Способ производства твердой дозированной формы - RU2648473C2
Код документа: RU2648473C2
Чертежи
















Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА СМЕЖНЫЕ ИЗОБРЕТЕНИЯ
Настоящая заявка истребует приоритет преимуществ по предварительной заявке на патент США с серийным № 61/640910, поданной 1 мая 2012 г., и предварительной заявке на патент США с серийным № 61/704773, поданной 24 сентября 2012 г. Полное описание упомянутой выше смежной заявки на патент США включено в настоящий документ путем ссылки для всех целей.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Фармацевтические таблетки и другие прессованные таблетированные формы в виде кондитерских изделий очень распространены и широко используются в качестве несущих сред для фармацевтических активных веществ или порошков. Они обеспечивают удобное средство прессования относительно большого объема порошков низкой плотности в небольшой компактный формат, который легко обрабатывать, глотать или жевать. На рынке широко представлены различные формы, размеры и конфигурации. Подавляющее большинство данных таблетированных форм производят из сухих смесей прессуемых порошков или гранул, которые затем подают в ротационные машины для прессования таблеток (например, такие как доступные в продаже от компаний Fette America Inc., г. Рокэвей, штат Нью-Джерси, США, или Manesty Machines LTD, г. Ливерпуль, Великобритания). Данные машины для прессования таблеток точно дозируют определенное количество порошка в полость пресс-формы. Затем порошок прессуют с использованием пуансонов, которые, ударяя по порошку, уплотняют его внутри полости пресс-формы. Конечной стадией операции, завершающей производственную последовательность, является выталкивание готовой таблетированной формы из полости пресс-формы. Большинство конструкций таблеток, полученных в результате данного процесса, представляют собой простые однокомпонентные формы, однако иногда данные машины можно модифицировать для изготовления более сложных многослойных таблеток путем добавления множества станций подачи и прессования. Изготовление многослойных таблеток с помощью данного средства представляет собой последовательную и поэтапную процедуру, в которой слои или секции формируют послойно. Для каждого слоя требуется дополнительный дозирующий узел пуансонов и дополнительный узел прессования. Так как данные машины имеют относительно массивную конструкцию вследствие очень высокой интенсивности уплотнения, необходимой для получения составов для надлежащего прессования (довольно распространены машины, которые могут обеспечивать до 89 килоньютон (20000 фунтов силы)), машины для производства многослойных таблеток могут быть очень дорогостоящими и сложными в обслуживании. Дополнительным недостатком изготовления таблеток данным способом являются ограничения геометрии слоев. Области таблетки с ориентацией, перпендикулярной направлению выталкивания таблетки, исключительно сложно изготовить, и это потребовало бы более тщательных и сложных модификаций.
Дополнительный недостаток производства таблеток с помощью последовательности наслоения специфичен для изготовления таблеток для рассасывания в полости рта. Данные таблетки должны иметь низкую плотность и высокую пористость конструкции таблетки, чтобы слюна в полости рта быстро проникала в таблетку, разрушая связи между частицами для создания эффекта быстрого растворения. Подход с наслоением требует, чтобы полость пресс-формы сначала заполнили первым слоем порошкообразного материала, причем поверхность полости пресс-формы должна быть очищена для достижения необходимого объема заполнения. Затем данный первый слой заполнения прессуют с помощью пуансона до управляемой глубины проникновения в полость пресс-формы. Необходимо точное управление данной глубиной проникновения и равномерное уплотнение порошка, чтобы создать управляемый объем для второго заполнения порошкообразного материала. Следующая стадия операции - заполнение данного вновь созданного объема вторым порошком. Затем данный порошок соскабливают на уровне с верхней поверхностью полости пресс-формы, а на конечной стадии происходит уплотнение второго слоя на первом слое во второй раз с помощью пуансона, который давит на оба слоя таблетки. Данное двойное уплотнение раздавливает мелкие воздушные пузырьки между частицами, вызывая негативное воздействие на пористую структуру, желательную для таблетки для рассасывания в полости рта. В фармацевтическом производстве невозможно пропустить данную стадию двойного прессования, поскольку плотный однородный первый слой является необходимым условием для достижения точного дозирования второго слоя порошкообразного лекарственного средства. Точное дозирование лекарственных средств производителями фармацевтической продукции крайне важно для сохранения здоровья и безопасности пациентов.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном аспекте настоящее изобретение включает способ производства твердой дозированной формы, включающий следующие стадии: (a) измерение количества первой порошковой смеси внутри дозирующей насадки, причем первая порошковая смесь включает фармацевтически активный агент; (b) подачу измеренного количества первой порошковой смеси из дозирующей насадки в формирующую полость внутри блока пресс-формы, причем формирующая полость имеет внутреннюю стенку, первое отверстие на поверхности одной стороны блока пресс-формы и второе отверстие на поверхности с противоположной стороны блока пресс-формы; (c) перемещение первого формирующего инструмента в формирующую полость через первое отверстие формирующей полости так, что первая порошковая смесь приобретает форму дозированной формы внутри формирующей полости между внутренней стенкой, первым формирующим инструментом и вторым формирующим инструментом, который находится внутри полости или смежен с ней; (d) приложение РЧ-энергии между первым электродом и вторым электродом так, что энергия нагревает первую порошковую смесь внутри формирующей полости с образованием дозированной формы; и (e) извлечение дозированной формы из формирующей полости.
В другом аспекте настоящее изобретение включает способ производства твердой дозированной формы, причем способ включает следующие стадии: (a) измерение количества первой порошковой смеси внутри первой дозирующей насадки, причем первая порошковая смесь включает фармацевтически активный агент; (b) подачу измеренного количества первой порошковой смеси из первой дозирующей насадки в формирующую полость внутри блока пресс-формы, причем формирующая полость имеет внутреннюю стенку, первое отверстие на поверхности одной стороны блока пресс-формы и второе отверстие на поверхности с противоположной стороны блока пресс-формы; (c) измерение количества второй порошковой смеси внутри второй дозирующей насадки; (d) подачу измеренного количества второй порошковой смеси из дозирующей насадки в формирующую полость; (e) перемещение первого формирующего инструмента в формирующую полость через первое отверстие формирующей полости так, что первая порошковая смесь и вторая порошковая смесь приобретают форму дозированной формы внутри формирующей полости между внутренней стенкой, первым формирующим инструментом и вторым формирующим инструментом, который находится внутри полости или смежен с ней; (f) приложение РЧ-энергии между первым электродом и вторым электродом так, что энергия нагревает первую порошковую смесь внутри формирующей полости с образованием дозированной формы; и (g) извлечение дозированной формы из формирующей полости.
В другом аспекте настоящее изобретение включает способ производства твердой дозированной формы, причем способ включает следующие стадии: (a) измерение количества первой порошковой смеси внутри первой дозирующей насадки, причем первая порошковая смесь включает фармацевтически активный агент; (b) подачу измеренного количества первой порошковой смеси из первой дозирующей насадки в формирующую полость внутри блока пресс-формы, причем формирующая полость имеет внутреннюю стенку, первое отверстие на поверхности одной стороны блока пресс-формы и второе отверстие на поверхности с противоположной стороны блока пресс-формы, причем формирующая камера дополнительно включает выполненный с возможностью перемещения разделитель, выполненный с возможностью формирования первой камеры и второй камеры внутри формирующей полости, а первую порошковую смесь подают в первую камеру; (c) измерение количества второй порошковой смеси внутри второй дозирующей насадки; (d) подачу измеренного количества второй порошковой смеси из дозирующей насадки во вторую камеру; (e) извлечение выполненного с возможностью перемещения разделителя из формирующей полости так, что первая порошковая смесь находится в контакте со второй порошковой смесью внутри формирующей полости; (f) перемещение первого формирующего инструмента в формирующую полость через первое отверстие формирующей полости так, что первая порошковая смесь и вторая порошковая смесь приобретают форму дозированной формы внутри формирующей полости между внутренней стенкой, первым формирующим инструментом и вторым формирующим инструментом, который находится внутри полости или смежен с ней; (g) приложение РЧ-энергии между первым электродом и вторым электродом так, что энергия нагревает первую порошковую смесь внутри формирующей полости с образованием дозированной формы; и (h) извлечение дозированной формы из формирующей полости.
Другие особенности и преимущества настоящего изобретения станут очевидны из подробного описания настоящего изобретения и пунктов формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Фиг. 1A-G представляют собой виды в перспективе таблеток со множеством областей.
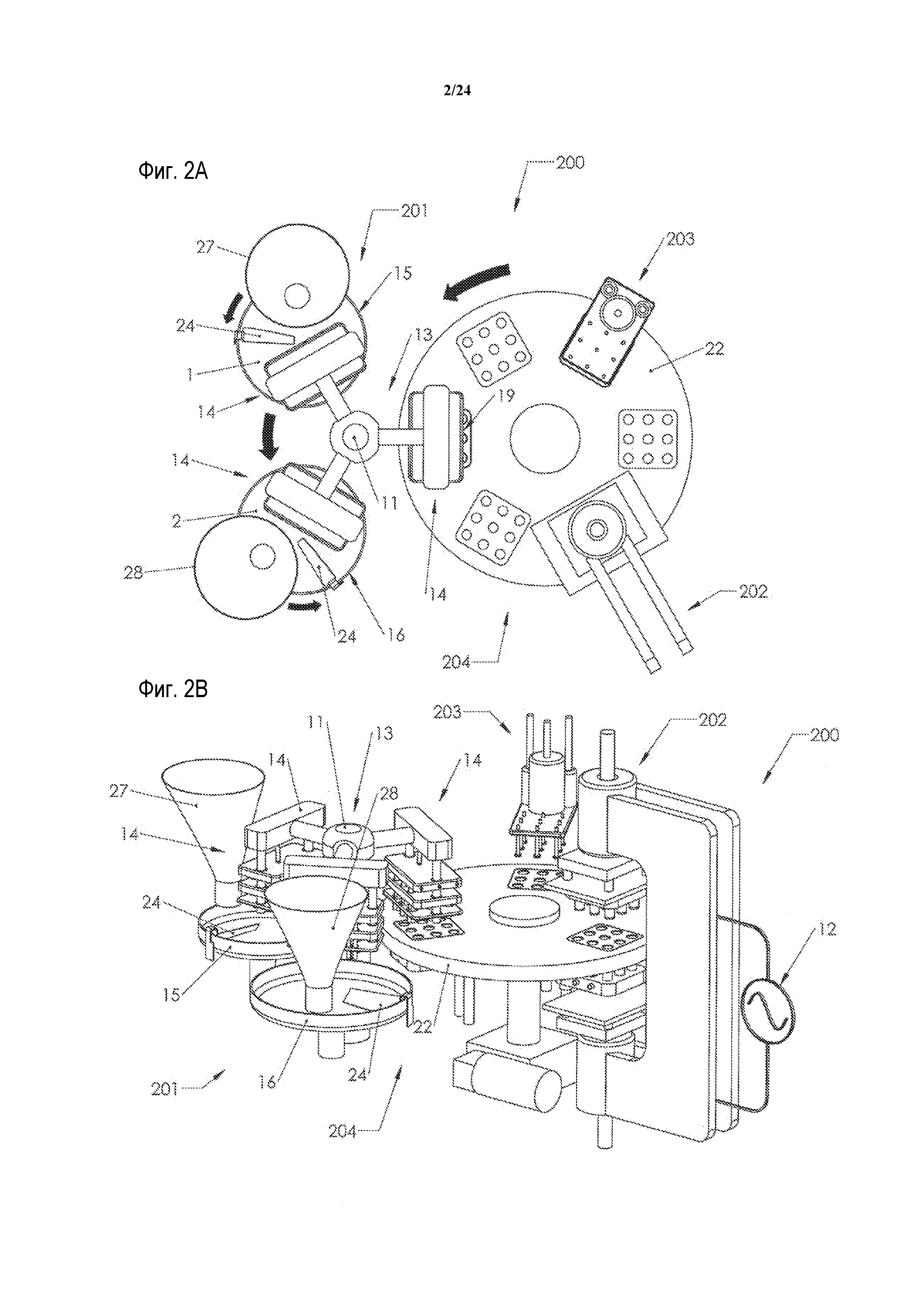
Фиг. 2A представляет собой вид сверху многокомпонентной таблеточной машины 200.
Фиг. 2B представляет собой вид в перспективе многокомпонентной таблеточной машины 200.
Фиг. 3A-3B представляют собой виды в сечении дозирующего модуля 14 над первым лотком для порошка 15.
Фиг. 4A представляет собой вид в сечении дозирующего модуля 14 над первым лотком для порошка 15.
Фиг. 4B-4C представляет собой вид в перспективе дозирующего модуля 14, который перемещается от первого лотка для порошка 15 ко второму лотку для порошка 16.
Фиг. 5A-5B представляют собой виды в сечении дозирующего модуля 14 над вторым лотком для порошка 16.
Фиг. 6A представляет собой вид в сечении дозирующего модуля 14 над вторым лотком для порошка 16.
Фиг. 6B представляет собой вид в перспективе дозирующего модуля 14, который перемещается от второго лотка для порошка 16 в положение над блоком пресс-формы 19.
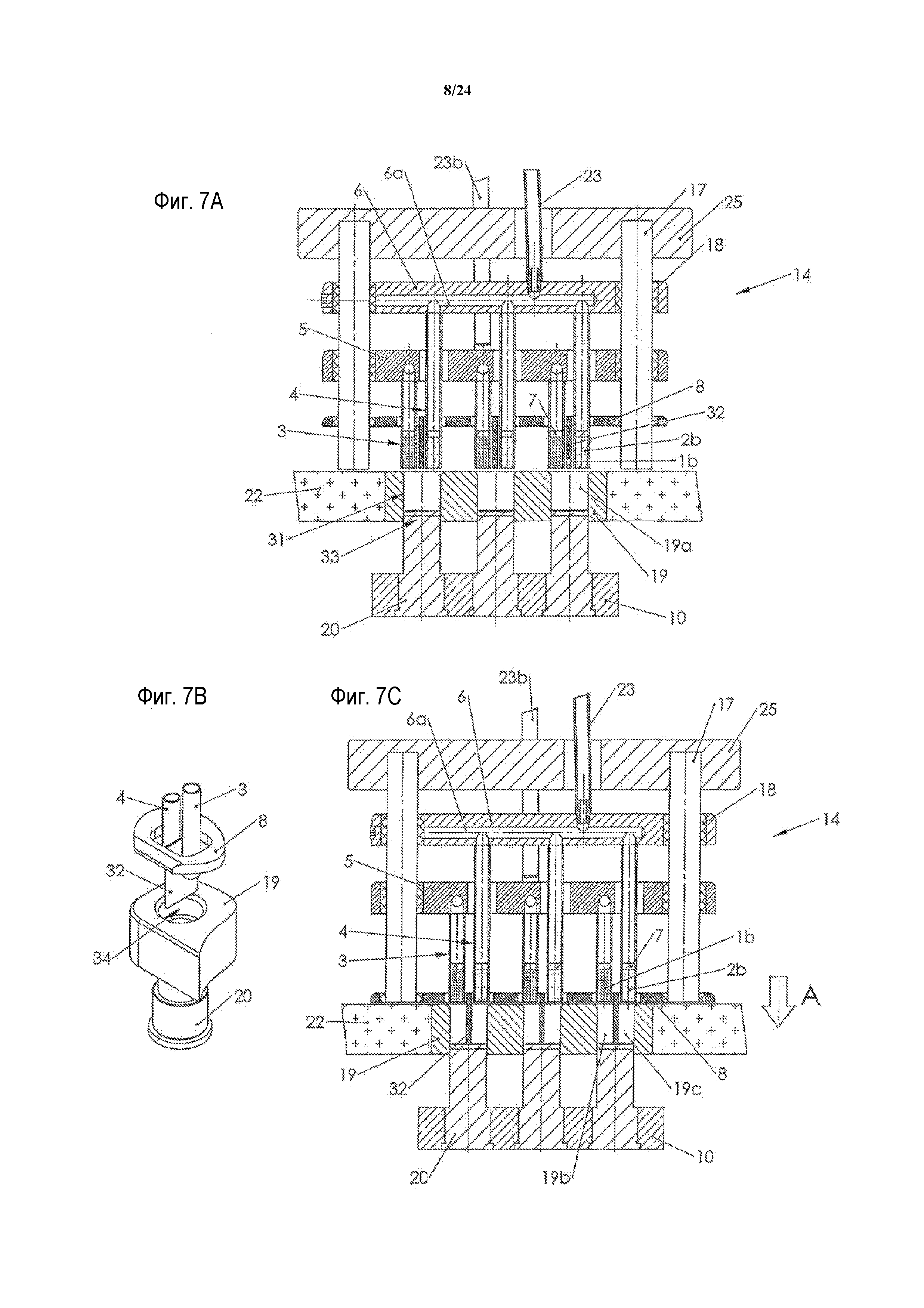
Фиг. 7A и 7C представляют собой виды в сечении дозирующего модуля 14 над блоком пресс-формы 19.
Фиг. 7B представляет собой вид в перспективе части блока пресс-формы 19, формирующего инструмента 20 и части насадок 3 и 4.
Фиг. 8A-8B представляют собой виды в сечении дозирующего модуля 14 над блоком пресс-формы 19.
