Режущее устройство для электронной метки - RU2754266C1
Код документа: RU2754266C1
Чертежи




Описание
[01] Настоящая заявка испрашивает приоритет по патентной заявке Китая №201711148397.9, поименованной как "РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННОЙ МЕТКИ" и поданной в патентное ведомство Китая 17 ноября 2017 г., которая полностью включена в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[02] Настоящая заявка относится к области техники режущего оборудования и, в частности, к режущему оборудованию для метки радиочастотной идентификации (RFID, Radio Frequency Identification) шины.
УРОВЕНЬ ТЕХНИКИ
[03] В традиционном производстве протекторов шин RFID-метки шины, наносимые при вулканизации, представляют собой уникальное обозначение информации об идентификации в процессе вращения шин. Однако с непрерывной популяризацией концепции интеллектуального производства и постоянным улучшением уровня автоматизации шинной промышленности электронные метки для радиочастотной идентификации шин будут широко использоваться. Перед встраиванием в шину электронную RFID-метку необходимо предварительно обработать, например, упаковать электронную RFID-метку материалом со специальным составом, после нанесения слоя отслоить упаковочную пленку с полосы материала с электронной RFID-меткой, а затем выполнить процесс отрезания, захвата, встраивания и т. д.
[04] В настоящее время при производстве шин RFID-метки шины обычно отрезаются вручную или с помощью вспомогательного полуавтоматического технологического оборудования. Так как уровни владения механической обработкой у персонала различны, снижается не только эффективность работы, но и тратятся ресурсы. Кроме того, ручное управление или управление при помощи вспомогательного полуавтоматического технологического оборудования может вызвать вторичное загрязнение полосы материала, на которой расположена микросхема, и точность отрезания RFID-меток шины является невысокой, поэтому традиционная технология не соответствует производственным потребностям.
[05] Следовательно, техническая проблема, которая требует срочного решения специалистами в данной области техники, заключается в том, как обеспечить режущее оборудование для RFID-метки шины, которое может не только улучшить эффективность обработки и уменьшить расходы, но также может улучшить точность обработки RFID-меток шины эффективным образом и избежать вторичного загрязнения полосы материала.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[06] С учетом вышеизложенного, задачей настоящего изобретения является обеспечение режущего оборудования для RFID-метки шины, которое может не только улучшить эффективность обработки и уменьшить расходы, но также улучшить точность обработки RFID-меток шины эффективным образом и избежать вторичного загрязнения полосы материала.
[07] Для решения вышеуказанной задачи в настоящей заявке обеспечено следующее техническое решение.
Режущее оборудование для RFID-метки шины содержит:
блок для отслаивания упаковочной пленки для отслаивания упаковочной пленки, расположенной на полосе материала;
транспортировочный блок для транспортировки полосы материала;
блок визуального определения для определения положения полосы материала; и
режущий и захватный блок для отрезания полосы материала и перемещения образованной отрезанием RFID-метки шины в положение размещения.
[08] Из вышеназванного технического решения видно, что режущее оборудование для RFID-метки шины, раскрытое в настоящей заявке, содержит: блок для отслаивания упаковочной пленки для отслаивания упаковочной пленки, расположенной на полосе материала; транспортировочный блок для транспортировки полосы материала; блок визуального определения для определения положения полосы материала; и режущий и захватный блок для отрезания полосы материала и перемещения образованной отрезанием RFID-метки шины в положение размещения. Сначала, блок для отслаивания упаковочной пленки отслаивает упаковочную пленку, расположенную на полосе материала; после завершения отслаивания транспортировочный блок транспортирует полосу материала; блок визуального определения определяет и размещает полосу материала, с которой отслоена упаковочная пленка; если блок визуального определения определяет, что полоса материала достигла положения отрезания, контроллер управляет режущим и захватным блоком для отрезания полосы материала; и, если блок визуального определения определяет, что полоса материала достигла положения размещения RFID-метки шины, контроллер управляет режущим и захватным блоком для перемещения RFID-метки шины в положение размещения. Автоматическое режущее оборудование для RFID-метки шины может не только улучшить эффективность обработки и уменьшить расходы, но также улучшить точность обработки RFID-меток шины эффективным образом и избежать вторичного загрязнения полосы материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[09] Для более наглядной иллюстрации вариантов осуществления настоящей заявки или технических решений в традиционной технологии, чертежи, используемые для описания вариантов осуществления или традиционной технологии, будут кратко описаны ниже в настоящем документе. Очевидно, что чертежи в последующем описании являются только вариантами осуществления настоящей заявки, и специалисту в данной области могут прийти на ум другие чертежи на основе предоставленных чертежей без каких-либо творческих усилий.
