Способ и устройство для непрерывного изготовления трубчатых элементов - RU2238188C2
Код документа: RU2238188C2
Чертежи
Описание
Изобретение относится к способу непрерывного изготовления трубчатых элементов с лежащей внутри продольной перегородкой для получения туб (тюбиков) с двумя разделенными друг от друга камерами, при котором получают бесконечный трубчатый штранг с лежащей внутри продольной перегородкой, от которого с помощью режущего приспособления отделяют отдельные трубчатые элементы с заданной длиной для дальнейшей переработки. Изобретение также относится к устройству для проведения этого способа.
Из DE-A1-195 22 169 известен подобный способ, при котором отрезанные на заданную длину трубчатые элементы жестко соединяют с головкой тубы, имеющей продольную перегородку.
Для получения туб без перегородки известно такое решение, при котором тубы желаемой длины отрезают с помощью поперечного разрезающего устройства с двумя ножами, причем скорость вращения установлена таким образом, что трубчатые элементы можно отрезать в широком диапазоне на любую длину.
При применении подобного устройства поперечного отрезания трубчатых штрангов для туб с лежащей внутри продольной перегородкой, при котором перегородка простирается предпочтительно в зоне диаметра, возникают проблемы, так как вследствие плоской укладки трубчатого штранга тубы для разрезания вместо обычных в общей сложности двух изгибов в краевой зоне образуются в общем шесть изгибов вследствие соответствующей диаметру относительно короткой перегородки по сравнению с плоско уложенными более широкими участками трубчатой стенки, причем эти проблемы дают нежелательные предпосылки для дальнейшей переработки. Например, вследствие плоского укладывания внутренняя перегородка сильно натягивается и имеется опасность разъединения соединительного шва трубчатого элемента, вследствие чего может нарушиться плотность камер. Из-за наличия множества изгибов также портится внешний вид туб.
Задачей изобретения является разработка улучшенного способа изготовления туб, при котором также и трубчатые элементы для туб с лежащей внутри продольной перегородкой могут разрезаться разрезающим устройством без дополнительных изгибов и без повреждений на любую длину, а также разработка устройства для проведения такого способа.
Эта задача решается способом с признаками пункта 1, а также устройством с признаками пункта 2 формулы изобретения.
Ниже изобретение поясняется с помощью следующих чертежей:
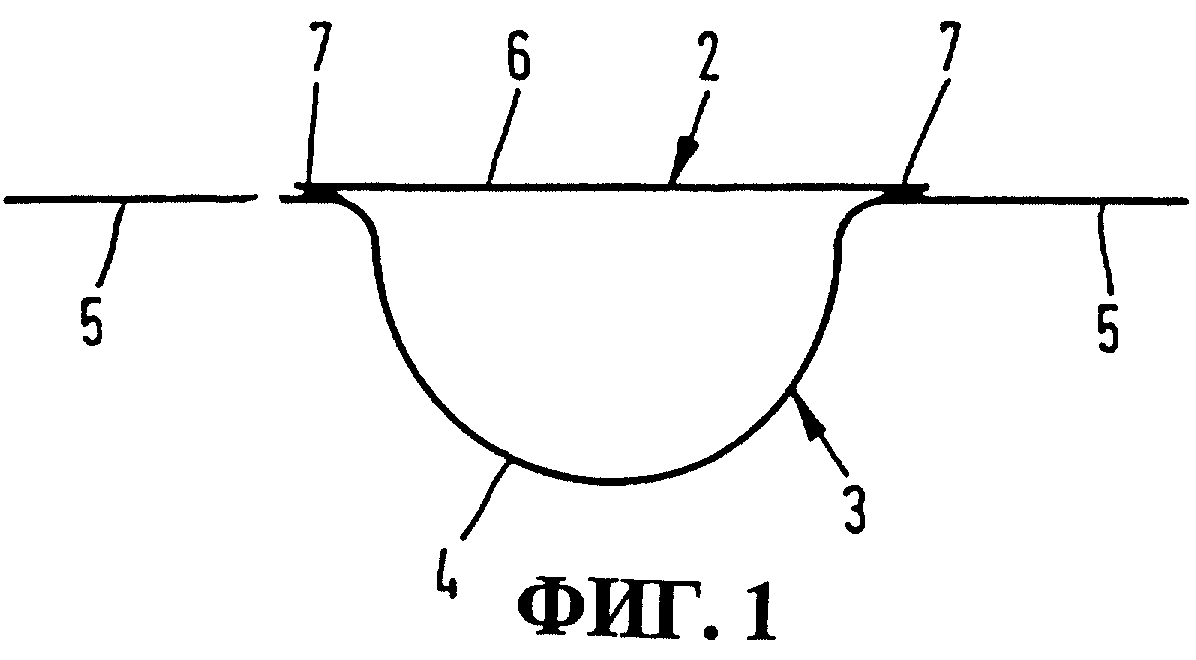
фиг.1 - полуфабрикат трубчатого элемента с закрепленной перегородкой в поперечном сечении.
