Установка и способ для резки клеящихся этикеток - RU2478038C2
Код документа: RU2478038C2
Чертежи






Описание
Перекрестные ссылки на родственные заявки
Настоящая заявка претендует на приоритет предварительной патентной заявки US 61/080308, поданной 14 июля 2008 г., содержание которой полностью включено в настоящее описание посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области техники клеящихся этикеток и, в частности, к установке и способу вырубной штамповки (высекания) клеящихся этикеток, в частности приклеивающихся под давлением этикеток, где этикетка может включать или может не включать относительно тонкое защитное покрытие, нанесенное на клеящее вещество.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Характерные этикетки, включающие приклеивающиеся под давлением этикетки, изготавливают из этикеточного материала, который включает лицевой слой (лицевой материал), слой клеящего вещества (т.е. чувствительного к давлению клея, ЧДК, англ. аббревиатура PSA), нанесенный на лицевой слой, и отделяемое защитное покрытие (покровный слой), соединенное со слоем клеящего вещества с возможностью отделения. Обычно этикеточный материал изготавливают в виде рулона. Отдельные этикетки могут быть получены вырубной штамповкой лицевого слоя и слоя ЧДК с последующим удалением окружающих их отходов матрицы, в результате чего получают отдельные этикетки, закрепленные на отделяемом покрытии (покровном слое). Важно, чтобы при проведении вырубной штамповки не происходило рассекание отделяемого покрытия. Применение покрытий, имеющих большую массу, позволяет предотвращать полное рассекание покрытия. Тем не менее, покрытия с большой массой имеют высокую стоимость и, в конечном итоге, образуют отходы. Тонкие отделяемые покрытия с небольшой массой применяют для снижения эксплуатационных расходов, но применение тонких покрытий имеет ограничения, в частности, при их использовании в способах высокоскоростной вырубной штамповки. В характерных способах изготовления этикеток рабочие скорости составляют по меньшей мере 100 фут/мин (28,6 м/мин) и предпочтительно по меньшей мере 400 фут/мин (113,6 м/мин) или более. По мере повышения скорости процесс становится менее устойчивым, и точность вырубной штамповки снижается. По мере снижения толщины покрытия повышается вероятность рассекания покрытия, а также вероятность образования складок и деформации покрытия. Снижение скорости обработки позволяет снижать вероятность рассекания тонкого покрытия, но, тем не менее, приводит к значительному повышению затрат, снижению эффективности и часто к полной потере эффективности.
Один из способов работы с тонкими покрытиями включает удаление тонкого покрытия с небольшой массой со слоя клеящего вещества этикеточного материала и нанесение на клеящее вещество временной подложки, пригодной для многократного использования. После этого лицевой слой и слой клеящего вещества могут быть нарезаны штамповкой на отдельные этикетки, и, после транспортировки этикеток в участок для нанесения этикеток, временная подложка может быть свернута и направлена на повторное использование.
В соответствии с другим способом тонкое покрытие с небольшой массой снимают с клеящего вещества, нанесенного на обратную сторону лицевого слоя, лицевой слой и слой клеящего вещества затем нарезают на этикетки, и на этикетки повторно наносят ламинированием (наслоением) покрытие с небольшой массой. При выполнении этапа повторного нанесения покрытия этикетки могут быть соединены или могут быть не соединены с отходами матрицы. Из-за клейкости слоя ЧДК, при проведении различных операций, включающих нарезку этикеток из полотен с отслоившимся от лицевой поверхности покрытием или из этикеточного материала, не имеющего покрытия, часто возникают сложности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Один аспект изобретения относится к способу получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, полученной из полотна этикеточного материала, включающего лицевой материал, имеющий первую сторону и вторую сторону, слой клеящего вещества, нанесенный на первую сторону лицевого материала, и необязательно отделяемое покрытие, нанесенное на открытую поверхность слоя клеящего вещества. Полотно этикеточного материала загружают в разделительную секцию, в которой покрытие отделяют от лицевого материала и слоя клеящего вещества при помощи разделяющего устройства. Если покрытие отсутствует, или покрытие уже было отделено от лицевого материала, лицевой материал и слой клеящего вещества загружают в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу. Резальная секция включает гибкий ротационный (вращающийся) штамп и валок опоры, где гибкий ротационный штамп включает штемпельную пластину, которая закреплена на крепежном цилиндре, и при этом перед введением в резальную секцию охлаждают клеящее вещество или охлаждают гибкий ротационный штамп, или одновременно выполняют обе эти операции, и охлаждение производят до температуры, достаточной для снижения клейкости клеящего вещества. Если отделяемое покрытие присутствует, выполняют повторное нанесение ламинированием (наслоением) ранее удаленного отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу или необязательно выполняют нанесение ламинированием нового отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной.
В одном из примеров осуществления окружающую их матрицу отделяют от нарезанных этикеток после нанесения покрытия ламинированием на нарезанные этикетки и матрицу. Нарезанные этикетки и покрытие наматывают на валик.
В другом примере осуществления воздушный зазор, образованный между штемпельной пластиной, которая закреплена при помощи магнитного крепления на магнитном крепежном цилиндре, заполнен твердым материалом, где твердый материал имеет большую теплопроводность, чем воздух. Гибкий ротационный штамп включает внутреннюю часть, сконструированную так, что она позволяет осуществлять на поверхности ротационного штампа достаточный теплообмен. Гибкий ротационный штамп включает систему охлаждения и охлаждающий агент. Гибкий ротационный штамп охлаждают до точки росы, в результате чего на штампе скапливается конденсат. Резальная секция включает шаговое подающее устройство.
В другом примере осуществления слой клеящего вещества охлаждают пропусканием лицевого материала и слоя клеящего вещества через зону охлаждения после того, как покрытие, если таковое имелось, было отделено от полотна этикеточного материала, и до подачи лицевого материала и слоя клеящего вещества в резальную секцию. Штамп смазывают смазочным материалом. Натяжение полотна лицевого материала и слоя клеящего вещества регулируют при помощи электростатического заряда после того, как покрытие, если таковое имелось, было отделено от полотна этикеточного материала и до повторного нанесения ламинированием удаленного отделяемого покрытия или нанесения ламинированием нового отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу. Толщина отделяемого покрытия, если таковое имеется, составляет менее 1,2 мил (0,030 мм).
Другой аспект изобретения относится к способу получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, из полотна этикеточного материала, включающего лицевой материал, имеющий первую сторону и вторую сторону, слой клеящего вещества, нанесенный на первую сторону лицевого материала, и необязательно отделяемое покрытие, нанесенное на открытую поверхность слоя клеящего вещества. Если покрытие присутствует, то полотно этикеточного материала загружают в разделительную секцию, где при помощи разделяющего устройства покрытие отделяют от лицевого материала и слоя клеящего вещества. Если покрытие отсутствует или после отделения покрытия от лицевого материала, если оно присутствовало, лицевой материал и слой клеящего вещества загружают в резальную секцию, включающую штамп и опору, ориентированные таким образом, что клеящее вещество, находящееся в слое клеящего вещества, контактирует со штампом, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, и при этом режущую поверхность штампа смазывают смазочным материалом. Если отделяемое покрытие присутствует, то выполняют повторное нанесение ламинированием (наслоение) ранее удаленного отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу или необязательно нанесение ламинированием нового отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной.
