Специализированный отрезной станок - RU168907U1
Код документа: RU168907U1
Чертежи

Описание
Полезная модель специализированного отрезного станка относиться к обработке материалов из пластмасс резанием и может быть использована в области машиностроения и приборостроения.
Внедрению пластмасс в различные отрасли машиностроения способствуют их хорошие эксплуатационные характеристики, высокие электротехнические свойства, коррозионная стойкость, незначительный шум при работе и т.д. Станок может также использоваться в частном бизнесе, учебных заведениях (ВУЗы, ССУЗы и т.д.) и домашних мастерских.
Известен отрезной станок, содержащий механизм фиксации заготовок, узел резки, выполненный в виде приводного абразивного диска размещенного на коромысле, установленном с возможностью поворота на вертикальной стойке. Он снабжен механизмом горизонтального возвратно-поступательного перемещения режущего узла выполненного в виде упругого торсиона. Один конец торсиона жестко связан со станиной станка. Вертикальная стойка выполнена с верхней и нижней осями вращения. Другой конец торсиона жестко связан с упомянутой нижней осью вращения вертикальной стойки (см. RU №2274523 С2, кл. B23D 45/04, 2006).
Недостатками его являются то, что он предназначен для разрезания заготовок режущим инструментом в виде абразивного диска. Отсутствие возможности регулировать скорость резания в зависимости от материала обрабатываемых заготовок. Движение подачи при разрезании заготовки осуществляется вручную и как следствие низкое и нестабильное качество обработанной поверхности. Ненадежное и нестабильное закрепление заготовки в механизме зажима выполненного в виде эксцентриковых тисков и отсутствие возможности точной настройки механизма зажима с заготовкой на требуемый размер относительно режущего инструмента.
Известен станок для резки камня, содержит раму, имеющий с нижней стороны поддон для сбора отходов резки изделия, и опорные стойки. На верхней стороне рамы расположен рабочий стол с роликами для перемещения вдоль рамы. Ролики опираются на направляющие. На раме закреплена стойка, несущая поворотно-установочный кронштейн, на котором закреплен привод вращения съемного пильного элемента. Направляющая для рабочего стола представляет собой вал, расположенный во внутреннем объеме рамы и закрепленный концами на ее поперечных элементах. Вал охвачен по всей своей длине поворотно-установленным трубчатым кожухом, имеющим по всей длине прямолинейную прорезь. Рабочий стол со стороны его опирания на эту направляющую выполнен с кронштейном, несущим на свободном горизонтально отогнутом конце трубчатый элемент, расположенный внутри трубчатого кожуха и охватывающий вал с возможностью скольжения по последнему, при этом свободный конец кронштейна рабочего стола пропущен через прорезь трубчатого кожуха. Вал и ролики расположены под рабочим столом, а ширина рабочего стола выполнена большей расстояния от вала до роликов (см. RU №2163544 C1, кл. B28D 1/02, 2001).
Недостатками его являются то, что он предназначен для разрезания заготовок режущим инструментом в виде абразивного диска. Отсутствие возможности регулировать скорость резания в зависимости от материала обрабатываемых заготовок. Движение подачи при разрезании заготовки осуществляется вручную и как следствие низкое и нестабильное качество обработанной поверхности. Ненадежная и нестабильная установка заготовки на рабочем столе и отсутствие возможности точной настройки рабочего стола с заготовкой на требуемый размер относительно режущего инструмента. Низкое качество изготовленного станка, а именно значительные зазоры в механизме перемещения заготовки и как следствие вибрация и низкое качество обработанной поверхности. Низкое качество изготовленной оснастки для режущего инструмента и как следствие значительные величины радиального и торцового биений инструмента. Значительные затраты времени при наладке и настройке станка на требуемый размер разрезания заготовки.
Задачей полезной модели состоит в разработке специализированного отрезного станка, на котором при одноразовой настройке за счет готового модуля линейных перемещений, можно было бы осуществлять последовательное многократное разрезание деталей типа изолятор соединителя низкочастотного на различные типоразмеры, и при этом повышая точность и качество обрабатываемых изделий.
