Режущая станция для установки для сборки шин - RU2693784C2
Код документа: RU2693784C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится, в целом, к режущейстанции для установки для сборки шин.
В публикации WO 2008/123772 A1 раскрыто режущее устройство для нарезания полосок из ленты материала. Режущее устройство содержит верхний нож и нижний нож, при этом верхний нож можно поворачивать вверх, чтобы обеспечить проход вниз передающего устройства в виде магнитного стержня. Магнитный стержень выполнен с возможностью захвата с подающего конвейера полосы материала и удержания ее с одной стороны ножей, а также - переноса полосы материала на разгрузочный конвейер с противоположной стороны ножей с пересечением линии резки. Затем магнитный стержень отпускает полосу материала на разгрузочный конвейер и отводится, а верхний нож отворачивается назад к примыкающему контакту с нижним ножом, чтобы разрезать перенесенную ленту полосу материала вдоль линии резки.
Прохождение передающего устройства через линию резки требует, чтобы верхний нож удалялся достаточно далеко во избежание контакта между передающим устройством и верхним ножом, тем самым делая режущее устройство менее компактным. Кроме того, механизм, предназначенный для перемещения верхнего ножа, делает режущее устройство излишне сложным, более дорогостоящим и требующим большего технического обслуживания. Далее, верхний нож может возвращаться назад в положение для резки только после того, как передающее устройство освободило линию резки. Это занимает ценное время в процессе изготовление шины.
В патенте США № 1746119 A раскрыта установка для резки и формирования полосы шинной ткани. Установка включает в себя стол, перемещаемый в вертикальном положении по основной раме. Лист ткани проходит вдоль стола от верхнего валика вниз до ножа, движущегося относительно стола по диагонали. Хотя эта установка частично решает проблему режущего устройства согласно WO 2008/123772 A1, его решение не является удовлетворительным, поскольку при прохождении вниз от верхнего валика вдоль стола к ножу лист ткани ничем не поддерживается и/или является неуправляемым. Следовательно, положение листа относительно ножа неизвестно и может быть неточным.
Задачей настоящего изобретения является создание режущей станции для установки для сборки шин, в которой, по крайней мере, частично может быть устранен по меньшей мере один из вышеупомянутых недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым объектом изобретение обеспечивает режущую станцию для установки для сборки шин, содержащую режущее устройство и подающее устройство для подачи полосы резинового материала в режущее устройство, причем режущее устройство содержит стол для резки для удержания полосы резинового материала в опорной плоскости и режущий элемент для резки полосы резинового материала вдоль линии резки, которая проходит параллельно опорной плоскости, при этом опорная плоскость проходит под опорным углом по отношению к первой вертикальной плоскости в диапазоне от пяти до тридцати градусов, причем подающее устройство выполнено с возможностью подачи полосы резинового материала на стол для резки в направленном вниз направлении подачи, параллельном опорной плоскости.
Вышеупомянутый диапазон опорного угла может облегчить скольжение резинового компонента шины поверх стола для резки в направленном вниз направлении подачи по меньшей мере частично под влиянием силы тяжести, так чтобы средства позиционирования предшествующего уровня техники, такие как магнитные стержни, рычаги или тому подобное, которые при позиционирования полосы резинового материала, как правило, пересекаются с линией резки и, таким образом, обычно мешают последующей резке упомянутой полосы резинового материала, больше не требовались. Таким образом, операция резки может начинаться непосредственно, как только требуемая длина полосы резинового материала будет подана на стол для резки в направлении подачи, не ожидая, когда средства предшествующего уровня техники будут убраны с дороги.
В отличие от патента США № 1746119 A, полоса резинового материала во время подачи этой полосы резинового материала в направленном вниз направлении подачи может удерживаться наклонно ориентированной опорной плоскостью, тем самым повышая точность позиционирования упомянутой полосы резинового материала.
