Меры защиты от подделок для стеклоизделий - RU2746048C2
Код документа: RU2746048C2
Чертежи






Описание
[0001] В настоящей заявке заявлен приоритет предварительной заявки на Патент США № 62/343,289 от 31 мая 2016 г., озаглавленной как «Меры защиты от подделок для стеклоизделий» и предварительной заявки на Патент США № 62/426,745 от 28 ноября 2016 г., озаглавленной как «Меры защиты от подделок для стеклоизделий», все содержание которых полностью включено в настоящую заявку в виде ссылки.
Уровень техники
Область техники
[0002] Настоящее изобретение относится в основном к стеклоизделиям, а точнее, к стеклоизделиям, обладающим признаками защиты от подделок, образованными в стеклоизделии.
Предпосылки изобретения
[0003] Считается, что до 30% фармацевтических препаратов, поставляемых в развивающихся странах, являются поддельными, представляя нарушения законодательства и риски для здоровья для конечных пользователей. Для борьбы с подделками, контролирующие органы могут потребовать, чтобы фармацевтические компании отслеживали и выявляли продукцию по логистической цепочке.
[0004] Отслеживание отдельных доз и/или продуктов может быть выполнено с помощью скрытых и/или открытых маркеров. Тогда как открытые маркеры, которые видны потребителям и потенциальным фальсификаторам, могут предотвращать или предостерегать против изготовления подделки и повышать отслеживаемость, cкрытые маркеры, которые могут быть сложны для наблюдения невооруженным глазом, могут ограничивать получение информации о маркировки и усложнять копирование маркировки.
[0005] Следовательно, желательны альтернативные стеклоизделия, которые включают в себя признаки защиты от подделок.
Сущность изобретения
[0006] Согласно одному варианту воплощения стеклянный контейнер включает в себя корпус, имеющий коэффициент расслаивания меньший или равным 10, и, по меньшей мере, одну маркировку. Корпус имеет внутреннюю поверхность, внешнюю поверхность и стенку с толщиной, простирающейся между внешней поверхностью и внутренней поверхностью. Маркировка расположена в пределах толщины стенки. В частности, маркировка представляет собой часть корпуса, которая обладает показателем преломления, отличным от показателя преломления не промаркированной части корпуса.
[0007] Согласно другому варианту воплощения способ формирования маркировки для защиты от подделок в стеклянном контейнере обеспечен. Способ включает в себя фокусирование пучка импульсного лазера на точке в пределах толщины стенки корпуса образованный из щелочноалюмосиликатного состава стекла и перемещение пучка импульсного лазера вдоль траектории сканирования в пределах толщины стенки, эффективной для индуцирования изменения показателя преломления вдоль траектории сканирования относительно показателя преломления части корпуса, не облучаемая пучком импульсного лазера.
[0008] Согласно другому варианту воплощения обеспечен способ формирования маркировки для защиты от подделок в стеклоизделии. Способ включает в себя фокусирование пучка импульсного лазера на точке на поверхности стеклянного корпуса, образованного из щелочноалюмосиликатного состава стекла, и перемещение пучка импульсного лазера вдоль траектории сканирования вдоль поверхности, эффективной для удаления полимерного покрытия с поверхности стеклянного корпуса, с образованием, таким образом, маркировки для защиты от подделок на стеклоизделии.
[0009] Согласно другому варианту воплощения обеспечен способ выявления маркировки для защиты от подделок на стеклоизделии. Способ включает в себя направление источника света к поверхности, содержащей маркировку для защиты от подделок, под углом проецирования примерно 0-45°, и проецирование маркировки для защиты от подделок на плоскость изображения для выявления. В различных вариантах воплощения маркировка для защиты от подделок не поддается выявлению путем непосредственного наблюдения или непосредственного освещения источником света.
[0010] Согласно еще одному варианту воплощения стеклоизделие включает в себя корпус, обладающий коэффициентом расслаивания меньшим или равным 10. Корпус имеет внутреннюю поверхность, внешнюю поверхность и толщину стенки, простирающуюся между внешней поверхностью и внутренней поверхностью. Стеклоизделие дополнительно включает в себя полимерное покрытие, расположенное, по меньшей мере, на части внешней поверхности корпуса, и маркировку внутри полимерного покрытия. Маркировка включает в себя, по меньшей мере, часть полимерного покрытия, которая была удалена с внешней поверхности корпуса.
[0011] В другом варианте воплощения обеспечен способ формирования маркировки для защиты от подделок в стеклоизделии. Способ включает в себя фокусирование, с использованием линзы, обладающей числовой апертурой 0,3-0,7, лазера на точке в пределах толщины стенки стеклянного корпуса, образованного из щелочноалюмосиликатного состава стекла, перед отжигом стеклянного корпуса. Способ также включает в себя управление лазером при скорости повторения импульсов примерно 80-300 кГц и перемещение лазера вдоль траектории сканирования, с образованием, таким образом, маркировки для защиты от подделок в стеклоизделии.
[0012] Дополнительные признаки и преимущества будут изложены в подробном описании, которое последует, и отчасти будет ясно специалистам в данной области техники из этого описания или распознано путем реализации вариантов воплощения, описанных в настоящей работе, включая подробное описание, которое последует, формулу изобретения, а также прилагаемые чертежи.
[0013] Следует понимать, что как вышеуказанное общее описание, так и следующее подробное описание описывают различные варианты воплощения и предназначены для рассмотрения обзора или концептуальной рамки для понимания природы и характера заявленного предмета изобретения. Прилагаемые чертежи включены для обеспечения дополнительного понимания различных вариантов воплощения и встроены в данное описание и составляют его часть. Чертежи иллюстрируют различные варианты воплощения, описанные в настоящей работе, и вместе с описанием служат для разъяснения принципов и операций заявленного предмета изобретения.
Краткое описание чертежей
[0014] ФИГ. 1 схематически отображает разрез стеклянного контейнера в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0015] ФИГ. 2 схематически отображает слой с напряжением сжатия в части боковой стенки стеклянного контейнера по ФИГ. 1;
[0016] ФИГ. 3 схематически отображает часть боковой стенки стеклянного контейнера, обладающую устойчивой однородностью слоя;
[0017] ФИГ. 4 схематически отображает часть боковой стенки стеклянного контейнера, обладающую устойчивой однородностью поверхности;
[0018] ФИГ. 5 схематически отображает способ для формирования стеклянного контейнера в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0019] ФИГ. 6 схематически отображает лазерную систему записи для генерирования маркировки в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
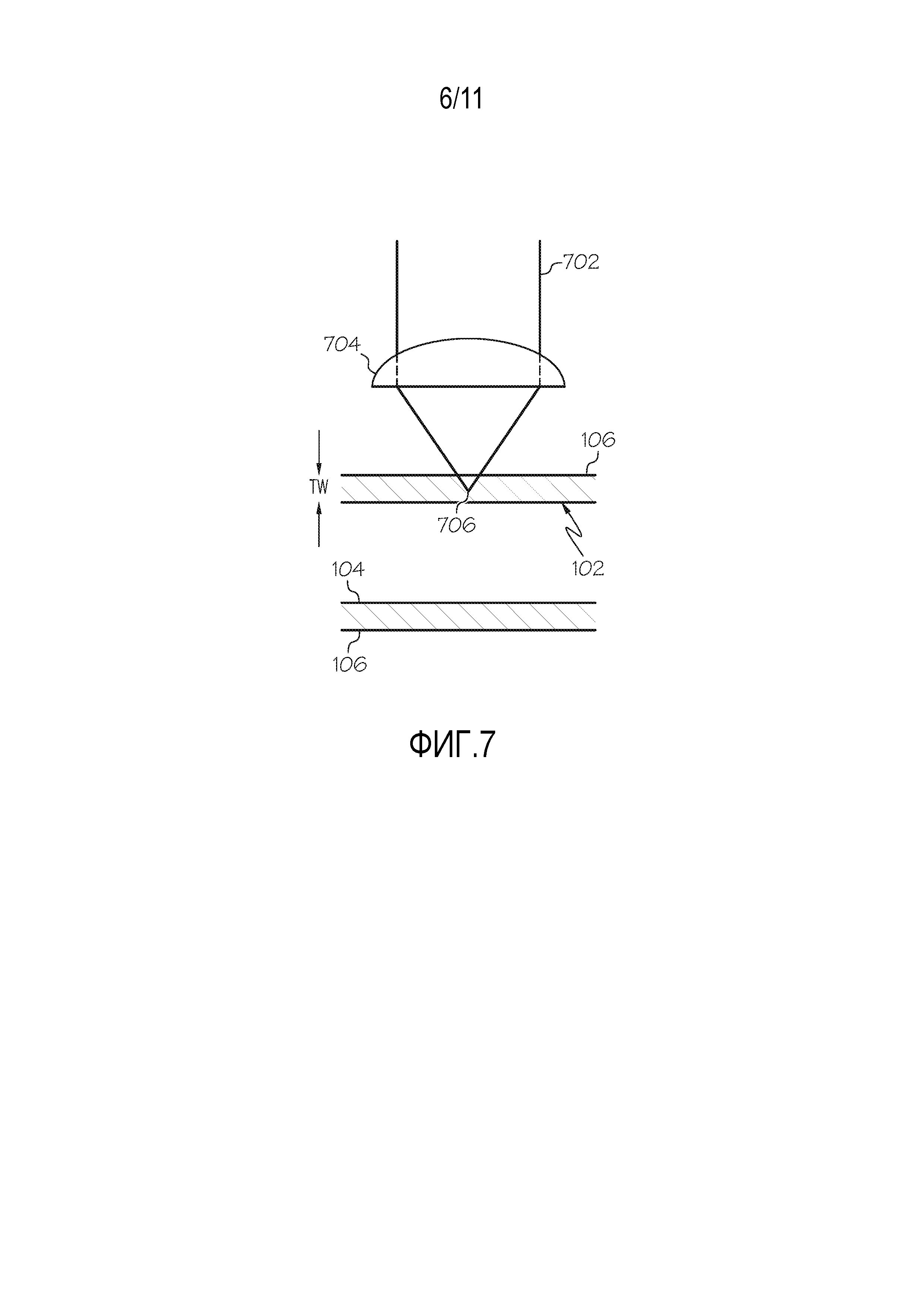
[0020] ФИГ. 7 схематически отображает другую лазерную систему записи для генерирования маркировки в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0021] ФИГ. 8A отображает один пример маркировки перед отжигом в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0022] ФИГ. 8B отображает пример маркировки по ФИГ. 8A после отжига в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0023] ФИГ. 8C отображает другой пример маркировки перед отжигом в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0024] ФИГ. 8D отображает пример маркировки по ФИГ. 8C после отжига в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0025] ФИГ. 9 схематически отображает система оптического формирования изображений для расшифровки информации, зашифрованной в маркировке, в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0026] ФИГ. 10 отображает примерную маркировку в форме микроструктуры в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0027] ФИГ. 11 схематически отображает датчик ультрафиолетового излучения для выявления маркировок в соответствии с одним или более вариантами воплощения, описанными в настоящей работе;
[0028] ФИГ. 12A отображает один пример маркировки в соответствии с одним или более вариантами воплощения, описанными в настоящей работе; и
[0029] ФИГ. 12B отображает другой пример маркировки в соответствии с одним или более вариантами воплощения, описанными в настоящей работе.
Подробное описание
[0030] Далее будут подробно рассмотрены различные варианты воплощения способов для формирования маркировок для защиты от подделок в стеклянном контейнере и стеклянных контейнеров, включающих в себя маркировки для защиты от подделок, примеры которых проиллюстрированы на прилагаемых чертежах. Один пример стеклянного контейнера с маркировкой для защиты от подделок схематически отображен на ФИГ. 1. Стеклянные контейнеры, описанные в настоящей работе, представляют собой упрочненные стеклянные контейнеры, которые обладают стойкостью к расслаиванию и повреждению. Маркировки, описанные в настоящей работе, предназначенные для включения в стеклянные контейнеры, могут быть открытыми, скрытыми или могут представлять собой сочетание открытой и скрытой маркировки, позволяя отслеживать стеклянные контейнеры или удостоверяться в их подлинности. В частности, маркировки бывают включены в пределах толщины стенки стеклянного контейнера и оказывают минимальное влияние на прочность, стойкость к расслаиванию и/или стойкость к повреждению. Различные варианты воплощения стеклянных контейнеров с маркировками для защиты от подделок и способы для их изготовления будут более подробно описаны в настоящей работе в настоящей работе, с конкретной ссылкой на прилагаемые чертежи.
[0031] В вариантах воплощения составов стекла, описанных в настоящей работе, концентрация составных компонентов (например, SiO2, Al2O3, B2O3, и т.п.) указана в мольных процентах (мол.%) на основе оксидов, если не указано иное.
[0032] Термин «почти без», при использовании для описания концентрации и/или отсутствия конкретного составного компонента в составе стекла, означает, что составной компонент не намеренно добавлен к составу стекла. Однако, состав стекла может содержать следы составного компонента в качестве загрязнителя или примеси в количествах менее 0,1 мол.%.