Для решения данной задачи предложен специализированный отрезной станок, содержащий основание в виде прямоугольной плиты, на котором смонтирован привод поперечной подачи, привод главного движения, выполненный в виде электрошпинделя с цанговым патроном, в котором зафиксирована оправка с режущим инструментом, а также на привод поперечных подач установлен защитный кожух, закрывающий зону резания, отличается тем, что привод поперечной подачи выполнен в виде готового модуля линейных перемещений и сервопривода, с возможностью поперечного перемещения каретки модуля, на котором установлен привод главного движения, а также станок имеет механизм продольных перемещений, состоящий из проставки, сверху которого монтируется профильная линейная направляющая с приспособлением для фиксации заготовок, с возможностью продольного перемещения, при помощи микрометрического винта, при этом происходит отслеживание положения датчиком линейных перемещений.
Предлагаемая полезная модель позволяет получить следующий технический результат, который заключается в новой оригинальной конструкции, за основу которой принят агрегатно-модульный принцип. Она отличается широкими возможностями по переналадке на обработку заготовок различных типоразмеров. Использование станка позволит повысить производительность труда, улучшить технико-экономические показатели и качество обрабатываемых изделий. В качестве модуля линейного перемещения используется модуль линейного перемещения СТМ-2, который разработан и выпускается компанией ЗАО «ЗМИ» и предназначается для осуществления точного и плавного перемещения устанавливаемых на него объектов по прямой траектории.