В одном из примеров осуществления штамп представляет собой ротационный штамп, и смазку режущей поверхности ротационного штампа производят при помощи формного цилиндра для флексографической печати. На штамп наносят покрытие из материала, предотвращающего прилипание клеящего вещества, находящегося в слое клеящего вещества, к штампу.
Другой аспект изобретения относится к способу получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включающему: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, находящиеся на отделяемом покрытии, где резальная секция включает штамп и опору, и опора включает эластичный полимерный материал; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. Расстояние между штампом и опорой регулируют во избежание рассекания отделяемого покрытия.
Другой аспект изобретения относится к способу получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включающему: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, находящиеся на отделяемом покрытии, где резальная секция включает штамп и опору, и штамп представляет собой ротационный штамп, и где мостик штампа обеспечивает автоматическую регулировку силы, прикладываемой к каждой из сторон штампа, до получения заданного значения силы; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик.
Другой аспект изобретения относится к способу получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включающему: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, находящиеся на отделяемом покрытии, где резальная секция включает штамп и опору, и расстояние между штампом и опорой регулируют во избежание рассекания отделяемого покрытия; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. Расстояние между штампом и опорой регулируют при помощи электростатического контроллера.
Другой аспект изобретения относится к установке для получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, где установка включает: разделительную секцию, предназначенную для отделения покрытия от лицевого материала и слоя клеящего вещества, и резальную секцию, предназначенную для получения множества нарезанных этикеток с клеевой тыльной стороной и окружающей их матрицы из лицевого материала и слоя клеящего вещества, где резальная секция включает гибкий ротационный штамп и опору, и где гибкий ротационный штамп включает штемпельную пластину, которая закреплена на крепежном цилиндре, и средства для охлаждения клеящего вещества перед резкой лицевого материала и клеящего вещества. Ламинатор предназначен для повторного нанесения ламинированием отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу. Устройство для удаления предназначено для отделения матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящейся на покрытии.
Один из примеров осуществления относится к средствам для намотки вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик.
В другом примере осуществления установка включает твердый материал, заполняющий воздушный зазор, образованный между штемпельной пластиной, которая закреплена с помощью механических средств на крепежном цилиндре, и магнитным крепежным цилиндром, где твердый материал имеет большую теплопроводность, чем воздух.
В другом примере осуществления установка включает смазочное устройство, которое дополнительно включает формную пластину для флексографической печати. Опора представляет собой эластичную полимерную опору.
В другом примере осуществления установка включает средства регулировки расстояния между штампом и опорой, предназначенные для предотвращения рассекания отделяемого покрытия.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На Фиг.1 схематически показан способ обработки этикеток, который включает операции снятия покрытия, резки, повторного нанесения покрытия и удаления матрицы.
На Фиг.2 схематически показан способ обработки этикеток, который включает охлаждение слоя клеящего вещества охлаждаемым высекательным штампом.
На Фиг.3 схематически показан способ обработки этикеток, который включает охлаждение слоя клеящего вещества охлаждаемым валком опоры.
На Фиг.4 схематически показан способ обработки этикеток, который включает охлаждение слоя клеящего вещества и резку полотна с помощью шагового подающего устройства.
На Фиг.5 схематически показан способ обработки этикеток, который включает охлаждение слоя клеящего вещества до начала резки.
На Фиг.6 схематически показан способ обработки этикеток, который включает нанесение смазки на высекательный штамп.
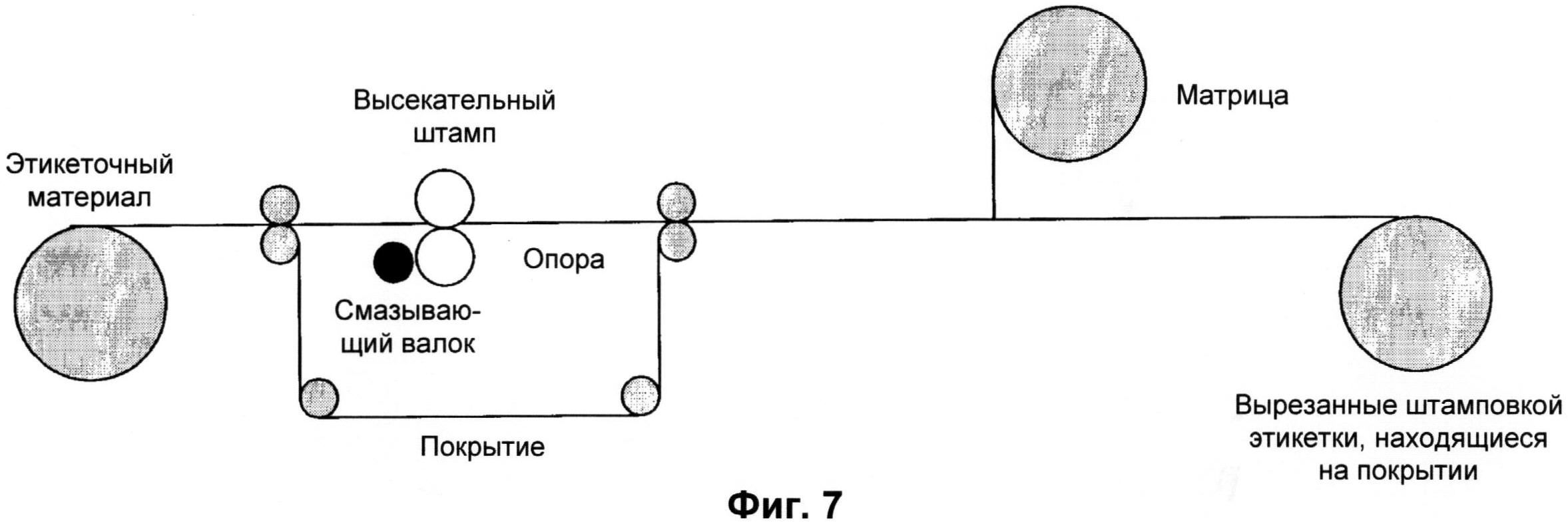
На Фиг.7 схематически показан способ обработки этикеток, который включает нанесение смазки на опору.
