Изобретение относится к способу и слз жащему для его осуществления устройству для покрытия стальных
труб термопластичным синтетическим материалом, в частности полиэтиленом , причем вокруг приводимых
во вращение и перемещаемых в продольном направлении труб наматываются по винтовой линии термопластичные
пленки в виде полос с применением адгезионного клеящего вещества
Известен способ покрытия стальных труб термопластичным полимерным материалом, включакяЕ|ий получение
экструзией двух полос пленки, их дублирование с образованием двухслойной ступенчатой ленты, ее намотку
по винтовой линии на вращающуюся и продольно перемещающуюся трубу и прикатку lj .
Согласно известному способу полосы из термопластичного материала
экструдируют с помощью щелевых головок и непосредственно вслед за этим наматывают вокруг очищенных и
разогретых труб. В качестве адгезионого клеящего вещества используется
полоса клеящего материала, которая экструдируется одновременно с полосой из синтетического материа
ла с помощью специальной щелевой головки и наматывается вокруг трубы. Экструдированные полосы из
синтетического материала при этом направляются таким образом, что их
края перекрьтают один другой и свариваются между собой.
При использовании высокомолекулярных типов полиэтилена с повышенной плотностью, например П,95,
при выработке через щелевую головку возникают большие давления, вызывающие существенное уменьшение
производительности по сравнению с использованием полиэтилена меньшей
плотности. Кроме того, при неблагоприятном распределении потока
в щелевых головках возникают дополнительно нарушения поверхности в
выходящем продукте экструзии, которые препятствуют сварке по всей поверхности слоев намотки.
При симметричном по вращению распределении потока, каким оно является
в экструзионных инструментах для производства термопластичных поперечных сечений кольцевой ,
возможны существенные улучшения качества продукта экструзии, соответственно выпуска по сравнению с
неси 1етричным по вращенюо распределением потока, напрш4ер, в щелевых
головках, что может быть использовано , например, при изготовлении вьщуваемых термопластичных пленок.
Однако при осуществлении известного способа, при котором покрытие
труб полиэтиленом достигается с помощью многослойного наматывания в нагретом состоянии, причем слои
намотки свариваются по всей поверхнести , такое улучшение не всегда
может быть достигнуто, так как плоское укладывание разрезанного, в одном месте поперечного сечения
круглой формы в плоское ленточное поперечное сечение при рассматривае мых размерах возможно лишь через
увеличенные промежутки, если при этом не допускается растягивание края пленки. Работа со свежеэкструд
рованной термоппастйчной пленкой с названными размерами является сложной вследствие склонности пленок к
склеиванию и охлаждению пленки. Известно также устройство для покрытия стальньж труб термопластич
ным полимерным материалом, включающее экструдер с расположенной над зоной намотки головкой для получения
полос пленки, механизм для дубл рования и прикатки, средства враще ния и перемещения трубы lj .