Фиг. 9 представляет собой вид в перспективе формирующей станции 202.
Фиг. 10 представляет собой вид в сечении, на котором показана выполненная с возможностью перемещения электродная пластина 340 и выполненная с возможностью перемещения электродная пластина 341 в открытом положении.
Фиг. 11 представляет собой вид в сечении, на котором показаны выполненная с возможностью перемещения электродная пластина 340 и выполненная с возможностью перемещения электродная пластина 341 в закрытом положении.
Фиг. 12A представляет собой вид в сечении, на котором показаны формирующие инструменты 420 и 421 с накладками 440 и 430, изготовленными из изоляционного от РЧ-энергии материала.
Фиг. 12B и 12C представляют собой виды в сечении станции выталкивания таблеток 203.
Фиг. 13A-C представляют собой виды в перспективе различных вариантов осуществления пластин разделителя.
Фиг. 14A представляет собой вид в перспективе наружной дозирующей насадки 630 и внутренней дозирующей насадки 631.
Фиг. 14B-J представляют собой виды в сечении наружной дозирующей насадки 630 и внутренней дозирующей насадки 631.
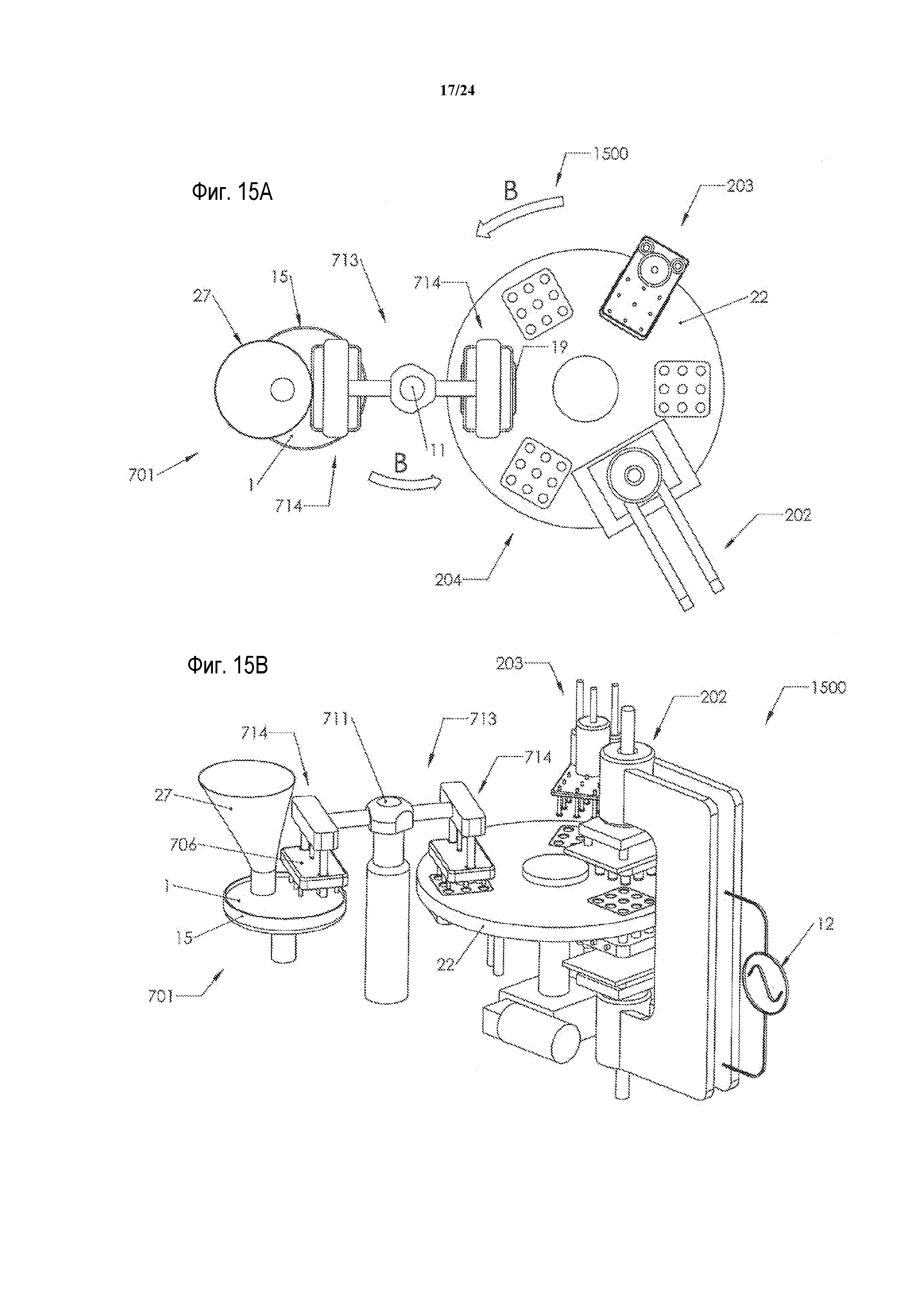
Фиг. 15A представляет собой вид сверху многокомпонентной таблеточной машины 1500.
Фиг. 15B представляет собой вид в перспективе многокомпонентной таблеточной машины 1500.
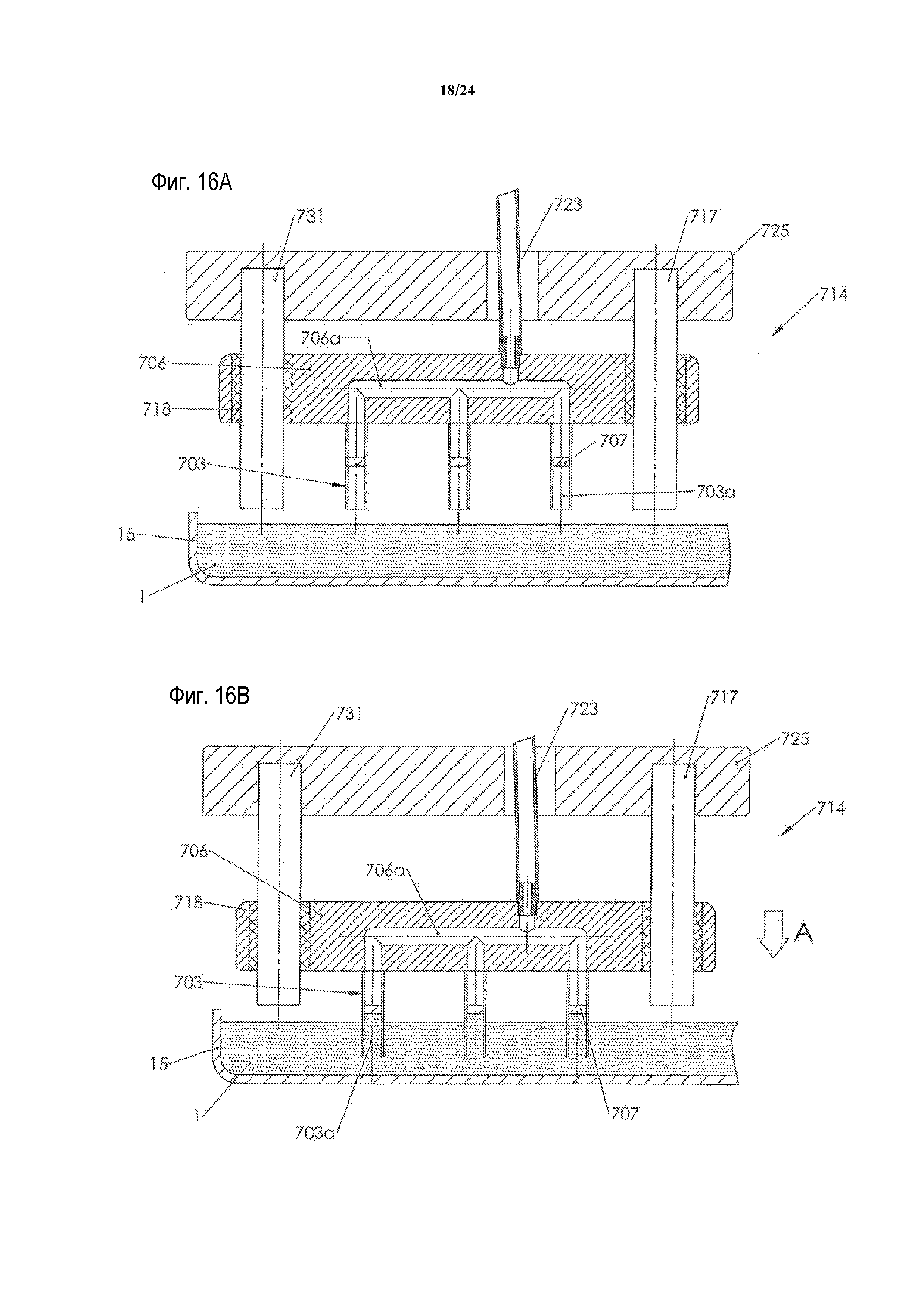
Фиг. 16A-16B представляют собой виды в сечении дозирующего модуля 714 над первым лотком для порошка 15.
Фиг. 17A представляет собой вид в сечении дозирующего модуля 714 над первым лотком для порошка 15.
Фиг. 17B представляет собой вид в перспективе дозирующего модуля 714, который перемещается от первого лотка для порошка 15 в положение над блоком пресс-формы 19.
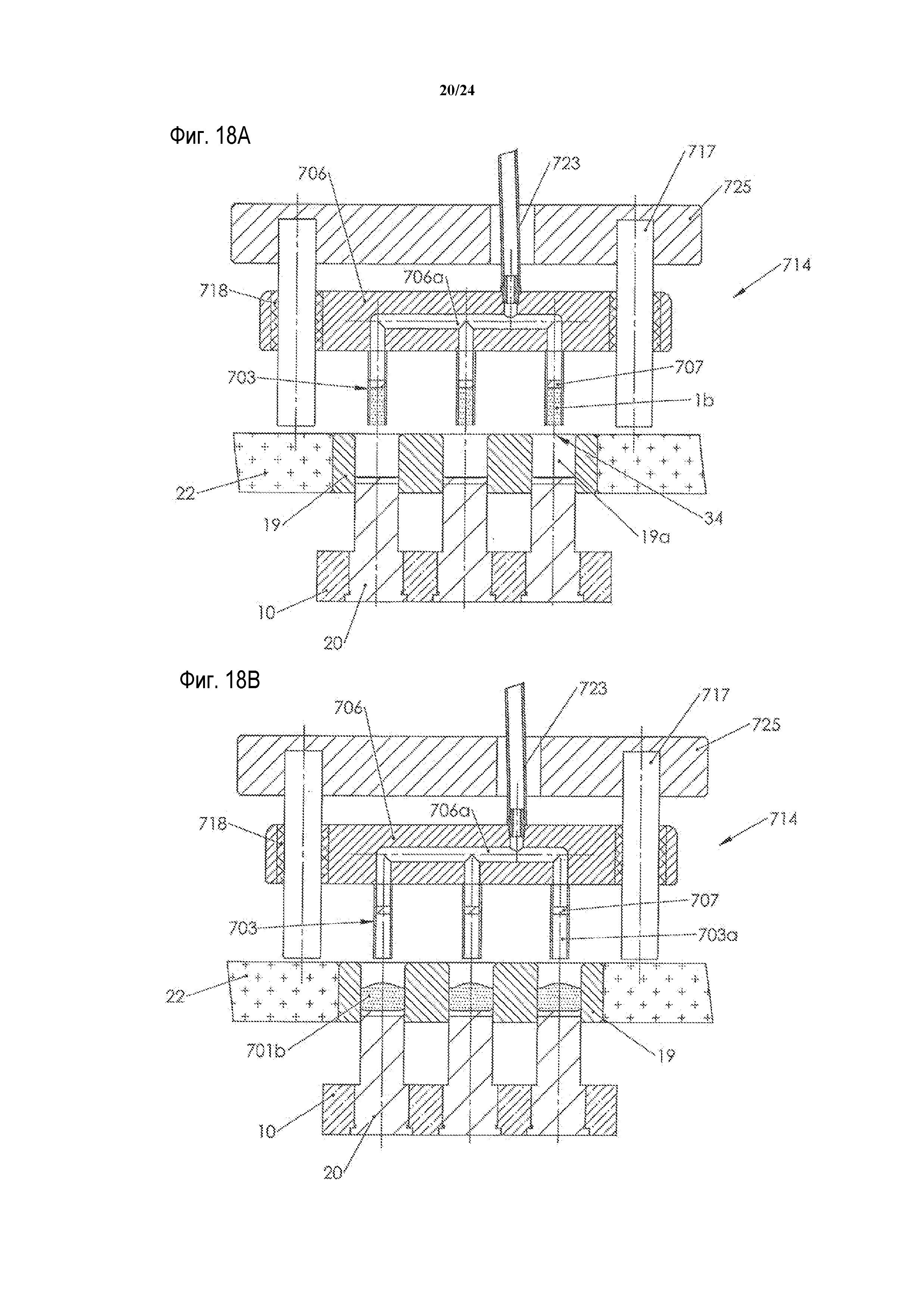
Фиг. 18A и 18B представляют собой виды в сечении дозирующего модуля 714 над блоком пресс-формы 19.
Фиг. 19 представляет собой вид в перспективе формирующей станции 202.
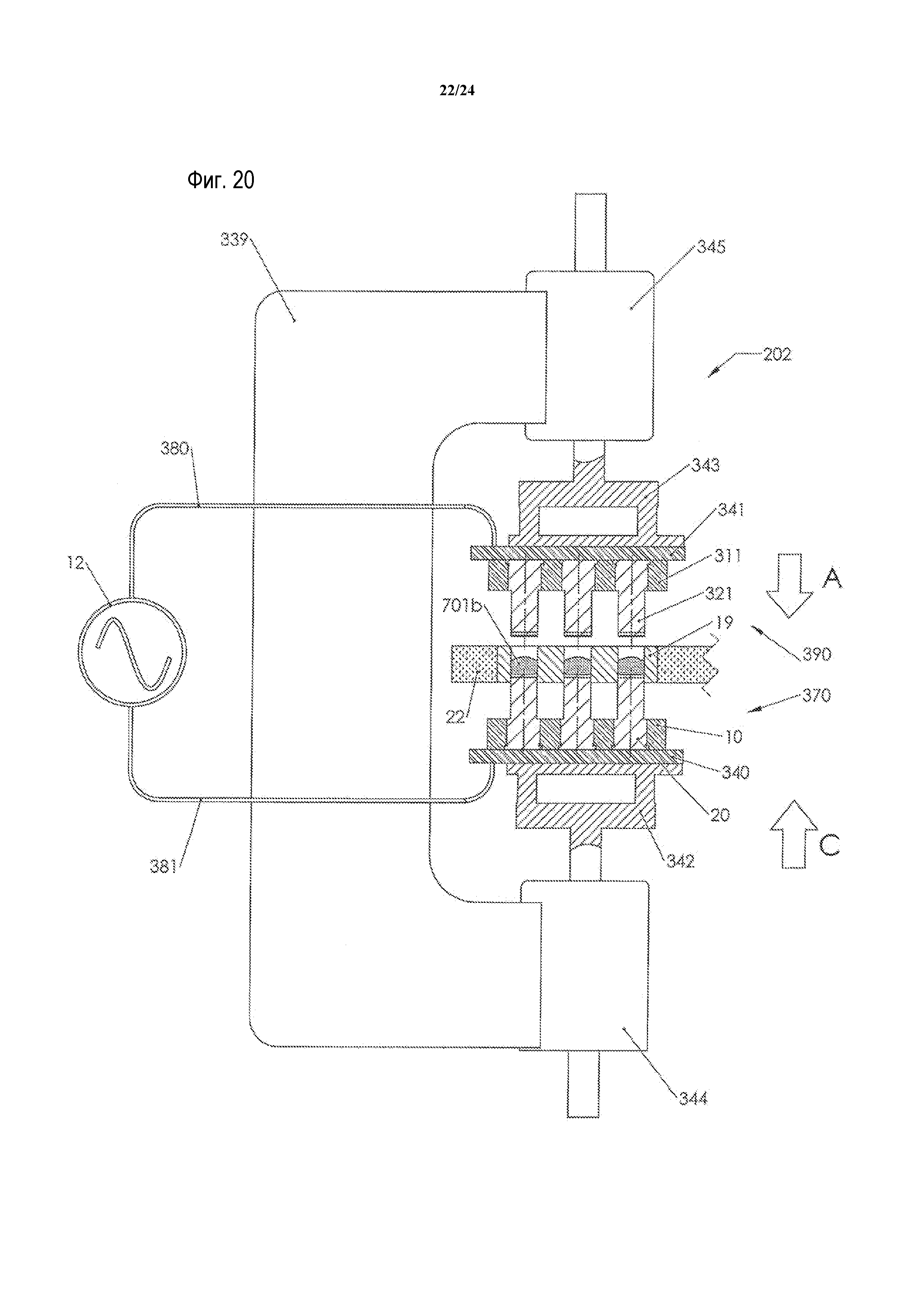
Фиг. 20 представляет собой вид в сечении, на котором показаны выполненная с возможностью перемещения электродная пластина 340 и выполненная с возможностью перемещения электродная пластина 341 в открытом положении.