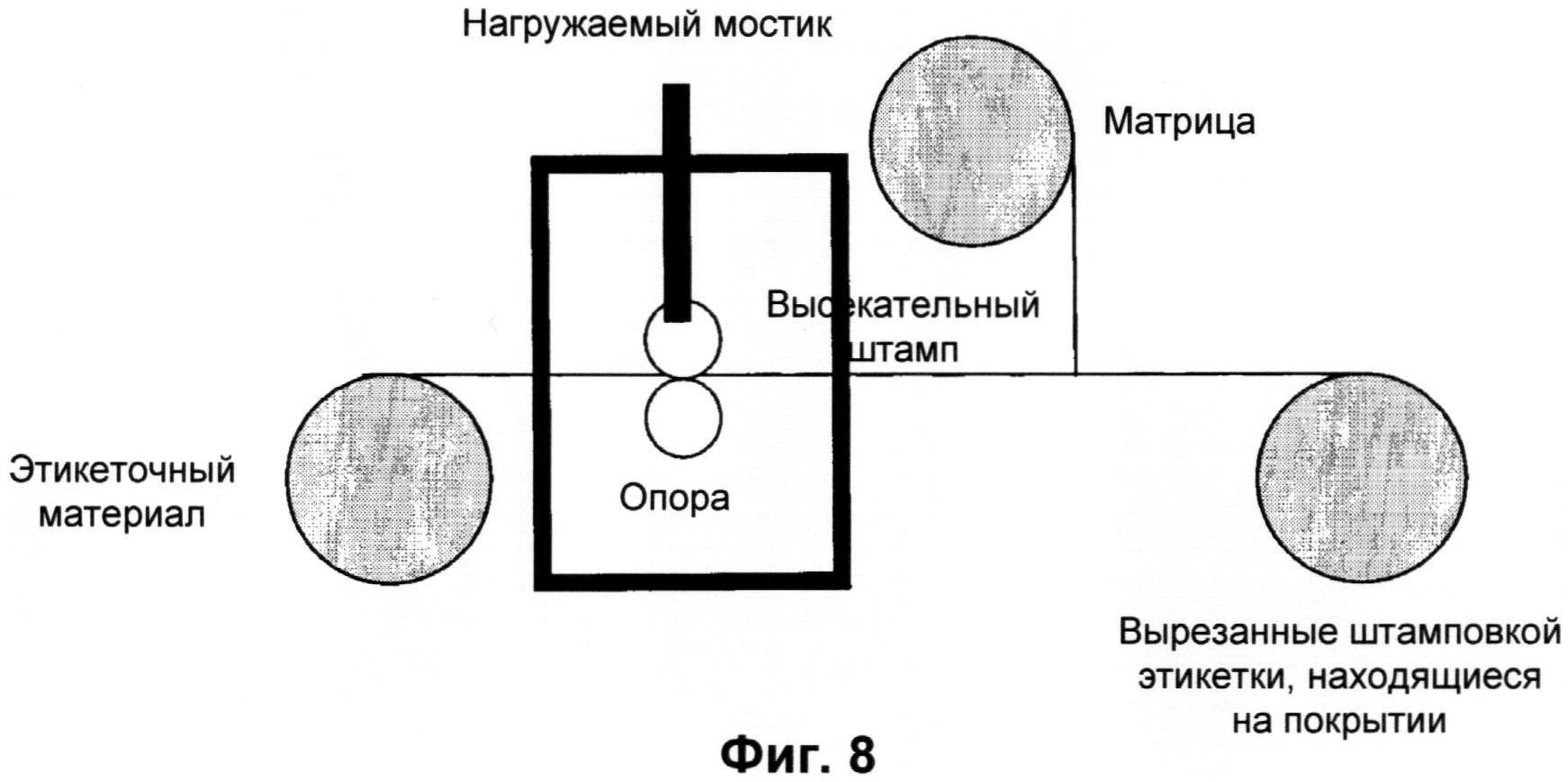
На Фиг.8 схематически показан способ обработки этикеток, который включает вырубную штамповку полотна лицевого материала, зафиксированного на покрытии.
На Фиг.9 схематически показан способ вырубной штамповки полотна лицевого материала с помощью штампа с электростатической регулировкой.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу и установке для вырубной штамповки этикеточного материала с целью получения этикеток. Несколько примеров осуществления относятся к способу и установке для вырубной штамповки этикеток из этикеточного материала с покрытием или без покрытия, где вырубной штамповке подвергают этикеточный материал, не имеющий покрытия. В других примерах осуществления предложены способ и установка для вырубной штамповки этикеток из этикеточного материала с покрытием или без покрытия, где вырубной штамповке подвергают этикеточный материал, имеющий покрытие. Обычно этикеточный материал включает полимерный лицевой материал, на который может быть нанесена информация, например печатная информация, слой клеящего вещества, например слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и, в случае этикеточного материала с покрытием, отделяемое покрытие, соединенное со слоем клеящего вещества с возможностью отделения. Вырубная штамповка этикеточного материала с образованием этикеток включает сквозную резку лицевого материала и слоя клеящего вещества. Настоящее изобретение относится к способу и установке для вырубной штамповки этикеточного материала с открытой поверхностью клеящего вещества, на которой отсутствует покрытие, или для вырубной штамповки этикеточного материала, имеющего покрытие и, в частности, тонкое покрытие, толщина которого составляет 1,2 мил или менее (0,030 мм или менее).
В одном из примеров осуществления этикеточный материал включает лицевой материал и слой клеящего вещества, чувствительного к давлению, нанесенный на лицевой материал (которые вместе составляют "полотно лицевого материала"), и отделяемое покрытие, которое может быть впоследствии удалено или снято, нанесенное на слой клеящего вещества. Способ включает отделение отделяемого покрытия от полотна лицевого материала, охлаждение слоя клеящего вещества, чувствительного к давлению, нарезку полотна лицевого материала на отдельные этикетки, находящиеся в матрице, повторное нанесение ламинированием отделяемого покрытия на нарезанные этикетки и последующее удаление матрицы из полученной конструкции. Способ включает этап охлаждения чувствительного к давлению клеящего вещества (ЧДК) для снижения его клейкости до такой степени, что режущая поверхность штампа может контактировать с ЧДК, но при этом не приклеиваться к клеящему веществу.
Этикеточный материал
Конструкции этикеток, подходящие для осуществления настоящего изобретения, включают лицевой материал, отделяемое покрытие и слой клеящего вещества, расположенный между лицевым материалом и покрытием. Лицевой материал, применяемый в конструкциях этикеток, может включать любые материалы, которые, как известно специалисту в данной области техники, могут применяться в качестве лицевого материала. Например, лицевой материал может состоять из таких материалов, как бумага (например, крафт-бумага, высокосортная, офсетная, литографская и сульфитная бумага) с проклейкой или без проклейки, или из полимерных материалов, подходящих для применения в качестве лицевого материала, например полиолефинов, сложных полиэфиров, полиамидов и т.д. В одном из примеров осуществления требование к лицевому материалу состоит в том, что он должен образовывать некоторое сцепление со слоем клеящего вещества. В одном из примеров осуществления лицевой материал включает полимерную пленку, которая может образовывать требуемое сцепление и на которую могут быть нанесены печатные знаки. В другом примере осуществления материал полимерной пленки представляет собой материал, который при соединении со слоем клеящего вещества обеспечивает образование самонесущей конструкции, облегчающей работу с этикетками (отделение и нанесение этикеток). Для улучшения технологических характеристик, требуемых для различных областей применения, например пригодности для печатания и/или сцепления со слоем клеящего вещества, контактирующего с поверхностью, поверхности лицевого материала могут быть подвергнуты поверхностной обработке, которая включает, например, обработку коронным разрядом, или пламенную обработку, или нанесение верхнего слоя. Предпочтительно, материал полимерной пленки выбирают таким образом, чтобы он обеспечивал конструкцию этикетки одним или более требуемыми свойствами, например пригодностью для печатания, пригодностью для нарезки штампом, пригодностью для удаления матрицы, пригодностью для удаления отходов и т.д.
Лицевой материал может представлять собой лицевой материал, состоящий из однослойной полимерной пленки, или он может включать более одного слоя полимерной пленки, и некоторые из этих слоев могут быть разделены внутренним слоем клеящего вещества. Толщина каждого из слоев может быть различной. Многослойные пленочные лицевые материалы могут быть получены способами, известными специалистам в данной области техники, например совместным ламинированием двух или более предварительно сформованных полимерных пленок (и необязательно слоя клеящего вещества), или совместной экструзией нескольких полимерных пленок и необязательно слоя клеящего вещества. Многослойные лицевые материалы также могут быть получены последовательным нанесением покрытия и образованием отдельных слоев, нанесением покрытия тройной головкой, экструзионным нанесением покрытия из множества слоев на слой клеящего вещества и т.д.
