Устройство и способ производства бумажных рулонов(варианты) - RU2291924C2
Код документа: RU2291924C2
Чертежи

Описание
Настоящее изобретение относится к устройству и способу производства коротких бумажных рулонов.
В описании, которое последует ниже, термин бумажные рулоны и его эквивалент термин «заготовки» относятся к рулонам рулонного материала (такого как бумага), намотанным вокруг поддерживающего сердечника (например, сердечника в виде картонной трубы) для дальнейшего разрезания с целью формирования рулонов меньших размеров, которые соответствуют промышленным.
Известно, что существующее производство коротких бумажных рулонов включает в себя поперечное разрезание заготовок, осуществляемое посредством перематывающих машин и с использованием одной или более режущих машин.
Режущие машины для заготовок детально описаны в документе IT 1247330.
На практике режущие машины этого типа включают в себя:
- множество каналов или направляющих, в которые выгружаются заготовки, и в соответствии с которыми подвижные устройства, так называемые «носители», смонтированы и служат для перемещения заготовок в продольном направлении посредством нажатия на них сзади;
- станцию резки, содержащую одно или более круглых лезвий, вращающихся вокруг осей параллельно осям заготовок и закрепленных на соответствующей подвижной опоре;
- средства для удаления излишков, то есть концевых обрезков, полученных на указанной станции резки.
Во время обычной операции заготовка, которую нужно разрезать, размещается посредством соответствующего устройства-носителя - в исходное положение на соответствующую направляющую, та же заготовка удерживается в таком положении и разрезается одним из лезвий, которое подается в плоскости, ортогональной к оси заготовки так, чтобы сформировать более короткий рулон заданного размера. Длина короткого рулона фактически зависит от продвижения устройства-носителя в течение промежутка времени между двумя последовательными движениями лезвий.
Существующие производственные процессы предполагают некоторую степень неточности при формировании заготовок. Фактически сердечники вероятно либо выступают из концов намотанного материала, либо утоплены в нем. К тому же основания концов заготовок в результате могут отклоняться по отношению к их продольным осям, и их консистенция может быть недостаточно однородна.
Кроме того, длина заготовок никогда не бывает одной и той же как вследствие указанных отклонений процесса, так и из-за деформаций, вызываемых давлением, производимым устройством-носителем на основания заготовок с низкой плотностью намотки, эти деформации вызывают ошибки в продвижении устройств-носителей, и, таким образом, неточность длины коротких рулонов, сформированных из заготовок. Такие неточности в результате становятся критическими, когда разрезы должны быть выполнены на заранее установленных расстояниях от напечатанных рисунков или других отпечатанных фигур, образованных на бумаге заготовок.
Помимо этого, первые и последние разрезы, требуемые для подрезания заготовок в соответствии с двумя их концами, образуют излишки или обрезки, которые должны быть отделены от коротких рулонов перед отправкой их на рынок. Следовательно, предусматриваются средства, предназначенные для отделения обрезков, причем эти средства никогда не бывают эффективными в полной мере и их применение, вероятно, ухудшает качество коротких рулонов.
Дополнительный недостаток, относящийся к этому способу подрезания заготовок, заключается в низком качестве подрезанных концов: чтобы свести к минимуму производственные отходы, длина подрезаемой части минимальна, но из-за недостатка однородности материала вблизи оснований концов соответствующие срезы почти никогда не перпендикулярны осям заготовок, так что в большинстве случаев для каждой заготовки производятся два дефектных коротких рулона (по одному на каждом конце заготовки), а также из-за высокой скорости и формы скоса лезвий. Результатом этого является приемлемое решение, которое представляет собой компромисс только в части требований для подрезания и разрезания заготовок.
Наиболее близким аналогом заявленного изобретения является патент США 4558617, который раскрывает устройство и способ для производства коротких бумажных рулонов, сформированных на перематывающей машине, которое, однако, также имеет вышеуказанные недостатки.
Основной целью изобретения является устранение указанных недостатков.
Этот результат достигнут в соответствии с изобретением посредством обеспечения устройства для производства коротких бумажных рулонов, содержащего перематывающую машину для производства бумажных рулонов или заготовок; подрезающее устройство для подрезания каждой заготовки, полученной посредством перематывающей машины; хранилище, в котором хранятся уже подрезанные заготовки; и, по меньшей мере, одну режущую машину для разделения заготовок, уже подрезанных и подаваемых из хранилища, на множество коротких рулонов.
Предпочтительно, устройство содержит секцию для входа заготовок, которые нужно подрезать; секцию для выхода подрезанных заготовок; станцию с режущими средствами для подрезания заготовок; средства для перемещения заготовок между секцией входа, режущей станцией и секцией выхода; средства, связанные со средствами передвижения заготовок для удержания заготовок при их перемещении.
Предпочтительно, средства удержания заготовок являются средствами зажимного устройства.
Предпочтительно, средства зажимного устройства связаны со средствами для перемещения заготовок.
Предпочтительно, устройство также содержит средства, расположенные и действующие между секцией для входа и средствами для перемещения заготовок, с возможностью передачи заготовок от секции к средствам, при этом средства для передачи заготовок содержат корпус, смонтированный на валу параллельно заготовкам, которые входят через секцию входа, и снабженный множеством опорных поверхностей для заготовок, которые нужно передать.
В соответствии с изобретением также предложено устройство для производства коротких бумажных рулонов, содержащее перематывающую машину для производства бумажных рулонов или заготовок; хранилище, в котором хранятся заготовки; подрезающее устройство для подрезания каждой заготовки, полученной посредством перематывающей машины и подаваемой из хранилища; и, по меньшей мере, одну режущую машину для разделения заготовок, уже подрезанных и подаваемых подрезающим устройством.
В соответствии с изобретением также предложен способ производства коротких бумажных рулонов, содержащий первый этап производства бумажного рулона или заготовки; второй этап подрезания заготовки посредством удаления излишков с обоих ее концов, получая, таким образом, подрезанную заготовку; третий этап хранения подрезанной заготовки в хранилище и четвертый этап разделения подрезанной заготовки на множество коротких рулонов, при этом подрезанная заготовка подается из хранилища.
В соответствии с изобретением также предложен способ производства коротких бумажных рулонов, содержащий первый этап производства бумажного рулона или заготовки; второй этап подрезания заготовки посредством удаления излишков с обоих ее концов, получая, таким образом, подрезанную заготовку; третий этап хранения подрезанной заготовки в хранилище и четвертый этап разделения подрезанной заготовки на множество коротких рулонов, при этом подрезанная заготовка подается из хранилища.
Настоящее изобретение позволяет упростить и улучшить процесс разрезания заготовок. К тому же оно позволяет упростить конструкцию и работу режущих машин, так как нет необходимости в секции для удаления обрезков с заготовки, и она может быть исключена. Дополнительно к этому устройство в соответствии с изобретением является простым в изготовлении, выгодным по цене и надежным даже после продолжительного срока службы.