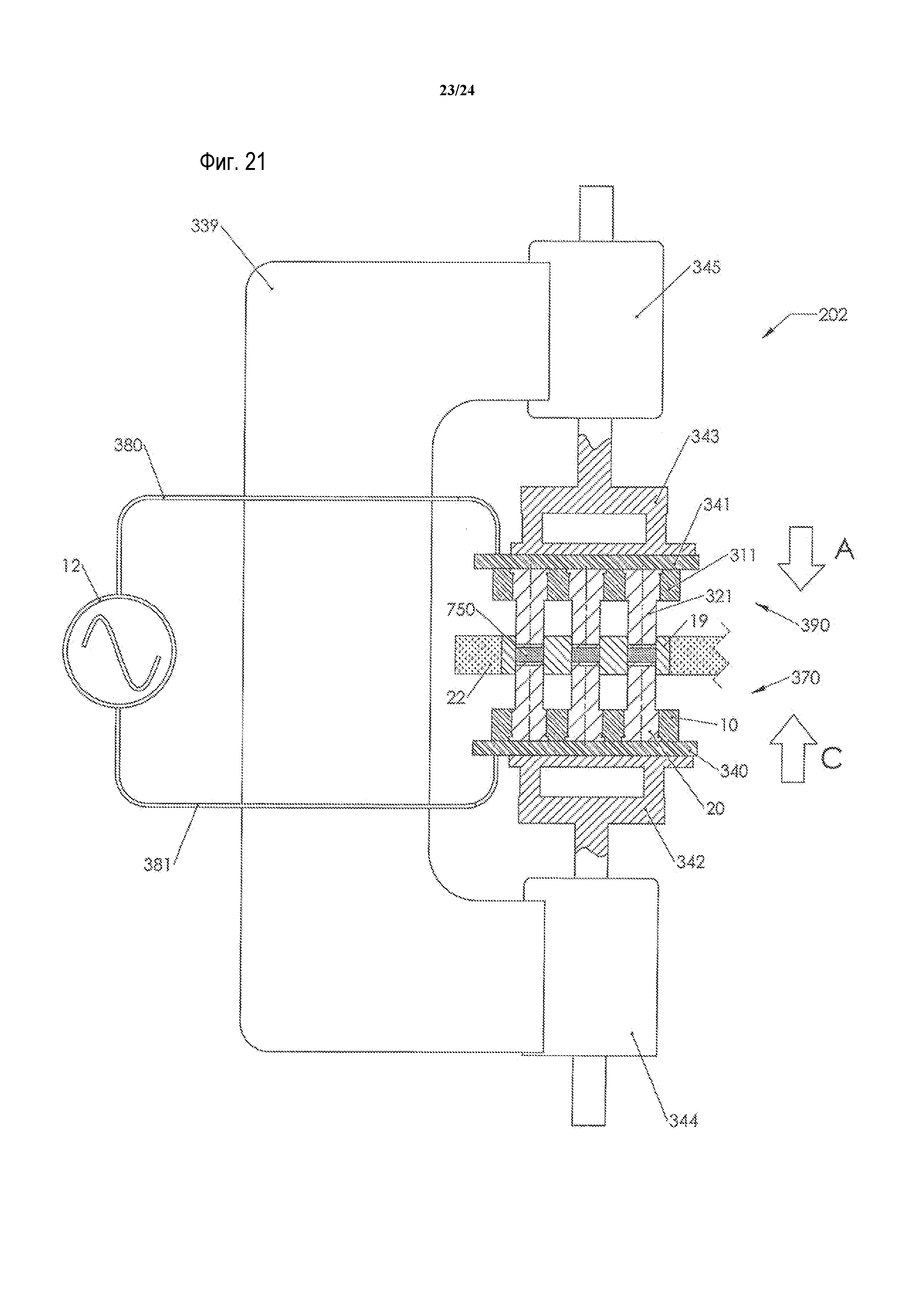
Фиг. 21 представляет собой вид в сечении, на котором показаны выполненная с возможностью перемещения электродная пластина 340 и выполненная с возможностью перемещения электродная пластина 341 в закрытом положении.
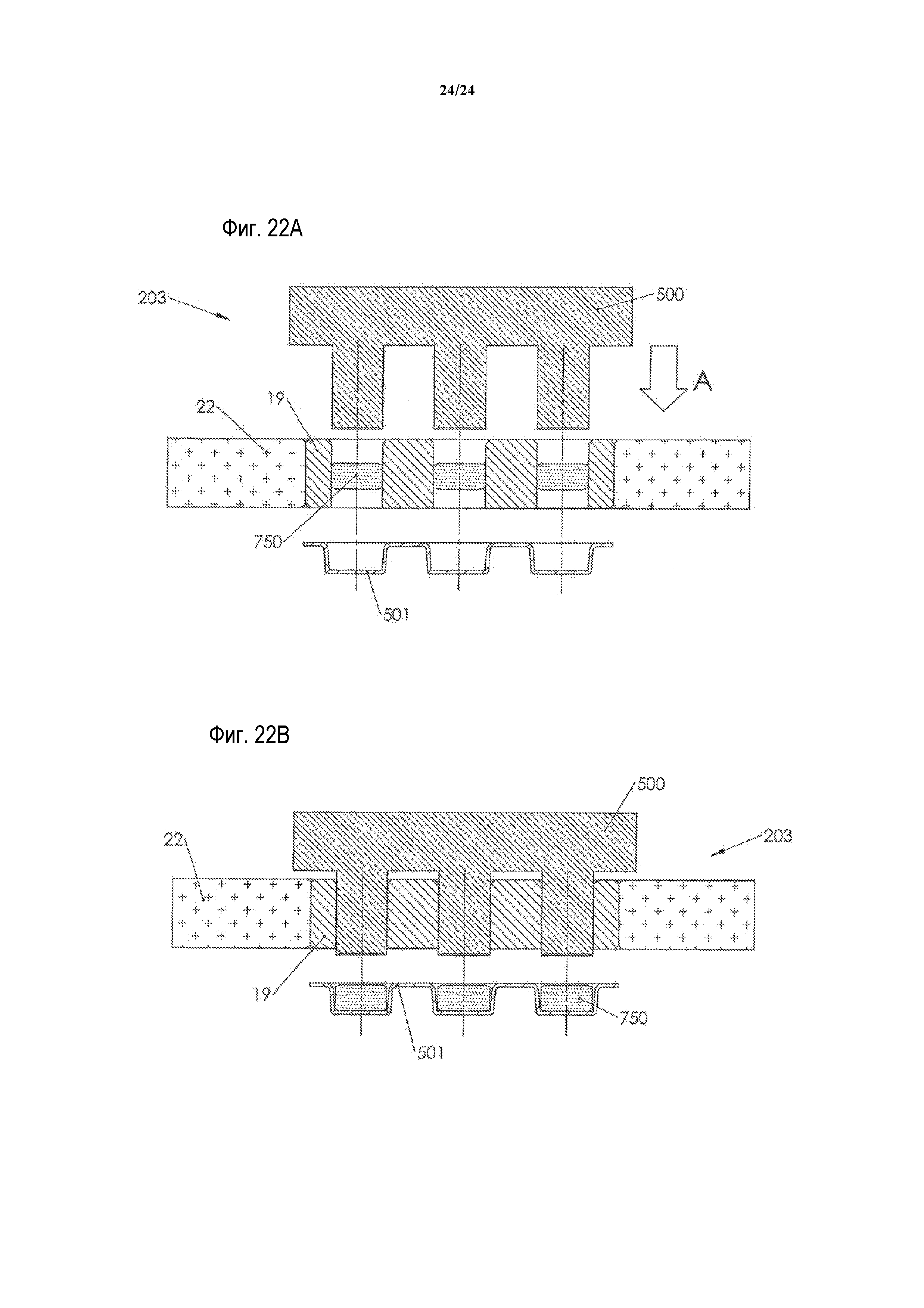
Фиг. 22A и 22B представляют собой виды в сечении станции выталкивания таблеток 203.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Предполагается, что специалист в данной области может в полной мере использовать настоящее изобретение на основе представленного в настоящем документе описания. Представленные ниже конкретные варианты осуществления изобретения можно рассматривать лишь в качестве иллюстрирующих, которые никаким образом не ограничивают остальную часть настоящего описания.
Если не указано иное, все используемые в настоящем документе технические и научные термины имеют такие же значения, которые хорошо известны среднему специалисту в области, к которой относится настоящее изобретение. Кроме того, все публикации, заявки на патенты, патенты и другие представленные в настоящем документе ссылки включены в настоящий документ путем ссылки. В настоящем документе все процентные значения, если не указано иное, представлены по весу.
Как описано выше, в одном аспекте настоящее изобретение включает способ производства твердой дозированной формы, причем способ включает следующие стадии: (a) измерение количества первой порошковой смеси внутри дозирующей насадки, причем первая порошковая смесь включает фармацевтически активный агент; (b) подачу измеренного количества первой порошковой смеси из дозирующей насадки в формирующую полость внутри блока пресс-формы, причем формирующая полость имеет внутреннюю стенку, первое отверстие на поверхности одной стороны блока пресс-формы и второе отверстие на поверхности с противоположной стороны блока пресс-формы; (c) перемещение первого формирующего инструмента в формирующую полость через первое отверстие формирующей полости так, что первая порошковая смесь приобретает форму дозированной формы внутри формирующей полости между внутренней стенкой, первым формирующим инструментом и вторым формирующим инструментом, который находится внутри полости или смежен с ней; (d) приложение РЧ-энергии между первым электродом и вторым электродом так, что энергия нагревает первую порошковую смесь внутри формирующей полости с образованием дозированной формы; и (e) извлечение дозированной формы из формирующей полости.
Хотя в конкретных вариантах осуществления, описанных в настоящем документе, основное внимание уделено таблеткам, такую машину и процесс также можно использовать для получения других дозированных форм, таких как пастилки и жевательные резинки.
Порошковая смесь
В одном варианте осуществления таблетку производят путем приложения энергии к порошковой смеси, содержащей по меньшей мере один фармацевтически активный агент (как описано в настоящем документе) и необязательно по меньшей мере один первый материал (как описано в настоящем документе), по меньшей мере один второй материал (как описано в настоящем документе), по меньшей мере одно плавкое связующее вещество (как описано в настоящем документе) и/или другие подходящие эксципиенты.
В одном варианте осуществления порошковая смесь имеет плотность менее приблизительно 0,5 г/см3, такую как менее приблизительно 0,4 г/см3, такую как менее приблизительно 0,3 г/см3. В одном варианте осуществления порошковая смесь по существу свободна от жидкого материала (например, менее 1%, например, менее 0,5%, например, менее 0,01%, например 0%).
В одном варианте осуществления порошковая смесь содержит по меньшей мере один первый материал и по меньшей мере один второй материал. В одном варианте осуществления по меньшей мере один фармацевтически активный агент содержится внутри частиц, таких как частицы с полимерным покрытием. В одном варианте осуществления общее количество таких частиц по меньшей мере одного первого материала и по меньшей мере одного второго материала включает по меньшей мере 90% по весу порошковой смеси/таблетки, например по меньшей мере 95%, например по меньшей мере 98% по весу порошковой смеси/таблетки.
В одном варианте осуществления порошковая смесь/таблетка содержит по меньшей мере 60% по весу по меньшей мере одного первого материала и по меньшей мере одного второго материала, например по меньшей мере 75%, например по меньшей мере 90%. В одном варианте осуществления отношение по меньшей мере одного первого материала к по меньшей мере одному второму материалу составляет от приблизительно 20:80 до приблизительно 70:30, например от приблизительно 25:75 до приблизительно 60:40, например от приблизительно 35:65 до приблизительно 45:55.
Примеры подходящих эксципиентов включают, без ограничений, смазывающие вещества, скользящие вещества, подсластители, вкусоароматические агенты, антиоксиданты, консерванты, улучшители текстуры, красители, а также их смеси. В одной частице порошковой смеси могут присутствовать один или более из вышеописанных ингредиентов.
Примеры подходящих смазывающих веществ включают, без ограничений, длинноцепочечные жирные кислоты и их соли, такие как стеарат магния и стеариновая кислота, тальк, глицеридные воски и их смеси.
Примеры подходящих скользящих веществ включают, без ограничений, коллоидный диоксид кремния.
Примеры подсластителей для настоящего изобретения включают, без ограничений, высокоинтенсивные подсластители, такие как синтетические или природные сахара; искусственные подсластители, такие как сахарин, сахарин натрия, аспартам, ацесульфам, тауматин, глицирризин, сукралоза, дигидрохалькон, алитам, миракулин, монеллин и стевиозид.
Примеры вкусоароматических веществ включают, без ограничений, эфирные масла, включая дистилляты, экстрагированные растворителями или холодным прессованием измельченные цветы, листья, очищенные или перетертые целые плоды, содержащие смеси спиртов, эфиров, альдегидов и лактонов; эссенции, включающие либо разбавленные растворы эфирных масел, либо смеси синтетических химических веществ, смешанных для соответствия природному вкусу плода (например, клубники, малины и черной смородины); искусственные и природные вкусы пива и других алкогольных напитков, например коньяка, виски, рома, джина, хереса, портвейна и вина; табака, кофе, чая, какао и мяты; фруктовых соков, включая выжатый сок из вымытых и очищенных фруктов, таких как лимон, апельсин, лайм; мяты кудрявой, мяты перечной, грушанки, корицы, какао, ванили, лакрицы, ментола, эвкалипта, аниса, орехов (например, арахиса, кокоса, фундука, каштана, грецкого ореха, ореха кола), миндаля, изюма; а также пудра, мука или части растительного материала, включая части растения табака, например рода Nicotiana, в количествах, незначительно повышающих уровень никотина, а также имбирь.
Примеры антиоксидантов включают, без ограничений, токоферолы, аскорбиновую кислоту, пиросульфит натрия, бутилгидрокситолуол, бутилированный гидроксианизол, этилендиаминтетрауксусную кислоту и соли этилендиаминтетрауксусной кислоты, а также их смеси.
Примеры консервантов включают, без ограничений, лимонную кислоту, винную кислоту, молочную кислоту, яблочную кислоту, уксусную кислоту, бензойную кислоту и сорбиновую кислоту, а также их смеси.
Примеры улучшителей текстуры включают, без ограничений, пектин, полиэтиленоксид и каррагинан, а также их смеси. В одном варианте осуществления улучшители текстуры используются в концентрациях от приблизительно 0,1% до приблизительно 10% по весу.
В одном варианте осуществления настоящего изобретения порошковая смесь имеет средний размер частиц менее 500 микрон, например от приблизительно 50 микрон до приблизительно 500 микрон, например от приблизительно 50 микрон до 300 микрон. Частицы в таком диапазоне размеров в особенности пригодны к использованию в процессах прямого уплотнения.
В одном варианте осуществления порошковая смесь по существу свободна от полиэтиленгликолей, гидратированных целлюлозных полимеров, камедей (таких как ксантановая камедь и каррагинаны) и желатинов. В настоящем документе термин «по существу свободен» означает содержание менее 5%, например менее 1%, например менее 0,1%, например полностью свободен (например, 0%). Такая композиция имеет преимущества для поддержания профиля растворения с немедленным высвобождением, что позволяет свести к минимуму затраты на обработку и материал и обеспечить оптимальную физическую и химическую стабильность таблетки.
В одном варианте осуществления порошковая смесь/таблетка по существу свободна от нерастворимых в воде наполнителей для прямого прессования. Нерастворимые в воде наполнители включают, без ограничений, микрокристаллическую целлюлозу, микрокристаллическую целлюлозу для прямого прессования, целлюлозы, нерастворимые в воде целлюлозы, крахмал, кукурузный крахмал и модифицированные крахмалы. Как описано в настоящем варианте осуществления, термин «по существу свободен» означает менее 2 процентов, например, менее 1 процента или полное отсутствие.
В одном варианте осуществления порошковая смесь по существу свободна от суперразрыхлителей. Суперразрыхлители включают кроскармеллозу натрия, крахмалгликолят натрия и поперечносшитый повидон. Композиция, по существу свободная от суперразрыхлителей, имеет преимущество в отношении усиления вкусовых ощущений и стабильности таблетки вследствие снижения гигроскопичности.
В одном варианте осуществления по меньшей мере 90% по весу таблетки составляет материал, имеющий точку плавления более 60°C, например по меньшей мере 70°C, например по меньшей мере 80°C.
Первый материал
Порошковая смесь/таблетка настоящего изобретения включает по меньшей мере один первый материал, который является диэлектрическим водосодержащим материалом, (i) включающим от приблизительно 1 до приблизительно 5 процентов по весу связанной воды, например от приблизительно 1,5 до приблизительно 3,2 процентов по весу связанной воды, например от приблизительно 1,7 до приблизительно 3 процентов по весу связанной воды, и (ii) имеет диэлектрические потери, измеренные при плотности в диапазоне от 0,15 до 0,5 г/см3, от приблизительно 0,05 до приблизительно 0,7, например от приблизительно 0,1 до приблизительно 0,5, например от 0,25 до приблизительно 0,5.
В одном варианте осуществления первый материал представляет собой крахмал. Примеры таких крахмалов включают, без ограничений, гидролизованные крахмалы, такие как мальтодекстрин и сухая кукурузная патока. Такие крахмалы могут быть получены из различных растительных источников, таких как зерно, бобы и клубни, и примеры включают, без ограничений, крахмалы, полученные из кукурузы, пшеницы, риса, гороха, бобов, тапиоки и картофеля.