Конструкции этикеток также включают слой клеящего вещества, включающий верхнюю поверхность и нижнюю поверхность, где верхняя поверхность слоя клеящего вещества приклеена или нанесена на нижнюю поверхность лицевого материала. В некоторых примерах осуществления, как указано выше, конструкции также содержат внутреннее клеящее вещество, которое функционирует как проклеивающее вещество для ламинирования при совместном ламинировании предварительно сформованных полимерных пленок с образованием лицевого материала. Внутренние клеящие вещества могут представлять собой активируемые при нагревании клеящие вещества, термоплавкие клеящие вещества или чувствительные к давлению клеящие вещества (ЧДК). Внешнее (наносимое на лицевой материал) клеящее вещество предпочтительно представляет собой ЧДК. В частности, применяют клеящие вещества, сохраняющие клеящие свойства при любой температуре приблизительно до 160°С (приблизительно до 320°F). В частности, в клеящих конструкциях согласно настоящему изобретению применяют ЧДК, сохраняющие клеящие свойства при обычных температурах. Обычные температуры включат комнатную температуру и могут составлять от 5 до 80°С, от 10 до 70°С или от 15 до 60°С.
Обычно клеящие вещества можно разделить на следующие категории: клеящие вещества, включающие неупорядоченные сополимеры, например клеящие вещества на основе акрилатных и/или метакрилатных сополимеров, сополимеров α-олефинов, силиконовых сополимеров, сополимеров хлоропрена/акрилонитрила и подобных им веществ; и клеящие вещества на основе блок-сополимеров, включающие клеящие вещества на основе линейных блок-сополимеров (т.е. типа А-8 и А-В-А), разветвленных блок-сополимеров, звездообразных блок-сополимеров, привитых или радиальных блок-сополимеров и подобных им веществ, и клеящие вещества на основе природного и синтетического каучука. В одном из примеров осуществления клеящее вещество клеящего слоя представляет собой чувствительное к давлению клеящее вещество на основе акриловой эмульсии.
Описание подходящих чувствительных к давлению клеящих веществ имеется, например, в Encyclopedia of Polymer Science and Engineering, том 13, Wiley-Interscience Publishers (New York, 1988). Описание дополнительных подходящих чувствительных к давлению клеящих веществ имеется, например, в Encyclopedia of Polymer Science and Technology, том 1, Interscience Publishers (New York, 1964).
Этикеточный материал может включать покрытие с большой массой или тонкое покрытие с небольшой массой. Толщина тонкого покрытия составляет менее стандартной толщины 2,5 мил (0,064 мм). Толщина покрытия может составлять менее 2,2 мил (0,060 мм), менее 2,0 мил (0,051 мм), менее 1,8 мил (0,042 мм) или менее 1,2 мил (0,030 мм).
В одном из примеров осуществления покрытие представляет собой сверхтонкое или сверхлегкое покрытие, толщина которого составляет менее 1,02 мил (0,0254 мм), менее 1 мил (0,0254 мм), менее 0,92 мил (0,0233 мм), менее 0,8 мил (0,0203 мм), менее 0,6 мил (0,017 мм), менее 0,50 мил (0,013 мм) или равна или менее 0,25 мил (0,00626 мм). Такие тонкие покрытия коммерчески доступны в виде пленки из сложного полиэфира Hostaphan® (например, 0,5 мил, 0,0127 мм, торговое наименование 2SLK пленка с силиконовым покрытием), которую поставляет в листовой форме Mitsubishi Chemical Company. Другой материал покрытия поставляет Avery Dennison в виде листового материала с тыльной стороной из сложного полиэфира, имеющего толщину 1,02 мил (0,026 мм), со слоем клеящего вещества толщиной 1,25 мил (0,032 мм).
В другом примере осуществления этикеточный материал или полотно этикеточного материала не имеет покрытия и включает лицевой материал и слой клеящего вещества, чувствительного к давлению, нанесенный на лицевой материал, без отделяемого покрытия, нанесенного на слой клеящего вещества. Этикеточный материал без покрытия по существу состоит из лицевого материала и слоя клеящего вещества, чувствительного к давлению, нанесенного на одну сторону лицевого материала, и отделяемого покрытия, нанесенного на другую сторону лицевого материала.
Способ вырубной штамповки этикеточного материала
Способ получения вырезанной этикетки в одном из примеров осуществления, показанном на Фиг.1, включает: получение этикеточного материала, который включает лицевой материал и слой клеящего вещества, нанесенный на лицевой материал (вместе составляющие "полотно лицевого материала"), и отделяемое покрытие, соединенное со слоем клеящего вещества с возможностью отделения; снятие (отслоение) отделяемого покрытия с полотна лицевого материала; охлаждение слоя клеящего вещества для снижения клейкости клеящего вещества; вырубную штамповку этикеточного материала с получением отдельных этикеток; и повторное нанесение ламинированием (наслоением) отделяемого покрытия на слой клеящего вещества нарезанных этикеток. После проведения вырубной штамповки полотна лицевого материала покрытие вновь наносят ламинированием на полотно лицевого материала. Отходы матрицы удаляют с полотна и нарезанные вырубной штамповкой этикетки, находящиеся на покрытии, наматывают на валик.
В одном из примеров осуществления, показанном на Фиг.2, в резальной секции производят охлаждение клеящего вещества. Для охлаждения и нарезки полотна лицевого материала после отделения покрытия от полотна лицевого материала может быть использован цилиндрический ротационный штамп. Слой клеящего вещества непосредственно контактирует с охлаждаемым штампом. Для снижения клейкости клеящего вещества и минимизации накопления ледяных отложений на штампе ротационный штамп может быть снабжен специально сконструированной внутренней частью, включающей ряд нарезов, спиралей, ячеек, отражательных перегородок или других структур, обеспечивающих достаточный теплообмен на поверхности штампа для используемого типа клеящего вещества, обычных условий и применяемой скорости резки. Клеящее вещество охлаждают для того, чтобы при контакте режущей поверхности штампа с чувствительным к давлению клеящим веществом не происходило прилипания клеящего вещества к режущей поверхности. Такое снижение клейкости снижает налипание клеящего вещества и других материалов, накапливаемых на клеящем веществе, на штамп. После нарезки штамповкой полотна лицевого материала покрытие повторно наносят ламинированием на полотно лицевого материала. Отходы матрицы удаляют с полотна и этикетки, полученные вырубной штамповкой, находящиеся на покрытии, наматывают на валик.