Эти и другие преимущества и особенности изобретения будут наилучшим образом понятны любому специалисту в данной области техники из прочтения следующего описания вместе с приложенными чертежами, представленными в качестве практического примера изобретения, который, однако, не должен рассматриваться в качестве ограничения, на которых:
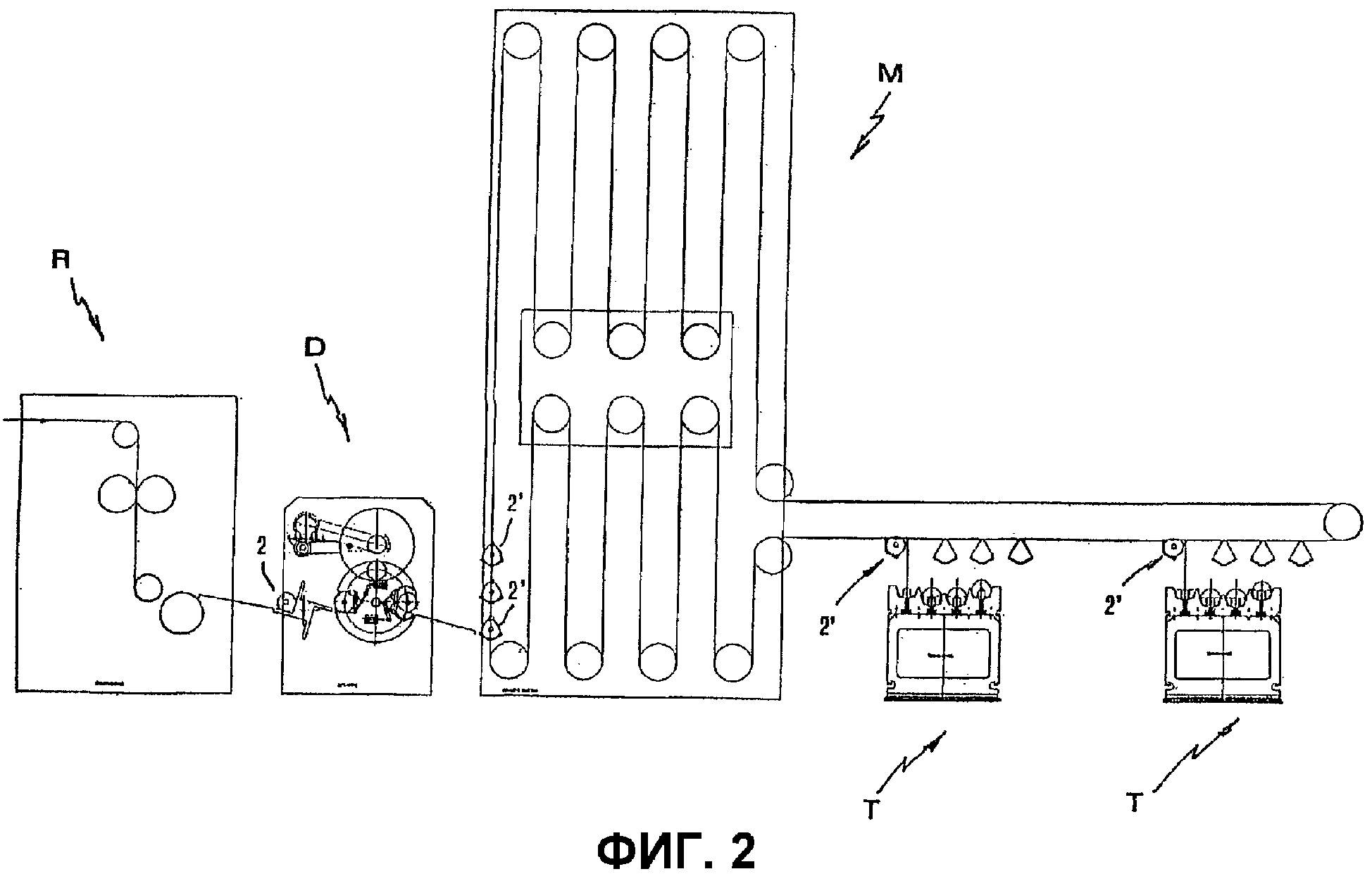
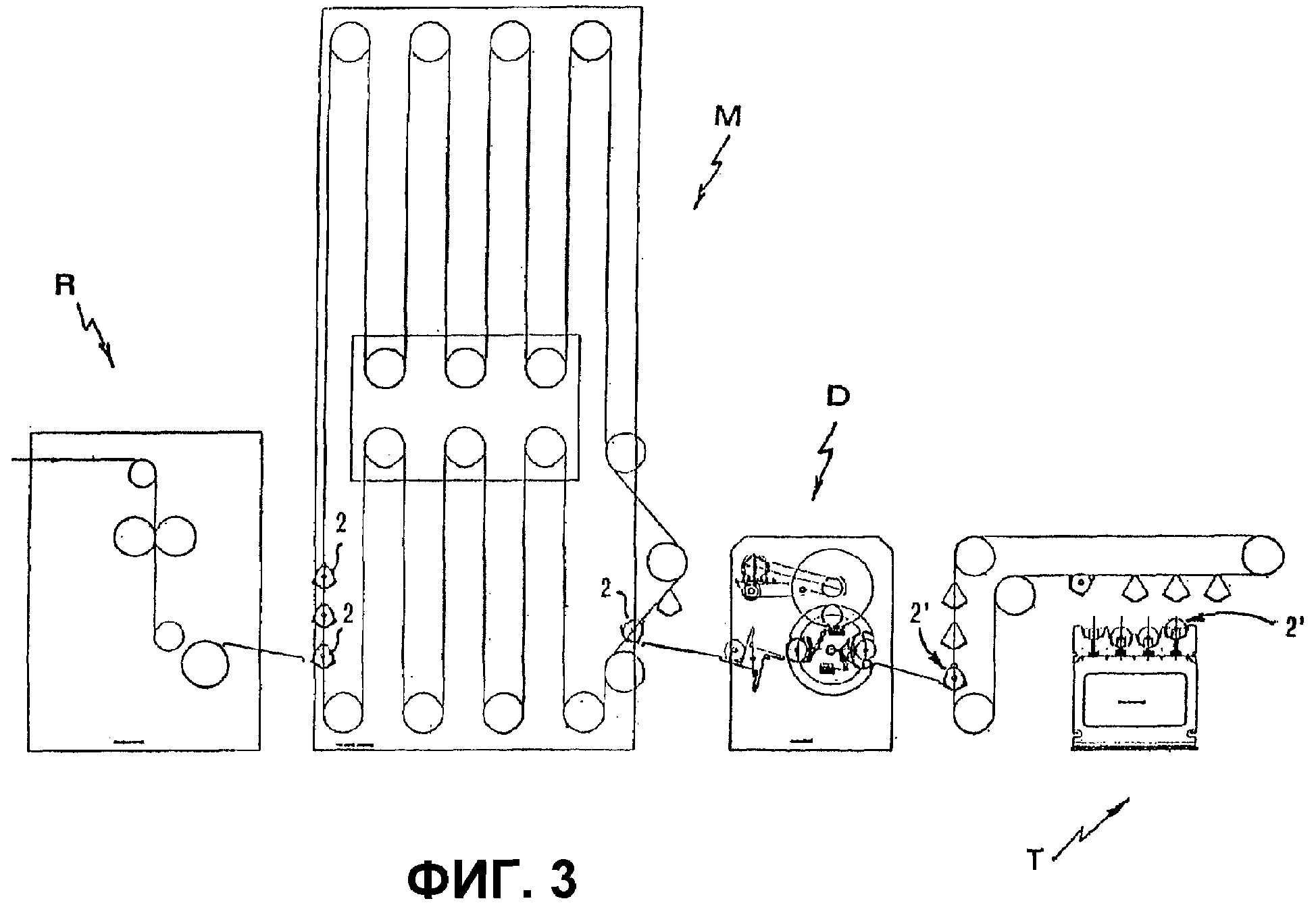
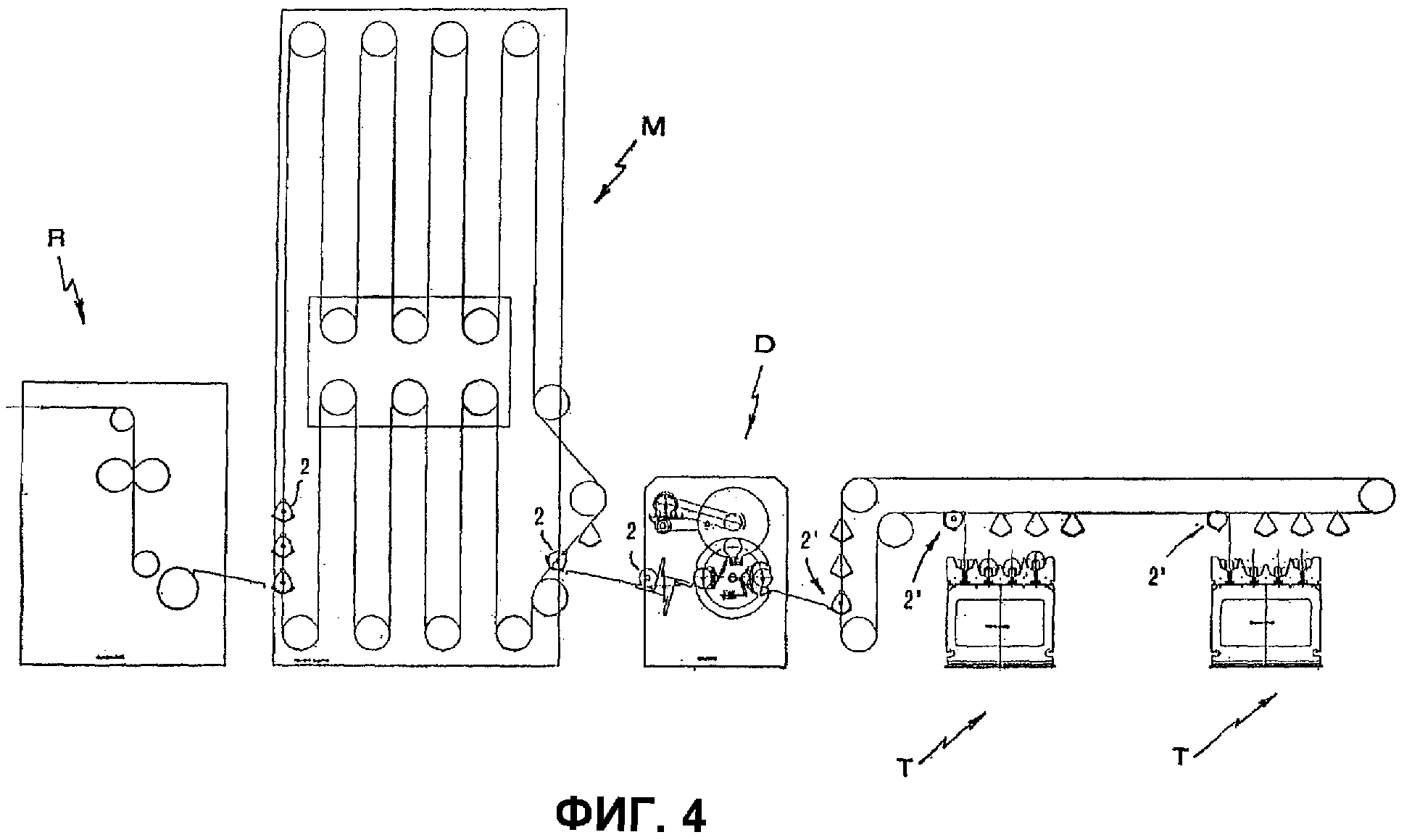
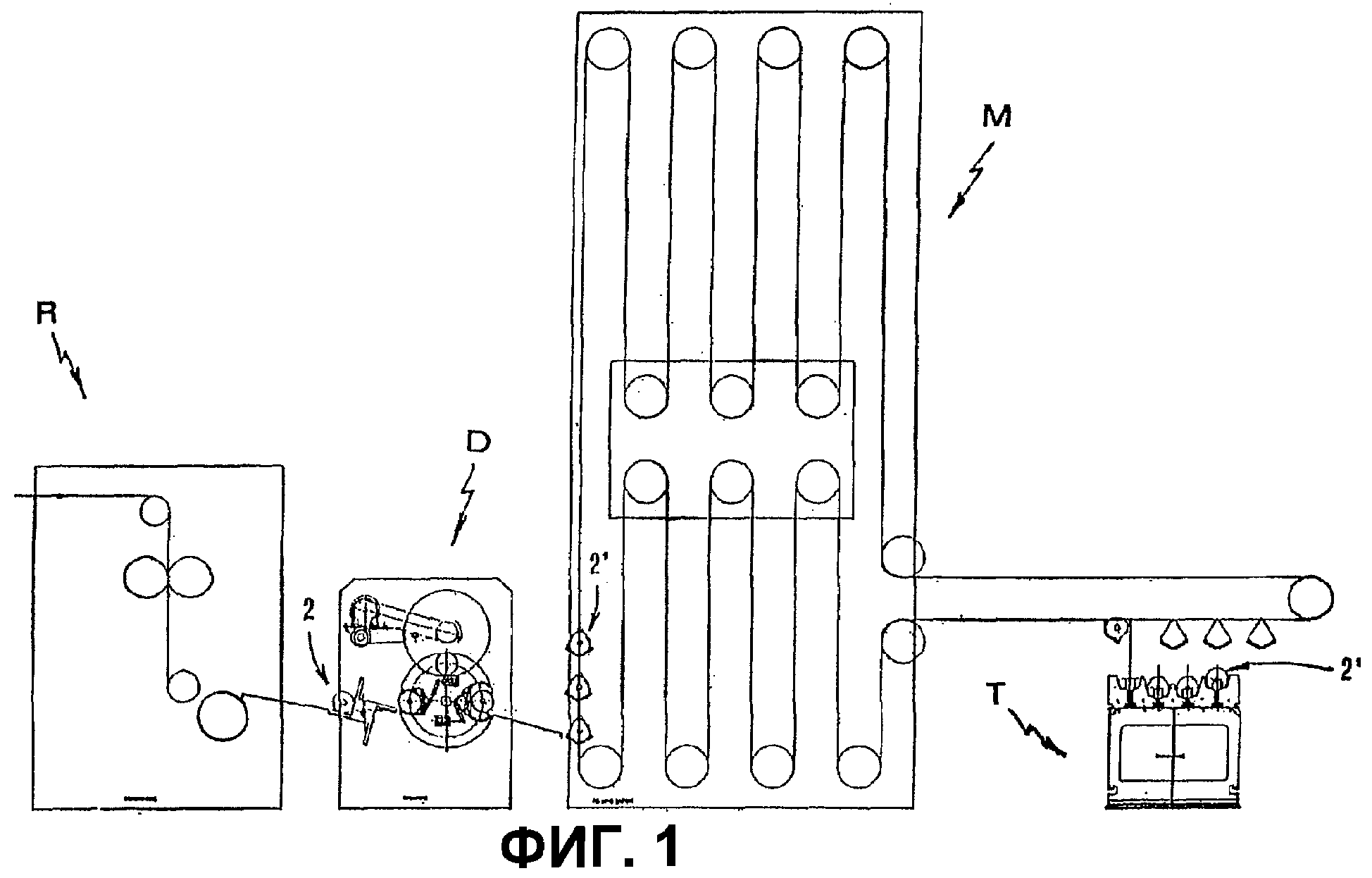