В одном варианте осуществления опорный угол установлен с возможностью облегчения скольжение полосы резинового материала поверх стола для резки в направленном вниз направлении подачи по меньшей мере частично под влиянием силы тяжести. Скольжение поверх наклонно ориентированной опорной плоскости является предпочтительным по отношению к ненаправленному падению вдоль вертикального стола по патенту США № 1746119 A. В частности, скольжение является более управляемым и точным способом подачи полосы резинового материала в направленном вниз направлении подачи поверх наклонно ориентированного стола для резки.
В одном варианте осуществления опорный угол находится в диапазоне от десяти до двадцати градусов. Этот меньший диапазон может увеличить воздействие силы тяжести на полосу резинового материала, тем самым уменьшая величину трения между полосой резинового материала и столом для резки и увеличивая способность полосы резинового материала под влиянием силы тяжести скользить поверх стола для резки.
В одном варианте осуществления направление подачи проходит параллельно или по существу параллельно второй вертикальной плоскости, которая проходит перпендикулярно первой вертикальной плоскости. Таким образом, полоса резинового материала может быть введена во второй вертикальной плоскости или параллельно ей, каковая является той же самой вертикальной плоскостью, в которой на полосу резинового материала воздействует сила тяжести. Таким образом, эта полоса резинового материала под воздействием силы тяжести, может быть автоматически выправлена в направлении подачи без необходимости в дополнительных направляющих средствах.
В одном варианте осуществления линия резки проходит наклонно по отношению ко второй вертикальной плоскости. Это позволяет разрезать полосу резинового материала на компоненты шины, имеющие параллелограммный или ромбоидный контур или форму.
В одном варианте осуществления направление подачи пересекает линию резки. Таким образом, полоса резинового материала под воздействием силы тяжести может вводиться в направлении подачи через линию резки.
В одном варианте осуществления подающее устройство выполнено с возможностью подачи полосы резинового материала на стол для резки в положение резки, в котором эта полоса резинового материала проходит за линию резки в направленном вниз направлении подачи. Таким образом, резиновый компонент шины под воздействием силы тяжести может вводиться в направлении подачи через и/или за линию резки.
В одном варианте осуществления подающее устройство во время подачи не пересекает линию резки. И снова, преимущество режущего устройства по настоящему изобретению заключается в том, что подающее устройство может удерживаться на удалении от линии резки, чтобы позволить начинать резку быстро или непосредственно после того, как полоса резинового материала под воздействием силы тяжести будет введена в направлении подачи в положение резки.
В одном варианте осуществления режущее устройство содержит направляющую резки, проходящую параллельно линии резки, при этом режущий элемент является подвижным вдоль направляющей резки, чтобы разрезать полосу резинового материала по линии резки, при этом направляющая резки отстоит от стола для резки вдоль линии резки на зазор подачи, и при этом подающее устройство выполнено с возможностью подачи полосы резинового материала в направлении подачи через этот зазор подачи. Компонент шины может быть введен в направлении подачи через зазор подачи без средств позиционирования предшествующего уровня техники, расположенных на зазоре подачи и на линии резки на зазоре подачи. Так что зазор подачи может быть построен таким образом, что является значительно меньшим, чем зазор подачи, требуемый для прохождения под средствами позиционирования предшествующего уровня техники. Действительно, высота зазора подачи в направлении, перпендикулярном опорной плоскости, может быть такой же самой или чуть большей, чем толщина полосы резинового материала в том же самом направлении.
В одном варианте осуществления линия резки проходит под углом резки, при этом для того чтобы регулировать угол резки, направляющая резки является поворотной относительно подающего устройства вокруг оси вращения, которая проходит ортогонально опорной плоскости. Таким образом может регулироваться и/или управляться наклон параллелограммной или ромбоидной формы компонентов шины.
В одном варианте осуществления стол для резки является поворотным относительно оси вращения, при этом направляющая резки является функционально связанной со столом для резки, так чтобы она была вращающейся вместе со столом для резки относительно оси вращения. Это может упростить структурную конструкцию режущего устройства, поскольку стол для резки, направляющая резки и связанный с ней режущий элемент могут перемещаться все вместе посредством одного разворотного привода.