[010] На Фиг. 1 показано схематическое изображение общей структуры режущего оборудования для RFID-метки шины согласно варианту осуществления настоящей заявки;
[011] На Фиг. 2 схематично показана структурная схема блока визуального определения согласно варианту осуществления настоящей заявки;
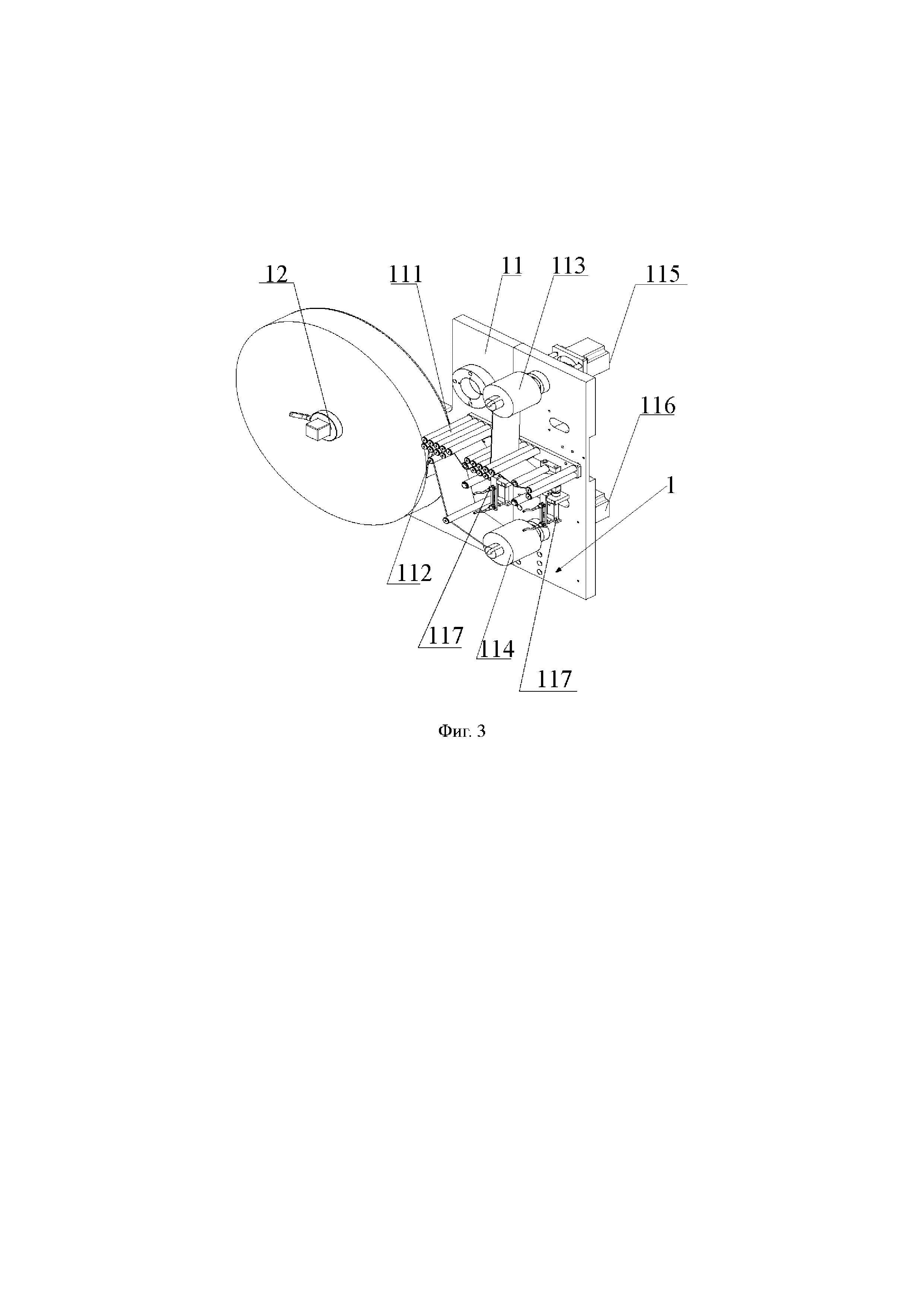
[012] На Фиг. 3 схематично показана структурная схема блока для отслаивания упаковочной пленки согласно варианту осуществления настоящей заявки; [013] На Фиг. 4 схематично показана структурная схема блока согласно варианту осуществления настоящей заявки; и
[014] На Фиг. 5 схематично показана структурная схема режущего механизма согласно варианту осуществления настоящей заявки.
[015] Названия компонентов перечислены следующим образом:
1 блок для отслаивания упаковочной пленки, 11 крепежная основа, 111 верхний отслаивающий ролик, 112 нижний отслаивающий ролик, 113 верхняя отслаивающая катушка, 114 нижняя отслаивающая катушка, 115 первое приводное устройство, 116 второе приводное устройство, 117 датчик приближения к процессу отслаивания, 12 катушка с материалом, 2 транспортировочный блок, 3 блок визуального определения , 4 режущий и захватный блок, 41 режущий механизм, 411 режущее устройство, 4111 режущее и приводное устройство, 4112 режущее лезвие, 4113 опорный элемент, 4114 направляющая стойка с пружиной, 4115 соединительная пластина, 412 выталкивающее устройство, 4121 выталкивающее и приводное устройство, 4122 выталкивающая пластина, 413 прижимная пластина для материала, 42 подвижный захватный механизм, 421 подвижная опорная пластина, 4211 скользящий элемент, 4212 ограничивающий элемент, 5 основание, 51 сквозное отверстие, 52 линейная направляющая, 53 направляющий элемент, 54 приводное устройство, 55 кабелеукладчик.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[016] С учетом вышеизложенного, задачей настоящей заявки является обеспечение режущего оборудования для RFID-меток шины, которое может не только улучшить эффективность обработки и уменьшить расходы, но также улучшить точность обработки RFID-меток шины эффективным образом и избежать вторичного загрязнения полосы материала.