Фиг.1-4 показывают различные положения устройства в соответствии с изобретением внутри установки для производства бумажных рулонов промышленного размера;
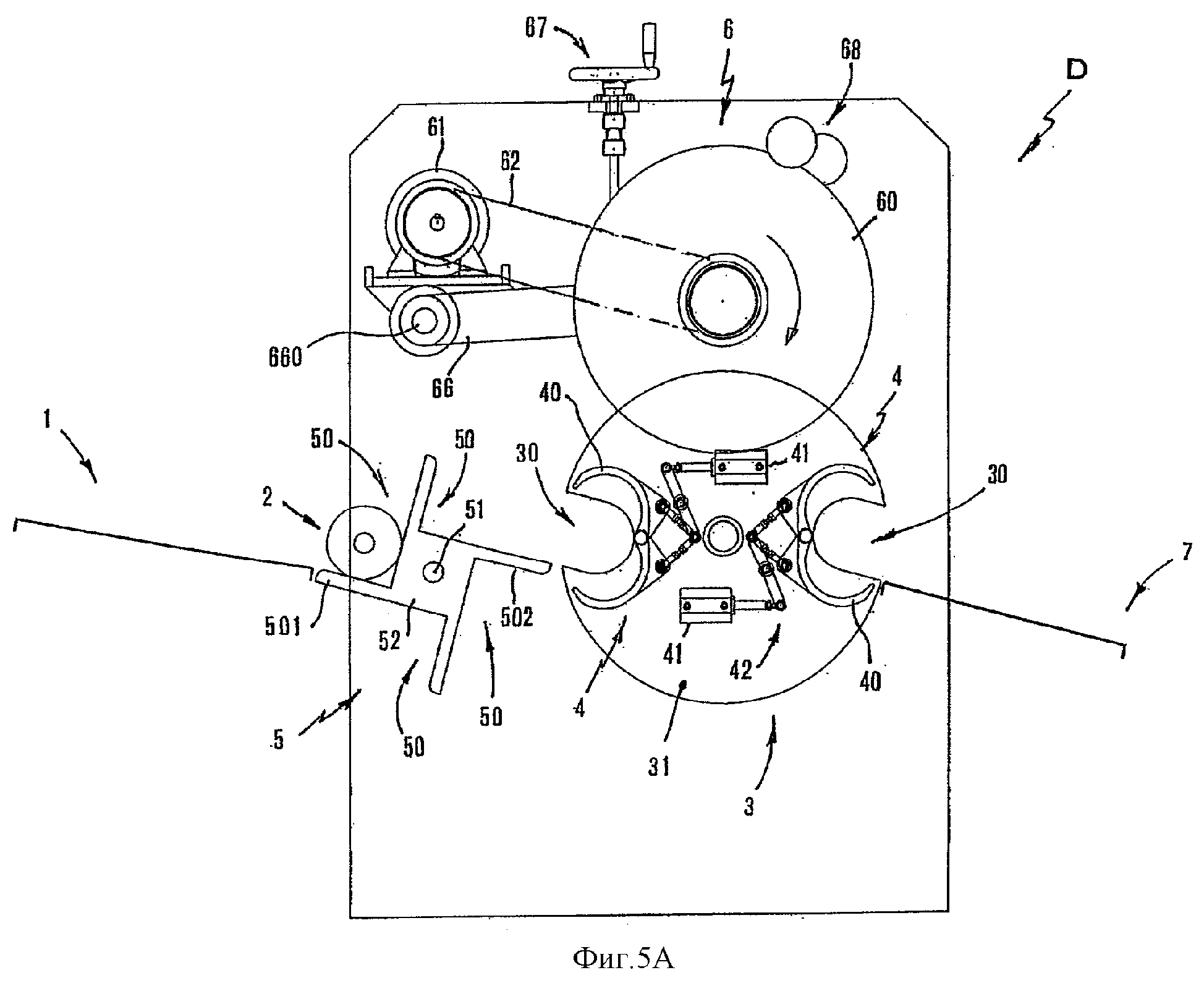
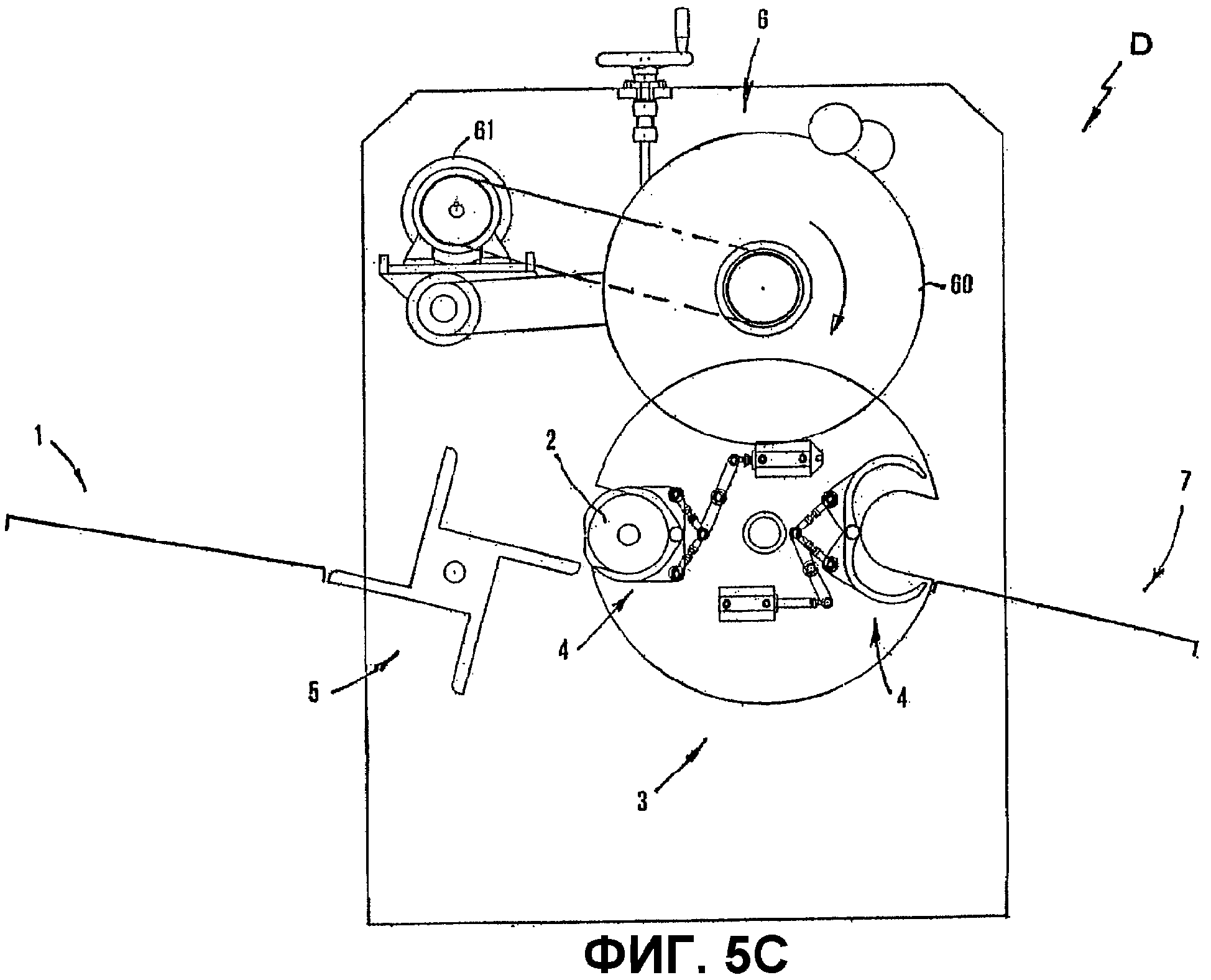
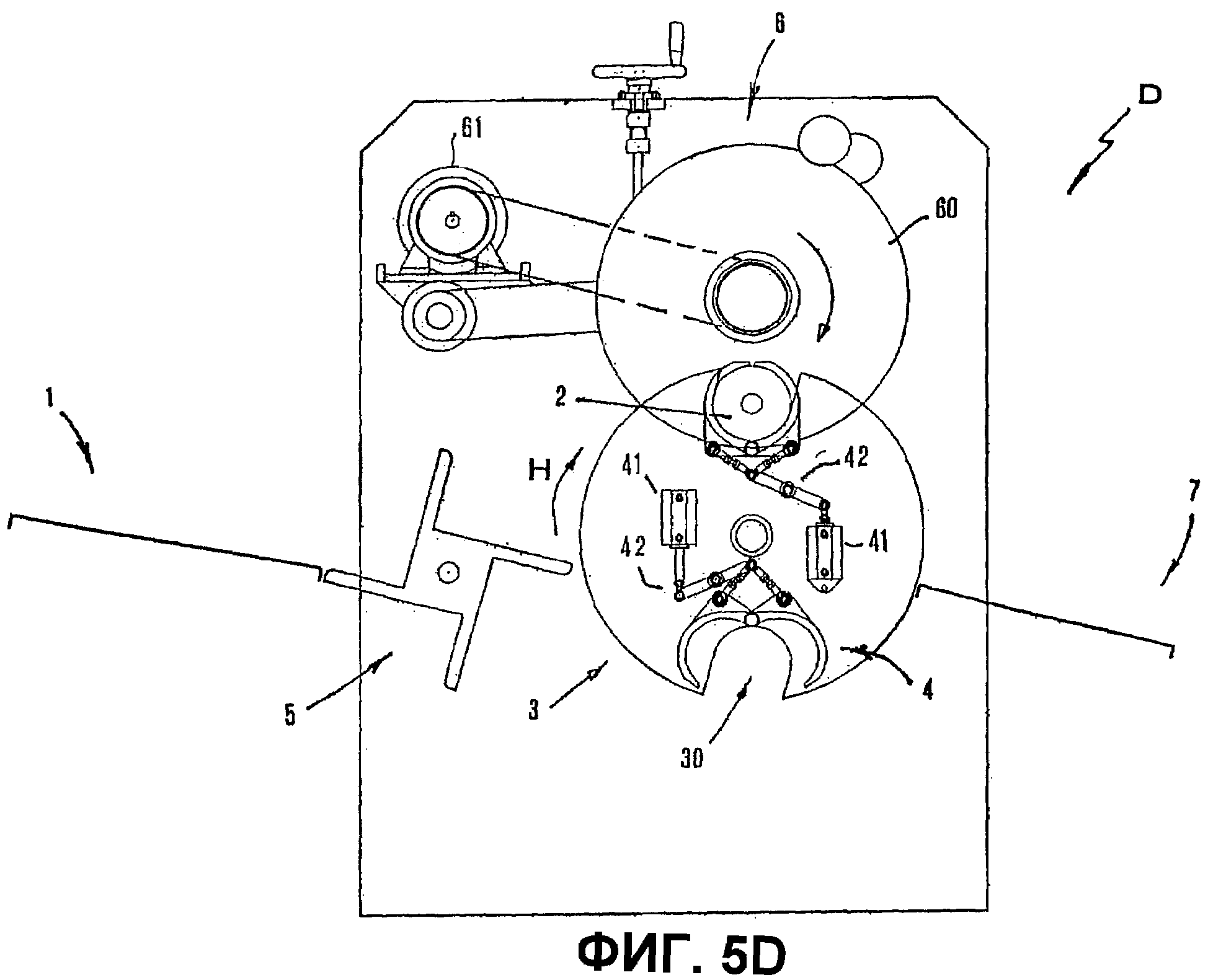
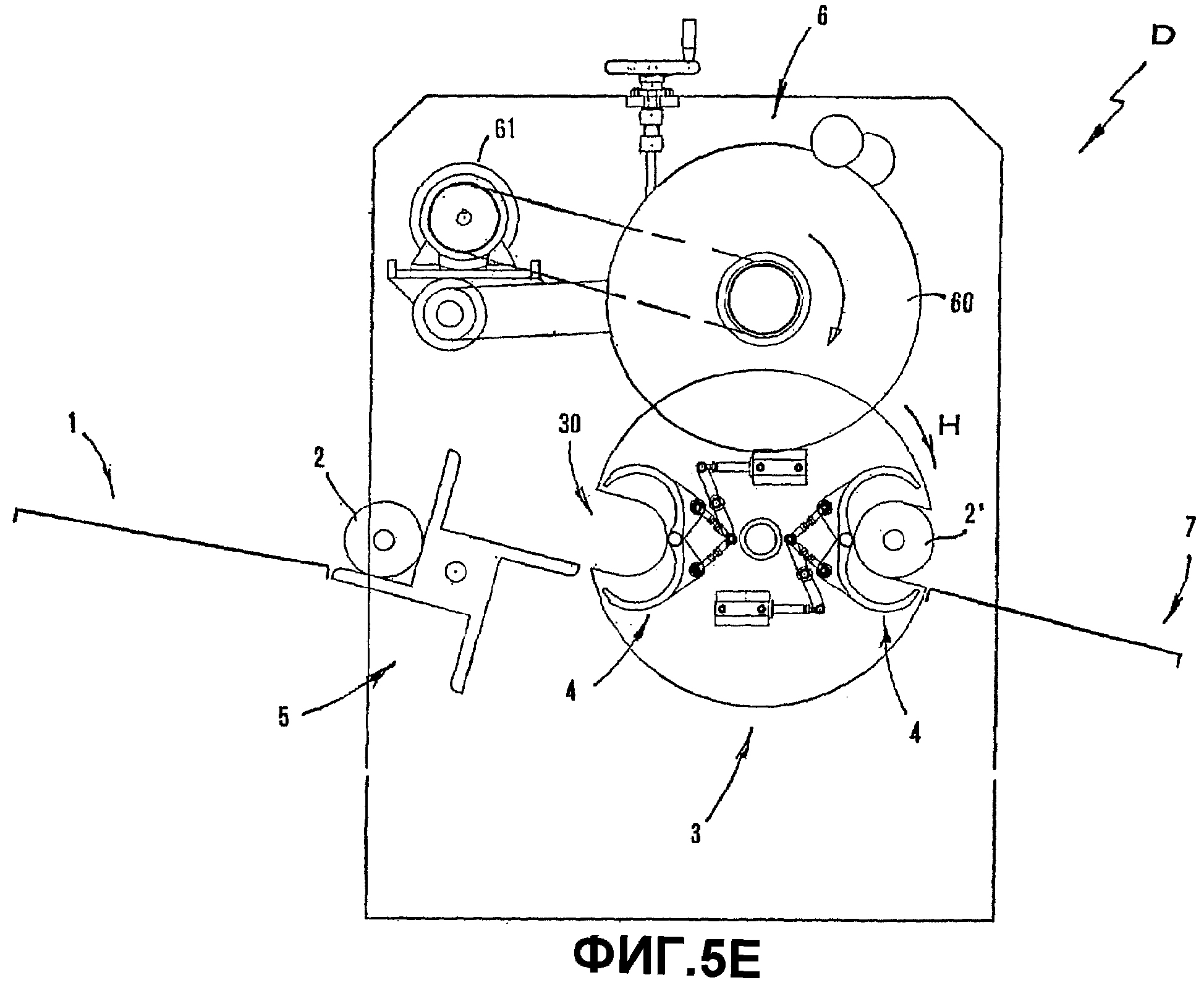
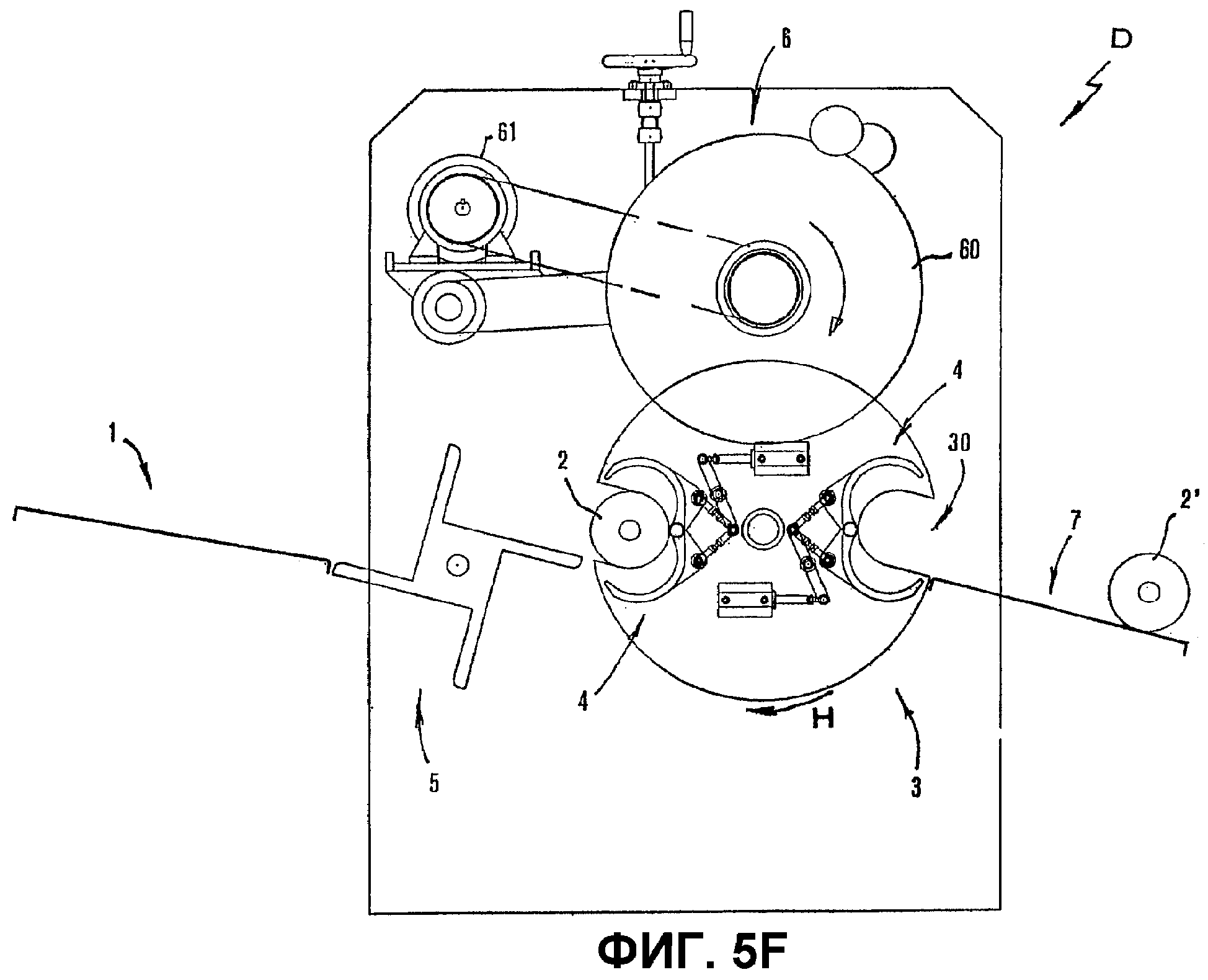
Фиг.5A-5F - схематичные виды сбоку устройства в соответствии с изобретением в различных рабочих состояниях;
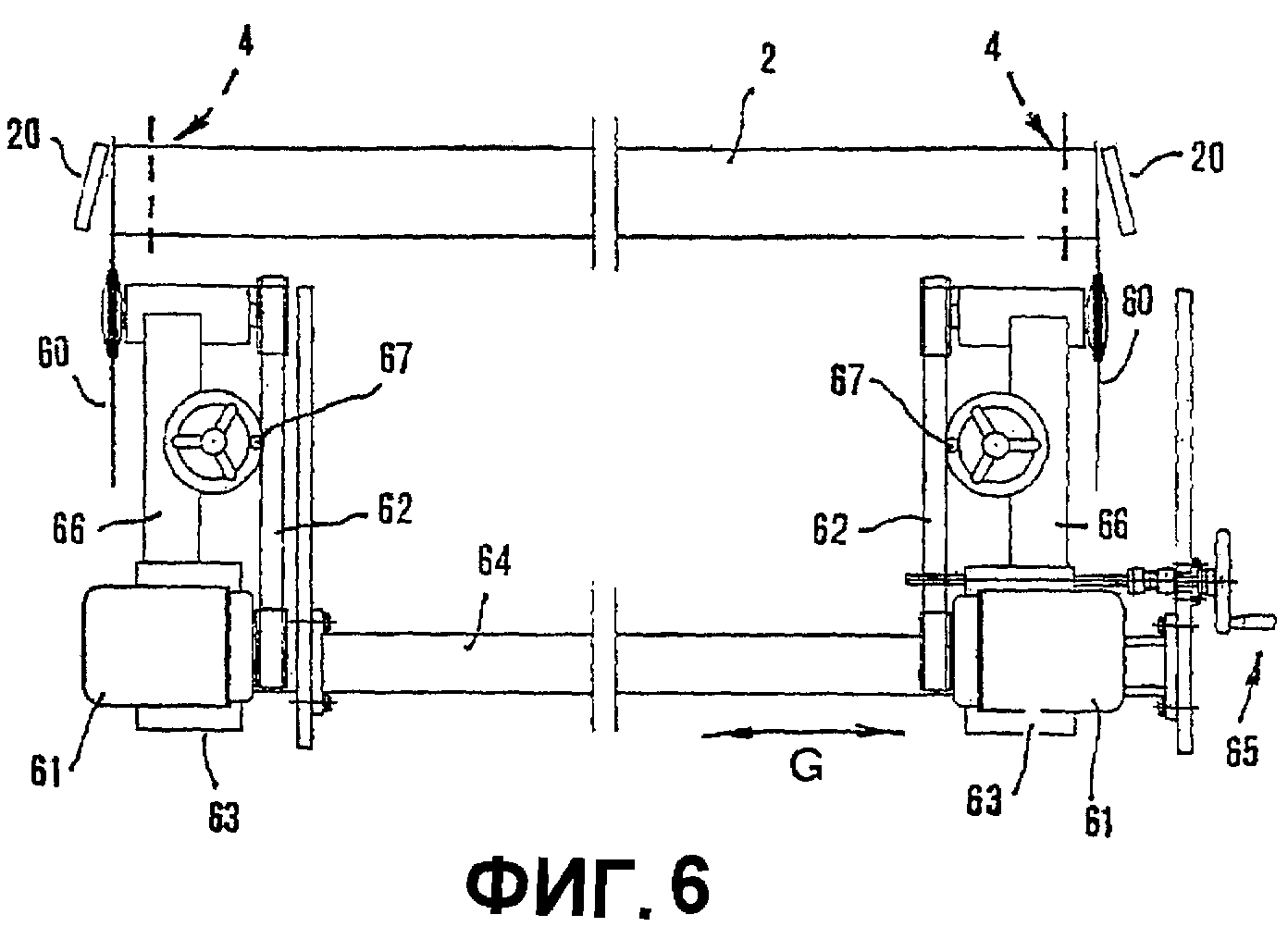
Фиг.6 - схематичный вид сверху устройства в соответствии с изобретением;
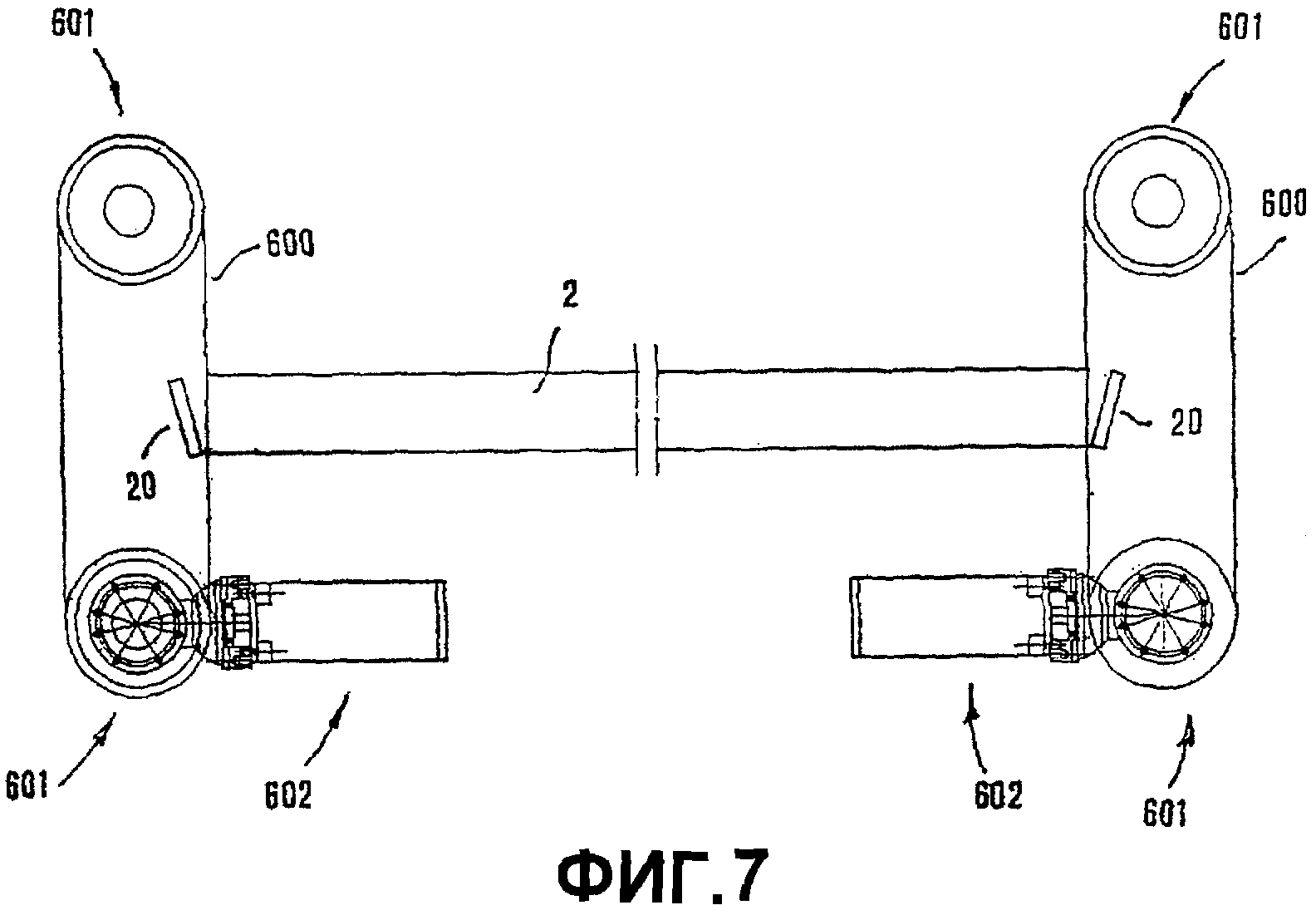
