Устройство и способ дозирования порошка - RU2460677C2
Код документа: RU2460677C2
Чертежи
Описание
В настоящей заявке испрашивается конвенционный приоритет на основании временной патентной заявки №60/738,474, поданной 21.11.2005, которая полностью вводится здесь ссылкой.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам и устройствам для дозирования порошка и контроля процесса, более конкретно к способам и устройствам для расфасовки точно отмеренных количеств порошка в картриджи и для контроля состояния заполнения каждого картриджа. Порошок может содержать лекарственное средство, и картриджи могут использоваться в ингаляторах. Однако изобретение не ограничивается указанным применением.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В качестве механизма введения пациентам некоторых типов лекарственных средств используется ингаляция. В одном конкретном примере используются микрочастицы дикетопиперазина, известные как микрочастицы Technosphere. Такие микрочастицы имеют пластинчатую структуру поверхности и могут быть заполнены лекарственным средством. См., например, следующие патенты США: №5,352,461, выданный 4.10.1994, Feldstein и др.; №5,503,852, выданный 2.04.1996 Steiner и др.; №6,071,497, выданный 6.06.2000 Steiner и др.; №6,428,771, выданный 6.08.2002 Steiner и др.; №6,444,226, выданный 3.09.2002 Steiner и др.; №6,652,885, выданный 25.11.2003 Steiner и др. Одним из применений таких микрочастиц является введение инсулина путем ингаляции. Для введения лекарства используется ингалятор с заменяемым картриджем или капсулой, содержащей порошок лекарства.
Для введения лекарств путем ингаляции, как правило, требуется, чтобы картридж ингалятора содержал очень малое количество порошка. Например, для введения инсулина с использованием микрочастиц Technosphere может потребоваться доза порошка порядка 10 мг. Кроме того, доза порошка должна быть отмерена с очень высокой точностью. Доза, вес которой меньше заданного, может не дать нужного лечебного эффекта, а бóльшая доза может оказать на пациента неблагоприятное воздействие. Кроме того, хотя микрочастицы Technosphere очень эффективны для введения лекарства путем ингаляции, их пластинчатая структура поверхности приводит к тому, что порошки Technosphere имеют тенденцию к слипанию и поэтому при работе с ними возникают проблемы.
При промышленном производстве устройств для введения лекарств путем ингаляции выпуск больших количеств картриджей, содержащих лекарство, должен осуществляться эффективно и экономично. Каждый картридж должен быть заполнен точно отмеренной дозой порошка, и доза лекарства в каждом картридже должна быть проверена. Производственные технологии и оборудование должны иметь высокую производительность для удовлетворения спроса и должны быть способными работать с порошками, которые имеют тенденцию к слипанию, то есть текучесть таких порошков невысока. Существующие производственные технологии и оборудование не отвечают вышеуказанным требованиям.
Соответственно имеется потребность в новых способах и в устройстве для дозирования порошка и контроля этого процесса.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В изобретении предлагаются системы и способы одновременной расфасовки точно отмеренных доз порошка в группу картриджей. Порошок может содержать лекарственное средство, и картриджи могут использоваться в ингаляторах. Состояние заполнения каждого картриджа, а обычно это вес порошка, измеряется в процессе заполнения картриджей, и для обеспечения точного дозирования модули дозирования порошка управляются индивидуально в соответствии с измеренным весом порошка в картридже. Система работает с высокой скоростью и может иметь относительно небольшие размеры, обеспечивающие размещение оборудования на небольшой площади для выполнения расфасовки в картриджи точных доз порошка.
В соответствии с первым вариантом осуществления изобретения устройство дозирования и контроля процесса содержит следующие части: опорную конструкцию для размещения лотка с картриджами; узел дозирования порошка, содержащий модули дозирования порошка для расфасовки доз порошка в соответствующие картриджи из группы картриджей, находящихся на лотке; систему транспортировки порошка, предназначенную для доставки порошка в модули дозирования порошка; модуль датчиков, содержащий датчики для измерения состояний заполнения каждого картриджа из группы картриджей, и систему управления для управления модулями дозирования порошка в соответствии с измеренными значениями состояний заполнения каждого картриджа из группы картриджей.
Модули дозирования порошка, система транспортировки порошка и датчики могут быть устроены таким образом, чтобы обеспечивались одновременная расфасовка доз порошка в группу картриджей и одновременное измерение состояния заполнения каждого картриджа из группы картриджей. В качестве датчиков могут использоваться датчики веса. Лоток для картриджей может быть устроен таким образом, чтобы картриджи размещались на нем в виде двумерного массива, состоящего из рядов и столбцов.
Система транспортировки порошка может содержать узел вентилятора, обеспечивающий движение транспортировочного газа, аэратор порошка для доставки порошка к узлу дозирования порошка и модуль бункера для подачи порошка в аэратор. Система транспортировки порошка может также содержать коллектор, через который транспортировочный газ подается от узла дозирования порошка к узлу вентилятора для формирования системы рециркулируемого газа с закрытым контуром. Система транспортировки порошка может содержать систему кондиционирования транспортировочного газа для регулирования его относительной влажности, температуры или и той, и другой характеристик.