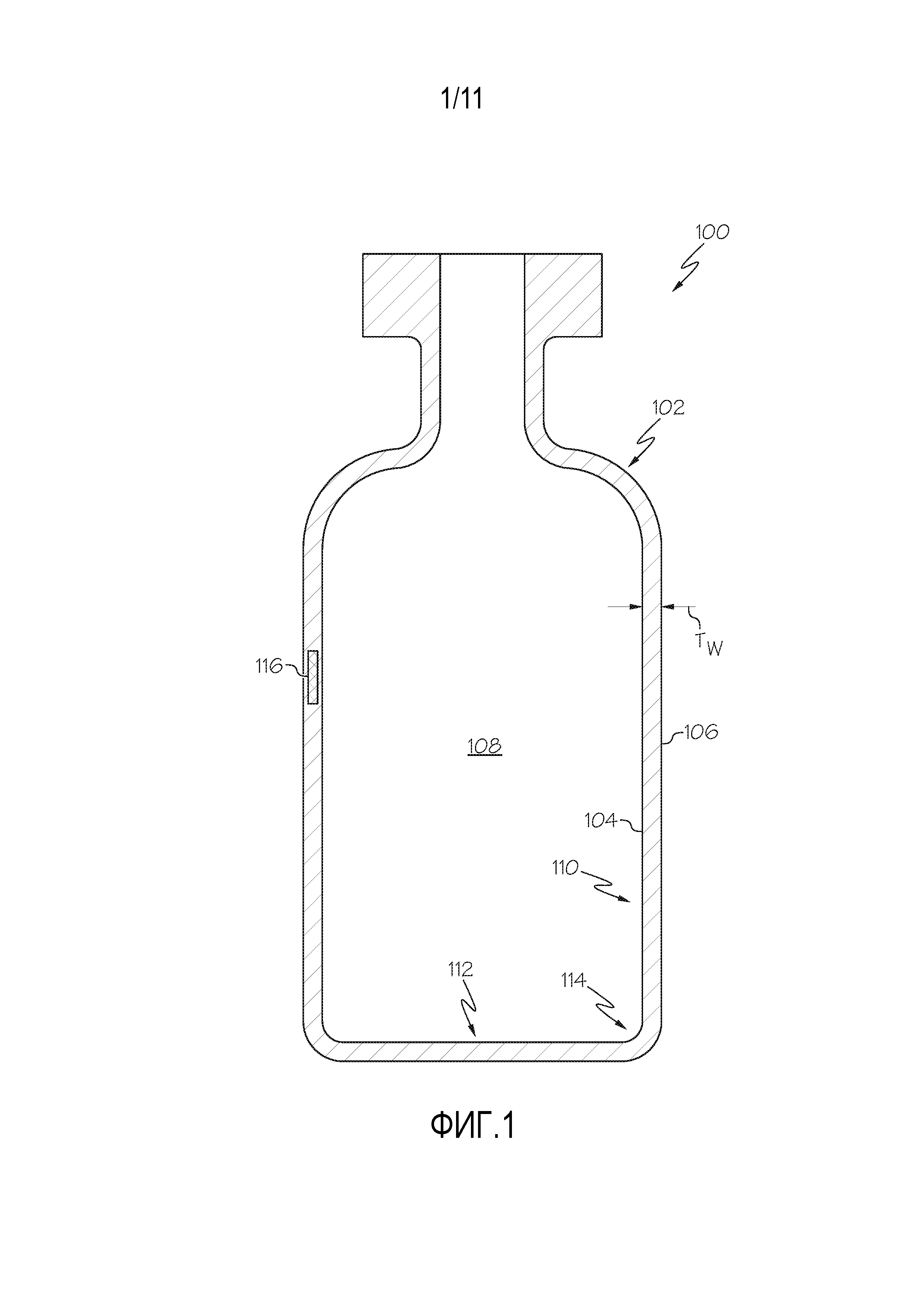
[0033] Обратимся теперь к ФИГ. 1 и 2, где один вариант воплощения стеклянного контейнера 100 для хранения фармацевтического состава схематически отображен в разрезе. Хотя в различных вариантах воплощения, описанных в настоящей работе, использованы стеклянные контейнеры, дополнительно предполагается, что описанные методологии могут быть воплощены в других типах контейнеров, таких как пластмассовые контейнеры, и т.п. Стеклянный контейнер 100, как правило, содержит корпус 102. Корпус 102 простирается между внутренней 104 поверхностью и внешней 106 поверхностью, и, как правило, заключает в себе внутренний 108 объем. В варианте воплощения стеклянного контейнера 100, показанном на ФИГ. 1, корпус 102, как правило, содержит часть 110 стенки и часть 112 пола. Часть 110 стенки переходит в часть 112 пола через часть 114 кромки. Корпус 102 имеет толщину стенки Tw, которая простирается между внутренней 104 поверхностью и внешней 106 поверхностью, как изображено на ФИГ. 1.
[0034] Стеклянный контейнер 100 также включает в себя, по меньшей мере, одну маркировку 116 в пределах толщины стенки Tw. Как будет описано более подробно ниже, маркировка 116 обладает показателем преломления, который отличается от показателя преломления немаркированной 102 части корпуса. Маркировка может быть открытой (видимой человеческому глазу без использования специального оборудования, и т.п.), скрытой (сложной для наблюдения или невидимой человеческому глазу без использования специального оборудования), или представлять собой сочетание открытой и скрытой, в зависимости от конкретного варианта воплощения. В различных вариантах воплощения маркировка 116 может включать в себя уникальную идентификацию для идентификации партии, продукта, изготовителя или отдельной упаковки, - одномерный или двумерный штрих-код, или она может представлять собой дизайн, рисунок или другую форму маркировки. В одном конкретном варианте воплощения маркировка 116 может быть расположена таким образом, чтобы она работала синергетически, где нанесенная метка повышает сложность маркировки и дополнительно отпугивает от копирования. Например, маркировка 116 может вызвать визуальное изменение метки, или метка может затенять всю или часть маркировки 116, снижая вероятность рассмотрения человеческим глазом.
[0035] На ФИГ. 1 маркировка 116 отображена как расположенная в части 110 стенки стеклянного контейнера. Однако, следует понимать, что другие местоположения предполагаются и возможны. Например, в некоторых вариантах воплощения маркировка 116 может быть расположена в части 114 кромки, в части 112 пола, или во фланце или в горловине стеклянного контейнера 100. В некоторых вариантах воплощения маркировка 116 расположена в области стеклянного контейнера 100, которая менее чувствительна к механическому напряжению и повреждению. Например, в таких вариантах воплощения, маркировка 116 может быть расположена в области стеклянного контейнера 100, отличной от части 112 пола.
[0036] Однако, тогда как стеклянный контейнер 100 отображен на ФИГ. 1 как обладающий конкретным форм-фактором (т.е., флакона), следует понимать, что стеклянный контейнер 100 может обладать и другими форм-факторами, включающими в себя, без ограничений, вакуумные контейнеры Vacutainers®, кассеты, шприцы, ампулы, бутыли, колбы, флаконы, трубки, мерные стаканы, и т.п. Однако, кроме того, следует понимать, что стеклянные контейнеры, описанные в настоящей работе, могут быть использованы для различных применений, включающих в себя, без ограничений, в качестве фармацевтических упаковок, контейнеров для напитков, и т.п.
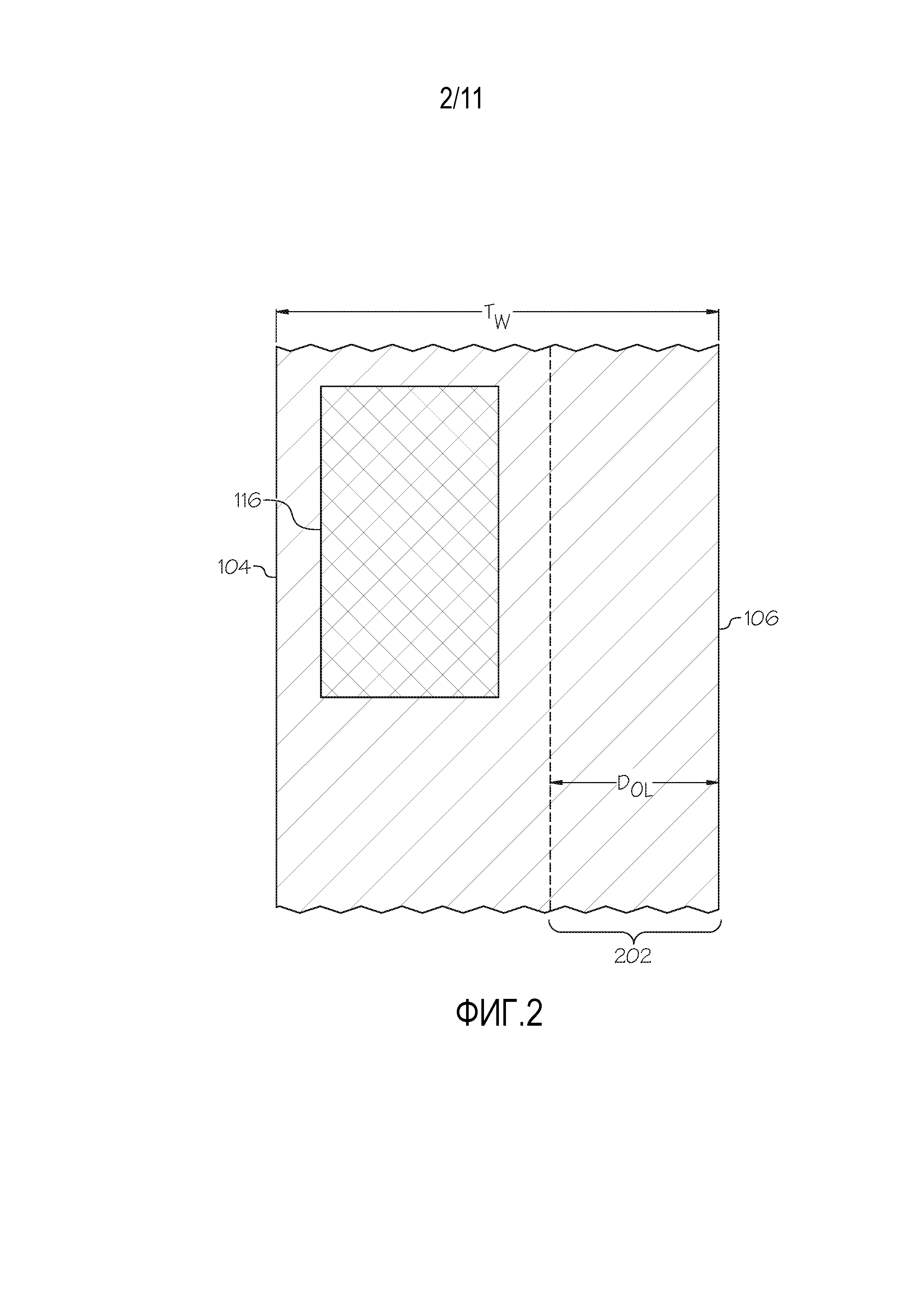
[0037] Обратимся к ФИГ. 1 и 2, где корпус 102 стеклянного контейнера 100 включает в себя слой 202 с напряжением сжатия, простирающийся, по меньшей мере, от внешней 106 поверхности корпуса 102 и на толщину стенки Tw до глубины слоя DOL (depth of layer) от внешней 106 поверхности корпуса 102. Слой 202 с напряжением сжатия, как правило, повышает прочность стеклянного контейнера 100, а также повышает допустимое повреждение стеклянного контейнера 100. В частности, стеклянный контейнер, имеющий слой 202 с напряжением сжатия, как правило, способен выдерживать большую степень повреждения поверхности, такого как царапины, сколы, и т.п., без выхода из строя, по сравнению с не упрочненным стеклянным контейнером, поскольку слой 202 с напряжением сжатия ослабляет распространение трещин, вызванных повреждением поверхности в слое 202 с напряжением сжатия.
[0038] В вариантах воплощения, описанных в настоящей работе, глубина слоя с напряжением сжатия может быть большей или равной примерно 3 мкм. В некоторых вариантах воплощения глубина слоя может быть большей или равной примерно 25 мкм или даже большей или равной примерно 30 мкм. Например, в некоторых вариантах воплощения глубина слоя может быть большей или равной примерно 25 мкм и примерно до 150 мкм. В некоторых других вариантах воплощения глубина слоя может быть большей или равной примерно 30 мкм и меньшей или равной примерно 150 мкм. В еще одних вариантах воплощения глубина слоя может быть большей или равной примерно 30 мкм и меньшей или равной примерно 80 мкм. В некоторых других вариантах воплощения глубина слоя может быть большей или равной примерно 35 мкм и меньшей или равной примерно 50 мкм.
[0039] Слой 202 с напряжением сжатия, как правило, обладает сжимающим напряжением поверхности (т.е., сжимающим напряжением, измеренным у внешней 106 поверхности), большим или равным 150 МПа. В некоторых вариантах воплощения сжимающее напряжение поверхности может быть большим или равным 200 МПа, или даже большим или равным 250 МПа. В некоторых вариантах воплощения сжимающее напряжение поверхности может быть большим или равным 300 МПа, или даже большим или равным 350 МПа. Например, в некоторых вариантах воплощения сжимающее напряжение поверхности может быть большим или равным примерно 300 МПа и меньшим или равным примерно 750 МПа. В некоторых других вариантах воплощения сжимающее напряжение поверхности может быть большим или равным примерно 400 МПа и меньшим или равным примерно 700 МПа. В еще одних вариантах воплощения сжимающее напряжение поверхности может быть большим или равным примерно 500 МПа и меньшим или равным примерно 650 МПа. Механическое напряжение в ионообменных стеклоизделиях можно измерять с помощью прибора ФСМ (фундаментального стрессометра). Этот прибор направляет излучение вовнутрь и наружи из стеклянной поверхности с двойным лучепреломлением. Измеренное двойное лучепреломление затем связывают с механическим напряжением через константу материала, - оптомеханическую или фотоэластическую постоянную (SOC или PEC). Получают да параметра: максимальное сжимающее напряжение поверхности (CS) и обменную глубину слоя (DOL).
[0040] Для формирования слоя 202 с напряжением сжатия в корпусе 102 стеклянного контейнера 100 может быть использована любая из различных технологий, известных из уровня техники. Например, слой 202 с напряжением сжатия может быть образован в корпусе 102 путем ионного обмена, термического отпуска или путем формирования стеклянного контейнера из многослойного стекла.
[0041] Однако, тогда как слой 202 с напряжением сжатия был показан и описан в настоящей работе как простирающийся от внешней 106 поверхности на толщину стенки Tw корпуса 102, следует понимать, что в некоторых вариантах воплощения корпус 102 может дополнительно содержать второй слой с напряжением сжатия, который простирается от внутренней 104 поверхности на толщину стенки Tw корпуса 102. В таких вариантах воплощения глубина слоя и сжимающее напряжение поверхности второго слоя с напряжением сжатия могут отражать таковые для слоя 202 с напряжением сжатия относительно центральной линии толщины стенки Tw корпуса 102.
[0042] В различных вариантах воплощения, таких как вариант воплощения, отображенный на ФИГ. 2, маркировка 116 не находится в пределах слоя 202 с напряжением сжатия. Иными словами, маркировка 116 может быть внешней по отношению к слою 202 с напряжением сжатия и находиться внутри части толщины стенки Tw, которая не включает в себя глубину слоя. В некоторых вариантах воплощения, в зависимости от глубины слоя, маркировка 116 может находиться в пределах середины от 80% от толщины стенки, в пределах середины от 75% от толщины стенки, середины от 50% от толщины стенки, или даже середины от 30% от толщины стенки. Например, когда маркировка 116 находится в пределах середины от 80% от толщины стенки, 10% от толщины стенки приходится на каждую сторону маркировки 116. Однако, в некоторых вариантах воплощения маркировка 116 простирается почти через всю толщину стенки Tw, но не простирается до поверхности. В еще одних вариантах воплощения маркировка 116 может находиться в пределах слоя 202 с напряжением сжатия.
[0043] В различных вариантах воплощения стеклянный контейнер 100 также является стойким к расслаиванию, наступающему после долговременного воздействия определенных химических составов, хранящихся в контейнере. Расслаивание относится к явлению, при котором частицы стекла высвобождаются с поверхности стекла вслед за серией реакций выщелачивания, коррозии и/или выветривания. Дополнительные подробности по расслаиванию, включающие в себя тестирование подходящих для анализа расслаивания стеклянных контейнеров, можно найти, например, в публикации временной заявки на Патент США № 2015/0366756, озаглавленной как «Фармацевтические стеклянные контейнеры, стойкие к расслаиванию, содержащие активные фармацевтические ингредиенты», и поданной 4 сентября 2015 г., все содержание которой включено в настоящую работу в виде ссылки. Как правило, частицы стекла представляют собой обогащенные кремнеземом чешуйки стекла, которые образуются на внутренней поверхности упаковки, в результате выщелачивания ионов модифицирующей добавки в раствор, содержащийся в упаковке. Эти чешуйки, как правило, могут составлять примерно от 1 нм до 2 мкм толщиной, с шириной примерно более 50 мкм.