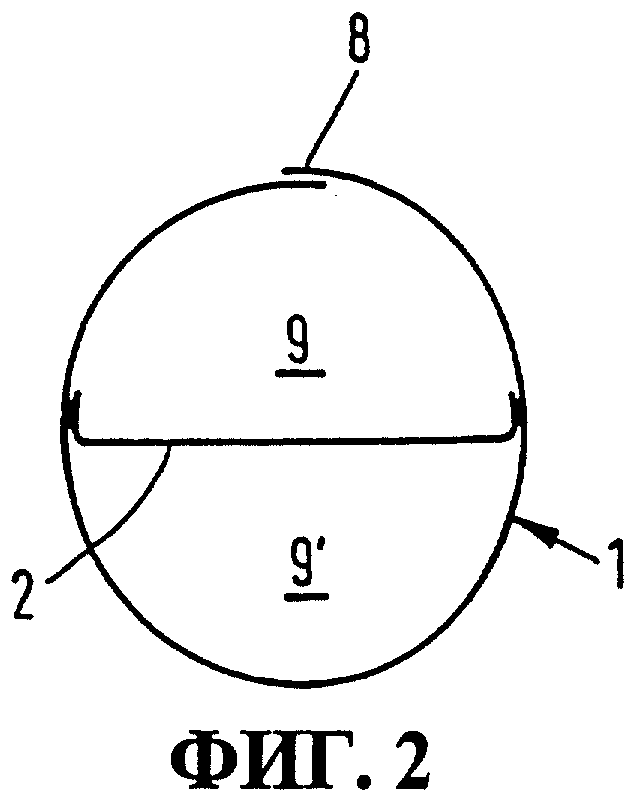
фиг.2 - трубчатый элемент для тубы с лежащей внутри продольной перегородкой в поперечном сечении.
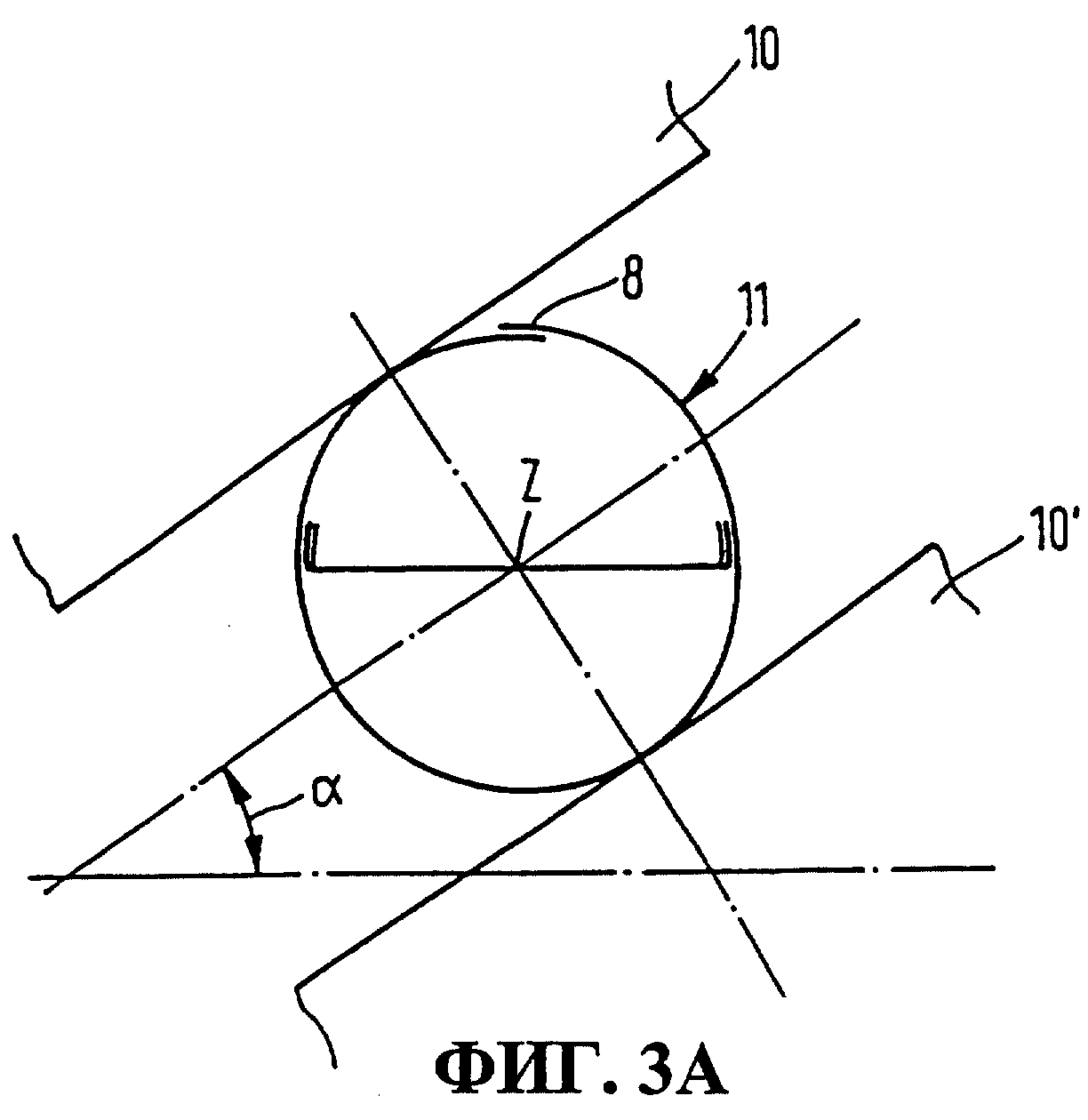
фиг.3а - позиция трубчатого элемента с