Каждый модуль дозирования порошка содержит корпус, формирующий впускное отверстие для подачи порошка из системы транспортировки порошка, выпускное отверстие для порошка и канал доставки порошка, соединяющий впускное и выпускное отверстия для порошка, а также подающий механизм для перемещения порошка по каналу от впускного отверстия к выпускному отверстию для порошка.
Подающий механизм может содержать подающее устройство для перемещения порошка по каналу, привод для обеспечения работы подающего устройства, клапан для управления выпускным отверстием и привод для обеспечения работы клапана. Подающее устройство может содержать вал и пространственную спиральную рамку, содержащую перекладины, прикрепленные к валу и разнесенные по его длине. Разнесенные перекладины могут быть размещены на валу по спиральной линии. Подающее устройство может также содержать одну или несколько проволок, прикрепленных между некоторыми или между всеми перекладинами. Одни проволоки, прикрепленные к концам перекладин и проходящие между ними, могут формировать одну или несколько спиралей, а другие проволоки, прикрепленные к перекладинам на некотором радиальном расстоянии от вала и проходящие между ними, могут формировать шевронные конструкции. В некоторых вариантах каждая проволока может свободно проходить через отверстия в промежуточных перекладинах и прикрепляется к перекладинам, находящимся на концах вала.
Подающее устройство также содержит выгружающий элемент, прикрепленный к валу ниже пространственной спиральной рамки. В различных вариантах осуществления изобретения выгружающий элемент может быть выполнен в форме модифицированной перекладины, имеющей форму двойной спирали, цилиндрического штифта и опорного элемента вместе с диафрагмой или спиральных лопастей, используемых вместе с диафрагмой.
Узел дозирования порошка может содержать блок для установки модулей дозирования порошка (далее "блок модулей"), содержащий вертикальные проходы в виде упорядоченного массива. Модули дозирования порошка могут быть установлены в соответствующих вертикальных проходах блока модулей. Блок модулей может содержать каналы для доставки порошка к модулям дозирования порошка. Модули дозирования порошка могут быть снабжены впускными отверстиями для порошка, выровненными с каналами в блоке модулей, так что порошок доставляется к ряду модулей дозирования порошка через один канал в блоке модулей. Каждый канал в блоке модулей может проходить сквозь него для рециркуляции транспортировочного газа в узел вентилятора. Каналы в блоке модулей могут иметь такой объем, чтобы в них помещалось количество порошка, достаточное для обеспечения одного или нескольких циклов дозирования порошка модулями дозирования порошка.
Модуль бункера может содержать корпус бункера, формирующий резервуар для запаса порошка и гранулятор в нижней части резервуара. Гранулятор может содержать первый и второй агломерационные ролики, а также первый и второй двигатели для привода первого и второго агломерационных роликов, соответственно. Каждый из агломерационных роликов может быть снабжен штифтами или дисками, разнесенными по длине роликов.
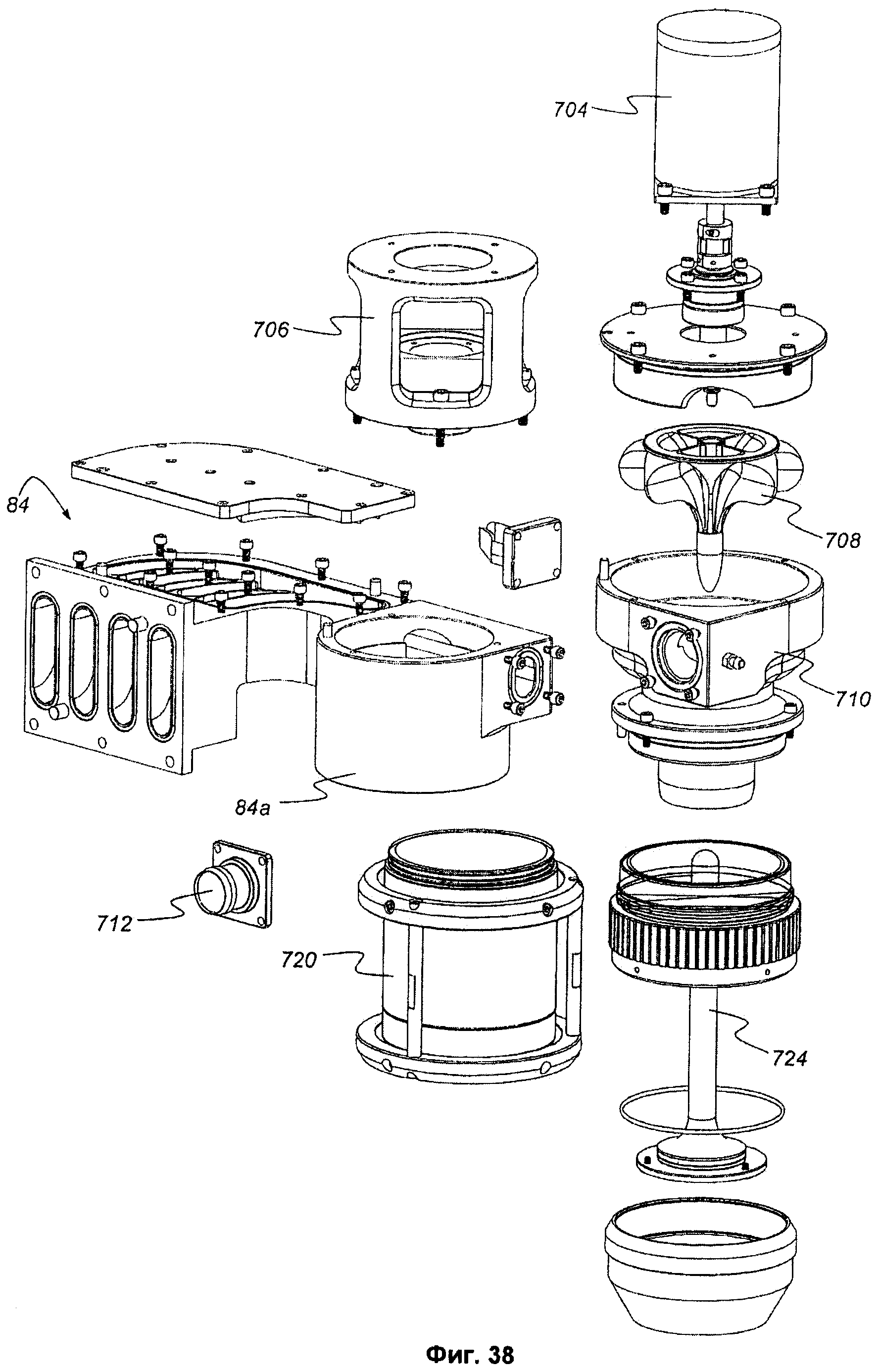
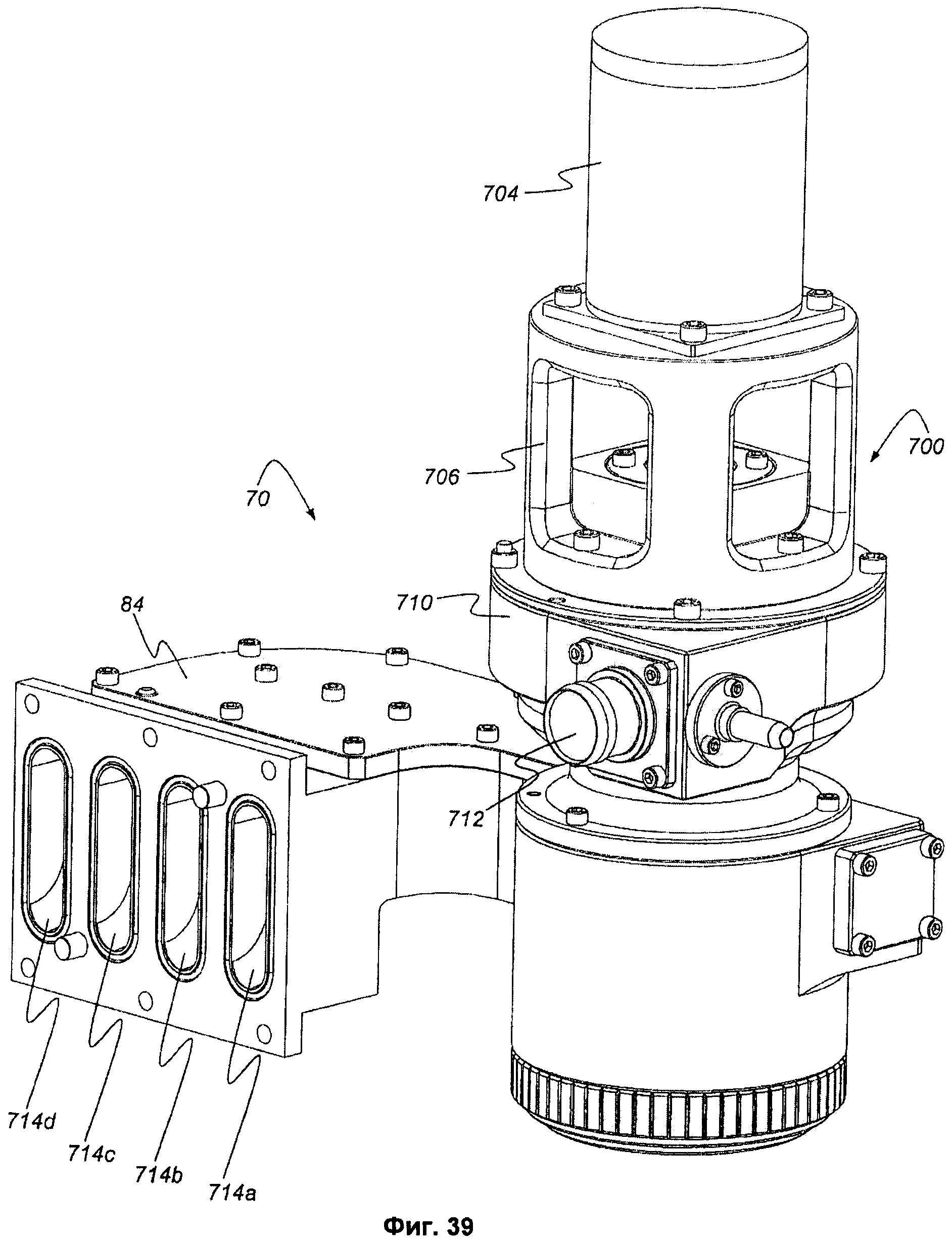
Узел вентилятора может содержать вентилятор для обеспечения движения транспортировочного газа в системе рециркуляции транспортировочного газа и устройство отделения частиц порошка от газа для отделения агломератов порошка от рециркулируемого транспортировочного газа. В некоторых вариантах осуществления изобретения устройство отделения частиц порошка от газа может быть выполнено в форме центробежного сепаратора, и в других вариантах устройство отделения частиц порошка от газа может быть выполнено в форме лопаточного сепаратора. Вентилятор может содержать крыльчатое колесо для обеспечения движения транспортировочного газа, двигатель для вращения крыльчатого колеса и корпус вентилятора, в котором размещается крыльчатое колесо и который имеет выпускное отверстие для подачи транспортировочного газа в аэратор порошка. Узел вентилятора может содержать дополнительно выпускной стержень для введения кондиционированного транспортировочного газа в поток транспортировочного газа.
Аэратор порошка может содержать блок коллектора, формирующий впускное отверстие для порошка, выпускные каналы для порошка, соединенные с узлом дозирования порошка, и впускное отверстие для газа, соединенное с узлом вентилятора. Аэратор порошка также может содержать пневматическую щетку для подачи порошка по наклонным каналам к выпускным каналам и выпускной клапан для подачи порошка от впускного отверстия к пневматической щетке. Выпускной клапан также обеспечивает уплотнение между системой транспортировочного газа с закрытым контуром и окружающей средой. Аэратор порошка также может содержать перепускной коллектор, подходящий к выпускным каналам порошка, и трехходовой клапан для направления отобранных частей транспортировочного газа из впускного отверстия для газа в пневматическую щетку и перепускной коллектор.
В соответствии со вторым вариантом изобретения предлагается способ дозирования порошка и контроля процесса. Способ содержит позиционирование картриджей на лотке для картриджей, одновременное заполнение дозами порошка группы картриджей на лотке и одновременное измерение состояния заполнения каждого картриджа из группы картриджей.
В соответствии с третьим вариантом изобретения аэратор порошка содержит: блок коллектора, формирующий впускное отверстие для порошка, выпускные каналы для порошка и впускное отверстие для транспортировочного газа; пневматическую щетку для подачи порошка к выпускным каналам; выпускной клапан для подачи порошка от впускного отверстия к пневматической щетке; перепускной коллектор, соединенный с выпускными каналами для порошка, и трехходовой клапан для направления отобранных частей транспортировочного газа из впускного отверстия для газа в пневматическую щетку и перепускной коллектор.