В одном из примеров осуществления, изображенном на Фиг.2, способ получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включает: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в разделительную секцию, где при помощи разделяющего устройства отделяют покрытие от лицевого материала и слоя клеящего вещества; подачу лицевого материала и слоя клеящего вещества в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, и при этом резальная секция включает гибкий ротационный штамп и валок опоры, где гибкий ротационный штамп включает штемпельную пластину, которая закреплена с помощью механических средств на крепежном цилиндре, и клеящее вещество слоя клеящего вещества охлаждают в резальной секции с целью снижения клейкости клеящего вещества, поскольку клеящее вещество контактирует со штампом, который охлаждают; нанесение ламинированием отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. Штемпельная пластина гибкого ротационного штампа может быть закреплена с помощью механических средств на крепежном цилиндре любым способом, который включает штифты, закрепленные в основании тыльной стороны штемпельной пластины и имеющие подходящую длину, номинально составляющую от 1/8 до 1/4 дюйма (от 3,2 до 6,4 мм), механически зафиксированные в отверстиях, просверленных в крепежном цилиндре, соответствующих положениям штифтов в штемпельной пластине. Конструкции отверстий и штифтов позволяют механически фиксировать штифты в отверстиях. Например, после установки гибкой пластины на магнитный цилиндр, на соответствующем штифте крепят механический фланец (хомут), охватывающий основание цилиндра, который затем затягивают, фиксируя штифт во введенном положении. Способ может включать установку вокруг каждого фланца ряда пневматических камер, которые, при надувании, фиксируют фланец в пазах, расположенных вдоль поверхности штифта. В альтернативном варианте аналогично сконструированные фланцы могут быть соединены винтовым механизмом, который может быть затянут в направлении, перпендикулярном направлению штифта на фронтальной пластине плоского конца или концов основания цилиндра. В альтернативном варианте для крепления гибкой пластины к основанию могут быть использованы винты со штифтами или без штифтов, и в этом случае винты помещают на участках, соответствующих матрице или полости в режущем крае. В альтернативном варианте для крепления углов гибкого штампа к основанию может быть использован поверхностный блокирующий механизм, аналогичный механизму, описанному в патенте US No. 7000522 [Eagle Rotary Systems, Inc.].
В одном из примеров осуществления воздушный зазор, образованный между штемпельной пластиной и крепежным цилиндром, заполнен твердым материалом, и этот твердый материал имеет большую теплопроводность, чем воздух. Теплопроводность является физическим свойством вещества и представляет собой способность вещества проводить тепло. В общем, теплопроводность веществ повышается с повышением плотности вещества, то есть твердые материалы обычно имеют большую теплопроводность, чем газы, например воздух. Твердый материал может включать любой материал, который имеет большую теплопроводность, чем воздух, и, таким образом, позволяет понижать температуру штемпельной пластины до значений, при которых клейкость клеящего вещества, находящегося в слое клеящего вещества, снижается, что позволяет минимизировать или предотвращать накопление клеящего вещества на ротационном штампе. Твердый материал может находиться в любой форме, которая позволяет заполнять воздушный зазор, и включает пленку, например бумажную пленку или полимерную пленку, пленку с покрытием из клеящего вещества, например чувствительного к давлению клеящего веществ, или с жидким покрытием, где, например, покрытие включает по меньшей мере один полимер в летучем растворителе, и при этом покрытие наносят распылением или кистью или другими средствами на тыльную сторону штемпельной пластины. В одном из примеров осуществления крепежный цилиндр представляет собой магнитный крепежный цилиндр, так что штемпельная пластина удерживается на магнитном крепежном цилиндре с помощью магнитного взаимодействия. В одном из примеров осуществления гибкий ротационный штамп включает специально сконструированную внутреннюю часть, которая позволяет производить достаточный теплообмен на поверхности ротационного штампа. В одном из примеров осуществления гибкий ротационный штамп включает систему охлаждения и охлаждающий агент, и при этом система охлаждения включает полость, через которую осуществляют циркуляцию или прокачку охлажденного охлаждающего агента, который понижает температуру штампа в том месте, где клеящее вещество контактирует со штампом. Понижение температуры штампа позволяет снизить клейкость контактирующего клеящего вещества. Понижение температуры штампа может приводить к накоплению ледяного налета на штампе в том месте, где клеящее вещество контактирует со штампом, что также снижает клейкость контактирующего клеящего вещества. Поскольку ледяной налет также может накапливаться на гибком ротационном штампе между штемпельной пластиной и магнитным крепежным цилиндром, что приводит к перемещениям, которые, в свою очередь, приводят к соскальзыванию или перекашиванию или сдвигу штемпельной пластины с магнитного крепежного цилиндра, удерживаемого на цилиндре только магнитным взаимодействием, крепление штемпельной пластины к магнитному крепежному цилиндру с помощью механических средств позволяет предотвратить такие перемещения штемпельной пластины. В одном из примеров осуществления, как описано ниже, гибкий ротационный штамп охлаждают до точки росы, что приводит к накоплению на штампе конденсата, который образует самосмазывающий механизм. Точкой росы называется температура, при которой пар начинает конденсироваться с образованием жидкости, и согласно настоящему изобретению это температура, при которой пары обычной или атмосферной воды начинают конденсироваться с образованием жидкости или конденсата. В одном из примеров осуществления резальная секция включает описанный выше охлаждаемый гибкий ротационный штамп и валок, который удаляет избыток накопленного на штампе материала, который может включать ледяной налет или водяной конденсат. В одном из примеров осуществления резальная секция включает описанный выше гибкий ротационный штамп и шаговое подающее устройство, описанное ниже, где шаговое подающее устройство обеспечивает большую продолжительность охлаждения. В одном из примеров осуществления резальная секция включает описанный выше гибкий ротационный штамп, и при этом перед нанесением отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу слою клеящего вещества придают электростатический заряд. Поверхностная обработка открытого слоя клеящего вещества, которая может включать распределение электростатического заряда, или обработку коронным разрядом, или пламенную обработку, перед нанесением ламинированием отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу усиливает смачивание отделяемого покрытия клеящим веществом, что облегчает высокоскоростное поточное снятие или удаление матрицы без отрыва вырезанных этикеток с клеевой тыльной стороной от отделяемого покрытия. В одном из примеров осуществления слой клеящего вещества охлаждают пропусканием лицевого материала и слоя клеящего вещества через зону охлаждения, как описано ниже, после отделения покрытия от лицевого материала и слоя клеящего вещества и до подачи лицевого материала и слоя клеящего вещества в резальную секцию, которая включает гибкий ротационный штамп. В одном из примеров осуществления описанный выше гибкий ротационный штамп смазывают, как описано ниже, смазочным материалом, который позволяет снижать или предотвращать накопление клеящего вещества на штампе. В одном из примеров осуществления натяжение полотна лицевого материала и слоя клеящего вещества регулируют с помощью электростатического заряда после отделения покрытия от лицевого материала и слоя клеящего вещества и до нанесения ламинированием отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу, и где вырезанные этикетки с клеевой тыльной стороной и матрицу получают в резальной секции, включающей описанный выше гибкий ротационный штамп. Натяжение полотна регулируют при контакте с движущимся валком, применяя электростатический заряд, который фиксирует или удерживает полотно на движущемся валке при рулонной подаче материала для обработки, создавая участок изоляции и зону натяжения полотна без использования зажимного (контактного) валка или вакуумного валка, стабилизируя и транспортируя нарезанное штамповкой полотно без подложки/без покрытия, которое включает полотно из нарезанных этикеток с клеевой тыльной стороной и матрицы, нарезанное штамповкой из полотна этикеточного материала или полотна этикеточного материала без покрытия, в котором на одну сторону лицевого материала нанесен слой клеящего вещества, чувствительного к давлению, а на другую сторону лицевого материала нанесено отделяемое покрытие. Электростатический заряд может быть придан полотну в первой точке его контакта с движущимся валком во время продвижения полотна, что приводит к взаимодействию, обеспечивающему отсутствие проскальзывания между полотном и движущимся валком, и при этом сила взаимодействия зависит от величины прилагаемого заряда, диэлектрических свойств заряжаемого полотна, материалов, из которых изготовлен движущийся валок, и дуги обхвата на движущемся валке после начальной электростатической фиксации полотна на движущемся валке. Способ электростатической фиксации полотна на движущемся валке представляет собой способ контроля и регулирования натяжения полотна, на котором имеется открытый слой чувствительного к давлению клеящего веществ, без непосредственного контакта с открытым слоем клеящего вещества. В одном из примеров осуществления описанный выше способ получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включающий применение резальной секции, в которой имеется гибкий ротационный штамп, включает применение тонких и сверхтонких отделяемых покрытий, включающих отделяемые покрытия, описанные выше, толщина которых составляет менее 1,2 мил (0,030 мм). В одном из примеров осуществления описанный выше способ получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включающий применение резальной секции, в которой имеется гибкий ротационный штамп, включает применение полотна этикеточного материала, и при этом полотно этикеточного материала не имеет покрытия, как описано выше, и по существу состоит из лицевого материала и слоя клеящего вещества, чувствительного к давлению, нанесенного на одну из сторон лицевого материала, и отделяемого покрытия, нанесенного на другую сторону лицевого материала, и при этом способ не включает этап отделения покрытия, и этап ламинирования включает нанесение ламинированием вырезанных этикеток с клеевой тыльной стороной и матрицы на отделяемое покрытие, и при этом отделяемое покрытие может представлять собой временное и/или пригодное для многократного использования отделяемое покрытие. Описанные в настоящей заявке примеры осуществления способа получения или установки для получения вырезанной этикетки с клеевой тыльной стороной на покрытии, в которой слой клеящего вещества не защищен от воздействия способа или установки, могут быть применены по отдельности или в комбинации из двух или более примеров осуществления.