Известное устройство не обеспечивает получения локрытий хорошего качества в широком диапазоне полимерных
материалов с повышенной производительностью. Целью изобретения является повы
шение производительности и качеств покрытия. Поставленная цель достигается
тем что согласно способу, включающему получение экструзией двух пол пленки, их дублирование с образова
нием двухслойной ступенчатой ленты ее намотку по винтовой линии на вр щающуюся и продольно перемещающуюс
трубу и прикатку, полосы пленки получают методом раздува в виде бесшовного рукава с последующей
продольной разрезкой его на выходе из выиувной головки экструдера на две части с полукруглым поперечным
сечением, KOToi ie затем плоско рас полагают со смещением одна относительно
другой и подают на дублирование . Причем смещение лент выбирают
равным половине подачи трубы за один оборот. . Кроме того, в местах реза толщс
стенки вьшолняют в два раза меньше толщины бесшовного рукава. Поставленная цель достигается
тем, что в устройстве для покрытия сварных труб термопластичным полимерным материалом, включающем
экструдер с расположенной над зоной нймотки головкой для получения полос
пленки, механизм их дублирования и прикатки, средства вращения и перемещения трубы, головка
экструдера выполнена выдувной для получения бесшовного рукава с кольцевой
щелью, суженной в двух противолежащих местах, в которых установлены электронагреваемые ножи, и
расположена вертикально вниз и сбоку от зоны укладки ленты, а под головкой перед механизмом,
дублируюш 1м со смещением относительно друг друга полотна пленки смонтированы направляющие ролики
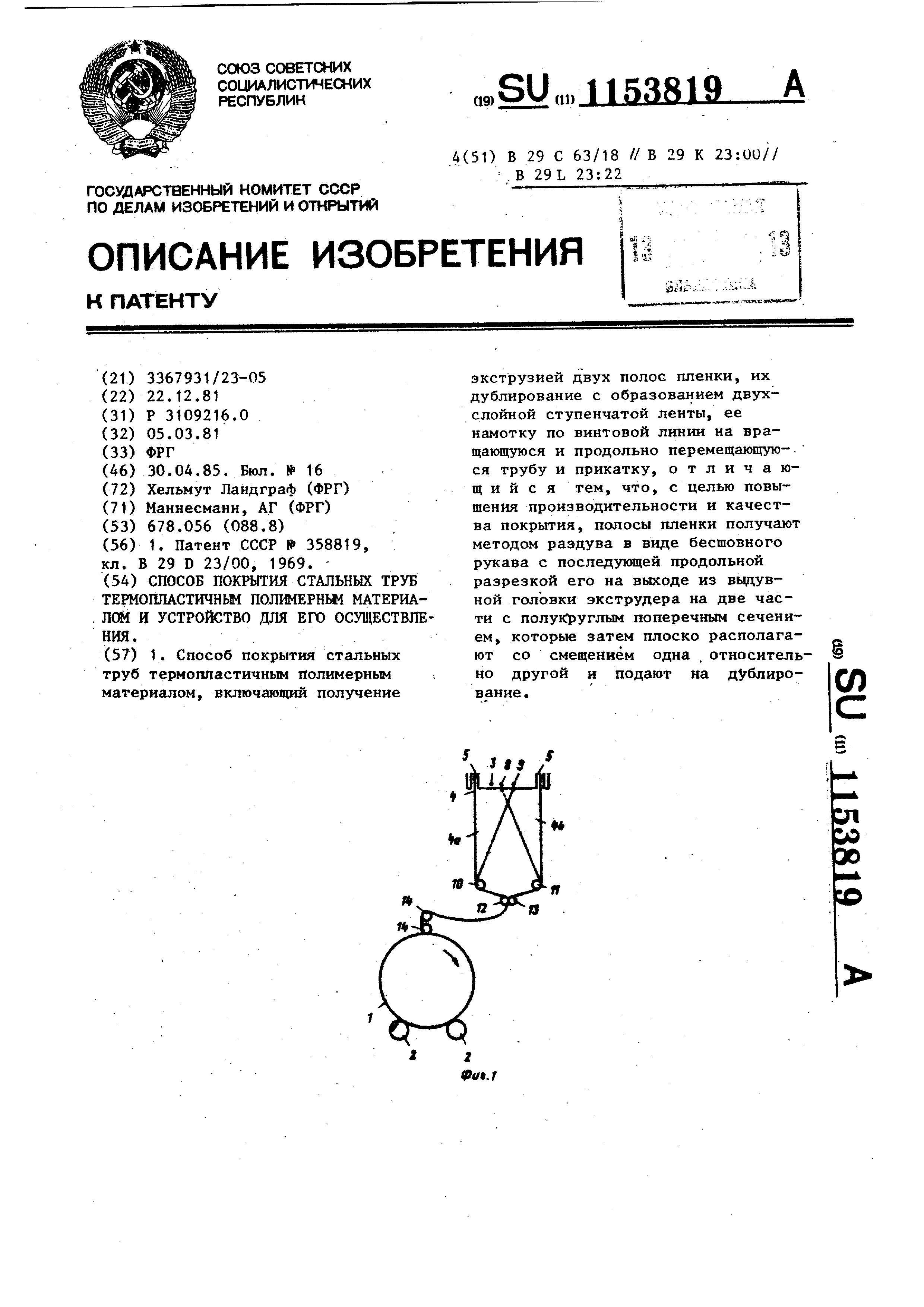
для раскладки полотна пленки. На фиг.1 показана схема устройства j на фиг. 2 и 3 - головка
экструдера в двух проекциях , иа фиг.4 - схема устройства с расположением головки сбоку трубы.