[0044] До сих пор существовала гипотеза, что расслаивание связано с характеристиками состава стеклянного контейнера в его сформированном состоянии. В частности, высокое содержание кремнезема в щелочноборосиликатных стеклах повышает температуру плавления стекла. Однако, щелочные и боратные компоненты в составе стекла плавятся и/или испаряются при намного более низких температурах. В частности, боратные частицы в стекле являются очень летучими и испаряются с поверхности стекла при высоких температурах, необходимых для плавления и формирования стекла. Высокие температуры заставляют летучие боратные частицы испаряться с частей поверхность стекла. Когда это испарение возникает во внутреннем объеме стеклянного контейнера, испаренные боратные частицы повторно осаждаются в других областях стекла, вызывая неоднородности по составу в стеклянном контейнере, особенно, применительно к объему стеклянного контейнера. Например, поскольку один конец стеклянной трубки закрыт, с образованием дна или пола контейнера, боратные частицы могут испаряться из нижней части трубы, и могут повторно осаждаться в трубе где-либо в другом месте. В результате, области контейнера, подвергаемые воздействию повышенных температур, имеют поверхности, обогащенные кремнеземом. Другие области контейнера, подверженные осаждению бора, могут иметь поверхность, обогащенная кремнеземом, со слоем, обогащенным бором, находящимся ниже поверхности. Области, подверженные осаждению бора, находятся при температуре большей, чем точка отжига состава стекла, но меньшей чем самая высокая температура, воздействию которой стекло подвергается в ходе преобразования, когда бор внедряется в поверхность стекла. Растворы, содержащиеся в контейнере, могут выщелачивать бор из слоя, обогащенного бором. Поскольку слой, обогащенный бором, выщелачивается из стекла, поверхность, обогащенная кремнеземом, начинает откалываться, что приводит к падению чешуйки, обогащенные кремнеземом, в раствор.
[0045] Стойкость к расслаиванию может характеризоваться наличием множества частиц стекла, присутствующих в растворе, содержащемся в стеклянном контейнере 100, после подвергания раствора воздействию конкретных условий. Для оценки долговременной стойкости стеклянного контейнера 100 к расслаиванию, может быть использовано испытание на ускоренное расслаивание, такое как испытание, описанное в публикации заявки на Патент США № 2013/0327740, поданной 7 июня 2013 г., и озаглавленной как «Стеклянные контейнеры, стойкие к расслаиванию», которая полностью включена в настоящую работу в виде ссылки.
[0046] Однако, следует понимать, что испытания на ускоренное расслаивание могут быть использованы для идентификации частиц, которые отпадают от внутренней стенки (стенок) стеклянного контейнера из-за расслаивания, а не случайных частиц, присутствующих в контейнере, начиная с процессов формирования, или частиц, которые осаждаются из раствора, заключенного в стеклянном контейнере, в результате реакций между раствором и стеклом. В частности, отслаиваемые частицы можно отличить от случайных частиц стекла, исходя из аспектное отношение частицы (т.е., отношение ширины частицы к толщине частицы). Расслаивание порождает дисперсные чешуйки или ламеллы, которые бывают неправильной формы и обычно составляют > 50 мкм в диаметре, но зачастую > 200 мкм. Толщина чешуек обычно составляет примерно более 100 нм и может быть настолько большой, как примерно 1 мкм. Таким образом, минимальное аспектное отношение чешуек обычно составляет > 50. Аспектное отношение может составлять более 100, а иногда, и более 1000. Дисперсные частицы, возникающие в результате процессов расслаивания, как правило, обладают аспектным отношением примерно более 50. Напротив, случайные частицы стекла, как правило, будут обладать низким аспектным отношением, которое составляет менее примерно 3. Следовательно, дисперсные частицы, возникающие в результате расслаивания, можно отличать от случайных частиц, исходя из аспектного отношения в ходе наблюдения с помощью микроскопа. Результаты проверки могут быть дополнены оценкой областью нижней части тестируемых контейнеров.
[0047] В различных вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые содержат в среднем менее 10 частиц стекла с минимальной длиной примерно 50 мкм и аспектным отношением примерно более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 10. В некоторых вариантах воплощения считается, что стеклянные контейнеры, которые в среднем имеют менее 9 частиц стекла с минимальной длиной примерно 50 мкм и аспектным отношением примерно более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 9. В других вариантах воплощения считается, что стеклянные контейнеры, которые в среднем имеют менее 8 частиц стекла с минимальной длиной примерно 50 мкм и аспектным отношением примерно более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 8. В различных вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 7 частиц стекла с минимальной длиной примерно 50 мкм и аспектным отношением примерно более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 7. В еще одних вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 6 частиц стекла с минимальной длиной примерно 50 мкм и аспектным отношением примерно более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 6.
[0048] В некоторых вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 5 частиц стекла с минимальной длиной примерно 50 мкм и аспектным отношением примерно более 50 на исследование, следующее за испытание на ускоренное расслаивание, обладают коэффициентом расслаивания 5. В других вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 4 частицы стекла с минимальной длиной примерно 50 мкм и аспектным отношением примерно более 50 на исследование, следующее за испытание на ускоренное расслаивание, обладают коэффициентом расслаивания 4. В вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 3 частиц стекла с минимальной шириной 50 мкм и аспектным отношением более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 3. В вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 2 частицы стекла с минимальной шириной 50 мкм и аспектным отношением более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 2. В вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 1 частицу стекла с минимальной шириной 50 мкм и аспектным отношением более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 1. В вариантах воплощения, описанных в настоящей работе, считается, что стеклянные контейнеры, которые в среднем имеют менее 0 частиц стекла с минимальной шириной 50 мкм и аспектным отношением более 50 на исследование, следующее за испытанием на ускоренное расслаивание, обладают коэффициентом расслаивания 0. Однако, таким образом, следует понимать, что чем ниже коэффициент расслаивания, тем лучше стойкость стеклянного контейнера к расслаиванию. В различных вариантах воплощения, описанных в настоящей работе, стеклянные контейнеры обладают коэффициентом расслаивания 10 или ниже, коэффициентом расслаивания 5 или ниже, или даже коэффициентом расслаивания 3 или ниже (т.е., коэффициентом расслаивания 3, 2, 1, или 0).
[0049] Стеклянный контейнер, обладающий коэффициентом расслаивания 10 или ниже, может быть получен согласно различным технологиям. Например, стеклянный контейнер может быть образован с барьерным покрытием на внутренней поверхности корпуса, или стеклянный контейнер может быть образован так, чтобы стеклянный контейнер обладал характеристиками однородного состава, что, в свою очередь, снижает подверженность стеклянного контейнера расслаиванию. Стеклянные контейнеры, обладающие характеристиками однородного состава, могут обладать устойчивой однородностью слоя или устойчивой однородностью поверхности.
[0050] В вариантах воплощения, описанных в настоящей работе, фраза «устойчивая однородность слоя» означает, что концентрации составных компонентов (например, SiO2, Al2O3, Na2O, и т.д.) состава стекла во внутренней области не отличаются от концентрации одних и тех же составных компонентов на средней линии толщины корпуса (т.е., в точке вдоль средней линии (midpoint MP), которая поровну делит корпус между внутренней 104 поверхностью и внешней 106 поверхностью) на количество, которое может привести к расслаиванию корпуса при долговременном подвергании воздействию раствором, содержащимся в контейнере. Например, как показано на ФИГ. 3, здесь отображен частичный разрез стенки части 110 стенки стеклянного контейнера 100. Корпус 102 стеклянного контейнера 100 имеет внутреннюю 120 область, которая простирается от низа внутренней 104 поверхности стеклянного контейнера 100 по толщине стенки Tw части 110 стенки до глубины DLR от внутренней 104 поверхности стеклянного контейнера. Состав стекла во внутренней 120 области обладает устойчивой однородностью слоя, которая, в сочетании с глубиной DLR внутренней областью, достаточна для предотвращения расслаивания внутренней 104 поверхности корпуса 102 вслед за долговременным воздействием раствором, содержащимся во внутреннем объеме стеклянного контейнера. В различных вариантах воплощения, обеспечивающих внутреннюю область, которая является однородной по составу (т.е., максимум концентрации составных компонентов во внутренней области находится в пределах +/- 20% для одних и тех же составных компонентов на средней линии толщины корпуса), позволяет избежать локализованной концентрации составных компонентов состава стекла, которые могут быть подвержены выщелачиванию, что, в свою очередь, ослабляет потери частиц стекла из внутренней поверхности стеклянного контейнера в случае, когда эти составные компоненты выщелачиваются из стеклянной поверхности.
[0051] В вариантах воплощения, описанных в настоящей работе, фраза «устойчивая однородность поверхности» означает, что концентрация составных компонентов (например, SiO2, Al2O3, Na2O, и т.д.) состава стекла в дискретной точке в области поверхности не отличается от концентрации одних и тех же составных компонентов в любой второй дискретной точке в области поверхности на величину, которая может привести к расслаиванию корпуса при долговременном воздействии раствором, содержащимся в контейнере. Например, как показано на ФИГ. 4, здесь отображен частичный разрез части 110 стенки стеклянного контейнера 100. Корпус 102 стеклянного контейнера 100 имеет область 130 поверхности, которая простирается поверх внутренней 104 поверхности стеклянного контейнера 100. В некоторых вариантах воплощения область 130 поверхности может простираться по направлению толщины стенки Tw части 110 стенки до достижения глубины DSR от внутренней 104 поверхности стеклянного контейнера. Область 130 поверхности простирается до более мелкой глубины, чем внутренняя 120 область. Состав стекла внутренней 104 поверхности и области 130 поверхности обладает устойчивой однородностью поверхности, что в сочетании с глубиной DSR области поверхности является достаточным для предотвращения расслаивания корпуса после долговременное воздействие раствором, содержащимся во внутреннем объеме стеклянного контейнера. Однородность поверхностной концентрации составных компонентов стекла в области поверхности, как правило, указывает на склонность состава стекла к расслаиванию и откалыванию частиц стекла от внутренней 104 поверхности стеклянного контейнера 100. Когда состав стекла обладает устойчивой однородностью поверхности в области поверхности (т.е., когда экстремумы поверхностной концентрации составных компонентов стекла в области поверхности в дискретной точке A на внутренней 104 поверхности находятся в пределах +/- 30% для одних и тех же составных компонентов в области поверхности в любой второй дискретной точке B или C на внутренней 104 поверхности), состав стекла обладает повышенной стойкостью к расслаиванию.
[0052] Стеклянные контейнеры, обладающие устойчивой однородностью слоя и/или устойчивой однородностью поверхности, могут быть получены с использованием различных технологий, включающих в себя, но не ограниченных, кислотное травление, по меньшей мере, внутренней 104 поверхности корпуса 102 стеклянного контейнера 100, или путем формирования стеклянного контейнера из составов стекла, в которых составные компоненты состава стекла образуют частицы с относительно низкими давления пара (т.е., частицы с низкой летучестью) при температурах, требуемых для преобразования стеклянных контейнеров из стеклянной массы в желаемую форму контейнера. Поскольку эти составные компоненты образуют частицы с относительно низкими давлениями пара при температурах преобразования, маловероятно, чтобы составные компоненты улетучивались и испарялись с поверхностей стекла, с образованием, таким образом, стеклянного контейнера с однородной по составу поверхностью поверх внутренней поверхности стеклянного контейнера и по направлению толщины стеклянного контейнера.
[0053] Определенные частицы составных компонентов состава стекла могут быть летучими при формировании стекла и температурах преобразования, что, в свою очередь, может привести к неоднородностям по составу и последующему расслаиванию. Формирование и температуры преобразования состава стекла, как правило, соответствует температурам, при которых состав стекла обладает вязкостью в диапазоне примерно от 200 пуаз примерно до 20 килопуаз или примерно от 1 килопуаз примерно до 10 килопуаз. Следовательно, в некоторых вариантах воплощения в составах стекла, из которых образованы стеклянные контейнеры, отсутствуют составные компоненты, которые образуют частицы, которые улетучиваются при температурах, соответствующих вязкости в диапазоне примерно от 200 пуаз примерно до 100 килопуаз. В некоторых вариантах воплощения в составах стекла отсутствуют составные компоненты, которые образуют частицы, которые улетучиваются при температурах, соответствующих вязкости в диапазоне примерно от 200 пуаз примерно до 50 килопуаз. В некоторых других вариантах воплощения в составах стекла отсутствуют составные компоненты, которые образуют частицы, которые улетучиваются при температурах, соответствующих вязкости в диапазоне примерно от 1 килопуаз примерно до 10 килопуаз.
[0054] В некоторых вариантах воплощения, описанных в настоящей работе, стеклянные контейнеры образованы из щелочноалюмосиликатных составов стекла или щелочноземельно-алюмосиликатных составов стекла. Дополнительно, в различных вариантах воплощения, описанных в настоящей работе, концентрация бора в составах стекла, из которых образованы стеклянные контейнеры, ограничена для ослабления, как расслаивания, так и разделения фаз. Борсодержащие частицы в стекле являются сильно летучими при повышенных температурах, используемых для формирования и преобразования стекла, что приводит к расслаиванию результирующего стеклянного контейнера. В различных вариантах воплощения, описанных в настоящей работе, составы стекла включают в себя меньше или равно 0,3 мол.% оксидов бора и/или соединений, содержащих бор, включая, без ограничений, B2O3. В некоторых из этих вариантов воплощения концентрация оксидов бора и/или соединений, содержащих бор, в составе стекла может быть меньше или равна 0,2 мол.% или даже меньше или равна 0,1 мол.%. В некоторых других вариантах воплощения в составах стекла почти отсутствует бор и соединения, содержащие бор.
[0055] Фосфор, цинк, свинец, висмут, хлор, фтор и оксиды олова, как и бора, как правило, образуют частицы в составе стекла, который являются сильно летучими при повышенных температурах, используемых для формирования и преобразования стекла. Эти составные компоненты как таковые могут привести к неоднородности по составу в конечном стеклянном контейнере, что, в свою очередь, может привести к расслаиванию. Следовательно, в некоторых вариантах воплощения, описанных в настоящей работе, концентрация фосфора, цинка, свинца, висмута, хлора, фтора, оксидов олова и соединений, содержащих фосфор, цинк, свинец, висмут, хлор, фтор и оксиды олова (таких как P2O5, ZnO, и т.п.) ограничена для ослабления расслаивания. В некоторых вариантах воплощения составы стекла, из которых изготавливают стеклянные контейнеры, включают в себя меньше или равно 0,5 мол.%, меньше или равно 0,3 мол.%, меньше или равно 0,2 мол.%, или даже меньше или равно 0,1 мол.% фосфора, цинка, свинца, висмута, хлора, фтора, оксидов олова и соединений, содержащих фосфор, цинк, свинец, висмут, хлор, фтор, или оксиды олова. В некоторых других вариантах воплощения в составах стекла почти отсутствует одно или более веществ, как то: фосфора, цинка, свинца, висмута, хлора, фтора, оксидов олова и соединений, содержащих фосфор, цинк, свинец, висмут, хлор, фтор и оксиды олова.