[017] Для того, чтобы специалисты в данной области техники лучше понимали решения настоящей заявки, настоящая заявка описана более подробно ниже совместно с чертежами и вариантами осуществления.
[018] Режущее оборудование для RFID-метки шины, раскрытое в настоящей заявке, содержит: блок 1 для отслаивания упаковочной пленки для отслаивания упаковочной пленки, расположенной на полосе материала; транспортировочный блок 2 для транспортировки полосы материала; блок 3 визуального определения для определения положения полосы материала; и режущий и захватный блок 4 для отрезания полосы материала и перемещения образованной отрезанием RFID-метки шины в положение размещения. Сначала, блоком 1 для отслаивания упаковочной пленки отслаивают упаковочную пленку, расположенную на полосе материала. После завершения отслаивания транспортировочный блок 2 транспортирует полосу материала. Блок 3 визуального определения определяет и размещает полосу материала, с которой отслоена упаковочная пленка. Если блок 3 визуального определения определяет, что полоса материала достигла положения отрезания, контроллер управляет режущим и захватным блоком 4 для отрезания полосы материала. Если блок 3 визуального определения определяет, что полоса материала достигла положения размещения RFID-метки шины, контроллер управляет режущим и захватным блоком 4 для перемещения RFID-метки шины в положение размещения. Автоматическое режущее оборудование для RFID-метки шины может не только улучшить эффективность обработки и уменьшить расходы, но также улучшить точность обработки RFID-меток шины эффективным образом и избежать вторичного загрязнения полосы материала.