Покрьшаемая стальная труба 1 перемещается вперед известным образом с помощью приводных роликов 2
в форме винтовой линии с подъемом 200 мм. Сбоку над трубой 1 смонтирована присоединенная к экструдеру
(не показан) вьщувная головка 3, которая имеет для производства пленки в виде бесшовного рукава
4 кольцевой зазор 5 с диаметром 635 мм и толщиной t мм. Кольцевой зазор сужен в двух противолежащих
друг другу местах 6 и 7 до 0,5 мм. Непосредственно под этими сужающимися местами выхода расположены
два электрически нагреваемых разделительных ножа 8 и 9, которые разделяют произведенный в вьщувной
головке 3 бесшовный рукав 4 на две пленки 4а и 4 Ь по длине. Выдувная головка 3 находится
приблизительно на заданном расстоянии над вершиной трубы 1 и со смещением на 0,5-1,0 мм в сторону.
Она может поворачиваться для регулировки вокруг своей оси и фиксироваться в соответствукщем положении
. Под вьщувной головкой 3 расположена пара роликов 10 и 11 приблизительно
на расстоянии диаметра поперечного сечения выхода. В случае необходимости устройство может
иметь следующие промежуточный ролик и расположенную в образованных ножами и вертикаль плоскостях
разделительную стенку для того,чтобы предотвратить нежелательное
.соприкосновение обоих сечений термпласта и обеспечить безупречное плоское складьтание половин пленки
4а и 4Ь полукруглой формы. Ролики покрыты тефлоном или силиконовым каучуком и установлены с возможностью
свободного вращения. Возникающие плоские поперечные сечения, которые (за счет соответствующего
поворота образованной обоими разделительными ножами 8 и 9 прямой относительно оси трубы) смещены
одно относительно другого приблизительно на 100 мм,, свариваются в выполненную ступенчато двойную
пленку расположенньвчи непосредственно под ними имеющими покрытие роликами 12 и 13, которые упруго
прижаты один к другому. Число обрротов роликов 12 и 13 и скорость выпуска из вьщувной
головки 3 согласованы с окружной скоростью трубы 1 таким образом,что термопластические пленки 4а и 4Ь
редуцируются (вытягиваются) между выходом и накладыванием на стальную трубу на коэффициент, разный
приблизительно 2, а между роликами 12 и 13 и отводимыми роликами 14 образуется провисание.
Головка 3 может быть расположена сбоку от вершины трубы 1. (фиг.4),
При таком расположении головки после разрезки пленки 4q и 4Ъ поступают на направляющие ролики 15 и
,16 и дублируются с одновременной прикаткой роликом 17.
Способ реализуется следующим образом.
0 При экструзии из головки 3 ввдувают
бесшовный термопластичный рукав 4, имеющий вследствие сужения кольт1евого зазора 5 в двух
противолежащих местах 6 и 7 уменьшенную в два раза по сравнен1во с заданной толщину стенки. Полученный
бесшовный рукав 4 на выходе из головки 3 разрезают электронагреваемыми ножами в и 9 на две
0 пленки 4а и 4Ь с полукруглые поперечным сечением, которые роликами
10 и 11 располагают плоско, а роликами 12 и 13 дублируют. Посредствсж
роликов 14 пленки наматывают и при5 катывают на вращающуюся и перемещающуюся
посредстве роликов 2 трубу 1.
Использование изобретения обеспечивает
повьигенную производительность, качественное покрытие
стальных труб термопластичным материалом .
(риг. 2
иг,3
(ригЛ
Л




Комментарии