В соответствии с четвертым вариантом изобретения узел дозирования порошка содержит: блок модулей, содержащий упорядоченное множество вертикальных проходов и горизонтальных каналов, пересекающих соответствующие ряды вертикальных проходов; модули дозирования порошка, установленные в соответствующих вертикальных проходах блока модулей, причем каждый модуль дозирования порошка имеет впускные отверстия для порошка, сообщающиеся с каналами в блоке модулей, и порошок, подаваемый в каналы блока модулей, дозируется каждым модулем дозирования порошка.
В соответствии с пятым вариантом изобретения система транспортировки порошка содержит: узел дозирования порошка для заполнения картриджей дозами порошка; узел вентилятора для обеспечения движения транспортировочного газа и аэратор порошка для доставки порошка, захваченного транспортировочным газом, в узел дозирования порошка.
В соответствии с шестым вариантом изобретения модуль дозирования порошка содержит: корпус, формирующий впускное отверстие для поступления порошка, выпускное отверстие для порошка и канал доставки порошка, соединяющий впускное и выпускное отверстия для порошка; подающее устройство для перемещения порошка по каналу; привод для обеспечения работы подающего устройства; клапан для управления выпускным отверстием для порошка и привод для обеспечения работы клапана.
В соответствии с седьмым вариантом изобретения узел вентилятора содержит: крыльчатое колесо для обеспечения движения транспортировочного газа; двигатель крыльчатого колеса, обеспечивающий его вращение; корпус вентилятора, окружающий крыльчатое колесо и снабженный выпускным отверстием для транспортировочного газа; коллектор для поступления транспортировочного газа и устройство отделения частиц порошка от газа, прикрепленное к коллектору для сбора агломератов, захваченных транспортировочным газом.
В соответствии с восьмым вариантом изобретения устройство загрузки порошка содержит: опорную конструкцию лотка для установки лотка для картриджей, на котором размещаются по меньшей мере первая и вторая группы картриджей; подсистему дозирования для заполнения дозами порошка группы картриджей, установленных на лотке, и механизм позиционирования лотка для перемещения лотка с целью последовательного позиционирования первой и второй групп картриджей на лотке, так чтобы они были выровнены с подсистемой дозирования.
В соответствии с девятым вариантом изобретения способ заполнения картриджа дозой порошка содержит: позиционирование картриджа под модулем дозирования, снабженным накопителем с порошком, открытие клапана, управляющего накопителем, обеспечение работы подающего устройства в накопителе для подачи порошка в картридж через клапан и закрытие клапана после достижения необходимого состояния заполнения.
Вращение подающего устройства в одну сторону может комбинироваться с вращением в обратную сторону для кондиционирования порошка в накопителе. Может осуществляться вращение подающего устройства с переменной скоростью и с подмешиванием вибрации (колебаний) в процессе вращения. Может осуществляться возвратно-поступательное движение подающего устройства с быстрым вращением по часовой стрелке и против часовой стрелки в течение некоторой части одного или нескольких оборотов. Способ может также содержать измерение веса порошка в картридже и закрытие клапана, когда измеренное значение веса будет равно заданному весу дозы или больше него. Открытие клапана может осуществляться поворотом элемента клапана в выбранном направлении, и закрытие клапана может осуществляться поворотом элемента в том же направлении. При открытии клапана его элемент может размещаться позади выпускного отверстия модуля дозирования порошка.
Вращение подающего устройства может осуществляться на выбранной максимальной скорости в течение первой части цикла заполнения картриджа, и затем подающее устройство вращают на пониженной скоростью в течение второй половины цикла заполнения. Вторая часть цикла заполнения может начинаться, когда вес порошка, поданного в картридж, равен определенному весу или превышает его. В течение любой части цикла заполнения может использоваться пропорциональное или интегральное регулирование.
В соответствии с десятым вариантом изобретения устройство дозирования порошка и контроля процесса является очень компактной, модульной системой, которая может использоваться как в исследовательских лабораториях, так и на промышленных предприятиях. Эта особенность облегчает сертификацию и регистрацию всего устройства и позволяет снизить стоимость за счет использования единой технической поддержки и обучения и уменьшения запасов необходимых частей.
В соответствии с одиннадцатым вариантом изобретения устройство дозирования порошка и контроля процесса обеспечивает возможность заполнения картриджей ингаляторов, одноразовых ингаляторов и компактных ингаляторов многоразового использования. Такая возможность может быть обеспечена путем внесения минимальных изменений в систему, доставляющей контейнеры, которые должны быть заполнены, в устройство дозирования порошка и контроля процесса.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения в настоящем описании делаются ссылки на прилагаемые чертежи, которые вводятся в него ссылкой и на которых показано:
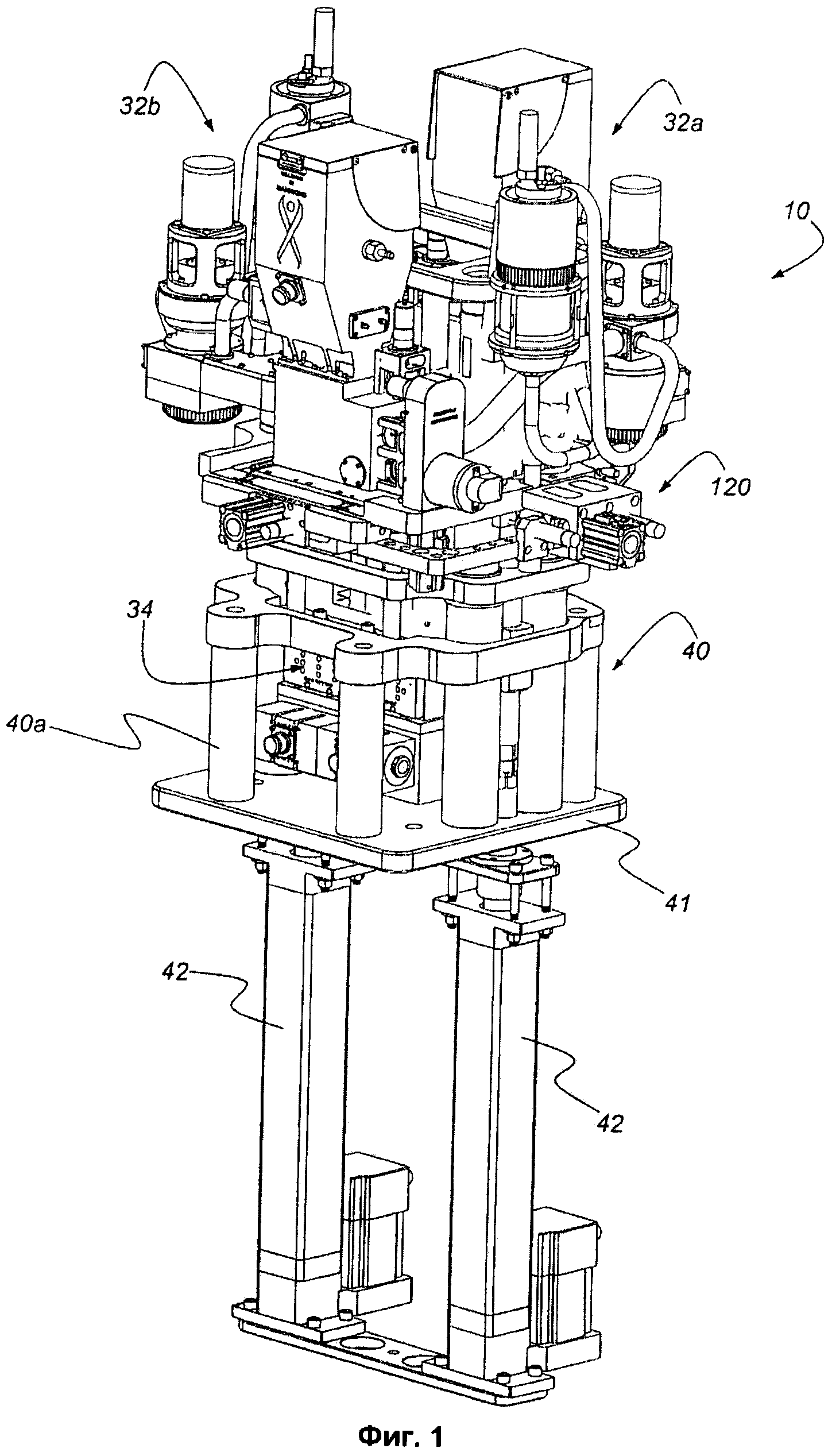
фигура 1 - вид в перспективе устройства дозирования порошка и контроля процесса в соответствии с одним из вариантов осуществления изобретения;
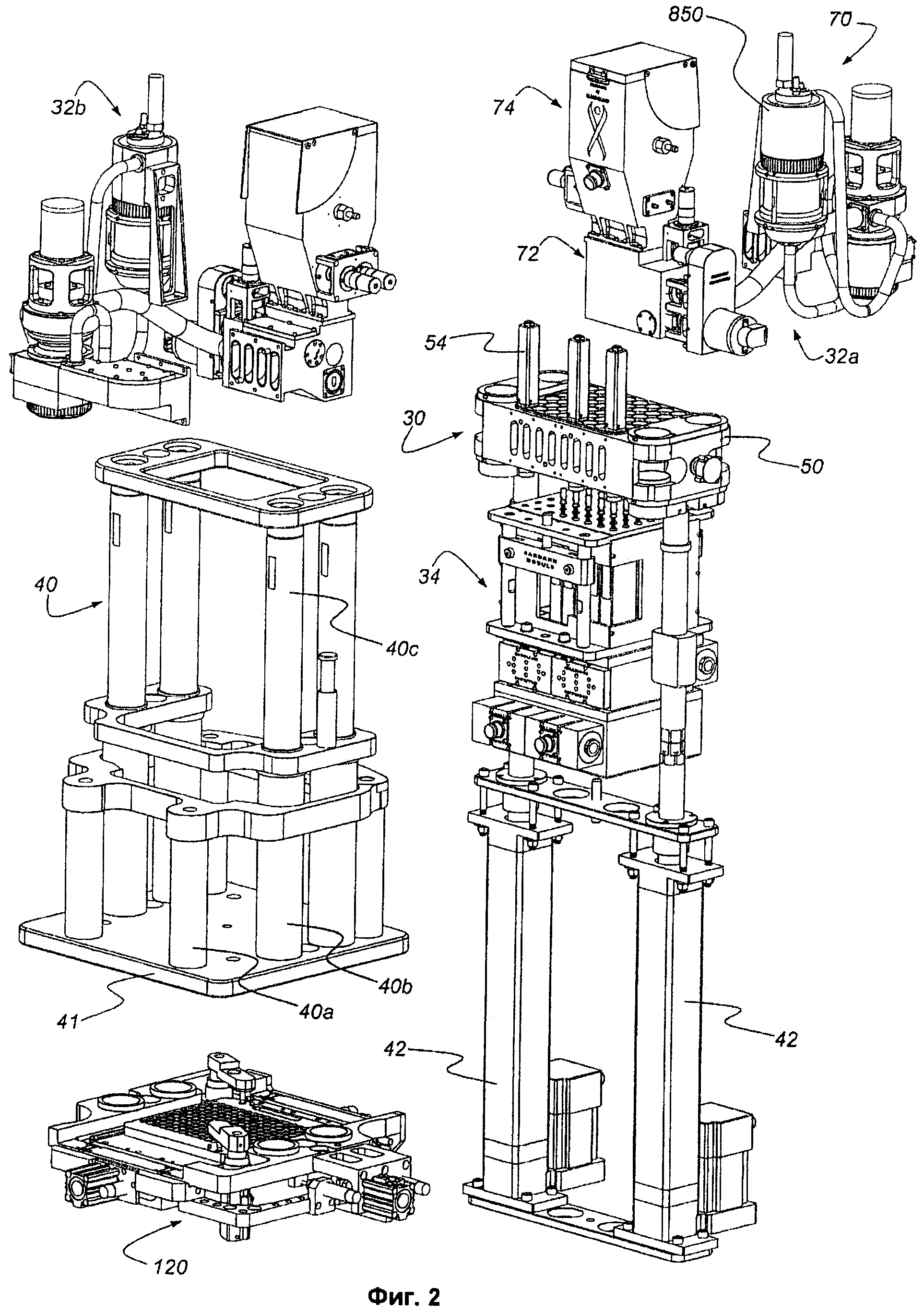
фигура 2 - устройство дозирования порошка и контроля процесса, приведенное на фигуре 1, в разобранном виде;
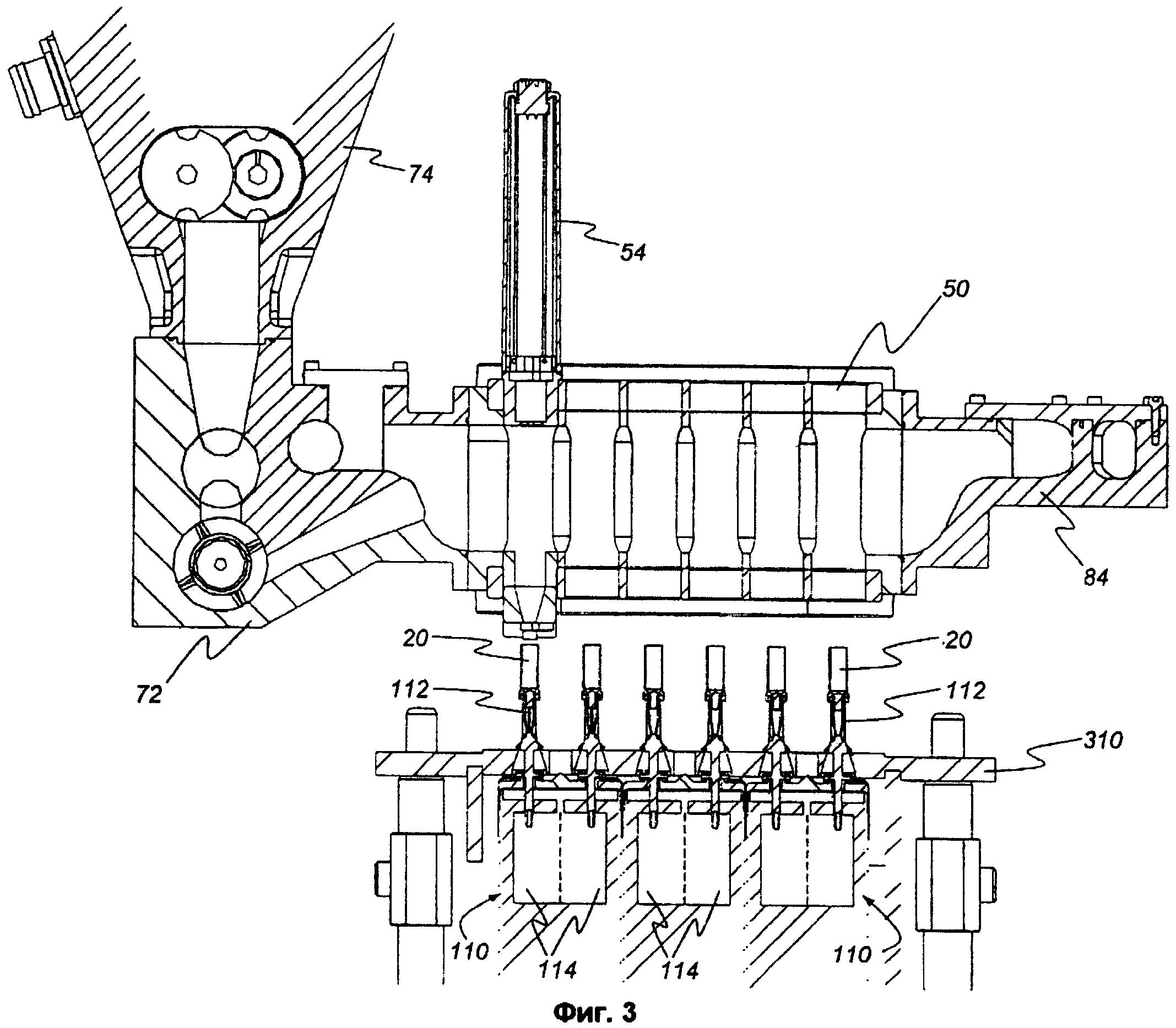
фигура 3 - вид частичного сечения по вертикали устройства дозирования порошка и контроля процесса;
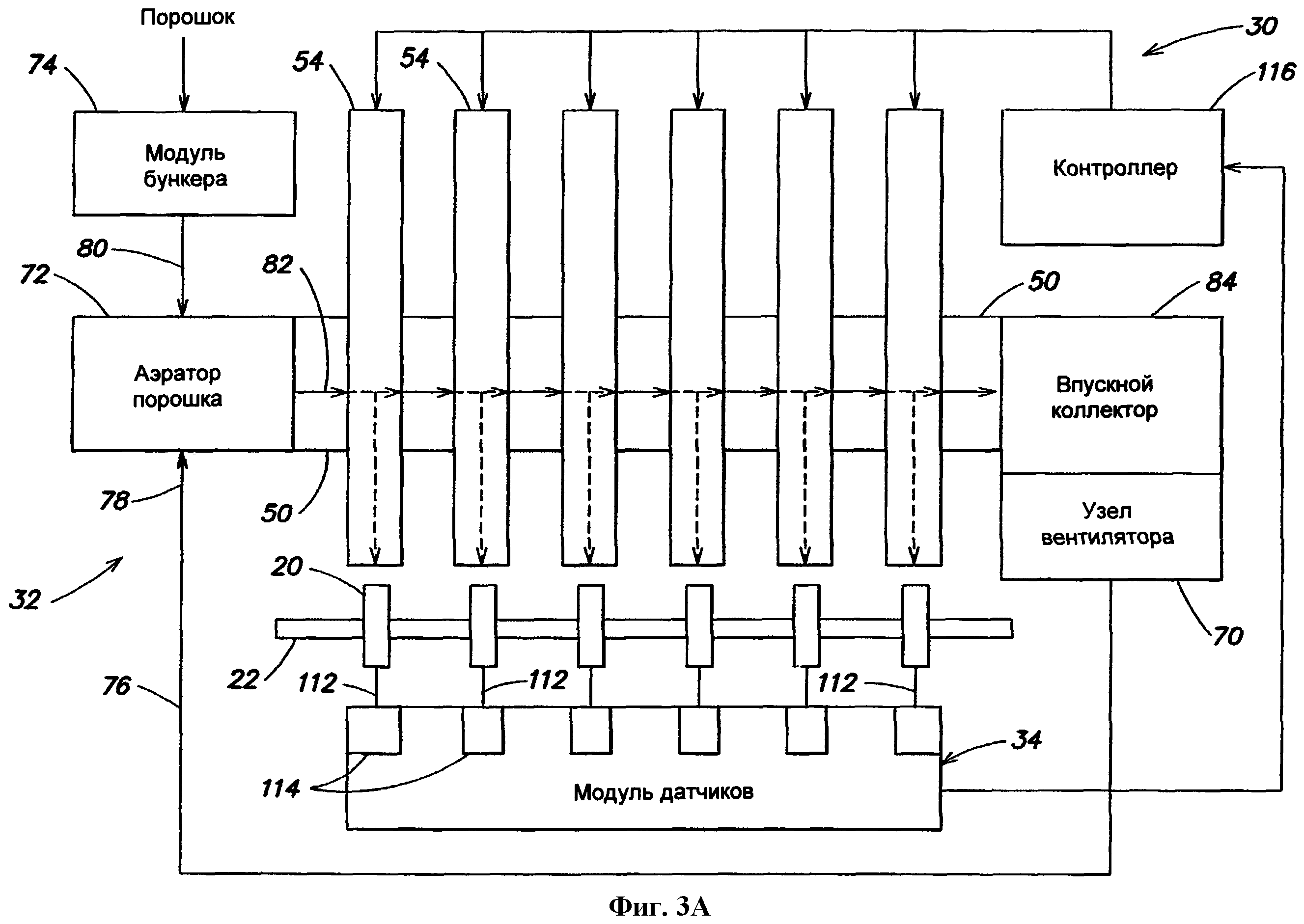
фигура 3А - блок-схема устройства дозирования порошка и контроля процесса;
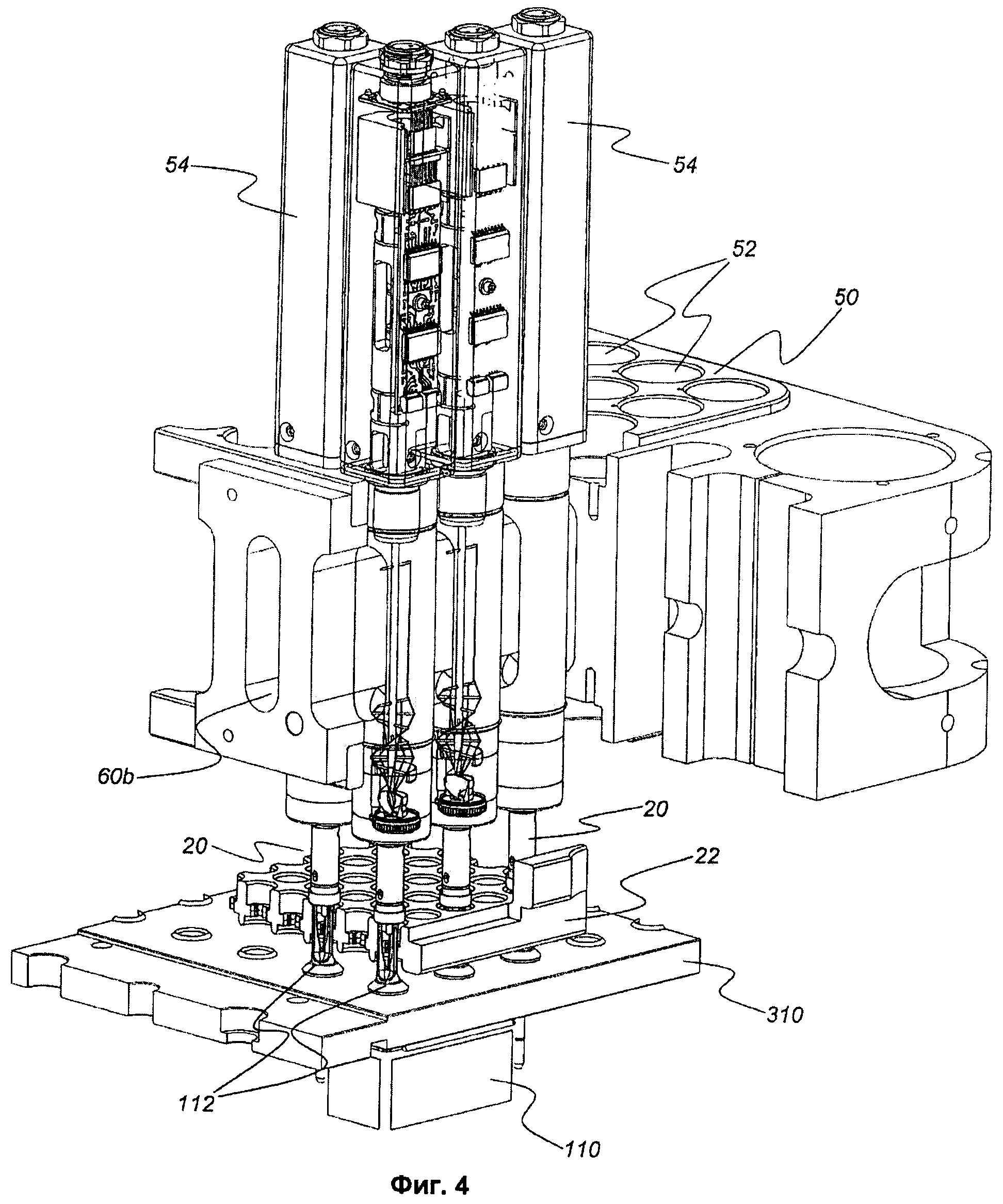
фигура 4 - вид в перспективе модулей дозирования порошка, картриджей, лотка для картриджей и датчиков веса;