В одном варианте осуществления стол для резки имеет по меньшей мере частично круговой внешний край, проходящий концентрично по отношению к оси вращения. Радиальное расстояние или форма по отношению к подающему устройству могут сохраняться неизменной или могут быть выполнены независимыми от углового положения стола для резки по отношению к оси вращения.
В одном варианте осуществления режущая станция содержит основание для удержания стола для резки с возможностью вращения, при этом режущая станция дополнительно оснащена приводом вращения, который связан со столом для резки, чтобы поворачивать этот стол для резки вокруг оси вращения по отношению к основанию. Этот один привод вращения, таким образом, может приводить во вращение стол для резки, а также приводить во вращение направляющую резки и связанный с ней режущий элемент.
В одном варианте осуществления режущий элемент является дисковым ножом, при этом стол для резки оснащен режущей линейкой, которая взаимодействует с дисковым ножом для резки полосы резинового материала по линии резки. Такая конфигурация ножа известна как ролик-сабельный резак, и она может эффективно использоваться для отрезки компонентов шины от полосы резинового материала.
В соответствии со вторым объектом изобретение обеспечивает установку для сборки шин, содержащую вышеупомянутую режущую станцию для отрезки первого компонента шины от полосы резинового материала, при этом первый компонент шины имеет основную поверхность, которая непосредственно после отрезки проходит параллельно опорной плоскости, при этом установки для сборки шин дополнительно оснащена первым конвейером для перемещения первого компонента шины от режущей станции в направлении расположенной далее станции или барабана для сборки шин в первой плоскости переноса, отличной от опорной плоскости, при этом установка для сборки шин содержит первый блок переноса для передачи первого компонента шины от режущей станции на первый конвейер при одновременном изменении положения первого компонента шины, соответственно, из первой ориентации во вторую ориентацию, при этом основная поверхность первого компонента шины в первой ориентации проходит параллельно опорной плоскости, а во второй ориентации проходит параллельно первой плоскости переноса.
Таким образом, первый блок переноса может использоваться для того чтобы переориентировать или изменять положение первого компонента шины из относительно крутой первой ориентации во вторую ориентацию, которая как правило, горизонтальная или по существу горизонтальная.
В одном варианте осуществления первый блок переноса содержит первый захват для сцепления с первым компонентом шины на опорной плоскости во время или непосредственно после его отрезки и для изменения положения первого компонента шины из первой ориентации во вторую ориентацию. Захват первого компонента шины первым захватом может предотвращать падение первого компонента шины после его обрезки вниз со стола для резки под действием силы тяжести.
В одном варианте осуществления первый блок переноса содержит первый манипулятор, предпочтительно, в виде робота, имеющего шесть степеней свободы, при этом первый манипулятор выполнен с возможностью перемещения первого захвата из первой ориентации во вторую ориентацию. Таким образом, этот первый манипулятор может перемещать первый захват и сцепленный с ним первый компонент шины в трех направлениях, чтобы обеспечить относительное сложный переход из крутой первой ориентации во вторую, предпочтительно, горизонтальную ориентацию.
В одном варианте осуществления режущая станция выполнена с возможностью попеременной отрезки первого компонента шины и второго компонента шины от полосы резинового материала, при этом второй компонент шины имеет основную поверхность, которая непосредственно после отрезки проходит параллельно опорной плоскости, при этом установка для сборки шин дополнительно оснащена вторым конвейером для перемещения второго компонента шины от режущей станции в направлении расположенной далее станции или барабана для сборки шин во второй плоскости переноса, отличной от опорной плоскости, при этом установка для сборки шин содержит второй блок переноса для передачи второго компонента шины от режущей станции на второй конвейер при одновременном изменении положения второго компонента шины, соответственно, из третьей ориентации в четвертую ориентацию, при этом основная поверхность второго компонента шины в третьей ориентации проходит параллельно опорной плоскости, а в четвертой ориентации проходит параллельно второй плоскости переноса. Таким образом, второй блок переноса может использоваться для того чтобы изменять ориентацию или изменять место положения второго компонента шины из относительно крутой третьей ориентации в четвертую ориентацию, которая обычно является горизонтальной или по существу горизонтальной.