лежащей внутри перегородкой между вращающимися ножами поперечного отрезного устройства.
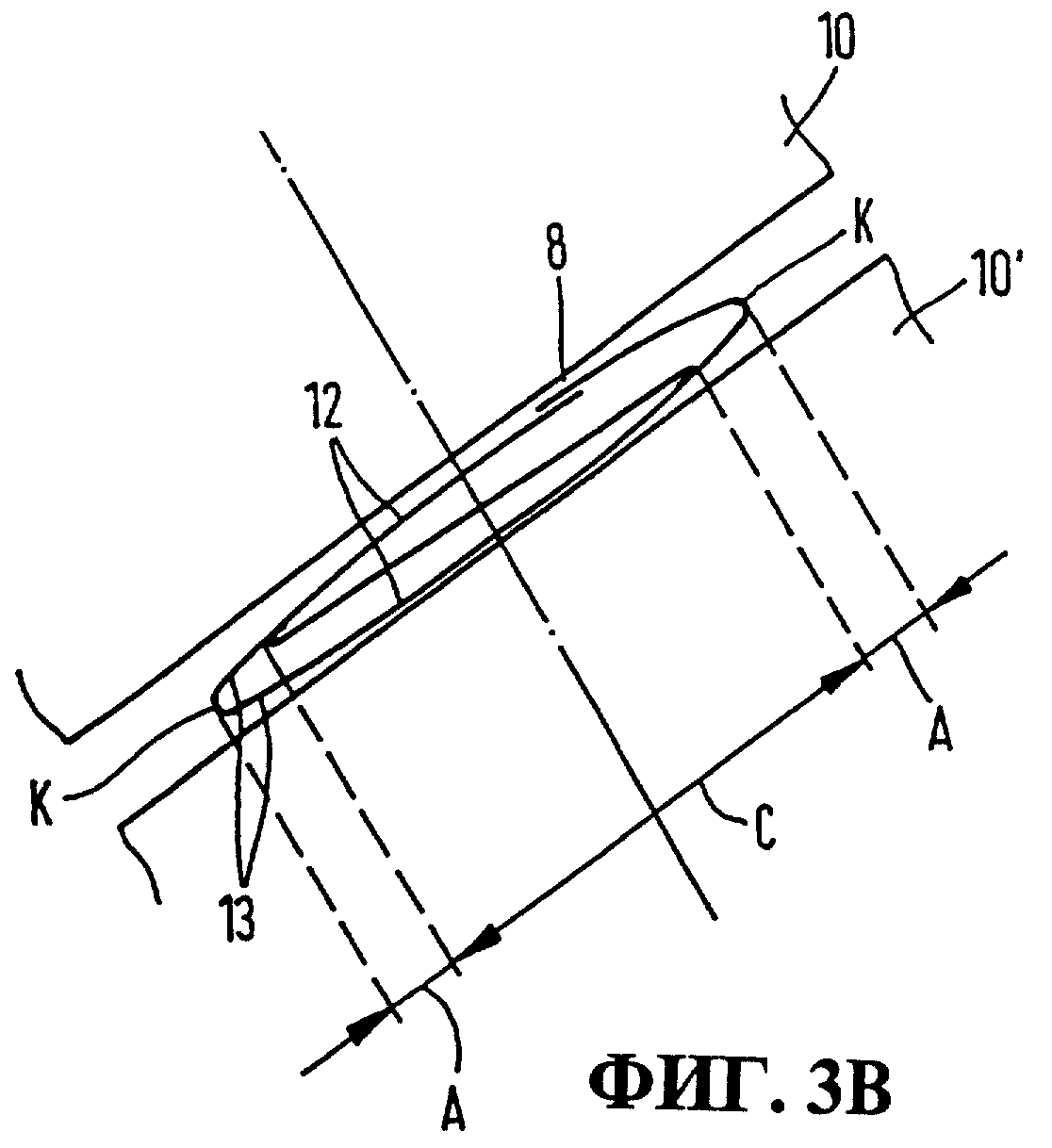
фиг.3b - плоско уложенный трубчатый элемент с лежащей внутри перегородкой непосредственно перед отрезанием.