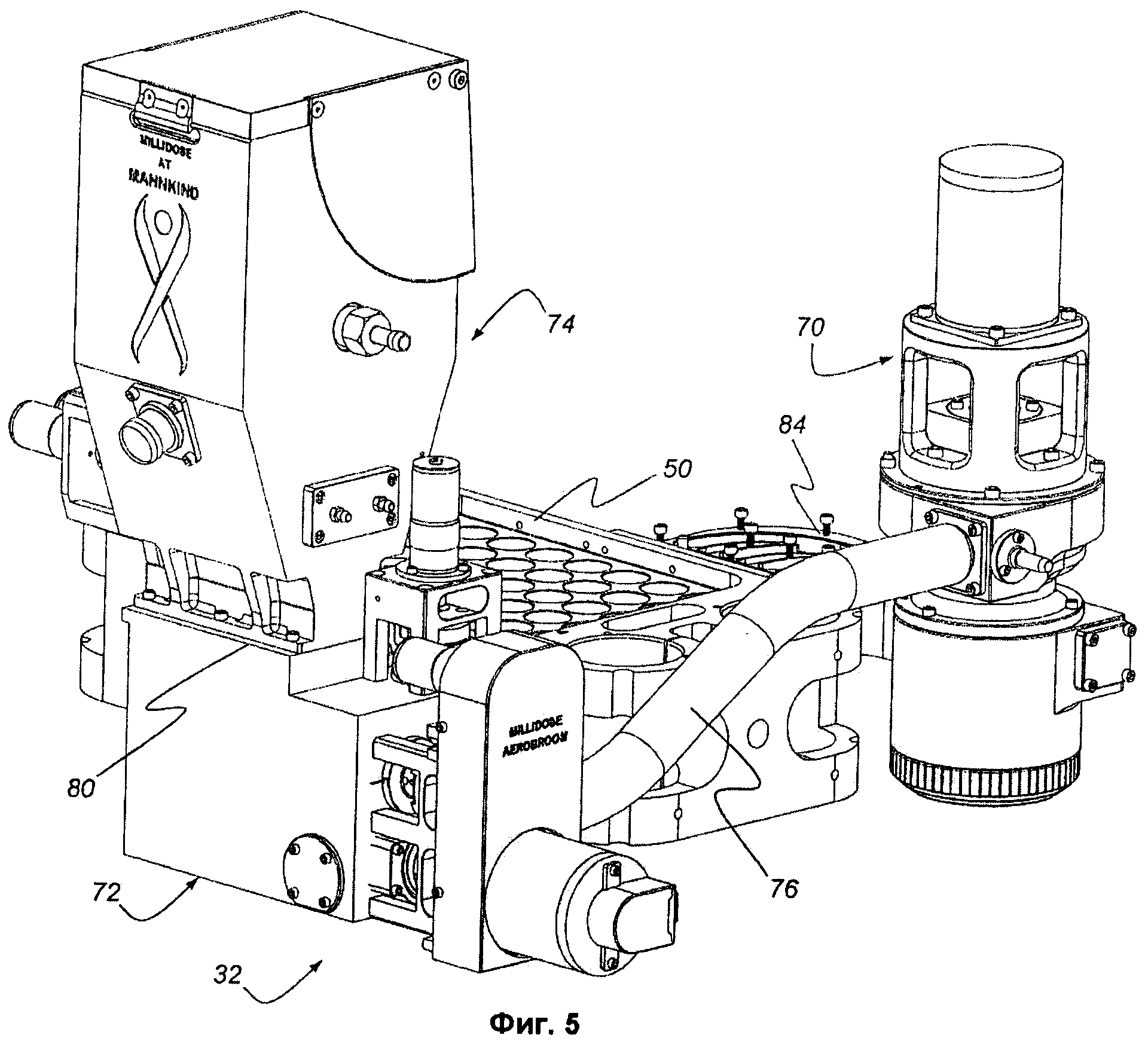
фигура 5 - вид в перспективе системы транспортировки порошка;
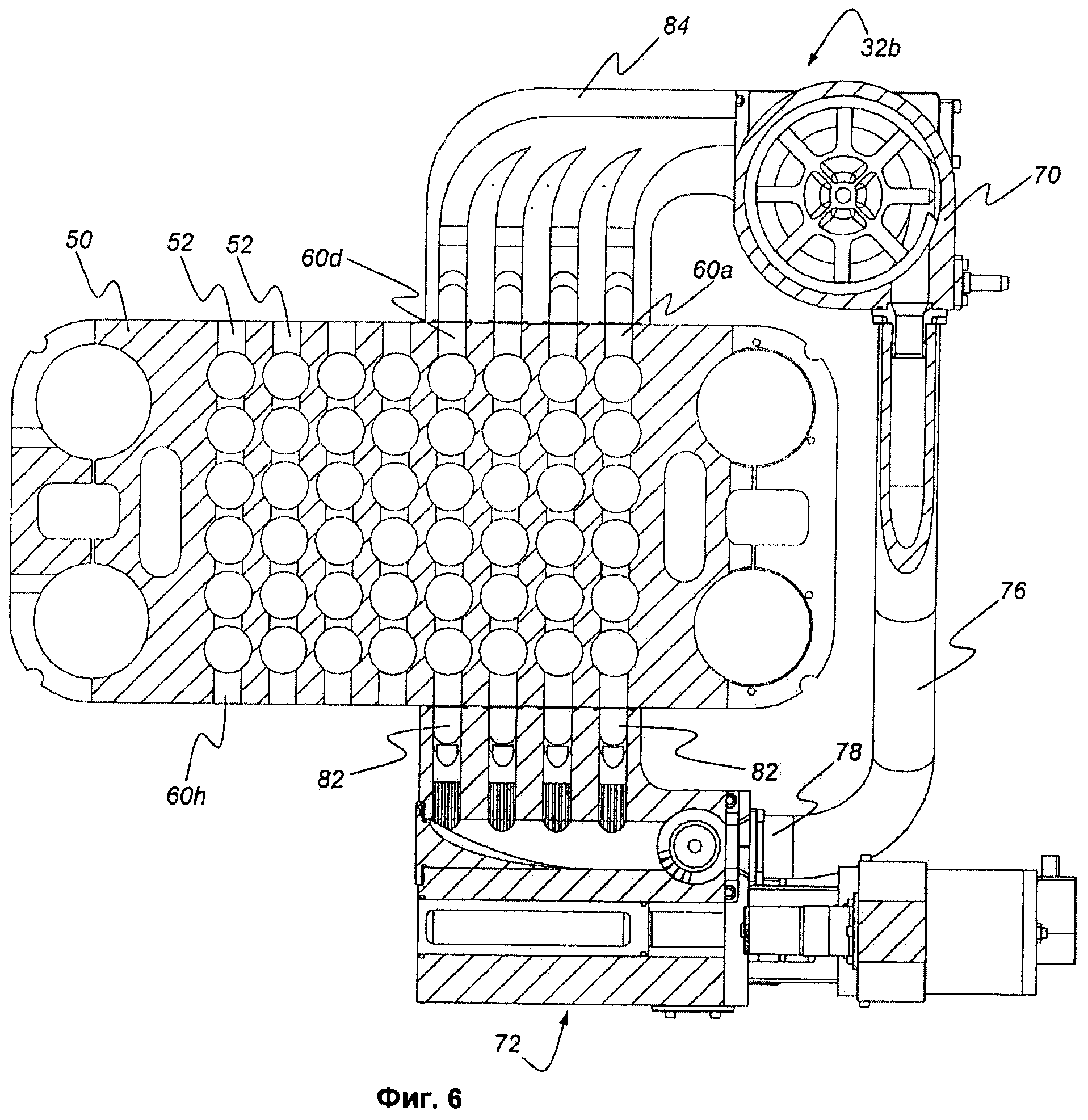
фигура 6 - схематический вид поперечного сечения блока модулей и одной системы транспортировки порошка;
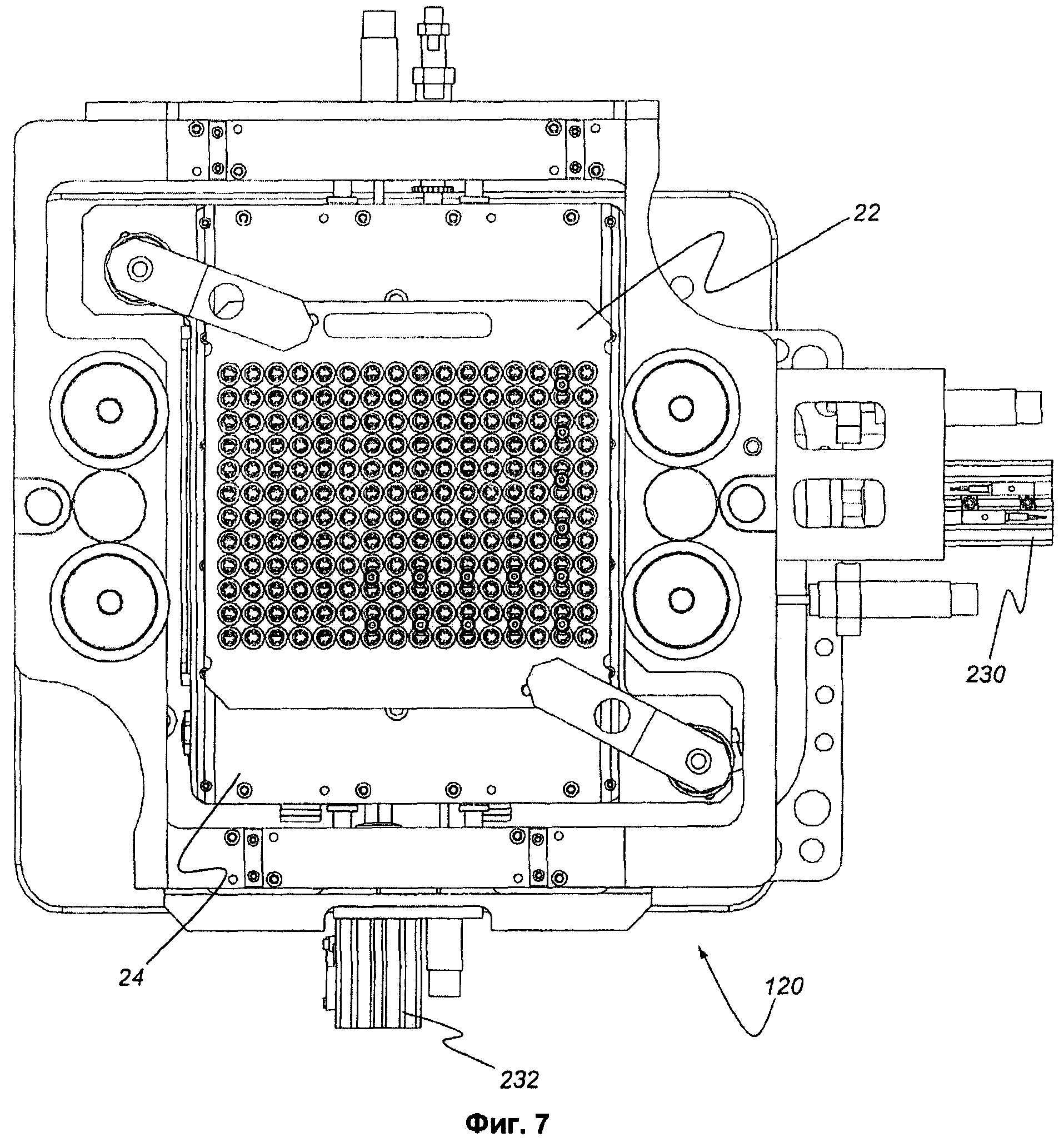
фигура 7 - схематический вид поперечного сечения лотка с картриджами и системы позиционирования лотка;
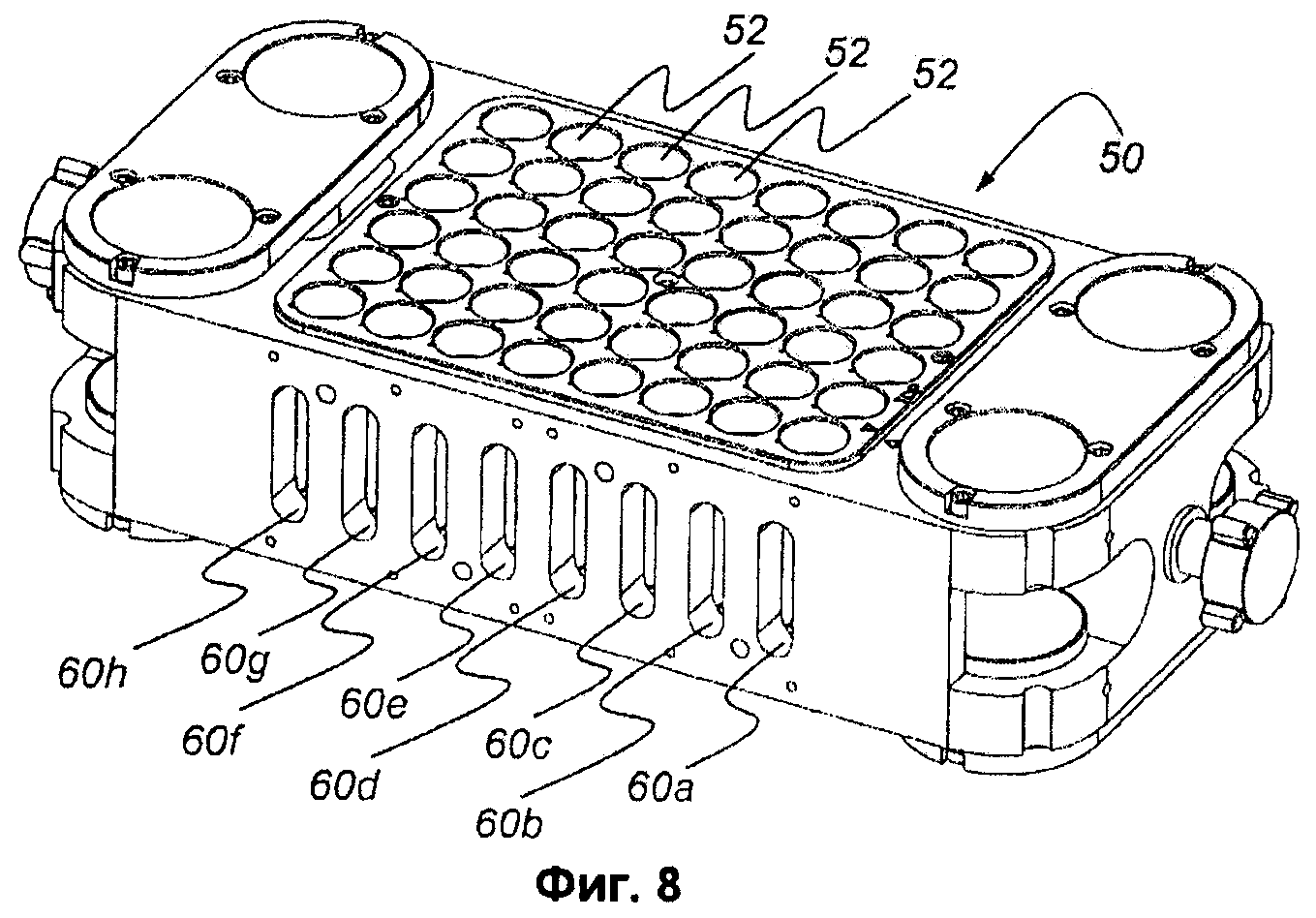
фигура 8 - вид в перспективе блока модулей;
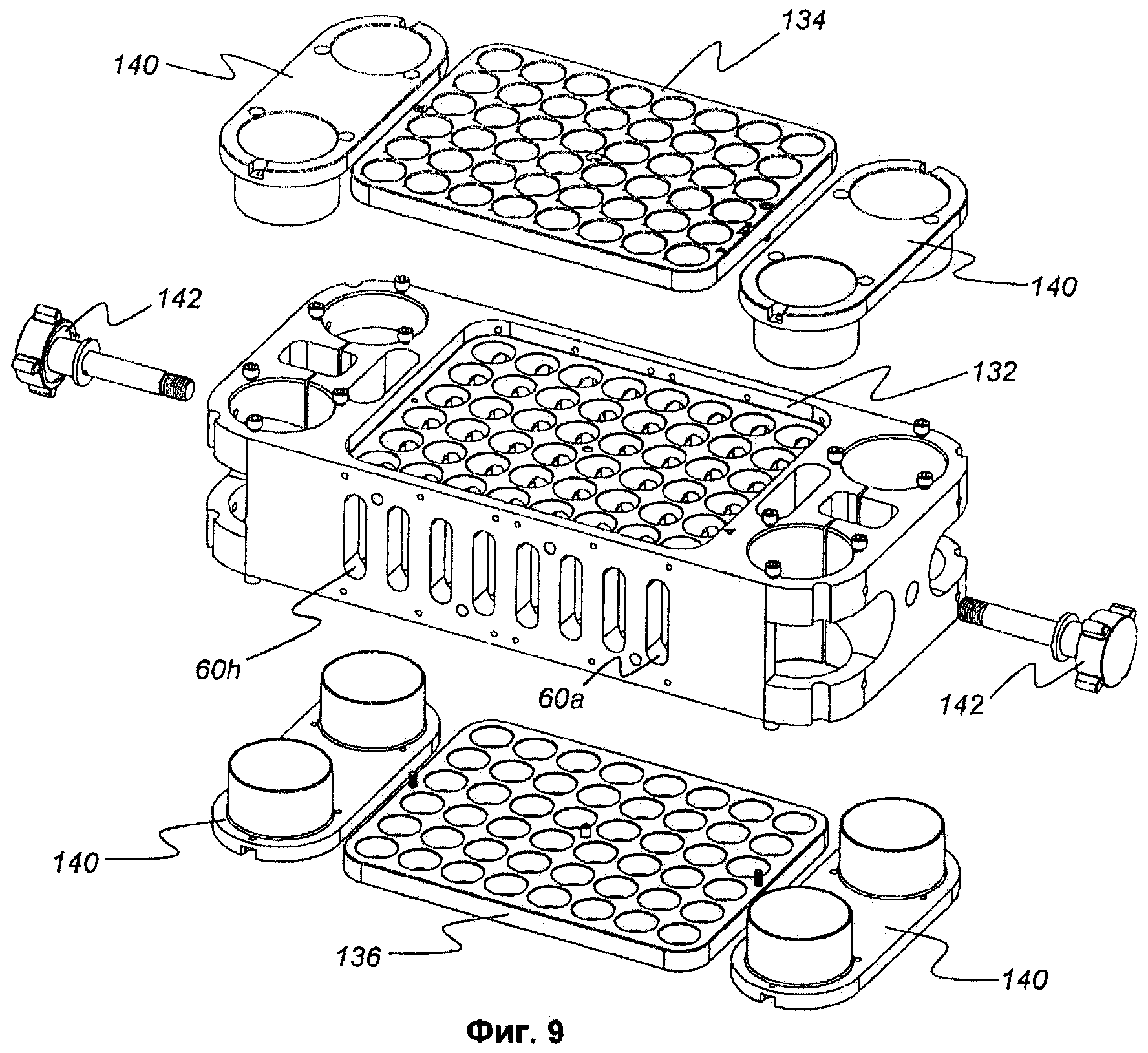
фигура 9 - блок модулей, представленный на фигуре 8, в разобранном виде;
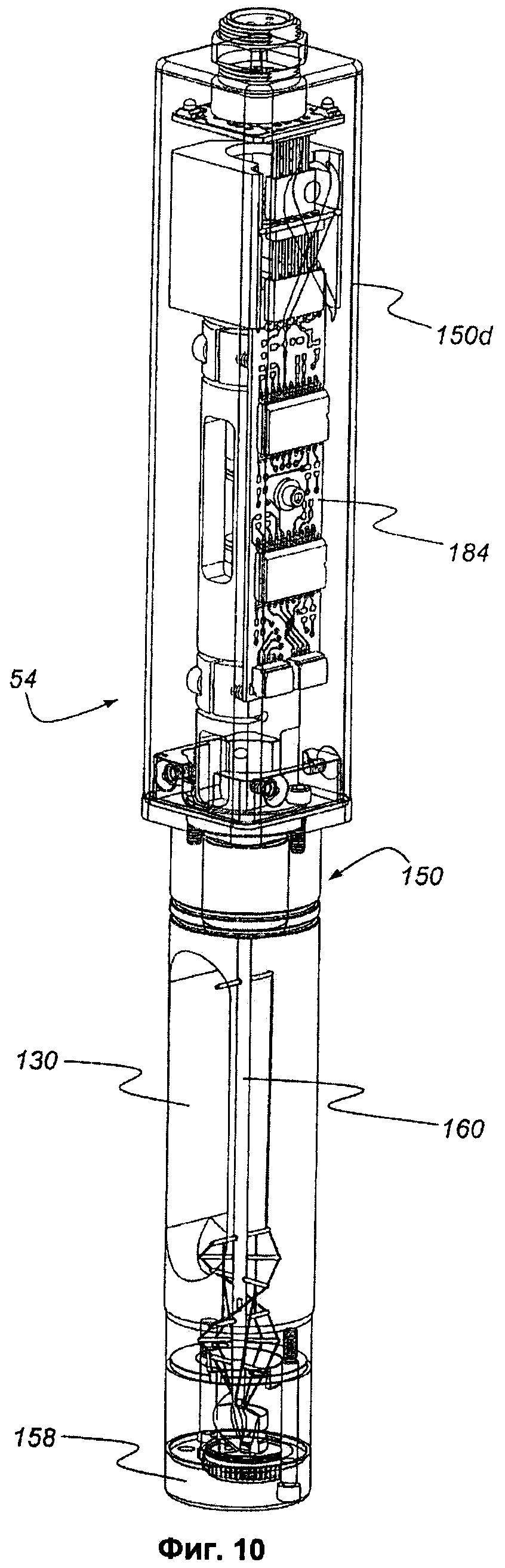
фигура 10 - вид в перспективе модуля дозирования порошка;
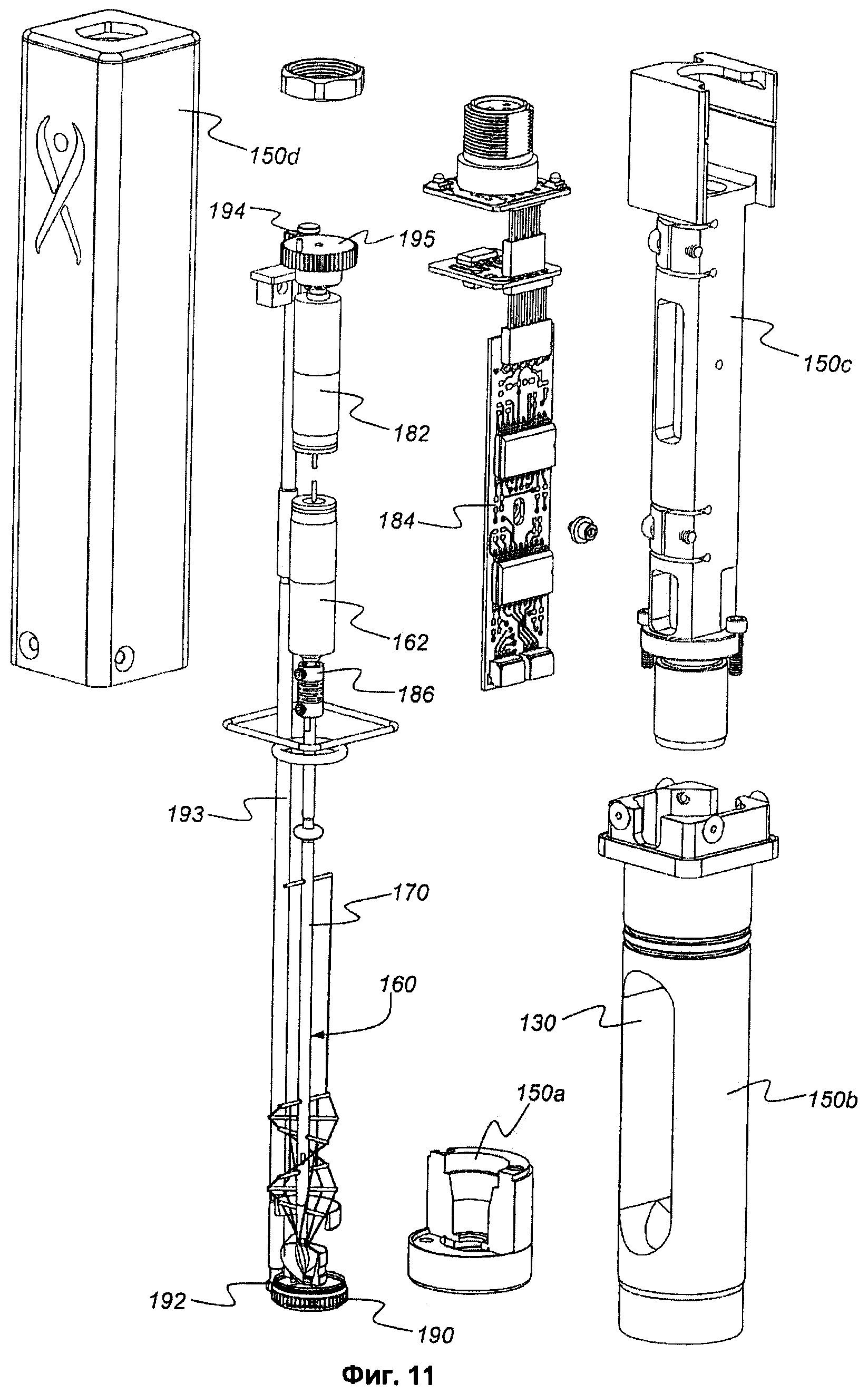
фигура 11 - модуль дозирования порошка, приведенный на фигуре 10, в разобранном виде;
фигура 12 - схематический вид сечения нижнего конца модуля дозирования порошка;
фигуры 13А-13В - виды подающего устройства в соответствии с одним из вариантов осуществления изобретения;
фигуры 14А-14F - виды подающего устройства в соответствии с другим вариантом осуществления изобретения;
фигуры 15А-15D - виды подающего устройства в соответствии еще с одним вариантом осуществления изобретения;
фигуры 16А и 16В - виды наполнительного клапана в открытом и закрытом положениях, соответственно.
фигура 17 - блок-схема схемы управления для одного модуля дозирования порошка и датчика веса;
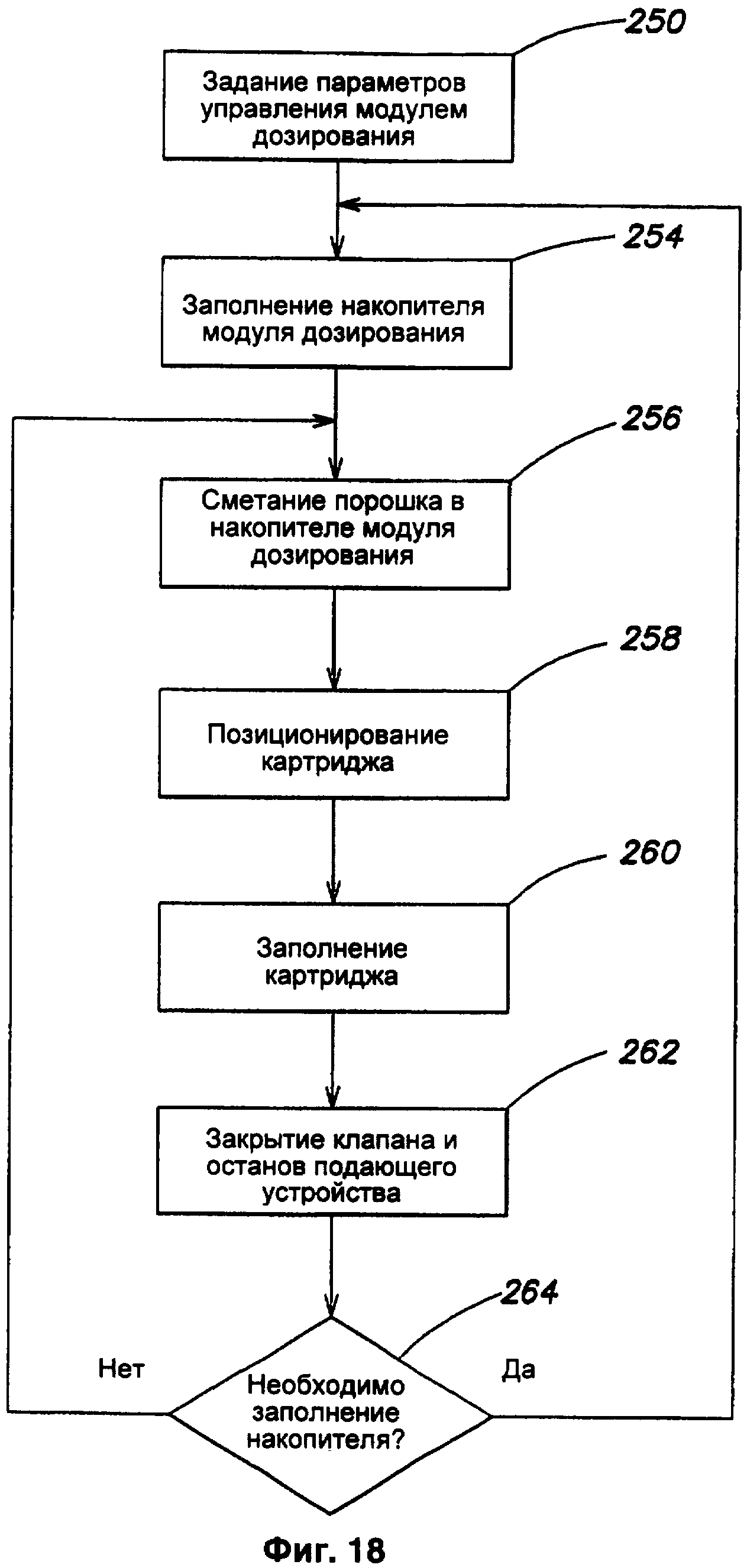
фигура 18 - блок-схема алгоритма дозирования порошка;
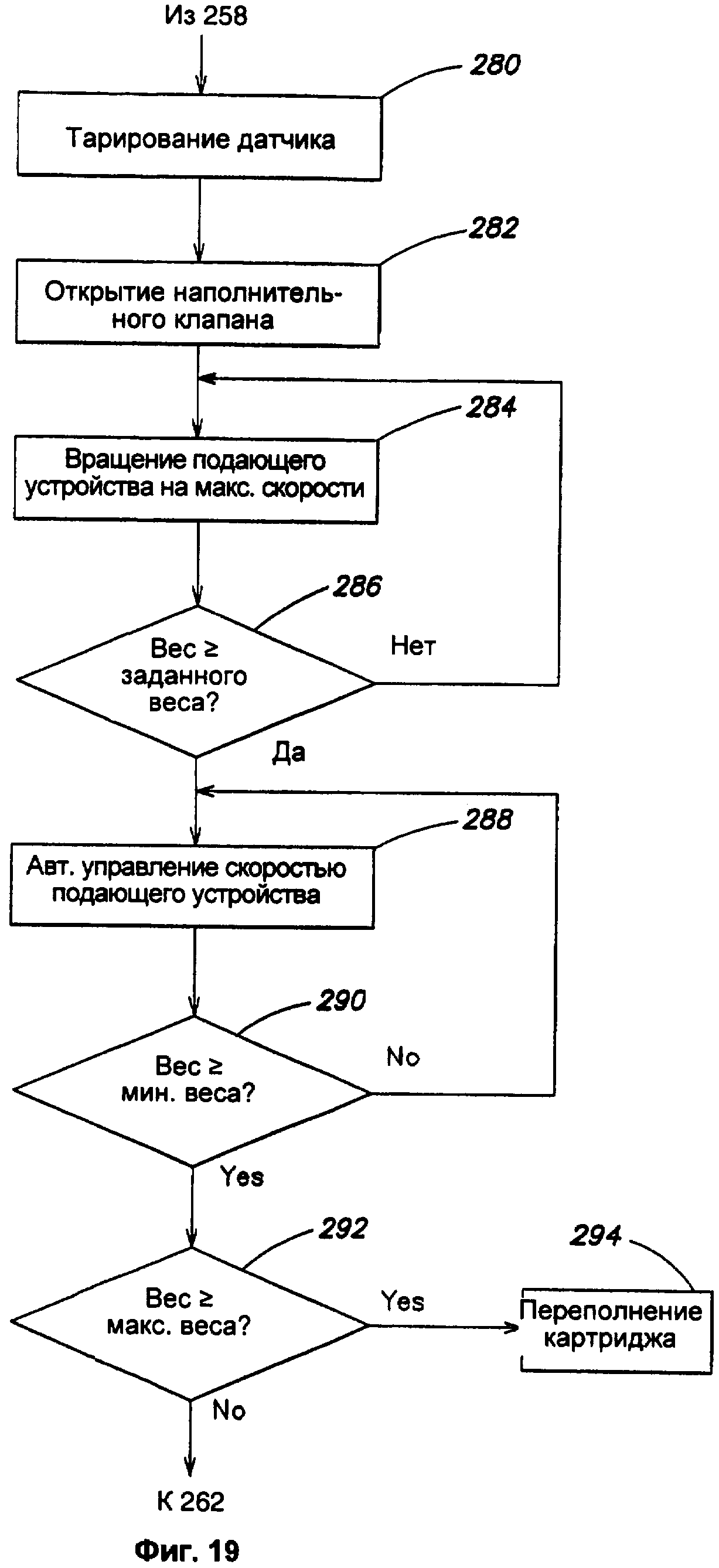
фигура 19 - блок-схема цикла заполнения картриджа;
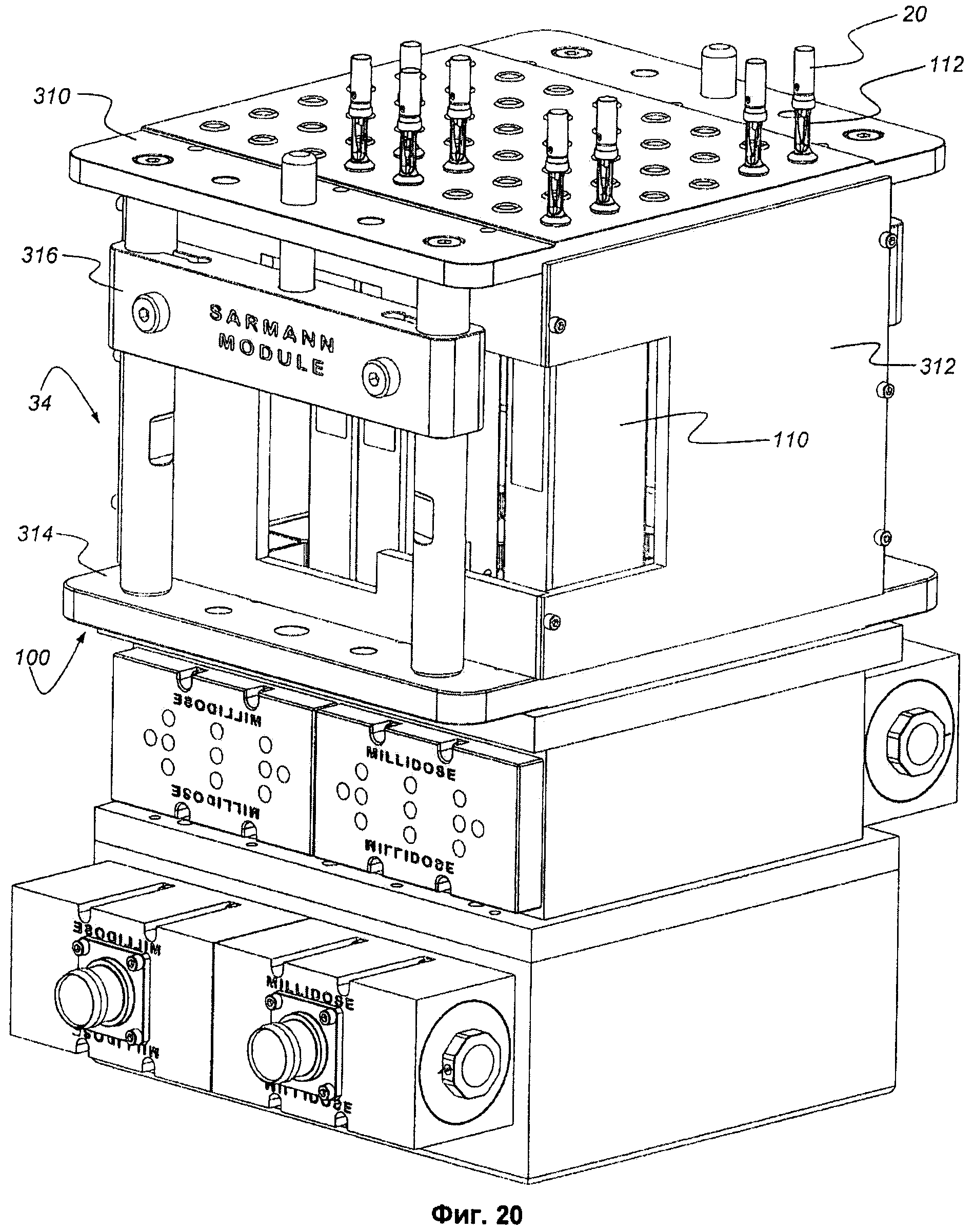
фигура 20 - вид в перспективе модуля датчика;
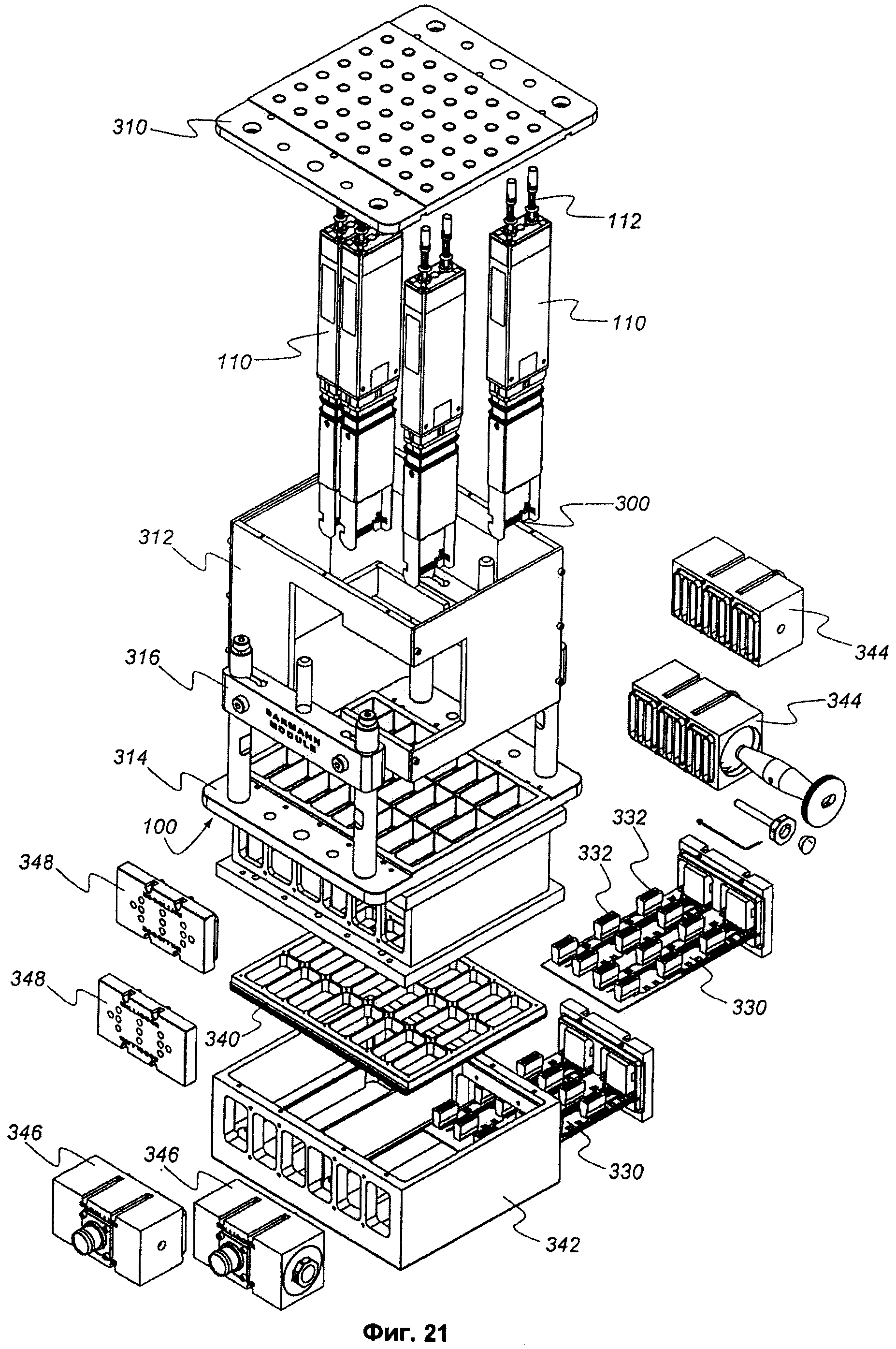
фигура 21 - модуль датчика, представленный на фигуре 20, в разобранном виде;
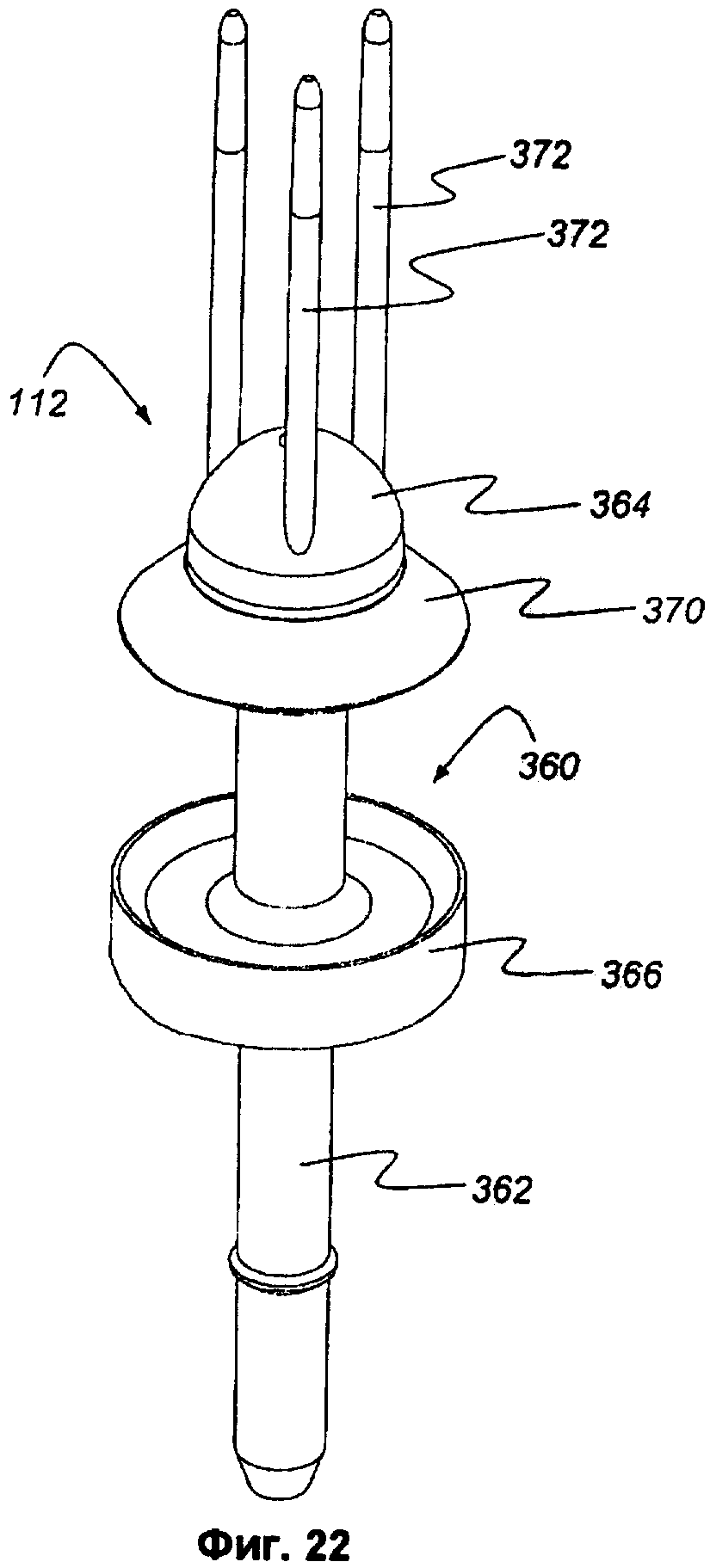
фигура 22 - вид в перспективе первого варианта конструкции измерительной головки датчика веса;
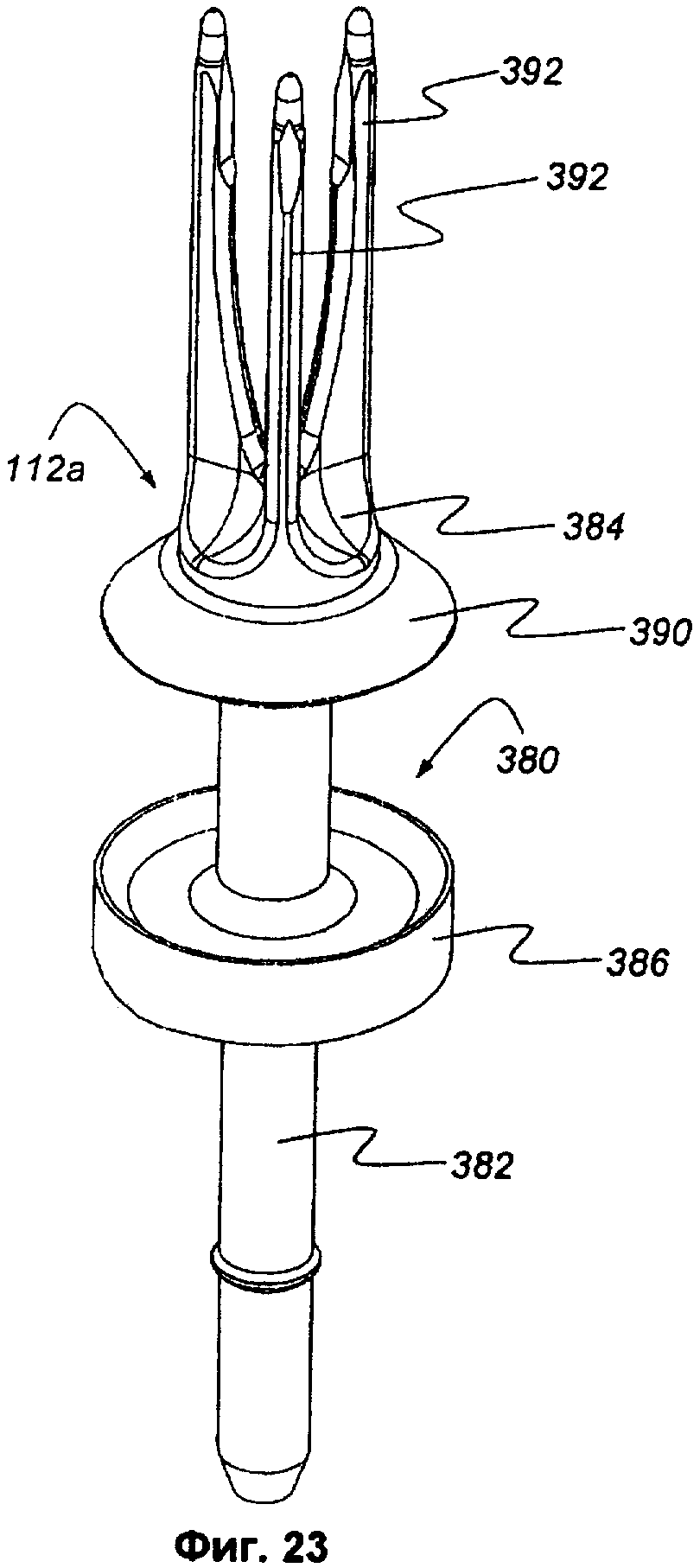
фигура 23 - вид в перспективе второго варианта конструкции измерительной головки датчика веса;
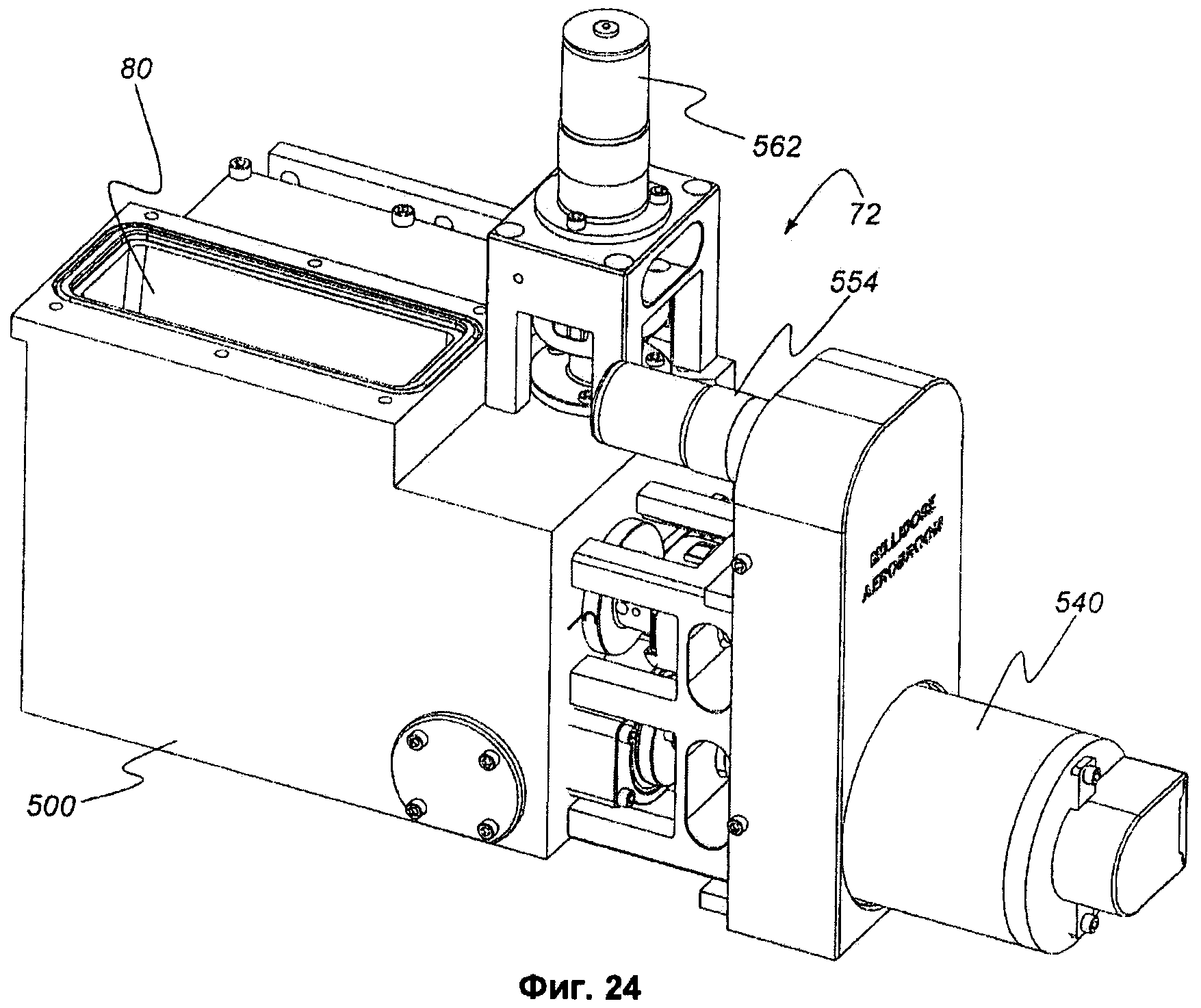
фигура 24 - вид в перспективе первого варианта конструкции аэратора порошка;
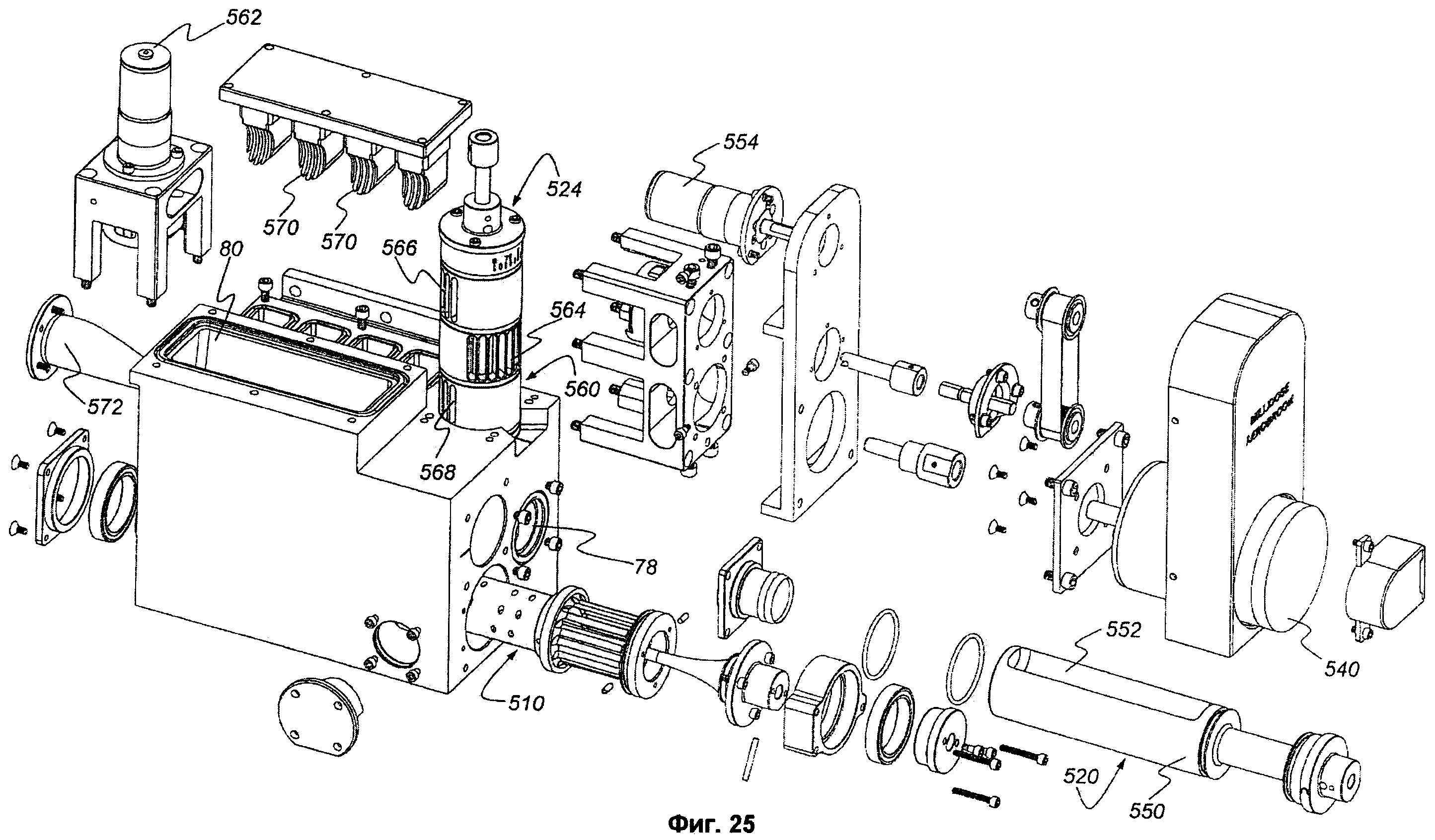
фигура 25 - аэратор порошка, представленный на фигуре 24, в разобранном виде;
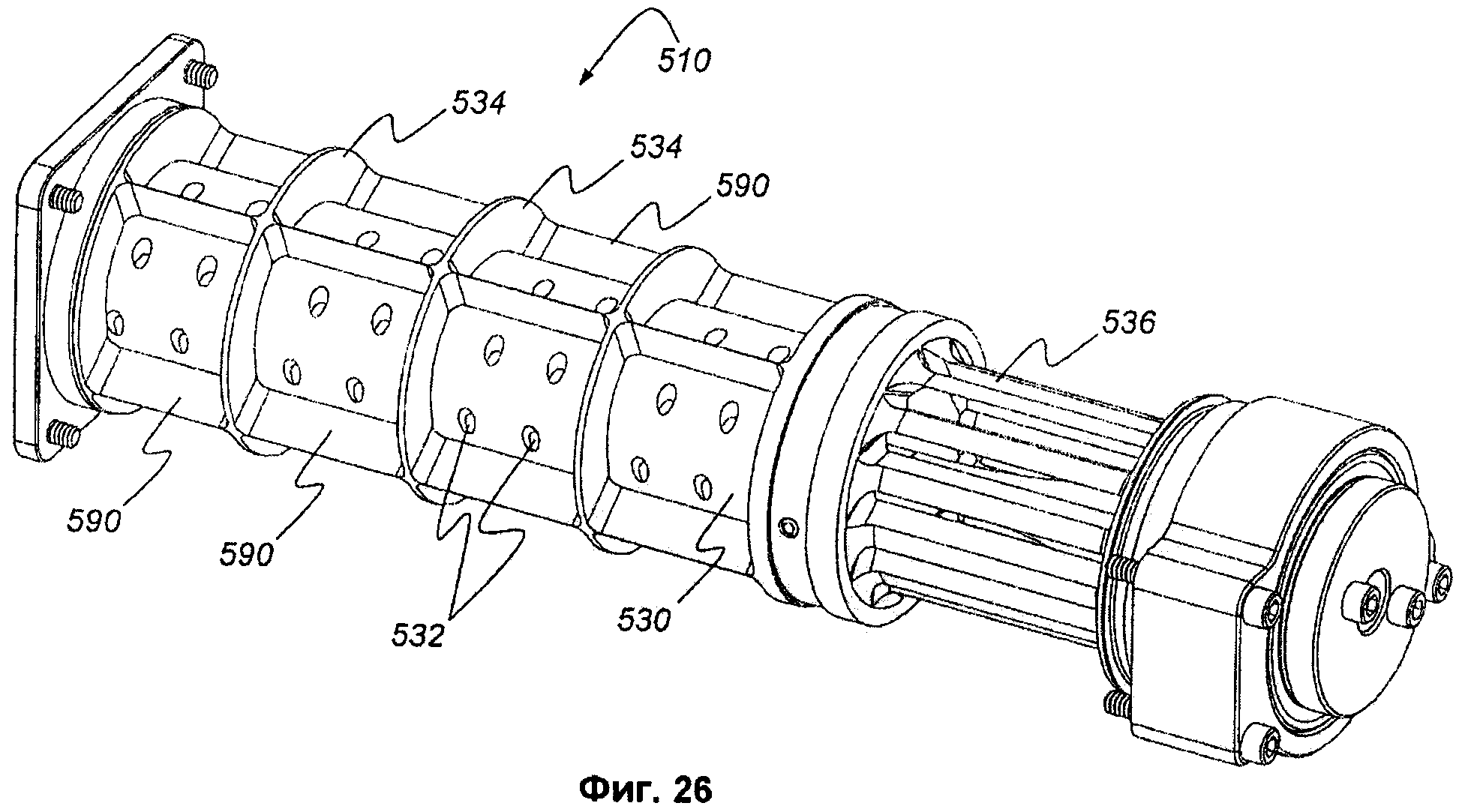
фигур 26 - вид в перспективе пневматической щетки, используемой в аэраторе порошка, представленном на фигуре 24;
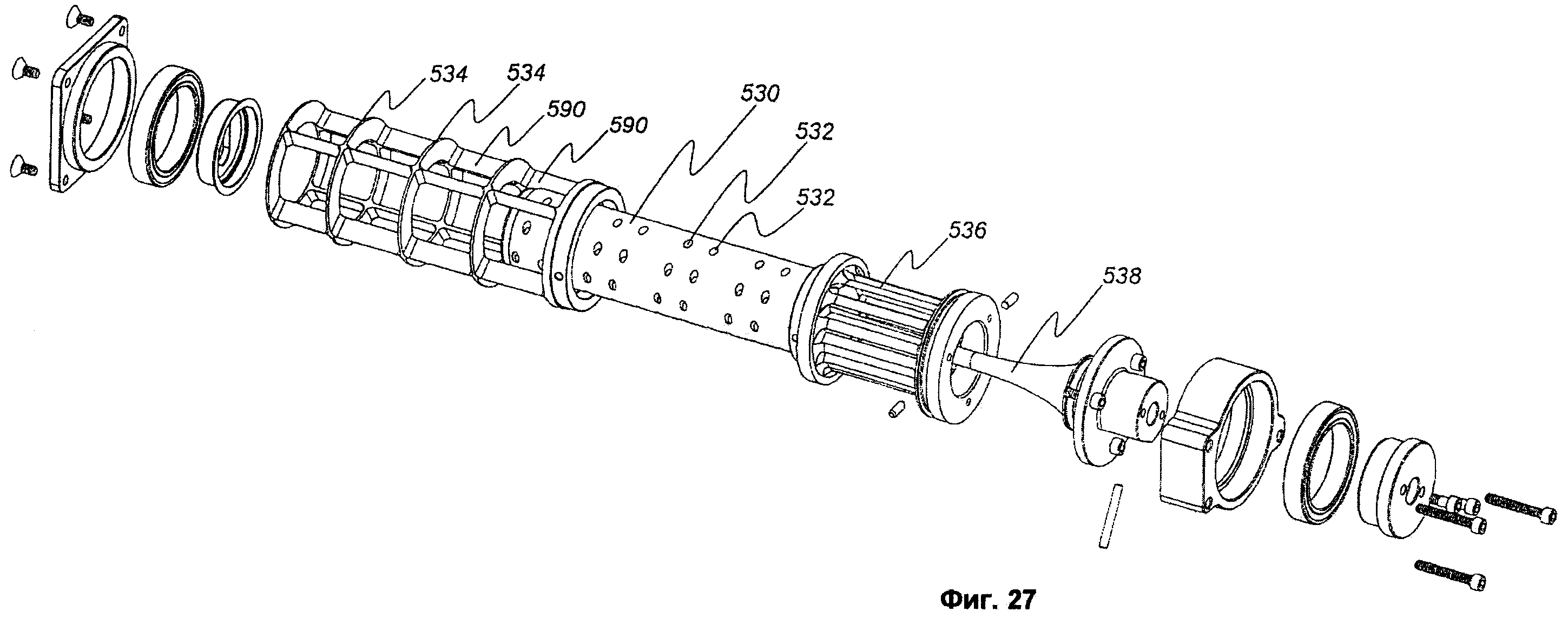
фигура 27 - пневматическая щетка, представленная на фигуре 26, в разобранном виде;
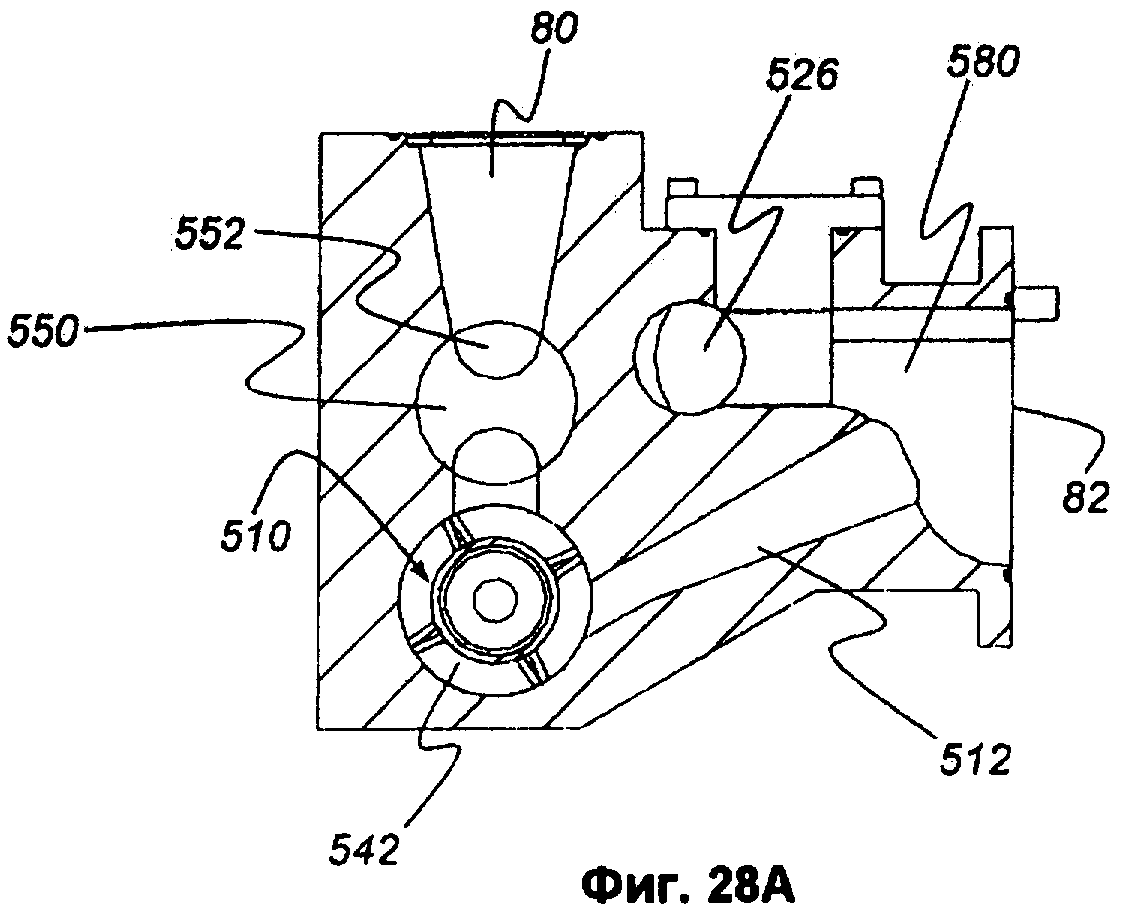
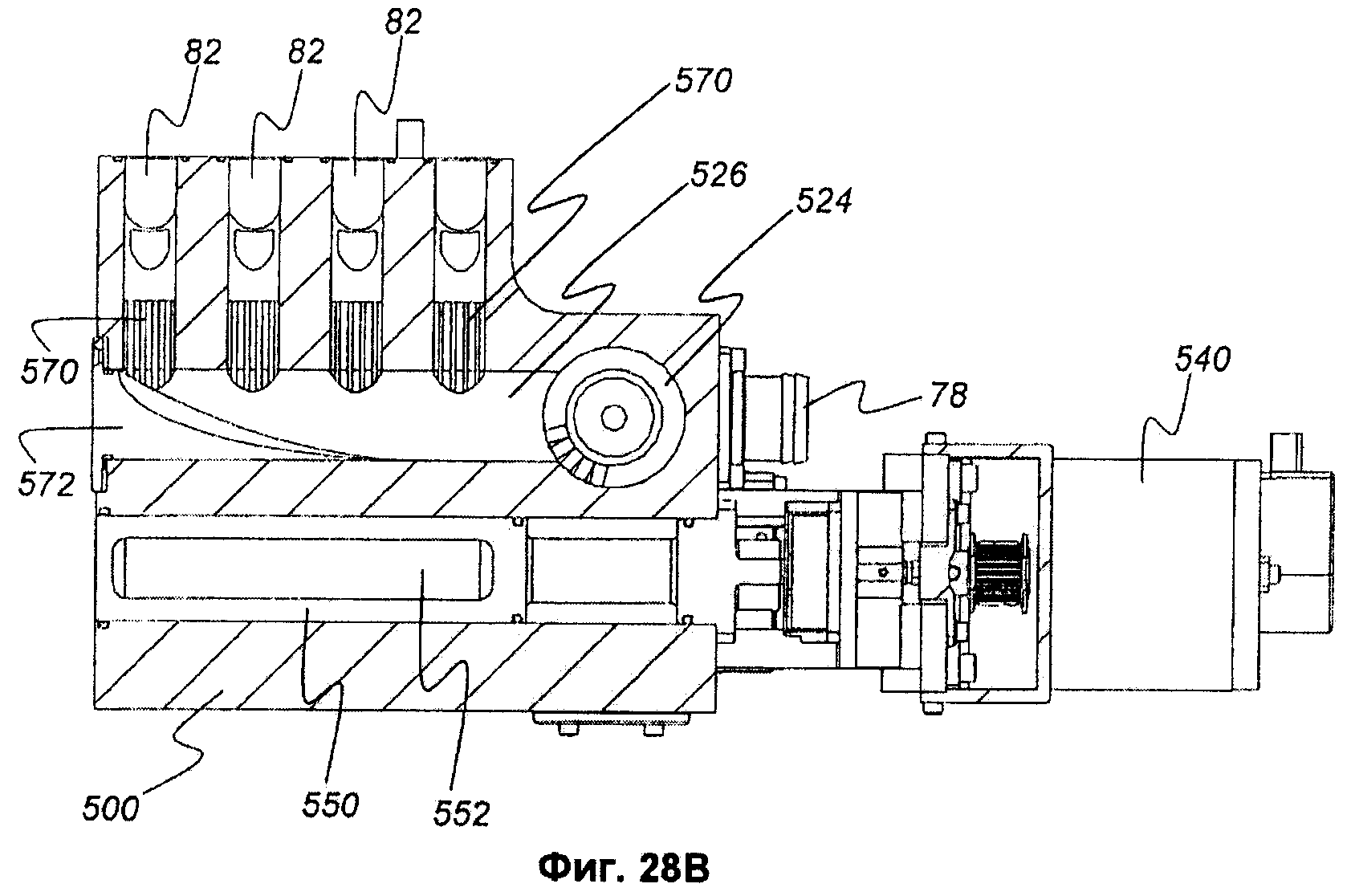
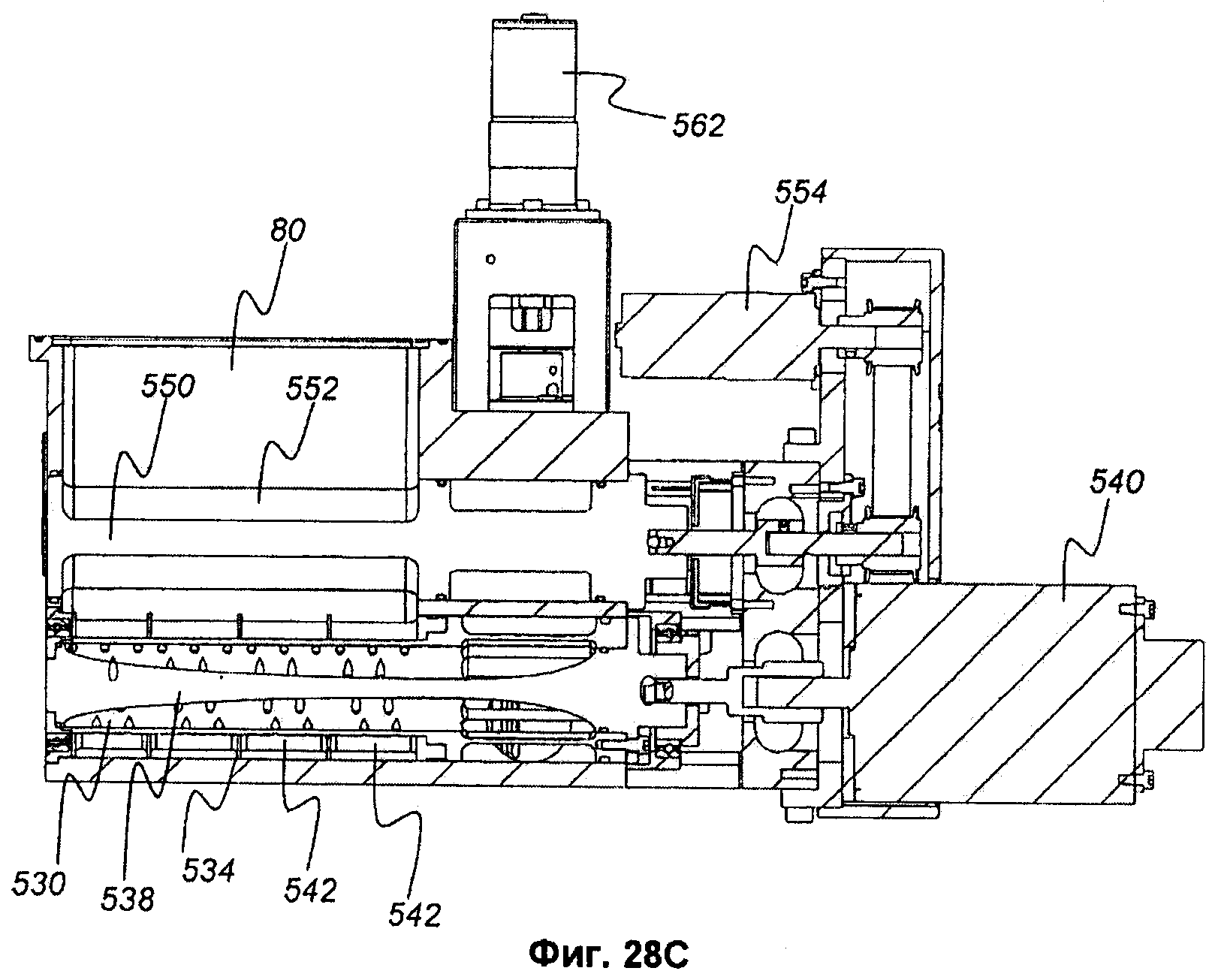
фигуры 28А-28С - виды поперечных сечений аэратора порошка, представленного на фигуре 24;
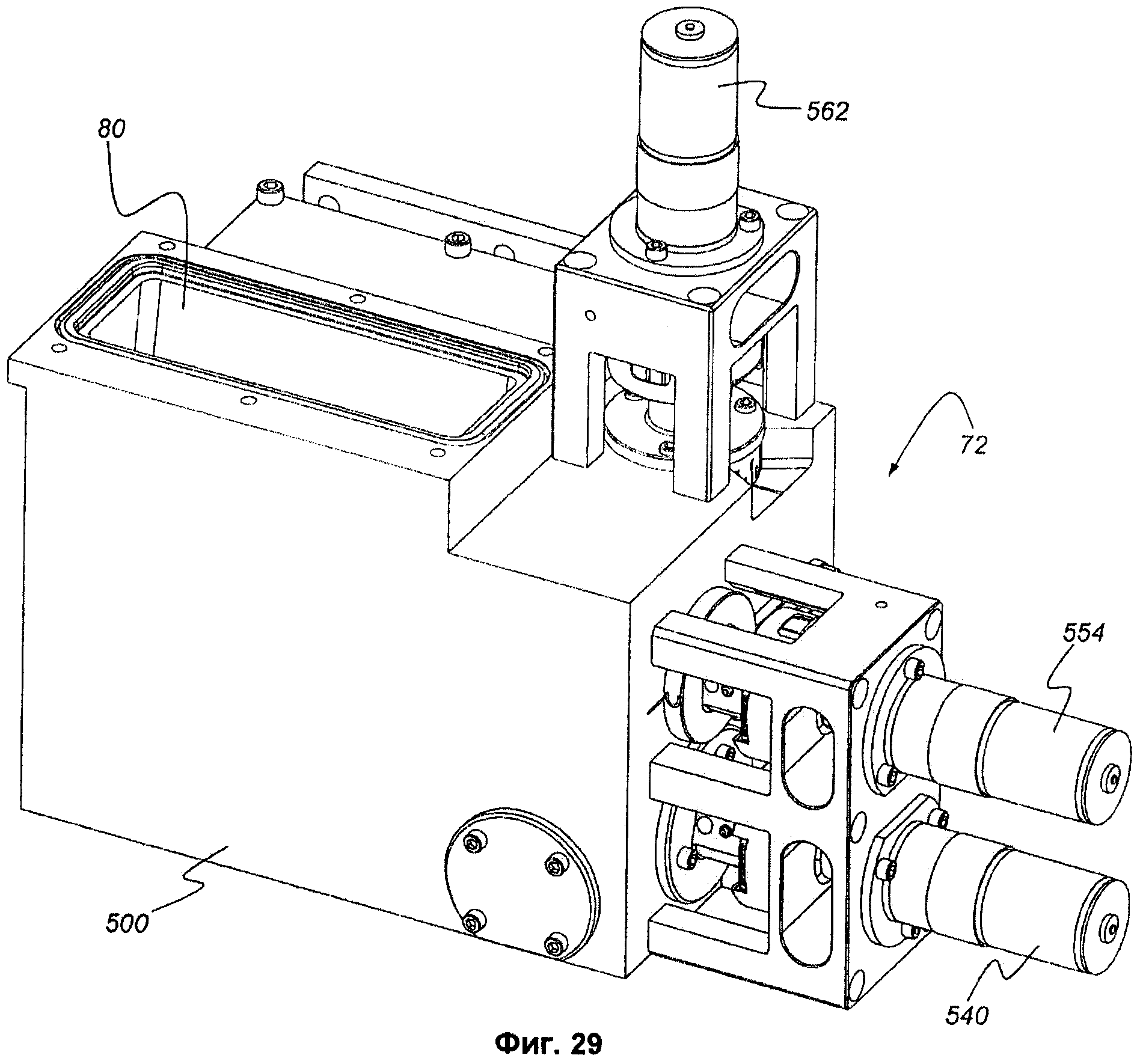
фигура 29 - вид в перспективе второго варианта конструкции аэратора порошка;
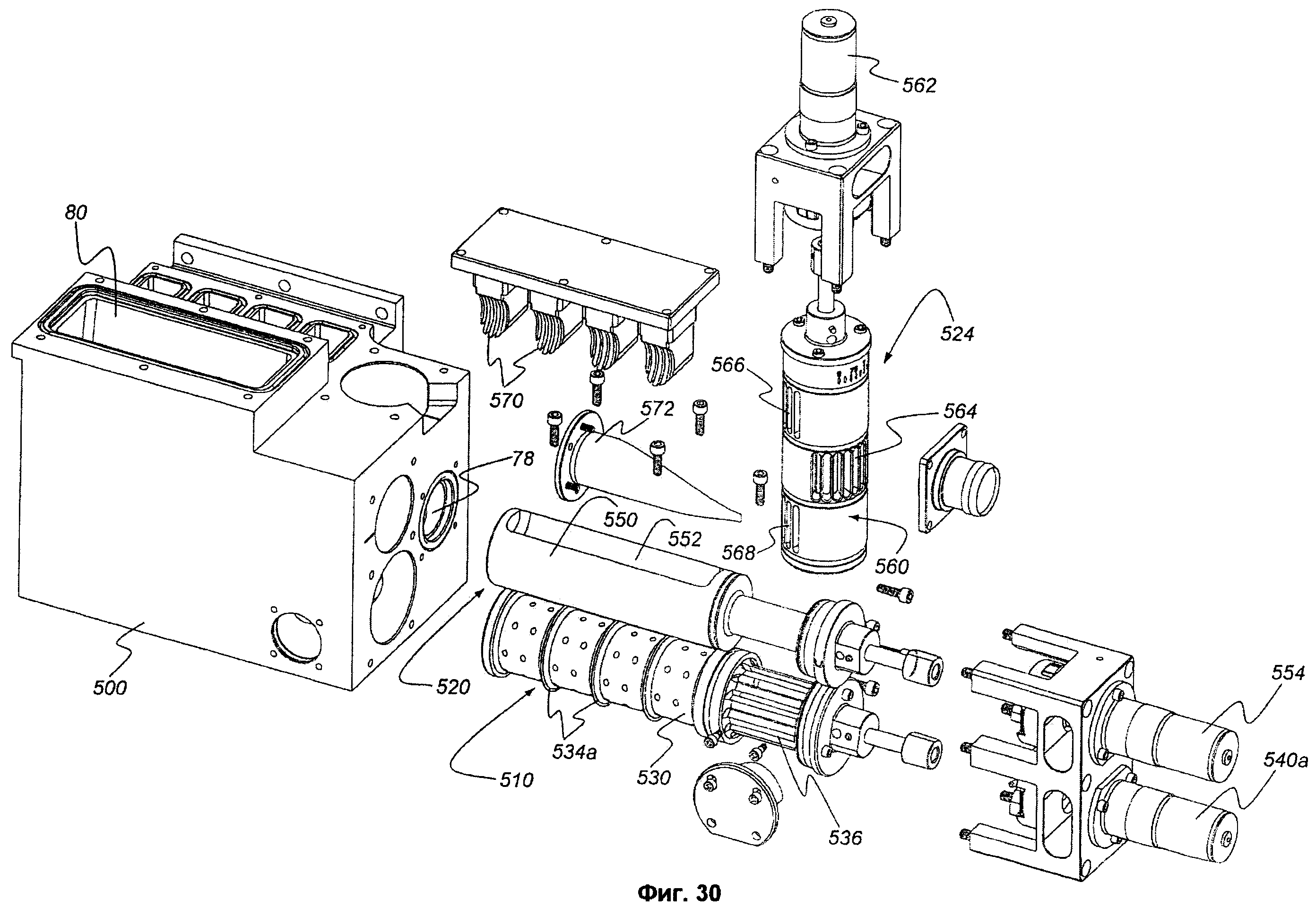
фигура 30 - аэратор порошка, представленный на фигуре 29, в разобранном виде;
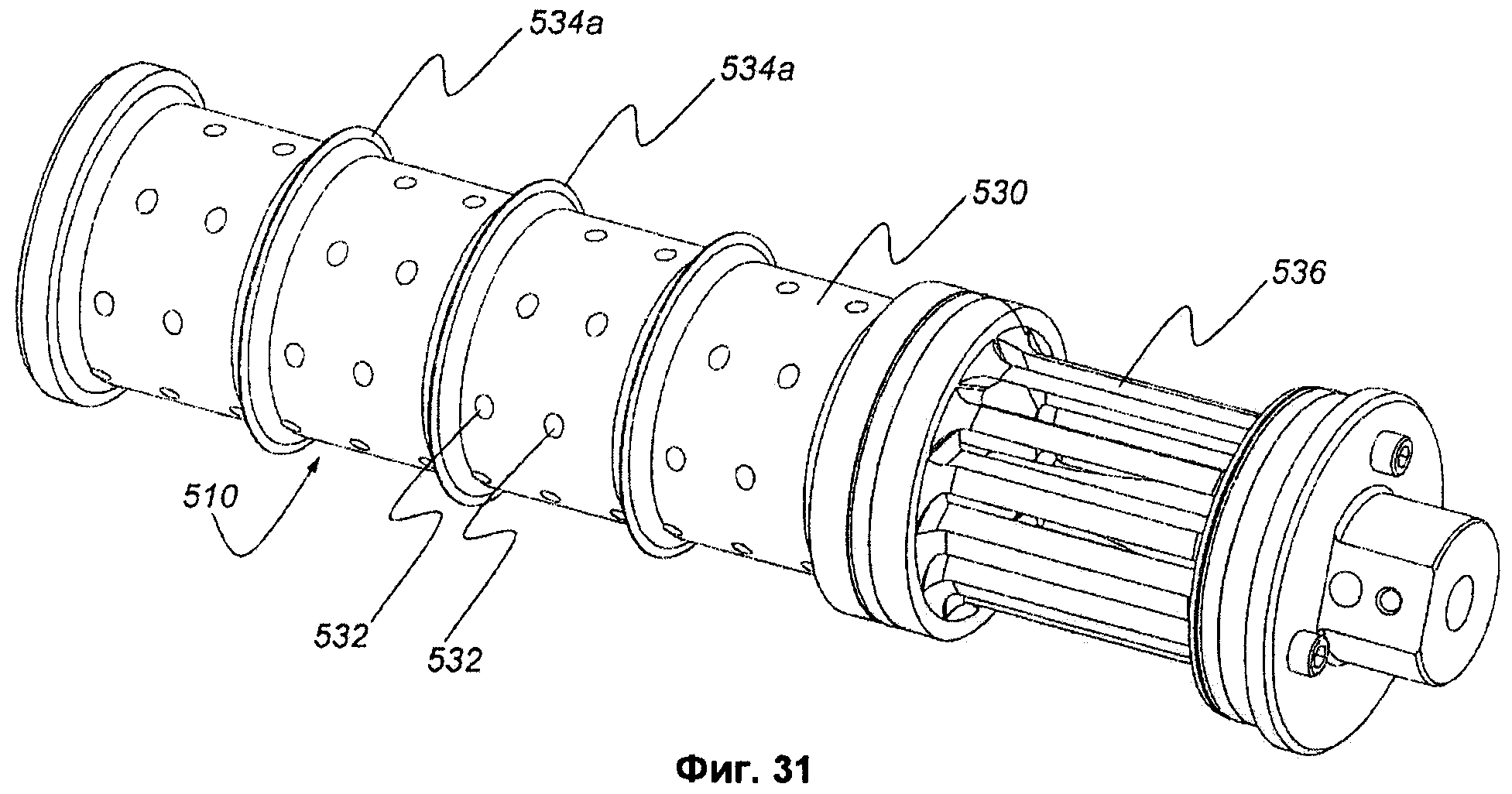
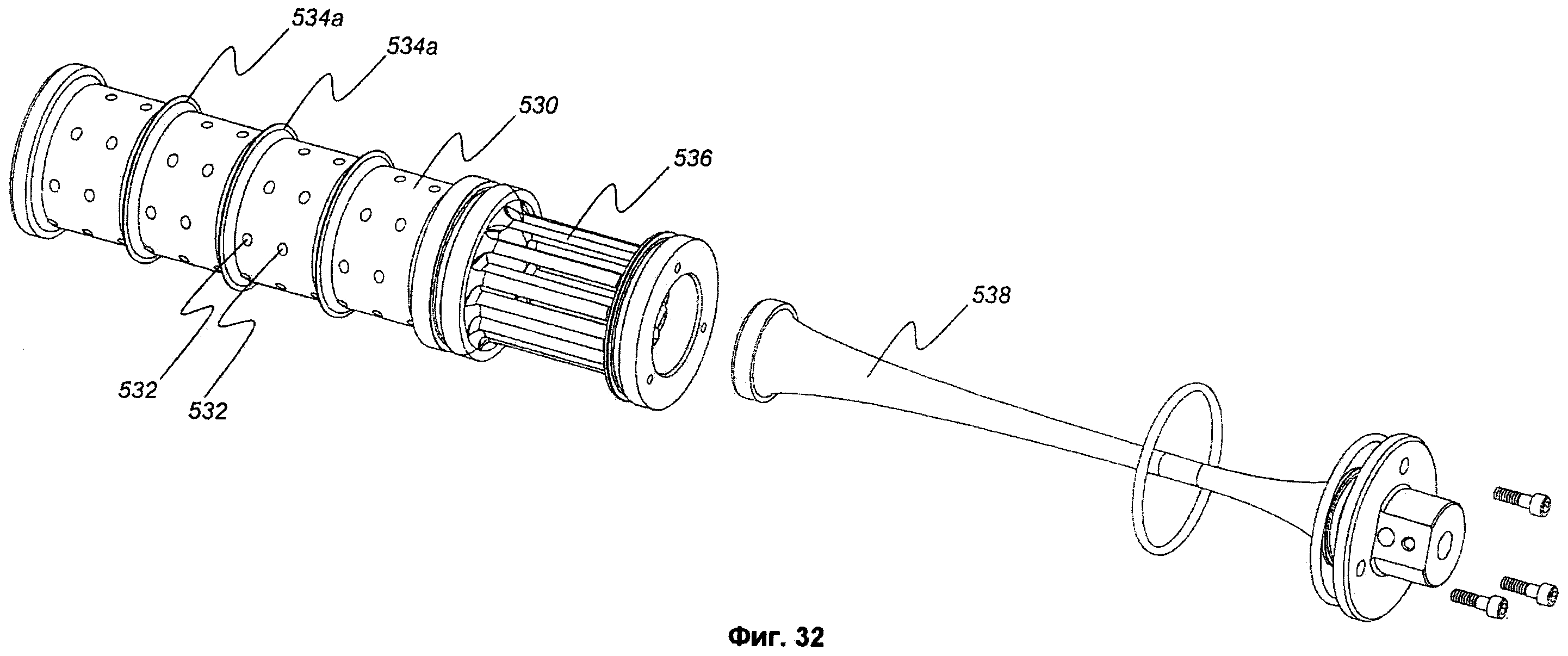
фигур 31 - вид в перспективе пневматической щетки, используемой в аэраторе порошка, представленном на фигуре 29;
фигура 32 - пневматическая щетка, представленная на фигуре 31, в разобранном виде;
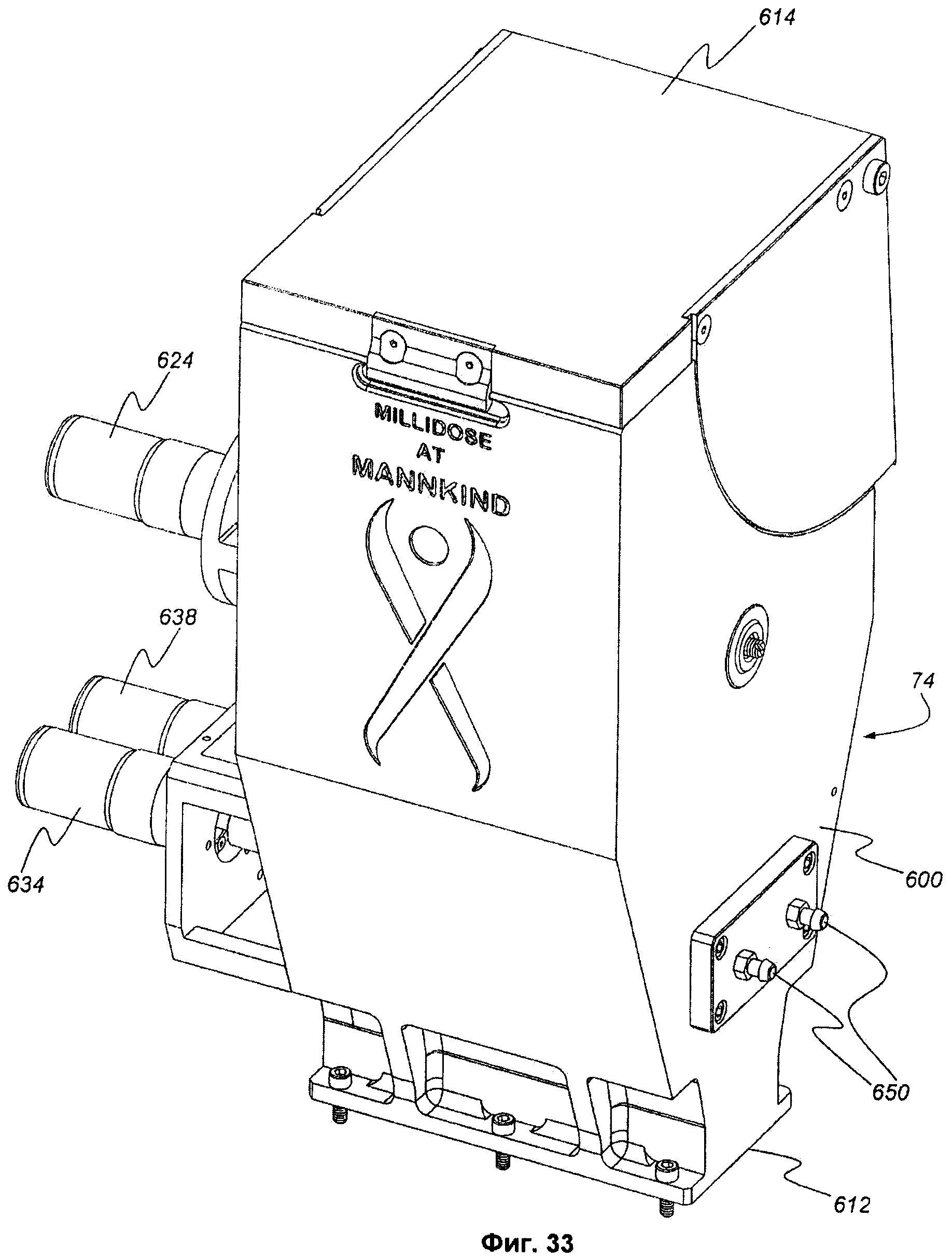
фигура 33 - вид в перспективе первого варианта конструкции модуля бункера;
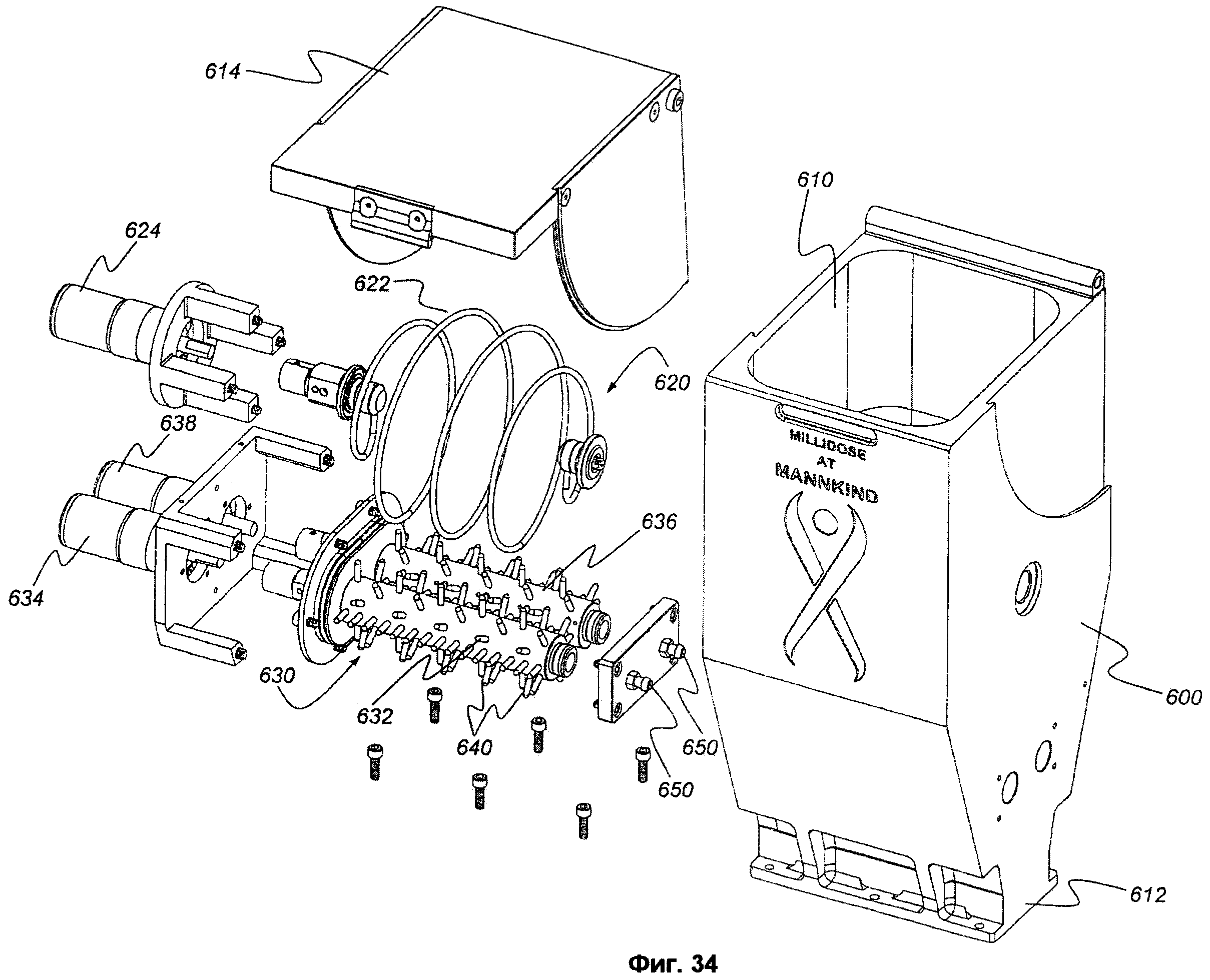
фигура 34 - модуль бункера, представленный на фигуре 33, в разобранном виде;
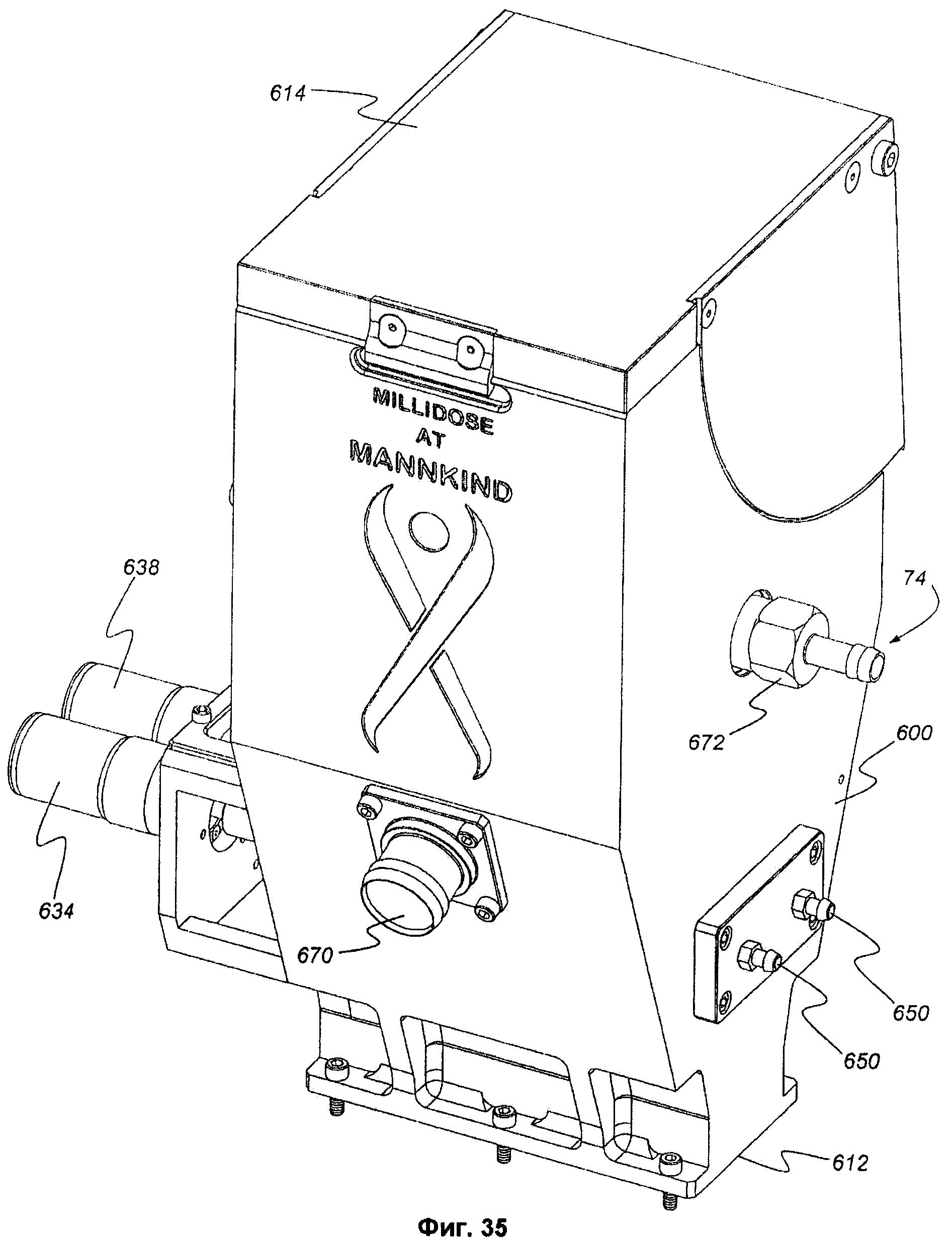
фигура 35 - вид в перспективе второго варианта конструкции модуля бункера;
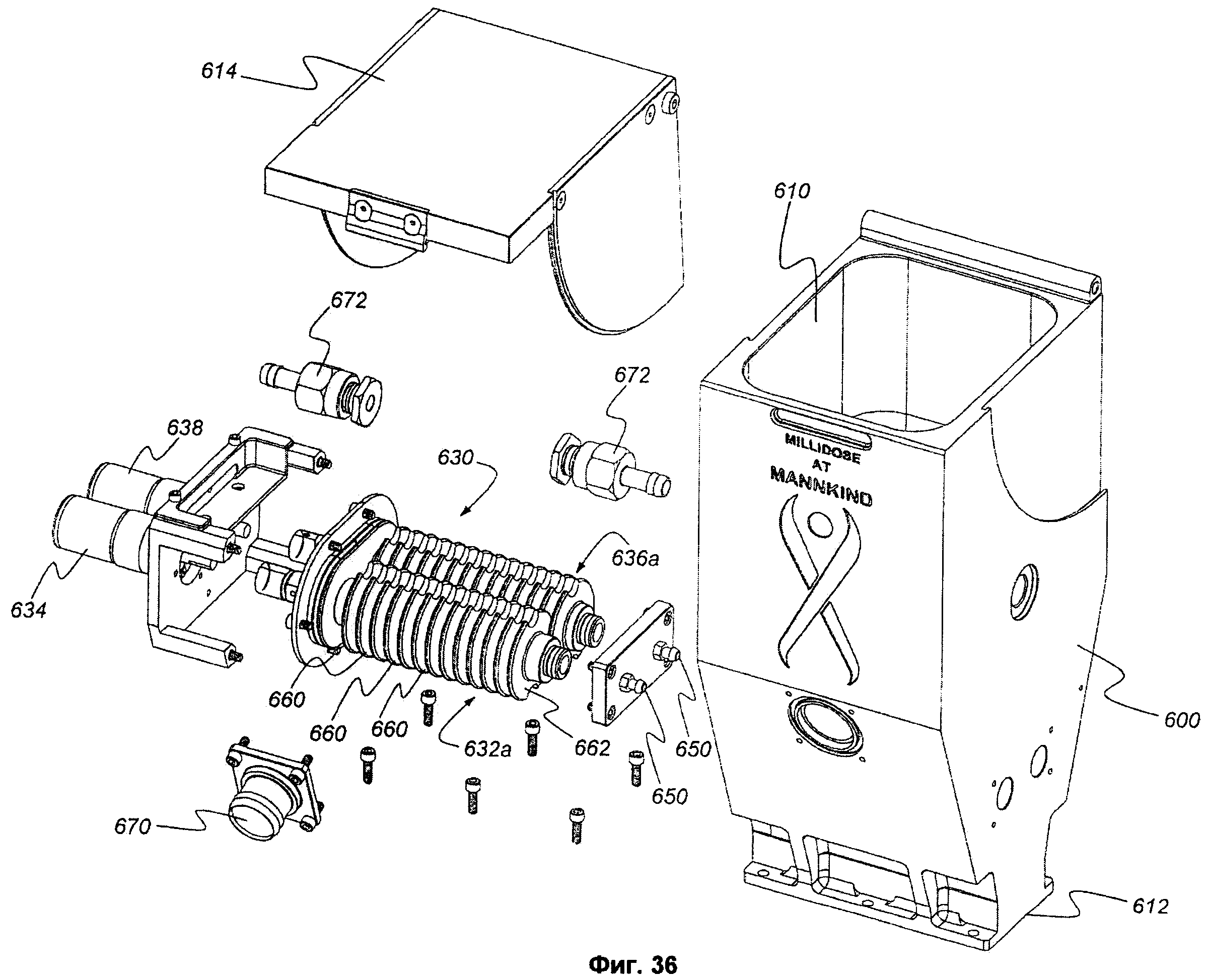
фигура 36 - модуль бункера, представленный на фигуре 35, в разобранном виде;
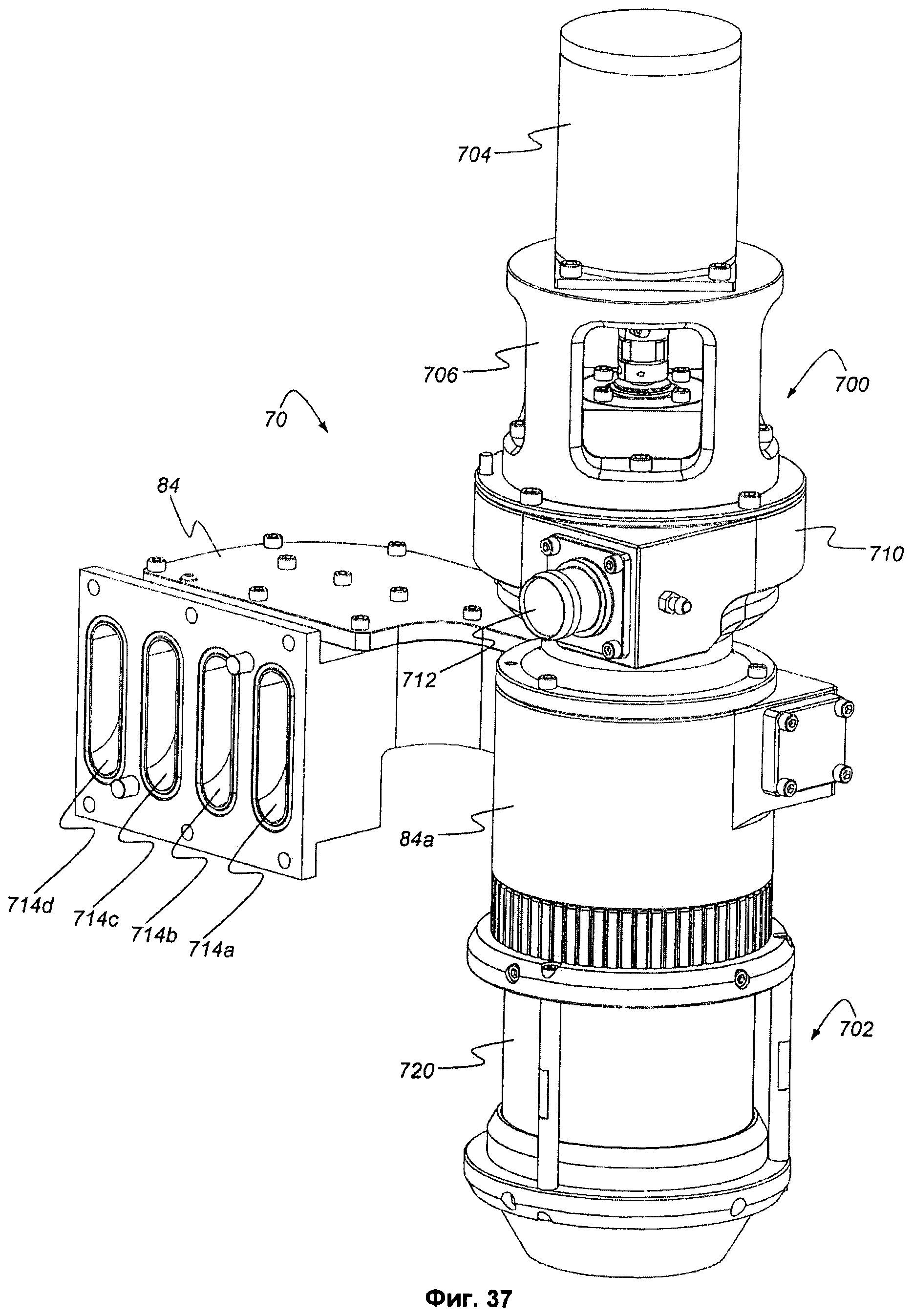
фигура 37 - вид в перспективе первого варианта конструкции узла вентилятора;
фигура 38 - узел вентилятора, представленный на фигуре 37, в разобранном виде;
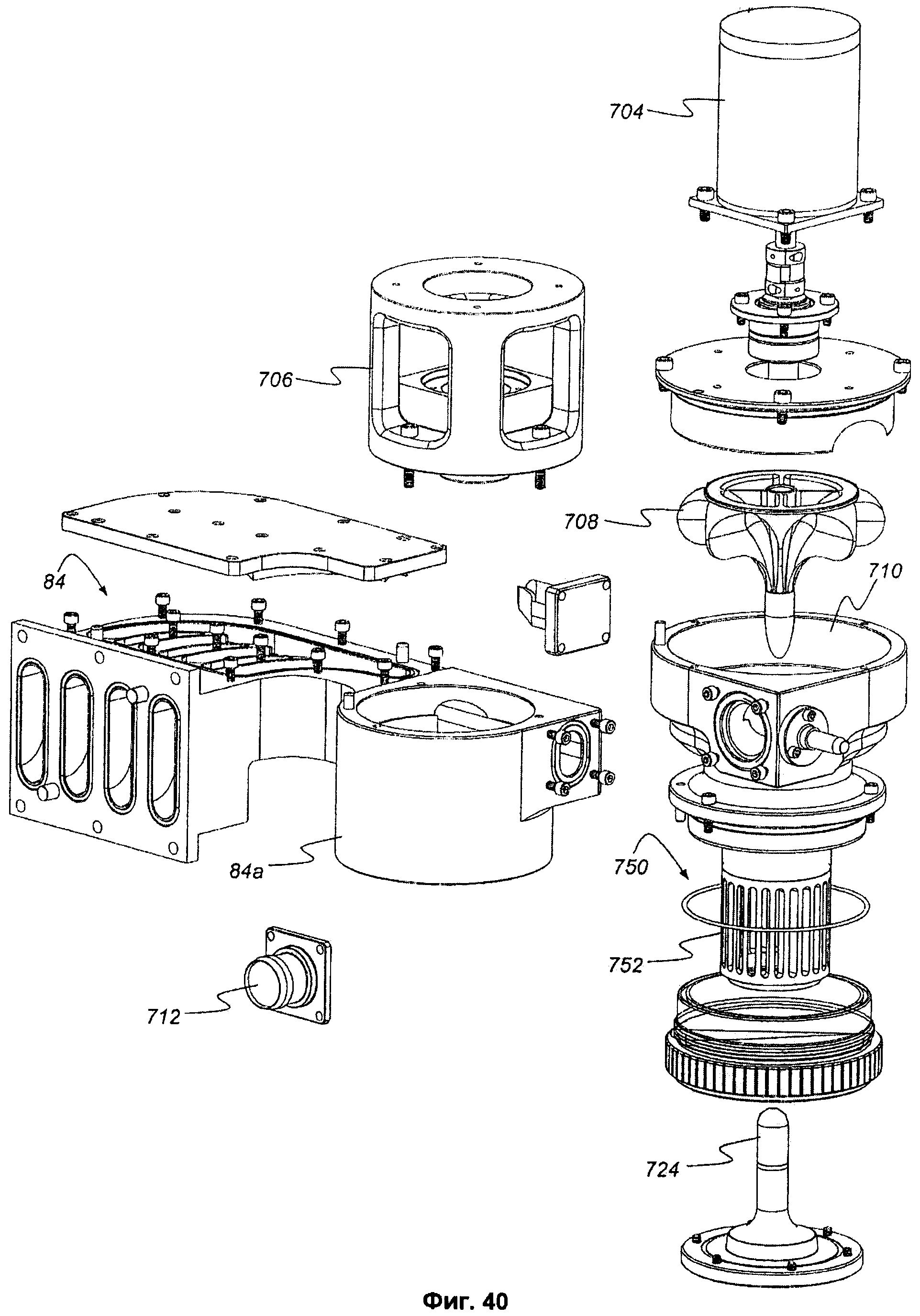
фигура 39 - вид в перспективе второго варианта конструкции узла вентилятора;
фигура 40 - узел вентилятора, представленный на фигуре 39, в разобранном виде;
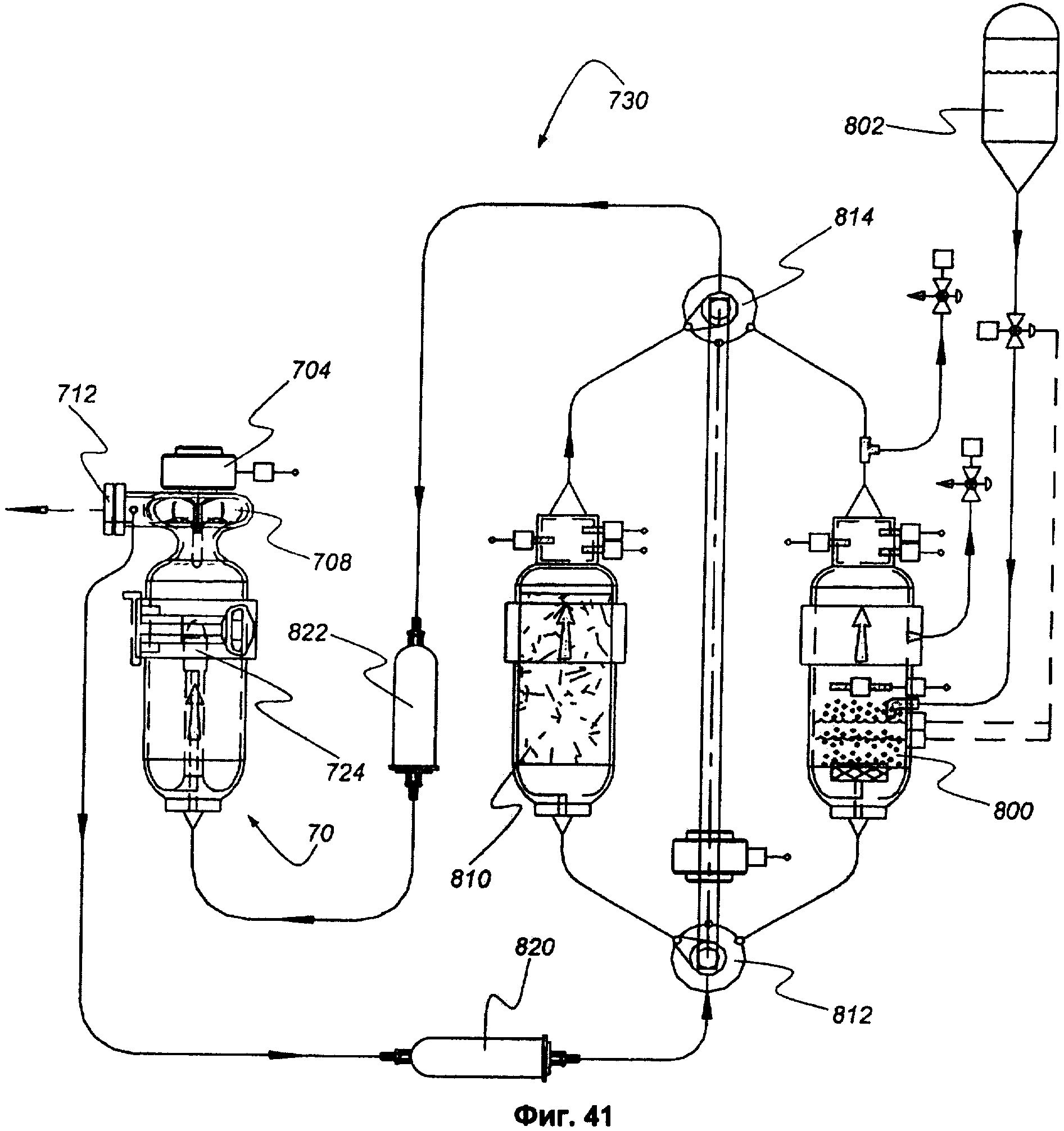
фигура 41 - схема системы кондиционирования газа;
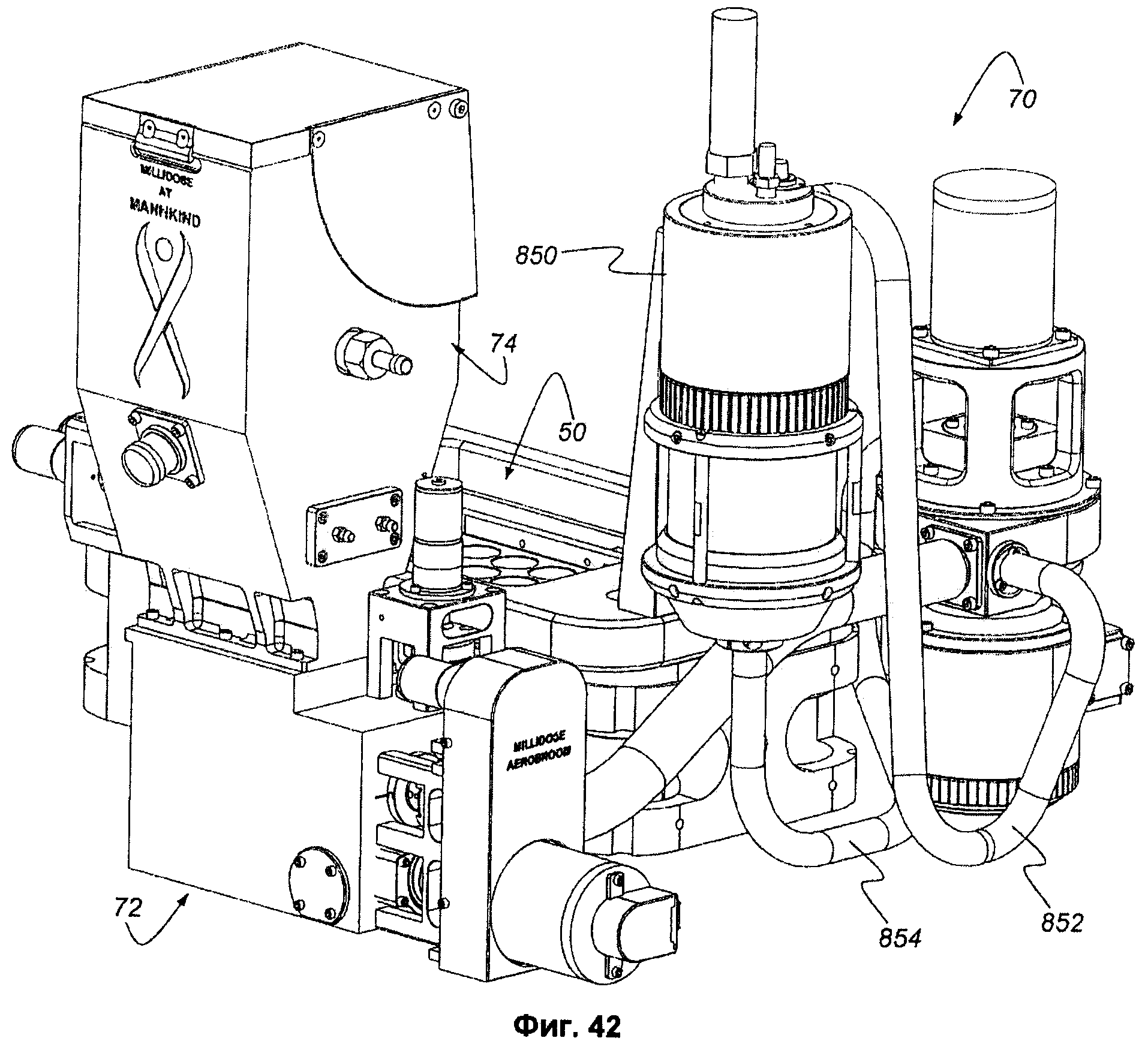
фигура 42 - вид в перспективе системы подачи порошка, содержащей измерительную камеру;
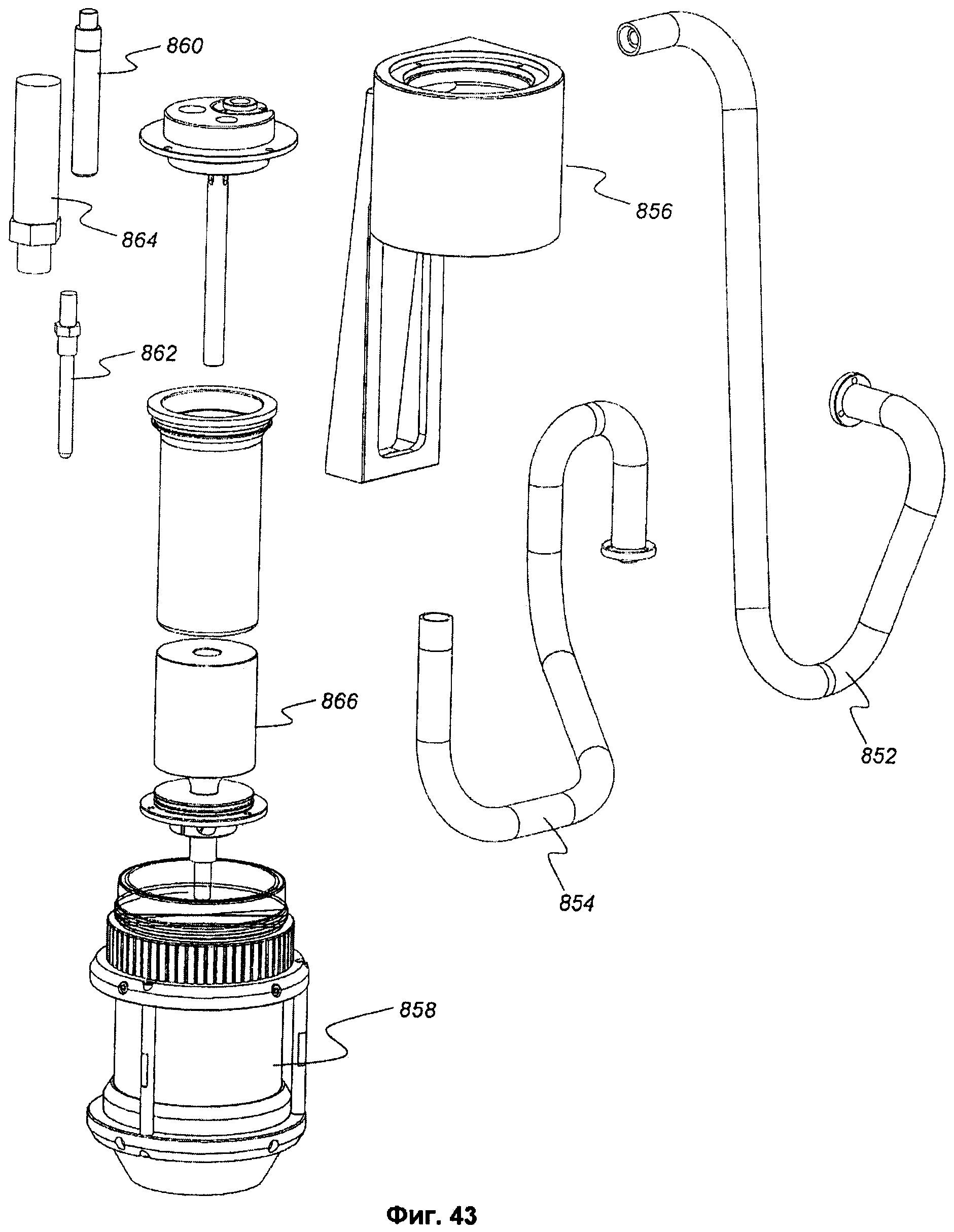
фигура 43 - измерительная камера, представленная на фигуре 42, в разобранном виде;
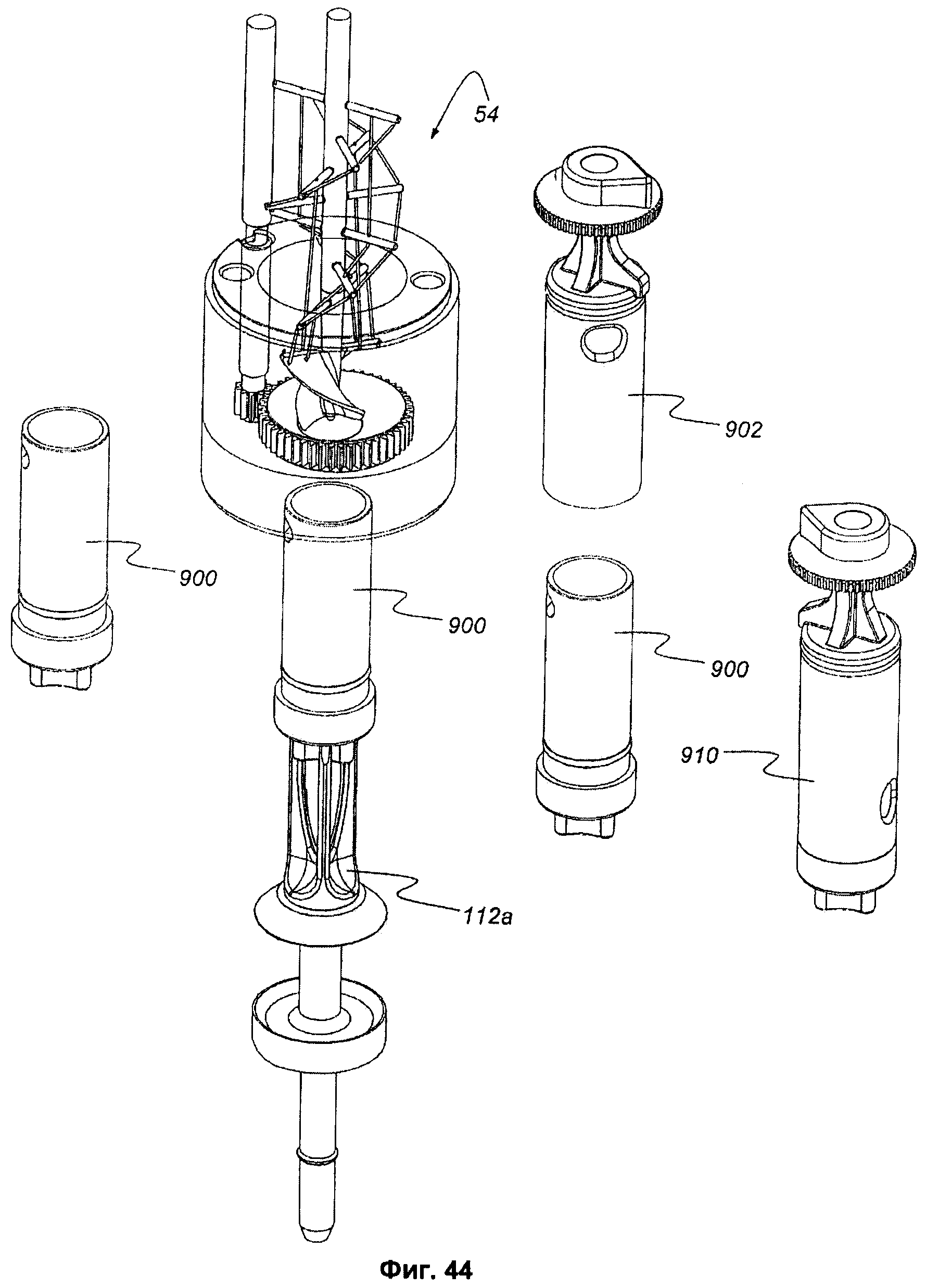
фигура 44 - иллюстрация процесса заполнения картриджа ингалятора; и
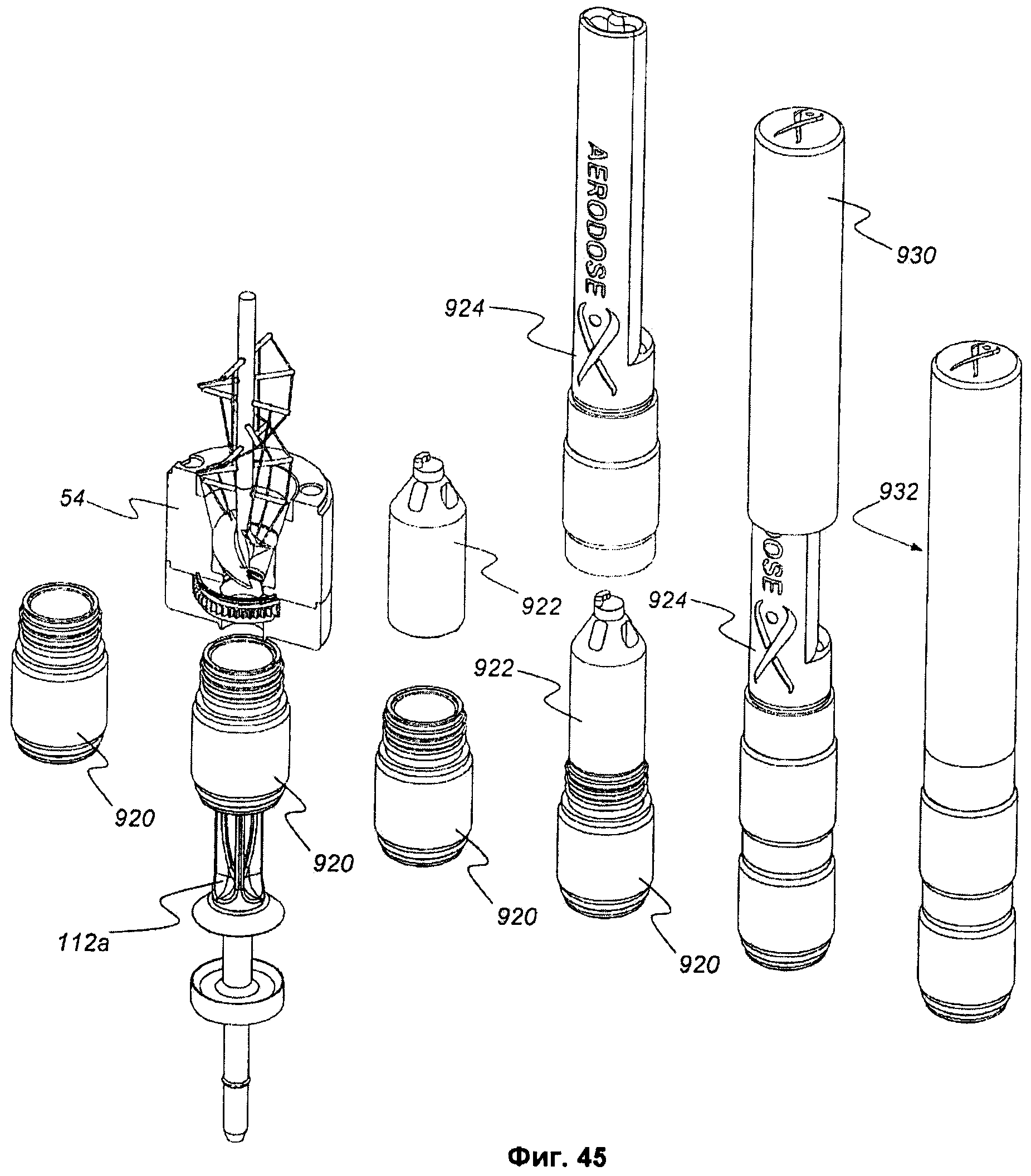
фигура 45 - иллюстрация процесса заполнения компактного ингалятора.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Устройство 10 дозирования порошка и контроля процесса в соответствии с одним из вариантов осуществления изобретения показано на фигурах 1-7. Назначением устройства является расфасовка порошка в картриджи 20, а также измерение и контроль состояния заполнения каждого из картриджей так, чтобы каждый картридж был заполнен точно отмеренным количеством порошка. Термин "картридж", как он используется в настоящем описании, относится к любому контейнеру или капсуле, в которых может храниться порошок, обычно порошок, содержащий лекарственное средство. Термин "заполнение", как он используется в настоящем описании, охватывает заполненные и частично заполненные картриджи, поскольку каждый картридж обычно не заполнен полностью и в действительности может быть заполнен лишь на малую часть его емкости. Как было указано выше, устройство может использоваться для заполнения картриджа ингалятора или портативного ингалятора, однако его применение не ограничивается указанными типами контейнеров, подлежащих заполнению.