В одном варианте осуществления насыпная плотность первого материала при добавлении в порошковую смесь составляет менее приблизительно 0,4 г/см3, например менее приблизительно 0,3 г/см3, например менее 0,2 г/см3.
В одном варианте осуществления средний размер частиц первого материала составляет менее 500 микрон, например менее 150 микрон.
Первый (-е) материал (-ы) может (-гут) присутствовать в концентрации по меньшей мере приблизительно 15 процентов по весу таблетки, например по меньшей мере приблизительно 20 процентов, например от приблизительно 20 процентов до приблизительно 45 процентов порошковой смеси/таблетки, например от приблизительно 20 процентов до приблизительно 42 процентов порошковой смеси/таблетки, например от приблизительно 20 процентов до приблизительно 40 процентов порошковой смеси/таблетки
Второй материал
В одном варианте осуществления порошковая смесь/таблетка настоящего изобретения включает по меньшей мере один второй материал, (i) имеющий растворимость в воде от приблизительно 20 до приблизительно 400 г на 100 г воды при 25°C, (ii) имеющий диэлектрические потери, измеренные при плотности в диапазоне от 0,5 до 1,1 г/см3, менее приблизительно 0,05, например менее приблизительно 0,01, например менее 0,005, например приблизительно 0. В одном варианте осуществления второй материал имеет кристаллическую форму при 25°C.
В одном варианте осуществления второй материал представляет собой сахар или его спирт или гидрат. Примеры сахаров включают, без ограничений, моносахариды и дисахариды, такие как сахароза, фруктоза, мальтоза, декстроза, лактоза, а также спирты и их гидраты.
Примеры сахарных спиртов включают, без ограничений, эритрит, изомальт, маннит, мальтит, лактит, сорбит и ксилит.
Второй(-ые) материал(-ы) может(-гут) присутствовать в концентрации от приблизительно 18 процентов до приблизительно 72 процентов порошковой смеси/таблетки, например от приблизительно 20 процентов до приблизительно 64 процентов порошковой смеси/таблетки, например от приблизительно 39 процентов до приблизительно 56 процентов порошковой смеси/таблетки.
Плавкое связующее вещество
В одном варианте осуществления порошковая смесь/таблетка настоящего изобретения включает по меньшей мере одно плавкое связующее вещество. В одном варианте осуществления температура плавления плавкого связующего вещества составляет от приблизительно 40°C до приблизительно 140°C, например от приблизительно 55°C до приблизительно 100°C. Размягчение или плавление плавкого(-их) связующего(-их) веществ(-а) приводит к спеканию таблетированной формы благодаря связыванию размягченного или расплавленного связующего вещества с фармацевтически активным агентом и/или другими ингредиентами внутри уплотненной порошковой смеси.
В одном варианте осуществления плавкое связующее вещество представляет собой связующее вещество, расплавляемое РЧ-излучением. Под связующим веществом, расплавляемым РЧ-излучением, понимается твердое связующее вещество, которое размягчается или плавится под воздействием РЧ-энергии. Связующее вещество, расплавляемое РЧ-излучением, как правило, является полярным и может повторно застывать или затвердевать при охлаждении.
В одном варианте осуществления плавкое связующее вещество представляет собой связующее вещество, не расплавляемое РЧ-излучением. В таком варианте осуществления порошковая смесь содержит эксципиент, который нагревается под воздействием РЧ-энергии (например, полярный эксципиент), так что полученное тепло может размягчить или расплавить плавкое связующее вещество. Примеры таких эксципиентов включают, без ограничений, полярные жидкости, такие как вода и глицерин; порошкообразные металлы и соли металлов, такие как порошкообразное железо, хлорид натрия, гидроксид алюминия и гидроксид магния; стеариновая кислота; и стеарат натрия.
Примеры подходящих плавких связующих веществ включают: жиры, такие как масло какао, гидрогенизированное растительное масло, такое как пальмоядровое масло, хлопковое масло, подсолнечное масло и соевое масло; моно-, ди- и триглицериды; фосфолипиды; цетиловый спирт; воски, такие как карнаубский воск, спермацетовый воск, пчелиный воск, канделильский воск, шеллачный воск, микрокристаллический воск и парафиновый воск; водорастворимые полимеры, такие как полиэтиленгликоль, поликапролактон, GlycoWax-932, глицериды лауроилмакрогола-32 и глицериды стеароилмакрогола-32; полиэтиленоксиды и эфиры сахарозы.
В одном варианте осуществления плавкое связующее вещество представляет собой связующее вещество, расплавляемое РЧ-излучением, причем связующее вещество, расплавляемое РЧ-излучением, представляет собой полиэтиленгликоль (ПЭГ), такой как ПЭГ-4000. Особенно предпочтительное связующее вещество, расплавляемое РЧ-излучением, представляет собой ПЭГ, имеющий по меньшей мере 95% по весу частиц ПЭГ менее 100 микрон (измеряют традиционными средствами, такими как рассеивание света или лазерного излучения, или с помощью гранулометрического анализа) и молекулярную массу в диапазоне от 3000 до 8000 дальтон.
Плавкое(-ие) связующее(-ие) вещество(-а) может(-гут) присутствовать в концентрации от приблизительно 0,01 процента до приблизительно 70 процентов порошковой смеси/таблетки, например от приблизительно 1 процента до приблизительно 50 процентов, например от приблизительно 10 процентов до приблизительно 30 процентов порошковой смеси/таблетки.
Углевод
В одном варианте осуществления порошковая смесь/таблетка содержит по меньшей мере один углевод в дополнение к любому первому материалу, второму материалу или плавкому связующему веществу, которое также является углеводом. В одном варианте осуществления порошковая смесь/таблетка содержит как плавкое связующее вещество, так и углевод. Углевод может влиять на растворимость и ощущение таблетки при нахождении в ротовой полости, способствовать распределению других ингредиентов по большей площади поверхности, а также разбавлению и смягчению фармацевтически активного агента. Примеры углеводов включают, без ограничений, водорастворимые прессуемые углеводы, такие как сахара (например, декстроза, сахароза, мальтоза, изомальт и лактоза), крахмалы (например, кукурузный крахмал), сахарные спирты (например, маннит, сорбит, мальтит, эритрит, лактит и ксилит) и гидролизаты крахмала (например, декстрины и мальтодекстрины).
Углевод(-ы) может(-гут) присутствовать в концентрации от приблизительно 5 процентов до приблизительно 95 процентов порошковой смеси/таблетки, например от приблизительно 20 процентов до приблизительно 90 процентов или от приблизительно 40 процентов до приблизительно 80 процентов порошковой смеси/таблетки. Если в порошковой смеси содержится плавкое связующее вещество, размер частиц углевода может влиять на концентрацию используемого плавкого связующего вещества, причем при большем размере частицы углевода обеспечивается меньшая площадь поверхности и, следовательно, требуется меньшая концентрация плавкого связующего вещества. В одном варианте осуществления, в котором содержание углевода(-ов) составляет более 50% по весу порошковой смеси, а средний размер частицы углевода(-ов) составляет более 100 микрон, плавкое связующее вещество находится в диапазоне от приблизительно 10 до приблизительно 30 процентов по весу порошковой смеси/таблетки.
Фармацевтически активный агент
Порошковая смесь/таблетка настоящего изобретения включает по меньшей мере один фармацевтически активный агент, содержащий частицы. Термин «фармацевтически активный агент» означает агент (например, соединение), который разрешен или одобрен Управлением по контролю за качеством пищевых продуктов и лекарственных средств США, Европейским агентством по лекарственным средствам или любым из их правопреемников в качестве препарата для перорального применения при лечении состояния или заболевания. Подходящие фармацевтически активные агенты включают, без ограничений, анальгетики, противовоспалительные агенты, жаропонижающие, антигистаминные, антибиотики (например, антибактериальные, противовирусные и противогрибковые агенты), антидепрессанты, противодиабетические агенты, спазмолитики, средства, подавляющие аппетит, бронходилататоры, агенты для лечения сердечно-сосудистых заболеваний (например, статины), агенты для лечения центральной нервной системы, противокашлевые средства, антиконгестанты, диуретики, отхаркивающие средства, средства для лечения заболеваний желудочно-кишечного тракта, анестетики, муколитики, мышечные релаксанты, агенты для лечения остеопороза, стимуляторы, никотин и седативные средства.
Примеры подходящих агентов для лечения заболеваний желудочно-кишечного тракта включают, без ограничений, следующие: антациды, такие как алюминийсодержащие фармацевтически активные агенты (например, карбонат алюминия, гидроксид алюминия, карбонат дигидроксиалюминия натрия и фосфат алюминия), бикарбонатсодержащие фармацевтически активные агенты, висмутсодержащие фармацевтически активные агенты (например, алюминат висмута, карбонат висмута, субкарбонат висмута, субгаллат висмута и субнитрат висмута), кальцийсодержащие фармацевтически активные агенты (например, карбонат кальция), глицин, магнийсодержащие фармацевтически активные агенты (например, магалдрат, алюмосиликаты магния, карбонат магния, глицинат магния, гидроксид магния, оксид магния и трисиликат магния), фосфатсодержащие фармацевтически активные агенты (например, фосфат алюминия и фосфат кальция), калийсодержащие фармацевтически активные агенты (например, бикарбонат калия), натрийсодержащие фармацевтически активные агенты (например, бикарбонат натрия) и силикаты; слабительные средства, такие как размягчающие стул средства (например, докузат) и слабительные стимулирующего действия (например, бисакодил); антагонисты H2-рецепторов, такие как фамотидин, ранитидин, циметидин и низатидин; ингибиторы протонного насоса, такие как омепразол, декслансопразол, эзомепразол, пантопразол, рабепразол и лансопразол; желудочно-кишечные цитопротекторы, такие как сукральфат и мизопростол; желудочно-кишечные прокинетики, такие как прукалоприд; антибиотики, активные в отношении H. pylori, такие как кларитромицин, амоксициллин, тетрациклин и метронидазол; противодиарейные средства, такие как субсалицилат висмута, каолин, дифеноксилат и лоперамид; гликопирролат; анальгетики, такие как мезаламин; противорвотные средства, такие как ондансетрон, циклизин, дифенгидрамин, дименгидринат, меклизин, прометазин и гидроксизин; пробиотические бактерии, включая, без ограничений, молочнокислые бактерии; лактазу; рацекадотрил; а также ветрогонные средства, такие как полидиметилсилоксаны (например, диметикон и симетикон, включая описанные в патентах США №№ 4906478, 5275822 и 6103260); их изомеры; а также их фармацевтически приемлемые соли и пролекарства (например, эфиры).
Примеры подходящих анальгетиков, противовоспалительных и жаропонижающих средств включают, без ограничений, нестероидные противовоспалительные лекарственные средства (НПВС), такие как производные пропионовой кислоты (например, ибупрофен, напроксен, кетопрофен, флурбипрофен, фенбуфен, фенопрофен, индопрофен, кетопрофен, флупрофен, пирпрофен, карпрофен, оксапрозин, пранопрофен и супрофен) и ингибиторы циклооксигеназы, такие как целекоксиб; ацетаминофен; ацетилсалициловую кислоту; производные уксусной кислоты, такие как индометацин, диклофенак, сулиндак и толметин; производные фенаминовой кислоты, такие как мефенаминовая кислота, меклофенаминовая кислота и флуфенаминовая кислота; производные бифенилкарбоновой кислоты, такие как дифлунизал и флуфенизал; и оксикамы, такие как пироксикам, судоксикам, изоксикам и мелоксикам; их изомеры; а также их фармацевтически приемлемые соли и пролекарства.
Примеры антигистаминов и антиконгестантов включают, без ограничений, бромфенирамин, хлорциклизин, дексбромфенирамин, бромгексан, фениндамин, фенирамин, пириламин, тонзиламин, приполидин, эфедрин, фенилэфрин, псевдоэфедрин, фенилпропаноламин, хлорфенирамин, декстрометорфан, дифенгидрамин, доксиламин, астемизол, терфенадин, фексофенадин, нафазолин, оксиметазолин, монтелукаст, пропилгексадрин, трипролидин, клемастин, акривастин, прометазин, оксомемазин, меквитазин, буклизин, бромгексин, кетотифен, терфенадин, эбастин, оксатамид, ксилометазолин, лоратадин, дезлоратадин и цетиризин; их изомеры; а также их фармацевтически приемлемые соли и эфиры.
Примеры противокашлевых и отхаркивающих средств включают, без ограничений, дифенгидрамин, декстрометорфан, носкапин, клофедианол, ментол, бензонатат, этилморфон, кодеин, ацетилцистеин, карбоцистеин, амброксол, алкалоиды красавки обыкновенной, собренол, гваякол и гвайфенезин; их изомеры; а также их фармацевтически приемлемые соли и пролекарства.
Примеры мышечных релаксантов включают, без ограничений, циклобензаприн и хлорзоксазон, метаксалон, орфенадрин и метокарбамол; их изомеры; а также их фармацевтически приемлемые соли и пролекарства.
Примеры стимуляторов включают, без ограничений, кофеин.
Примеры седативных средств включают, без ограничений, снотворные средства, такие как антигистамины (например, дифенгидрамин), эсзопиклон и золпидем, а также их фармацевтически приемлемые соли и пролекарства.
Примеры средств, подавляющих аппетит, включают, без ограничений, фенилпропаноламин, фентермин и диэтилкатинон, а также их фармацевтически приемлемые соли и пролекарства.
Примеры анестетиков (например, для лечения боли в горле) включают, без ограничений, диклонин, бензокаин и пектин, а также их фармацевтически приемлемые соли и пролекарства.
Примеры подходящих статинов включают, без ограничений, аторвастин, розувастатин, флувастатин, ловастатин, симвастатин, аторвастатин, правастатин и их фармацевтически приемлемые соли и пролекарства.
В одном варианте осуществления фармацевтически активный агент, содержащийся внутри таблетки, выбран из фенилэфрина, декстрометорфана, псевдоэфедрина, ацетаминофена, цетиризина, аспирина, никотина, ранитидина, ибупрофена, кетопрофена, лоперамида, фамотидина, карбоната кальция, симетикона, хлорфенирамина, метокарбомала, хлорфедианола, аскорбиновой кислоты, пектина, диклонина, бензокаина, ментола, а также их фармацевтически приемлемых солей и пролекарств.
Как описано выше, фармацевтически активные агенты настоящего изобретения также могут присутствовать в форме фармацевтически приемлемых солей, таких как кислотные/анионные или основные/катионные соли. Фармацевтически приемлемые кислотные/анионные соли включают, без ограничений, ацетат, бензолсульфонат, бензоат, бикарбонат, битартрат, бромид, эдетат кальция, камзилат, карбонат, хлорид, цитрат, дигидрохлорид, эдетат, эдисилат, эстолат, эзилат, фумарат, глицептат, глюконат, глутамат, гликолиларсанилат, гексилрезорцинат, гидрабамин, гидробромид, гидрохлорид, гидроксинафтоат, йодид, изетионат, лактат, лактобионат, малат, малеат, манделат, мезилат, метилбромид, метилнитрат, метилсульфат, мукат, напсилат, нитрат, памоат, пантотенат, фосфат/дифосфат, полигалактуронат, салицилат, стеарат, субацетат, сукцинат, сульфат, таннат, тартрат, теоклат, тозилат и триэтиодид. Фармацевтически приемлемые основные/катионные соли включают, без ограничений, соли алюминия, бензатин, соли кальция, хлоропрокаин, холин, диэтаноламин, этилендиамин, литий, магний, меглумин, калий, прокаин, натрий и цинк.
Как описано выше, фармацевтически активные агенты настоящего изобретения также могут присутствовать в форме пролекарств фармацевтически активных агентов. По существу, такие пролекарства будут представлять собой функциональные производные фармацевтически активного агента, которые легко преобразуются in vivo в требуемый фармацевтически активный агент. Традиционные процедуры выбора и получения подходящих производных пролекарств описаны, например, в публикации Design of Prodrugs, ed. H. Bundgaard, Elsevier, 1985 г. В дополнение к солям в настоящем изобретении предложено использование эфиров, амидов и других защищенных или производных форм описанных соединений.
В случаях, когда фармацевтически активные агенты в соответствии с настоящим изобретением имеют по меньшей мере один хиральный центр, они могут соответственно существовать в виде энантиомеров. В случаях, когда фармацевтически активные агенты обладают двумя или более хиральными центрами, они могут дополнительно существовать в виде диастереомеров. Следует понимать, что все такие изомеры и их смеси находятся в рамках объема настоящего изобретения. Кроме того, некоторые из кристаллических форм фармацевтически активных агентов могут существовать в виде полиморфных модификаций и в виде таковых считаются включенными в настоящее изобретение. Кроме того, некоторые из фармацевтически активных агентов могут образовывать сольваты с водой (например, гидраты) или распространенными органическими растворителями, и такие сольваты также считаются находящимися в рамках объема настоящего изобретения.
В одном варианте осуществления фармацевтически активный агент или агенты присутствуют в таблетке в терапевтически эффективном количестве, которое обеспечивает количество, обеспечивающее желательный терапевтический ответ при пероральном введении и легко определяемое специалистом в данной области. Как известно в данной области, при определении таких количеств необходимо учитывать конкретный вводимый фармацевтически активный агент, характеристики биодоступности фармацевтически активного агента, режим дозы, возраст и вес пациента, а также другие факторы.