В другом примере осуществления, показанном на Фиг.3, для охлаждения клеящего вещества может быть применен охлаждаемый валок опоры. В этом примере осуществления слой клеящего вещества контактирует с охлаждаемой опорой, и лицевой материал вводят в изначальный контакт со штампом. Конструкция охлаждаемой опоры может включать ряд нарезов, спиралей, ячеек, отражательных перегородок или других структур, обеспечивающих такой теплообмен на поверхности опоры, что для используемого типа клеящего вещества, обычных условий и применяемой скорости резки, это воздействие достаточно для снижения клейкости клеящего вещества и минимизации накопления ледяных отложений. После нарезки штамповкой полотна лицевого материала покрытие повторно наносят ламинированием на полотно лицевого материала. Отходы матрицы удаляют с полотна, и этикетки, полученные вырубной штамповкой, находящиеся на покрытии, наматывают на валик.
В другом примере осуществления применяют плоский штамп, а не ротационный штамп. Такие штампы включают гравировальные штампы, штампы с тонким краем, штампы в форме стальной линейки и другие конструкции, известные в данной области техники. Верхняя нережущая поверхность штампа может включать ряд нарезов, спиралей, ячеек, отражательных перегородок или других структур, обеспечивающих такой теплообмен на поверхности штампа, что для используемого типа клеящего вещества, обычных условий и применяемой скорости резки это воздействие достаточно для снижения клейкости клеящего вещества и минимизации накопления ледяных отложений.
Для увеличения продолжительности охлаждения клеящего вещества и охлаждаемого штампа и для получения большей скорости подачи при вырубной штамповке может быть применено шаговое подающее устройство. Шаговое подающее устройство может совершать движения в горизонтальной и вертикальной плоскости, аналогично гусеничному транспортеру (tank thread system), и включать множество модулей для вырубной штамповки, линейно синхронизированных с подачей материала полотна во время цикла резки. В альтернативном варианте шаговое подающее устройство может включать один режущий элемент, совершающий орбитальное движение. В одном из примеров осуществления, показанном на Фиг.4, вместо традиционной опоры применяют опору малого диаметра или "микроопору".
В примере осуществления, показанном на Фиг.5, слой клеящего вещества охлаждают пропусканием полотна лицевого материала через зону или зоны охлаждения после снятия покрытия перед контактом со штампом. Для понижения температуры воздуха и охлаждения клеящего вещества до температуры, при которой оно перестает прилипать, установка и способ может включать одну или более систем Вентури. После охлаждения клеящего вещества до требуемой температуры охлажденное полотно поступает в секцию вырубной штамповки, где, при помощи стандартного или охлаждаемого ротационного штампа или штампа планшетного типа, полотно нарезают на отдельные этикетки. Охлаждение клеящего вещества зависит от продолжительности нахождения клеящего вещества в зоне охлаждения и температуры, обеспечиваемой системой Вентури. После нарезки этикеток из этикеточного материала на этикеточный материал вновь наносят отделяемое покрытие в секции повторного ламинирования. После повторного ламинирования отделяемого покрытия отходы матрицы могут быть отделены от этикеточного материала, и нарезанные этикетки с нанесенным на них отделяемым покрытием могут быть намотаны на валик.
В конструкции системы Вентури может быть предусмотрено нагревание зоны охлаждения с целью создания системы размораживания, предотвращающей образование ледяного налета в зоне охлаждения. В одном из примеров осуществления система Вентури снабжена осушителем или инертной средой, например азотной подушкой, предназначенной для поддержания в зоне охлаждения низкой влажности.
В системе охлаждения для отвода тепла может быть использован жидкий охлаждающий агент, включающий, например, силикон или силиконовое масло, или спирт, или гликоль, или воду, или смесь двух или более жидких охлаждающих агентов. Для устранения клейкости клеящего вещества может быть применена другая система охлаждения, включающая теплообменное устройство другого типа.
Для снижения вероятности накопления слоя клеящего вещества на вырубном ноже (ноже штампа) на поверхность штампа может быть нанесен смазочный материал. На Фиг.6 показан способ, в котором смазочный материал наносят на высекательный штамп валком. Применяемые смазочные материалы включают любые смазочные материалы, которые снижают, или минимизируют, или предотвращают накопление клеящего вещества на штампе. Неограничивающие примеры смазочных материалов включают: воду, композиции, содержащие жирную кислоту или соль жирной кислоты, например композиции, содержащие стеараты, водные растворы поверхностно-активных веществ, например растворы мыла, содержащие соль металла и жирной кислоты или алкилированной аренсульфоновой кислоты, жидкие силиконы, пластификаторы, например эфиры жирных кислот и углеводородные масла, жирные спирты, например 1-деканол, невысушенные эмульсии чувствительных к давлению клеящих веществ, например невысушенные эмульсии чувствительных к давлению акриловых клеев, не содержащие силикона смазочные материалы и подобные им вещества и смеси двух или более смазочных материалов. Смазочный материал может быть нанесен на режущую поверхность напылением, валком, губкой, электростатическим способом, струйным или другим способом, обеспечивающим нанесение минимального количества клеящего вещества, предотвращающего образование отложений клеящего вещества в обычных условиях, при обычных скоростях обработки и используемом типе клеящего вещества.