Картриджи 20 могут удерживаться на лотке 22 для картриджей, который устанавливается на опорной раме 24 для выполнения процесса дозирования. Картриджи могут быть установлены в виде упорядоченного массива рядов и столбцов. В одном примере на лотке 22 картриджей устанавливается сорок восемь картриджей 20 в виде массива 6х8. Конфигурация лотка 22 для картриджей и соответствующая конфигурация устройства 10 приведены только в качестве примера и никоим образом не ограничивают объем изобретения. Ясно, что лоток 22 для картриджей может быть устроен таким образом, чтобы на нем можно было устанавливать и другое количество картриджей, и что конфигурация упорядоченного массива картриджей может быть другой в рамках объема изобретения. В другом варианте осуществления изобретения, описанном ниже, на лотке 22 может устанавливаться 192 картриджа. Лоток 22 для картриджей может быть установлен на опорной раме 24 и снят с нее автоматическим манипулятором.
В состав частей устройства 10 дозирования порошка и контроля заполнения картриджей кроме опорной рамы 24 лотка входят узел 30 дозирования порошка для заполнения дозами порошка картриджей 20, система 32 транспортировки порошка для доставки порошка в узел 30 дозирования порошка и модуль 34 датчиков для контроля состояния заполнения каждого картриджа 20. Кроме того, устройство 10 дозирования порошка и контроля заполнения картриджей содержит раму 40 для установки опорной рамы 24 для лотка, узел 30 дозирования порошка, систему 32 транспортировки порошка и модуль 34 датчиков, приводы 42 для перемещения узла 30 дозирования порошка и системы 32 транспортировки порошка относительно картриджей 20.
Узел 30 дозирования порошка содержит блок 50 модулей, содержащий упорядоченный массив вертикальных проходов 52 и модули 54 дозирования порошка, установленные в каждом из вертикальных проходов блока 50 модулей. Причем блок 50 модулей может быть устроен таким образом, чтобы он соответствовал группе картриджей 20 на лотке 22 для картриджей или подгруппе картриджей на лотке для картриджей. В вышеприведенном примере лоток содержит сорок восемь картриджей, блок 50 модулей может содержать массив 6х8 вертикальных проходов 52 и обеспечивает установку сорока восьми модулей 54 дозирования порошка.
В этом варианте осуществления изобретения модули 54 дозирования порошка смонтированы с шагом один дюйм. Ясно, что в рамках объема изобретения может использоваться и другая схема разнесения модулей. Как показано на фигуре 8, блок 50 матрицы содержит также каналы 60а, 60b, 60с, 60d, 60e, 60f, 60g и 60h размещения и транспортировки порошка, по одному каналу на каждый ряд из шести модулей 54 дозирования порошка в настоящем варианте осуществления изобретения. Порошок доставляется системой 32 транспортировки порошка к модулям 54 дозирования порошка через каналы в блоке 50 модулей, как указано ниже. Предпочтительно каждый канал имеет такой объем для размещения порошка, который достаточен для нескольких циклов дозирования порошка.
В варианте осуществления изобретения, представленном на фигурах 1-7, система 32 транспортировки порошка содержит первую систему 32а транспортировки порошка для доставки порошка к первой группе из четырех каналов 60а, 60b, 60с и 60d в блоке 50 модулей и вторую систему 32b транспортировки порошка для доставки порошка во вторую группу из четырех каналов 60e, 60f, 60g и 60h в блоке 50 модулей. Каждая из систем 32а и 32b транспортировки порошка содержит узел 70 вентилятора для перемещения транспортирующего газа в системе транспортировки порошка, аэратор 72 порошка для доставки порошка в узел 30 дозирования порошка и модуль 74 бункера, из которого порошок подается в аэратор 72 порошка. В других вариантах может использоваться одна система транспортировки порошка или более двух таких систем.
Узел 70 вентилятора присоединен с помощью трубки 76 к впускному отверстию 78 для газа аэратора 72 порошка, и через это отверстие 78 подается поток транспортировочного газа. Аэратор 72 порошка содержит впускное отверстие 80 для порошка для поступления порошка из модуля 74 бункера. Порошок подается аэратором 72 порошка через четыре выпускных канала 82 для порошка во входные части соответствующих каналов в блоке 50 модулей. Порошок транспортируется через соответствующие каналы в модули 54 дозирования порошка в каждом ряду узла 30 дозирования порошка. Порошок подается по отдельности в каждый картридж 20 с помощью модулей 54 дозирования порошка, как это будет описано ниже.
Каналы 60а-60h проходят через блок 50 модулей, и отрегулированный впускной коллектор 84 подсоединен к выходным частям каналов. Впускной коллектор 84 первой системы 32а транспортировки порошка соединен с выходными частями каналов 60а-60d, а впускной коллектор 84 второй системы 32b соединен с выходными частями каналов 60е-60h. Впускной коллектор 84 возвращает транспортировочный газ в узел 70 вентилятора, и, таким образом, формируется замкнутый контур транспортной системы с рециркуляцией газа. В других вариантах осуществления изобретения в качестве системы транспортировки порошка может использоваться система с транспортировочным газом открытого типа. Порошок, не доставленный в модули 54 дозирования порошка или задержавшийся в каналах, возвращается через впускной коллектор 84 в узел 70 вентилятора. Как указано ниже, узел 70 вентилятора в некоторых вариантах осуществления изобретения может содержать устройство отделения частиц порошка от газа, для отбора агломератов порошка больших размеров, в то время как агломераты малых размеров рециркулируют в аэратор 72 порошка для доставки в узел 30 дозирования порошка. Кроме того, ниже рассматривается схема, в которой каждая система транспортировки порошка может содержать устройство кондиционирования газа для регулирования относительной влажности и/или температуры рециркулируемого транспортировочного газа.
Система 32 транспортировки порошка может содержать датчики для определения уровня порошка в различных компонентах системы транспортировки порошка. Модуль 74 бункера может включать датчик уровня, который обеспечивает измерение уровня порошка в резервуаре модуля 74 бункера. Аэратор 72 порошка может содержать датчик уровня выпускного клапана, обеспечивающий измерение уровня порошка в разгрузочном клапане аэратора 72 порошка. Модуль 70 вентилятора может содержать датчик определения уровня больших агломератов. Датчик уровня заполнения узла дозирования может быть расположен на впускном коллекторе 84 модуля 70 вентилятора. В датчиках уровня порошка могут использоваться для измерения, например, оптические технологии. Датчики уровня порошка могут использоваться для управления работой системой 32 доставки порошка и загрузки порошка в модули 54 дозирования.
Блок 34 датчиков (фигура 20) может содержать корпус 100 датчиков (фигура 21) и массив модулей 110 датчиков, установленный в корпусе 100 датчиков. В рассматриваемом варианте осуществления изобретения каждый модуль 110 датчиков содержит два датчика 114 (фигура 3) и соответствующие схемы. Таким образом, один модуль 110 датчиков используется для двух модулей 54 дозирования порошка. В других вариантах осуществления изобретения каждый модуль датчиков может содержать один или более двух датчиков. Количество модулей 110 датчиков и их размещение может быть таким, чтобы расположение датчиков 114 соответствовало конфигурации картриджей 20 на лотке 22 для картриджей или подгруппы картриджей на лотке для картриджей. Например, для случая лотка 22 для картриджей, на котором размещается сорок восемь картриджей 20 по схеме 6х8, расположенных с шагом 1 дюйм, блок 34 датчиков может содержать двадцать четыре модуля 110 датчиков, которые содержат в общей сложности сорок восемь датчиков 114, расположенных по схеме 6×8 с шагом 1 дюйм. В варианте осуществления изобретения, представленном на фигурах 1-7, каждый датчик 114 является датчиком веса, предназначенным для определения веса порошка, доставленного в соответствующий картридж 20. К каждому датчику 114 прикреплена измерительная головка 112 датчика веса, которая взаимодействует с нижней частью картриджа 20 через отверстие в лотке 22 для картриджей.
Датчики 114 обеспечивают определение состояния заполнения каждого отдельного картриджа 20 в процессе подачи в них порошка, так что подача порошка может быть прекращена, когда каждый картридж 20 будет заполнен необходимым количеством порошка. В качестве датчиков 114 предпочтительно используются датчики веса, которые в рассматриваемом варианте осуществления изобретения обеспечивают контроль веса картриджей 20 в процессе дозирования порошка с точностью порядка 5-10 мг. В качестве датчика веса в приложениях, требующих высокой точности, высокой скорости и стабильности измерений, для очень малых весов обычно используется датчик с электромеханическим уравновешиванием балансира.
Конструкция модуля 110 датчиков веса представляет проблему для систем, в которых модули 54 дозирования порошка расположены очень близко друг от друга, например, с шагом в 1 дюйм. Предпочтительно модули 110 датчиков веса могут быть размещены по схеме, которая соответствует конфигурации лотка 22 для картриджей и модулей 54 дозирования порошка. В предпочтительном варианте осуществления изобретения модули 110 датчиков размещены по вертикали и при этом каждый модуль датчиков содержит два датчика 114. Механические компоненты датчиков веса расположены в верхней части модуля, под ними находятся электрические схемы, и в нижней части модуля находится электрический соединитель. Модули датчиков могут быть установлены для измерения веса на расстоянии 1 дюйм друг от друга.
В другом варианте осуществления изобретения модули датчиков веса, имеющиеся на рынке, имеют горизонтальную конфигурацию и могут быть размещены в несколько ярусов на трех различных уровнях для схемы, в которой используются 6 картриджей в каждом ряду. В многоярусной схеме измерительные головки, используемые для взаимодействия с картриджами, имеют разную длину.
В описании рассматривается устройство 10 дозирования порошка и контроля заполнения картриджей, модули 54 дозирования порошка и датчики 114 которого установлены с шагом в 1 дюйм. Ясно, что в рамках объема изобретения может использоваться и другая схема разнесения компонентов с большим или меньшим шагом. Кроме того, компоненты устройства 10 необязательно должны размещаться на одинаковом расстоянии друг от друга по разным направлениям. Например, шаг разнесения компонентов по оси Х может отличаться от шага разнесения по оси Y, или же один ряд может быть смещен относительно соседнего ряда.
В процессе работы лоток 22, на котором удерживаются картриджи 20, позиционируется на опорной раме 24 лотка, предпочтительно с помощью автоматического манипулятора или другого автоматического механизма. Лоток 22 для картриджей опускается таким образом, чтобы картриджи 20 поднимались с лотка 22 измерительными головками 112 датчиков веса соответствующих модулей 110 датчиков, и при этом картриджи 20 поддерживаются измерительными головками 112. Лоток 22 для картриджей 22 может быть снабжен отверстиями по каждому месту расположения картриджей так, чтобы обеспечивалась возможность прохождения измерительных головок 112 сквозь лоток 22 для картриджей и подъема ими картриджей 20. Таким образом, каждый картридж 20 может быть взвешен одним из датчиков 114 без помех со стороны лотка 22 для картриджей. В некоторых вариантах осуществления изобретения (фигуры 22 и 23) измерительная головка 112 содержит трехточечную опору для картриджа 20. В других вариантах осуществления изобретения измерительная головка 112 снабжена цилиндрической опорой для картриджа 20. Узел 30 дозирования порошка опускается в положение дозирования и заправки картриджей. В этом положении каждый модуль 54 дозирования порошка располагается немного выше и выровнен с одним из картриджей 20.
Как можно видеть на фигуре 2, рама 40 может содержать нижнюю раму 40а, среднюю раму 40b и верхнюю раму 40с. Нижняя рама 40а и средняя рама 40b прикреплены к плите 41 основания. Верхняя рама 40с обеспечивает крепление для опорной рамы 24 для лотка, блока 30 дозирования порошка и системы 32 транспортировки порошка. Блок 50 модулей соединен с приводами 42 и перемещается вверх или вниз при включении приводов 42. Блок 34 датчиков устанавливается в фиксированном положении внутри нижней рамы 40а и средней рамы 40b.
Как будет рассмотрено ниже, система 32 транспортировки порошка может действовать в непрерывном или прерывистом режиме. Модули 54 дозирования порошка активизируются для загрузки доз порошка в картриджи 20. Загрузка доз порошка в картриджи 20 выполняется одновременно, так что все картриджи в лотке 22 для картриджей или подгруппа картриджей в лотке для картриджей заполняются порошком одновременно. В процессе загрузки порошка в картриджи 20 их вес измеряется соответствующими датчиками 114. Сигналы, поступающие от каждого датчика 114, подаются в контроллер. Как указано ниже, каждый контроллер сравнивает измеренную величину веса с заданным значением, которое соответствует нужному количеству порошка. Загрузка порошка продолжается, пока измеренный вес меньше заданной величины. Когда измеренный вес станет равным или больше заданной величины, контроллер выдает команду на соответствующий модуль 54 дозирования порошка на прекращение операции загрузки порошка. Если измеренный вес после цикла загрузки превышает допустимое максимальное значение веса, соответствующий картридж может быть помечен как дефектный. Таким образом, процесс дозировки порошка и контроля веса осуществляется одновременно для всей группы картриджей на лотке 22. Группа может включать все картриджи на лотке 22 для картриджей или может быть подгруппой картриджей на лотке. Цикл дозирования порошка может включать одновременную загрузку порошка и контроль веса для группы картриджей и обеспечивает 100% контроль процесса дозирования порошка.
В одном из вариантов осуществления изобретения количество картриджей на лотке 22 и шаг их разнесения соответствуют количеству и шагу разнесения модулей 54 дозирования порошка в устройстве 10. В других вариантах осуществления изобретения лоток для картриджей может быть рассчитан на другое количество картриджей и шаг их разнесения, которые могут отличаться от конфигурации модулей 54 дозирования порошка. Например, лоток для картриджей может быть рассчитан на размещение большего количества модулей 54 дозирования порошка и на меньший шаг разнесения картриджей по сравнению с шагом разнесения модулей 54 дозирования порошка. Только в качестве примера, лоток для картриджей может быть сконструирован так, чтобы на нем размещались 192 картриджа на расстоянии полдюйма между их центрами. При таком устройстве массив 12×16 картриджей, размещенных с шагом полдюйма, занимает такую же площадь, как и массив 6х8 картриджей с шагом один дюйм.
Как показано на фигуре 7, лоток 22 для картриджей может перемещаться в горизонтальной плоскости с помощью механизма 120 позиционирования лотка для выравнивания различных групп картриджей с модулями 54 дозирования порошка. Лоток 22 для картриджей устанавливается на опорной раме 24 лотка для загрузки картриджей дозами порошка. Механизм 120 позиционирования лотка содержит привод 230 перемещения по оси Х и привод 232 перемещения по оси Y, причем оба привода соединены с опорной рамой 24 лотка. Таким образом, опорная рама 24 лотка и лоток 22 для картриджей могут перемещаться в горизонтальной плоскости X-Y для позиционирования картриджей относительно модулей 54 дозирования порошка и датчиков 114.
Ниже описан процесс заполнения картриджей для случая размещения на лотке 192 картриджей. Лоток для картриджей перемещается из нейтрального положения в первое положение X-Y (0; 0) так, что первая группа из 48 картриджей выравнивается по вертикали с блоком из 48 модулей 54 дозирования порошка. Порошок загружается в первую группу картриджей, и затем лоток для картриджей перемещается во второе положение X-Y (0; 0,5) так, что вторая группа из 48 картриджей выравнивается с блоком из 48 модулей 54 дозирования порошка. Порошок загружается во вторую группу картриджей, и затем лоток для картриджей перемещается в третье положение X-Y (0,5; 0) так, что третья группа из 48 картриджей выравнивается с блоком из 48 модулей 54 дозирования порошка. Затем лоток для картриджей перемещается в четвертое положение X-Y (0,5; 0,5) так, что четвертая группа из 48 картриджей выравнивается с блоком из 48 модулей 54 дозирования порошка. Дозы порошка загружаются в четвертую группу картриджей, и процесс заполнения 192 картриджей на этом завершается. В вышеописанном примере порядок положений лотка и порядок групп картриджей могут изменяться.
Ясно, что такой процесс может быть применен к различным устройствам лотка с разными расстояниями между картриджами, разными количествами картриджей и т.п. В указанных вариантах осуществления изобретения лоток с картриджами перемещается в горизонтальной плоскости для обеспечения выравнивания между группами картриджей и блоком модулей дозирования порошка. Группа картриджей обычно соответствует блоку модулей 54 дозирования порошка. Однако в некоторых применениях в группе может быть меньше картриджей, чем количество модулей дозирования порошка.
Вид блока 50 модулей представлен на фигурах 8 и 9. Как указывалось выше, блок 50 модулей снабжен пространством для порошка и каналами 60а, 60b, 60с, 60d, 60e, 60f, 60g и 60h транспортировки порошка, причем один канал соответствует одному ряду модулей 54 дозирования порошка. Каждый из каналов 60а-60h проходит сквозь блок 50 и пересекается с вертикальными проходами 52 в соответствующем ряду блока. В варианте осуществления изобретения, представленном на фигурах 1-7, система 32а транспортировки доставляет порошок к одной стороне блока 50 модулей, а система 32b транспортировки доставляет порошок к противолежащей стороне блока 50 модулей. Соответственно на фигурах 8 и 9 показаны входные части каналов 60а-60d и выходные части каналов 60e-60h.
В варианте осуществления изобретения, представленном на фигурах 8 и 9, каналы 60а-60h имеют форму щелей, которые параллельны друг другу. Как можно видеть на фигуре 10, каждый из модулей 54 дозирования порошка имеет впускное отверстие 130 для порошка в форме щели, которая проходит сквозь модуль дозирования порошка. Когда модули 54 дозирования порошка установлены в блоке 50 модулей, впускные отверстия 130 для порошка выровнены с соответствующим каналом в блоке 50 модулей. Впускные отверстия 130 для порошка и каналы 60а-60h предпочтительно имеют поперечные сечения одинаковых размеров и форм и отшлифованы для получения гладких внутренних поверхностей. Каждый канал в блоке 50 модулей и соответствующие впускные отверстия 130 для порошка в модулях 54 дозирования порошка формируют проход сквозь блок 50 для доставки порошка в каждый модуль 54 дозирования порошка. Порошок подается в каждый из модулей 54 дозирования порошка через впускное отверстие 130 для порошка. Впускное отверстие 130 для порошка сформировано как сквозной проход, так что часть порошка, транспортируемого через канал, доставляется в первый модуль 54 дозирования порошка, а другая часть порошка транспортируется через впускное отверстие 130 для порошка и канал в блоке 50 модулей в следующие модули 54 дозирования порошка.
Кроме того, каналы 60а-60h выполняют функцию резервуара для порошка. В каналах 60а-60h может размещаться больше порошка, чем его необходимо для заполнения одной группы картриджей. В одном из вариантов осуществления изобретения система 32 транспортировки порошка работает в циклическом режиме. Из модуля 74 бункера в каналы 60a-60h подается количество порошка, достаточное для заполнения нескольких групп картриджей 20. Затем дозы порошка загружаются в несколько групп картриджей 20, пока запас порошка в модулях 54 дозатора не истощится. В других вариантах осуществления изобретения порошок подается в каналы 60а-60h непрерывно, и эти каналы служат в качестве буферных резервуаров для порошка, не загруженного в картриджи 20.
Пневматическая система 32 транспортировки порошка с закрытым контуром подает агломераты частиц в блок 50 модулей из аэратора 72 порошка. Затем транспортировочный газ рециркулирует обратно в аэратор 72 порошка. Транспортировочный газ может кондиционироваться с помощью вспомогательного технологического газа, который подается в узел 70 вентилятора.
Блок 50 модулей служит в качестве динамического устройства хранения порошка, которое подает суммарные дозы порошка в прерывистом режиме или непрерывно подает дозы для каждого отдельного модуля 54 дозирования порошка. В общем случае блок 50 модулей содержит один или несколько каналов, используемых для транспортировки порошка и/или взвеси агломератов порошков, содержащих лекарственные средства, в блок модулей дозирования порошка. Блок 50 модулей может работать в системе транспортировки порошка с помощью газа с открытым или закрытым контуром. Аэратор 72 порошка и блок 50 осуществляют псевдоожижение, захват и транспортировку порошка, содержащего лекарственное средство, в каналы блока 50.
Блок 50 модулей может служить основной несущей конструкцией для всех компонентов и подсистем устройства 10, таких как аэратор 72 порошка, модуль 74 бункера, впускной коллектор 84 и узел 70 вентилятора. Кроме того, блок 50 содержит модули 54 дозирования порошка для загрузки порошка в группу картриджей. В предпочтительном варианте осуществления изобретения блок 50 содержит основной блок 132, верхнюю пластину 134 и нижнюю пластину 136. Пластины 134 и 136 содержат уплотнительные кольца, которые служат в качестве направляющих и уплотняющих устройств для модулей 54 дозирования порошка. Этот блок модулей содержит также подшипники 140 и фиксирующие рукоятки 142 для прикрепления блока модулей к элементам рамы.
При работе устройства порошок транспортируется через каждый из каналов 60a-60h с помощью транспортировочного газа и доставляется в каждый из модулей 54 дозирования порошка с использованием процесса контролируемого оседания частиц. Порошок оседает под действием силы тяжести в каждом из модулей 54 дозирования порошка. Порошок, который проходит через канал, не осаждаясь в модулях 54 дозирования порошка и не задерживаясь в них, возвращается через впускной коллектор 84 в узел 70 вентилятора.
Каждый модуль 54 обеспечивает заполнение порошком картриджа 20. Величина дозы порошка может находиться в диапазоне 5-30 мг, однако могут обеспечиваться и другие величины доз.
Как более подробно показано на фигурах 10-16В, модуль 54 дозирования порошка содержит корпус 150 дозирования порошка, состоящий из нижней части корпуса 150а, средней части корпуса 150b, верхней части 150с корпуса и крышки 150d. Корпус 150 модуля дозирования порошка может иметь удлиненную форму с малой площадью поперечного сечения для обеспечения малого шага разнесения модулей. Как указывалось выше, модули 54 дозирования порошка могут быть установлены с шагом один дюйм. Средняя часть 150b корпуса содержит впускное отверстие 130 для порошка и цилиндрический канал 152, который проходит вниз от впускного отверстия 130 для порошка к нижней части 150а корпуса. Нижняя часть 150а корпуса содержит суживающийся канал 154, который проходит вниз к выпускному отверстию 158, размеры которого соответствуют размерам картриджа 20. Суживающийся канал 154, который может иметь коническую форму, обеспечивает переход от размера цилиндрического канала 152 к размеру выпускного отверстия 158. Цилиндрический канал 152 и суживающийся канал 154 вместе формируют накопитель 156, который вмещает порошок для загрузки в картриджи. Порошок в накопителе 156 составляет запас порошка для загрузки в картриджи. Выпускное отверстие 158 предназначено для загрузки порошка в картриджи 20.
Модуль 54 дозирования порошка содержит также подающее устройство 160 для подачи порошка вниз регулируемым образом через накопитель 156 к выпускному отверстию 158, привод 162 для привода подающего устройства 160, наполнительный клапан 180 в нижней части накопителя 156 и привод 182 для открытия и закрытия клапана 180. В качестве привода 162 подающего устройства и привода 182 клапана могут использоваться миниатюрные электродвигатели. Привод 162 подающего устройства может быть соединен с ним с помощью гибкого соединения 186 или другого соединения, которое может обеспечивать встряхивание и перемещение подающего устройства по вертикали или оба движения, в дополнение к вращению. Модуль 54 дозирования порошка содержит также печатную плату со схемами управления приводом 162 подающего устройства и приводом 182 клапана и для связи со схемами, которые обеспечивают управление работой модуля 54 дозирования порошка.
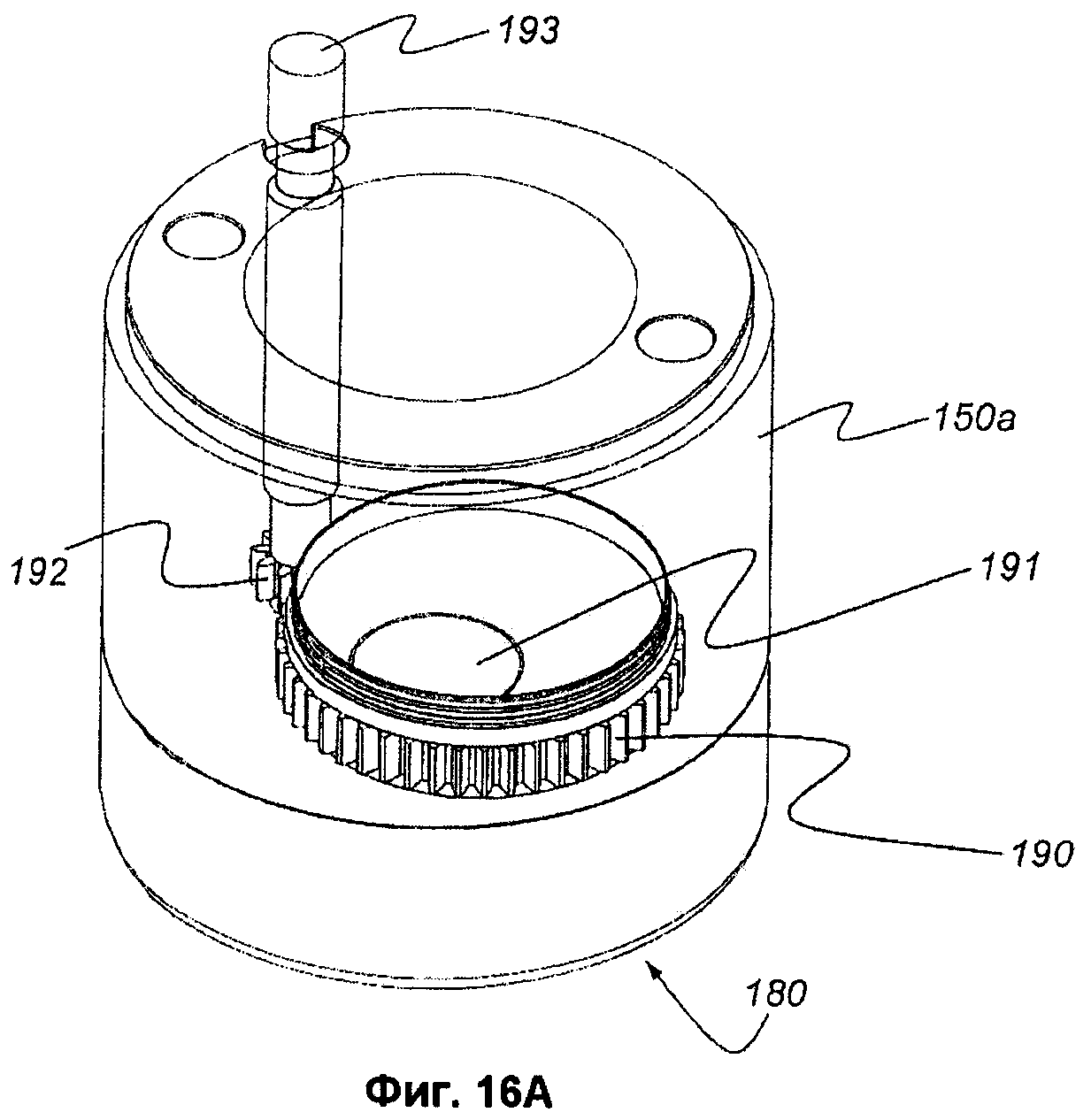
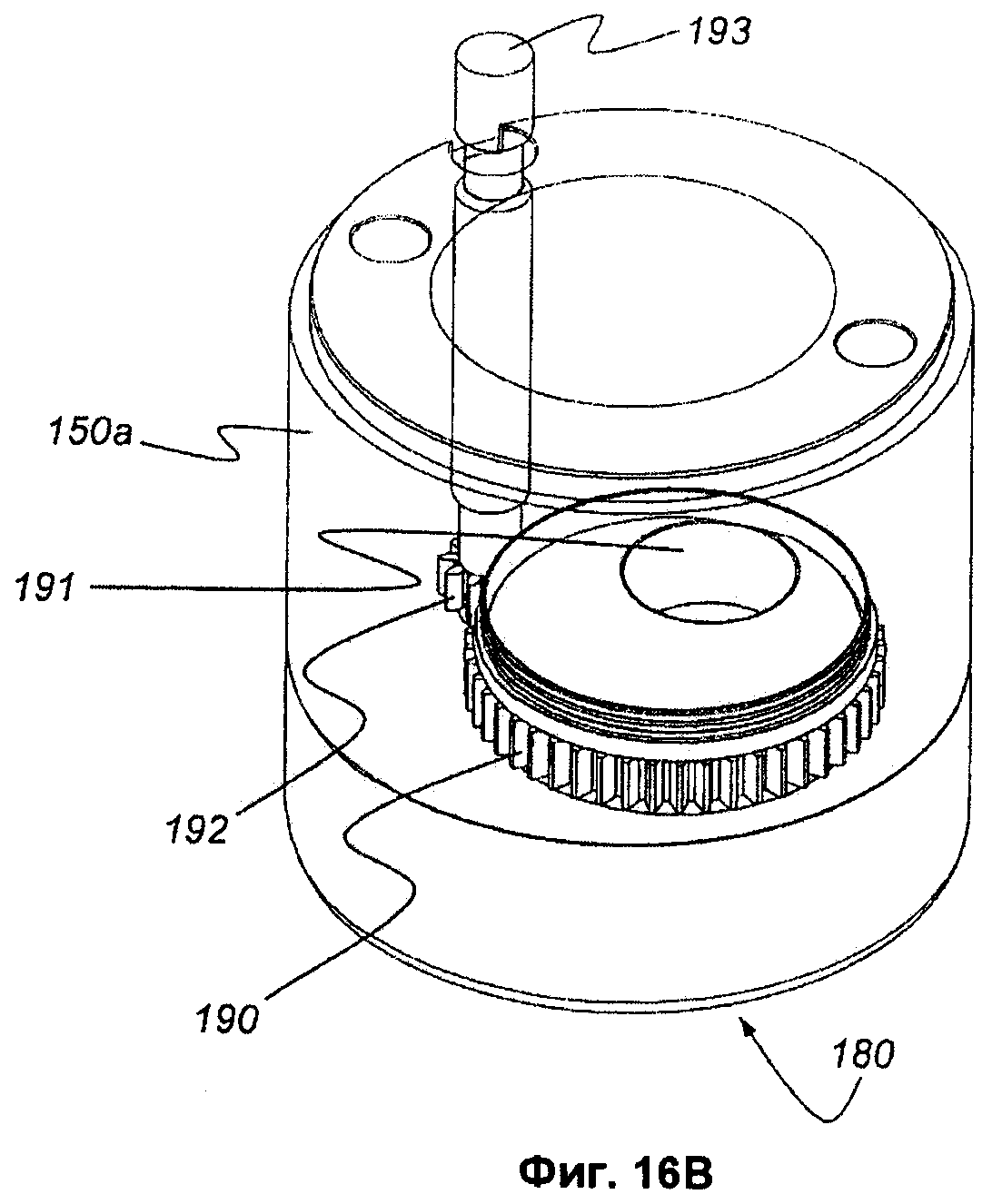
Наполнительный клапан 180 может содержать элемент 190 клапана, представляющий собой шестеренку, снабженную отверстием 191 клапана, расположенным со смещением от центра. Элемент 190 клапана может быть смонтирован в нижней части 150а корпуса с возможностью поворота вокруг оси, так что отверстие 191 может поворачиваться для совмещения с выпускным отверстием 158, как показано на фигуре 16А, и может быть выведено из положения совмещения, как показано на фигуре 16В. Если отверстие 191 клапана и выпускное отверстие 158 совмещены или частично совмещены, то наполнительный клапан 180 открыт, и порошок подается в картридж. Если отверстие 191 не совмещено с выпускным отверстием 158, то наполнительный клапан 180 закрыт, и порошок в картридж не подается. Предпочтительно используется такой наполнительный клапан 180, который может быть частично открыт, как описано ниже.
Элемент 190 наполнительного клапана 180 может быть соединен с приводом 182 клапана с помощью узла привода, содержащего нижнюю шестерню 192, которая находится в зацеплении с шестерней элемента 190 клапана, ось 193 привода, которая проходит от нижней части модуля 54 дозирования порошка к его верхней части, где установлен привод 182 клапана, верхнюю шестерню 194, прикрепленную к верхнему концу оси 193 привода, и верхнюю шестерню 195, прикрепленную к приводу 182 клапана. Верхние шестерни 194 и 195 находятся в зацеплении, так что элемент 190 клапана будет поворачиваться при активизации привода 182 клапана.
Шестерня 195 может соответствовать элементу 190 клапана, и шестерня 194 может соответствовать шестерне 192. Таким образом, положение шестерни 195 указывает на положение элемента 190 клапана и на положение отверстия 191 относительно выпускного отверстия 158. Магнит, прикрепленный к верхней шестерне 195, поворачивается относительно датчиков 220 открытого и закрытого положений для указания открытого и закрытого положений, соответственно, наполнительного клапана 180.
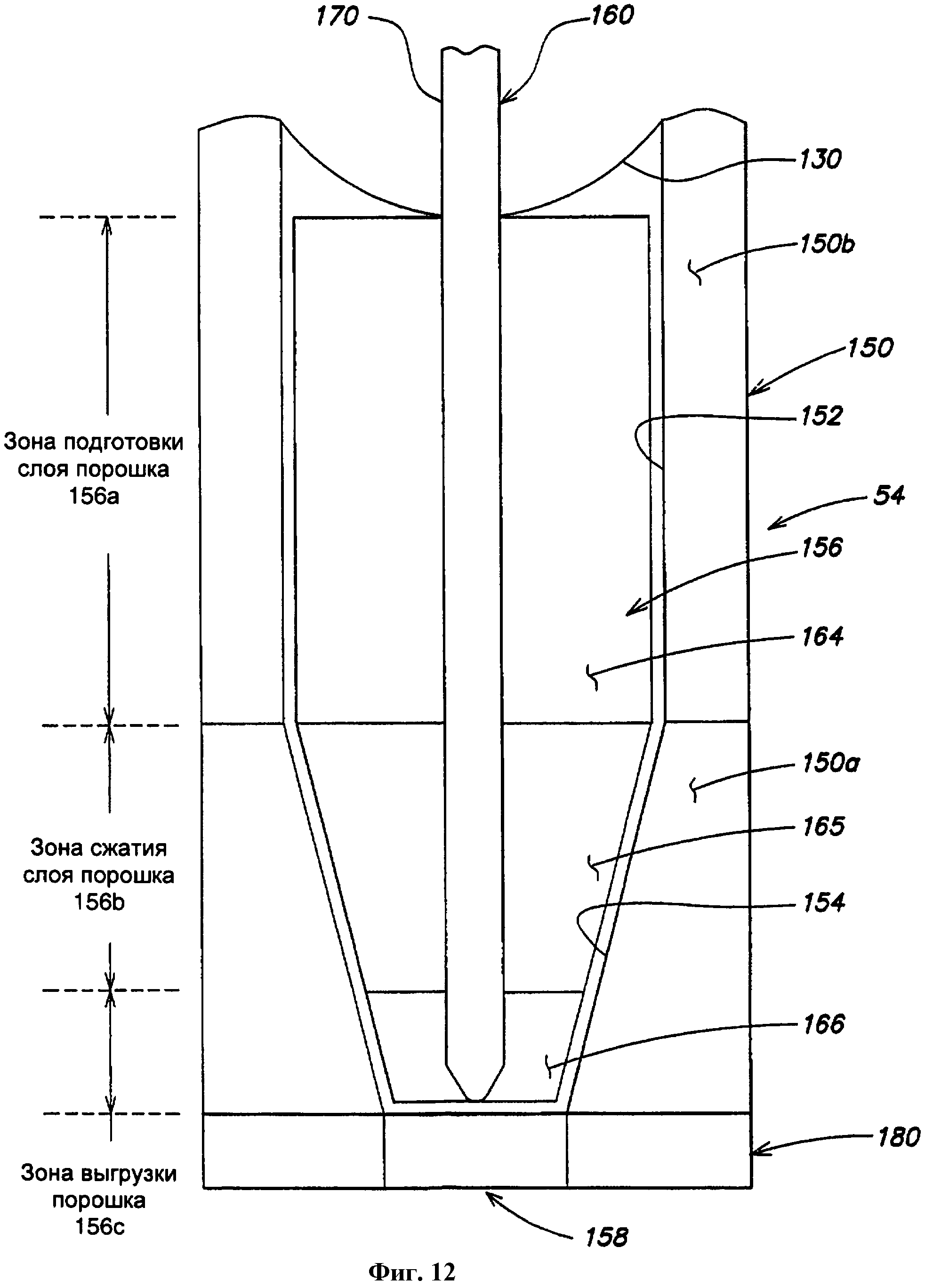
Схематический вид поперечного сечения нижнего конца модуля 54 дозирования порошка между впускным отверстием 130 для порошка и выпускным отверстием 158 показан на фигуре 12. Как можно видеть, накопитель 156 дозатора может быть разделен на три зоны: зону 156а подготовки слоя порошка, зону 156b сжатия слоя порошка и зону 156с выпуска.