Фармацевтически активный агент может присутствовать в различных формах. Например, фармацевтически активный агент может быть диспергирован на молекулярном уровне, например может быть расплавлен, внутри таблетки, или может находиться в форме частиц, которые, в свою очередь, могут быть покрыты или не покрыты. Если фармацевтически активный агент находится в форме частиц (покрытых или непокрытых), то, как правило, средний размер частиц находится в диапазоне от приблизительно 1 до приблизительно 500 микрон. В одном варианте осуществления такие частицы представляют собой кристаллы, имеющие средний размер частиц от приблизительно 1 до приблизительно 300 микрон.
До добавления маскирующего вкус покрытия фармацевтически активный агент может присутствовать в чисто кристаллической форме или в гранулированной форме. Техники гранулирования можно использовать для улучшения характеристик текучести или размера частиц фармацевтически активных агентов для того, чтобы сделать их в большей степени подходящими для уплотнения или последующего покрытия. Подходящие связывающие вещества для гранулирования включают, без ограничений, крахмал, поливинилпирролидон, полиметакрилаты, гидроксипропилметилцеллюлозу и гидроксипропилцеллюлозу. Частицы, включающие фармацевтически активный(-е) агент(-ы), могут быть получены при помощи когрануляции фармацевтически активного(-ых) агента(-ов) с подходящими частицами субстрата посредством любых известных в данной области способов гранулирования. Примеры такого способа гранулирования включают, без ограничений, влажное гранулирование с большими сдвиговыми усилиями и гранулирование в кипящем слое, такое как ротационное гранулирование в кипящем слое.
Если фармацевтически активный агент имеет неприятный вкус, то, как известно в данной области, фармацевтически активный агент может быть покрыт маскирующим вкус покрытием. Примеры подходящих маскирующих вкус покрытий описаны в патенте США № 4851226, патенте США № 5075114 и патенте № США 5489436. Также могут использоваться доступные с коммерческой точки зрения фармацевтически активные агенты с замаскированным вкусом. Например, в настоящем изобретении можно использовать частицы ацетаминофена, инкапсулированные в этилцеллюлозу или другие полимеры с помощью процесса коацервации. Инкапсулированный путем коацервации ацетаминофен можно приобрести у компании Eurand America, Inc. (г. Вандалия, штат Огайо, США).
В одном варианте осуществления таблетка включает покрытые частицы с модифицированным высвобождением (например, частицы, содержащие по меньшей мере один фармацевтически активный агент, которые придают свойства модифицированного высвобождения такого агента). В настоящем документе термин «модифицированное высвобождение» должен применяться к измененному высвобождению или растворению активного агента в растворяющей среде, такой как текучие среды желудочно-кишечного тракта. Типы модифицированного высвобождения включают, без ограничений, замедленное высвобождение или отсроченное высвобождение. По существу, таблетки с модифицированным высвобождением составляют так, чтобы сделать активный(-е) агент(-ы) доступным(-и) в течение продолжительного периода времени после приема, что, таким образом, позволяет снизить частоту дозирования в сравнении с дозированием того(тех) же самого(-ых) активного(-ых) агента(-ов) в традиционной таблетке. Таблетки с модифицированным высвобождением также позволяют использовать комбинации активных агентов, в которых продолжительность действия одного фармацевтически активного агента может отличаться от продолжительности действия другого фармацевтически активного агента. В одном варианте осуществления таблетка содержит один фармацевтически активный агент, который высвобождается немедленно, а также дополнительный активный агент или вторую часть того же активного агента, что и первый, с модифицированным высвобождением.
Примеры разбухающих, размываемых гидрофильных материалов для использования в качестве эксципиента, модифицирующего высвобождение, для использования в модифицирующем высвобождение покрытии, включают разбухающие в воде производные целлюлозы, полиалкиленгликоли, термопластичные полиалкиленоксиды, акриловые полимеры, гидроколлоиды, глины и желирующие крахмалы. Примеры разбухающих в воде производных целлюлозы включают натрийкарбоксиметилцеллюлозу, поперечносшитую гидроксипропилцеллюлозу, гидроксипропилцеллюлозу (ГПЦ), гидроксипропилметилцеллюлозу (ГПМЦ), гидроксиизопропилцеллюлозу, гидроксибутилцеллюлозу, гидроксифенилцеллюлозу, гидроксиэтилцеллюлозу (ГЭЦ), гидроксипентилцеллюлозу, гидроксипропилэтилцеллюлозу, гидроксипропилбутилцеллюлозу и гидроксипропилэтилцеллюлозу. Примеры полиалкиленгликолей включают полиэтиленгликоль. Примеры подходящих термопластичных полиалкиленоксидов включают поли(этиленоксид). Примеры акриловых полимеров включают сополимер калия и метакрилатдивинилбензола, полиметилметакрилат, а также высокомолекулярные гомополимеры и сополимеры поперечносшитой акриловой кислоты.
Подходящие pH-зависимые полимеры для использования в качестве модифицирующих высвобождение эксципиентов для использования в модифицирующем высвобождение покрытии включают: кишечнорастворимые производные целлюлозы, такие как фталат гидроксипропилметилцеллюлозы, ацетатсукцинат гидроксипропилметилцеллюлозы и ацетатфталат целлюлозы; природные смолы, такие как шеллак и зеин; кишечнорастворимые ацетатпроизводные, такие как поливинилацетатфталат, ацетатфталат целлюлозы и ацетальдегид ацетат диметилцеллюлозы; и кишечнорастворимые акрилатпроизводные, такие как, например, полимеры на основе полиметакрилата, такие как поли(метакриловая кислота, метилметакрилат) 1:2 (доступны в продаже в компании Rohm Pharma GmbH под торговой маркой EUDRAGIT S) и поли(метакриловая кислота, метилметакрилат) 1:1 (доступны в продаже от компании Rohm Pharma GmbH под торговой маркой EUDRAGIT L).
В одном варианте осуществления фармацевтически активный агент покрывают комбинацией нерастворимого в воде пленкообразующего полимера (такого как, без ограничений, ацетат целлюлозы или этилцеллюлоза) и растворимого в воде полимера (такого как, без ограничений, повидон, полиметакриловые сополимеры, такие как те, которые продаются под торговым наименованием Eudragit E-100 в компании Rohm America, и гидроксипропилцеллюлоза). В данном варианте осуществления соотношение нерастворимого в воде пленкообразующего полимера с водорастворимым полимером составляет от приблизительно 50 до приблизительно 95 процентов нерастворимого в воде полимера и от приблизительно 5 до приблизительно 50 процентов водорастворимого полимера, причем весовая доля покрытия по весу покрытой маскирующим вкус покрытием частицы составляет от приблизительно 5 процентов до приблизительно 40 процентов. В одном варианте осуществления покрытие, используемое в покрытой частице фармацевтически активного агента, по существу свободно от материала (такого как полиэтиленгликоль) с температурой плавления ниже 85°C для предотвращения нарушения целостности покрытия на стадии РЧ-нагрева.
В одном варианте осуществления один или более фармацевтически активных агентов или часть фармацевтически активного агента могут быть связаны с ионообменной смолой для целей маскировки вкуса фармацевтически активного агента или доставки активного агента путем модифицированного высвобождения.
В одном варианте осуществления фармацевтически активный агент может растворяться при контакте с текучей средой, такой как вода, кислота желудочного сока, кишечная текучая среда и т.п. В одном варианте осуществления характеристики растворения фармацевтически активного агента внутри таблетки соответствуют спецификациям Фармакопеи США (USP) на таблетки, включающие фармацевтически активный агент с немедленным высвобождением. Например, для таблеток ацетаминофена в USP 24 указано, что в фосфатном буфере с pH 5,8 с использованием устройства 2 (лопасти) по USP при 50 об/мин по меньшей мере 80% ацетаминофена, содержащегося в таблетке, высвобождается из нее в течение 30 минут после дозирования, а для таблеток ибупрофена в USP 24 указано, что в фосфатном буфере с pH 7,2 с использованием устройства 2 (лопасти) по USP при 50 об/мин по меньшей мере 80% ибупрофена, содержащегося в таблетке, высвобождается из нее в течение 60 минут после дозирования. См. USP 24, 2000 Version, 19-20 и 856 (1999 г.). В другом варианте осуществления характеристики растворения фармацевтически активного агента модифицированы: например, управляемые, стабильные, длительные, замедленные, пролонгированные, отложенные и т.п.
В одном варианте осуществления фармацевтически активный(-ые) агент(-ы) содержится(-атся) внутри частиц с полимерным покрытием (например, частиц с покрытием, маскирующим вкус, и/или с замедленным высвобождением).
В одном варианте осуществления частицы, включающие фармацевтически активный(-ые) агент(-ы), могут присутствовать в концентрации от приблизительно 10% до приблизительно 40% по весу таблетки/порошковой смеси, например от 15% до приблизительно 35% по весу таблетки/порошковой смеси, например от 20% до приблизительно 30% по весу таблетки/порошковой смеси. В одном варианте осуществления частицы, включающие фармацевтически активный(-ые) агент(-ы), могут присутствовать в концентрации по меньшей мере приблизительно 15% по весу таблетки/порошковой смеси, например по меньшей мере приблизительно 20% по весу таблетки/порошковой смеси.
Таблетка со множеством областей
Таблетки со множеством областей содержат две или более области, имеющие четко отличающиеся физические композиции, например, как показано на Фиг. 1A-1G. В одном варианте осуществления каждая область таблетки имеет уникальную функцию или сенсорный признак. Примером является таблетка, созданная с областью компонента, имеющей быстрорастворимую композицию для рассасывания в полости рта, и смежной областью компонента, имеющей состав, который имеет медленно растворимую композицию наподобие пастилки. Альтернативно таблетка может быть создана с отдельными областями компонентов, содержащими четко отличающиеся фармацевтические активные вещества, такие как первый компонент, содержащий обезболивающее лекарственное средство, такое как ацетаминофен или ибупрофен, и вторую область компонента, содержащую лекарственное средство для лечения заболеваний верхних дыхательных путей, такие как антиконгестанты, такие как фенилэфрин или псевдоэфедрин, или антигистамины, такие как димедрол или цетиризин. Аналогичным образом таблетка может быть произведена с композицией, имеющей лекарственное средство с немедленным высвобождением, в комбинации с компонентом, имеющим лекарственное средство с управляемым высвобождением. В альтернативном варианте осуществления таблетки также могут быть созданы со множеством областей компонентов с аналогичной композицией или функциональностью, но имеющих отличающиеся эстетические признаки, такие как цвет, вкус или текстура.
В одном варианте осуществления вторая область имеет более высокую плотность, чем первая область. В одном варианте осуществления плотность второй области по меньшей мере на 10% больше плотности первой области. В одном варианте осуществления вторая область представляет собой пастилку. В варианте осуществления, в котором вторая область представляет собой пастилку, область (например, порошковая смесь, используемая для создания области) содержит по меньшей мере один аморфный полимер углевода. Термин «аморфный полимер углевода» означает молекулу, имеющую множество мономеров углевода, причем такая молекула имеет уровень кристалличности менее 20%, например менее 10%, например менее 5%. Примеры аморфных полимеров углевода включают, без ограничений, гидрогенизированный гидролизат крахмала, полидекстрозу и олигосахариды. Примеры олигосахаридов включают, без ограничений, фруктоолигосахарид, галактоолигосахарид, мальтоолигосахарид, инулин и изомальтоолигосахарид.
В одном варианте осуществления граница между областями проходит вдоль по меньшей мере одной из крупных граней таблетки. В одном варианте осуществления граница проходит вдоль двух крупных граней таблетки (например, граница проходит через таблетку).
Таблетка с двумя такими областями компонентов показана на Фиг. 1A. На данной иллюстрации таблетка 100 имеет первую крупную грань 107, вторую крупную грань 108 и боковую стенку 109. Таблетка состоит из первой области 101 и смежной второй области 102. В данной конфигурации таблетки граница 103, разделяющая области, представляет собой прямую линию. Первая область 101 и вторая область 102 могут иметь аналогичный внешний вид, благодаря чему граница 103 неотличима от остальной части таблетки. Однако в предпочтительном варианте осуществления настоящего изобретения первая область 101 и вторая область 102 могут иметь разные цвета, разные текстуры и/или разные оптические свойства, такие как непрозрачность или прозрачность, для создания визуально заметной границы 103.
Новизна настоящего изобретения заключается не только в многокомпонентной конструкции таблетки, но также и в том, что области компонентов таблетки имеют границы, которые параллельны боковым сторонам 104 таблетки, показанным в вертикальной ориентации на Фиг. 1A. В технологиях производства таблеток на основе прессования данные стенки являются линейными и параллельными, что способствует выталкиванию таблетки из полости, которая формирует таблетку в процессе производства. Таблетки линейно выскальзывают из формирующей полости. Таблетки, изготовленные по существующим технологиям, такие как двухслойные таблетки, изготовленные на машинах производства компаний Korsch America Inc. (г. Южный Истон, штат Массачусетс, США) и Fette Compacting America (г. Рокэвей, штат Нью-Джерси, США), могут иметь множество областей, однако они требуют использования конструкции последовательного наслоения с границами, которые по существу перпендикулярны стенке пресс-формы. В одном варианте осуществления настоящее изобретение позволяет производить таблетку, в которой граница между двумя или более областями параллельна стенке пресс-формы.
Другой инновационный аспект настоящего изобретения заключается в том, что можно изготовить границы области как криволинейной, так и линейной геометрии, которые могут быть выполнены с возможностью достижения уникальных визуальных или функциональных эффектов. Это проиллюстрировано на Фиг. 1B, где граница 114 между первой областью 112 и второй областью 113 представляет собой волнистую, криволинейную линию. На Фиг. 1C представлена таблетка с дугообразной границей 115. На Фиг. 1D представлена таблетка, имеющая первую область 117 и вторую область 118, которая имеет размытую границу 119. В данном варианте осуществления граница является не четко очерченной линией, а областью смешанного состава порошка, обеспечивающей уникальный эстетический эффект. На Фиг. 1E представлен дополнительный вариант таблетки, в котором первая область 122 полностью окружена второй областью 121 с кольцевой границей 122, таким образом формируя геометрию «бычьего глаза». Все описанные до настоящего времени таблетки имеют две области, однако также можно использовать три или более области. На Фиг. 1F показана именно такая таблетка с первой областью 124, второй областью 125 и третьей областью 126. На Фиг. 1G представлена трехкомпонентная таблетка, в которой первая область 128 и вторая область 130 разделены защитной областью 129. Данная конструкция таблетки позволяет отделить друг от друга несовместимые или реакционноспособные лекарственные продукта защитным компонентом.
Во всех описанных вариантах осуществления предложены таблетки с уникальными эстетическими свойствами, которые можно использовать в качестве идентификатора таблетки, помогающего отличить одно лекарственное средство от другого. Чем более уникальной и отличительной является таблетка, тем ниже вероятность ошибочного проглатывания неверного лекарственного средства.
Способ производства таблеток со множеством областей
В одном аспекте настоящее изобретение включает машину, имеющую возможность изготовления таблетки со множеством областей, причем граница между первой областью и второй областью проходит вдоль крупной грани таблетки. Один вариант осуществления такой машины показан на Фиг. 2A и 2B. На Фиг. 2A представлен вид в горизонтальной проекции варианта осуществления настоящего изобретения, а на Фиг. 2B представлен трехмерный вид данного варианта осуществления. Машина для производства таблеток со множеством областей 200 состоит из четырех основных узлов, а именно из станции дозирования порошка 201, узла ротационного стола 204, формирующей станции 202 и станции выталкивания таблеток 203.
Станция дозирования порошка 201 выполнена с возможностью точного дозирования множества порошковых смесей. Она образована из первого лотка для порошковой смеси 15, который содержит слой порошковой смеси 1, и второго лотка для порошковой смеси 16, который содержит слой порошковой смеси 2. Порошковые смеси подают в первый лоток для порошковой смеси 15 и второй лоток для порошковой смеси 16 через загрузочные воронки 27 и 28 соответственно. Узел дозирующей головки 13 расположен над слоями порошковых смесей 1 и 2, а также над узлом ротационного стола 204. В предпочтительном варианте осуществления узел дозирующей головки 13 образован из трех идентичных дозирующих модулей 14, расположенных радиально относительно центральной втулки 11. В данном варианте осуществления ротационный узел дозирующей головки последовательно дискретно перемещается сначала в положение над слоем порошковой смеси 1 для получения объема порошковой смеси из слоя порошковой смеси 1. Затем он дискретно перемещается в положение над слоем порошковой смеси 2 для получения объема порошковой смеси из слоя порошковой смеси 2. Затем он дискретно перемещается для сброса объемов двух порошковых смесей 1b и 2b в блок пресс-формы 19 на лицевой пластине 22 (как показано на Фиг. 8A), которая дискретно перемещается между станцией дозирования порошка 201, формирующей станцией 202 и станцией выталкивания таблеток 203. Несмотря на то что в настоящем документе представлены объемы двух порошковых смесей, также можно выполнять дозирование трех или более отдельных объемов порошковых смесей с использованием дополнительных слоев порошковых смесей и необязательно дополнительных узлов дозирующей головки.