В одном из примеров осуществления, изображенном на Фиг.6, способ получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включает: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в разделительную секцию, где при помощи разделяющего устройства покрытие отделяют от лицевого материала и слоя клеящего вещества; подачу лицевого материала и слоя клеящего вещества в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, и где резальная секция включает штамп и опору, и при этом режущую поверхность штампа смазывают смазочным материалом при помощи формной пластины для флексографической печати, и клеящее вещество слоя клеящего вещества контактирует со штампом; нанесение ламинированием отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. Как описано выше, смазывание штампа смазочным материалом снижает или предотвращает образование отложений клеящего вещества на штампе. Применение формной пластины для флексографической печати для смазки режущей поверхности штампа смазочным материалом позволяет регулировать нанесение смазочного материала на край ножа или режущий край штампа и представляет собой относительно простой, надежный и эффективный способ с высокой воспроизводимостью. Конструкции выступающих поверхностей формной пластины для флексографической печати соответствуют форме края ножа или режущего края штампа. Смазочный материал может быть перенесен с выступающих поверхностей формной пластины для флексографической печати на режущий край штампа любыми средствами, которые включают применение электростатического заряда и/или применение удерживающих поверхностных свойств выступающих поверхностей формной пластины для флексографической печати и удерживающих поверхностных свойств режущего края штампа. В одном из примеров осуществления штамп представляет собой ротационный штамп или гибкий ротационный штамп, и режущую поверхность ротационного штампа или гибкого ротационного штампа смазывают при помощи формного цилиндра для флексографической печати. В одном из примеров осуществления, в котором штамп смазывают при помощи формной пластины для флексографической печати или формного цилиндра для флексографической печати, на корпус штампа нанесено покрытие, которое предотвращает налипание клеящего вещества, составляющего слой клеящего вещества, на корпус штампа. Покрытие, наносимое на корпус штампа, может представлять собой любое покрытие, которое снижает, или минимизирует, или предотвращает налипание клеящего вещества на корпус штампа и включает, например, фторированные полимеры, и это покрытие может быть нанесено на корпус штампа любыми средствами, включающими, например, различные способы вакуумного осаждения, включающие способы с применением электростатического заряда. Корпус штампа обычно включает нережущую внешнюю поверхность штампа. В одном из примеров осуществления внешняя поверхность штампа, которая включает корпус штампа и режущий край штампа, имеет покрытие, которое предотвращает налипание клеящего вещества, содержащегося в слое клеящего вещества, на штамп. В одном из примеров осуществления, в котором штамп смазывают при помощи формной пластины для флексографической печати или формного цилиндра для флексографической печати, полотно этикеточного материала не имеет покрытия и по существу состоит из лицевого материала и слоя клеящего вещества, чувствительного к давлению, нанесенного на одну из сторон лицевого материала, и отделяемого покрытия, нанесенного на другую сторону лицевого материала, и при осуществлении этого способа этап отделения покрытия не выполняют, а этап ламинирования включает нанесение ламинированием вырезанных этикеток с клеевой тыльной стороной и матрицы на отделяемое покрытие, и при этом отделяемое покрытие может представлять собой временное и/или пригодное для многократного использования отделяемое покрытие.
В альтернативном варианте смазочный материал может быть также нанесен на опору, как показано на Фиг.7. Смазывание штампа и/или опоры может быть выполнено в комбинации с охлаждением штампа или охлаждением опоры.
В одном из примеров осуществления для охлаждения штампа приблизительно до точки росы применяют охлаждающий агент и позволяют конденсату накапливаться на поверхности штампа. Конденсат образует самоподдерживающийся смазывающий механизм. Для поддержания узкого диапазона температур поверхности может быть использована подходящая система регулирования, которая может включать нарезы, спирали, ячейки, отражательные перегородки и другие структуры внутренних поверхностей штампа. Система охлаждения может быть применена в комбинации с датчиками температуры и влажности, которые отслеживают образование отложений и другие параметры способа, необходимые для поддержания минимального количества конденсата на поверхности.
Один из примеров осуществления изобретение относится к способу вырубной штамповки этикеточного материала, нанесенного на покрытие, которое включает тонкое или сверхтонкое покрытие, которое не требует удаления и повторного ламинирования покрытия. Как показано на Фиг.8 и Фиг.9, этикеточный материал нарезают штамповкой на покрытии, которое включает тонкое или сверхтонкое покрытие, без рассекания покрытия или тонкого или сверхтонкого покрытия. Воздействие на покрытие сводят к минимуму и регулируют при помощи специальных инструментов. В одном из примеров осуществления опора изготовлена из подходящего полимерного материала, обеспечивающего эластичность и упругость поверхности опоры, снижающую и/или смягчающую воздействие штампа на покрытие. В одном из примеров осуществления способ получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включает: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, находящиеся на отделяемом покрытии, где резальная секция включает штамп и опору, а опора включает эластичный полимерный материал; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. Примеры осуществления способа получения или установки для получения вырезанной этикетки с клеевой тыльной стороной на покрытии, где полотно этикеточного материала с покрытием нарезают без отделения покрытия от лицевого материала и слоя клеящего вещества, описанные в настоящей заявке, могут быть применены по отдельности в комбинации из двух или более примеров осуществления.
В одном из примеров осуществления, изображенном на Фиг.8 и Фиг.9, способ получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включает: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, находящиеся на отделяемом покрытии, где резальная секция включает штамп и опору, и штамп представляет собой ротационный штамп или гибкий ротационный штамп, где мостик штампа обеспечивает автоматическую регулировку силы, прикладываемой к каждой из сторон штампа, до достижения заданного значения силы; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. В одном из примеров осуществления автоматизированный мостик штампа, обеспечивающий автоматическую регулировку силы, изображенный на Фиг.9, включает регулировочное устройство для приложения силы к каждой из сторон ротационного штампа, средства для непрерывного измерения силы, прилагаемой к каждой из сторон штампа при проведении нарезки, средства обратной связи с регулировочным устройством и средства регулировки силы, прилагаемой к каждой из сторон штампа, в режиме реального времени. В одном из примеров осуществления автоматизированный мостик штампа прижимает ротационный штамп к ротационной (вращающейся) опоре под действием пневматической или гидравлической нагрузки, и при этом мостик штампа включает устройства измерения давления, например весовые датчики на каждом конце мостика штампа, предназначенные для измерения нагрузки, прилагаемой к ротационному штампу для прижатия последнего к ротационной опоре, и при этом мостик штампа включает средства, например программируемый логический контроллер, для определения и автоматической коррекции смещения точки приложения давления от установленного значения. Автоматизированный мостик штампа позволяет производить резку полотна этикеточного материала с покрытием без рассекания покрытия и без отделения покрытия, а также позволяет производить автоматическую остановку вырубной штамповки в том случае, если сила действия штампа на опору достигает установленного предельного значения, что предотвращает возникновение возможных при высечке дефектов или указывает на необходимость замены изношенных инструментов и/или замены изношенного штампа.
В одном из примеров осуществления расстояние между штампом и опорой регулируют, обеспечивая резку лицевого материала и клеящего вещества и установку глубины просечки без разрезания для режущего края. Регулировка расстояния между штампом и опорой может быть произведена в направлениях х, у и/или z, в зависимости от износа режущей поверхности, типа применяемого клеящего вещества и внешних условий. Расстояние между штампом и опорой измеряют при помощи электростатического контрольного устройства, показанного на Фиг.9, способного измерять электрический ток, протекающий через зазор между штампом и опорой с точностью, достаточной для обнаружения изменения значения тока, протекающего между двумя поверхностями. Расстояние между штампом и опорой можно регулировать, передвигая штамп и/или опору ближе друг к другу или дальше друг от друга с помощью линейных или других подходящих цифровых приводов. Регулировка расстояния между штампом и опорой позволяет производить резку лицевого материала и слоя клеящего вещества полотна этикеточного материала с покрытием без рассечения покрытия и без отделения покрытия. В одном из примеров осуществления способ получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включает: получение полотна этикеточного материала, включающего лицевой материал, слой чувствительного к давлению клеящего вещества, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества; подачу полотна этикеточного материала в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, находящиеся на отделяемом покрытии, где резальная секция включает штамп и опору, где расстояние между штампом и опорой регулируют во избежание рассечения отделяемого покрытия; отделение матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящихся на покрытии; и намотку вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. Расстояние между штампом и опорой можно регулировать при помощи любых подходящих средств, которые в одном из примеров осуществления включают электростатический контроллер.