Зона подготовки слоя порошка 156а находится в цилиндрическом канале 152 ниже впускного отверстия 130 для порошка. Зона 156b сжатия порошка находится в верхней части суживающегося канала 154 и зона 156с выпуска находится в нижней части суживающегося канала 154.
Подающее устройство 160 может содержать вал 170 в форме стержня, который проходит аксиально через накопитель 156. Подающее устройство 160 содержит также один или несколько элементов подающего механизма, прикрепленных к валу 170. Элементы подающего устройства регулируемым образом перемещают порошок от впускного отверстия 130 для порошка к выпускному отверстию 158. В варианте конструкции, представленном на фигуре 12, подающее устройство 160 содержит элемент 164 подготовки слоя порошка в зоне 156а, элемент 165 сжатия слоя порошка в зоне 156b и элемент 166 выпуска в зоне 156с. Примеры элементов 164, 165 подачи порошка описываются ниже.
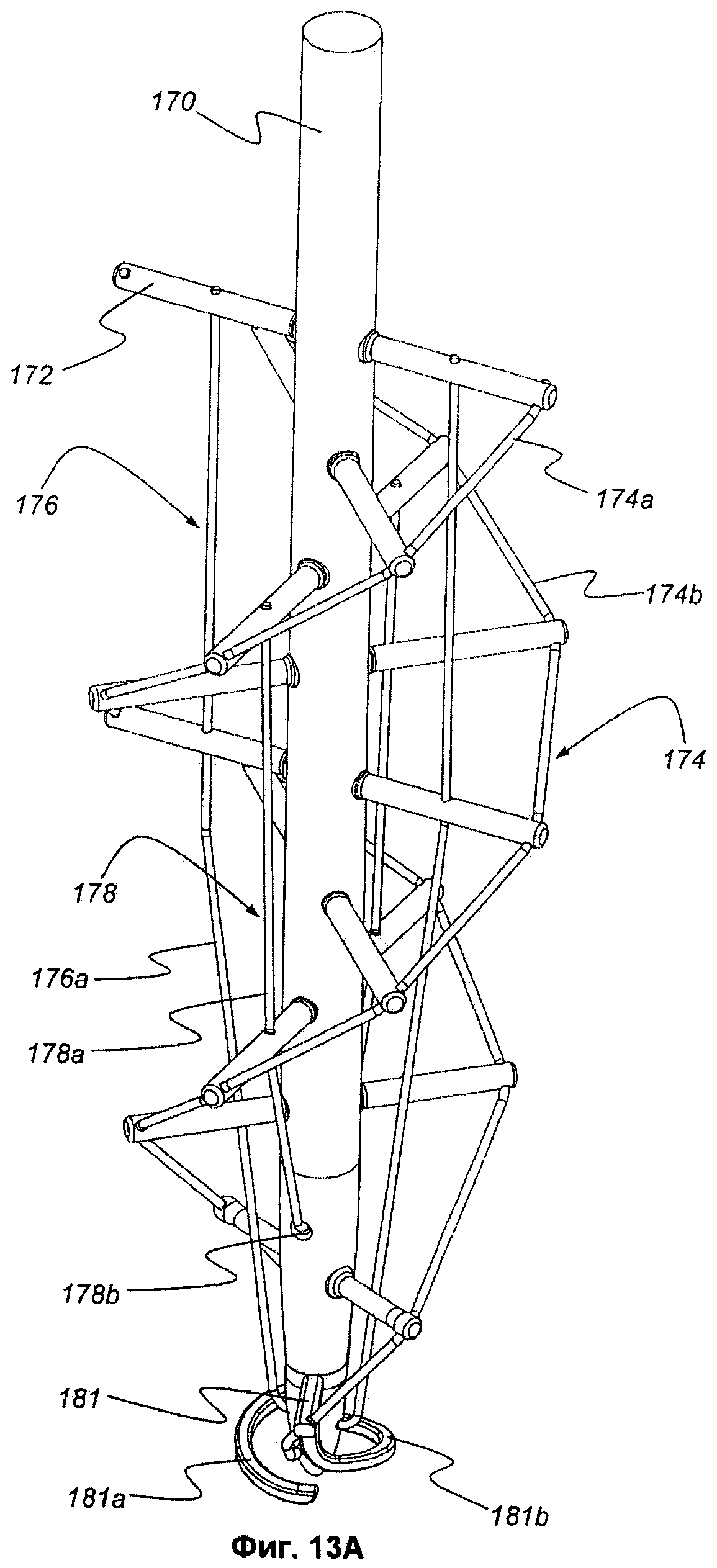
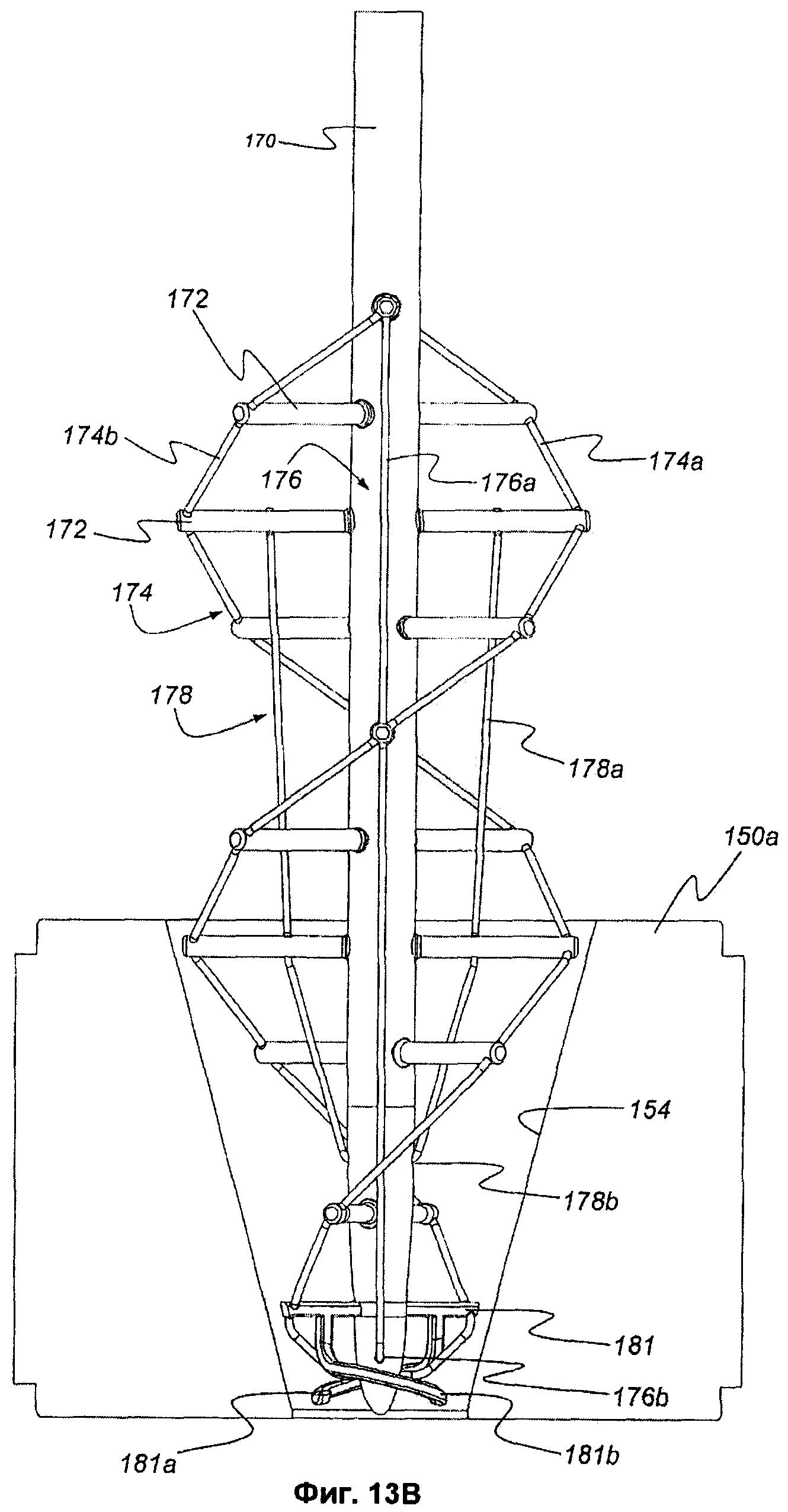
Один из вариантов конструкции подающего устройства 160 представлен на фигурах 13А и 13В. В вариантах конструкции подающего устройства, рассмотренных в настоящем описании, элемент 164 подготовки слоя порошка и элемент 165 сжатия слоя порошка выполнены в форме спиральной рамки с несколькими разнесенными в пространстве перекладинами, прикрепленными к валу 170, и одной или несколькими проволоками, прикрепленными к перекладинам 172 и валу 170. Перекладины 172 могут отходить радиально от вала 170 в цилиндрическом канале 152 и в коническом канале 154. Перекладины 172 могут подходить близко к внутренней стенке накопителя 156 без контакта с внутренней стенкой. Перекладины 172 в суживающемся канале 154 имеют переменную длину, которая соответствует внутренней конической стенке суживающегося канала 154. Перекладины 172 прикреплены к валу 170 и отходят от него в разных радиальных направлениях. В предпочтительном варианте конструкции концы перекладин 172 образуют двойную спираль.
В варианте конструкции, представленном на фигурах 13А и 13В, подающее устройство 160 содержит десять перекладин. В этом примере соседние перекладины разнесены друг от друга по валу 170 с интервалами 0,125 дюймов, и каждая перекладина повернута на 45 градусов относительно соседней перекладины, за исключением двух последних перекладин в нижней части вала 170, которые повернуты на 22,5 градуса. Диаметр перекладин может соответствовать предпочтительному размеру агломератов порядка 0,025-0,075 дюйма. В качестве материала для перекладин может использоваться нержавеющая сталь или другой прочный инертный конструкционный материал, который устойчив к коррозии, например металлы, керамика, пластмассы и другие материалы с аналогичными характеристиками. Подающее устройство может быть изготовлено из проводящего или непроводящего материала, в зависимости от структуры частиц порошка. На непроводящие материалы, такие как, например, керамика, пластмассы и эластомеры, может быть нанесено металлопокрытие для обеспечения проводящей внешней поверхности. Слишком большое количество перекладин приводит к уплотнению порошка при вращении подающей трубки, а слишком малое количество перекладин не обеспечивает образования формы двойной спирали. Расстояния между перекладинами и угол между соседними перекладинами могут быть обратно пропорциональны числу используемых перекладин.
Как указывалось выше, подающее устройство 160 содержит проволоки, прикрепленные к перекладинам 172. В варианте конструкции, представленном на фигурах 13А и 13В, проволоки формируют двойную спираль 174, первый шеврон 176 и второй шеврон 178. Как можно видеть, двойная спираль 174 содержит спиральную проволоку 174а на одном конце (или возле него) каждой перекладины 172 и спиральную проволоку 174b на противоположном конце (или возле него) каждой перекладины 172. Каждая спиральная проволока 174а, 174b тянется вниз от перекладины к перекладине по часовой стрелке, если смотреть вниз со стороны привода 162 подающего устройства.
Первый шевронный элемент 176 может содержать первую проволоку 176а шеврона, прикрепленную к перекладинам 172 на первом расстоянии от вала 170, и второй шевронный элемент 178 может содержать вторую проволоку 178а шеврона, прикрепленную к перекладинам 172 на втором расстоянии от вала 170. Первая проволока 176а шеврона проходит через отверстие 176b в валу 170, и вторая проволока 178а шеврона проходит через отверстие 178b в валу 170. Ясно, что спиральные проволоки и проволоки шевронов необязательно должны прикрепляться к каждой перекладине подающего устройства 160. В частности первая проволока 176а шеврона прикрепляется к первой перекладине (самая верхняя перекладина) и к пятой перекладине. Вторая проволока 178а шеврона прикрепляется к третьей перекладине и к седьмой перекладине. Первый и второй шевронные элементы могут быть повернуты относительно друг друга на 90°.
В варианте конструкции, представленной на фигурах 13А и 13В, спиральные проволоки и проволоки шевронов пропускаются сквозь отверстия в соответствующих перекладинах и прикрепляются на каждом конце. Спиральные проволоки расположены на концах перекладин или возле этих концов, а проволоки шевронов расположены на нужном расстоянии от вала 170. Отверстия в перекладинах 172 могут быть выполнены с помощью сверла, лазера или устройства для электроэрозионной обработки. В предпочтительном варианте отверстия в перекладинах 172 выполняются с помощью электроэрозионной обработки под такими углами, чтобы не происходило существенного перегиба проволок. Таким образом, отверстия в каждой перекладине выравниваются примерно в направлении соседних перекладин. При таком устройстве обеспечивается более или менее свободное прохождение проволок через отверстия, так что силы, возникающие при загрузке порошка, распределяются вдоль всей длины проволоки, в результате предотвращается возникновение концентраций напряжений, которые могут приводить к разрыву проволоки. В других вариантах проволоки могут быть прикреплены к перекладинам, например, с помощью лазерной сварки. В рассматриваемом примере диаметр спиральных проволок и проволок шеврона равен 0,008 дюйма.
Двойная спираль 174 может быть сформирована с использованием связей спиральных проволок 174а и 174b с внешними концами перекладин 172, установленных по спирали. Связывание проволокой обоих внешних концов перекладин 172 обеспечивает формирование двойной проволочной спирали. Такая спираль выполняет три основные функции. Во-первых, проволоки, растянутые по периметру, предотвращают налипание спрессованного порошка к стенкам канала, в особенности к стенкам суживающегося канала 154. Во-вторых, когда подающее устройство 160 вращается по часовой стрелке (если смотреть вниз со стороны вала привода), двойная спираль поднимает порошок в зоне, прилегающей к стенкам канала, и обеспечивает уменьшение размеров агломератов до такой величины, при которой обеспечивается необходимая текучесть порошка. В-третьих, когда подающее устройство 160 вращается против часовой стрелки, двойная спираль подает порошок вниз вдоль вала 170, а также по свободным проходам вдоль проволок шеврона и в выпускное отверстие 158. Кроме того, при выполнении этой операции происходит раздробление дисков спрессованного порошка, которые формируются по горизонтали между вращающимися перекладинами 172.
Подающее устройство 160 использует пространственную спиральную рамку, которая формируется валом 170, служащим в качестве опоры для всей конструкции, перекладинами 172, являющимися поперечными конструктивными элементами, которые формируют спиральную конструкцию с суживающимся нижним концом, и проволоками, которые формируют двойную спираль 174, и первым, и вторым шевронными элементами 176 и 178, как было описано выше. Перевернутая коническая форма обеспечивает переход размеров перекладин от канала большего диаметра к выпускному отверстию для порошка меньшего диаметра. Проволоки прикрепляются к перекладинам для уменьшения спрессовывания порошка и для улучшения текучести взвеси агломератов. Подающее устройство 160 обеспечивает возможность транспортировки порошков, имеющих сильную тенденцию к слипанию, с точностью дозировки порядка микрограмм и с противодействием тенденции порошка к слеживанию. В результате спрессовывания порошка модули дозирования могут забиваться. Пространственная спиральная рамка является оптимальной конструкцией устройства транспортировки порошка, обладающего способностью обеспечения необходимой точности транспортировки и дозирования для всех типов порошков: от свободнотекущих порошков до порошков, отличающихся высокой тенденцией к слипанию. Эта способность достигается за счет того, что только малая часть механических сил, развиваемых спиральной рамкой, направляется вниз в сторону слоя порошка, в результате обеспечивается управление процессами спрессовывания в соответствии с индивидуальными характеристиками разных типов порошков. В результате указанного управления степенью спрессовывания обеспечивается возможность эффективной транспортировки порошков с высокой степенью слипания из канала с большим диаметром в канал меньшего диаметра.
Вал 170 является центральным валом привода подающего устройства 160. Вал 170 поддерживает перекладины 172, двойную спираль 174, а также первый и второй шевронные элементы 176 и 178, которые, в свою очередь, транспортируют порошок для его точной дозировки. Вдоль гладкой поверхности центрального вала привода тонкодисперсные порошки могут поступать в направлении выпускного отверстия 158.
Перекладины 172 являются поперечными структурными элементами, которые разбивают слежавшийся слой агломератов порошка. Перекладины 172 служат также опорами для проволок спиралей и шевронов. Кроме того, перекладины 172 обеспечивают спиральный механизм, необходимый для транспортировки слоя порошка регулируемым образом с малой степенью спрессовывания.
Проволоки 176а и 178а шевронов являются рассекателями для слоя порошка. Проволоки располагаются таким образом, чтобы обеспечивалось уменьшение количества спрессованного порошка и для образования временного свободного прохода внутри слоя порошка, через который небольшие количества агломератов порошка стекают вниз сквозь слой порошка под действием сил тяжести. Кроме того, проволоки шевронов рассекают диски порошка, которые формируются между перекладинами 172. Эти диски образуются под действием возрастающих сил сжатия и формируют взвешенные структуры агрегатов порошка. В результате рассечения дисков, предпочтительно посередине, они становятся структурно неустойчивыми и начинают рассыпаться и опускаться вниз под действием механических сил, создаваемых перекладинами 172, установленными по спирали.
Выгружающий элемент 166 (см. фигуру 12) имеет такую форму и расположен таким образом, чтобы разбивать диск спрессованного порошка, расположенный возле выпускного отверстия 158. Диск из порошка образуется, когда наполнительный клапан 180 закрыт, и подающее устройство 160 выполняет операции сгребания и сметания порошка. Без выгружающего элемента 166, который предназначен для смещения диска и уменьшения его размеров, этот диск будет либо забивать выпускное отверстие, либо может упасть в картридж при открытом клапане, в результате возможно переполнение картриджа. Наибольшая вероятность забивания выпускного отверстия диском из порошка существует при влажности среды, превышающей 50%.
Варианты конструкции выгружающего элемента 166 представлены на фигурах 13А-13В, 14А-14F и 15А-15D. В каждом из вариантов используется пространственная спиральная рамка, сформированная из перекладин и проволок, описанных выше, однако при этом используются различные выгружающие элементы. Порошок вводится таким образом, чтобы он падал в зону 156а подготовки слоя порошка при вращении вышеописанной пространственной спиральной рамки. Внешние спиральные проволоки противодействуют силам сцепления между частицами порошка и стенкой цилиндрического канала, а также поднимают и аэрируют слой порошка при их вращении в обратную сторону. Проволоки шевронов рассекают и дополнительно измельчают образования в слое порошка при вращении пространственной спиральной рамки. В зоне 156а подготовки слоя порошка улучшается текучесть порошка при его входе в суживающийся канал зоны 156b сжатия слоя порошка. Текучесть порошка улучшается благодаря способности пространственной спиральной рамки по формированию естественных агломератов, в результате порошок может течь под действием сил пространственной спиральной рамки. В зоне 156b сжатия слоя порошка агломерированный порошок подвергается сжатию в связи с уменьшением объема суживающегося канала. В зоне сжатия происходит устойчивое уплотнение слоя порошка, в то время как перекладины и проволоки продолжают измельчать и аэрировать слой порошка. В зоне 156с выпуска происходит дальнейшее уменьшение групп агломератов порошка, и он выгружается через выпускное отверстие 158. Выгружающий элемент обеспечивает регулирование характеристик измельчения и дозирования порошка. Неудовлетворительное регулирование измельчения приводит к забиванию выпускного отверстия. Кроме того, неудовлетворительное регулирование измельчения сокращает время безошибочного дозирования порошка. Выгружающий элемент определяет окончательную степень текучести порошка при дозировании и однородность агломератов порошка.
В варианте, представленном на фигурах 13А-13В, выгружающий элемент 166 выполнен в форме модифицированной перекладины 181. Две стороны 181а и 181b модифицированной перекладины 181 отходят вниз по спирали в половину оборота, формируя двойную спираль. Углы наклона двойной спиральной модифицированной перекладины 181 и двойной спирали 174 противоположны. В других вариантах конструкции одна сторона модифицированной перекладины повернута вверх по спирали. Спираль может закручиваться по часовой стрелке и против часовой стрелки. В некоторых вариантах модифицированная перекладина может иметь инвертированную U-образную или S-образную форму. U-образная форма лучше работает для свободнотекучих порошков, S-образная форма лучше работает для порошков с высокой степенью слипания частиц. В U-образной форме обе стороны модифицированной перекладины повернуты в сторону выпускного отверстия. В S-образной форме одна сторона модифицированной перекладины обращена в сторону выпускного отверстия, а другая сторона обращена вверх.
Модифицированная перекладина 181 с двойной спиралью, представленная на фигурах 13А-13В, функционирует в качестве вращающегося поляризующего элемента внутри нижней части суживающегося канала. Схема модифицированной перекладины с обратным наклоном усиливает подъем и аэрацию порошка для регулирования его дозирования и повышения степени его однородности. Схема с обратным наклоном также способствует перемещению порошка в направлении выпускного отверстия в цикле сгребания и сметания порошка. Это дает начальную загрузку в 2-4 мг в начале цикла дозирования и предоставляет больше времени для заполнения в конце цикла.
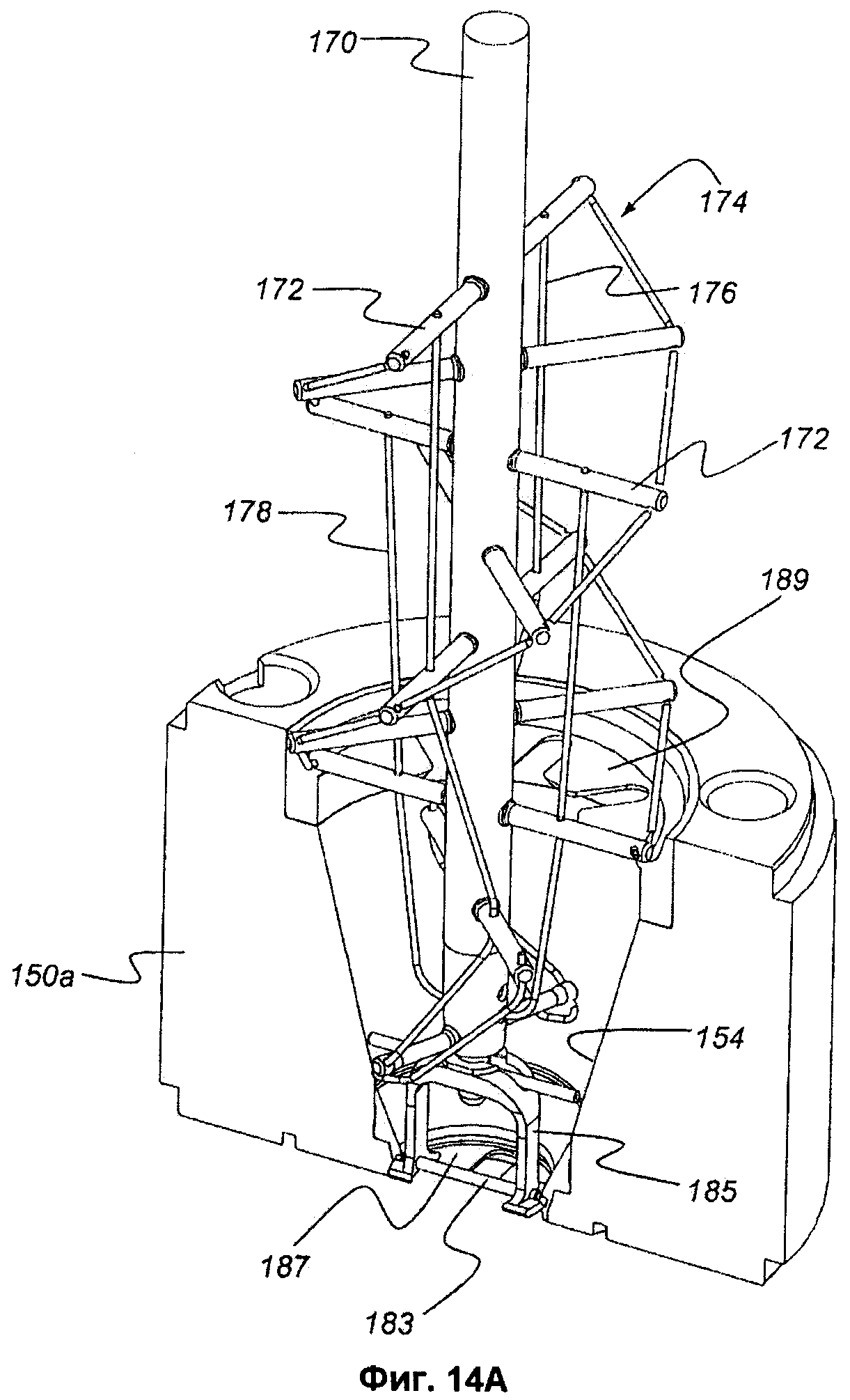
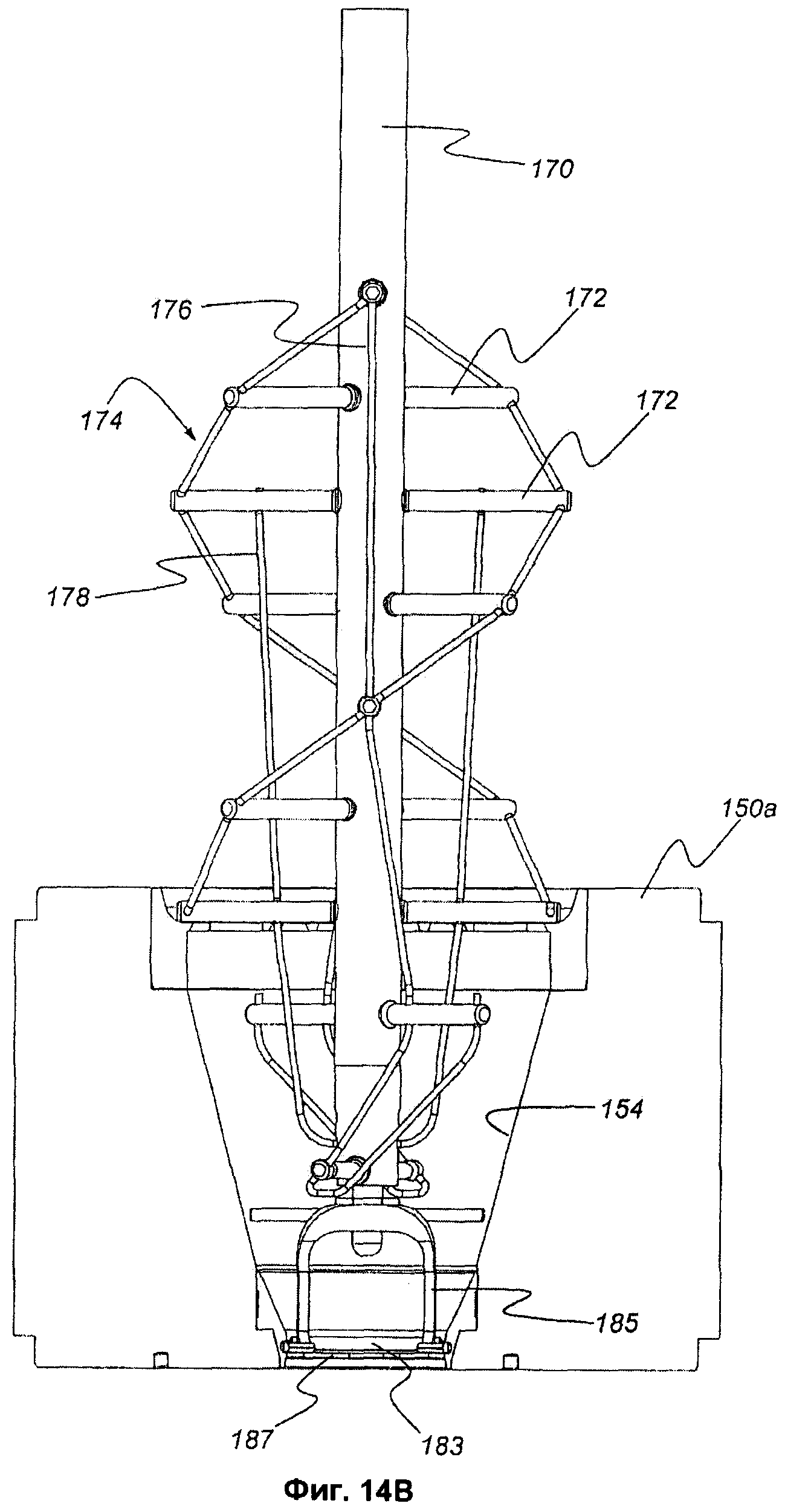
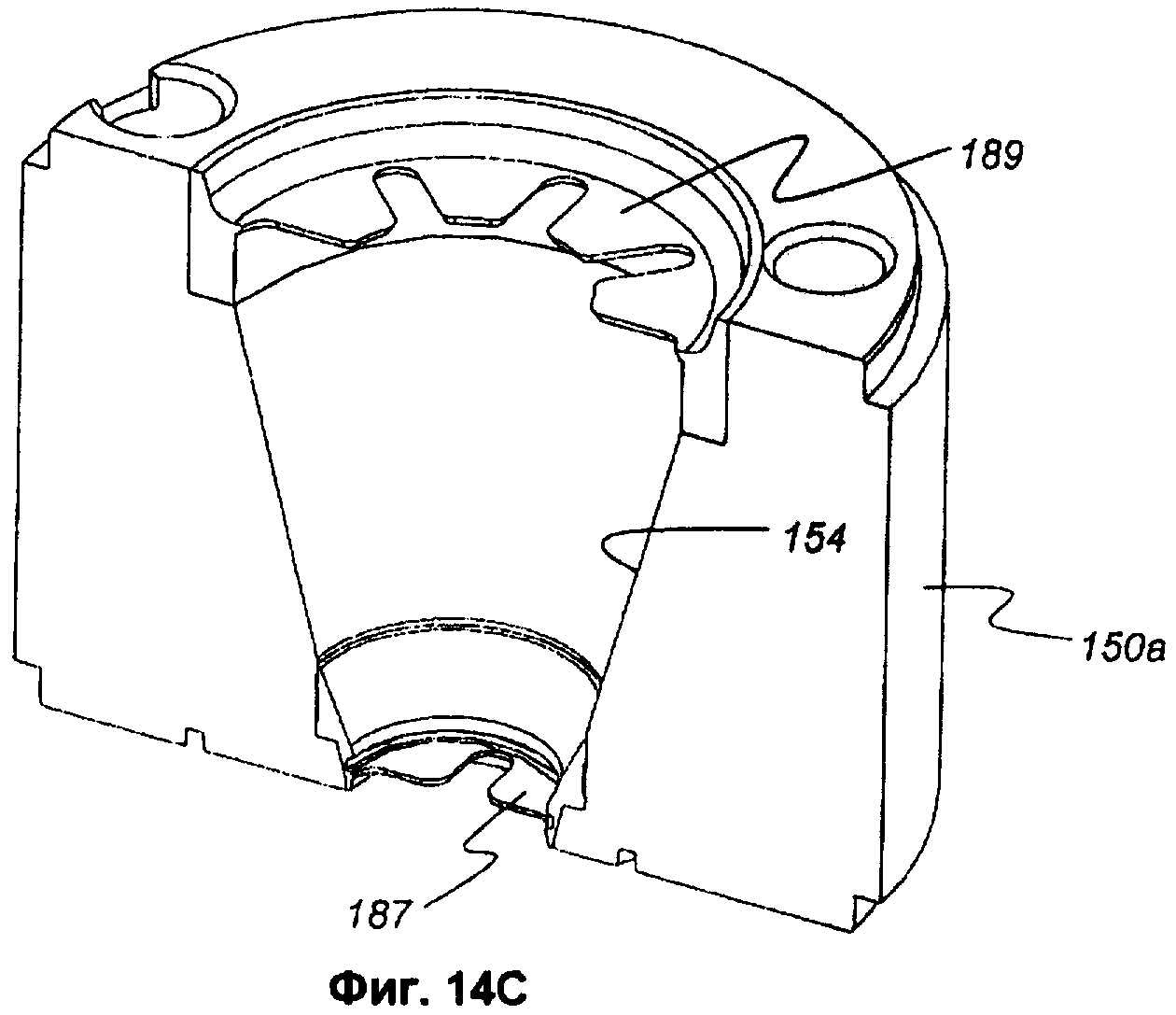
Другие варианты конструкции подающего 160 устройства представлены на фигурах 14А-14F. В варианте, представленном на фигурах 14А-14F, выгружающий элемент 166 реализован в форме цилиндрического штифта 183, установленного на валу 170 с помощью опорного элемента 185, имеющего U-образную форму. В варианте, представленном на фигурах 14А-14F, в верхней части суживающегося канала может быть установлен вспомогательный многощелевой диск-дефлектор 189, прикрепленный к нижней части 150а корпуса.
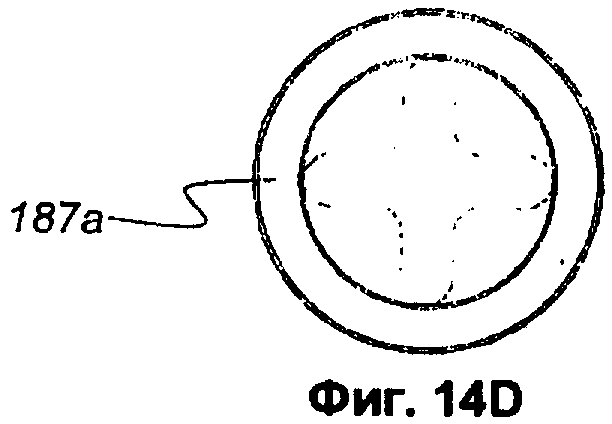
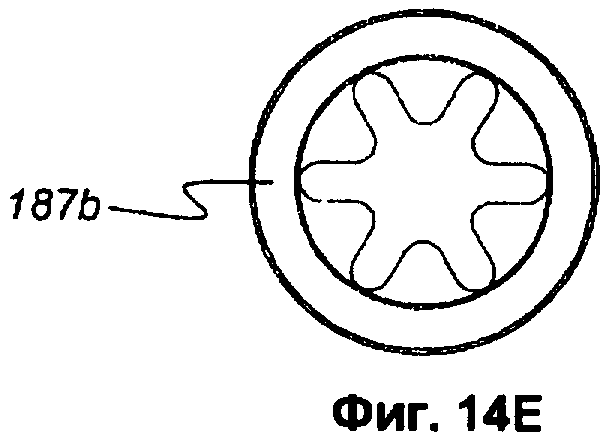
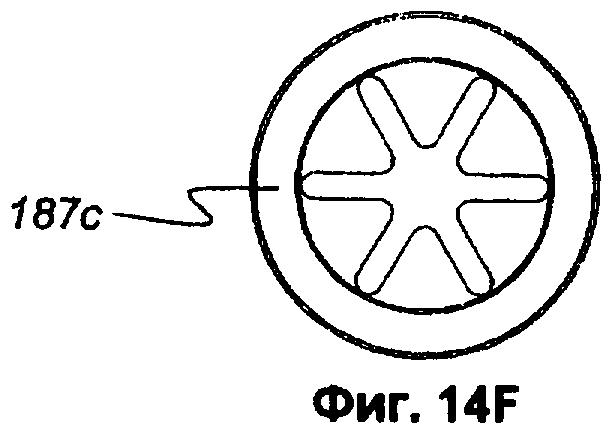
Кроме того, модуль 54 дозирования порошка снабжен диафрагмой 187, установленной в нижней части суживающегося канала 154. Диафрагма 187 может иметь один или несколько щелевидных проходов. В одном из вариантов, представленном на фигуре 14D, диафрагма 187а содержит два щелевидных отверстия, которые пересекаются, формируя крест. В других вариантах диафрагмы 187b и 187с содержат три пересекающихся щелевидных отверстия, как показано на фигурах 14Е и 14F. Отверстия могут быть относительно широкими, как показано на фигуре 14Е, или относительно узкими, как показано на фигуре 14F. Подающее устройство 160 устанавливается таким образом, чтобы расстояние цилиндрического штифта 183 от диафрагмы 187 было меньше размера естественных агломератов. В процессе работы цилиндрический штифт 183 вращается относительно диафрагмы 187, в результате порошок выгружается через отверстия в диафрагме 187.
Диск-дефлектор 189 может использоваться для регулирования скорости подачи слоя порошка и для дополнительного уменьшения агломератов порошка при их поступлении в суживающийся канал. В зоне 156с выпуска группы агломератов порошка уменьшаются и затем выталкиваются вращающимся цилиндрическим штифтом 183 через отверстия в диафрагме 187. Механизм, в состав которого входят опорный элемент 185, цилиндрический штифт 183 и диафрагма 187, обеспечивает регулирование характеристик измельчения и дозирования порошка. Неудовлетворительное регулирование измельчения приводит к забиванию выпускного отверстия. Кроме того, неудовлетворительное регулирование измельчения сокращает время безошибочного дозирования порошка. Опорный элемент 185 и цилиндрический штифт 183 определяют окончательную степень текучести порошка при дозировании и однородность агломератов порошка. Механизм, в состав которого входят опорный элемент 185, цилиндрический штифт 183 и диафрагма 187, может быть сконфигурирован таким образом, чтобы обеспечивался оптимальный поток порошка и размер агломератов для структуры каждого порошка. Опорный элемент 185 катится в канавке, расположенной по периметру нижней части 150а корпуса для обеспечения самоцентрирования подающего устройства 160. Цилиндрический штифт 183 вместе с диафрагмой 187 обеспечивает дозирование агломератов порошка с использованием небольших сил. Диафрагма 187 обеспечивает поддержание размеров агломератов порошка в более узком диапазоне.