Фиг.7 - тот же вид, что и на Фиг.6, относящийся к альтернативному варианту осуществления изобретения;
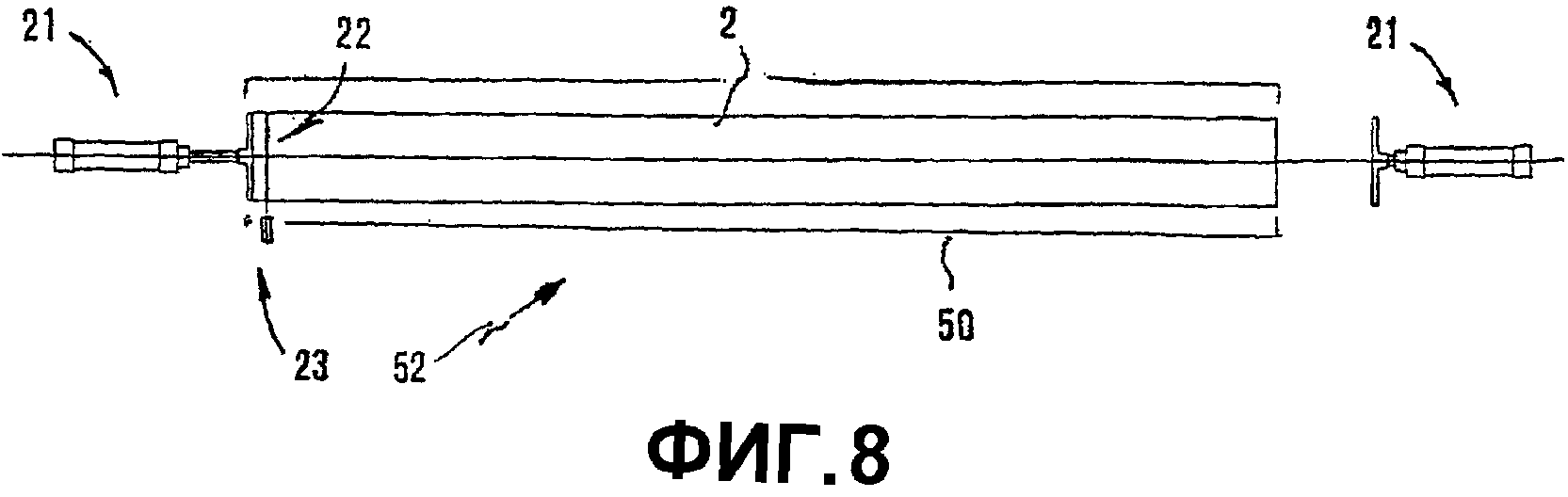
Фиг.8 - схему стадии продольного позиционирования заготовки;
На Фиг.5A-5F схематично представлено устройство (D) в соответствии с изобретением, содержащее:
плоскость (1) для входа заготовок (2) со стороны перематывающего устройства (R);
поворотное устройство (3), содержащее множество углублений (30) для заготовок (2), которые приходят по одной за раз с указанной плоскости (1) входа, и