[0056] В одном примерном варианте воплощения стеклянные контейнеры образованы из стойкого к расслаиванию состава стекла, такого как щелочноземельно-алюмосиликатные составы стекла, описанные в Патенте США № 9,145,329, поданном 25 октября 2012 г. и озаглавленном как «Щелочноземельно-алюмосиликатные составы стекла с повышенной химической и механической долговечностью», или в Патенте США № 8,551,898, поданном 25 апреля 2013 г. и озаглавленном как «Составы стекла с повышенной химической и механической долговечностью», все содержание из которых полностью включено в настоящую работу в виде ссылки. Эти примерные составы стекла, как правило, включают в себя сочетание SiO2, Al2O3, по меньшей мере, одного оксида щелочноземельного металла и, по меньшей мере, двух оксидов щелочных металлов, включающих в себя, по меньшей мере, Na2O и K2O. В некоторых вариантах воплощения в составах стекла также может отсутствовать бор и соединения, содержащие бор. Сочетание этих компонентов способствует получению состава стекла, стойкого к химическому разрушению, а также подходящего для химического упрочнения путем ионного обмена. В некоторых вариантах воплощения составы стекла могут дополнительно включать в себя минимальные количества одного или более дополнительных оксидов, таких как, в качестве примера и без ограничений, SnO2, ZrO2, ZnO, и т.п. Эти компоненты могут быть добавлены в качестве осветляющих веществ и/или для дополнительного повышения химической долговечности состава стекла.
[0057] В различных вариантах воплощения первого примерного состава стекла, состав стекла, как правило, включает в себя SiO2 в количестве, большем или равном примерно 65 мол.% и меньшем или равном примерно 75 мол.%. В некоторых вариантах воплощения SiO2 присутствует в составе стекла в количестве, большем или равном примерно 67 мол.% и меньшем или равном примерно 75 мол.%. В некоторых других вариантах воплощения SiO2 присутствует в количестве, большем или равном примерно 67 мол.% и меньшем или равном примерно 73 мол.%. В каждом из этих вариантов воплощения количество SiO2 может быть большим или равным примерно 70 мол.% или даже большим или равным примерно 72 мол.%.
[0058] Первый примерный состав стекла также включает в себя Al2O3. Al2O3, в сочетании с щелочными оксидами, присутствующими в составе стекла, такими как Na2O, и т.п., повышает пригодность стекла к ионнообменному упрочнению. Более того, добавки Al2O3 к составу снижают склонность щелочных компонентов (таких как Na и K) к выщелачиванию из стекла и сами по себе повышают стойкость состава к гидролитической деструкции. Более того, добавки Al2O3 примерно более 12,5 мол.% также могут повысить точку размягчения стекла, со снижением, таким образом, формуемости стекла. Следовательно, различные составы стекла, описанные в настоящей работе, включают в себя Al2O3 в количестве, большем или равном примерно 6 мол.% и меньшем или равном примерно 12,5 мол.%. В некоторых вариантах воплощения количество Al2O3 в составе стекла больше или равно примерно 6 мол.% и меньше или равно примерно 10 мол.%. В некоторых других вариантах воплощения количество Al2O3 в составе стекла больше или равно примерно 7 мол.% и меньше или равно примерно 10 мол.%.
[0059] Различные варианты воплощения первого примерного состава стекла дополнительно включают в себя, по меньшей мере, два оксида щелочных металлов. Оксиды щелочных металлов облегчают способность состава стекла к ионному обмену, с облегчением, таким образом, химического упрочнения стекла и снижением точки размягчения стекла, что компенсирует, таким образом, повышение точки размягчения из-за повышения концентрации SiO2 в составе стекла. Оксиды щелочных металлов также способствуют повышению химической долговечности состава стекла. Оксиды щелочных металлов, как правило, присутствуют в составе стекла в количестве, большем или равном примерно 5 мол.% и меньшем или равном примерно 12 мол.%. В некоторых вариантах воплощения количество оксидов щелочных металлов может быть большим или равным примерно 5 мол.% и меньшим или равным примерно 10 мол.%. В некоторых других вариантах воплощения количество оксидов щелочных металлов может быть большим или равным примерно 5 мол.% и меньшим или равным примерно 8 мол.%. Во всех составах стекла, описанных в настоящей работе, оксиды щелочных металлов включают в себя, по меньшей мере, Na2O и K2O. Некоторые варианты воплощения дополнительно включают в себя Li2O.
[0060] Способность состава стекла к ионному обмену в основном передается составу стекла в виде количества Na2O, исходно присутствующего в составе стекла перед ионным обменом. В частности, для достижения желаемого сжимающего напряжения и глубины слоя в составе стекла при ионно-обменном упрочнении, различные варианты воплощения составов стекла включают в себя Na2O в количестве, большем или равном примерно 2,5 мол.% и меньшем или равном примерно 10 мол.%, исходя из молекулярной массы состава стекла. В некоторых вариантах воплощения состав стекла включает в себя Na2O в количестве, большем или равном примерно 3,5 мол.% и меньшем или равном примерно 8 мол.%, или даже большем или равном примерно 6 мол.% и меньшем или равном примерно 8 мол.%.
[0061] Количество K2O также относится к способности состава стекла к ионному обмену. В частности, поскольку количество K2O, присутствующего в составе стекла, повышается, сжимающее напряжение, достигаемое за счет ионного обмена, понижается. Следовательно, в некоторых вариантах воплощения количество K2O составляет более 0 мол.% и меньше или равно примерно 2,5 мол.%, исходя из молекулярной массы состава стекла. В некоторых из этих вариантов воплощения количество K2O, присутствующего в составе стекла, составляет более 0 мол.% и меньше или равно примерно 0,5 мол.%.
[0062] В вариантах воплощения, включающих в себя Li2O, Li2O может присутствовать в количестве, большем или равном примерно 1 мол.% и меньшем или равном примерно 3 мол.%, исходя из молекулярной массы состава стекла. В некоторых вариантах воплощения Li2O может присутствовать в составе стекла в количестве примерно более 2 мол.% и меньшем или равном примерно 3 мол.%. Однако, как сказано выше, в некоторых вариантах воплощения в составе стекла может почти отсутствовать литий и соединения, содержащие литий.
[0063] Как указано выше, первый примерный состав стекла включает в себя, по меньшей мере, один оксид щелочноземельного металла. Оксиды щелочноземельных металлов повышают плавкость материалов стекольной шихты и повышают химическую долговечность состава стекла, в дополнение к снижению подверженности стекла расслаиванию. В составах стекла, описанных в настоящей работе, составы стекла, как правило, включают в себя, по меньшей мере, один оксид щелочноземельного металла при концентрации, большей или равной примерно 8 мол.% или даже 8,5 мол.% и меньшей или равной примерно 15 мол.%. В некоторых вариантах воплощения состав стекла включает в себя примерно 9-15 мол.% оксида щелочноземельного металла или примерно 10-14 мол.%.
[0064] Оксид щелочноземельного металла может включать в себя, например, МgO, CaO, SrO, BaO или их сочетания. Например, MgO может присутствовать в составе стекла в количестве, большем или равном примерно 2 мол.% и меньшем или равном примерно 7 мол.%, исходя из молекулярной массы состава стекла, или даже примерно более 3 мол.% и меньшем или равном примерно 5 мол.%.
[0065] В качестве другого примера, CaO может присутствовать в составе стекла в количестве примерно от 2 мол.% до меньшего или равного 7 мол.%, исходя из молекулярной массы состава стекла, примерно от 3 мол.% до меньшего или равного 7 мол.%, от большего или равного примерно 4 мол.% до меньшего или равного примерно 7 мол.%, или даже от большего или равного примерно 5 мол.% до меньшего или равного примерно 6 мол.%. В еще одних вариантах воплощения CaO может присутствовать в количестве, большем или равном примерно 2 мол.% и меньшем или равном примерно 5 мол.%.
[0066] В некоторых вариантах воплощения SrO может быть включен в состав стекла в количестве более 0 мол.% и меньшем или равном примерно 6 мол.%, более 0 мол.% и меньшем или равном примерно 5 мол.%, большем или равном примерно 2 мол.% и меньшем или равном примерно 4 мол.%, или даже примерно 1-2 мол.%. В еще одних вариантах воплощения SrO может присутствовать в составе стекла в количестве, большем или равном примерно 3 мол.% и меньшем или равном примерно 6 мол.%.
[0067] В вариантах воплощения, включающих в себя BaO, BaO может присутствовать в количестве примерно более 0 мол.% и менее примерно 2 мол.%. В некоторых из этих вариантов воплощения BaO может присутствовать в составе стекла в количестве, меньшем или равном примерно 1,5 мол.% или даже меньшем или равном примерно 0,5 мол.%.
[0068] В дополнение к SiO2, Al2O3, оксидам щелочных металлов и оксидам щелочноземельных металлов, первые примерные составы стекла, описанные в настоящей работе, может (не обязательно) включать в себя один или более осветляющих веществ, таких как, в качестве примера и без ограничений, SnO2, As2O3 и/или Cl- (от NaCl, и т.п.). Когда осветляющее вещество присутствует в составе стекла, осветляющее вещество может присутствовать в количестве, меньшем или равном примерно 1 мол.% или даже меньшем или равном примерно 0,5 мол.%. Например, в конкретном варианте воплощения SnO2 включен в качестве осветляющего вещества в количестве примерно более 0 мол.% и меньшем или равном примерно 0,3 мол.%.
[0069] Дополнительные оксиды металла могут быть дополнительно включены в составы стекла по различным вариантам воплощения. Например, состав стекла может дополнительно включать в себя ZnO или ZrO2, каждый из которых повышает стойкость состава стекла к химическому воздействию. В таких вариантах воплощения дополнительный оксид металла может присутствовать в количестве, большем или равном примерно 0 мол.% и меньшем или равном примерно 2,0 мол.%. Например, состав стекла может включать в себя ZrO2 в количестве, меньшем или равном примерно 1,5 мол.%. В качестве альтернативы или дополнительно, ZnO может быть включен в количестве, меньшем или равном примерно 2,0 мол.%. В некоторых вариантах воплощения ZnO может быть включен в качестве заместителя для одного или более оксидов щелочноземельных металлов, такого как частичный заместитель для MgO или в дополнение или вместо, по меньшей мере, одного из CaO или SrO.
[0070] В одном варианте воплощения первый примерный состав стекла может включать в себя примерно 65-75 мол.% SiO2; примерно 6-12,5 мол.% Al2O3; и примерно 5-12 мол.% оксида щелочного металла, где оксид щелочного металла включает в себя Na2O и K2O. K2O может присутствовать в количестве, меньшем или равном 0,5 мол.%. Состав стекла также может включать в себя примерно 8,0-15 мол.% оксида щелочноземельного металла.
[0071] В другом варианте воплощения первый примерный состав стекла включает в себя примерно 67-75 мол.% SiO2; примерно 6-10 мол.% Al2O3; примерно 5-12 мол.% оксида щелочного металла; и примерно 9-15 мол.% оксида щелочноземельного металла. Оксид щелочного металла включает в себя, по меньшей мере, Na2O и K2O. K2O может присутствовать в количестве, меньшем или равном 0,5 мол.%. В составе стекла отсутствует бор и соединения бора.
[0072] В еще одном варианте воплощения первый примерный состав стекла включает в себя примерно 67-75 мол.% SiO2; примерно 6-10 мол.% Al2O3; примерно 5-12 мол.% оксида щелочного металла; и примерно 9-15 мол.% оксида щелочноземельного металла. Оксид щелочноземельного металла включает в себя, по меньшей мере, один из SrO и BaO. В составе стекла отсутствует бор и соединения, содержащие бор.
[0073] Во втором примерном варианте воплощения стеклянные контейнеры образованы из щелочноалюмосиликатного состава стекла, который включает в себя сочетание SiO2, Al2O3, по меньшей мере, один оксид щелочноземельного металла и один или более оксидов щелочных металлов, таких как Na2O и/или K2O. Состав стекла содержит меньше или равно 0,3 мол.% бора и соединений, содержащих бор, и меньше или равно 0,5 мол.% ZnO и соединений, содержащих ZnO.
[0074] Как правило, этот второй примерный состав стекла включает в себя SiO2 в количестве, большем или равном 67 мол.% и меньшем или равном примерно 74,5 мол.%. Al2O3 может присутствовать в различных вариантах воплощения второго примерного состава стекла в количествах, больших или равных примерно 6,5 мол.% и меньших или равных примерно 10,5 мол.%. В вариантах воплощения, включающих в себя Na2O, Na2O может присутствовать в количестве примерно 0-8 мол.% или от большего или равного примерно 0,1 до меньшего или равного примерно 8 мол.%. При присутствии K2O, K2O может быть включен в количестве, большем или равном 0 мол.% и меньшем или равном 1,5 мол.%.
[0075] Оксиды щелочноземельных металлов, присутствующие во втором примерном составе стекла, могут включать в себя, по меньшей мере, MgO и CaO. Например, в вариантах воплощения второго примерного состава стекла оксид щелочноземельного металла включает в себя MgO. MgO присутствует в количестве, большем или равном примерно 4,5 мол.% и меньшем или равном примерно 12,5 мол.%. CaO может присутствовать в количестве примерно от 4,4 мол.% до меньшего или равного 13,5 мол.%.
[0076] В различных вариантах воплощения второго примерного состава стекла, ZnO присутствует в концентрации, большей или равной 0 мол.% и меньшей или равной 0,5 мол.%. В некоторых вариантах воплощения концентрация ZnO больше или равна 0 мол.% и меньше или равна 0,3 мол.%, больше или равна 0 мол.% и меньше или равна 0,2 мол.%, или даже больше или равна 0 мол.% и меньше или равна 0,1 мол.%. В некоторых вариантах воплощения в составах стекла почти отсутствует ZnO.
[0077] Некоторые варианты воплощения второго примерного состава стекла дополнительно включают в себя B2O3 в концентрации, большей или равной 0 мол.% и меньшей или равной 0,3 мол.%. В некоторых вариантах воплощения концентрация B2O3 больше или равна 0 мол.% и меньше или равна 0,2 мол.%, или даже больше или равна 0 мол.% и меньше или равна 0,1 мол.%. В некоторых вариантах воплощения в составах стекла почти отсутствует B2O3.
[0078] Некоторые варианты воплощения второго примерного состава стекла дополнительно включают в себя минимальные количества одного или более дополнительных оксидов, таких как, в качестве примера и без ограничений, SnO2, ZrO2, TiO2, As2O3, и т.п. Эти компоненты могут быть добавлены в качестве осветляющих веществ и/или для дополнительного повышения химической долговечности состава стекла.
[0079] В одном варианте воплощения второй примерный состав стекла включает в себя примерно 67-74,5 мол.% SiO2; примерно 6,5-10,5 мол.% Al2O3; примерно 0-8 мол.% Na2O; примерно 0-1,5 мол.% K2O; примерно 4,5-12,5 мол.% MgO; примерно 4,4-13,5 мол.% CaO; примерно 0-0,5 мол.% ZnO; и примерно 0-0,3 мол.% B2O3.
[0080] В некоторых других вариантах воплощения стеклянные контейнеры образованы из составов стекла, в которых почти отсутствуют оксиды щелочных металлов. Например, в некоторых вариантах воплощения составы стекла могут быть образованы из составов стекла с высокой концентрацией диоксида кремния (т.е., большей или равной примерно 75 мол.%), который расплавляется вместе с оксидами редкоземельных металлов (такими как Y2O3, La2O3, Ga2O3, GeO2), Al2O3, TiO2 и/или ZrO2, а не с бором, оксидами щелочных металлов или оксидами щелочноземельных металлов. Оксиды редкоземельных металлов снижают температуру плавления диоксида кремния, но не оказывают неблагоприятного влияния на гидролитическую стойкость стекла, так, как это происходит с силикатами натриевой извести или с щелочноборосиликатами. Более того, такие стекла, как правило, остаются однородными при преобразовании, поскольку они не содержат летучие частицы, а следовательно, не будут претерпевать изменений в химическом составе и расслаивании поверхности.