В одном варианте осуществления слои порошковых смесей 1 и 2 разрыхляют для обеспечения поддержания однородной плотности и предотвращения уплотнения слоя порошка. В одном варианте осуществления лотки для порошковых смесей 15 и 16 вращаются, а наклоненная смесительная лопатка 24 остается неподвижной, заставляя слои порошковых смесей 1 и 2 перемещаться вверх и над наклоненной смесительной лопаткой 24. Последовательное поднятие и сбрасывание порошковой смеси над задней кромкой смесительной лопатки 24 приводит к разделению частиц порошка и разрушению комков, поскольку они свободно падают обратно на слой порошковой смеси. Управление углом смесительной лопатки 24 обеспечивается для достижения различных расстояний сбрасывания и посредством этого достижения желательной степени разрыхления. Так как слои порошковых смесей 1 и 2 имеют круглую форму и так как тангенциальная скорость в любой точке слоев порошковых смесей 1 и 2 изменяется в соответствии с ее радиусом, лопатка может иметь сужающуюся к ее концу геометрию для учета изменений скорости вдоль радиуса слоев. Смесительная лопатка 24 также может иметь геометрию скручивания для управления расстоянием и продолжительностью подъема в различных точках вдоль радиуса слоев порошковой смеси. В другом варианте осуществления (не показан) серия наклоненных смесительных лопаток может быть расположена в различных местах внутри слоя порошковой смеси в ориентации, перпендикулярной слою. Данные лопатки расположены под различными углами для перемещения порошковой смеси от наружного радиуса слоя порошковой смеси к внутреннему радиусу или наоборот. Данный эффект перемешивания также можно использовать для учета описанного ранее воздействия тангенциальной скорости. В другом варианте осуществления слои порошковых смесей 1 и 2 остаются неподвижными, а вращающийся рычаг (не показан) внутри первых лотков для порошковой смеси 15 и 16 перемешивает слои порошковых смесей 1 и 2.
На Фиг. 3A показан вид в сечении одного из дозирующих модулей 14. На данном виде дозирующий модуль 14 расположен над первым лотком для порошковой смеси 15 и готов к началу первой стадии в дозирующей последовательности. Дозирующий модуль 14 образован из множества дозирующих насадок 3 и 4, которые имеют форму полой трубки. Внутри каждой насадки находится фильтр 7, положение которого внутри трубки можно регулировать так, чтобы устанавливать желательный объем дозы полостей насадки 3a и 4a. Каждая насадка соединена с проточными каналами 5a и 6a соответственно, что позволяет создавать вакуум посредством вакуумных трубок 23b и 23 соответственно. Более длинные дозирующие насадки 4 установлены на пластине коллектора 6, а более короткие дозирующие насадки 3 установлены на пластине коллектора 5. Как пластина коллектора 5, так и пластина коллектора 6 могут линейно перемещаться и направляются подшипниками 18 и 33 соответственно, на стержне 17 и стержне 31, оба из которых установлены на опоре 25, которая прикреплена к втулке 11. Дозирующие насадки разделены пластинами разделителя 32, которые прикреплены к монтажной пластине разделителя 8.
На Фиг. 3B показана пластина коллектора 5 и прикрепленные дозирующие насадки 3 после их перемещения вниз в направлении A и проникновения в слой порошковой смеси 1. В этот момент включен источник вакуума, управляемый посредством внешнего клапана (не показан), создавая вакуум через вакуумную трубку 23b. Объем порошковой смеси 1b из слоя порошковой смеси 1 всасывается в полость насадки 3a с помощью отрицательного давления. Фильтр 7 предотвращает прохождение такой порошковой смеси за пределы полости насадки 3a. Объем порошковой смеси 1b внутри полости насадки 3a можно модифицировать путем изменения положения фильтра 7 внутри дозирующей насадки 3. После завершения дозирования пластину коллектора 5 отводят в направлении C в исходное положение, как показано на Фиг. 4A. Объем избытка порошковой смеси 1b, выходящий за пределы полости насадки 3a, удерживается на месте с помощью такого отрицательного давления. Также в слое порошковой смеси 1 показано свободное пространство 1a, образованное в результате удаления объема порошковой смеси 1b. Затем в первый лоток для порошковой смеси 15 поступает свежая порция первой порошковой смеси из загрузочной воронки 27 (как показано на Фиг. 2B). Таким образом, слой регенерируется после завершения каждого цикла заполнения. По существу, данная регенерация происходит во время дискретного перемещения узла дозирующей головки 14 (показан на Фиг. 4B) в его следующее положение.
Фиг. 4B представляет собой схематическое представление одного из дозирующих модулей 14, который перемещается вдоль направления B от первого лотка для порошковой смеси 15 ко второму лотку для порошковой смеси 16, который в предпочтительном варианте осуществления содержит состав порошковой смеси с другой композицией (например, другого цвета и/или с другим фармацевтически активным агентом). Примером может быть вариант, когда в первом лотке для порошковой смеси 15 содержится цветной состав, содержащий анальгетик, а во втором лотке для порошковой смеси 16 содержится состав другого цвета, содержащий антиконгестант.
На Фиг. 4C показано удаление избыточного объема порошковой смеси 1b с насадки 3 во время перемещения узла дозирующей головки 14 из его положения над лотком для порошковой смеси 15 в положение над лотком для порошковой смеси 16. На пути узла дозирующей головки расположен узел планки скребка 40. По мере того как узел дозирующей головки 14 перемещается горизонтально в направлении B по узлу планки скребка 40, лезвие скребка 40a, которое поддерживается на соответствующей высоте, отделяет избыточный объем порошковой смеси 1c от объема порошковой смеси 1b. Передняя кромка лезвия скребка 40a является острой, а верхняя грань лезвия скребка 40a поддерживается плоской и параллельной грани насадки 3 для предотвращения принудительного проталкивания избыточного объема порошковой смеси 1b в полость насадки 3a. Избыточный объем порошковой смеси 1c показан как падающий с грани насадки 3. Избыток порошковой смеси собирается в контейнер (не показан).
На Фиг. 5A представлен дозирующий модуль 14, расположенный над ротационным лотком для таблеток 16, готовый к началу последовательности заполнения дозирующих насадок 4 порошковой смесью из слоя порошковой смеси 2. Дозирующие насадки 3 показаны заполненными порошковой смеси 1b с предыдущей стадии заполнения, которая показана на Фиг. 4A. На Фиг. 5B показана пластина коллектора 6 и прикрепленные к ней дозирующие насадки 4 после их перемещения вниз в направлении A и проникновения в слой порошковой смеси 2. Источник вакуума, управляемый посредством внешнего клапана (не показан), включен и создает вакуум через вакуумную трубку 23. Порошковая смесь из слоя порошковой смеси 2 всасывается в полость насадки 4a с помощью отрицательного давления. Фильтр 7 предотвращает прохождение порошковой смеси 2b за пределы полости насадки 4a. В данном варианте осуществления показан объем заполнения полости насадки 4a, равный объему заполнения полости насадки 3a, однако объем может отличаться при изготовлении таблетки, имеющей области разных объемов, такой как таблетка, представленная на Фиг. 1C. После завершения дозирования данной полости насадки 4a пластина коллектора 6 отводится в направлении C в исходное положение, как показано на Фиг. 6A. Также в слое порошковой смеси 2 показано свободное пространство 2a, образованное в результате операции заполнения.
Фиг. 6B представляет собой схематическое представление одного из дозирующих модулей 14, который перемещается от второго лотка для порошковой смеси 16 в положение над блоком пресс-формы 19. По мере перемещения дозирующего модуля 14 второй узел планки скребка 40 отделяет избыточный объем порошковой смеси от объема порошковой смеси 2b, как описано выше. Блок пресс-формы 19 установлен на лицевой пластине 22, которая представляет собой часть узла ротационного стола 204 (как показано на Фиг. 2B). Лицевая пластина 22 синхронизирована с узлом дозирующей головки 13 (как показано на Фиг. 2B) таким образом, что после ее дискретного движения дозирующий модуль 14 расположен над формирующей полостью 19a, как показано в сечении на Фиг. 7A. Каждая формирующая полость 19a имеет внутреннюю стенку 31 и второе отверстие 33 (для входа формирующего инструмента 20 в формирующую полость 19a), а также первое отверстие 34 (для входа верхнего формирующего инструмента 321 в формирующую полость 19a, как показано на Фиг. 10). Как показано на данной иллюстрации, полости насадок 3a и 4a (показанные пустыми на Фиг. 3A) теперь заполнены объемами порошковых смесей 1b и 2b соответственно. Нижние формирующие инструменты 20 вставлены снизу в блок пресс-формы 19 через вторые отверстия 33. Формирующие инструменты 20 размещены в нижнем блоке держателя инструмента 10. На Фиг. 7B показан трехмерный вид части блока пресс-формы 19, формирующего инструмента 20 и части дозирующих насадок 3 и 4, разделенных пластиной разделителя 32.
Как показано на Фиг. 7C, первая стадия в последовательности заполнения формирующей полости 19a предполагает вставку пластины разделителя 32 в формирующую полость 19a. Это достигается путем перемещения монтажной пластины разделителя 8 вниз в направлении A так, что выполненный с возможностью перемещения разделитель 32 размещен внутри формирующей полости 19a. Как показано на иллюстрации, выполненный с возможностью перемещения разделитель 32 создает барьер внутри формирующей полости 19a, таким образом разделяя формирующую полость 19a на две камеры пресс-формы, а именно на камеры блока пресс-формы 19b и 19c. Выполненные с возможностью перемещения разделители 32 изготовлены из любого подходящего жесткого материала, такого как нержавеющая сталь, Delrin®, нейлон или Teflon®. Геометрия выполненного с возможностью перемещения разделителя соответствует полости пресс-формы и нижнего формирующего инструмента (например, ширина несколько меньше диаметра полости пресс-формы, что обеспечивает простоту вставки и извлечения, например с зазором в диапазоне от 0,05 мм (0,002 дюйма) до 1,6 мм (0,062 дюйма)).
На Фиг. 8A представлена последовательность операции заполнения. В данной последовательности дозирующие насадки 3 и 4 показаны опорожненными, причем в этот момент порошковые смеси 1b и 2b находятся с любой стороны от выполненного с возможностью перемещения разделителя 32, соответственно внутри камер блока пресс-формы 19b и 19c (ранее показанных пустыми на Фиг. 7C). Для достижения полного сбрасывания порошковой смеси из насадок внешний клапан переключается с источника вакуума на источник давления, создавая положительное давление воздуха через вакуумные трубки 23 и 23b. Данное положительное давление воздуха проходит через фильтр 7 и выдувает объемы порошковой смеси 1b и 2b в камеры блока пресс-формы 19b и 19c соответственно. Воздушное давление также служит для продувки фильтра 7 от мелких частиц так, чтобы он был готов для повторения следующей последовательности дозирования. После стадии продувки выполненный с возможностью перемещения разделитель 32 извлекают из формирующей полости 19а путем перемещения монтажной пластины разделителя 8 вверх в направлении C в его исходное положение, как показано на Фиг. 8B. Как показано на Фиг. 8B, во время операции заполнения выполненные с возможностью перемещения разделители создали линию границы между объемами порошковой смеси 1b и 2b.
Тот факт, что два порошкообразных состава депонируются за один раз, является основным отличительным элементом настоящего изобретения по сравнению с существующим способом прессования путем последовательного наслоения, а также предлагает значительные преимущества. Тот факт, что дозирование обоих компонентов выполняется за один раз, значительно упрощает производящее устройство и может обеспечивать более высокий выход таблеток с помощью данного количества оборудования.
В представленном выше варианте осуществления настоящего изобретения используется процесс вакуумного заполнения насадок. Преимуществом данного способа заполнения является то, что он позволяет с очень высокой точностью заполнять слаботекучие порошкообразные составы. Использование слаботекучих и/или высокопористых составов зачастую необходимо при производстве таблеток для рассасывания в полости рта. Данные таблетки зачастую имеют очень мягкую и легко разрушаемую конструкцию, способствующую рассасыванию в полости рта. Для таблетированных форм, не требующих данных свойств и/или созданных из более плотных и уплотненных составов, способ вакуумного заполнения можно необязательно заменить обычной трамбовкой слоев порошковых смесей. В таком варианте осуществления источник вакуума и фильтры исключены. Дозирующие трубки вставляют в слой порошковой смеси, и за счет усилия вставки и последующего уплотнения порошковая смесь прилипает к внутренней полости насадки под действием силы трения. В таком варианте осуществления вместо фильтров можно использовать штифты выталкивателя (не показаны), расположенные в том же месте, что и дозирующие насадки 3 и 4, для управления объемом порошковой смеси внутри каждой дозирующей насадки. Такие штифты выталкивателя могут быть прикреплены к пластине, которая в соответствующее время перемещает штифты выталкивателя вниз для удаления порошковой смеси из полостей насадок.
На Фиг. 9 показан блок пресс-формы 19, в данный момент заполненный порошковой смесью, во время его вращения дискретным образом в направлении B к формирующей станции 202. На Фиг. 10 показан вид в сечении формирующей станции 202. Формирующая станция 202 образована из рамы пресса 339, перемещающейся плиты 343, перемещающейся плиты 342, силового цилиндра 345, силового цилиндра 344 и верхних формирующих инструментов 321, размещенных в верхнем держателе инструмента 311. В одном варианте осуществления объемы порошковой смеси 1b и 2b формуются вместе с использованием силовых цилиндров 345 и 344, которые прикладывают усилие к формирующим инструментам 20 и 321. По мере сближения формирующих инструментов вместе (верхние формирующие инструменты 321 перемещаются в направлении A, а нижние формирующие инструменты 20 перемещаются в направлении C) объемы порошковых смесей 1b и 2b принимают форму таблетки 350, как показано на Фиг. 11.
В одном варианте осуществления для добавления энергии нагрева к порошковым смесям 1b и 2b подается радиочастотная энергия для создания спеченной таблетки 350. В таком варианте осуществления РЧ-генератор 12 символически показан на Фиг. 9 и Фиг. 10. В одном варианте осуществления конфигурация РЧ-генератора 12 представляет собой систему свободных колебаний. Как правило, такая система состоит из мощной вакуумной трубки (такой как триод) и источника питания постоянного тока (например, в диапазоне от 1000 до 8000 вольт), соединенного между катодом и пластиной (анодом). Колебательный контур зачастую используется для подачи синусоидального сигнала на управляющую сетку и электроды, посредством этого получая высоковольтное поле необходимой частоты (как правило, 13,56 МГц или 27,12 МГц). Примером такого РЧ-генератора является генератор COSMOS модели C10X16G4 (Cosmos Electronic Machine Corporation, г. Фармингдейл, штат Нью-Йорк, США). В другом варианте осуществления РЧ-энергия может быть создана системой с сопротивлением 50 Ом, состоящей из генератора колебаний определенной формы, подающего радиочастотный сигнал на усилители мощности, которые соединены с электродами, и нагрузки в виде цепи согласования полного сопротивления.
На Фиг. 10 показаны выполненная с возможностью перемещения электродная пластина 340 и выполненная с возможностью перемещения электродная пластина 341, установленные на перемещающиеся плиты 342 и 343 соответственно. На Фиг. 10 пресс представлен в его открытом положении. Линейное перемещение перемещающихся плит 343 и 342, а также соответствующие им прикрепленные выполненные с возможностью перемещения электродные пластины 341 и 340 соответственно, генерируют силовые цилиндры 345 и 344, которые могут представлять собой устройство, такое как пневмоцилиндры или серводвигатель. Перемещающиеся плиты 343 и 342 электрически изолированы от выполненных с возможностью перемещения электродных пластин 341 и 340 соответственно. РЧ-генератор 12 соединен с выполненными с возможностью перемещения электродными пластинами 341 и 340 с помощью проводов 380 и 381 соответственно. Выполненный с возможностью перемещения узел электрода 390, выполненный с возможностью перемещения в направлении A, показан в его верхнем положении, а выполненный с возможностью перемещения узел электрода 370, выполненный с возможностью перемещения в направлении C, показан в его нижнем положении. Верхние формирующие инструменты 321 и опорная пластина 311 прикреплены к выполненной с возможностью перемещения электродной пластине 341 и, следовательно, перемещаются с ней вверх и вниз. Объемы порошковых смесей 1b и 2b находятся внутри блока пресс-формы 19.
Фиг. 11 представляет собой вид в сечении той же РЧ-станции, но на нем показаны выполненные с возможностью перемещения электродные пластины 341 и 340 в закрытом положении (перемещенные в направлениях A и C соответственно), которые давят на формирующие инструменты 321 и 20 в направлении друг друга, как придавая форму, так и прикладывая РЧ-энергию к объемам порошковых смесей 1b и 2b. Данная РЧ-энергия нагревает объемы порошковых смесей 1b и 2b с созданием твердой таблетки 350. После завершения цикла формирования таблетки с помощью РЧ выполненные с возможностью перемещения узлы электродов 390 и 370 перемещаются обратно в их исходные положения.