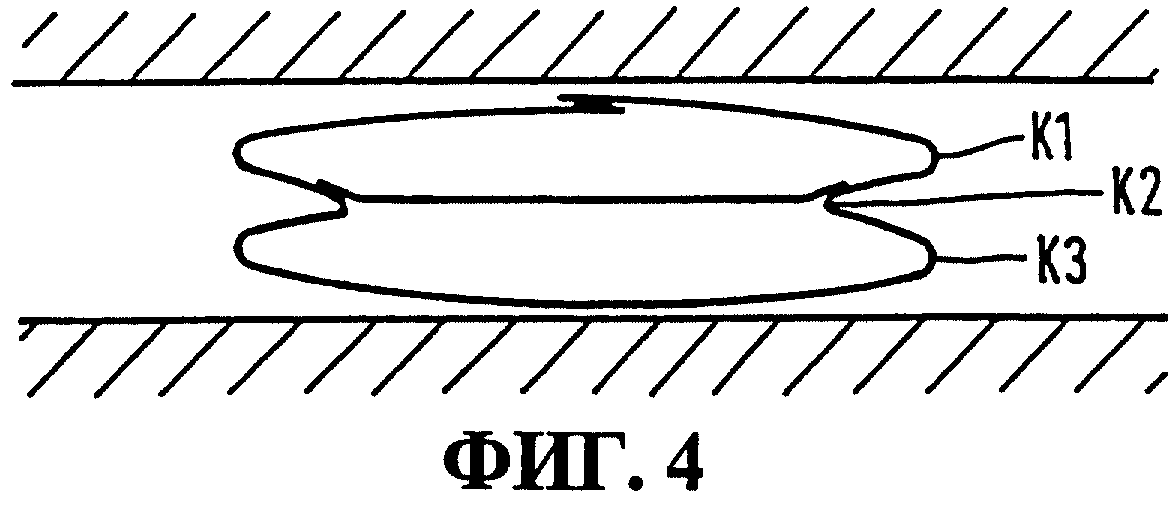
фиг.4 - позиция разрезания трубчатого элемента с лежащей внутри перегородкой при обычном применении поперечного разрезающего устройства по ближайшему аналогу.