[0081] Кроме того, в некоторых вариантах воплощения стеклянный контейнер 100 может быть образован из составов стекла, которые являются химически долговечными и стойкими к деструкции, как определено стандартом DIN 12116, стандартом ISO 695, стандартом ISO 719 и стандартом ISO 720.
[0082] В частности, стандарт DIN 12116 является мерой стойкости стекла к разложению при его помещении в кислотный раствор. Стандарт DIN 12116 разделен на отдельные классы. Класс S1 указывает на потери массы до 0,7 мг/дм2; класс S2 указывает на потери массы 0,7-1,5 мг/дм2; класс S3 указывает на потери массы 1,5-15 мг/дм2; и класс S4 указывает на потери массы более 15 мг/дм2. В различных вариантах воплощения состав стекла, из которого изготовлен стеклянный контейнер, обладает кислотостойкостью класса S3 или более согласно DIN 12116 для некоторых вариантов воплощения, обладающих кислотостойкостью, по меньшей мере, класса S2 или более, или даже класса S1. Однако, следует понимать, что классы с более низкой иерархией обладают повышенной характеристикой кислотостойкости. Следовательно, состав, оцененный как S1, обладает более высокой кислотостойкостью, чем состав, оцененный как класс S2.
[0083] Стандарт ISO 695 является мерой стойкости стекла к разложению при его помещении в основной раствор. Стандарт ISO 695 разделен на отдельные классы. Класс A1 указывает на потери массы до 75 мг/дм2; класс A2 указывает на потери массы 75-175 мг/дм2; и класс A3 указывает на потери массы более 175 мг/дм2. В различных вариантах воплощения состав стекла, из которого изготовлен стеклянный контейнер, обладает щелочестойкостью согласно ISO 695 класса A2 или более, для некоторых вариантов воплощения, обладающих щелочестойкостью класса A1. Однако, следует понимать, что классы с более низкой иерархией обладают повышенной характеристикой щелочестойкости. Следовательно, состав, оцененный как класс A1, обладает более высокой щелочестойкостью, чем состав, оцененный как класс A2.
[0084] В различных вариантах воплощения составы стекла, из которых образованы стеклянные контейнеры, являются химически долговечными и стойкими к деструкции, как определено стандартом ISO 720. Стандарт ISO 720 является мерой стойкости стекла к деструкции в дистиллированной воде (т.е., гидролитической стойкости стекла). Стандарт ISO 720 разделен на отдельные типы. Тип HGA1 указывает на наличие до 62 мкг экстрагированного эквивалента Na2O; тип HGA2 указывает на наличие более 62 мкг и до 527 мкг экстрагированного эквивалента Na2O; и тип HGA3 указывает на наличие более 527 мкг и до 930 мкг экстрагированного эквивалента Na2O. В различных вариантах воплощения состав стекла, из которого изготовлен стеклянный контейнер, обладает стандартом ISO 720 гидролитической стойкости типа HGA2 или более для некоторых вариантов воплощения, обладающих гидролитической стойкостью типа HGA1 или для гидролитической стойкости более. Однако, следует понимать, что классы с более низкой иерархией обладают повышенной характеристикой гидролитической стойкости. Следовательно, состав, оцененный как HGA1, обладает более высокой гидролитической стойкостью, чем состав, оцененный как HGA2.
[0085] В различных вариантах воплощения составы стекла, из которых образованы стеклянные контейнеры, являются химически долговечными и стойкими к деструкции, как определено стандартом ISO 719. Стандарт ISO 719 является мерой стойкости стекла к деструкции в дистиллированной воде (т.е., гидролитической стойкости стекла). Стандарт ISO 719 разделен на отдельные типы. Тип HGB1 указывает на наличие до 31 мкг экстрагированного эквивалента Na2O; тип HGB2 указывает на наличие более 31 мкг и до 62 мкг экстрагированного эквивалента Na2O; тип HGB3 указывает на наличие более 62 мкг и до 264 мкг экстрагированного эквивалента Na2O; тип HGB4 указывает на наличие более 264 мкг и до 620 мкг экстрагированного эквивалента Na2O; и тип HGB5 указывает на наличие более 620 мкг и до 1085 мкг экстрагированного эквивалента Na2O. В различных вариантах воплощения состав стекла, из которого изготовлен стеклянный контейнер, обладает стандартом ISO 719 гидролитической стойкости типа HGB2 или более, для некоторых вариантов воплощения, обладающих гидролитической стойкостью типа HGB1 или более. Однако, следует понимать, что классы с более низкой иерархией обладают повышенной характеристикой гидролитической стойкости. Следовательно, состав, оцененный как HGB1, обладает более высокой гидролитической стойкостью, чем состав, оцененный как HGB2.
[0086] Однако, следует понимать, что, при обращении к вышеуказанным классификациям согласно ISO 719, ISO 720, ISO 605 и DIN 12116, состав стекла или стеклоизделия, которое обладает указанной классификацией «или более», означает, что характеристика состава стекла хороша настолько или более, чем указанная классификация. Например, стеклоизделие, которое обладает стандартом ISO 719 гидролитической стойкости «HGB2» или более, может обладать классификацией по ISO 719, соответствующей HGB2, либо HGB1.
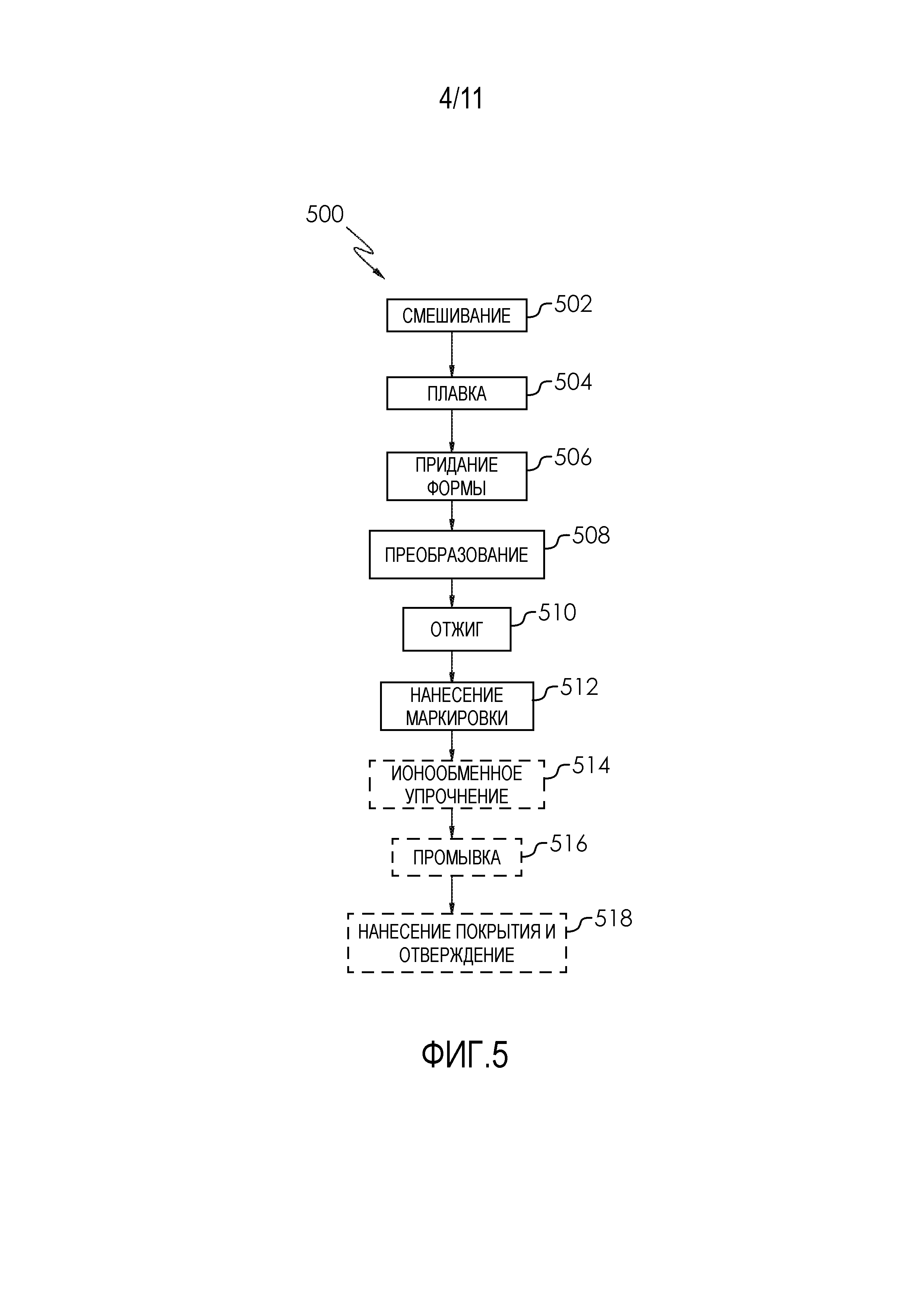
[0087] ФИГ. 5 отображает примерный способ 500 формирования стеклянного контейнера согласно различным вариантам воплощения, описанным в настоящей работе. Как изображено на ФИГ. 5, составы стекла, описанные в настоящей работе, образованы путем перемешивания сырьевых материалов стекольной шихты (например, порошков SiO2, Al2O3, оксидов щелочных металлов, оксидов щелочноземельных металлов, и т.п.), так, чтобы сырьевые материалы стекольной шихты обладали желаемым составом (502). Затем, сырьевые материалы стекольной шихты нагревают (504) до образования расплавленного состава стекла, который впоследствии охлаждается и затвердевает, с образованием состава стекла. В ходе затвердевания (т.е., когда состав стекла пластически деформируется), состав стекла может быть образован (506) в форме заготовки, такой как лист, труба, и т.п., и впоследствии преобразован (например, подвергнут повторному нагреву и формовке) в стеклянный контейнер 100 (508). Однако, с учетом химической долговечности составов стекла, составы стекла, описанные в настоящей работе, особенно хорошо подходят для использования при создании фармацевтических упаковок для хранения фармацевтического состава, такого как жидкости, порошки, и т.п. Например, стеклянные контейнеры могут иметь форму флаконов, ампул, кассет, корпусов шприцов и/или любых других стеклянных контейнеров для хранения фармацевтических составов.
[0088] После преобразования в стеклянный контейнер 100, стеклянный контейнер 100 отжигают (510). Затем, стеклянный контейнер 100 маркируют (512). Как будет описано более подробно ниже, в различных вариантах воплощения маркировку для защиты от подделок создают в стеклянном контейнере путем фокусирования пучка импульсного лазера на точке в пределах толщины стенки корпуса стеклянного контейнера и перемещения пучка импульсного лазера вдоль траектории сканирования в пределах толщины стенки, эффективной, чтобы вызвать изменения показателя преломления стекла вдоль траектории сканирования относительно показателя преломления части корпуса, не облучаемой пучком импульсного лазера.
[0089] Затем, в некоторых вариантах воплощения после маркировки стеклянного контейнера, стеклянный контейнер 100 может быть подвергнут ионообменному упрочнению (514), промывке (516) и/или нанесению покрытия и вулканизации (518). Например, стеклянный контейнер можно погружать в расплавленную соляную ванну KNO3 или смеси KNO3 и NaNO3 для ионообменного упрочнения стеклянного контейнера, можно промывать в кислоте, для обеспечения устойчивой однородности слоя и/или устойчивой однородности поверхности и/или можно покрывать покрытием, для обеспечения или повышения стойкости к расслаиванию и/или стойкости к повреждению.
[0090] В некоторых вариантах воплощения стеклянный контейнер покрывают, по меньшей мере, на части внешней 106 поверхности, покрытием с низким коэффициентом трения, которое может включать в себя химический состав полимера и связующее вещество. В вариантах воплощения полимер и связующее вещество могут быть перемешаны и нанесены в виде однослойного покрытия на стеклянный контейнер, или полимер и связующее вещество могут быть разделены на слои. Например, слой полимера может быть расположен поверх слоя связующего вещества, вследствие чего слой полимера оказывается внешним слоем относительно слоя связующего вещества и стенки стекла.
[0091] Дополнительный детали по подходящим покрытиям, включающим в себя полиимидное покрытия, можно найти в публикации заявки на Патент США № 2013/0171456, поданной 28 февраля 2013 г. и озаглавленной как «Стеклоизделия с покрытиями с низкими коэффициентами трения», публикации заявки на Патент США № 2013/0224407, поданной 28 февраля 2013 г. и озаглавленной как «Стеклоизделия с покрытиями с низкими коэффициентами трения», публикации заявки на Патент США № 2014/0001076, поданной 14 марта 2013 г., и озаглавленной как «Стойкие к расслаиванию стеклянные контейнеры с жаропрочными покрытиями», публикации заявки на Патент США № 2014/0001143, поданной 28 июня 2013 г., и озаглавленной как «Стойкие к расслаиванию стеклянные контейнеры с жаропрочными покрытиями», публикации заявки на Патент США № 2014/0151320, поданной 8 ноября 2013 г. и озаглавленной как «Стеклянные контейнеры, обладающие стойкостью к расслаиванию и повышенной стойкостью к повреждению», публикации заявки на Патент США № 2014/0151321, поданной 8 ноября 2013 г. и озаглавленной как «Стеклянные контейнеры с повышенной прочностью и повышенной стойкостью к повреждению», публикации заявки на Патент США № 2014/0151370, поданной 8 ноября 2013 г. и озаглавленной как «Упрочненные стеклянные контейнеры, стойкие к расслаиванию и повреждению», публикации заявки на Патент США № 2015/0329416, поданной 29 июля 2015 г. и озаглавленной как «Стеклоизделия с покрытиями с низкими коэффициентами трения», публикации заявки на Патент США № 2015/0360999, поданной 29 июля 2015 г. и озаглавленной как «Стеклоизделия с покрытиями с низкими коэффициентами трения», Патента США № 9,034,442, поданного 11 октября 2013 г. и озаглавленного как «Упрочненные боросиликатные стеклянные контейнеры с повышенной стойкостью к повреждению», и Патента США № 9,428,302, поданного 18 октября 2013 г. и озаглавленного как «Стойкие к расслаиванию стеклянные контейнеры с жаропрочными покрытиями», каждая из которых, таким образом, полностью включена в настоящую работу в виде ссылки.
[0092] Хотя ФИГ. 5 отображает маркировку (512) стекла как возникающую после этапа (510) отжига, однако, следует понимать, что маркировка для защиты от подделок может быть образована внутри стекла в любой подходящий момент времени в ходе процесса формирования стеклянного контейнера, в зависимости от варианта воплощения. Например, в вариантах воплощения, в которых стеклянный контейнер подвергают ионообменному упрочнению, маркировка может быть образована в пределах толщины стенки перед или после ионообменного упрочнения стеклянного контейнера (например, до или после этапа 514 в способе 500, отображенном на ФИГ. 5). Иными словами, стекло можно подвергать ионному упрочнению перед формированием маркировки для защиты от подделок в стеклянном контейнере или вслед за формированием маркировки для защиты от подделок в стеклянном контейнере.