снабженное средствами (4) для удержания каждой заготовки (2) в соответствующем углублении (30) и соответственно освобождения ее;
средства (5), расположенные и действующие между указанной плоскостью (1) и указанным поворотным устройством (3) с целью перемещения заготовок (2) с плоскости (1) к поворотному устройству (3);
режущие средства (6) для подрезания заготовок, находящихся внутри углублений (30) поворотного устройства (3), то есть для удаления частей заготовок, образованных выступающими концами;
желоб (7) на выходе поворотного устройства (3) для выгрузки обрезанных заготовок (2').
В качестве примера и со ссылкой на чертежи средства (5), предназначенные для загрузки поворотного устройства (3), то есть для перемещения заготовок (2) с плоскости (1) к углублениям (30) поворотного устройства (3), содержат корпус (52), который имеет квадратное поперечное сечение, ориентированное в направлении, параллельном направлению входящих заготовок (2), снабжен периферийными опорными поверхностями (50) с профилем L-образной формы (в примере опорные поверхности 50 представлены в количестве четырех и перпендикулярны друг другу) и установлен на центральном валу (51), связанном с соответствующим приводным электродвигателем (не показан на чертежах) для возможности его поворота вокруг соответствующей продольной оси. Указанный корпус (52) расположен на соответствующем валу (51) таким образом, что, когда крыло (501) опорной поверхности (50) находится на одной линии с плоскостью (1) входа заготовок (2), крыло (502) другой опорной поверхности (50) находится на одной линии с одним из углублений (30), предоставленным посредством поворотного устройства (3).