Установка для вырубной штамповки этикеточного материала
В одном из примеров осуществления, изображенном на Фиг.2, установка для получения вырезанной этикетки с клеевой тыльной стороной на покрытии путем обработки этикеточного материала, включающего лицевой материал, слой клеящего вещества, чувствительного к давлению, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества, включает: разделительную секцию для отделения покрытия от лицевого материала и слоя клеящего вещества; резальную секцию для получения множества нарезанных этикеток с клеевой тыльной стороной и окружающей их матрицы из лицевого материала и слоя клеящего вещества, где резальная секция включает гибкий ротационный штамп и валок опоры, где гибкий ротационный штамп включает штемпельную пластину, которая закреплена с помощью механических средств на крепежном цилиндре, и клеящее вещество слоя клеящего вещества охлаждают в резальной секции с целью снижения клейкости клеящего вещества посредством контакта клеящего вещества со штампом, который охлаждают; ламинатор для нанесения ламинированием отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу; устройство для отделения матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящейся на покрытии; и средства для намотки вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик. В примерах осуществления, описанных выше, охлаждаемый гибкий ротационный штамп включает теплопроводный материал, заполняющий воздушный зазор, образованный между штемпельной пластиной и крепежным цилиндром, а крепежный цилиндр представляет собой магнитный крепежный цилиндр.
В одном из примеров осуществления, изображенном на Фиг.6, установка для получения вырезанной этикетки с клеевой тыльной стороной на покрытии путем обработки этикеточного материала, включающего лицевой материал, слой клеящего вещества, чувствительного к давлению, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества, включает: разделительную секцию для отделения покрытия от лицевого материала и слоя клеящего вещества; резальную секцию для получения множества нарезанных этикеток с клеевой тыльной стороной и окружающей их матрицы из лицевого материала и слоя клеящего вещества, где резальная секция включает штамп и опору, и где режущую поверхность штампа смазывают смазочным материалом при помощи формной пластины для флексографической печати, и клеящее вещество слоя клеящего вещества контактирует со штампом; ламинатор для нанесения ламинированием отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу; устройство для отделения матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящейся на покрытии; и средства для намотки вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик.
В примерах осуществления, изображенных на Фиг.8 и Фиг.9, установка для получения вырезанной этикетки с клеевой тыльной стороной на покрытии путем обработки этикеточного материала, включающего лицевой материал, слой клеящего вещества, чувствительного к давлению, нанесенный на лицевой материал, и отделяемое покрытие, нанесенное на слой клеящего вещества, включает: резальную секцию для получения множества нарезанных этикеток с клеевой тыльной стороной и окружающей их матрицы на покрытии из этикеточного материала, где резальная секция включает штамп и опору, и резальная секция включает по меньшей мере один компонент, выбранный из группы, состоящей из высекательного штампа и опоры, где опора представляет собой опору из эластичного полимерного материала; средства для регулировки расстояния между штампом и опорой для предотвращения рассечения отделяемого покрытия; штамп представляет собой ротационный штамп, и мостик штампа обеспечивает автоматическую регулировку силы, прикладываемой к каждой из сторон штампа, до заданного значения силы, и комбинацию двух или более любых названных компонентов; устройство для отделения матрицы от вырезанных этикеток с клеевой тыльной стороной и матрицы, находящейся на покрытии; и средства для намотки вырезанных этикеток с клеевой тыльной стороной, находящихся на покрытии, на валик.
Несмотря на то что изобретение было описано при помощи предпочтительных примеров осуществления, очевидно, что, по прочтении предлагаемого описания, специалист в данной области техники может понять, что настоящее изобретение имеет различные модификации. Таким образом, очевидно, что описанное изобретение включает все модификации, попадающие в область, определяемую формулой изобретения.
Реферат
Предложены способ и установка для вырубной штамповки этикеточного материала, включающего лицевой материал, клеящее вещество и необязательно покрытие, для получения этикеток, где покрытие на покрытом чувствительным к давлению клеем этикеточном материале может представлять собой тонкое или сверхтонкое покрытие. Способ включает получение полотна этикеточного материала, отделение покрытия от лицевого материала и клеящего вещества, подачу в резательную секцию с гибким ротационным штампом валком опоры. Предварительно клеящее вещество охлаждают. Способ включает дальнейшее повторное нанесение ламинированием отделяемого покрытия. Установка для реализации способа включает разделительную и резательную секции, последняя включает средства для охлаждения клеящего вещества. 3 н. и 30 з.п. ф-лы, 9 ил.
Формула
получение полотна этикеточного материала, включающего лицевой материал, имеющий первую сторону и вторую сторону, слой клеящего вещества, нанесенный на первую сторону лицевого материала, и, возможно, отделяемое покрытие, нанесенное на открытую поверхность слоя клеящего вещества;
если покрытие присутствует, подачу полотна этикеточного материала в разделительную секцию, где при помощи разделяющего устройства покрытие отделяют от лицевого материала и слоя клеящего вещества;
если покрытие отсутствует или после отделения покрытия от лицевого материала, если оно присутствовало, подачу лицевого материала и слоя клеящего вещества в резальную секцию, где получают множество нарезанных этикеток с клеевой тыльной стороной и окружающую их матрицу, где резальная секция включает гибкий ротационный штамп и валок опоры, где гибкий ротационный штамп включает штемпельную пластину, которая закреплена на крепежном цилиндре, и при этом перед введением в резальную секцию клеящее вещество охлаждают, или охлаждают гибкий ротационный штамп, или одновременно выполняют обе эти операции, и охлаждение производят до температуры, достаточной для уменьшения прилипания клеящего вещества к штампу;
если отделяемое покрытие присутствует, повторное нанесение ламинированием ранее удаленного отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной и матрицу или необязательно нанесение ламинированием нового отделяемого покрытия на вырезанные этикетки с клеевой тыльной стороной.
необязательную разделительную секцию, предназначенную для отделения покрытия от лицевого материала и слоя клеящего вещества;
резальную секцию, предназначенную для получения множества нарезанных этикеток с клеевой тыльной стороной и окружающей их матрицы из лицевого материала и слоя клеящего вещества, где резальная секция включает гибкий ротационный штамп и опору, где гибкий ротационный штамп включает штемпельную пластину, которая закреплена на крепежном цилиндре, и средства для охлаждения клеящего вещества перед резкой лицевого материала и клеящего вещества.
a) полотно этикеточного материала, включающего лицевой материал, имеющий первую сторону и вторую сторону, слой клеящего вещества, нанесенный на первую сторону лицевого материала, и необязательно отделяемое покрытие, нанесенное на открытую поверхность слоя клеящего вещества;
b) установку для получения вырезанной этикетки с клеевой тыльной стороной, находящейся на покрытии, включающую необязательную разделительную секцию для отделения покрытия, если таковое имеется, от лицевого материала и слоя клеящего вещества; и
c) резальную секцию, предназначенную для получения множества нарезанных этикеток с клеевой тыльной стороной и окружающей их матрицы из лицевого материала и слоя клеящего вещества, где резальная секция включает гибкий ротационный штамп и опору, где гибкий ротационный штамп включает штемпельную пластину, которая закреплена на крепежном цилиндре, и средства для охлаждения клеящего вещества перед резкой лицевого материала и клеящего вещества.
Комментарии