В альтернативном варианте осуществления изобретения, представленном на Фиг. 12А, формирующие инструменты могут быть созданы с возможностью обеспечения эффектов локализованного нагрева, а также могут быть выполнены с возможностью придания формы электрическому полю, созданному между инструментами. РЧ-генератор 12 соединен с выполненными с возможностью перемещения пластинами электродов 460 и 461. Формирующие инструменты 421 и 420 выполнены из электропроводного материала и, соответственно, имеют накладки 440 и 430, изготовленные из электроизоляционного и изоляционного для РЧ-энергии материала (такого как керамика, Teflon®, полиэтилен или полиэтилен высокой плотности). Блок пресс-формы 19 также создан из электроизоляционного и изоляционного для РЧ-энергии материала. Благодаря данной конфигурации на формирующем инструменте создаются области с большим расстоянием между проводящими частями формирующих инструментов 421 и 420 для ослабления электрического поля. При данной геометрии в процессе изготовления таблетки нагрев порошковой смеси в области 410 будет меньшим, так как электрическое поле является более слабым вследствие большего расстояния между проводящими частями формирующих инструментов 421 и 420. Область 400 порошковой смеси получает больший эффект нагрева, так как проводящие части формирующих инструментов 421 и 420 находятся ближе друг к другу, посредством этого усиливая электрическое поле между ними. Данная конфигурация позволяет формировать таблетку с областями разной степени жесткости и/или текстуры.
После формирования таблеток наступает конечная стадия производственного процесса, которая заключается в выталкивании таблеток из блока пресс-формы 19 с использованием станции выталкивания таблеток 203. На Фиг. 12B показан блок пресс-формы 19 со сформированными таблетками 350 после того, как они были дискретно перемещены в станцию выталкивания таблеток 203. Штифты выталкивателя 500 перемещаются вниз в направлении A для выталкивания готовых таблеток 350 из блока пресс-формы 19 в упаковочный контейнер 501 (например, блистерную упаковку), как показано на Фиг. 12C. Данное непосредственное размещение таблеток в упаковке позволяет предотвратить разрушение, вероятность которого существует при использовании обычных средств, таких как подающие устройства, или при сбросе таблеток в транспортировочные барабаны.
Граница между областями таблетки
На Фиг. 7B пластина разделителя 32 в данном варианте осуществления имеет прямую линейную геометрию и расположена в центре цилиндрического объема формирующей полости 19a. В данной конфигурации в ходе производственной операции может быть изготовлена таблетка, такая как таблетка 100, как показано на Фиг. 1A, в которой граница 103 между первой областью 101 и второй областью 102 проходит вдоль диаметра крупной грани таблетки. Однако пластина разделителя может иметь другие типы геометрии, которые являются нелинейными, такие как наклоненная, криволинейная или волнообразная формы. Таблетка, изготовленная с помощью волнообразной пластины разделителя, показана на Фиг. 1B. Таким образом, волнообразная форма образует криволинейную границу 114 между первой областью 112 и второй областью 113. На Фиг. 13A представлена волнистая пластина разделителя 600, которую можно использовать для изготовления таблетки, аналогичной таблетке на Фиг. 1B. На Фиг. 13B показана дугообразная пластина разделителя 610, которую можно использовать для изготовления таблетки, аналогичной таблетке на Фиг. 1C, имеющей криволинейную границу 115.
Пластина разделителя позволяет создать барьер между порошковыми смесями во время операции заполнения. Предотвращение смешения двух порошковых смесей позволяет создать четкую границу. В одном варианте осуществления может быть желательна более размытая граница, как показано на Фиг. 1D. Для создания размытой границы 119, как показано на таблетке на Фиг. 1D, в одном варианте осуществления пластину разделителя не используют. Фактически, когда дозирующие насадки одновременно депонируют порошковые смеси вместе без пластины разделителя, две порошковые смеси смешиваются внутри полости пресс-формы. В одном варианте осуществления при работе дозирующих насадок может использоваться воздушное давление, чтобы выдувать порошковую смесь в полость пресс-формы, причем насадка также может быть выполнена с возможностью получения вихревого или турбулентного эффектов для усиления смешения областей. На Фиг. 13C показан вариант дополнительной конфигурации, когда в производственной последовательности используется пластина разделителя 620. Она была разделена на сегменты с отверстиями, которые создают таблетку с расположенными в шахматном порядке областями с четкой и размытой границами. В данном случае полученная таблетка будет иметь область с четкой-размытой-четкой-размытой-четкой границей области между двумя отдельными компонентами.
Для изготовления таблетки с геометрией «бычьего глаза», представленной на Фиг. 1E, можно использовать конфигурацию дозирующей насадки, как показано на Фиг. 14A. Как показано на изометрическом виде на Фиг. 14A, дозирующие насадки образованы из концентрических телескопических трубок. Фиг. 14B представляет собой вид в сечении концентрических дозирующих насадок. В данном варианте осуществления наружная дозирующая насадка 630 образована из наружной трубки 630a и внутренней трубки 630b, выполнена с возможностью перемещения и независима от внутренней дозирующей насадки 631, которая также выполнена с возможностью независимого перемещения. В данном варианте осуществления, как показано на Фиг. 14B-14D, наружная дозирующая насадка 630 выполнена с возможностью перемещения в направлениях A и C с получением объема порошковой смеси 1b из слоя порошковой смеси 1 внутри первого лотка для порошковой смеси 15, оставляя свободное пространство 1a. Как показано на Фиг. 14E-14G, внутренняя дозирующая насадка 631 также выполнена с возможностью перемещения в направлениях A и C с получением объема порошковой смеси 2b из слоя порошковой смеси 2 внутри первого лотка для порошковой смеси 16, оставляя свободное пространство 2a. Объемы порошковых смесей 1b и 2b зависят от расположения фильтров 637. Как показано на Фиг. 14H-14J, как внутренняя насадка 631, так и наружная насадка 630 выполнены с возможностью перемещения в направлениях A и C для одновременного депонирования объемов порошковых смесей 1b и 2b в полость пресс-формы 19a внутри блока пресс-формы 19, чтобы достичь желательного распределения порошковой смеси в виде «бычьего глаза».
В одном варианте осуществления перед добавлением текучей порошковой смеси в формирующую полость добавляют смазывающее вещество. Смазывающее вещество может представлять собой жидкость или твердое вещество. Подходящие смазывающие вещества включают, без ограничений, твердые смазывающие вещества, такие как стеарат магния, крахмал, стеарат кальция, стеарат алюминия и стеариновая кислота; или жидкие смазывающие вещества, такие как, без ограничений, симетикон, лецитин, растительное масло, оливковое масло или минеральное масло. В некоторых вариантах осуществления смазывающее вещество добавляют в процентном соотношении по весу таблетки менее 5 процентов, например менее 2 процентов, например менее 0,5 процента. В некоторых вариантах осуществления присутствие гидрофобного смазывающего вещества может быть недостатком и может приводить к ухудшению свойств рассасывания или растворения таблетки. В одном варианте осуществления таблетка по существу свободна от гидрофобного смазывающего вещества. Примеры гидрофобных смазывающих веществ включают стеарат магния, стеарат кальция и стеарат алюминия.
Способ производства таблеток с одной областью
В одном аспекте настоящее изобретение включает машину, которая может изготавливать таблетку с одной областью. На Фиг. 15A и 15B показан один вариант осуществления такой машины для производства таблеток с одной областью 1500, которая аналогична машине для производства таблеток со множеством областей 200, как показано выше на Фиг. 2A и 2B. На Фиг. 15A представлен вид в горизонтальной проекции данного варианта осуществления, а на Фиг. 15B представлен трехмерный вид данного варианта осуществления. Машина, показанная на Фиг. 15A и Фиг. 15B, отличается от машины, показанной на Фиг. 2A и Фиг. 2B, тем, что станция дозирования порошковой смеси 701 выполнена с возможностью точного дозирования только одной порошковой смеси. В предпочтительном варианте осуществления узел дозирующей головки 701 образован из двух идентичных дозирующих модулей 714, расположенных радиально относительно центральной втулки 711. В данном варианте осуществления ротационный узел дозирующей головки последовательно дискретно перемещается сначала в положение над слоем порошковой смеси 1 для получения объема порошковой смеси из слоя порошковой смеси 1.
На Фиг. 16A показан вид в сечении одного из дозирующих модулей 714. На данном виде дозирующий модуль 714 расположен над первым лотком для порошковой смеси 15, готовым к началу первой стадии дозирующей последовательности. Дозирующий модуль 714 образован из множества дозирующих насадок 703, имеющих форму полой трубки. Внутри каждой насадки находится фильтр 707, который выполнен с возможностью регулирования его положения внутри трубки так, чтобы устанавливать желательный объем дозы полостей насадки 703a. Каждая насадка соединена с проточными каналами 706a, которые позволяют создавать вакуум посредством вакуумной трубки 723. Дозирующие насадки 703 установлены на пластине коллектора 706, которая может линейно перемещаться и направляется подшипниками 718 на стержне 717 и стержне 731.
На Фиг. 16B показана пластина коллектора 706 и прикрепленные дозирующие насадки 703 после их перемещения вниз в направлении A и проникновения в слой порошковой смеси 1. В этот момент источник вакуума, управляемый посредством внешнего клапана (не показан), включен, создавая вакуум через вакуумную трубку 723. Порошковая смесь из слоя порошковой смеси 1 всасывается в полость насадки 703a. Фильтр 707 предотвращает прохождение такой порошковой смеси за пределы полости насадки 703a. Объем порошковой смеси внутри полости насадки 703a можно модифицировать путем изменения положения фильтра 707 внутри дозирующей насадки 703. После завершения дозирования пластина коллектора 706 отводится в направлении C в исходное положение, как показано на Фиг. 17A. Также показано свободное пространство 1a, оставшееся в слое порошковой смеси 1 в результате операции заполнения. Как показано на Фиг. 17A, полость насадки 703a в этот момент заполнена объемом порошковой смеси 701b.
Фиг. 17B представляет собой схематическое представление одного из дозирующих модулей 714, перемещающихся от первого лотка для порошка 15 в положение над блоком пресс-формы 19. Блок пресс-формы 19 установлен на лицевой пластине 22, которая является частью узла ротационного стола 204. Лицевая пластина 22 синхронизирована с узлом дозирующей головки 701 (как показано на Фиг. 15B) так, что после дискретного движения дозирующий модуль 714 расположен над формирующей полостью 19a, как показано в сечении на Фиг. 18A. Как показано на данной иллюстрации, полости насадки 703a (показаны пустыми на Фиг. 16A) в этот момент заполнены объемом порошка 701b. Затем нижние формирующие инструменты 20 вставляются через нижнюю часть блока пресс-формы 19. Формирующие инструменты 20 размещены в блоке держателя инструмента 10.
На Фиг. 18B представлена последовательность операции заполнения. Здесь дозирующие насадки 3 показаны опорожненными, а объем порошковой смеси 701b в этот момент находится внутри блока пресс-формы 19. Для достижения полного сбрасывания порошковой смеси из насадок внешний клапан переключается с источника вакуума на источник давления, направляя давление воздуха через вакуумные трубки 723. Данное давление воздуха проходит через фильтры 707 и выдувает объем порошковой смеси 701b в блок пресс-формы 19.
На Фиг. 19-20 показан блок пресс-формы 19, в этот момент заполненный порошковой смесью, вращающийся дискретным образом над формирующей станцией 202 (описана выше). По мере перемещения формирующих инструментов ближе друг другу вдоль направлений A и C объемы порошковой смеси 1b принимают форму таблетки 750 (как показано на Фиг. 21).
После формирования таблеток конечная стадия производственного процесса заключается в выталкивании таблеток из блока пресс-формы 19 с использованием станции выталкивания таблеток 203 (описана выше). На Фиг. 22A показан блок пресс-формы 19 со сформированными таблетками 750 после их дискретного перемещения в станцию выталкивания таблеток 203. Штифты выталкивателя 500 перемещаются вниз в направлении A, выталкивая готовые таблетки 750 из блока пресс-формы 19 в упаковочный контейнер 501 (например, блистерную упаковку), как показано на Фиг. 22. Данное непосредственное размещение таблеток в упаковке позволяет предотвратить разрушение, вероятность которого существует при использовании обычных средств, таких как подающие устройства, или при сбросе таблеток в транспортировочные барабаны.
Радиочастотный нагрев таблетированной формы для формирования таблетки
В одном варианте осуществления при производстве таблеток используют радиочастотный нагрев. Радиочастотным нагревом, по существу, называют нагрев электромагнитным полем с частотами от приблизительно 1 МГц до приблизительно 100 МГц. В одном варианте осуществления настоящего изобретения РЧ-энергия находится в диапазоне частот от приблизительно 1 МГц до приблизительно 100 МГц (например, от приблизительно 5 МГц до 50 МГц, например от приблизительно 10 МГц до приблизительно 30 МГц). РЧ-энергию используют для передачи энергии (например, для нагрева) порошковой(-ым) смеси(-ям). Степень твердости и/или тип изготовленной таблетки, например таблетка для рассасывания в полости рта или мягкая жевательная таблетка, жевательная резинка или пастилка, может определяться степенью любого уплотнения порошковой смеси, типом и количеством материалов внутри порошковой смеси, а также количеством РЧ-энергии.
Генераторы РЧ-энергии хорошо известны в данной области. Примеры подходящих РЧ-генераторов включают без ограничений генератор COSMOS модели C10X16G4 (Cosmos Electronic Machine Corporation, г. Фармингдейл, штат Нью-Йорк, США).
В одном варианте осуществления верхний и нижний формирующие инструменты служат в качестве электродов (например, они функционально связаны с источником РЧ-энергии), через которые осуществляется подача РЧ-энергии к таблетированной форме. В одном варианте осуществления предусмотрен непосредственный контакт между по меньшей мере одним РЧ-электродом (например, формирующим инструментом) и таблетированной формой. В другом варианте осуществления нет контакта между любым из РЧ-электродов (например, формирующими инструментами) и таблетированной формой. В одном варианте осуществления РЧ-электроды находятся в непосредственном контакте с поверхностью таблетированной формы в процессе добавления РЧ-энергии. В частности, указанный первый РЧ-электрод функционально связан с указанным первым формирующим инструментом, указанный второй РЧ-электрод функционально связан с указанным вторым формирующим инструментом, а часть внутренней стенки указанной формирующей полости, выполненная с возможностью формирования указанной дозированной формы, является изолирующей по отношению к указанной РЧ-энергии, и один из указанных формирующих инструментов извлекает указанную дозированную форму из указанной формирующей полости.
В другом варианте осуществления РЧ-электроды не находятся в контакте (например, находятся на расстоянии от приблизительно 1 мм до приблизительно 1 см от поверхности таблетированной формы) в процессе добавления РЧ-энергии.
В одном варианте осуществления РЧ-энергию подают при формировании таблетированной формы. В одном варианте осуществления РЧ-энергию подают сразу же после формирования таблетированной формы. В одном варианте осуществления РЧ-энергию подают после извлечения таблетированной формы из пресс-формы.
В одном варианте осуществления РЧ-энергию прикладывают в течение времени, достаточного для связывания по существу всей (например, по меньшей мере 90%, например по меньшей мере 95%, например всей) порошковой смеси в таблетированной форме. В одном варианте осуществления РЧ-энергию прикладывают в течение времени, достаточного для связывания только части (например, менее 75%, например менее 50%, например менее 25%) порошковой смеси внутри таблетированной формы, например только на части таблетированной формы, например на внешней поверхности таблетированной формы.
В альтернативном варианте осуществления настоящего изобретения формирующие инструменты могут быть созданы с возможностью обеспечения эффектов локализованного нагрева, а также могут быть выполнены с возможностью придания формы электрическому полю, созданному между формирующими инструментами. Примеры таких формирующих инструментов показаны на Фиг. 11-14 заявки на патент США №2011/0068511.
В одном варианте осуществления для обеспечения снижения липкости таблетку охлаждают внутри формирующей полости для охлаждения и/или затвердевания таблетки. Охлаждение может быть пассивным охлаждением (например, при комнатной температуре) или активным охлаждением (например, с помощью рециркуляции хладагента). При использовании охлаждения с использованием рециркуляции хладагента хладагент необязательно может циркулировать через каналы внутри формирующих инструментов (например, пуансонов или плиты пуансона) и/или в пресс-форме или блоке пресс-формы. В одном варианте осуществления в процессе используют блок пресс-формы, имеющий множество полостей пресс-формы, а также верхнюю и нижнюю плиты пуансона, имеющие множество верхних и нижних пуансонов для одновременного формирования множества таблеток, причем плиты активно охлаждают.
В одном варианте осуществления имеется одна порошковая смесь, из которой формируют таблетированную форму, которую затем нагревают с помощью РЧ-энергии. В другом варианте осуществления таблетку формируют по меньшей мере из двух разных порошковых смесей, причем по меньшей мере одна порошковая смесь является отверждаемой под действием РЧ-излучения и по меньшей мере один состав не является отверждаемым под действием РЧ-излучения. В процессе отверждения под действием РЧ-энергии в такой таблетированной форме создаются две или более зоны с разной степенью отверждения. В одном варианте осуществления наружная область таблетированной формы отверждается, а середина таблетированной формы не отверждается. Регулирование фокуса РЧ-нагрева и формы РЧ-электродов способствует подаче тепла к таблетированной форме для создания более мягких или более твердых областей на готовой таблетке в соответствии с требованиями заказчика.