[019] Следует отметить, что транспортировочный блок 2 может быть ремнем, цепью или может быть войлочной конвейерной лентой. Транспортировочный блок 2 в настоящем документе предпочтительно представляет собой ремень.
[020] Следует дополнительно отметить, что блок 2 визуального определения может быть датчиком вихревых токов или промышленной камерой наблюдения. Блок 3 визуального определения в настоящем документе предпочтительно представляет собой промышленную камеру наблюдения.
[021] Как показано на Фиг. 3, блок для отслаивания упаковочной пленки для RFID-метки шины, раскрытый в варианте осуществления настоящей заявки, содержит: крепежную основу 11; верхний отслаивающий ролик 111 и нижний отслаивающий ролик 112, расположенные параллельно на крепежной основе 11; верхнюю отслаивающую катушку 113 для наматывания верхней пленки полосы материала; нижнюю отслаивающую катушку 114 для наматывания нижней пленки полосы материала; и приводное устройство, расположенное на крепежной основе 11 для приведения верхней отслаивающей катушки 113 и нижней отслаивающей катушки 114 во вращательное движение, причем между верхним отслаивающим роликом 111 и нижним отслаивающим роликом 112 выполнен зазор для пропускания через него полосы материала.
[022] Перед автоматическим запуском блока для отслаивания упаковочной пленки для RFID-метки шины, сначала необходимо вручную отслоить полосу материала на определенное расстояние, и затем отслоенная полоса материала проходит через зазор между верхним отслаивающим роликом 111 и нижним отслаивающим роликом 112. Верхняя пленка полосы материала наматывается вокруг верхней отслаивающей катушки 113, и нижняя пленка полосы материала наматывается вокруг нижней отслаивающей катушки 114. Приводимая в движение приводным устройством верхняя отслаивающая катушка 113 и нижняя отслаивающая катушка 114 соответственно вращаются для наматывания верхней пленки полосы материала на верхнюю отслаивающую катушку 113 и нижней пленки полосы материала на нижнюю отслаивающую катушку 114 с реализацией таким образом автоматического отслаивания упаковочной пленки, расположенной на полосе материала. Механизм может не только улучшить эффективность обработки и уменьшить расходы на обработку, но также избежать вторичного загрязнения полосы материала эффективным образом.
[023] Следует отметить, что может быть обеспечено одно приводное устройство, и также может быть обеспечено два таких устройства. В настоящем документе в целях содействия управлению верхней отслаивающей катушкой 113 и нижней отслаивающей катушкой 114, предпочтительно обеспечены два приводных устройства, первое приводное устройство 115 и второе приводное устройство 116. Первое приводное устройство 115 предназначено для приведения в движение верхней отслаивающей катушки 113, а второе приводное устройство 116 предназначено для приведения в движение нижней отслаивающей катушки 114.
[024] Первое приводное устройство 115 и второе приводное устройство 116 могут быть гидравлическими моторами и оба могут быть электромоторами. Поскольку электромотор является небольшим, и его легко устанавливать, первое приводное устройство 115 и второе приводное устройство 116 в настоящем документе предпочтительно представляют собой электромоторы.