На фиг.1 изображен полуфабрикат трубчатого элемента 1 с перегородкой 2 в поперечном сечении, который состоит из пленки 3 с центральным полукруглым элементом 4 и двумя загнутыми боковыми крыльями 5, причем полукруглый элемент 4 покрыт второй пленкой 6, которая позже служит в качестве перегородки 2. Края 7 второй пленки 6 закреплены с уплотнением непосредственно в граничащей с полукруглым элементом 4 зоне боковых крыльев 5. На второй стадии свободные концы боковых крыльев 5 связывают друг с другом с образованием шва внахлестку 8, вследствие чего образуется трубчатый элемент 1 с лежащей внутри, расположенной вдоль диаметра перегородкой 2, поперечное сечение которого показано на фиг.2.
Перегородкой 2 трубчатый элемент 1 разделяют на две одинаковые по величине камеры 9, 9’.
Если бы изготовленный таким образом отрезок трубчатого элемента разрезали на желаемые отрезки известным образом в устройстве поперечного отрезания, для чего его нужно плоско укладывать, получалась бы показанная на фиг.4 позиция отрезания с тремя загибами К1, К2, К3 на каждой стороне, которые приводили бы к вышеописанными негативным последствиям. На фиг.3 изображено решение по изобретению.
На фиг 3а представлено взаимное расположение вращающихся ножей 10, 10’ устройства поперечного отрезания, выровненного к штрангу 11 трубчатого элемента с горизонтально лежащей перегородкой 2, которая его симметрично разделяет. При этом ножи 10, 10’ расположены повернутыми под углом α относительно расположенной горизонтально перегородки 2 вокруг центральной оси Z круглого трубчатого элемента 1 и фиксированы в этом положении. При данных условиях угол α составляет 32,66°. Имеется также возможность размещения ножей горизонтально и подвода трубчатого элемента 1 к ножам в повернутом под углом α положении (на чертежах не представлено).
На фиг.3b представлен плоско уложенный трубчатый штранг для туб непосредственно перед отрезанием, причем он имеет центральную, трехслойную зону С, которая состоит из плоско уложенной перегородки 2 и из одного подложенного и одного наложенного стенных отрезков 12, 12’, и две примыкающие по обоим концам зоны С двухслойные зоны А, А’, которые состоят из загнутых (U-образных) лежащих друг над другом стенных отрезков 13, 13’. На фиг.3b ясно видно, что здесь на каждой стороне возникает только один изгиб К, как это имеет место трубчатых элементах без перегородки. В качестве материала могут применяться различные однослойные или многослойные пластмассовые пленки с или без изоляционного слоя из пластмасс, алюминия или стекла. Могут применяться все круглые или закругленные, например, овальные трубчатые элементы с перегородкой, ширина которых меньше, чем ширина плоско уложенного трубчатого элемента.
Реферат
Способ для получения туб (тюбиков) с двумя разделенными друг от друга камерами, при котором получают бесконечный трубчатый штранг с лежащей внутри продольной перегородкой. При этом от трубчатого штранга с помощью режущего приспособления отделяют отдельные трубчатые элементы с заданной длиной для дальнейшей переработки. Причем трубчатые элементы изготавливают из пленки с центральной полукруглой частью и двумя отогнутыми боковыми крыльями, при этом полукруглую часть перекрывают служащей в качестве перегородки второй пленкой и в качестве режущего приспособления применяют поперечно-режущее приспособление с двумя вращающимися ножами. Полученный закругленный трубчатый штранг с продольной перегородкой подают между двумя вращающимися ножами, плоско укладывают и выравнивают таким образом, что плоско уложенный тюбиковый трубчатый штранг имеет центральную трехслойную зону, которая состоит из плоско уложенной и выровненной перегородки по середине и из одного подложенного и одного наложенного стенных отрезков, а также из двух примыкающих двухслойных зон по обоим концам трехслойной зоны. Причем каждая двухслойная зона состоит из загнутых, лежащих друг над другом стенных отрезков трубчатого элемента. Изобретение также относится к устройству для проведения этого способа. Предложенные способ и устройство позволяют разрезать трубчатые элементы без дополнительных изгибов и повреждений на любую длину, что улучшает их качество изготовления и внешний вид изделий. 2 н.п. ф-лы, 5 ил.
Комментарии