В одном варианте осуществления РЧ-энергию комбинируют со вторым источником тепла, включая, без ограничений, инфракрасный, индукционный или конвекционный нагрев. В одном варианте осуществления добавление второго источника нагрева особенно полезно, если в порошковой смеси присутствует вторичное связующее вещество, не расплавляемое РЧ-излучением.
Микроволновый нагрев таблетированной формы для формирования таблетки
В одном варианте осуществления при производстве дозированной формы (например, таблетки) вместо радиочастотной энергии используют микроволновую энергию. Микроволновым нагревом, по существу, называют нагрев электромагнитным полем с частотами от приблизительно 100 МГц до приблизительно 300 ГГц. В одном варианте осуществления настоящего изобретения микроволновая энергия находится в диапазоне частот от приблизительно 500 МГц до приблизительно 100 ГГц (например, от приблизительно 1 ГГц до 50 ГГц, например от приблизительно 1 ГГц до приблизительно 10 ГГц). Микроволновую энергию используют для нагрева порошковой смеси. В таком варианте осуществления в машине, используемой для производства дозированной формы, используют источник микроволновой энергии и микроволновые электроды.
Вставки внутри таблетированной формы
В одном варианте осуществления перед подачей РЧ-энергии в таблетированную форму вводят вставку. Примеры включают твердые прессованные формы или гранулы, заполненные жидкой композицией. Такое введение вставки показано на Фиг. 3A-3G.
В одном варианте осуществления фармацевтически активный агент находится в форме гелевой гранулы, заполненной жидким или полутвердым содержимым. Гелевую(-ые) гранулу(-ы) добавляют как часть порошковой смеси. В одном варианте осуществления таблетка настоящего изобретения имеет дополнительное преимущество, которое заключается в том, что не используется стадия сильного уплотнения, что позволяет использовать деформируемые частицы с жидким или полутвердым заполнением, поскольку вследствие сниженного давления они не будут разрываться на стадии уплотнения. Стенки данных гранул могут содержать желирующие вещества, такие как: желатин; геллановая камедь; ксантановая камедь; агар; камедь бобов рожкового дерева; каррагинан; полимеры или полисахариды, такие как, без ограничений, альгинат натрия, альгинат кальция, гипромеллоза, гидроксипропилцеллюлоза и пуллулан; полиэтиленоксид; и крахмалы. Стенки гранул могут дополнительно содержать пластификатор, такой как глицерин, полиэтиленгликоль, пропиленгликоль, триацетин, триэтилцитрат и трибутилцитрат. Фармацевтически активный агент можно растворить, суспендировать или диспергировать в материале наполнителя, таком как, без ограничений, кукурузный сироп с высоким содержанием фруктозы, сахара, глицерин, полиэтиленгликоль, пропиленгликоль или масла, такие как, без ограничений, растительное масло, оливковое масло или минеральное масло.
В одном варианте осуществления вставка по существу свободна от ингредиентов, поглощающих РЧ-излучение, и в этом случае приложение РЧ-энергии не приводит к значительному нагреву самой вставки. В других вариантах осуществления вставка содержит ингредиенты, которые нагреваются под действием РЧ-энергии, и, таким образом, такие вставки можно использовать для нагрева порошковой смеси.
Шипучая смесь
В одном варианте осуществления порошковая смесь дополнительно содержит одну или более шипучих пар. В одном варианте осуществления шипучая пара содержит один член из группы, состоящей из бикарбоната натрия, бикарбоната калия, карбоната кальция, карбоната магния и карбоната натрия, и один член, выбранный из группы, состоящей из лимонной кислоты, яблочной кислоты, фумаровой кислоты, винной кислоты, фосфорной кислоты и альгиновой кислоты.
В одном варианте осуществления совокупное количество шипучей(-их) пары(пар) в порошковой смеси/таблетке находится в диапазоне от приблизительно 2 до приблизительно 20 процентов по весу, например от приблизительно 2 до приблизительно 10 процентов по весу общего веса порошковой смеси/таблетки.
Таблетка для рассасывания в полости рта
В одном варианте осуществления таблетка выполнена с возможностью рассасывания в полости рта в течение менее приблизительно 60 секунд после помещения на язык, например менее приблизительно 45 секунд, например менее приблизительно 30 секунд, например менее приблизительно 15 секунд.
В одном варианте осуществления таблетка соответствует критериям, предъявляемым к таблеткам для рассасывания в полости рта (ODT), как определено в проекте руководства Управления по контролю за продуктами питания и лекарственными средствами, опубликованном в апреле 2007 г. В одном варианте осуществления таблетка соответствует двойному определению таблеток для рассасывания в полости рта, включая следующие критерии: 1) твердая таблетка - это таблетка, которая содержит медицинские вещества и которая быстро, как правило, в течение нескольких секунд, рассасывается при помещении на язык, и 2) может рассматриваться как твердая композиция для перорального применения, которая быстро рассасывается в полости рта, и время ее рассасывания in vitro составляет приблизительно 30 секунд или менее на основе результатов теста на рассасывание, указанного в Фармакопее США (USP) для конкретного медицинского вещества или веществ.
Покрытия таблеток
В одном варианте осуществления таблетка включает дополнительное наружное покрытие (например, светопроницаемое покрытие, такое как прозрачное покрытие), способствующее ограничению хрупкости таблетки. Подходящие материалы для светопроницаемых покрытий включают, без ограничений, гипромеллозу, гидроксипропилцеллюлозу, крахмал, поливиниловый спирт, полиэтиленгликоль, смеси и сополимеры поливинилового спирта и полиэтиленгликоля, а также их смеси. Таблетки настоящего изобретения могут включать покрытие, составляющее от приблизительно 0,05 до приблизительно 10 процентов или от приблизительно 0,1 до приблизительно 3 процентов по весу всей таблетки.
Твердость/плотность таблетки
В одном варианте осуществления таблетку получают таким образом, что она является относительно мягкой (например, способной рассасываться в полости рта или жеваться). В одном варианте осуществления для определения жесткости таблетки настоящего изобретения используют анализатор текстуры TA-XT2i для измерения максимального сопротивления вдавливанию таблетки. Анализатор текстуры оснащен цилиндрическим зондом с плоской гранью, имеющим длину, равную или превышающую толщину таблетки (например, 7 мм), а диаметр составляет 0,5 мм. Жесткость таблетки определяют с помощью максимального усилия вдавливания зонда, проникающего через центр крупной грани таблетки или центр области на крупной грани, если крупная грань имеет более одной области, причем зонд представляет собой цилиндрическую проволоку диаметром 0,5 мм, изготовленную из нержавеющей стали, с тупым концом, а таблетка опирается на твердую поверхность, имеющую сквозное отверстие диаметром 2 мм, расположенное по центру глухого отверстия с диаметром, несколько превышающим диаметр таблетки, например 0,51 дюйма для таблетки диаметром 0,5 дюйма. Зонд, таблетка, глухое отверстие и 2-миллиметровое сквозное отверстие являются концентрическими по отношению друг к другу. Анализатор текстуры используют для измерения и записи усилия в граммах при перемещении зонда через таблетку на 0,1 миллиметра в секунду до тех пор, пока зонд не пройдет через таблетку по меньшей мере на 80% толщины. Максимальное усилие, необходимое для проникновения в таблетку, в настоящем документе называют максимальным сопротивлением вдавливанию («максимальное сопротивление вдавливанию»).
В одном варианте осуществления максимальное сопротивление вдавливанию в центре крупной грани находится в диапазоне от приблизительно 2 грамм до приблизительно 500 грамм, например от приблизительно 50 грамм до приблизительно 600 грамм, например от приблизительно 100 грамм до приблизительно 300 грамм. В одном варианте осуществления максимальное сопротивление вдавливанию одной области таблетки больше максимального сопротивления вдавливанию другой области таблетки (например, по меньшей мере на 10% больше, например по меньшей мере на 25% больше, например по меньшей мере на 50% больше, например по меньшей мере на 100% больше).
В одном варианте осуществления плотность таблетки составляет менее приблизительно 0,8 г/см3, например менее приблизительно 0,7 г/см3. В одном варианте осуществления плотность одной области таблетки больше плотности другой области таблетки (например, по меньшей мере на 5% больше, например по меньшей мере на 10% больше, например по меньшей мере на 25% больше, например по меньшей мере на 50% больше).
В одном варианте осуществления хрупкость таблеток составляет менее 10 процентов, например менее 5 процентов, например менее 1 процента. В настоящем документе «хрупкость» измеряют в соответствии с разделом «Хрупкость таблетки» Фармакопеи США (USP 24 NF 29 (раздел 1216)) с модификациями, предполагающими использование 3 таблеток в течение 10 вращений (если не указано иное) вместо 10 таблеток в течение 100 вращений.
Использование таблетки
Для введения фармацевтически активного агента можно использовать таблетки для глотания, жевательные или рассасывающиеся в полости рта таблетки.
В одном примере осуществления настоящее изобретение включает способ лечения патологического состояния, причем способ включает пероральное введение вышеописанной таблетки, причем таблетка включает количество фармацевтически активного агента, эффективное для лечения патологического состояния. Примеры таких патологических состояний включают, без ограничений, боль (такую как головные боли, мигрени, боли в горле, спазмы, боли в спине и миалгии), лихорадку, воспаление, заболевания верхних дыхательных путей (такие как кашель и заложенность), инфекции (такие как бактериальные и вирусные инфекции), депрессию, сахарный диабет, ожирение, заболевания сердечно-сосудистой системы (такие как повышение уровня холестерина, триглицеридов и артериального давления), заболевания желудочно-кишечного тракта (такие как тошнота, диарея, синдром раздраженного кишечника и газообразование), нарушения сна, остеопороз и никотиновая зависимость.
В одном варианте осуществления предложен способ лечения заболевания верхних дыхательных путей, в котором фармацевтически активный агент выбран из группы, состоящей из фенилэфрина, цетиризина, лоратадина, фексофенадина, дифенгидрамина, декстрометорфана, хлорфенирамина, хлофедианола и псевдоэфедрина.
В данном варианте осуществления «единица дозы», как правило, сопровождается указаниями в отношении дозирования, в которых пациенту даются инструкции по приему фармацевтически активного агента в количестве, составляющем множество единиц доз, например в зависимости от возраста или веса пациента. Как правило, в объем единицы дозы фармацевтически активный агент входит в количестве, рассчитанном для создания терапевтического эффекта для пациента, соответствующего минимальным параметрам. Например, подходящие объемы единицы дозы могут включать одну таблетку.
Примеры
Конкретные варианты осуществления настоящего изобретения представлены следующими примерами. Настоящее изобретение не ограничено конкретными ограничениями, представленными в данных примерах.
Пример 1. Производство красной порошковой смеси, содержащей лоратадин
Порошковую смесь с лоратадином для таблетки для рассасывания в полости рта, содержащей ингредиенты из таблицы 1, производят следующим образом.
Сначала в герметично закрывающуюся пластиковую бутыль объемом 500 см3 помещали вместе сукралозу, краситель и ароматизатор. Затем смесь вручную перемешивали путем вращения бутыли от донышка к крышке в течение приблизительно 2 минут. После этого полученную смесь, эритрит, лоратадин и мальтодекстрин добавляли в другую герметично закрывающуюся пластиковую бутыль объемом 500 см3 и вручную перемешивали путем вращения бутыли от донышка к крышке в течение приблизительно 5 минут.
Пример 2. Производство белой порошковой смеси, содержащей ацетаминофен
Порошковую смесь с ацетаминофеном для двухсекционной таблетки для рассасывания в полости рта, содержащей ингредиенты из таблицы 2, производили следующим образом. Сукралозу и ароматизатор из формулы в таблице 2 пропустили через сито с размером ячеек 20 меш. Просеянные материалы поместили в пластиковую бутыль объемом 500 см3 и перемешивали путем вращения от донышка к крышке с мальтодекстрином, эритритом и инкапсулированным ацетаминофеном в таблице 2.
Пример 3. Получение двухсекционной таблетки для рассасывания в полости рта
Двухсекционную таблетку для рассасывания в полости рта, имеющую лоратадин в одной полусекции и ацетаминофен в другой полусекции, производят следующим образом. 210,68 мг порошковой смеси, содержащей лоратадин из таблицы 1, дозируют в формирующую полость. Затем 289,69 мг порошковой смеси, содержащей ацетаминофен из таблицы 2, дозируют в формирующую полость, используя во время дозирования механический сепаратор для предотвращения смешивания со смесью с лоратадином. Затем таблетку утрамбовывают для создания таблетки 625,65 мг. Затем полость активируют РЧ-энергией, как описано в примере 2, в течение приблизительно 2-5 секунд с образованием таблетки для рассасывания в полости рта и последующим извлечением из блока пресс-формы.
Пример 4. Получение двухсекционной таблетки плацебо для рассасывания в полости рта (ODT)
Двухсекционную таблетку плацебо для рассасывания в полости рта, имеющую ванильный вкус и синий краситель в одной области и зеленый краситель и мятный вкус в другой области, производят следующим образом. В формирующую полость помещают 200,0 мг порошковой смеси из таблицы 3. Затем внутрь пресс-формы помещают механический сепаратор во время дозирования второй части для предотвращения смешивания с первой смесью. После этого в формирующую полость добавляют и утрамбовывают 200,0 мг порошковой смеси из таблицы 4. Затем полость активируют РЧ-энергией, как описано в примере 2, в течение приблизительно 2-5 секунд с образованием таблетки для рассасывания в полости рта 400,0 мг и с последующим извлечением из блока пресс-формы.
Пример 5. Получение двухсекционной таблетки для рассасывания в полости рта посредством процесса лиофилизации
Содержит лоратадин и фенилэфрин
Двухсекционную таблетку для рассасывания в полости рта, имеющую лоратадин в одной области и фенилэфрин в другой области, производят посредством процесса лиофилизации следующим образом. Используя формулу из таблицы 5, получают раствор при перемешивании в подходящем сосуде. При перемешивании со скоростью приблизительно 50 об/мин добавляют желатин, маннит, ароматизаторы, сукралозу и краситель. После растворения желатина добавляют лоратадин и перемешивают. Затем полученную смесь депонируют в пресс-форму порциями по 161,07 мг. Через боковую секцию пресс-формы проходит перегородка, которая позволяет депонировать вторую порцию. Первую порцию лоратадина высушивают и замораживают и из пресс-формы извлекают перегородку. Второй раствор, включающий фенилэфрин, получают с использованием формулы из таблицы 2 при тех же параметрах смешивания, что и для раствора лоратадина. Затем раствор фенилэфрина добавляют в пресс-форму, содержащую порцию лоратадина. После этого форму высушивают и замораживают с получением двухсекционной таблетки для рассасывания в полости рта, которая включает лоратадин в одной части и фенилэфрин во второй части.
Пример 6. Получение двухсекционной таблетки плацебо для рассасывания в полости рта посредством процесса лиофилизации
Двухсекционную таблетку плацебо для рассасывания в полости рта производят посредством процесса лиофилизации следующим образом. Используя формулу из таблицы 7, получают раствор при перемешивании в подходящем сосуде. При перемешивании со скоростью приблизительно 50 об/мин добавляют желатин, маннит, ароматизаторы, сукралозу и краситель. Затем полученную смесь депонируют в пресс-форму порциями по 161,07 мг. Через боковую секцию пресс-формы проходит перегородка, которая позволяет депонировать вторую порцию. Первую порцию высушивают и замораживают и из пресс-формы извлекают перегородку. Второй раствор получают с использованием формулы из таблицы 8 и при тех же параметрах смешивания, что и для первого раствора. Затем в пресс-форму, уже содержащую порцию лоратадина, вводят раствор фенилэфрина порциями по 142,57 мг. После этого форму высушивают и замораживают с получением двухсекционной таблетки для рассасывания в полости рта, включающей синий краситель в одной части и не включающей краситель во второй части.
Считается, что, несмотря на то что настоящее изобретение описано в связи с его подробным описанием, представленное выше описание дано для иллюстрации, а не для ограничения объема настоящего изобретения, что определяется объемом приложенных пунктов формулы изобретения. Другие аспекты, преимущества и модификации находятся в рамках пунктов формулы изобретения.
Реферат
Группа изобретений относится к области производства твердых дозированных форм. Способ производства твердой дозированной формы, включает: подачу порошковой смеси, содержащей фармацевтически активный агент, в дозирующую насадку с использованием отрицательного давления, и измерение ее количества; подачу порошковой смеси из дозирующей насадки в формирующую полость внутри блока пресс-формы, причем формирующая полость имеет внутреннюю стенку, первое отверстие на поверхности первой стороны блока пресс-формы, и второе отверстие на поверхности с противоположной стороны блока пресс-формы; перемещение первого формирующего инструмента в формирующую полость через первое отверстие так, что порошковая смесь приобретает форму дозированной формы внутри формирующей полости; приложение РЧ-энергии между первым РЧ-электродом и вторым РЧ-электродом так, что энергия нагревает порошковую смесь внутри формирующей полости с образованием дозированной формы; и извлечение дозированной формы из формирующей полости. Также раскрываются варианты способов производства твердой дозированной формы. Группа изобретений обеспечивает создание многокомпонентной твердой дозированной формы для эффективного лечения таких патологических состояний, как боль, лихорадка, воспаление и т.д. 3 н. и 16 з.п. ф-лы, 22 ил., 8 табл., 5 прим.
Комментарии