[0093] Более того, в некоторых вариантах воплощения маркировка для защиты от подделок может быть образована в пределах толщины стенки, до создания самого стеклянного контейнера. Например, в процессе 500 маркировка для защиты от подделок может быть образована между этапами 506 и 508. В качестве альтернативы, маркировка для защиты от подделок может быть образована после преобразования стекла в стеклянный контейнер, но до отжига (например, между этапами 508 и 510 в процессе 500).
[0094] Как написано выше, в различных вариантах воплощения стеклянный контейнер 100 обладает свойствами химической долговечности и стойкостью к деструкции, которые делают его особо хорошо пригодным для использования при образовании фармацевтических упаковок. Следовательно, в различных вариантах воплощения размещение маркировки 116 в пределах толщины стенки Tw минимально влияет на прочность продукта и приводит к незначительному ущербу поверхности стеклянного контейнера 100. Не привязываясь к теории, считается, что включение маркировки 116 в пределах толщины стенки Tw незначительно влияет на прочность стеклянного контейнера 100, поскольку при изгибе центральная часть толщины стенки Tw представляет собой нейтральную ось с эффективным растягивающим напряжением, равным нулю. Это, в отличие от маркировок, расположенных по направлению к поверхности (в слое с напряжением сжатия стекла), которая обладает повышенными механическими напряжениями, таким образом, повышает влияние маркировки на снижение прочности. Для введения маркировки 116 с минимальным ущербом для прочности продукта или с минимальным повреждением поверхности стеклянного контейнера 100, в различных вариантах воплощения маркировка 116 может включать в себя одну или более фотонных микроструктур, возникающих вследствие изменения показателя преломления в маркированной части 102 корпуса. Маркировка 116 может быть получена с использованием, например, фемтосекундного или УФ-лазера.
[0095] В различных вариантах воплощения маркировка 116 может быть получена в виде дифракционной решетки, имеющей периодические изменения в показателе преломления стекла, возникающие вследствие воздействия со стороны фемтосекундного лазера. В частности, лазерная энергия может привести к изменениям локализованной плотности в материале, что, в свою очередь, вызывает изменение показателя преломления стекла. Периодическое изменение показателя преломления может привести к различным углам дифракции излучения с различными длинами волн. В некоторых вариантах воплощения эти дифракционные решетки могут быть видны невооруженным глазом, видны с помощью устройства оптического освещения или видны с помощью специально сконструированного оборудования. В некоторых вариантах воплощения форма маркировки 116 может образовывать идентификатор изготовителя, тогда как резонансная частота маркировки 116 может быть использована для индивидуальной идентификации деталей или комплектов.
[0096] В других вариантах воплощения, маркировка 116 может включать в себя рисунок микроструктур. Рисунок может быть использован для уникальной идентификации изготовителя, продукта или комплекта. В некоторых из этих вариантов воплощения рисунок маркировки 116 может быть освещен за счет оптического выравнивания источника света с рисунком. Оптическое выравнивание источника света с рисунком может привести к тому, что маркировка 116 станет видимой.
[0097] Независимо от формы маркировки 116, в различных вариантах воплощения маркировку 116 получают в результате воздействия на стеклянный контейнер 100 лазерной системой записи, такой как лазерная система записи 600, отображенная на ФИГ. 6. В одном варианте воплощения в лазерной системе записи 600 использован фемтосекундный лазер 602, который подает фемтосекундный импульсный пучок который фокусируется по направлению толщины стенки Tw стеклянного контейнера 100 через объектив 604 микроскопа. Генерирование маркировки 116 в пределах толщины стенки Tw является функцией зависимости интенсивности от взаимодействия, которое приводит к оптическому изменению. В частности, если зависимость от интенсивности имеет форму Im, где m - порядок процесса, то возможно взаимодействие возникает лишь в фокусе пучка. Это происходит потому, что интенсивность во входном конусе и до фокальной точки слишком слаба, чтобы влиять на взаимодействие. Чем больше значение m, тем больше это будет так, и тем меньше будет пятно для данной фокусирующей линзы. Максимальное глубина, до которой можно осуществлять запись, в конечном счете, ограничена рабочим расстоянием записывающей линзы, соответствующим интенсивности записи.
[0098] В различных вариантах воплощения интенсивность взаимодействия приводит к изменению показателя преломления в фокальной точке за счет процесса двухфотонного поглощения. В частности, при пульсировании лазерного пучка, фотоны из лазерного пучка поглощаются стеклом в фокальной точке лазерного пучка. В результате поглощения фотонов стеклом, генерируется изменение показателя преломления в стекле. Притом, что механизм взаимодействия стекла с фемтосекундным лазером не ясен, считается, что из-за краткости продолжительности импульса, возбужденные фотоэлектроны не могут подвергаться термической релаксации, поскольку продолжительность импульса короче, чем время термализации решетки. При достаточно высоких интенсивностях и неспособности электронов к релаксации, можно сформировать относительно высокую плотность электронов. Она будет достаточно высокой, чтобы ее можно было рассматривать как плазму. То, как структура постоянно изменяется в результате этого, остается неизвестным. Возможно, что это связано с уплотнением, аналогично тому, что, как сообщалось, происходит в материалах после возбуждения высокой энергии, такой как гамма-излучение или УФ-эксимерный лазер.
[0099] Энергия воздействия, требуемая для того, чтобы вызвать измеримое изменение показателя преломления, может изменяться на порядки величины, в зависимости от конкретного состава стекла. Было обнаружено, что значительным фактором, влияющим на взаимодействие, является длина волны (λex) возбуждения источника фемтосекундного лазера относительно собственного поглощения стекла (λg). Если длина волны возбуждения находится в пределах диапазона двухфотонного возбуждения края собственного поглощения, как изложено в вышеуказанной формуле, то представляется целесообразным вызвать изменение показателя, равное величине порядка 10-4 или 10-3, с энергией импульса менее 10 нДж, например, всего 1 нДж. Это отлично от энергии (которая может быть в 1000 раз больше), требуемой для получения сопоставимого изменения показателя, когда длина волны возбуждения далека от края собственного поглощения.
[00100] В различных вариантах воплощения фемтосекундный лазер 602 функционирует так, чтобы ширина импульса лазера составляла менее примерно 500 пс. В некоторых вариантах воплощения ширина импульса лазера составляет менее примерно 400 пс, менее примерно 300 пс, менее примерно 200 пс, менее примерно 100 пс, менее примерно 50 пс, или даже менее примерно 30 пс. Ширина импульса лазера может составлять примерно более 0,001 пс, примерно более 0,01 пс, примерно более 0,1 пс, примерно более 1 пс, примерно более 5 пс, примерно более 10 пс, или даже примерно более 20 пс. В конкретных вариантах воплощения ширина импульса лазера может составлять примерно 0,001-500 пс, примерно 1-450 пс, примерно 5-400 пс, примерно 10-300 пс, примерно 20-200 пс или примерно 30-100 пс. В вариантах воплощения ширина импульса лазера может составлять примерно 10-1000 фс или 100-300 фс.
[00101] Скорость повторения импульсов лазерных импульсов может составлять примерно 50-1000 кГц (т.е., примерно 0,05-1 МГц). В некоторых вариантах воплощения скорость повторения импульсов лазерных импульсов составляет примерно 50-500 кГц (т.е., примерно 0,05-0,5 МГц) или примерно 100-500 кГц (т.е., примерно 0,1-0,5 МГц).
[00102] Фемтосекундный лазер может обладать длиной волны примерно 515-1030 нм, примерно 700-1600 нм, примерно 800-1550 нм или даже примерно 1030-1060 нм, в зависимости от конкретного варианта воплощения. В некоторых вариантах воплощения фемтосекундный лазер обладает длиной волны примерно 515-1600 нм или примерно 900-1600 нм. Однако, предполагается, что могут быть использованы и другие длины волн и другие типы лазера. Например, в вариантах воплощения, в которых использован фемтосекундный Ti-сапфировый лазер, фемтосекундный лазер может обладать длиной волны примерно 400-1600 нм или примерно 450-1600 нм или их вторыми гармониками.
[00103] В различных вариантах воплощения энергия импульса фемтосекундного лазера может составлять примерно 1000-5000 нДж, примерно 1500-4500 нДж, или даже примерно 2000-4000 нДж. Фемтосекундный лазер может обладать мощностью примерно 200-8000 мВт, примерно 500-4000 мВт или примерно 1000-1500 мВт.
[00104] В варианте воплощения, отображенном на ФИГ. 6, остаточное излучение за пределами желаемой длины волны отфильтровывается от системы фильтром 606, таким как дихроичное зеркало (например, расщепитель пучка). Фильтр 606 может селективно расщеплять лазерный пучок на часть, фокусируемую в пределах толщины стенки стеклянного контейнера 100, и отражаемую часть. В вариантах воплощения лазерный пучок может быть сфокусирован в пятно размером примерно 0,5-40 мкм, примерно 1-20 мкм, примерно 1-10 мкм или примерно 1-2 мкм, в зависимости от конкретного варианта воплощения. Однако, следует понимать, что используемый размер пятна может варьироваться в зависимости от скорости перемещения и других параметров лазера.
[00105] На ФИГ. 6 стеклянный контейнер 100 расположен на движущейся подставке 608. Движущаяся подставка 608 осуществляет перемещение стеклянного контейнера 100 относительно лазерного пучка при желаемой скорости перемещения или сканирования и позволяет изменять местоположение фокальной точки лазерного пучка в пределах толщины стенки Tw стеклянного контейнера 100. В различных вариантах воплощения движущаяся подставка 608 представляет собой XYZ-подставку, управляемую компьютером, сконфигурированную для перемещения стеклянного контейнера 100 в одном или более из x-направления, y-направления и z-направления. Высокая интенсивность сфокусированного лазерного пучка позволяет повысить показатель преломления стекла вдоль пути, отслеживаемого сфокусированным пучком, при его перемещении через стеклянный контейнер 100. Результирующая область повышенного показателя преломления образует рисунок, например, который может проводить свет, и поэтому может функционировать как оптический волновод или маркировка 116. В различных вариантах воплощения показатель преломления маркировки 116 отличается от показателя преломления немаркированной 102 части корпуса примерно на 0,2-5% или примерно 0,2-0,8%. В конкретных вариантах воплощения показатель преломления маркировки 116 отличается от показателя преломления немаркированной 102 части корпуса примерно на 0,3-0,5% или примерно 1-5%. Не привязываясь к теории, разность в показателях преломления маркировки и немаркированной части 102 корпуса примерно более чем на 0,5% может быть видна невооруженным глазом, что приводит к получению открытой маркировки, а разность в показателях преломления маркировки и немаркированной части 102 корпуса примерно менее чем на 0,5% может быть не видна невооруженным глазом, что приводит к получению скрытой маркировки. В некоторых вариантах воплощения показатель преломления маркировки 116 отличается от показателя преломления немаркированной 102 части корпуса примерно более чем на 1×10-4, примерно более чем на 5×10-4, примерно более чем на 10×10-4 или примерно более чем на 15×10-4. Не привязываясь к теории, разность в показателях преломления маркировки и немаркированной части 102 корпуса примерно более чем на 1×10-4 можно относительно легко обнаружить, с использованием освещения лазерным излучением. В некоторых вариантах воплощения маркировка 116 может быть записана со скоростью примерно 10-1000 мм/с, примерно 10-50 мм/с или примерно 150-200 мм/с.
[00106] Вариант воплощения, отображенный на ФИГ. 6, также включает в себя ПЗС-камеру 610 и систему 612 формирования пучка. В различных вариантах воплощения ПЗС-камера 610 может быть использована для получения прямой трансляции лазерной системы записи 600, например, для мониторинга процесса. Например, ПЗС-камера 610 может быть установлена для приема излучения, отраженного фильтром 606, и это излучение может указывать на рисунок, записываемый в стеклянном контейнере. Система 612 формирования пучка (не обязательная) может быть использована для получения желаемой форма пучка для осуществления записи. Например, система 612 формирования пучка могут быть использована для формирования пучка, имеющего удлиненную форму при падении на стекло. Система 612 формирования пучка может включать в себя одну или более цилиндрические линзы или другие оптические элементы, способные придавать форму пучку, испускаемому лазером. Форма пучка может варьироваться в зависимости от скорости перемещения пучка, толщины стеклянного листа, мощности лазера, и т.п., для достижения желаемого эффекта.
[00107] Хотя в различных вариантах воплощения использован фемтосекундный лазер, тем не менее, следует понимать, что могут быть использованы и другие типы лазеров, такие как УФ-лазеры. Например, в некоторых вариантах воплощения УФ-лазер может быть использован для уплотнения части стекла, с образованием маркировки 116. УФ-лазер может представлять собой, например, лазер, обладающий длиной волны меньшей или равной примерно 300 нм и продолжительностью импульса примерно более 5 нс и менее примерно 60 нс. УФ-лазер можно перемещать таким образом, чтобы его скорость сканирования составляла примерно от 1 мкм/с до примерно 1 мм/с. В некоторых вариантах воплощения сфокусированный лазерный пучок обладает интенсивностью в диапазоне примерно 10-150 мДж/см2. Как и в случае фемтосекундного лазера, следует понимать, что конкретные используемые параметры могут изменяться в зависимости от конкретного состава стекла стеклянного контейнера.
[00108] В некоторых вариантах воплощения наносекундный УФ-лазер, который обеспечивает наносекундный импульсный пучок, может быть использован для создания маркировки 116 в стекле путем фокусирования лазерного пучка 702 в пределах толщины Tw корпуса 102 с использованием линзы 704, как изображено на ФИГ. 7. В различных вариантах воплощения маркировку 116 создают в корпусе 102 перед этапом 510 отжига. В частности, наносекундный УФ-лазер может представлять собой лазер на основе Nd, функционирующий при длине волны примерно 355 нм. Предполагается, что наносекундный УФ-лазер может функционировать при других длинах волн, в зависимости от конкретного варианта воплощения. В различных вариантах воплощения лазер обладает мощностью примерно 2-4 Вт, примерно 2,5-3,5 Вт или примерно 3 Вт. В некоторых вариантах воплощения лазер может обладать продолжительностью импульса примерно 25-50 нс или примерно 30-40 нс, хотя могут быть использованы и другие продолжительности импульса. Лазер может функционировать при скорости повторения импульсов примерно 80-300 кГц или примерно 100-200 кГц. В различных вариантах воплощения скорость повторения импульсов выбирают, исходя из целевого механического напряжения или порогового механического напряжения в стекле. Например, скорость повторения импульсов может быть выбрана для минимизации напряжений, привносимых в стекло.
[00109] Линза 704 может представлять собой асферическую линзу с числовой апертурой в диапазоне 0,3-0,7 или 0,4-0,6 или примерно 0,5. Не привязываясь к теории, считается, что числовая апертура в этом диапазоне заставляет лазерный пучок 702 входить стеклянный корпус 102 под углом, достаточным, чтобы сделать плотность мощности у внешней 106 поверхности стекла намного меньше, чем плотность мощности в точке фокуса 706 в пределах толщины Tw стеклянного корпуса 102, что, в свою очередь, может привести к минимальному воздействию на поверхность стекла, что позволяет лазеру создавать маркировку в форме пустоты внедрения в стекле.