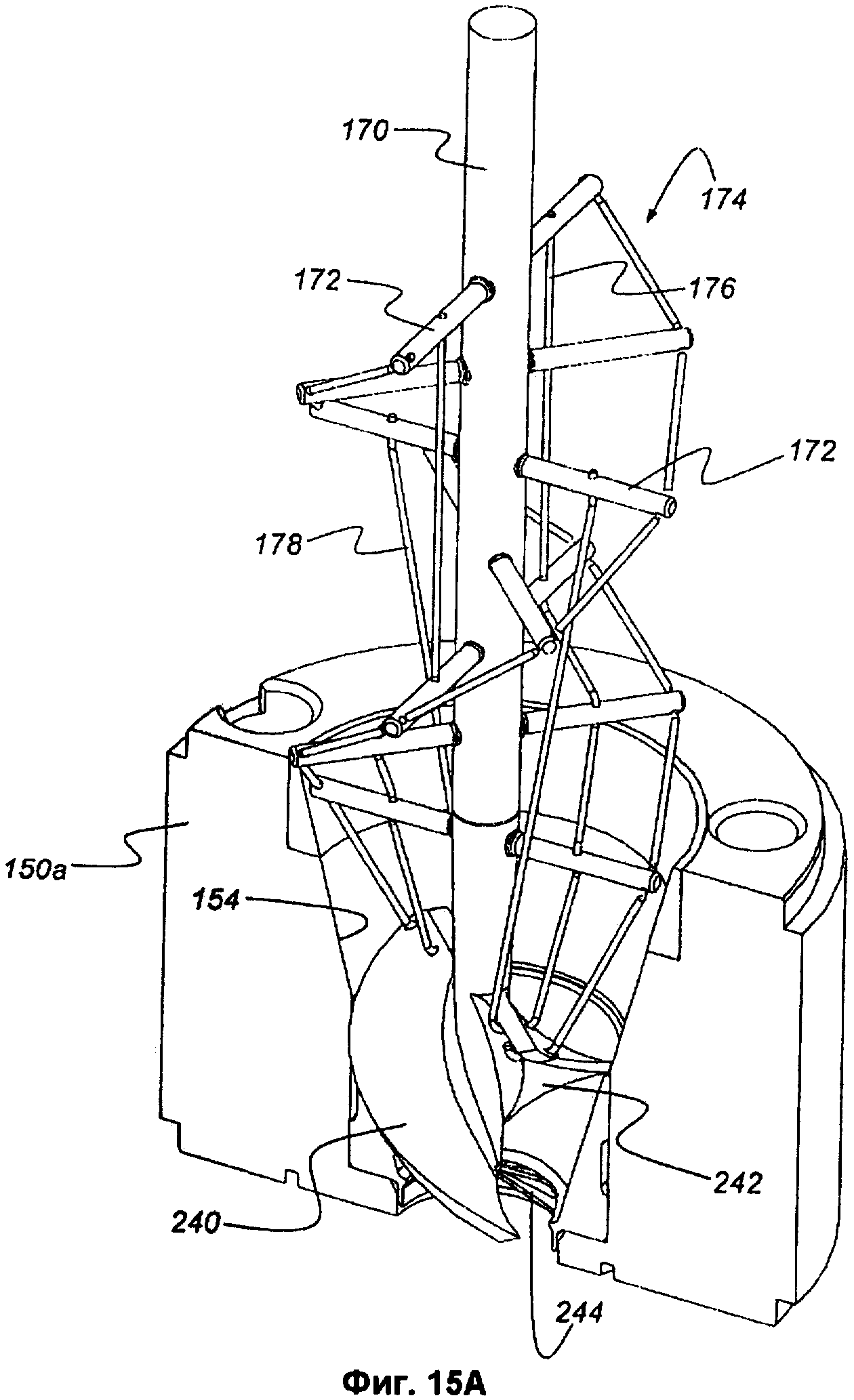
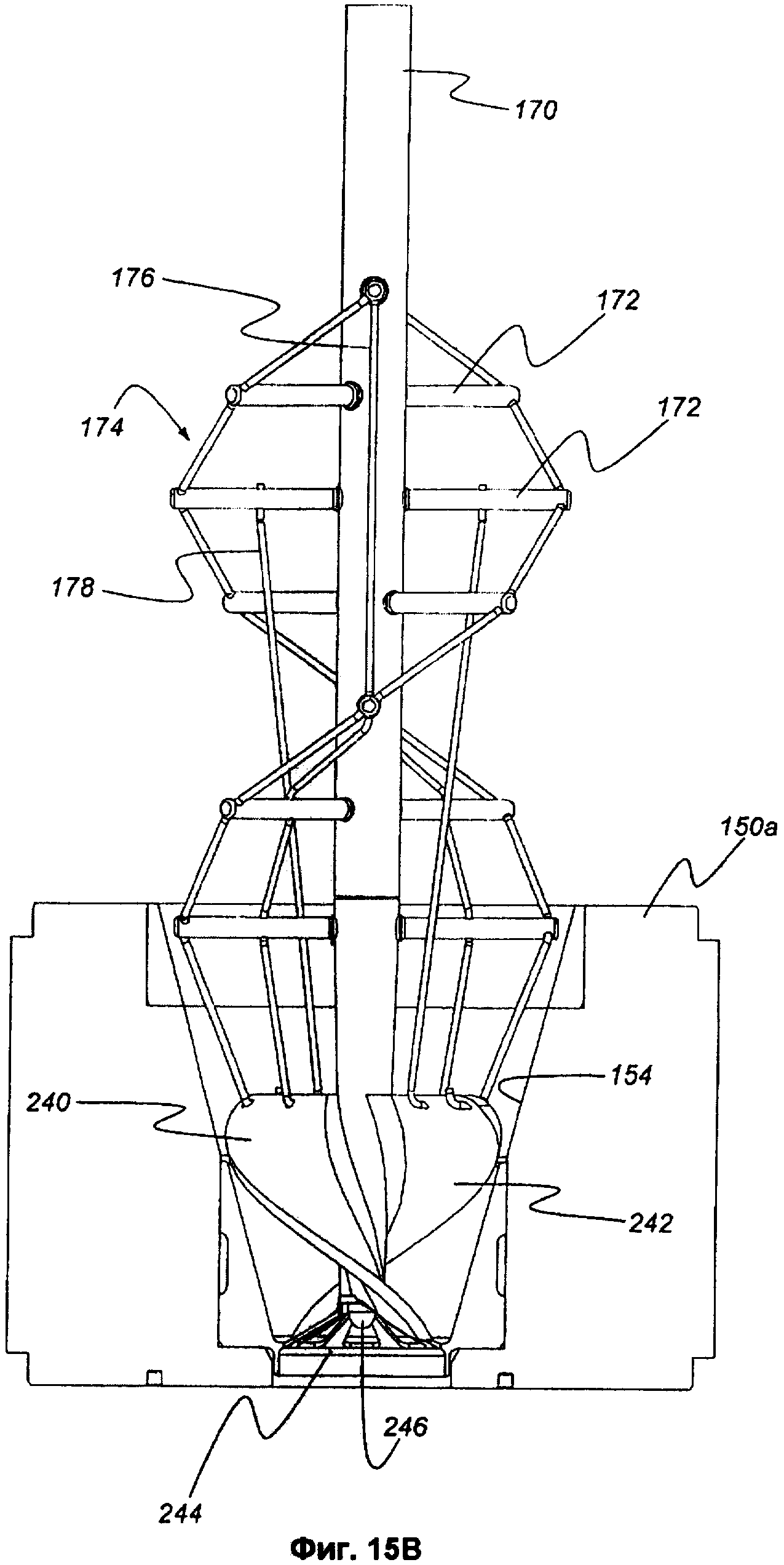
Еще один вариант конструкции подающего устройства 160 представлен на фигурах 15А-15D. Выгружающий элемент 166 реализован в форме прикрепленных к валу 170 спиральных лопастей 240 и 242, внешние края которых при вращении очерчивают цилиндрическую поверхность. Каждая спиральная лопасть 240, 242 повернута на половину витка вокруг вала 170. Длина спиральных лопастей 240 и 242 в аксиальном направлении может быть равна примерно половине длины суживающегося канала 154. Как можно видеть, в подающем устройстве, конструкция которого показана на фигурах 15А-15D, используется меньше перекладин, чем в варианте, представленном на фигурах 13А-13В, при этом спиральные проволоки и проволоки шевронов могут быть прикреплены к верхним краям спиральных лопастей 240 и 242. Углы наклона спиральных лопастей 240, 242 и двойной спирали 174 могут быть противоположными.
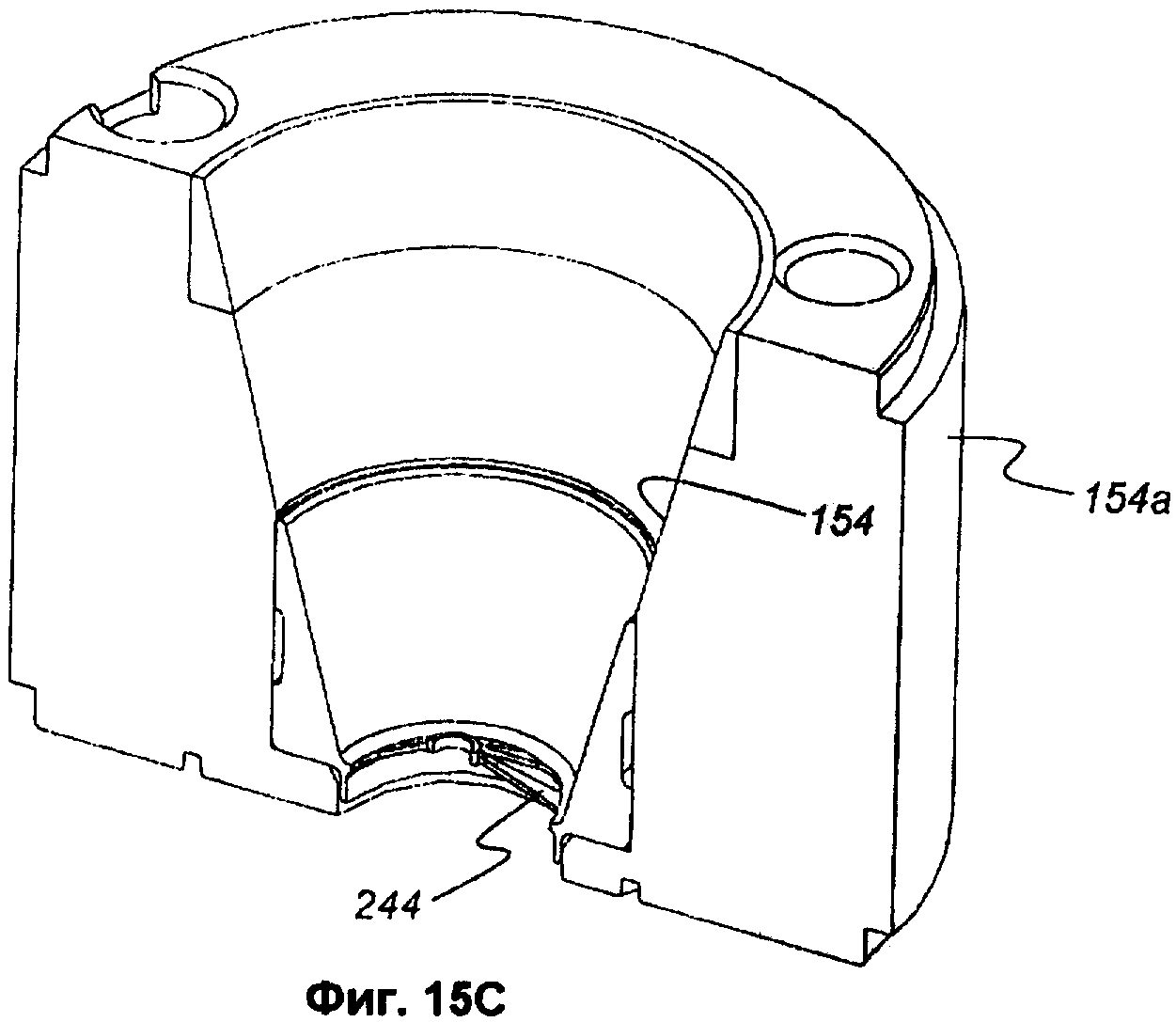
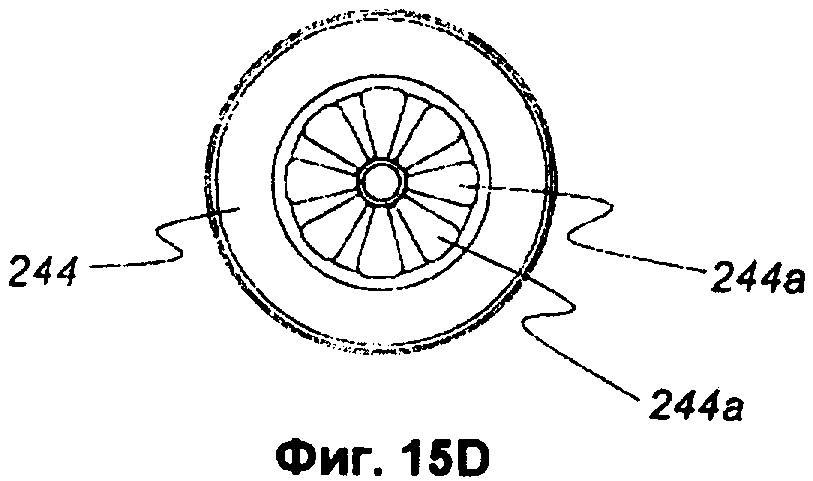
Кроме того, модуль 54 дозирования порошка, показанный на фигурах 15А-15D, снабжен диафрагмой 244, установленной в нижней части суживающегося канала 154. В варианте, представленном на фигурах 15А-15D, диафрагма 244 имеет форму перевернутого конуса и снабжена рядом отверстий 244 для подачи порошка через выпускное отверстие 158. Кроме того. нижние края спиральных лопастей 240 и 242 изогнуты так, чтобы их форма соответствовала форме перевернутого конуса диафрагмы 244. В нижней части вала 170 установлен подшипник 246, который входит в проход диафрагмы 244 и устанавливает нужное расстояние между спиральными лопастями 240, 242 и диафрагмой 244. В качестве материала подшипника 246 могут использоваться драгоценные камни, такие как, например, рубин или сапфир, которые не загрязняются дозируемым порошком, содержащим лекарство. В процессе работы цилиндрический штифт 240 вращается относительно диафрагмы 244, в результате порошок выгружается через отверстия в диафрагме 244. В других вариантах диафрагма может быть плоской, как показано на фигурах 14D-14F, и нижние края спиральных лопастей 240 и 242 в этом случае должны быть также плоскими, по форме диафрагмы.
В этом варианте вращение осуществляется в противоположном направлении по сравнению с конструкциями подающих устройств, представленными на фигурах 13А-13В и 14А-14F. В зоне 156с выпуска спиральные лопасти с отрицательным наклоном создают поток агломератов порошка, которые затем вытесняются и гранулируются кончиками вращающихся лопастей через отверстия в диафрагме 244. Механизм спиральных лопастей и диафрагмы управляет характеристиками измельчения и дозирования порошка. Неудовлетворительное регулирование измельчения приводит к забиванию выпускного отверстия. Кроме того, неудовлетворительное регулирование измельчения сокращает время безошибочного дозирования порошка. Механизм спиральных лопастей 140, 242 и диафрагмы 244 обеспечивает возможность компенсации изменений высоты слоя порошка, в результате снижается чувствительность процесса дозирования к этим изменениям. Половина витка двойной спирали лопастей отделяют вертикальные силы, действующие на слой порошка, от порошка в выпускном отверстии, в результате исключаются векторы сил, которые могут спрессовывать порошок в отверстии. Механизм спиральных лопастей 140, 242 и диафрагмы 244 может быть сконфигурирован таким образом, чтобы обеспечивать оптимальные размеры агломератов порошка с монотонным распределением. Такой механизм обеспечивает поддержание размеров агломератов порошка в более узком диапазоне. Подшипник 246 обеспечивает опору для спиральных лопастей и регулирование их положения, которое позволяет установить нужное расстояние между лопастями и диафрагмой.
В некоторых вариантах выгружающий элемент 166 устанавливается в отверстии на конце вала 170. В других вариантах выгружающий элемент 166 выполняется на съемном наконечнике вала 170. Например, выгружающий элемент, имеющий форму двойной спирали, может быть выполнен на съемном наконечнике, который запрессовывается на конце вала 170. Съемный наконечник может заменяться в зависимости от структуры дозируемого порошка.
Ниже рассматривается работа модуля 154 дозирования порошка в части операций сгребания и дозирования порошка для вариантов, представленных на фигурах 13А-13В и 14А-14F. Сгребание представляет собой операцию сметания и восстановления слоя порошка для получения основного тела слоя с предпочтительным размером агломератов и с равномерной аэрацией, в результате обеспечиваются улучшенные характеристики текучести порошка при его транспортировке. Предпочтительным размером агломератов является размер естественных, устойчивых агломератов порошка, частицы которого имеют тенденцию к слипанию, и такие агломераты создаются при обработке слоя порошка, причем их диаметры находятся в диапазоне 0,025-0,075 дюйма. Сгребание слоя порошка может осуществляться в режимах опускания или подъема порошка. Однако для порошков, частицы которых имеют тенденцию к слипанию, предпочтительным является сгребание в режиме подъема порошка, поскольку при этом достигается оптимальная аэрация и обеспечивается улучшение характеристик текучести. Дозирование является операцией транспортировки сухого порошка с его распылением, когда он падает под действием силы тяжести без спрессовывания, в форме основного тела агломератов порошка, выгружаемых из выпускного отверстия для порошка, доза которого подается в картридж. Предлагаемое в изобретении устройство дозирования порошка и контроля заполнения картриджей способно работать с агломератами порошка, диаметры которых находятся в диапазоне 0,005-0,075 дюйма, однако применение устройства не ограничивается указанным диапазоном.
Подающее устройство 160 вращается по часовой стрелке (если смотреть сверху модуля 54 дозирования порошка) при выполнении операций сгребания, сметания и аэрации слоя порошка. При вращении подающего устройства по часовой стрелке порошок поднимается вверх за счет вектора восходящего потока, создаваемого двойной спиралью. В этом случае подающее устройство может рассматриваться как винт, удерживаемый вертикально на его конце и ввинчиваемый в порошок. Двойная спираль обеспечивает чистку стенок канала и, кроме того, перемещает агломераты, находящиеся во внешней зоне, к центру накопителя порошка. При вращении подающего устройства его перекладины осуществляют равномерное дробление больших агломератов. При этом осуществляется аэрация слоя порошка, в результате улучшается однородность слоя.
Для дозирования порошка подающее устройство 160 предпочтительно вращается против часовой стрелки. Перекладины 172 и шевронные элементы 176, 178 разбивают слой порошка и прокладывают проход для порошка, который стекает вдоль вала 170. Двойная спираль 174 создает дополнительный вертикальный вектор сжатия для подачи порошка вниз и сквозь выпускное отверстие 158. В других вариантах для дозирования порошка подающее устройство 160 вращается по часовой стрелке.
Однако размеры агломератов в этом случае, как правило, увеличиваются, и повышается вероятность переполнения при дозировке порошка.
В вышеописанных вариантах перекладины и спиральные проволоки расположены по часовой стрелке, если смотреть сверху. Ясно, что в рамках объема настоящего изобретения расположение перекладин и проволок подающего устройства может быть изменено на обратное. То есть перекладины и спиральные проволоки могут быть расположены против часовой стрелки, если смотреть сверху. В такой конфигурации для дозирования порошка подающее устройство предпочтительно вращается по часовой стрелке.
Ниже рассматривается работа модуля 154 дозирования порошка в части операций сгребания и дозирования порошка для вариантов, представленных на фигурах 15А-15D. Подающее устройство 160 вращается против часовой стрелки (если смотреть сверху модуля 54 дозирования порошка) при выполнении сметания слоя порошка и заполнения пространства между спиральными лопастями. Двойная спираль 174 создает дополнительный вертикальный вектор сжатия для подачи порошка вниз и в выпускное отверстие 158. Одновременно спиральные лопасти 240, 242 создают вертикальные векторы сил, действующих на порошок, для его подъема из нижней части в верхний слой для аэрации.
Для дозирования порошка подающее устройство 160 предпочтительно вращается по часовой стрелке. При вращении подающего устройства по часовой стрелке порошок поднимается вверх за счет вектора восходящего потока, создаваемого двойной спиралью пространственной спиральной рамки. В этом случае верхняя часть подающего устройства может рассматриваться как винт, удерживаемый вертикально на его конце и ввинчиваемый в порошок. Двойная спираль обеспечивает чистку стенок канала и, кроме того, перемещает агломераты, находящиеся во внешней зоне, к центру накопителя дозатора. При вращении подающего устройства его перекладины осуществляют равномерное дробление больших агломератов. При этом осуществляется аэрация слоя порошка, в результате улучшается однородность слоя. Перекладины 172 и шевронные элементы 176, 178 разбивают слой порошка и прокладывают проход для порошка, который стекает вдоль вала 170.
В начале процесса заполнения картриджей порошок, находящийся в пространстве между спиральными лопастями, выталкивается через выпускное отверстие под действием вертикальных векторов сил, создаваемых спиральными лопастями. В процессе дозированного заполнения картриджей дополнительный порошок подается из верхней части опускающегоя слоя аэрированного порошка.
В вышеописанном варианте конструкции перекладины и спиральные проволоки расположены по часовой стрелке, если смотреть сверху. Ясно, что в рамках объема настоящего изобретения расположение перекладин и проволок подающего устройства может быть изменено на обратное. То есть перекладины и спиральные проволоки могут быть расположены против часовой стрелки, если смотреть сверху. В такой конфигурации подающее устройство для выполнения операции дозирования порошка предпочтительно вращается против часовой стрелки.
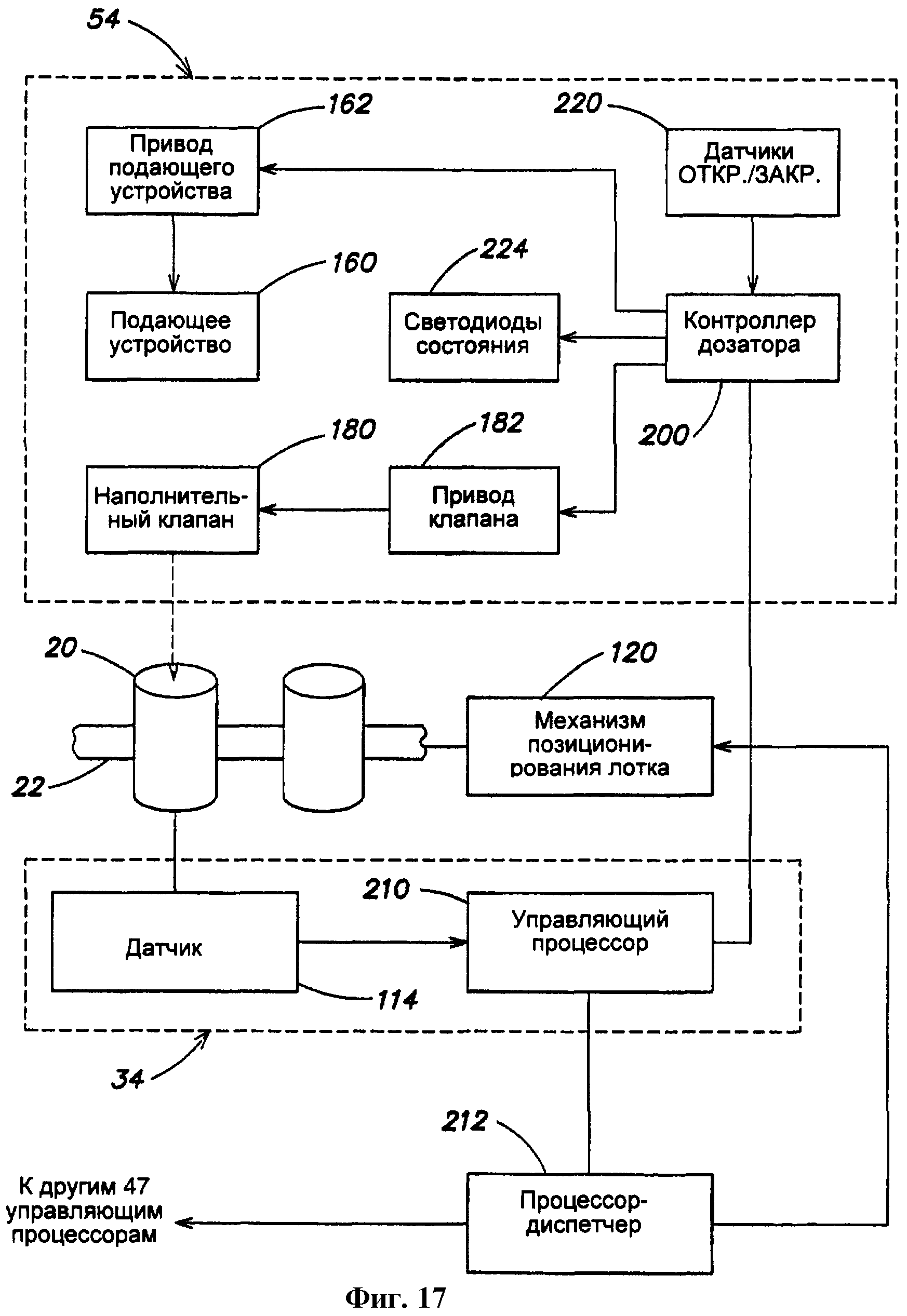
На фигуре 17 приведена блок-схема контроллера одного модуля 54 дозирования порошка и соответствующего датчика 114. Предпочтительно средства управления дозированием порошка обеспечивают стратегическое концентрирование резервных вычислительных мощностей на самом нижнем уровне. Модуль 54 дозирования порошка содержит контроллер 200 (см. фигуру 17) на печатной плате 184 (см. фигуру 11). Контроллер 200 может содержать три процессора. По одному процессору предназначено для приводов 162 и 182 подающего устройства и клапана, соответственно, и один процессор предназначен для контроля состояния светодиодов 224 и дополнительных входов аналоговых сигналов датчиков. Процессор управления 210 находится на системной плате модуля 34 датчиков, описанного ниже. В системе используется один процессор 210 управления для каждого модуля 54 дозирования порошка и соответствующего датчика 114. Процессор 210 управляет обменом информацией между модулем 34 датчиков и модулем 54 дозирования порошка, а также обменом информацией с внешними устройствами. При задании параметров заполнения картриджей и выдаче команды "НАЧАЛО" процессор 210 управления осуществляет считывание информации датчика и выдает команды в приводы модуля дозирования порошка на выполнение операции дозированного заполнения картриджей. Процессор 210 управления также осуществляет обмен информацией с процессором-диспетчером 212 по сетевому интерфейсу. Процессор-диспетчер 212 обеспечивает управление верхнего уровня всеми модулями дозирования порошка и датчиками.
Для каждого модуля 54 дозирования порошка и относящегося к нему датчика 114 в системе должен быть отдельный контроллер, схема которого представлена на фигуре 17 (за исключением контроллера-диспетчера). Для вышеприведенного примера конфигурации из 6х8 модулей дозирования порошка система содержит 48 контроллеров. Такое устройство системы управления обеспечивает индивидуальное управление и контроль процесса заполнения порошком каждого картриджа.
В одном из вариантов осуществления изобретения модуль 54 дозирования порошка настраивается и управляется для точного дозирования 10,0 мг порошка в течение 10 секунд. Средняя интенсивность подачи порошка равна 1,0 мг/сек и точность подачи - порядка ±0,3 мг или 3%. Схема управления вырабатывает по меньшей мере 20 команд в секунду для заполнения картриджей при указанной интенсивности подачи порошка. В других вариантах осуществления изобретения схема управления вырабатывает больше или меньше 20 команд в секунду для достижения требуемой точности. Форма и размеры подающего устройства обеспечивают достаточную равномерность потока для достижения заданных характеристик. Подающее устройство разбивает комки порошка на агломераты частиц, имеющие малые размеры. Механическая подача взвеси агломератов обеспечивает такие характеристики потока, которые обеспечивают остановку подачи порошка, когда подающее устройство останавливается, с минимальной подачей порошка после останова, которая могла бы вызвать переполнение картриджа.
Схема управления может обеспечить следующие функции и возможности управления:
1. Скорость вращения подающего устройства может варьироваться в диапазоне 0,1-50 оборотов в секунду, причем может устанавливаться одна из 50 скоростей вращения.
2. В процессе заполнения картриджей к вращению подающего устройства могут подмешиваться колебания. В этом режиме подающее устройство поочередно вращается по часовой стрелке, затем против часовой стрелки, например, по схеме "два шага вперед-один шаг назад", которая определяется программируемым коэффициентом колебаний. Функция "малый вес" задействует режим колебаний, когда фактический вес загруженного порошка меньше заданной величины. Функция "большой вес" задействует режим колебаний, когда фактический вес загруженного порошка больше заданной величины. Функция "промежуточный вес" задействует режим колебаний, когда фактический вес загруженного порошка находится между двумя заданными величинами. Показатель колебаний - это заданная скорость вращения в режиме колебаний. Вес режима колебаний - это заданный вес, для которого включается или выключается режим колебаний, и может быть задано минимальное время режима колебаний при заданном весе режима колебаний. В некоторых применениях режим колебаний не используется.
3. Схема управления может открывать и закрывать наполнительный клапан дозирования порошка.
4. Схема управления может осуществлять тарирование датчика, начинать и заканчивать цикл дозирования порошка.
5. Схема управления может сгребать порошок в дозаторе с последовательностью, определяемой временем сгребания, временем режима колебаний и скоростью.
6. Функция нового цикла загрузки обычно начинает выполнение цикла сгребания/колебаний после загрузки в модуль дозирования свежего порошка. Задаются времена сгребания и режима колебаний и скорость.
7. К дополнительным функциям относятся: автоматическое открытие и закрытие наполнительного клапана во время цикла наполнения картриджей, автоматическое сгребание порошка каждый раз, когда закрывается клапан, и автоматическое включение режима колебаний после сгребания каждый раз, когда закрывается клапан.
8. Функция "шаги после останова" задает число шагов вращения подающего устройства в обратном направлении после достижения заданного веса. В этом случае обеспечивается отток порошка для предотвращения переполнения, и задаваемое число шагов зависит от структуры частиц порошка и условий влажности воздуха.
9. Функция управления скоростью задает вращение подающего устройства на полной скорости до достижения заданного веса загружаемого порошка. В этот момент включается пропорциональное управление, обеспечивающее уменьшение скорости вращения подающего устройства пропорционально разнице между заданным и фактическим весом. Такое решение позволяет уменьшить общее время заполнения картриджей. Для номинального веса дозы, равного 10 мг, и при допуске порядка ±3% вес между 10,3 и 9,7 мг будет допустимым. Поскольку картриджи, заполненные слишком большим количеством порошка, отбраковываются, то заполнение останавливается как можно быстрее после достижения минимального веса, для того чтобы не допустить передозировки. Например, величина минимального веса устанавливается равной 9,75 мг, что немного превышает нижний предел 9,7 мг. Это необходимо делать, поскольку, когда порошок падает в картридж, то окружные усилия, такие как сила инерции, аэродинамические и статические силы, и поток магнитного поля могут вызывать разовые отсчеты измерений, которые слегка превышают действительный вес порошка. Отсчеты сходятся к действительному весу в течение короткого промежутка времени, порядка десятых долей секунды. Задание минимального веса, превышающего действительное нижнее значение на 0,05 мг, снижает вероятность получения слишком малой дозы.
10. К параметрам, связанным с циклом заполнения картриджей, относятся пропорциональное регулирование в контуре системы привода подачи порошка, интегральное регулирование в контуре системы привода подачи порошка, которое включается, например, когда действительный вес будет на 1,0 мг меньше заданного веса, и максимальная скорость вращения подающего устройства, допустимая в цикле заполнения картриджей. Скорость подающего устройства может регулироваться заданием показателя скорости в диапазоне 0-50. Характеристика скорости подающего устройства в оборотах в минуту, определяемая заданным показателем скорости, примерно линейна для малых значений показателя и затем резко увеличивается до максимальной скорости. Такая характеристика обеспечивает более точное управление на малых скоростях по сравнению с повышенными скоростями и дает возможность вращать подающее устройство гораздо быстрее в первой, большей (порядка 70%) части цикла дозирования для быстрого заполнения картриджей до уровня порядка 90% заданного веса дозы. Обычно максимальная скорость подающего устройства составляет примерно 5 оборотов в секунду. При более высоких скоростях имеется опасность такого уплотнения порошка, при котором дозатор необходимо будет снимать для чистки, чтобы восстановить прежние характеристики истечения порошка.
Коэффициент режима колебаний задает вращение подающего устройства вперед-назад, если режим колебаний включен. В рассматриваемом варианте осуществления изобретения отношение вращения вперед-назад равно двум. То есть подающее устройство поворачивается на 2n шагов вперед и на n шагов назад, в соответствии с заданным коэффициентом режима колебаний. Таким образом, например, для показателя режима колебаний, равного 500, осуществляется поворот на 1000 шагов вперед и на 500 шагов назад, в то время как показатель, равный 1, означает поворот на 2 шага вперед и на 1 шаг назад. В других вариантах осуществления изобретения величина отношения поворота вперед и назад может отличаться от двух и/или может быть программируемой.
11. Функция управления сервоприводом в зависимости от времени дозирования регулирует максимальный показатель скорости подающего устройства пропорционально времени его работы на полной скорости в предыдущем цикле дозирования. Время работы на полной скорости является хорошей характеристикой того, насколько свободно течет порошок. Если действительное время работы на полной скорости больше установленного значения, то схема управления увеличивает максимальный показатель скорости подающего устройства для ускорения заполнения картриджей. И, наоборот, если действительное время на полной скорости меньше установленного значения, то схема управления уменьшает максимальный показатель скорости подающего устройства для поддержания постоянного времени процесса. Хотя желательно осуществлять процесс заполнения картриджей как можно быстрее, однако при этом возникает опасность спрессовывания порошка, что приводит к забиванию модулей дозирования или к переполнению картриджей.
Параметры модуля 54 дозирования порошка взаимосвязаны следующим образом. Степень перерегулирования увеличивается, когда в картриджи подаются агломераты частиц меньших размеров. Увеличение скорости вращения подающего устройства повышает интенсивность подачи порошка, однако при этом порошок спрессовывается в агломераты больших размеров. Большие размеры агломератов способствуют увеличению интенсивности подачи порошка, однако при этом увеличивается вероятность подачи избыточного порошка в последние секунды цикла заполнения картриджей. Большой резервуар с порошком экономит время загрузки модулей дозирования, однако при этом происходит спрессовывание частиц порошка в агломераты больших размеров, и поэтому необходимо усиливать кондиционирование порошка перед его подачей в картриджи. Режим колебаний обеспечивает измельчение больших агломератов, что способствует более точному дозированию, однако при этом снижается интенсивность подачи порошка. Кондиционирование порошка перед началом цикла дозирования уменьшает разброс загруженных доз порошка, однако при этом увеличивается общее время заполнения картриджей.
Вариант цикла заполнения картриджей описан ниже со ссылками на фигуры 18 и 19. Вариант цикла описывается на примере заполнения картриджа дозой 10 мг микрочастиц Technosphere в течение 10 секунд. Ясно, что могут использоваться различные параметры для различных весов дозы порошка, различных структур частиц порошка, различных времен заполнения картриджей и различных условий окружающей среды. Цикл заполнения картриджей может осуществляться с помощью управляющего процессора 210 и контроллера 200.
Управляющие процессоры вместе с компьютером-диспетчером учитывают все эти параметры управления в отношении текущих значений весов порошка в картриджах, которые считываются 20 раз в секунду по мере того, как осуществляется заполнение картриджей. Эта информация, сравниваемая с идеальными циклами заполнения картриджей, обеспечивает обратную связь для поддержания улучшенной когезионной способности порошка, текучести, постоянства характеристик, эффективности лекарственного средства и общего управления качеством. Ясно, что в рамках объема изобретения значения весов порошка в картриджах могут считываться чаще или реже, чем 20 раз в секунду.
Параметры управления для работы модуля дозирования могут быть заданы на стадии 250 (см. фигуру 18). Например, режим колебаний может быть первоначально установлен в состояние "Выкл.". Параметры управления клапаном могут быть установлены таким образом, чтобы сгребание порошка осуществлялось в течение двух секунд после новой загрузки порошка, показатель скорости задается равным 44, автоматическое открытие устанавливается в состояние "Вкл.", и для автоматического сгребания после закрытия устанавливается значение две секунды. Параметры заполнения картриджей могут включать задание веса 8,8 мг, с которого начинается пропорциональное регулирование, вес дозы порошка может быть задан равным 10,0 мг, для пропорционального регулирования может быть задано значение 1,0, для интегрального регулирования может быть задано значение 0,03, и для показателя максимальной скорости подающего устройства может быть задано значение 41 (два оборота в секунду). Показатель режима колебаний может быть задан равным 50, и время работы сервопривода заполнения может быть установлено равным 10,0 секунд. Может быть задействован биполярный ионизатор для нейтрализации заряда модуля дозирования порошка и картриджа.
На стадии 254 накопитель 156 заполняется порошком с помощью системы 32 транспортировки порошка. Порошок подается в блок 50 модулей с помощью аэратора 72 порошка. Порошок подается через каналы в блоке 50 модулей к каждому из модулей 54 дозирования порошка. Когда через блок 50 подается избыточное количество порошка, и это обстоятельство определяется датчиком уровня наполнения во впускном коллекторе 84, загрузка модулей 54 дозатора заканчивается, и система транспортировки порошка выключается. Накопитель 156 может быть очищен в цикле заполнения накопителя для устранения больших пустот и неоднородностей в слое порошка.
Модуль 74 бункера заполняется вручную оператором или системой автоматической загрузки. Механизм, улучшающий текучесть порошка, вращается для дробления вновь загруженного спрессованного порошка. Вращающиеся агломерационные ролики обеспечивают подачу порошка, содержащего агломераты больших размеров, в выпускной клапан аэратора 72. Сигнализация заполнения выпускного клапана для останова агломерационных роликов обеспечивается датчиком уровня выпускного клапана. Узел 70 вентилятора вращается со скоростью порядка 3500 об/мин для обеспечения циркуляции газа в системе. Пневматическая щетка вращается для подготовки к подаче порошка выпускным клапаном. Значение параметра перепускного клапана устанавливается на уровне 50% для улучшения транспортировки порошка и потока воздуха.
Выпускной клапан поворачивается ступенчато шагами по 107 сек для постепенного сброса порошка в камеры пневматической щетки. После того как порошок попадает в камеры пневматической щетки, мелкие агломераты транспортируются к наклонным трубкам и далее в камеру дозирования. Бóльшая часть процесса заполнения картриджей выполняется в последние положения модулей дозирования. После завершения цикла выпускного клапана трехходовой клапан поворачивается в положение перепускания 0% шагами по 10°/сек для постепенного перехода к максимальному давлению пневматической щетки. При этом в камеру дозирования транспортируется порошок, за исключением наиболее тяжелых агломератов, и происходит заполнение средних рядов модулей дозирования. Наконец, скорость работы узла 70 вентилятора увеличивается до 8000 об/мин для транспортировки остающегося порошка из камеры пневматической щетки в первые ряды модулей дозирования порошка.
При продолжении этих циклов заполнения накопители модулей дозирования полностью заполняются. Узел 70 вентилятора вместе с перепускным клапаном выравнивает высоты слоев порошка во всех модулях дозирования путем сдувания порошка с возвышений, прокачиванием тонкого порошка через систему и осаждением порошка в зонах низкого давления слоя порошка между возвышениями.
На стадии 258 картридж устанавливается под выпускным отверстием 158 на датчик веса. Как указывалось выше, лоток с картриджами устанавливается между блоком модулей 54 дозирования порошка и модулем 34 датчиков. На стадии 260 картридж заполняется заданной дозой порошка. Цикл заполнения картриджа описывается ниже со ссылками на фигуру 19. На стадии 262 наполнительный клапан закрывается, и подающее устройство останавливается.
На стадии 264 определяется необходимость следующей загрузки порошка в накопитель модуля дозирования. Если в накопитель модуля дозирования должен быть снова загружен порошок, процесс снова выполняется, начиная со стадии 254. Если же загрузки порошка не требуется, то процесс выполняется, начиная со стадии 256. В рассматриваемом примере накопитель модуля дозирования может повторно загружаться после четырехкратной расфасовки доз по 10,0 мг. Ясно, что повторная загрузка порошка в накопитель модуля дозирования может быть начата после количества циклов заполнения картриджей, которое отличается от четырех, в частности в зависимости от объема накопителя и от количества порошка, расфасовываемого в каждого цикле. Повторная загрузка порошка в накопитель модуля дозирования осуществляется на стадии 254. Если в повторной загрузке нет необходимости, то процесс осуществляется на стадии 256 для цикла заполнения следующего картриджа. В настоящем примере накопитель модуля дозирования содержит количество порошка, которое достаточно для загрузки двадцати доз по 10,0 мг. В некоторых вариантах осуществления изобретения процесс заполнения картриджей зависит от высоты порошка в накопителе дозирования, для того чтобы обеспечивать впереди зону сухого текучего порошка и способствовать истечению порошка под действием силы тяжести. Без создания необходимой передней зоны порошка время заполнения картриджей увеличивается и может выходить за предел, установленный для времени заполнения. Для определения необходимости повторной загрузки накопителя 156 модуля дозирования могут использоваться и другие технические средства. Например, если в цикле заполнения картриджа было израсходовано мало порошка или он вообще не был израсходован, то можно предположить, что требуется следующая загрузка порошка в накопитель 156 модуля дозирования.
Вариант схемы алгоритма цикла заполнения картриджа приведен на фигуре 19. В качестве начальной операции на стадии 280 выполняется тарирование датчика. В результате операции тарирования из отсчетов датчика вычитается вес пустого картриджа, так что датчик вырабатывает нулевой сигнал (или близкий к нулевому) в начале цикла заполнения картриджа. Схема управления делает паузу на 0,5 сек, пока датчик не закончит цикл тарирования, и переходит к операции заполнения картриджей, если отсчет датчика не превышает 0,02 мг. В противном случае цикл тарирования повторяется.
На стадии 282 открывается наполнительный клапан 180. Как указано ниже, отверстие наполнительного клапана может быть немного смещено по отношению к выпускному отверстию 158 для обеспечения согласованной работы устройства.
На стадии 284 подающее устройство вращается при выполнении операции наполнения картриджей против часовой стрелки. Как правило, фактически операция наполнения картриджей начинается примерно через две секунды, через время, которое необходимо для повторного начала истечения порошка после операции сгребания. Сначала подающее устройство вращается на полной скорости, заданной при установке параметров модуля дозирования. Вес порошка, поступающего в картридж в процессе его заполнения, контролируется.
На стадии 286 определяется, превышает ли текущее измеренное значение веса заданное значение веса, при котором начинается пропорциональное управление. В примере для дозы 10 мг заданное значение может быть равно 8,8 мг. Если измеренный вес не превышает заданного значения, осуществляется возврат на стадию 284, и подающее устройство продолжает вращаться на полной скорости. Если измеренный вес превышает заданное значение, то используется управление сервоприводом подающего устройства на стадии 288. Начальная ошибка определяется как заданный вес минус выбранный вес, при котором начинается управление сервоприводом. В рассматриваемом примере начальная ошибка равна 10,0-8,8=1,2 мг. Скорость подающего устройства регулируется в соответствии с уравнением:
Показатель новой скорости подающего устройства = ((текущая ошибка/начальная ошибка) * пропорциональное усиление * макс.показатель)+(интегральное усиление * прошедшее время)).
В этом варианте осуществления изобретения схема управления устанавливает скорость подающего устройства на основании текущей ошибки, определяемой 20 раз в секунду. Текущая ошибка определяется как заданный вес минус текущее измеренное значение веса. Для текущей ошибки, равной 0,6 мг, что составляет половину начальной ошибки в вышеприведенном примере, скорость подающего устройства уменьшается от максимального показателя 41 до показателя 20. Поскольку зависимость показателя скорости не линейна, то действительная скорость подающего устройства будет меньше половины начальной скорости. Как отмечалось выше, зависимость показатель-скорость линейна возле нуля, где необходимо максимальное регулирование. Величина пропорционального усиления обеспечивает изменение скорости в зависимости от изменяющейся ошибки. Отсчет прошедшего времени устанавливается в положение "Вкл.", когда текущее значение измеренного веса превышает заданный вес минус 1,0 мг. В соответствии с уравнением пропорциональной ошибки скорость подающего устройства уменьшается на основе фиксированного отношения действительного веса к заданному. На малых скоростях могут возникать ситуации, когда при приближении к заданному весу скорость подающего устройства будет недостаточна для обеспечения потока порошка. Если ничего не предпринимать, то цикл наполнения картриджей может выйти за пределы контрольного временного интервала, и цикл будет закончен, когда действительный вес не достигнет еще заданного веса. Коэффициент интегрального усиления увеличивает скорость путем накопления прошедшего времени и умножением прошедшего времени на коэффициент интегрального усиления. Этот коэффициент увеличивает новую скорость подающего устройства, в результате оно вращается быстрее для преодоления задержки наполнения картриджей.