[025] Следует отметить, что верхний отслаивающий ролик 111 и нижний отслаивающий ролик 112 могут быть соответственно обеспечены в количестве одной или нескольких единиц. В настоящем документе верхний отслаивающий ролик 111 и нижний отслаивающий ролик 112 предпочтительно обеспечены в некотором количестве, и в настоящем документе между любыми двумя расположенными рядом верхними отслаивающими роликами 111 и между любыми двумя расположенными рядом нижними отслаивающими роликами 112 выполнены зазоры. Верхняя пленка полосы материала может быть соединена с верхней отслаивающей катушкой 113 через зазоры, и нижняя пленка полосы материала может быть соединена с нижней отслаивающей катушкой 114 через зазоры. Согласно положениям размещения приводных устройств работник может соединить верхнюю пленку полосы материала с верхней отслаивающей катушкой 113 через зазор между любыми двумя расположенными рядом верхними отслаивающими роликами 111 в непосредственной близости от первого приводного устройства 115, и соединить нижнюю пленку полосы материала с нижней отслаивающей катушкой 114 через зазор между любыми двумя расположенными рядом верхними отслаивающими роликами 112 в непосредственной близости от второго приводного устройства 116.
[026] Для обеспечения ровного наматывания верхней и нижней пленок полосы материала на соответствующие отслаивающие катушки и уменьшения вероятности повреждения верхней и нижней пленок полосы материала, между верхним отслаивающим роликом 111 и верхней отслаивающей катушкой 113 может быть расположен верхний опорный отслаивающий ролик для поддержки верхней пленки полосы материала, и также между нижним отслаивающим роликом 112 и нижней отслаивающей катушкой 114 может быть расположен нижний опорный отслаивающий ролик для поддержки нижней пленки полосы материала.
[027] Кроме того, чтобы точно контролировать длину отслаивания верхней и нижней пленок полосы материала, дополнительно обеспечен датчик 117 приближения к процессу отслаивания для определения длины отслаивания верхней и нижней пленок полосы материала. Следует отметить, что датчик 117 приближения к процессу отслаивания может быть представлен одним, а также может быть представлен двумя датчиками приближения к процессу отслаивания. В настоящем документе предпочтительно представлены два датчика 117 приближения к процессу отслаивания, и они соответственно расположены в положениях непосредственной близости к верхней отслаивающей катушке 113 и нижней отслаивающей катушке 114, чтобы эффективно управлять первым приводным устройством 115 и вторым приводным устройством 116 для открытия или закрытия.
[028] Следует отметить, что блок для отслаивания упаковочной пленки для RFID-метки шины дополнительно содержит катушку 12 с материалом для наматывания полосы материала. Полоса материала разматывается с катушки с материалом и затем входит в зазор между верхними отслаивающими роликами 111 и нижними отслаивающими роликами 112, и начинается отслаивание упаковочной пленки.
[029] Как показано на Фиг. 4, режущий и захватный блок для RFID-метки шины, раскрытый в варианте осуществления настоящей заявки, содержит: режущий механизм 41 для отрезания RFID-меток шины, и подвижный захватный механизм 42, соединенный с режущим механизмом 41. Подвижный захватный механизм 42 выполнен с возможностью перемещения режущего механизма 41 в заданное положение. После того как полоса материала, на которой расположена микросхема, достигает положения отрезания, подвижный захватный механизм 42 перемещает режущий механизм 41 в положение отрезания, и режущий механизм 41 разрезает полосу материала на RFID-метки шины. После завершения отрезания подвижный захватный механизм 42 перемещает режущий механизм 41 в положение размещения RFID-метки шины для размещения RFID-метки шины. Благодаря автоматической работе подвижного захватного механизма для RFID-метки шины и режущего механизма эффективность производственного процесса может быть эффективно улучшена, и можно будет избежать траты ресурсов, обусловленной различными уровнями подготовки персонала. Кроме того, автоматизированный режущий и захватный блок может эффективно избежать вторичного загрязнения полосы материала.
[030] Кроме того, режущий и захватный блок для RFID-метки шины, раскрытый в варианте осуществления настоящей заявки, дополнительно содержит основание 5, оснащенное сквозным отверстием 51. Режущий механизм 41 и подвижный захватный механизм 42 расположены в сквозном отверстии 51 и могут перемещаться вдоль него.