Для пояснения предлагаемой полезной модели предложены чертежи.
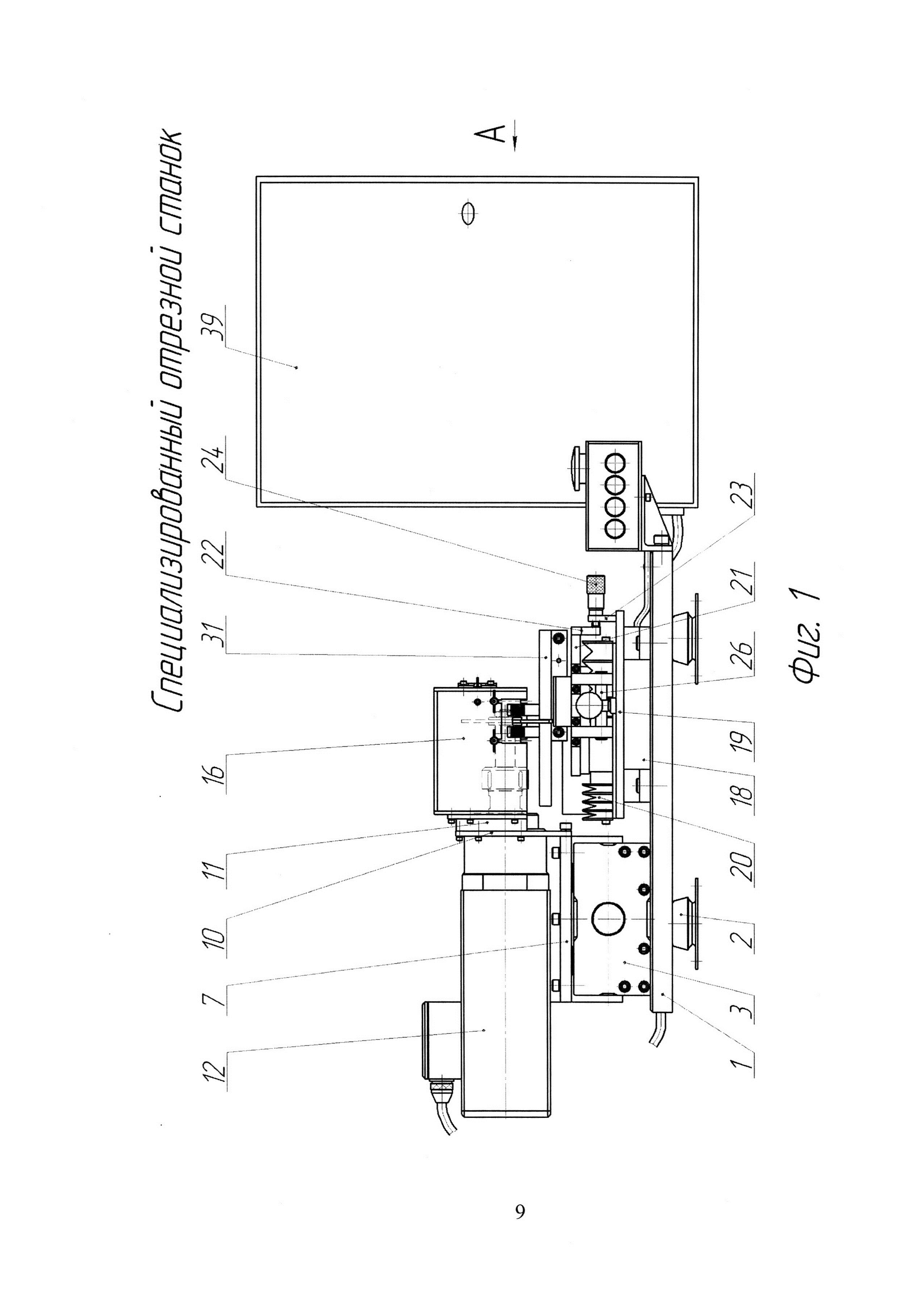
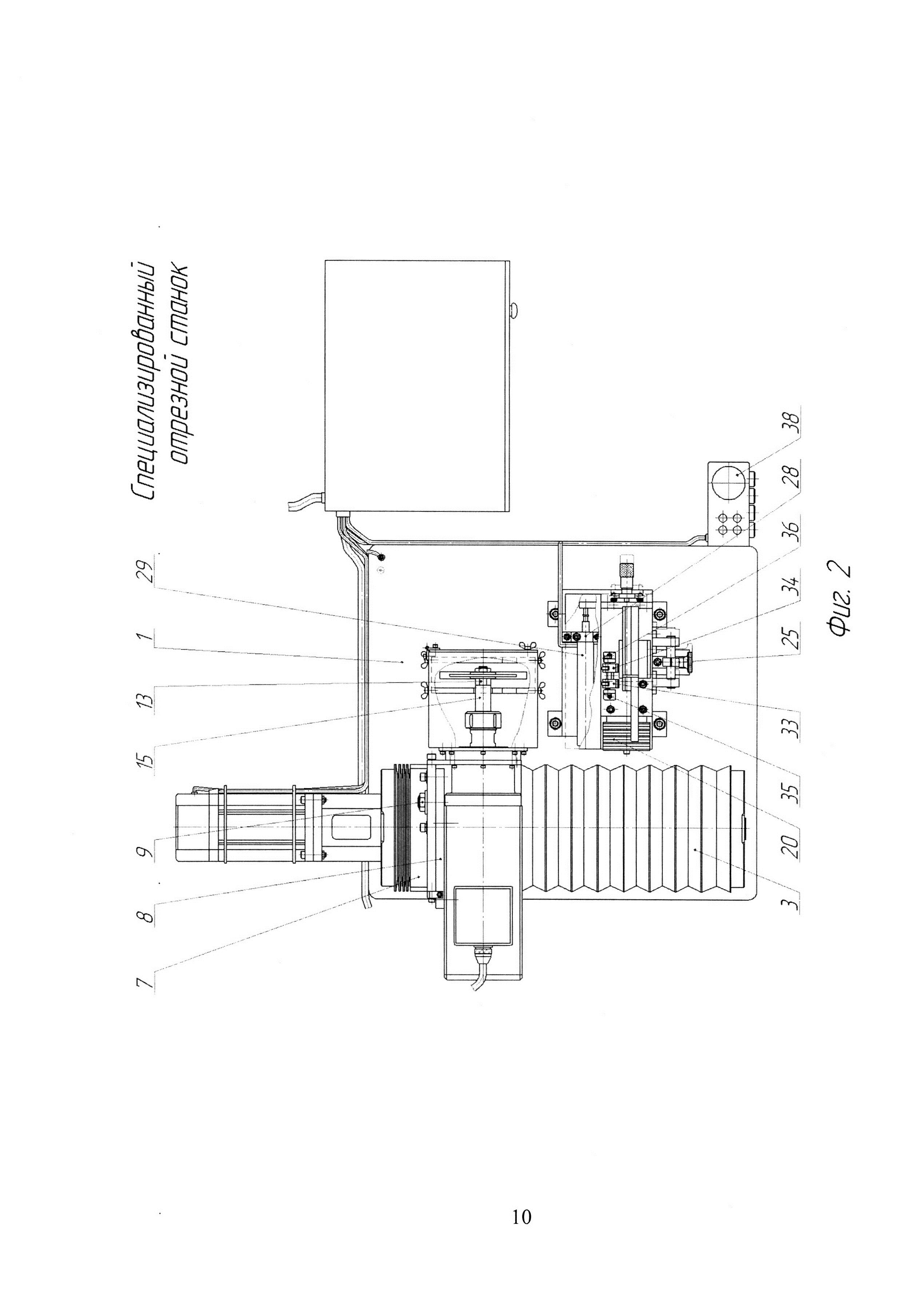
На фиг. 1 изображен общий вид специализированного отрезного станка, на фиг. 2 изображен вид сверху и на фиг. 3 изображен вид сбоку (вид А).
Специализированный отрезной станок состоит из основания 1, которое изготовлено из стальной плиты и имеет прямоугольный вид (фиг. 1). Для погашения вибраций основание 1 имеет четыре виброопоры 2. На основании 1 установлен привод поперечных подач, в качестве которого используется модуль линейных перемещений 3 и сервопривод 4 (фиг. 1 и 2). Модуль линейных перемещений 3 и сервопривод 4 соединены между собой стаканом 5 и муфтой компенсационной 6 (фиг. 3), которая передает вращение вала сервопривода 4 на вал модуля линейных перемещений 3. Модуль линейных перемещений 3 включает в себя основание с двумя направляющими качения, каретку и тяговое устройство (шарико-винтовая пара). В комплект сервопривода 4 входят синхронный электродвигатель и сервоусилитель. Сверху на каретку модуля линейных перемещений 3 установлена стойка 7, состоящая из плиты промежуточной 8, которая соединена со стойкой 7 осью 9 (фиг. 1 и 2). Также на стойке 7 сбоку установлена стойка вертикальная 10 с втулкой промежуточной 11. К стойке 7 на плиту промежуточную 8 зафиксирован привод главного движения 12. В качестве привода главного движения 12 используется электрошпиндель с воздушным охлаждением, который позволяет регулировать частоту вращения шпинделя при помощи векторного частотного преобразователя. Передний конец привода главного движения (электрошпиндель) 12 оснащен цанговым патроном для