Снова со ссылкой на сопроводительные чертежи средства (4) для удержания заготовок (2) внутри углублений (30) поворотного устройства (3) являются зажимными средствами. Более конкретно указанные средства содержат зажимное устройство для каждого углубления (30), каждое зажимное устройство при этом содержит два дугообразных зажима (40), связанных с приводом (41) через связующее соединение (42). Указанные зажимы предназначены для удержания заготовок (2) посредством фиксирования их вблизи оснований их концов, которые незначительно выступают из углублений, выполненных в поворотном устройстве (3). Для этой цели указанные зажимы могут быть установлены на основаниях (31) поворотного устройства (3).
Что касается режущих средств (6), они содержат, как показано на чертежах, два круглых лезвия (60), расположенных на заданном расстоянии друг от друга и действующих в соответствующих плоскостях, перпендикулярных к продольной оси каждой заготовки (2), которую нужно подрезать.
В примере каждое лезвие (60) связано с соответствующим электродвигателем (61) через приводной ремень (62). Двигатели (61) расположены на опорах (63), установленных на горизонтальной направляющей (64) для обеспечения возможности движения, по меньшей мере, одного из них параллельно заготовкам (2) в процессе обработки и, таким образом, регулируя его положение в отношении длины тех же заготовок (как показано двойной стрелкой «G») посредством соответствующего установочного маховика (65). Лезвия (60) установлены на концах соответствующих плеч (66), которые консольно закреплены по отношению к опорам (63) двигателей (61) и которые способны поворачиваться на шарнирах (660) параллельно осям заготовок, то есть параллельно указанной направляющей (64), для обеспечения возможности регулирования положения лезвий (60) в соответствующих рабочих плоскостях, так как те же лезвия постепенно изнашиваются (с уменьшением их диаметра), посредством соответствующих установочных маховиков (67).
Также на чертежах представлены средства заточки шлифовальными колесами (68) в совокупности с лезвиями (60) для непрерывной заточки последних во время их вращения.
Режущий инструмент для подрезания заготовок может быть любого типа.
Например, со ссылкой на Фиг.7 вместо указанных круглых лезвий (60) могут применяться ленточные лезвия (600), которые автоматически регулируются на соответствующих приводных шкивах (601) и связаны с двумя электродвигателями (602), каждый из которых приводит во вращение соответствующий шкив (601).
Как схематически проиллюстрировано на Фиг.1-4, устройство (D) в соответствии с изобретением может быть размещено двумя способами: непосредственно после перематывающей машины (R) со связанными средствами для закрытия заготовок посредством их склеивания - эта машина предназначена для производства заготовок (2) - как показано на Фиг.1 и 2, и после хранилища (М) для сбора заготовок, как показано на Фиг.3 и 4.
В первом случае подрезанные заготовки (2') помещаются в хранилище (М), которое расположено после устройства (D), а после хранилища (М) располагаются одна (Фиг.1) или две (Фиг.2) режущие машины (Т), которые получают из хранилища (М) уже подрезанные заготовки (2') для разделения их на короткие рулоны, то есть для разделения на большее количество элементов промышленного размера.
Во втором случае (Фиг.3 и 4) устройство расположено после хранилища (М) и снабжает одну (Фиг.3) или две (Фиг.4) режущие машины (Т).
В любом случае устройство (D) размещено перед одной или более режущими машинами (Т), к которым, таким образом приходят уже подрезанные заготовки (2').
Конструкция и работа перематывающих машин, хранилищ и режущих машин для заготовок известны специалистам в данной области техники, поэтому более детальное их описание опущено.
Условие нормальной работы устройства (D) со ссылкой, сделанной на чертежи Фиг.5А-6, следующее.
Заготовка (2), которую нужно подрезать, проходит по плоскости (1) посредством скатывания с нее до тех пор, пока она в результате не окажется на опорной поверхности (50) корпуса (52) в состоянии готовности (Фиг.5А). В этом положении этап продольного позиционирования заготовки (2) осуществляется посредством пневматических толкателей (21), расположенных на одной линии с заготовкой (2), и действующих на их основания, так что отметка на той же заготовке (например, закрашенная линия 22 или фигура, отпечатанная на бумаге заготовок) будет в результате находится на одной линии с зафиксированной отметкой (например, с одним или более фотодатчиков 23, расположенных в зафиксированном положении относительно корпуса 52). В этом положении корпус (52) поворачивается на 90 градусов, так что опорная поверхность (50) корпуса (52), который содержит в себе заготовку, в результате оказывается перед углублением (30) подготовленного к работе поворотного устройства (3) и из-за наклона крыла (502) опорной поверхности (52) заготовка (2) катится до углубления (30) (Фиг.5 В). После этого (Фиг.5С) зажимы (40) зажимного устройства, связанного с углублением (30), которое в этот момент принимает заготовку (2), зажимают последнюю (Фиг.5С), и поворотное устройство поворачивается (стрелка «Н») с целью помещения заготовки в положение для разрезания под лезвиями (60) (Фиг.5D). Во время указанного поворота устройства (3) происходит подрезание заготовок с удалением лишней их части с обоих концов, как схематично представлено также на Фиг.6. Посредством дальнейшего поворота устройства (3), как показано на Фиг.5Е, заготовка (2'), подрезанная таким образом, проходит дальше посредством желоба (7) для выгрузки, в то время как другое углубление (30) поворотного устройства (3) оказывается в результате перед корпусом (52), который тем временем принимает другую заготовку (2), которую нужно подрезать. В этом положении зажимы зажимного устройства, которое удерживает подрезанную заготовку (2'), разжимаются, таким образом освобождая заготовку (2'), которая может скатываться по плоскости (7) для выгрузки (Фиг.5F). Затем цикл повторяется идентично.
Указанная операция подрезания может быть выполнена в течение более длительного времени, чем время, потраченное на ту же операцию, выполненную обычными режущими машинами. Кроме того, так как лезвия (60) специально предназначены для подрезания заготовок, а не для их разрезания, форма соответствующих скосов может быть выбрана из наиболее подходящих для этой специфической работы.
Процесс в соответствии с изобретением обеспечивает на практике снабжение одной или более режущих машин (Т) уже подрезанными заготовками (2'), что может быть выполнено при наличии устройства для подрезания заготовок, расположенного перед этими режущими машинами (Т).
В этом случае короткие рулоны, полученные посредством режущих машин, в результате не имеют неподрезанных частей, которые нужно отделить, так как заготовки (2') подаются в указанные машины уже подрезанными, они имеют требуемые постоянные размерные и плотностные характеристики в соответствии с их основаниями. Дополнительно к этому производство обрезков (20) и, следовательно, их сбор производятся только посредством устройства (D), а не посредством режущих машин (Т), таким образом улучшая утилизацию обрезков и операции их удаления. Кроме того, так как возможно использование режущих машин без средств для подрезания и удаления обрезков, производство таких машин является более простым и экономичным.
На практике конструктивные детали могут варьироваться в любом эквивалентном способе, поскольку форма, размеры, расположение элементов, тип используемых материалов рассматриваются в рамках охраны, предоставляемой настоящему изобретению.
Реферат
Изобретение относится к устройству и способу производства бумажных рулонов. Устройство обеспечивает подрезание бумажных рулонов или заготовок и содержит секцию для входа заготовок, которые нужно подрезать; секцию для выхода подрезанных заготовок; станцию с режущими средствами для подрезания заготовок; средства для перемещения заготовок между секцией входа, режущей станцией и секцией выхода; и средства, связанные со средствами передвижения заготовок для удержания заготовок при их перемещении. Изобретение обеспечивает повышение точности и качества заготовок. 4 н.з. и 4 з.п. ф-лы, 8 ил.
Комментарии