[031] Кроме того, режущий и захватный блок для RFID-метки шины дополнительно содержит приводное устройство 54 для приведения в движение режущего механизма 41 и подвижного захватного механизма 42, и приводное устройство 54 расположено на основании 5. В случае, если приводное устройство 54 включено, приводное устройство 54 приводит в движение подвижный захватный механизм 42 для перемещения режущего механизма 41 в горизонтальном направлении в сквозном отверстии 51 в заданное положение.
[032] Следует отметить, что приводное устройство 54 может быть цилиндром, линейным двигателем или линейным приводным модулем, приводимым в движение двигателем. Не важно, оно является оно или не является цилиндром или линейным двигателем, они оба могут приводить в движение подвижный захватный механизм для перемещения в горизонтальном направлении в положение размещения.
[033] Кроме того, подвижный захватный механизм 42 содержит подвижную опорную пластину 421 и скользящие элементы 4211, расположенные на подвижной опорной пластине 421. Скользящие элементы 4211 расположены в соответствии с линейными направляющими 52, расположенными на основании 5. Следует отметить, что линейные направляющие 52 выполнены для обеспечения направления перемещения подвижного захватного механизма 42, а также для обеспечения возможности перемещения подвижного захватного механизма 42 вдоль линейных направляющих 52. Скользящие элементы 4211 и линейные направляющие 52 эффективным образом расположены в соответствии друг с другом, что дополнительно позволяет избежать отклонения подвижного захватного механизма во время перемещения.
[034] Более конкретно, режущий механизм 41 соединен с подвижной опорной пластиной 421. Если подвижная опорная пластина 421 перемещается, режущий механизм 41 перемещается соответственно.
[035] Для дальнейшей оптимизации решения вышеуказанный вариант осуществления настоящей заявки дополнительно улучшен. Режущий и захватный блок для RFID-метки шины дополнительно содержит направляющий элемент 53, который расположен на подвижной опорной пластине 421. Когда подвижный захватный механизм 42 приводит в движение режущий механизм 41 для перемещения в вертикальном направлении, направляющий элемент 53 может выступать в роли направляющей и обеспечивать ситуацию, в которой подвижный захватный механизм 42 не отклонялся, тем самым избегая негативного влияния на качество отрезания вследствие неравномерного усилия, прилагаемого к режущему механизму 41.
[036] Чтобы обеспечить возможность перемещения подвижным захватным механизмом 42 режущего механизма 41 в точное положение размещения, на основании 5 также расположен ограничивающий элемент 4212 для ограничения расстояния перемещения подвижной опорной пластины 421. Когда подвижная опорная пластина 421 находится в контакте с ограничивающим элементом 4212, ограничивающий элемент 4212 может эффективно ограничивать подвижную опорную пластину 421.
[037] Следует отметить, что направляющий элемент 53 и ограничивающий элемент 4212 предпочтительно представлены в количестве двух-четырех единиц. При таком расположении, можно дополнительно обеспечить ситуацию, в которой направляющие элементы 53 смогут эффективно выступать в роли направляющей, и ограничивающие элементы 4212 могут эффективно выступать в роли ограничителей.
[038] Следует отметить, что основание 5 дополнительно снабжено кабелеукладчиком 55 для размещения компонентов, таких как электрические провода.