установки инструментальной оправки 13 с режущим инструментом 14 на фиксированное положение относительно заготовки при помощи втулки 15 (фиг. 2). А также к стойке 7 на втулку промежуточную 11 зафиксирован защитный кожух 16 (фиг. 1), для обеспечения требований техники безопасности. Защитный кожух 16 имеет вид коробчатой формы, состоит из корпуса и дверцы, также внутри кожуха 16 зафиксирована направляющая 17. Рядом с модулем линейных перемещений 3 совместно с ним на основании 1 установлен механизм продольных перемещений (фиг. 1, 2 и 3). Механизм продольных перемещений состоит из проставки 18, стола нижнего 19, на котором зафиксирована профильная линейная направляющая качения с гофрозащитой 20 со столом верхним 21. К столу верхнему 21 с правой стороны установлена плита боковая 22. Стойка 23 также установлена на столе нижнем 19, в которую вкручен микрометрический винт 24 и стойка 23 связана с плитой боковой 22 между собой двумя пружинами. Кронштейн 25 установлен на нижнем столе 19, который фиксирует ось 26 установленной в двух проушинах 27 прилегающей к верхнему столу 21. Для контроля положения механизма в определенном положении, в кронштейне 28 зафиксирован датчик линейных перемещений 29. Сверху механизма на столе верхнем 21 установлено основание приспособления 30, в котором установлено приспособление 31 зафиксированное клином 32. Фиксация заготовки происходит в автоматическом режиме, с помощью двух прихватов 33 и 34, установленных на двух уголках 35 и 36. Прихват 33 и 34 в конструкции имеет подшипник качения 37. Управление станком происходит при помощи пульта управления 38. Все электрооборудование станка установлено в шкаф 39.
