наполнительный канала от наполнительного патрубка и вставляют пробку наполнительного канала в наполнительный канал, при этом пробка наполнительного канала образует второе уплотнение с внутренней поверхностью наполнительного канала, при этом второе уплотнение расположено дальше, по меньшей мере, от участка первого уплотнения относительно контейнера.
позволяют воздуху и/или газу проходить через фильтр и между пробкой выпускного канала и выпускным каналом в конфигурации наполнения и нагрева и
в закрытой конфигурации перекрывают выпускной канал пробкой выпускного канала.
откачивают воздух из контейнера через выпускной патрубок, присоединенный к контейнеру, причем выпускной патрубок герметично сообщен с корпусом клапана через контейнер.
взвешивают воронку, содержащую опасные вещества, чтобы определить начальный вес воронки;
взвешивают контейнер во время добавления опасных веществ, чтобы определить вес наполнения контейнера;
с помощью процессора сравнивают разницу между начальным весом воронки и весом наполнения контейнера и
закрывают клапан, как только вес наполнения контейнера станет равен начальному весу воронки.
подвергают контейнер вибрации с помощью по меньшей мере одного вибратора, присоединенного к контейнеру, во время добавления опасных веществ в контейнер.
нагревают и сокращают объем контейнера после припаивания пробки наполнительного канала к наполнительному каналу.
наполнительный патрубок, включающий в себя
корпус клапана, выполненный с возможностью герметичного присоединения и снятия к наполнительному каналу контейнера,
головку клапана, выполненную с возможностью образования в закрытой конфигурации уплотнения с корпусом клапана, а в открытой конфигурации осуществления сообщения корпуса клапана с контейнером,
воронку,
первые весы, соединенные с воронкой и выполненные с возможностью определения начального веса воронки, вторые весы, соединенные с контейнером и выполненные с возможностью определения веса наполнения контейнера, и
процессор, соединенный с первыми и вторыми весами и выполненный с возможностью сравнения начального веса воронки и веса наполнения контейнера.
наполнительный патрубок, включающий в себя
корпус клапана, выполненный с возможностью герметичного присоединения и снятия к наполнительному каналу контейнера,
головку клапана, выполненную с возможностью образования в закрытой конфигурации уплотнения с корпусом клапана, а в открытой конфигурации осуществления сообщения корпуса клапана с контейнером,
датчик, расположенный в головке клапана и выполненный с возможностью определения уровня опасных веществ в контейнере при использовании.
Комментарии