[00110] В некоторых вариантах воплощения лазерный пучок 702 можно перемещать относительно стеклянной стенки при скорости примерно 20-3 мм/с, 10-4 мм/с, примерно 9-5 мм/с или примерно 7 мм/с. В некоторых вариантах воплощения лазерный пучок 702 можно перемещать относительно корпуса 102, тогда как в других вариантах воплощения корпус 102 можно перемещать относительно лазера. Например, в некоторых вариантах воплощения стеклянный корпус 102 можно вращать при линейной скорости примерно 3-20 мм/с относительно лазерного пучка, вызывая перемещение лазерного пучка относительно стеклянной стенки. В некоторых конкретных вариантах воплощения перемещение лазерного пучка 702 и/или стекла можно осуществлять с использованием XYZ-подставки, управляемой компьютером, такой как движущаяся подставка 608, описанная выше применительно к ФИГ. 6. В некоторых вариантах воплощения маркировка может быть образована в стекле, при поддержании стекла при повышенной температуре. Например, лазерный пучок 702 может быть использован для создания маркировки в стекле, при поддержании стекла при температуре примерно от комнатной температуры (т.е., примерно 23°C) до температуры примерно на 0,5°C ниже точки плавления стекла.
[00111] В качестве примера, лазер размером 355 нм был сфокусирован приблизительно в центр толщины стеклянной стенки с помощью асферической линзы, обладающей числовой апертурой 0,5. Мощность лазера была задана равной 3 Вт, а скорость повторения импульсов составляла 100 кГц. Стекло имело форму стеклянной склянки, обладающей диаметром 16 мм перед отжигом и до ионного обмена. Стекло было прозрачным, примерно с более 95%-ным внутренним пропусканием. Стеклянный флакон вращали при линейной скорости 7-5 мм/с, и результаты были отображены, соответственно, на ФИГ. 8A и ФИГ. 8C. Стеклянные флаконы были затем подвергнуты этапу отжига при 627°C, и стеклянные флаконы, включающие в себя маркировки после отжига, отображены, соответственно, на ФИГ. 8B и 8D. Как показано на ФИГ. 8A и C, перед отжигом, маркировка имеет видимую пузыреобразную центральную часть, окруженную полупрозрачными областями, которые, по меньшей мере, частично исчезают после отжига (ФИГ. 8B и D). Маркировка, образованная при более низкой скорости перемещения (ФИГ. 8C и D), является более тонкой, а полупрозрачные области выглядят более однородными, хотя они не полностью исчезают после отжига (ФИГ. 8D). Не привязываясь к теории, считается, что такие маркировки не включают в себя видимые микротрещины и не порождают значительного количества механических напряжений. Следовательно, считается, что любое вызванное механическое напряжение можно дополнительно снизить или даже устранить путем отжига. Более того, считается, что поскольку ионный обмен осуществляется при температурах ниже температуры отжига, маркировка не будет разрушаться после ионного обмена.
[00112] В некоторых вариантах воплощения в маркировке зашифровывают уникальный идентификатор. Уникальный идентификатор может, в качестве примера и без ограничений, подходить для обеспечения разрешения на уровне миллиардов уникальных идентификаций и может быть зашифрован в маркировке в виде формы, структуры или резонансной вибрации метки. Уникальный идентификатор может соответствовать зашифрованной информации о продукте, номере партии, информации о поставке, и т.п. В качестве альтернативы или в дополнение, уникальный идентификатор может зашифровывать непосредственно информацию об изготовлении детали, такую как дата изготовления, завод-изготовитель, и т.п. Количество информации, для которой требуется, чтобы она была зашифрована в любом конкретном штриховом коде, будет варьироваться, в зависимости от требований конкретной используемой системы отслеживания. В качестве лишь одного примера, уникальный идентификатор может присутствовать в форме одномерного (1-D) или двумерного (2-D) штрих-кода. Двумерные метки, зашифровывающие, по меньшей мере, от 10 цифровых символов или менее, до 36 буквенно-цифровых символов или более, полезны для отслеживания лекарственных препаратов, с помощью меток, зашифровывающих 16 буквенно-цифровых символов, рассматриваются как типичные. Шестнадцатизначные образцы, которые могут содержать в себе достаточную информацию для большинства производственных целей, легко печатаются в стекле в машиночитаемых размерах.
[00113] Следовательно, в таких вариантах воплощения считыватель кода может быть использован для наблюдения и расшифровки маркировки.
[00114] Как написано выше, различные варианты воплощения позволяют создавать маркировку в форме микроструктуры, создаваемой в пределах толщины стенки Tw стеклянного контейнера. В некоторых вариантах воплощения маркировка видна человеческому глазу без использования дополнительного оборудования. Однако, в некоторых других вариантах воплощения для наблюдения маркировки и/или расшифровки информации, зашифрованной в маркировке, может потребоваться специально сконструированная система оптического формирования изображений. ФИГ. 7 схематически отображает примерный считыватель, кода это может быть использовано для наблюдения маркировки. Например, примерный считыватель кода может быть использован для расшифровки информации, зашифрованной в маркировке 116.
[00115] Как показано на ФИГ. 9, система 900 работает на основе излучения, отраженного от маркировки 116, для реконструкции зашифрованной информации. В различных вариантах воплощения, для расшифровки информации о продукте, такой как описанная в вариантах воплощения выше, маркировка 116 обладает признаком размера меньшего длина волны света источника 902 обнаружения. Например, для выявления света источника 902 обнаружения, обладающего длиной волны 600 нм, маркировка 116 должна включают в себя признаки менее 600 нм. Примерная маркировка 116 в форме микроструктуры отображена на ФИГ. 10.
[00116] В некоторых вариантах воплощения информация о продукте зашифрована в маркировке 116 с использованием информации об интенсивности и фазе. Таким образом, информацию, зашифрованную в маркировке 116, нельзя обнаружить с помощью стандартного оптического микроскопа, который может разглядеть только информацию об интенсивности. Следовательно, информацию, зашифрованную в микроструктуре, можно расшифровать только когда длина волны и фаза (т.е., положение и угол) лазера совпадает с длиной волны и фазой лазера, используемого для генерирования микроструктуры. В частности, для расшифровки зашифрованной информации, свет от источника света 902 обнаружения направлен на поверхность при обнаружении 904 (например, части 110 стенки стеклянного контейнера 100). Поверхность при обнаружении 904, и в частности, маркировка 116, отражает свет, который реконструируется системой 900 на плоскость изображения 906 для выявления зашифрованной информации.
[00117] В некоторых вариантах воплощения поверхность при обнаружении 904 расположена между источником света 902 и плоскостью изображения 906, вследствие чего маркировка 116 проецируется на плоскость изображения 906 задней подсветкой. В вариантах воплощения, маркировка 116 в поверхности при обнаружении 904 может быть невидимой (например, не обнаружимой или невидимой) путем непосредственного наблюдения или непосредственного освещения белым светом, УФ-излучением или УФ-лазером. В некоторых вариантах воплощения маркировка 116 дополнительно может быть невидимой при задней подсветке с использованием белого света, УФ-излучения или УФ-лазера. Следовательно, маркировка 116 по различным вариантам воплощения можно обнаружить только путем проецирования с использованием конкретных источников света и конфигураций.
[00118] В различных вариантах воплощения источник света 902 может представлять собой лазер, такой как гелиево-неоновый (HeNe) лазер. Однако, следует понимать, что лазер может представлять собой любой тип лазера, включающего в себя источник лазера с накачкой диодами, источник твердотельного лазера или источник газового лазера. В вариантах воплощения, в котором использован HeNe-лазер, лазер может обладать длиной волны примерно 400-1000 нм, и им можно управлять при мощности примерно от 1 мкВт др примерно 100 мВт.
[00119] Источник света 902 может проецировать маркировку 116 в поверхности при обнаружении 904 при угле проецирования θ примерно 0-45° на плоскость изображения 906. В вариантах воплощения, угол проецирования θ может составлять более 0-45°, примерно 1-40°, примерно 1-20°, примерно 5-45° или примерно 1-5°. В целях настоящей работы, «угол проецирования» θ относится к угловой расходимости света и является мерой отклонения света, испускаемого из источника света 902, от центральной оси 908. Например, угол проецирования θ, составляющий 0°, приводит к получению пучка коллимированного света, простирающегося от маркировки 116.
[00120] При эксплуатации, источник света 902 направлен на поверхность при обнаружении 904 под углом проецирования θ, и маркировка 116 проецируется на плоскость изображения 906. Плоскость изображения 906 может представлять собой, например, проекционный экран, твердую поверхность или поверхность, связанную с системой обнаружения. Система обнаружения может представлять собой, например, фотоаппарат с возможностями обработки изображений.
[00121] В некоторых вариантах воплощения маркировка 116 может представлять собой составную маркировку. В целях настоящей работы, понятие «составная маркировка» включает в себя две маркировки или большее количество маркировок, расположенных на или в противоположных поверхностях, которые образуют конечную когерентную маркировку, при надлежащем отображении. Например, составная маркировка может включать в себя первую маркировку (иногда называемую здесь как «первая часть маркировки»), расположенную в первой поверхности стеклянного контейнера, и вторую маркировку (иногда называемую здесь как «вторая часть маркировки»), расположенную во второй, противоположной поверхности стеклянного контейнера. Хотя «первую» и «вторую» поверхности, которые упомянуты в настоящей работе, следует понимать таким образом, что первая и вторая маркировка может быть расположена на или в одной и той же поверхности стеклянного контейнера в различных местоположениях, так, чтобы маркировки находились друг напротив друга. В вариантах воплощения, в которых маркировка 116 представляет собой составную маркировку, включающую в себя две противолежащие маркировки, когда стеклянный контейнер освещается сзади, с использованием источника света 902 при заданном угле проецирования, составная маркировка проецируется на плоскость изображения 906. Когда угол проецирования некорректен, или когда первая и вторая часть составной маркировки расположены ненадлежащим образом, как может иметь место в случае поддельных стеклянных контейнеров, составная маркировка, спроецированная на плоскость изображения 906, не будет проявляться надлежащим образом. Иными словами, как из первой, так и из второй части составной маркировки необходимо получать когерентную составную маркировку. Следовательно, в некоторых вариантах воплощения первая часть составной маркировки может отличаться по размеру или толщине от второй части составной маркировки, вследствие чего заданный угол проецирования приводит к надлежащему проецированию составной маркировки.
[00122] Например, буквы «C», «R», «I» и «G» могут составлять первую часть маркировки 116, тогда как буквы «O», «N» и «N» могут составлять вторую часть маркировки 116. При надлежащем выравнивании и проецировании, маркировка 116 может раскрывать «ЗЕРНЕНИЕ» на плоскости изображения 906. Однако, перекрывание букв, пропуск букв или различия в размерах букв при надлежащей задней подсветке могут раскрыть поддельный контейнер. В качестве другого примера, часть двухмерного штрих-кода может составлять первую часть маркировки 116, а другая часть двухмерного штрих-кода может составлять вторую часть маркировки 116, вследствие чего при надлежащем освещении, двухмерный штрих-код проецируется на плоскость изображения 906.
[00123] Другие системы обнаружения могут быть использованы в зависимости от конкретного варианта воплощения. Например, в некоторых вариантах воплощения для выявления маркировки 116 может быть использована микроскопия дифференциального интерференционного контраста (differential interference contrast, DIC), или Nomarski. В DIC-микроскопии, пучок света освещения расщепляется на два пучка, которые с учетом различной поляризации, имеют различное смещение по фазе и смещены в поперечном направлении на несколько разные величины. Два пучка пропускают через образец, где они проходят по оптическим путям различной длины, где области отличаются по показателю преломления (например, промаркированная и немаркированная часть стеклянного корпуса). После прохождения через образец (например, стеклянный контейнер), две части пучка создают помехи, с образованием изображения производной длины оптического пути в направлении разности в поперечном смещении, что, таким образом, делает маркировку 116 видимой. Дополнительные подробности по DIC-микроскопии можно найти в работе «Differential interference contrast (DIC) microscopy and modulation contrast microscopy» («Микроскопия дифференциального интерференционного контраста» (DIC) и микроскопия модуляционного контраста) из Fundamentals of Light Microscopy and Digital Imaging («Основы световой микроскопии и цифрового формирования изображений») (New York: Wiley-Liss, pp 153-168), которая, таким образом, полностью включена в настоящую работу в виде ссылки.
[00124] В различных вариантах воплощения обнаружение маркировки повышается за счет состава стекла или других процессов, выполняемых на стекле. Например, в некоторых вариантах воплощения включение Sn в состав стекла может повысить УФ-обнаружение маркировки 116. В других вариантах воплощения обнаружение маркировки 116 может быть повышено за счет области напряжений, привносимой вследствие упрочнения стекло или из-за покрытия с низким коэффициентом трения (COF), нанесенного на поверхность стекла. Стекло может претерпевать другие этапы обработки для повышения обнаружения маркировки 116, в зависимости от конкретного варианта воплощения.
[00125] Следовательно, для получения маркировки в пределах толщины стенки стеклянного контейнера, могут быть использованы различные варианты воплощения, описанные в настоящей работе. Различные варианты воплощения позволяют формировать в стеклянных контейнерах скрытую, открытую и сочетания скрытой и открытой маркировки, которые особенно хорошо подходят для создания фармацевтических упаковок. Таким образом, маркировки могут быть использованы для отслеживания отдельных упаковок, продуктов, партий или изготовителей и/или для выявления подлинности продукта. Различные варианты воплощения, описанные в настоящей работе, могут удерживать от совершения подделки при наличии маркировки. Например, маркировка в стекле может быть намного более сложной для копирования, чем клейкая метка или маркер на метке, и/или высокая стоимость лазера может действовать как сдерживающий фактор против изготовления подделки или нелегального копирования метки.
[00126] Дополнительно, способ формирования маркировки в стекле, как написано в различных вариантах воплощения в настоящей работе, также может быть более совместимым со способами упрочнения поверхности (такими как ионный обмен), поскольку маркировка внедряют в толщину стекла, а не на поверхность. Более того, поскольку маркировку встраивают в толщину стекла, она становится совместимой с термическими процессами, характерными для стеклоизделия. Конкретный состав стекла или ионно-обменный состав стекла может обеспечивать уникальные преимущества, связанные с привнесением разрушения поверхности (которые должны быть минимизированы) и объемное разрушение который приводит к изменению показателя преломления, по меньшей мере, примерно 10-4 (которое должно быть минимизировано) для достижения эффективности. Например, в различных вариантах воплощения, описанных в настоящей работе, маркировка минимально влияет на прочность стекла из-за местоположения маркировки в однородной подложке и приводит к незначительному повреждению поверхности. Таким образом, в различных вариантах воплощения включение маркировки в стеклянный контейнер не влияет на прочность стекла или на поверхностные эффекты, такие как расслаивание или стойкость к повреждению. Подповерхностные дефекты в некоторых вариантах воплощения, описанных в настоящей работе, воздействует на скорость распространения трещин, и направление которых может придать уникальные свойства продукту, которые могут быть использованы для выявления метки или обеспечивать подтверждение подлинности. Например, в некоторых вариантах воплощения область напряжений, придаваемая за счет упрочнения стекла, может повышать обнаружение метки.