Полезная модель (фиг. 1-3) работает следующим образом
Перед началом работы, до включения станка, визуальным осмотром определяют отсутствие повреждений подвижных частей станка, целостность и исправность электрической сети и ее элементов, отсутствие посторонних предметов в зоне резания.
В приспособлении 31 фиксируют заготовку. Затем производят точную настройку механизма продольных перемещений с заготовкой, относительно режущего инструмента 14, микрометрическим винтом 24, отслеживая положение с помощью датчика продольных перемещений 29. Фиксация положения приспособления 31 с заготовкой осуществляется зажатием кронштейна 25 оси 26. После производят настройку частотного преобразователя для привода главного движения (электрошпинделя) 12 на требуемую частоту вращения шпинделя в зависимости от материала заготовки. В дальнейшем включают сервоусилитель, который управляет серводвигателем 4, проверяют записанный цикл движения модуля 3 во время работы.
Включают станок с помощью кнопки «Пуск» на пульте управлении 38. Происходит включение привода главного движения (электрошпинделя) 12 и выход на требуемую скорость вращения цангового патрона с режущим инструментом 14. Производиться быстрая подача электрошпинделя 12 к заготовке с помощью привода поперечной подачи (модуль линейных перемещений) 3, затем происходит выход на требуемую скорость подачи. После происходит разрезание заготовки, во время разрезания заготовка прижимается двумя прихватами 33 и 34 автоматически. Автоматическая фиксация происходит за счет обкатывания направляющей 17 по подшипникам 37 установленных в прихватах 33 и 34. Подача производит останов и быстрый отвод инструмента 37 в начальное положение. Прихваты, фиксирующие заготовку, приводятся в начальное положение пружинами, предусмотренными в конструкции. Освобождаются полученные детали из приспособления и станок готов для установки новой заготовки.
Таким образом, предлагаемая полезная модель позволяет повысить качество изготовляемой продукции, на основе новой конструкции повысить жесткость и точность, снизить время на сборку и настройку станка.
Реферат
Полезная модель специализированного отрезного станка относиться к обработке материалов из пластмасс резанием и может быть использована в области машиностроения и приборостроения. Внедрению пластмасс в различные отрасли машиностроения способствуют их хорошие эксплуатационные характеристики, высокие электротехнические свойства, коррозионная стойкость, незначительный шум при работе и т.д. Станок может также использоваться в частном бизнесе, учебных заведениях (ВУЗы, ССУЗы и т.д.) и домашних мастерских. Задачей полезной модели является разрезание деталей типа изолятор соединителя низкочастотного на различные типоразмеры. Повысить точность и качество обрабатываемых изделий. Предлагаемая полезная модель позволяет получить следующий технический результат, который заключается в новой оригинальной конструкции, за основу которой принят агрегатно-модульный принцип. Она отличается широкими возможностями по переналадке на обработку заготовок различных типоразмеров. Использование станка позволит повысить производительность труда, улучшить технико-экономические показатели и качество обрабатываемых изделий.
Формула
Документы, цитированные в отчёте о поиске
Управляемая раскройная система и способ управления раскройной системой
Комментарии