[039] Как показано на Фиг. 5, режущий механизм 41, раскрытый в варианте осуществления настоящей заявки, содержит режущее устройство 411 для отрезания RFID-меток шины, и выталкивающее устройство 412 для выталкивания RFID-меток шины. Когда полоса материала, на которой расположена микросхема с RFID-меткой шины, достигает положения отрезания, режущее устройство 411 разрезает полосу материала на RFID-метки шины, соответствующей требованиям обработки. Когда отрезание завершается, RFID-метка шины остается внутри режущего устройства 411. Когда режущее устройство 411 достигает положения размещения RFID-метки шины, выталкивающее устройство 412 выталкивает RFID-метку шины из режущего устройства 411 и размещает ее в заданное положение. К этому моменту, весь процесс отрезания завершен. По сравнению с отрезанием вручную, режущий механизм предотвращает получение некачественных RFID-меток шины, полученных вследствие различных уровней подготовки персонала, и предотвращает трату ресурсов, что не только улучшает эффективность обработки, но также позволяет избегать вторичного загрязнения полосы материала эффективным образом.
[040] Кроме того, режущее устройство 411 содержит режущее и приводное устройство 4111, и режущее лезвие 4112, соединенное с режущим и приводным устройством 4111 и имеющую полое углубление. Режущее и приводное устройство 4111 приводит в движение режущее лезвие 4112 для перемещения к полосе материала, чтобы вызвать воздействие на полосу материала и завершить отрезание RFID-метки шины, и отрезанная RFID-метка шины остается в полости режущего лезвия 4112.
[041] Кроме того, режущее устройство 411 дополнительно содержит подвижный опорный элемент 4113. Режущее лезвие 4112 соединено с опорным элементом 4113. Режущее и приводное устройство 4111 расположено на опорном элементе 4113 и используется для приведения в движение опорного элемента 4113 для перемещения к полосе материала или от нее. Когда полоса материала достигает положения отрезания, режущее и приводное устройство 4111 приводится в действие, и затем опорный элемент 4113 приводится в движение для переноса режущего лезвия 4112 для перемещения по направлению к полосе материала. Когда отрезание завершается, режущее и приводное устройство 4111 приводится в действие, и затем приводится в движение опорный элемент 4113 для переноса режущего лезвия 4112 для перемещения по направлению от полосы материала.
[042] Следует отметить, что режущее и приводное устройство 4111 может представлять собой цилиндр или линейный двигатель, при условии, что опорный элемент 4113 может перемещаться по направлению к полосе материала или от нее.
[043] Следует отметить, что полоса материала в настоящем документе относится к полосе материала, на которой расположена микросхема с RFID-меткой шины.
[044] Для того, чтобы дополнительно оптимизировать решение и дополнительно улучшить качество отрезания RFID-метки шины, режущее устройство 411 в настоящем варианте осуществления дополнительно оснащено прижимной пластиной 413 для материала, на основании вышеуказанных вариантов осуществления. Опорный элемент 4113 соединён с прижимной пластиной 413 для материала посредством направляющей стойки 4114 с пружиной, и режущее лезвие 4112 может вступать в контакт с полосой материала через прижимную пластину 413 для материала. Когда полоса материала достигает положения отрезания, режущее и приводное устройство 4111 приводится в действие, и затем приводит в движение опорный элемент 4113 для перемещения режущего лезвия 4112 по направлению к полосе материала. Пружина на направляющей стойке 4114 с пружиной непрерывно сжимается во время перемещения опорного элемента 4113, и, когда пружина сжата до определенной степени, прижимная пластина 413 для материала плотно прижимает полосу материала. Режущее лезвие 4112 может вступать в контакт с полосой материала с помощью прижимной пластины для материала, и отрезать полосу материала для электронной метки. Когда отрезание завершено, режущее лезвие 4112 постепенно перемещается в сторону от полосы материала, приводимой в движение режущим и приводным устройством 4111. Когда режущее лезвие 4112 поднимается на определенную высоту, пружина полностью разжимается, и прижимная пластина для материала отделяется от полосы материала и готовится к следующему отрезанию.
[045] Следует отметить, что прижимная пластина 413 для материала оснащена сквозным отверстием, которое совпадает с режущим лезвием 4112. Прижимная пластина 413 для материала прижимает полосу материала, и режущее лезвие 4112 отрезает полосу материала через сквозное отверстие. Прижимная пластина 413 для материала прижимает полосу материала для дополнительного обеспечения плоскостности полосы материала.