[00127] Хотя различные варианты воплощения, описанные в настоящей работе, включают в себя маркировки, которые расположены в пределах толщины стенки стеклянного контейнера, в других вариантах воплощения может быть использован лазер для создания маркировки путем селективного удаления покрытия с поверхности стеклянного контейнера. Не привязываясь к теории, ионообменное упрочненные стекло является УФ-флуоресцентным, при возбуждении УФ-длинами волн, и в частности УФ с длинами волн, тогда как покрытия, такие как полимерные (например, полиимидные) покрытия, которые могут быть включены на поверхности стеклянного контейнера, такие как покрытия, описанные более подробно выше, являются УФ-поглощающими. Считается, что стекло может демонстрировать УФ-флуоресценцию из-за присутствия дефектов или примесей стекла, и эти ионообменные процессы могут повышать интенсивность флуоресценции, из-за образования дополнительных неоднородностей в стекле. Следовательно, покрытие может поглощать УФ-излучение, которое иначе может возбуждать ионообменное упрочненное стекло или не ионообменное стекло, с блокированием, таким образом, УФ-возбуждения стекла, и таким образом, со снижением или устранением УФ-флуоресценции стекла. Подходящий выбор УФ-длины волны возбуждения, где как интенсивность возбуждения флуоресценции, так и УФ-поглощение полимером максимизированы, будет создавать максимальный контраст в картине интенсивности флуоресценции. Поэтому, в некоторых вариантах воплощения лазер может быть использован для удаления покрытия, для создания маркировки 116, которая является невидимой при нормальном освещении, но обнаружимой с использованием УФ-излучения.
[00128] Порог лазерной абляции для полимеров и стекла может отличаться на порядок величины или более. Поэтому, можно подвергать абляции полимер, не воздействуя на стеклянную поверхность и не создавая нежелательных трещин, путем выбора подходящих условий фокусирования и интенсивности лазера. В таких вариантах воплощения лазер может представлять собой импульсный лазер, такой как, в качестве примера и без ограничений, УФ-лазер с переключателем добротности. Лазер может функционировать при средней мощности примерно менее 1 Вт. Например, лазер может обладать средней мощностью примерно 20-500 мВт, примерно 75-250 мВт или примерно 100-200 мВт, с фокусным пятном на поверхности примерно 200-300 мкм в диаметре. В некоторых вариантах воплощения лазер может обладать средней мощностью примерно менее 200 мВт или примерно менее 100 мВт. Лазер может обладать длиной волны примерно 193-2000 нм или 355-1064 нм. Например, лазер может обладать длиной волны примерно 193 нм, 266 нм, 355 нм, 532 нм, 1064 нм, 1550 нм, и т.п. В конкретных вариантах воплощения, длина волны составляет примерно 248-355 нм. Скорость записи лазера может составлять 2-50 мм/с, примерно более 50 мм/с, примерно более 100 мм/с, примерно более 500 мм/с, примерно более 1 м/с, или даже примерно более 2 м/с. В некоторых вариантах воплощения скорость записи лазера составляет примерно 10-1000 мм/с. Скорость повторения импульсов может составлять 100-10000 кГц или 1-2000 кГц. Например, в некоторых вариантах воплощения скорость повторения импульсов составляет примерно 30 кГц, хотя подразумеваются и другие скорости повторения импульсов. Лазер может быть сфокусирован до размера пятна примерно менее 2 мкм или примерно менее 1 мкм. В некоторых вариантах воплощения лазер фокусируется до размера пятна примерно 0,5-1 мкм, хотя возможны и другие разрешения, в зависимости от скорости записи, длины волны лазера и желаемый размер маркировки. Лазер может быть направлен сквозь линзу для фокусирования, хотя некоторые варианты воплощения не включают в себя линзу.
[00129] Предполагается, что могут быть использованы другие параметры лазера, в зависимости от конкретного желаемого пятна и используемого лазера, при условии, что лазер обладает плотностью мощности на импульс, которая превышает порог плотности мощности на импульс, для абляции покрытия. Например, в вариантах воплощения, в которых покрытие представляет собой полиимидное покрытие, лазер должен обладать плотностью мощности на импульс, который превышает порог плотности мощности на импульс для абляции полиимида, составляющий приблизительно 0,025 Дж/см2 или выше, с продолжительностью импульса 10 нс. Порог плотности мощности на импульс может изменяться в зависимости от конкретного используемого покрытия. Не привязываясь к теории, разность в порогах абляции для покрытия и стекла может способствовать формированию маркировки на искривленной поверхности, без вращения стеклянного контейнера. Например, лазер может иметь глубину фокуса примерно 0,5 мм, что облегчает его использование для воздействия абляцией на покрытие через стекло, без образования неоднородностей в стеклянной поверхности.
[00130] В некоторых вариантах воплощения лазер может полностью удалять покрытие с поверхности стеклянного контейнера 100 путем абляции, с образованием маркировки 116. Однако, в других вариантах воплощения маркировка 116 может быть образована путем частичного удаления покрытия, для модификации флуоресценции стеклянного контейнера 100, или путем иного создания рисунка в покрытии. В некоторых вариантах воплощения покрытие удаляют, с получением разности в УФ-поглощении между немаркированной и маркированной частью стеклянного контейнера 100, составляющей примерно более 10%. Следовательно, покрытие можно удалять, с получением разности в УФ-поглощении между немаркированной и маркированной частью стеклянного контейнера 100, составляющей примерно 5-100%, примерно 10-100%, примерно 15-90%, примерно 20-80%, примерно 50-75% или примерно 60-70%. В некоторых вариантах воплощения покрытие удаляют, с получением разности в УФ-индуцированной флуоресценции между немаркированной и маркированной частью стеклянного контейнера 100, составляющей примерно более 10%. Следовательно, покрытие можно удалять, с получением разности в УФ-индуцированной флуоресценции между немаркированной и маркированной частью стеклянного контейнера 100, составляющей примерно 10-100%, примерно 15-90%, примерно 20-80%, примерно 50-75% или примерно 60-70%.
[00131] В вариантах воплощения, в которых маркировку 116 создают путем абляции покрытия на стеклянном контейнере 100, причем маркировку 116 можно выявлять путем наблюдения за УФ-флуоресценцией маркировки 116. В вариантах воплощения стеклянный контейнер 100 может быть освещен УФ-излучением при длине волны, меньшей или равной примерно 400 нм, и при флуоресценции при длине волны, большей или равной 400 нм на участках, где он не покрыт полимерным покрытием. Например, может быть использован датчик 1100 УФ-излучения, такой как изображенный на ФИГ. 11,.
[00132] Обратимся теперь к ФИГ. 11, где датчик 1100 УФ-излучения отображен более подробно. В различных вариантах воплощения датчик 1100 УФ-излучения представляет собой люминесцентный датчик, который испускает УФ-излучение и выявляет результирующее видимое свечение, вызванное взаимодействием УФ-излучения с фосфоресцирующим материалом, таким как стеклянный корпус 102. В частности, датчик 1100 УФ-излучения выявляет результирующее видимое свечение, вызванное воздействием УФ-излучением в областях стеклянного корпуса 102, где покрытие 1103 было удалено, утонено или иным образом изменено, допуская прохождение УФ-излучения через покрытие 1103. В вариантах воплощения датчик 1100 УФ-излучения может испускать УФ-излучение при одной или более длинах волн менее примерно 400 нм, менее примерно 350 нм или менее примерно 318 нм. Например, датчик 1100 УФ-излучения может испускать излучение при длине волны примерно 150-400 нм, примерно 175-350 нм, примерно 200-318 нм или примерно 225-275 нм. В одном конкретном варианте воплощения датчик 1100 УФ-излучения испускает излучение при длине волны примерно 250 нм.
[00133] В различных вариантах воплощения датчик 1100 УФ-излучения включает в себя УФ-источник 1101 излучения, который испускает УФ-излучение 1102, фотодетектор 1104 (такой как фотодиод, и т.п.), который выявляет видимый свет 1106, испускаемый мишенью (например, стеклянным корпусом 102), когда УФ-излучение 1102 падает на мишень, и линзу 1108, которая направляет УФ-излучение 1102 к мишени (например, стеклянный корпус 102). УФ-источник 1101 излучения может представлять собой, например, ртутную лампу с УФ-фильтром или УФ СИД. Датчик 1100 УФ-излучения может дополнительно включать в себя электронную цепь 1110, которая подает мощность на УФ-источник 1101 излучения и фотодетектор 1104 и генерирует выходной сигнал, указывающий на выявленное излучение. В вариантах воплощения датчик 1100 УФ-излучения дополнительно включает в себя дихроичное зеркало 1112, которое разделяет отраженное излучение 1114 на УФ-излучение 1116, которое направляется назад от фотодетектора 1104, и видимый свет 1106, который направляется к фотодетектору 1104.
[00134] В качестве альтернативы использования датчика 1100 УФ-излучения по ФИГ. 11, в некоторых вариантах воплощения УФ-источник излучения может быть использован для освещения маркировки 116, а флуоресценция может быть обнаружена человеческим глазом или путем использования другого типа фотоаппарата или оптический детектор. В некоторых вариантах воплощения маркировка 116 может быть выявлена, с использованием существующего переносного анти-подделывающего оборудования, такого как ручное устройство FDA (Food and Drug Administration, Управление по контролю за продуктами и лекарствами) CD-3, и т.п., придающего детектору возможность выявления разности во флуоресценции между покрытием и стеклянным контейнером.
[00135] В качестве одного примера, УФ-импульсный лазер был сфокусирован сквозь линзу в стеклянный корпус 102, включающий в себя полиимидное покрытие 1103 на его поверхности. Лазер представлял собой УФ-лазер с переключателем добротности, с длиной волны 355 нм. Скорость повторения импульсов лазерных импульсов составляла 30 кГц, а средняя энергия лазера составляла 100 мВт. Маркировка 116, изготавливаемая на поверхности стеклянного корпуса 102 путем удаления полиимидного покрытия 1103, была запрограммирована для лазерного сканера, который направлял лазер на конкретное местоположение на поверхности стеклянного корпуса 102, где покрытие было удалено со стекла с помощью лазера путем абляции. Скорость лазерной обработки составляла 50 мм/с, а фокусная линза имела фокальное расстояние 150 мм.
[00136] После маркировки стеклянного корпуса 102, система оптического формирования изображений с использованием лампы с длиной волны 250 нм и электрической мощностью 6 Вт была использована для возбуждения флуоресценции в стеклянном корпусе 102. Области, где полиимидное покрытие 1103 было удалено со стеклянного корпуса 102, продемонстрировали контраст интенсивности флуоресценции примерно более 2:1. ФИГ. 12A и 12B отображают флуоресценцию маркировки, в отличие от стеклянного корпуса 102. В частности, на ФИГ. 12A маркировка 116, - «Зернение», видна при воздействии УФ-излучением. На ФИГ. 12B маркировка 116 присутствовала в форме штрих-кода, который был виден при воздействии УФ-излучением.
[00137] Хотя были описаны различные варианты воплощения, в которых абляцию используют для создания в покрытии маркировки, такой как буквенно-цифровая маркировка, предполагается, что в некоторых вариантах воплощения маркировка может присутствовать в форме рисунка, образованного в покрытии. Рисунок может представлять собой, например, одномерный или двумерный штрих-код или другой заданный рисунок. Как написано выше, в некоторых вариантах воплощения покрытие не требуется полностью удалять. Таким образом, маркировка может представлять собой рисунок, созданный в результате абляции различного количества покрытие с поверхности стекла. Например, маркировка может представлять собой рисунок, в котором увеличивающееся количество покрытия удаляют на конкретном расстоянии, или маркировка может представлять собой чередующийся рисунок из пятен, имеющих различное количество удаленного покрытия. Следовательно, в вариантах воплощения, описанных в настоящей работе, маркировка может присутствовать в форме изображения, рисунка, формы или, например, градиента.
[00138] В дополнение к получению маркировки на стеклянных контейнерах, в некоторых вариантах воплощения лазерное удаление полимерного покрытия может быть использовано для управления процессом. Например, в различных вариантах воплощения полимерное покрытие можно наносить на стеклянный контейнер, с использованием способа распыления, в котором нанесение спрея может вызвать осаждение материала покрытия в нежелательных местах в и на стеклянном контейнере. Например, материал покрытия может быть случайно осажден на герметизирующей поверхности или на внутренней поверхности контейнера. Следовательно, лазерная абляция может обеспечить надежный способ удаления, для обеспечения того, что покрытие не будет мешать последующей обработке или станет потенциально загрязняющей.
[00139] Более того, селективное удаление полимерного покрытия может быть использовано в сочетании с оптической или механической профилометрией для определения толщины покрытия. Не привязываясь к теории, покрытия, которые являются тонкими, многослойными или переменными по охвату и/или толщине, может вызвать затруднения в измерении с помощью стандартной интерферометрии или профилометрии. Следовательно, путем использования лазера для удаления части покрытия, можно измерять ступенчатое изменение, например, при текущем оптическом контроле в ходе изготовления.
[00140] В различных вариантах воплощения, описанных в настоящей работе, поскольку маркировку изготавливают с помощью лазера, ее можно легко отрегулировать для различных форм и рисунков, для достижения легкой уникальной маркировки продукта, партии или изготовителя. Дополнительно, использование лазера для генерирования маркировки позволяет разместить маркировку в области, которая менее чувствительна к различным механическим напряжениям.
[00141] Различные варианты воплощения, описанные в настоящей работе, также могут расширять отслеживаемость на протяжении срока службы продукта с помощью подложки маркировки, перед заполнением подложки продуктом. В частности, скрытая или открытая защита от подделки маркировки, расположенная в пределах толщины подложки с уникальными индивидуальными идентификаторами деталей, может способствовать повышенной отслеживаемости в процессах изготовления и при операциях заполнения лекарственным средством и упаковывания и/или способствовать повышенной отслеживаемости в исследовательских целях в данной области. Различные варианты воплощения, описанные в настоящей работе, дополнительно соответствуют законодательным требованиям «отслеживания и выявления».
[00142] Скрытые маркировки, расположенные в пределах толщины подложки, которые зашифровываются для уникальной партии, продукта или изготовителя, могут дополнительно предотвращать получение сведений, копирование и может способствовать расследованиям поддельных продуктов. Например, согласно некоторым вариантам воплощения фотонные микроструктуры можно увидеть лишь с помощью специального оборудования, обеспечивающего контроль доступа к получению сведений/информации или даже к знаниям об их наличии.
[00143] Специалистам в данной области техники должно быть ясно, что для вариантов воплощения, описанных в настоящей работе, могут быть сделаны различные модификации и изменения, без отступления от сущности и объема заявленного предмета изобретения. Таким образом, предполагается, что спецификация охватывает модификации и изменения различных вариантов воплощения, описанных в настоящей работе, при условии, что такие модификации и изменения входят в объем прилагаемой формулы изобретения и его эквивалентов.
Реферат
Настоящее изобретение относится к стеклоизделиям, обладающим признаками защиты от подделок, образованными в стеклоизделии. Стеклянный контейнер включает в себя корпус, обладающий коэффициентом расслаивания, меньшим или равным 10, для которого описана, по меньшей мере, одна маркировка. Корпус имеет внутреннюю поверхность, внешнюю поверхность и толщину стенки, простирающуюся между внешней поверхностью и внутренней поверхностью. Маркировка расположена в пределах толщины стенки. В частности, маркировка представляет собой часть корпуса, при этом обладает показателем преломления, который отличается от показателя преломления немаркированной части корпуса. Также описаны способы формирования маркировки в корпусе. Обеспечивается сочетание открытых и скрытых маркировок и совместное их применение для защиты от подделок в стеклоизделии. 3 н. и 19 з.п. ф-лы, 16 ил.
Комментарии