Текущее измеренное значение веса сравнивается с минимальным весом на стадии 290 (см. фигуру 19). Если текущая измеренная величина веса меньше минимального веса, на стадии 288 продолжается автоматическое регулирование скорости подающего устройства. Если текущая измеренная величина веса равна или превышает минимальный вес, то на стадии 292 текущий вес сравнивается с максимальным весом. Если текущая измеренная величина веса превышает максимальный вес, то на стадии 294 картридж определяется как переполненный. Если текущая измеренная величина веса меньше максимального веса, цикл наполнения картриджа заканчивается, и процесс возвращается на стадию 262 (см. фигуру 18).
На стадии 262 схема управления может откорректировать закон регулирования. Если время заполнения картриджа превысило 11 секунд, то схема управления может увеличить показатель максимальной скорости на единицу. Если время заполнения картриджа было меньше 9 секунд, то схема управления может уменьшить показатель максимальной скорости на единицу. Такое управление направлено на поддержание постоянного времени наполнения, равного 10 секундам.
Предпочтительно элемент 190 клапана размещается так, чтобы отверстие 191 клапана было смещено относительно нижнего конца суживающегося канала 154, когда наполнительный клапан 180 находится в открытом состоянии. Более конкретно элемент 190 клапана смещен таким образом, чтобы отверстие 191 клапана располагалось позади суживающегося канала 154. То есть отверстие 191 клапана смещено в направлении закрытого положения клапана. Кроме того, элемент 190 клапана поворачивается в одном направлении при открытии и закрытии клапана для компенсации гистерезиса приводного механизма. Таким образом, элемент 190 клапана может поворачиваться по часовой стрелке для открытия клапана и может поворачиваться дальше по часовой стрелке для закрытия клапана. Такая работа механизма уменьшает вероятность неравномерного заполнения или переполнения, которые могут происходить в результате неконтролируемого смещения между элементом 190 клапана и суживающимся каналом 154 в открытом положении.
Любое смещение отверстия 191 клапана относительно суживающегося канала 154 в открытом положении создает небольшую полку в верхней части элемента 190 клапана, на которой может накапливаться порошок. Если отверстие 191 клапана располагается спереди суживающегося канала 154, то любое количество порошка на полке будет сбрасываться, когда клапан закрывается, в результате создается возможность загрузки излишнего порошка в картридж. Когда отверстие 191 клапана располагается позади суживающегося канала 154, клапан закрывается без сброса порошка с полки. Порошок сбрасывается, когда клапан открывается для следующего картриджа, и вес сброшенного порошка измеряется датчиком.
Модуль 54 дозирования порошка и его работа описаны в отношении вариантов осуществления изобретения для дозировки микрочастиц Technosphere в течение заданного промежутка времени. Ясно, что в рамках объема настоящего изобретения могут использоваться и другие конструкции модуля дозирования и алгоритмы их работы. Например, могут использоваться другие конструкции подающего устройства, в частности с другими формами перекладин, другими конфигурациями проволок, причем в некоторых вариантах проволоки вообще могут не использоваться. Может использоваться другое количество проволок спиралей и шевронов. Могут использоваться другие выгружающие элементы. В подающем устройстве может использоваться другой механизм подачи для дозирования порошка, такой как, например, винтовой механизм. Для управления процессом дозирования порошка может использоваться любой подходящий механизм наполнительного клапана. Причем может использоваться любая схема работы, которая обеспечивает достижение необходимых рабочих параметров. Например, может использоваться любое подходящее движение подающего устройства, такое как вращение, качательное движение или вибрации. Скорость движения подающего устройства может быть постоянной, переменной или представлять собой сочетание постоянной и переменной составляющих. Может использоваться режим колебаний, пропорциональное регулирование, интегральное регулирование или другие способы управления как по отдельности, так и в необходимых сочетаниях. Модуль датчиков может быть настроен таким образом, чтобы обеспечивать измеряемые величины с любой частотой в пределах возможностей модуля датчиков. В общем случае модуль 54 дозирования порошка может иметь компактную конструкцию, так чтобы ряд модулей можно было установить в виде упорядоченного массива, и может быть настроен таким образом, чтобы он обеспечивал дозирование необходимого количества порошка за определенный промежуток времени в соответствии с режимом, задаваемым схемой управления, которая получает значения измеряемых величин из модуля датчиков, таких как датчики веса в вышеописанном варианте осуществления изобретения.
Как показано на фигурах 20 и 21, модуль 34 датчиков может содержать узлы 110 датчиков, установленные в корпусе 100 датчиков. В рассматриваемом варианте осуществления изобретения каждый узел 110 датчиков содержит два датчика 114. Узлы 110 датчиков смонтированы в корпусе 100 датчиков таким образом, чтобы датчики 114 обеспечивали взвешивание картриджей 20, установленных на лотке 22. В одном из вариантов осуществления изобретения датчики 114 установлены по схеме 6х8 с шагом один дюйм. В этом варианте используются 24 узла 110 датчиков, каждый из которых содержит по два датчика 114, то есть в общей сложности получается 48 датчиков.
Узлы 110 датчиков имеют вертикальную конструкцию, в которой объединены два датчика. Компоненты механизма измерения веса расположены в верхней части узла, под ними находятся электронные схемы, и в нижней части узла 110 датчиков находится электрический соединитель 300.
Корпус 100 датчиков содержит пластину 310 позиционирования датчиков, кожух 312 датчиков, лоток 314 для датчиков и узел 316 направляющих штифтов. На пластине 310 позиционирования датчиков имеется сетка отверстий, которые соответствуют положениям картриджей 20 на лотке 22 для картриджей, так чтобы датчики 114 могли быть точно установлены относительно картриджей 20. Узел 316 направляющих штифтов обеспечивает точную установку пластины 310 позиционирования на узлах 110 датчиков без риска повреждения датчиков 114 или их чувствительных измерительных головок 112. Лоток 314 для датчиков может содержать ряд разделителей для позиционирования узлов 110 датчиков в модуле 34 датчиков.
Кроме того, модуль 34 датчиков содержит платы 330 объединения датчиков, на которых установлены соединители 332 для взаимодействия с электрическими соединителями 300 узлов 110 датчиков. В варианте конструкции, представленной на фигурах 20 и 21, модуль 34 датчиков содержит две объединительные платы 330, каждая из которых содержит 12 соединителей 332, для подключения в общей сложности 24 узлов 110 датчиков. Каждая плата 330 объединения датчиков может содержать схемы управления для обработки сигналов, поступающих из узлов 110 датчиков, и для обмена информацией с модулями 54 дозирования порошка в процессе заполнения картриджей.
Модуль 34 датчиков может быть снабжен устройством для охлаждения узлов 110 датчиков, которое содержит решетку 340 охлаждения датчиков, кожух 342 охлаждения и блоки 344 и 346 коллекторов. Охлаждающий воздух может быть направлен через блоки 344 коллекторов охлаждения, так что будет обеспечиваться принудительное воздушное охлаждение нижней части модуля 34 датчиков, которая содержит электрические компоненты. В варианте конструкции, представленном на фигурах 20 и 21, блоки 344 коллекторов охлаждения прикреплены к лотку 314 датчиков, а блоки 346 коллекторов охлаждения прикреплены к кожуху 342 охлаждения. При таком устройстве охлаждающий воздух поступает в модуль 34 датчиков через блоки 344 коллекторов охлаждения, проходит через лоток 314 для датчиков, затем поступает вниз в кожух 342 охлаждения и выходит через блоки 346 коллекторов охлаждения. В другом варианте конструкции системы охлаждения блоки 346 коллекторов охлаждения прикреплены к лотку 314 датчиков, так чтобы охлаждающий воздух направлялся через лоток 314. Неиспользуемые отверстия в лотке 314 для датчиков могут быть закрыты заглушками 348. Каждый из блоков 344 и 346 коллекторов охлаждения может содержать внутренние проходы, которые обеспечивают равномерный поток воздуха, проходящий через модуль датчиков. Кроме того, блоки 344 и 346 коллекторов охлаждения могут быть снабжены датчиками температуры для контроля температуры модуля датчиков.
Первый вариант конструкции измерительной головки датчика веса, которая размещается между датчиком веса и картриджем 20, представлен на фигуре 22. Измерительная головка 112 содержит основной корпус 360, состоящий из стойки 362, которая входит в датчик, головки 364 и чашки 366, в которой могут собираться пыль и сыплющиеся частицы порошка. Кроме того, измерительная головка 112 содержит юбку-пыльник 370, которая отводит пыль и частицы порошка от датчика, и штырьки 372, которые взаимодействуют с картриджем 20 и поддерживают его. Три штырька 372 распределены по окружности с шагом 120 градусов и могут эластично деформироваться и затем возвращаться в свои прежние положения. Кроме того, штырьки могут сгибаться при перегрузке для защиты датчика. В варианте конструкции, приведенном на фигуре 22, штырьки съемные и могут заменяться в соответствии с различными конструкциями лотков для картриджей. Малая площадь поперечного сечения штырьков снижает аэродинамическое действие потоков нагретого воздуха, которые могут вносить погрешности при точном (до мкг) измерении веса.
Второй вариант конструкции измерительной головки датчика веса, которая размещается между датчиком веса и картриджем 20, представлен на фигуре 23. Измерительная головка 112а содержит основной корпус 380, состоящий из стойки 382, головки 384 и чашки 386. Чашка 386 служит для сбора пыли и сыплющихся частиц порошка. Юбка-пыльник 390 отводит пыль и частицы порошка от датчика. В варианте конструкции, показанной на фигуре 23, измерительная головка 112а снабжена штырьками 392, которые сформированы как единое целое с головкой 384. Каждый из штырьков 392 усилен радиальными уголками. Такое устройство придает жесткость вертикальным свободнонесущим штырькам. При этом также уменьшаются вибрация и смещения кончиков штырьков, то есть подавляется эффект камертона.
Первый вариант конструкции аэратора 72 порошка представлен на фигурах 24-27 и 28А-28С. Второй вариант конструкции аэратора 72 порошка представлен на фигурах 29-32. Аэратор 72 порошка содержит блок 500 коллектора, в котором имеется впускное отверстие 78 для газа, а также впускное отверстие 80 и выпускные каналы 82 для порошка. Как указывалось выше, к впускному отверстию 78 для газа через трубку 76 подсоединяется узел 70 вентилятора, на впускном отверстии 80 для порошка устанавливается модуль 74 бункера для порошка, и выпускные каналы 82 для порошка соединяются с соответствующими каналами блока 50 модулей. Аэратор порошка 72 может содержать пневматическую щетку 510 для подачи порошка по наклонным каналам 512 в выпускные каналы 82 и выпускной клапан 520 для подачи порошка от впускного отверстия 80 к пневматической щетке 510. В варианте конструкции, представленном на фигурах 24-27 и 28А-28С, четыре наклонных канала 512 в блоке 500 коллектора соединяют пневматическую щетку 510 с выпускными каналами 82 для порошка. Кроме того, аэратор 72 порошка содержит трехходовой клапан 524, который направляет транспортировочный газ, поступивший через впускное отверстие 78, в нужной пропорции к пневматической щетке 510 и к перепускному коллектору 526. Транспортировочный газ, проходящий через перепускной коллектор 526, направляется через выпускные каналы 82 для порошка в блок 50 модулей, так чтобы порошок транспортировался к модулям 54 дозирования порошка, установленным в каждом канале блока 50 модулей.
Пневматическая щетка 510 состоит из полой трубки 530 аэратора, имеющей в целом цилиндрическую форму и снабженной выпускными отверстиями 532. Трубка 530 аэратора размещается в канале блока 500 коллектора. Выпускные отверстия 532 могут быть сформированы по спирали на трубке 530 аэратора и направлены тангенциально относительно ее цилиндрической поверхности. Разделители 534 разнесены по длине трубки аэратора 530 и формируют кольцевые камеры 542, соответствующие наклонным каналам 512. Кроме того, пневматическая щетка 510 содержит лопасти 590, прикрепленные к разделителям 534 и разнесенные по окружности кольцевых камер 542. Выпускные отверстия 532 и лопасти 590 обеспечивают эффективную транспортировку взвеси порошка в блок 50 модулей. На одном конце трубки 530 аэратора прикреплено устройство 536 направления потока с лопатками, которые способствуют дроблению комочков порошка и направлению транспортировочного газа из трехходового клапана 524 во внутреннее пространство трубки 530 аэратора. Центральный элемент 538 аэратора имеет такую форму внешней поверхности, которая способствует выравниванию потока транспортировочного газа через выпускные отверстия 532. Двигатель 540 обеспечивает вращение трубки 530 аэратора и устройства 536 направления потока внутри блока 500 коллектора. Скорость вращения двигателя 540 может быть переменной, причем он вращает пневматическую щетку 510 со сравнительно высокой скоростью, например 3500 об/мин, для транспортировки взвеси порошка.
Клапан 520 выгрузки содержит цилиндрический центральный элемент 550, в котором имеются диаметрально противолежащие углубления 552. Центральный элемент 550 устанавливается в канале блока 500 коллектора над пневматической щеткой 510 и соединен с двигателем 554, обеспечивающим его вращение вокруг центральной оси. Центральный элемент 550 устанавливается двигателем 554 таким образом, чтобы одно из углублений 552 было обращено вверх, в сторону впускного отверстия 80 для порошка. Порошок подается из модуля 74 бункера через впускное отверстие 80 так, чтобы он заполнял полностью или частично углубление 552. Затем центральный элемент 550 поворачивается на 180°, в результате порошок выгружается в кольцевые камеры 542, окружающие трубку 530 аэратора. Максимальное количество порошка, подаваемое при однократном действии выпускного клапана 520, определяется объемом углубления 552.
Трехходовой клапан 524 содержит элемент 560 клапана, установленный в канале блока 500 коллектора, и привод 562 клапана, обеспечивающий вращение элемента 560 клапана вокруг его центральной оси. Элемент 560 клапана имеет форму полого цилиндра с впускным отверстием 564 и выпускными отверстиями 566 и 568, размещенными в заданных положениях по окружности цилиндра. Отверстия 564, 566 и 568 могут быть снабжены лопатками для блокирования и дробления комочков порошка. Путем соответствующей регулировки элемента 560 клапана транспортировочный газ, поступающий через впускное отверстие 78 для газа, может быть направлен в необходимых пропорциях через пневматическую щетку 510 и перепускной коллектор 526. В одном из вариантов осуществления изобретения осуществляется управление трехходовым клапаном 524 в процессе подачи порошка в блок 50 модулей. В другом варианте осуществления изобретения трехходовой клапан 524 находится в фиксированном положении в процессе подачи порошка в блок 50 модулей.
Аэратор 72 порошка может дополнительно содержать устройства 570 выпрямления потока и профильный элемент 572, которые способствуют получению однородного потока транспортировочного газа через каждый из выпускных каналов 82 для порошка. Каждый выпускной канал 82 может быть выполнен в форме полости выгрузки порошка, которая соответствует входной части каналов 60а-60h. Перепускной коллектор 526 подает транспортировочный газ в верхнюю часть каждой из полостей выгрузки, и по каждому из наклонных каналов 512 аэрированный порошок подается вверх в поток транспортировочного газа в полости выгрузки, как это лучше всего показано на фигуре 28А.
Аэратор 72 порошка является интерфейсом между модулем 74 бункера для порошка, блоком 50 модулей и узлом 70 вентилятора. В аэратор 72 порошка поступает свежий порошок из модуля 74 бункера, а также рециркулируемый порошок из узла 70 вентилятора. Свежий порошок подается через выпускной клапан 520, и рециркулируемый порошок подается через впускное отверстие 78 для порошка и распределяется трехходовым клапаном 524 между пневматической щеткой 510 и перепускным коллектором 526 в соответствии с положением трехходового клапана 524.
Второй вариант конструкции аэратора 72 порошка, представленный на фигурах 29-32, аналогичен варианту аэратора порошка, представленному на фигурах 24-27, за исключением нижеуказанных отличий. Как лучше всего можно видеть на фигурах 31 и 32, пневматическая щетка 510 содержит аналогичные разделители 534а, которые разнесены по длине трубки 530 аэратора и формируют кольцевые камеры, соответствующие наклонным каналам в блоке 500 коллектора. Пневматическая щетка 510 во втором варианте конструкции аэратора 72 порошка не содержит лопастей, разнесенных по окружности кольцевых камер. Кроме того, аэратор порошка, конструкция которого показана на фигурах 29-32, снабжен двигателем 540а, который вращает пневматическую щетку 510 со сравнительно невысокой скоростью, в диапазоне 1-10 об/мин, для транспортировки взвеси порошка.
В состав частей аэратора 72 порошка входят пневматическая щетка 510, выпускной клапан 520 выгрузки и трехходовой клапан 524. Кроме того, используются перепускной коллектор 526, элемент 572 потока и устройства 570 выпрямления потока для выравнивания потока газа внутри каждого канала блока 50 модулей. Пневматическая щетка 510, трехходовой клапан 524 и выпускной клапан 520 приводятся двигателями и управляются компьютером системы управления.
Трехходовой клапан 524 подает поступающий транспортировочный газ по двум направлениям: в перепускной коллектор 526 и в пневматическую щетку 510. Поворотный цилиндрический клапан имеет продольные вырезы для направления потока при поддержании относительно постоянных гидравлических потерь, что способствует устойчивой подаче порошка.
В состав пневматической щетки 510 входят несколько элементов. Лопатки на устройстве 536 направления потока, формирующие впускной канал, эффективно, с малыми потерями изменяют направление поступающего транспортировочного газа. создавая систему дробления, которая блокирует и разрушает отдельные агломераты, до того как они могут засорять находящиеся дальше по потоку выпускные отверстия 532. Выпускные тангенциальные отверстия 532 для газа, предпочтительно имеющие форму двойной спирали, располагаются по длине трубки 530 аэратора. Пневматическая щетка 510 разделена на четыре кольцевых камеры 542. Порошок лекарственного средства, который подается из выпускного клапана 520, аэрируется в кольцевых камерах 542. Выпускные тангенциальные отверстия 532 обеспечивают эффективную аэрацию и сметание порошка лекарственного средства со стенок камеры. Трехходовой клапан 524 обеспечивает два потока транспортировочного газа, которые изменяются в обратной зависимости, а именно: если один поток увеличивается, то другой уменьшается. Такое управление обеспечивает взбивание порошка внутри кольцевых камер 542 для формирования естественных агломератов средних размеров. Затем поток транспортировочного газа можно постепенно увеличивать для транспортировки взвеси порошка в наклонные каналы 512 и в каналы блока 50 модулей, и порошок заполняет каналы блока модулей в процессе контролируемого оседания частиц. При таком процессе транспортировки выгодно используется естественная склонность некоторых порошков к образованию агломератов, поскольку в таком состоянии порошка может осуществляться его эффективная транспортировка с помощью потока газа.
Наклонные каналы 512 пересекают полости выгрузки каждого выпускного канала 82. В этой зоне пересечения горизонтальный поток транспортировочного газа отражает поднимающуюся взвесь порошка и направляет ее в каналы блока 50 модулей. Такой процесс создает условия для контролируемого процесса осаждения частиц.
В аэратор 72 порошка поступает известное количество порошка из модуля 74 бункера. Порошок собирается в выпускном клапане 520. Выпускной клапан 520 изолирует транспортировочный газ от модуля 74 бункера. Кроме того, выпускной клапан 520 передает порошок в пневматическую щетку 510. Выпускной клапан 520 может быть снабжен дополнительной возможностью выполнения грубого взвешивания исходного порошка лекарственного средства, поданного в систему из модуля 74 бункера. Измерение веса может быть выполнено с помощью тензодатчика, установленного в полости 552 выпускного клапана 520. Грубое измерение веса может использоваться в качестве обратной связи для управления модулем 74 бункера, а также в качестве дополнительной информации для контроля массового расхода порошка.
Пневматическая щетка 510 осуществляет псевдоожижение, диспергирует и захватывает порошок лекарственного средства транспортировочным газом в кольцевых камерах 542. Транспортировочный газ подается в камеры 542 через тангенциальные выпускные отверстия 532, расположенные по спирали. Спиральная конфигурация может содержать одну или несколько спиралей, например двойную спираль. Кроме того, пневматическая щетка 510 снабжена формирующими впускной канал лопатками устройства 536 направления потока, которое эффективно направляет газ в трубку 530 аэратора и действует в качестве измельчителя, обеспечивающего уменьшение размеров больших агломератов, прежде чем они достигнут выпускных отверстий 532.
Трехходовой клапан 524 делит поступающий поток транспортировочного газа между пневматической щеткой 510 и перепускным коллектором 526. Трехходовой клапан 524 имеет такую конфигурацию, которая препятствует возникновению условий образования локальных вихрей в компактной конструкции. Клапан снабжен щелевыми каналами для оптимизации и управления потоком газа. Трехходовой клапан используется для управления транспортировкой аэрированной взвеси порошка вместе с агломератами в каналы 60а-60h блока 50 модулей.
Профилированный элемент 572 потока размещен внутри перепускного коллектора 526 для улучшения формы и размеров канала, по которому проходит поток. При прохождении потока газа от трехходового клапана 524 в перепускной коллектор 526, желательно, создать изокинетическую схему потока для предотвращения формирования в потоке вихревых или других застойных зон.
Устройства 570 спрямления потока содержат лопатки, регулирующие путем ограничения и спрямления поток газа при его выходе из полости 580 выгрузки. Изменяя расстояние между лопатками, можно добиться одинаковой интенсивности потоков, проходящих в каждом из каналов 60а-60h блока 50 модулей.
Первый вариант конструкции модуля 74 бункера представлен на фигурах 33 и 34. Как можно видеть на фигурах 33 и 34, модуль 74 бункера содержит корпус 600 бункера, который формирует резервуар 610 для порошка, содержащий запас порошка, и выпускное отверстие 612 для порошка, к которому примыкает впускное отверстие 80 для порошка аэратора 72 порошка. Модуль 74 бункера может быть снабжен крышкой 64 на петлях и механизмом 620 улучшения истечения порошка. Механизм 620 улучшения истечения порошка может содержать спираль 622, расположенную внутри резервуара 610 для порошка и двигатель 624 для вращения спирали 622. Модуль 74 бункера может также содержать гранулятор 630 в нижней части резервуара 610 с порошком. Гранулятор 630 может содержать первый агломерационный ролик 632, соединенный с первым двигателем 634, и второй агломерационный ролик 636, соединенный со вторым двигателем 638. Агломерационные ролики 632 и 636 снабжены штифтами 640, отходящих от них в радиальном направлении. В одном из вариантов осуществления изобретения штифты 640 могут быть размещены на роликах 632 и 636 так, чтобы они формировали одну или несколько спиралей. Кроме того, агломерационные ролики 632 и 636 могут иметь полые центральные части, а также они могут быть снабжены отверстиями для воздуха, который может проходить внутрь центральных частей. Газовые патрубки 650 на концах роликов 632 и 636 могут быть подсоединены к источнику сжатого воздуха. Воздушный поток, проходящий через отверстия в роликах 632 и 636, способствует аэрации порошка, подаваемого в систему.
В процессе работы после заполнения резервуара 610 порошком до уровня датчика уровня бункера первый и второй ролики 632 и 636 вращаются, в результате происходит формирование агломератов порошка, и агломерированный порошок подается через выпускное отверстие 612 в аэратор 72 порошка. В предпочтительном варианте осуществления изобретения ролики 632 и 636 вращаются в противоположных направлениях, причем верхние части роликов вращаются навстречу друг другу. Однако их работа не ограничивается указанной особенностью. Агломерационные ролики 632 и 636 могут вращаться непрерывно в одну сторону, могут вращаться с циклической сменой направления вращения, или их движение может представлять собой комбинацию указанных видов движения, и их движение может быть изменено на обратное.
Выбор схемы движения роликов зависит от характеристик порошка. Гранулятор 630 обеспечивает получение агломератов порошка в нужном диапазоне размеров для улучшения движения потока порошка из модуля 74 бункера в аэратор 72.
Второй вариант конструкции модуля 74 бункера представлен на фигурах 35 и 36. Конструкция модуля бункера, показанная на фигурах 35 и 36, аналогична конструкции модуля бункера фигур 33 и 34 за исключением следующих отличий. В модуле бункера, представленном на фигурах 35 и 36, не используется механизм улучшения истечения порошка. Кроме того, гранулятор 630 содержит агломерационные ролики 632а и 636а, которые снабжены дисками 660, установленными на их валах и разнесенными по их длине. Диски 660 могут быть снабжены вырезами 662, которые способствуют движению порошка вниз через резервуар 610. Диски ролика 632а могут входить в промежутки между дисками ролика 636а.
Запас порошка может быть загружен в резервуар 610 через проем в верхней части корпуса 600 бункера после открытия крышки 614. Во втором варианте модуля 74 бункера, показанного на фигурах 35 и 36, взвесь порошка может быть подана в резервуар 610 через патрубок 670, расположенный на наклонной части корпуса 600 бункера. Штуцера 672, установленные в верхней части корпуса 600 бункера, обеспечивают выход транспортировочного газа, поступающего через патрубок 670 в составе взвеси порошка.
Модуль 74 бункера - это основной резервуар, в который поступает порошок, загружаемый в систему 32 подачи порошка. Модуль 74 бункера рассчитан на порошки с высокой степенью слипаемости, такие как, например, микрочастицы Technosphere. Гранулятор 630 обеспечивает получение агломератов порошка в достаточно узком диапазоне размеров. Это предварительное кондиционирование улучшает характеристики аэрации порошка и его захвата потоком за счет создания более однородной смеси агломератов порошка. Кроме того, процесс грануляции порошка обеспечивает аэрацию и перемешивание порошка, который в нормальном состоянии спрессовывается силой тяжести, когда он находится внутри резервуара 610.
В средней части резервуара 610 механизм 620 улучшения потока заставляет порошок осыпаться вниз или падать в направлении гранулятора 630. Необходимость в механизме 620 улучшения потока зависит от степени слипаемости порошка. Слипаемость порошка увеличивается при увеличении концентрации лекарственного средства, поскольку повышение содержания белка усиливает тенденцию частиц к слипанию.
Первый вариант конструкции узла 70 вентилятора представлен на фигурах 37 и 38. Как показано на фигурах 37 и 38, в состав узла 70 вентилятора может входить вентилятор 700 с переменной скоростью вращения и центробежный сепаратор 702. В состав вентилятора 700 входит двигатель 704, установленный на опоре 706, и крыльчатое колесо 708, установленное в корпусе 710 вентилятора. В корпусе 710 вентилятора имеется выпускное отверстие 712 для подачи транспортировочного газа по трубе 76 в аэратор 72. В нижней части корпуса 710 вентилятора установлен регулируемый впускной коллектор 84. Как указывалось выше, транспортировочный газ рециркулируется из блока 50 модулей в узел 70 вентилятора. Во впускном коллекторе 84 имеются впускные отверстия 714а, 714b, 714с и 714d, к которым подходят соответствующие каналы блока 50 модулей. Центробежный сепаратор 702 содержит цилиндрический корпус 84а впускного коллектора 84, который смонтирован на корпусе 710 вентилятора, и резервуар 720 циклона, установленный под впускным коллектором 84. В центробежный сепаратор 702, который является устройством отделения частиц порошка от газа, поступают агломераты порошка, которые проходят через блок 50 модулей и не поступают в модули 54 дозирования порошка.
Внутри резервуара 720 циклона по его центру установлен пористый выпускной стержень 724, соединенный с системой 730 кондиционирования газа, как показано на фигуре 41 и описано ниже. Система 730 кондиционирования газа подает очищенный газ через пористый выпускной стержень 724 для задания относительной влажности, регулируемой с высокой точностью в системе 32 подачи порошка.
В других вариантах очищенный газ может подаваться через клапан в импульсном режиме в замкнутый контур из источника, такого как, например, источник чистого водяного пара. Относительная влажность в контуре регулируется путем измерения характеристик газа в малом перепускном контуре, который сообщается с измерительной камерой, в которой установлены датчики температуры, давления и относительной влажности. Перепускной контур может располагаться между выпускным отверстием 712 вентилятора и регулируемым впускным коллектором 84. В других вариантах осуществления изобретения система, работающая в импульсном режиме, может быть сформирована как система с двумя каналами, в которой обеспечивается такое количество кондиционированного газа, которое должно быть подано в импульсном режиме в систему с замкнутым контуром, и компенсирующее или равное количество транспортировочного газа должно быть выпущено из системы с замкнутым контуром.
Второй вариант конструкции узла 70 вентилятора представлен на фигурах 39 и 40. Конструкция узла вентилятора, показанная на фигурах 39 и 40, аналогична конструкции узла вентилятора фигур 38 и 39 за исключением следующих отличий. В узле вентилятора, показанном на фигурах 39 и 40, центробежный сепаратор не используется. Вместо него в корпусе 84а впускного коллектора 84 на входной стороне вентилятора установлен лопаточный сепаратор 750. Лопаточный сепаратор 750, осуществляющий отделение частиц от газа, имеет цилиндрическую форму лопаток 752, разделенных вертикальными прорезями для отделения тяжелых частиц от транспортировочного газа. Тангенциальный поток транспортировочного газа за пределами лопаточного сепаратора 750 удаляет более тяжелые частицы, в то время как более легкие частицы и транспортировочный газ продвигаются во внутреннее пространство лопаточного сепаратора 750 и затем к крыльчатому колесу 708. Выпускной стержень 724 устанавливается во внутреннем пространстве лопаточного сепаратора 740 во втором варианте узла 70 вентилятора.
Система 32 транспортировки порошка в рассматриваемом варианте выполнена как система с замкнутым контуром, в которой лишние частицы и агломераты отбираются из контура рециркуляции газа для предотвращения забивания частицами выпускных отверстий 532 аэратора порошка. Эту функцию выполняет центробежный сепаратор 702, лопаточный сепаратор или любое другое устройство отделения частиц порошка от газа.
Система 32 транспортировки порошка выполнена со вторичным контуром технологического газа между устройством отделения частиц порошка от газа и выпускным отверстием вентилятора 700. Этот контур управления может вводить вторичный кондиционированный газ для регулирования параметров первичного рециркулируемого транспортировочного газа, таких как температура, давление относительная влажность, уровни электростатических зарядов, концентрации зарядов ионов, содержание газов в смеси, концентрация мелкодисперсных затравочных частиц аэрозоля и др.
Работа системы 32 доставки порошка с замкнутым контуром определяется узлом 70 вентилятора, который представляет собой вентилятор с крыльчатым колесом, работающий в импульсном режиме, который соединен с выходной частью центробежного сепаратора или другого устройства отделения частиц порошка от газа. Узел 70 вентилятора является первичным устройством перемещения транспортировочного газа и содержит самоочищающуюся систему фильтрации агломератов порошка. Кроме того, транспортировочный газ кондиционируют с использованием вторичного контура технологического газа, который обеспечивает регулирование характеристик первичного технологического газа. Эти два контура встроены в узел 70 вентилятора. Узел 70 вентилятора содержит крыльчатку 708, которая выполнена в форме колеса с лопатками, переходы между которыми осуществляются по спирали. Крыльчатое колесо с лопастями формирует динамические скачки уплотнения в форме импульсов давления в трубе 76 и в аэраторе 72 порошка. Эти скачки уплотнения способствуют дроблению, аэрации и диспергированию спрессованного порошка лекарственного средства.
Скорость вентилятора может регулироваться изменением скорости вращения двигателя 704 вентилятора. Если двигатель 704 работает за пределами нормальных рабочих скоростей, транспортировочный газ действует в качестве очистителя рециркулируемого газа, который способствует удалению остаточного порошка из каналов замкнутого контура.
Блок-схема системы 730 кондиционирования газа представлена на фигуре 41. Система 730 кондиционирования газа содержит вторичный контур обработки газа, который отличается от системы с замкнутым контуром для рециркуляции транспортировочного газа и доставки порошка в блок 50 модулей. Часть рециркулируемого транспортировочного газа отводится во вторичный контур обработки газа возле выпускного отверстия 712 узла 70 вентилятора. Кондиционированный газ вновь вводится в контур рециркулируемого транспортировочного газа через выпускной стержень 724. Система 730 кондиционирования газа содержит парогенератор 800, соединенный с источником 802 воды и осуществляющий быстрое получение водяного пара, влагоотделитель 810 для снижения относительной влажности транспортировочного газа, клапаны 812 и 814 для выбора парогенератора 800 или влагоотделителя 810, а также фильтры 820 и 822.
Относительная влажность транспортировочного газа может быть измерена с помощью датчика, такого как датчик в измерительной камере, установленный для измерения относительной влажности транспортировочного газа. Если необходимо повысить относительную влажность транспортировочного газа, то клапаны 812 и 814 переключаются на парогенератор 800. Парогенератор 800 содержит генератор пузырьков и нагреватели испарителя взрывного испарения для быстрого получения водяного пара. Транспортировочный газ, отведенный во вторичный контур, проходит через фильтр 820, парогенератор 822 и фильтр 822, в результате в выпускной стержень 724 возвращается газ с увеличенной относительной влажностью. Если необходимо уменьшить относительную влажность транспортировочного газа, клапаны 812 и 814 переключаются на влагопоглотитель 810. Транспортировочный газ, отведенный во вторичный контур, проходит через фильтр 820, влагопоглотитель 810 и фильтр 822, в результате в выпускной стержень 724 возвращается газ с уменьшенной относительной влажностью.
Кондиционирование транспортировочного газа достигается введением технологического газа во внутреннюю часть резервуара 720 циклона. Кондиционированный газ вводится в резервуар на конце выпускного стержня 724. Выпускной стержень 724 изготавливается из спеченного материала или из пористого полимера, который обеспечивает равномерное смешивание кондиционированного газа с рециркулируемым транспортировочным газом без возникновения водяной пыли или снарядного режима двухфазного потока. Контур технологического газа уравновешивается ответвлением, обеспечивающим отбор газа на выпускной части вентилятора 700. Часть центробежного сепаратора 720 или корпуса 84а может быть изготовлена из стекла для визуального контроля собранного порошка лекарственного средства. Если собранный порошок может быть использован повторно, он может быть возвращен в модуль 74 бункера или же он сбрасывается в отходы,
Управление увлажнением порошка в процессе работы системы транспортировки порошка усложняется тем, что площадь открытой поверхности порошка изменяется в процессе транспортировки. Сначала подготавливается агломерированный порошок. Однако по мере того как агломераты порошка дробятся в процессе транспортировки газа, площадь поверхности порошка значительно увеличивается, что вызывает быстрое поглощение влаги. Для поддержания необходимого увлажнения и компенсации такого быстрого обезвоживания в контуре транспортировочного газа система кондиционирования газа должна быть способна осуществлять быстрое принудительное увлажнение.
Центробежный сепаратор 702 снабжен неразъемным регулируемым впускным коллектором, который входит в корпус циклона с минимальными гидравлическими потерями. Узел вентилятора имеет широкий диапазон скоростей потока и может выполнять функцию сепаратора порошка. Вентилятор снабжен крыльчаткой, выполненной в форме колеса с лопатками, переход между которыми имеет форму спирали для эффективной транспортировки взвеси тонкодисперсного порошка и для предотвращения повторного образования агломератов и комкования порошка. Крыльчатка в форме колеса с лопатками направляет динамические скачки уплотнения в аэратор 72 порошка для содействия псевдоожижению порошка лекарственного средства. Узел 70 вентилятора содержит систему кондиционирования газа, в которой контур вторичного газа подсоединен к выпускному стержню 724 внутри резервуара циклона. Система кондиционирования газа может регулировать многие параметры газа, такие как относительная влажность, температура, управлять статической ионизацией, осуществлять затравку тонкодисперсными частицами, следовыми элементами, активировать газовые катализаторы, управлять стерилизацией газа и т.п.
Вариант конструкции измерительной камеры 850 для измерения характеристик транспортировочного газа в системе транспортировки газа представлен на фигурах 42 и 43. Транспортировочный газ после максимально возможного извлечения порошка проходит через измерительную камеру 850 параллельно с системой транспортировки порошка. В измерительной камере 850 установлены датчики для измерения характеристик транспортировочного газа, таких как относительная влажность и температура, для обеспечения вышеописанного кондиционирования газа.
Транспортировочный газ поступает в измерительную камеру 850 через впускную трубку 852, соединенную с корпусом 710 вентилятора узла 70 вентилятора, и из измерительной камеры 850 газ выходит через выпускную трубку 854, соединенную с впускным коллектором 84. Впускная 852 и выпускная 854 трубки имеют изоляцию и могут быть выполнены как внутренняя и внешняя трубки, для разделения которых используются разделительные кольца, разнесенные по длине трубок. Впускная трубка 852 может быть соединена с корпусом 710 вентилятора перпендикулярно направлению потока транспортировочного газа для ограничения всасывания порошка в измерительную камеру 850.
Как показано на фигуре 43, измерительная камера 850 может содержать верхний корпус 856 и нижний корпус 858, внутренний объем которого примерно эквивалентен внутреннему объему блока 50 модулей. В измерительной камере 850 могут быть установлены датчик 860 относительной влажности, датчик 862 температуры и датчик 864 давления. В варианте, представленном на фигурах 42 и 43, датчик 860 относительной влажности содержит датчик температуры, который обеспечивает перекрестный контроль со значениями температуры, измеренными датчиком 862 температуры. Расхождения в отсчетах датчиков могут указывать на то, что датчики покрыты оседающим порошком и поэтому не обеспечивают точного измерения температуры. В нижнем корпусе 858 установлен отражательный элемент 866. Измерительная камера 850 обеспечивает точное измерение характеристик транспортировочного газа в системе транспортировки порошка.
Иллюстрация процесса наполнения порошком и сборки картриджа ингалятора приведена на фигуре 44. Нижняя часть 900 картриджа вводится в систему в лотке для картриджей и позиционируется для наполнения на измерительной головке 112а датчика веса. Нижняя часть 900 картриджа наполняется порошком лекарственного средства с помощью модуля 54 дозирования порошка, как это было описано выше. После наполнения верхняя часть 902 защелкивается на нижней части 900 картриджа для получения собранного картриджа 910, готового для упаковки с герметизацией.
Как указывалось выше, предлагаемое в настоящем изобретении устройство дозирования порошка и контроля процесса может использоваться для наполнения контейнеров различных типов. В другом варианте осуществления изобретения устройство дозирования порошка и контроля процесса используется для наполнения компактного ингалятора, описанного в патенте США №6,923,175, выданного 2 августа 2005 г. Poole и др. Как показано на фигуре 45, нижняя часть 920 картриджа компактного ингалятора позиционируется для заполнения на измерительной головке 112а датчика веса. Нижняя часть 920 картриджа наполняется порошком лекарственного средства с помощью модуля 54 дозирования порошка, как это было описано выше. После этого верхняя часть 922 картриджа прикрепляется к нижней части 920 картриджа, и к собранному картриджу прикрепляется корпус 924 мундштука. Наконец, на корпусе 924 мундштука защелкивается пылезащитная крышка 930 получения собранного компактного ингалятора 932 для упаковки с герметизацией.
В то время как выше были описаны несколько особенностей, по меньшей мере, одного варианта реализации настоящего изобретения, необходимо понимать, что различные изменения, модификации и улучшения могут быть очевидны для специалистов в данной области техники. Заявитель считает, что указанные изменения, модификации и улучшения охватываются сущностью и объемом изобретения и должны рассматриваться как часть приведенного раскрытия изобретения. Соответственно настоящее описание и чертежи приведены только в качестве примеров.
Реферат
Изобретение относится к расфасовке точно отмеренных доз порошка в картриджи и к контролю количества порошка в каждом картридже при заполнении. Устройство содержит лоток для картриджей, установленный на опорной конструкции, узел дозирования порошка, состоящий из модулей дозирования порошка, предназначенных для расфасовки доз порошка в соответствующие картриджи в группе картриджей, находящихся на лотке. Устройство содержит также систему транспортировки порошка к модулям дозирования порошка, модуль датчиков, состоящий из группы датчиков для измерения степени заполнения картриджей в группе картриджей, причем ячейки датчиков выполнены так, что они индивидуально реагируют на состояние заполнения каждого из картриджей при дозировании, и систему управления модулями дозирования в соответствии с измеренными состояниями заполнения каждого из картриджей в группе картриджей, выполненными с возможностью прекращения дозирования, когда желательное количество порошка расфасовано в каждый картридж. Способ дозирования и контроля количества порошка содержит позиционирование картриджей на лотке, одновременное заполнение дозами порошка группы картриджей и одновременное измерение состояний заполнения каждого картриджа так, что дозирование порошка может быть прекращено, когда желательное количество порошка расфасовано в каждый картридж. Изобретение обеспечивает повышение производительности и точности дозирования и уменьшение габаритов конструкции. 2 н. и 36 з.п. ф-лы, 58 ил.
Формула
опорную конструкцию для лотка, предназначенную для установки лотка для картриджей;
узел дозирования порошка, содержащий модули дозирования порошка, предназначенные для расфасовки доз порошка в соответствующие картриджи в группе картриджей, находящихся на лотке для картриджей;
систему транспортировки порошка для доставки порошка к модулям дозирования порошка;
модуль датчиков, содержащий группу датчиков для измерения соответствующих состояний заполнения картриджей в группе картриджей, в котором ячейки датчиков выполнены таким образом, что они индивидуально реагируют на состояние заполнения каждого из картриджей при дозировании порошка, и
систему управления модулями дозирования порошка в соответствии с измеренными состояниями заполнения каждого из картриджей в группе картриджей, выполненными с возможностью прекращения дозирования порошка, когда желательное количество порошка расфасовано в каждый картридж.
позиционирование картриджей на лотке для картриджей;
одновременное заполнение дозами порошка группы картриджей на лотке для картриджей и
одновременное измерение состояний заполнения каждого картриджа в группе картриджей в процессе дозирования порошка так, что дозирование порошка может быть прекращено, когда желательное количество порошка расфасовано в каждый картридж.
Документы, цитированные в отчёте о поиске
Способ и устройство для передачи порошка, устройство для заполнения резервуаров порошком
Комментарии