[046] Следует отметить, что направляющих стоек 4114 с пружиной предпочтительно четыре или шесть, и более предпочтительно, их число составляет четыре. Каждый из четырех углов второй опорной пластины оснащен одной направляющей стойкой с пружиной, которая может эффективно направлять опорный элемент 4113.
[047] Следует дополнительно отметить, что опорный элемент 4113 содержит первую опорную пластину и вторую опорную пластину, которые расположены параллельно, и третью опорную пластину и четвертую опорную пластину, которые вертикально соединены с первой опорной пластиной и второй опорной пластиной. Режущее и приводное устройство 4111 расположено на первой опорной пластине.
[048] Кроме того, режущее устройство 411 дополнительно содержит соединительную пластину 4115. Соединительная пластина установлена на нижней торцевой поверхности третьей опорной пластины, и режущее лезвие 4112 расположено на соединительной пластине 4115. Когда опорный элемент 4113 перемещается вниз, соединительная пластина 4115 и режущее лезвие 4112 вместе перемещаются вниз.
[049] Для того чтобы дополнительно улучшить качество отрезания RFID-метки шины и обеспечить ситуацию, в которой края RFID-метки шины были плоскими и гладкими после завершения отрезания, режущее устройство 1, раскрытое в варианте осуществления настоящей заявки, дополнительно содержит нагревательную трубку, расположенную на соединительной пластине 4115. Нагревательная трубка нагревает режущую кромку режущего лезвия 4112, так что режущее лезвие может плавно отрезать RFID-метку шины.
[050] Кроме того, выталкивающее устройство 412 содержит выталкивающее и приводное устройство 4121, расположенное в нижней части первой опорной пластины, и выталкивающая пластина 4122 соединена с выталкивающим и приводным устройством 4121. Вторая опорная пластина оснащена сквозным отверстием, и выталкивающая пластина 4122 может вступать в контакт с RFID-меткой шины через сквозное отверстие и выталкивать RFID-метку шины из режущего лезвия 4112. Когда выталкивающее и приводное устройство 4121 включено, выталкивающее и приводное устройство 4121 приводит в движение выталкивающую пластину 4122 для перемещения в сторону RFID-метки шины, выталкивает RFID-метку шины из режущего лезвия 4112 и размещает RFID-метку шины в заданном положении.
[051] Следует отметить, что выталкивающее и приводное устройство 4121 может быть цилиндром, линейным двигателем или линейным приводным модулем, приводимым в движение двигателем.
[052] Вышеуказанные варианты осуществления описаны последовательно. Каждый из вариантов осуществления основан на описании отличий от других вариантов осуществления, и среди этих вариантов осуществления могут быть сделаны ссылки на одинаковые или подобные части.
[053] Вышеприведенная иллюстрация раскрытых вариантов осуществления может обеспечить возможность специалистам в данной области техники практиковать или использовать настоящую заявку. Различные модификации вариантов осуществления очевидны для специалистов в данной области техники, и общий принцип, определенный в настоящем документе, может быть реализован в других вариантах осуществления без отклонения от сущности или объема настоящей заявки. Следовательно, настоящая заявка не ограничена вариантами осуществления, описанными в настоящем документе, но должна соответствовать самому широкому объему, согласующемуся с принципами и новыми признаками, раскрытыми в настоящем документе.
Реферат
Изобретение относится к области техники режущего оборудования. Режущее оборудование для RFID-метки шины содержит блок (1) для отслаивания упаковочной пленки для отслаивания упаковочной пленки, расположенной на полосе материала, транспортировочный блок (2) для транспортировки полосы материала, блок (3) визуального определения для определения положения полосы материала и режущий и захватный блок (4) для отрезания полосы материала и перемещения образованной отрезанием RFID-метки шины в положение размещения. В результате обеспечивается повышение точности обработки. 9 з.п. ф-лы, 5 ил.
Комментарии