В одном варианте осуществления второй блок переноса содержит второй захват для сцепления со вторым компонентом шины на опорной плоскости во время или непосредственно после его отрезки и для изменения положения второго компонента шины из третьей ориентации в четвертую ориентацию. Захват второго компонента шины вторым захватом может предотвращать падение второго компонента шины после его обрезки вниз со стола для резки под действием силы тяжести.
В одном варианте осуществления второй блок переноса содержит второй манипулятор, предпочтительно, в виде робота, имеющего шесть степеней свободы, при этом второй манипулятор выполнен с возможностью перемещения второго захвата из третьей ориентации в четвертую ориентацию. Таким образом, второй манипулятор может перемещать второй захват и сцепленный с ним второй компонент шины в трех измерениях, чтобы обеспечить относительное сложный переход из крутой третьей ориентации в четвертую, предпочтительно, горизонтальную ориентацию.
В соответствии с третьим объектом изобретение обеспечивает способ отрезки первого компонента шины от полосы резинового материала в вышеупомянутой режущей станции, в котором способ включает в себя этап подачи полосы резинового материала на стол для резки в направленном вниз направлении подачи и обеспечения скольжения полосы резинового материала в направленном вниз направлении подачи поверх стола для резки под влиянием силы тяжести в положение резки, в котором эта полоса резинового материала проходит в направленном вниз направлении подачи за линию резки. Способ имеет те же преимущества, что и вышеупомянутая режущая станция, каковые преимущества для краткости изложения далее не повторяются.
В одном варианте осуществления первый компонент шины имеет основную поверхность, которая непосредственно после отрезки проходит параллельно опорной плоскости, при этом установка для сборки шин дополнительно оснащена первым конвейером для перемещения первого компонента шины от режущей станции в направлении расположенной далее станции или барабана для сборки шин в первой плоскости переноса, отличной от опорной плоскости, при этом способ дополнительно включает в себя этап передачи первого компонента шины от режущей станции на первый конвейер при одновременном перемещении первого компонента шины, соответственно, из первой ориентации во вторую ориентацию, при этом основная поверхность первого компонента шины в первой ориентации проходит параллельно опорной плоскости, а во второй ориентации проходит параллельно первой плоскости переноса.
В одном варианте осуществления первая плоскость переноса является горизонтальной или по существу горизонтальной.
В одном варианте осуществления режущая станция выполнена с возможностью попеременной отрезки первого компонента шины и второго компонента шины от полосы резинового материала, при этом второй компонент шины имеет основную поверхность, которая непосредственно после отрезки проходит параллельно опорной плоскости, при этом установка для сборки шин дополнительно оснащен вторым конвейером для перемещения второго компонента шины от режущей станции в направлении расположенной далее станции или барабана для сборки шин во второй плоскости переноса, отличной от опорной плоскости, при этом способ дополнительно включает в себя этап передачи второго компонента шины от режущей станции на второй конвейер при одновременном изменении положения второго компонента шины, соответственно, из третьей ориентации в четвертую ориентацию, при этом основная поверхность второго компонента шины в третьей ориентации проходит параллельно опорной плоскости, а в четвертой ориентации проходит параллельно второй плоскости переноса.
В одном варианте осуществления вторая плоскость переноса является горизонтальной или по существу горизонтальной.
Различные объекты и признаки, описанные и показанные в описании, там, где это возможно, могут быть приложены по отдельности. Эти отдельные объекты, в частности, объекты и признаки, описанные в приложенных зависимых пунктах формулы изобретения, могут быть предметом выделенной патентной заявки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет разъяснено на основе приведенного в качестве примера варианта осуществления, показанного на приложенных схематичных чертежах, на которых:
фиг. 1 - изометрический вид установки для изготовления шин, содержащей режущую станцию в соответствии с изобретением;
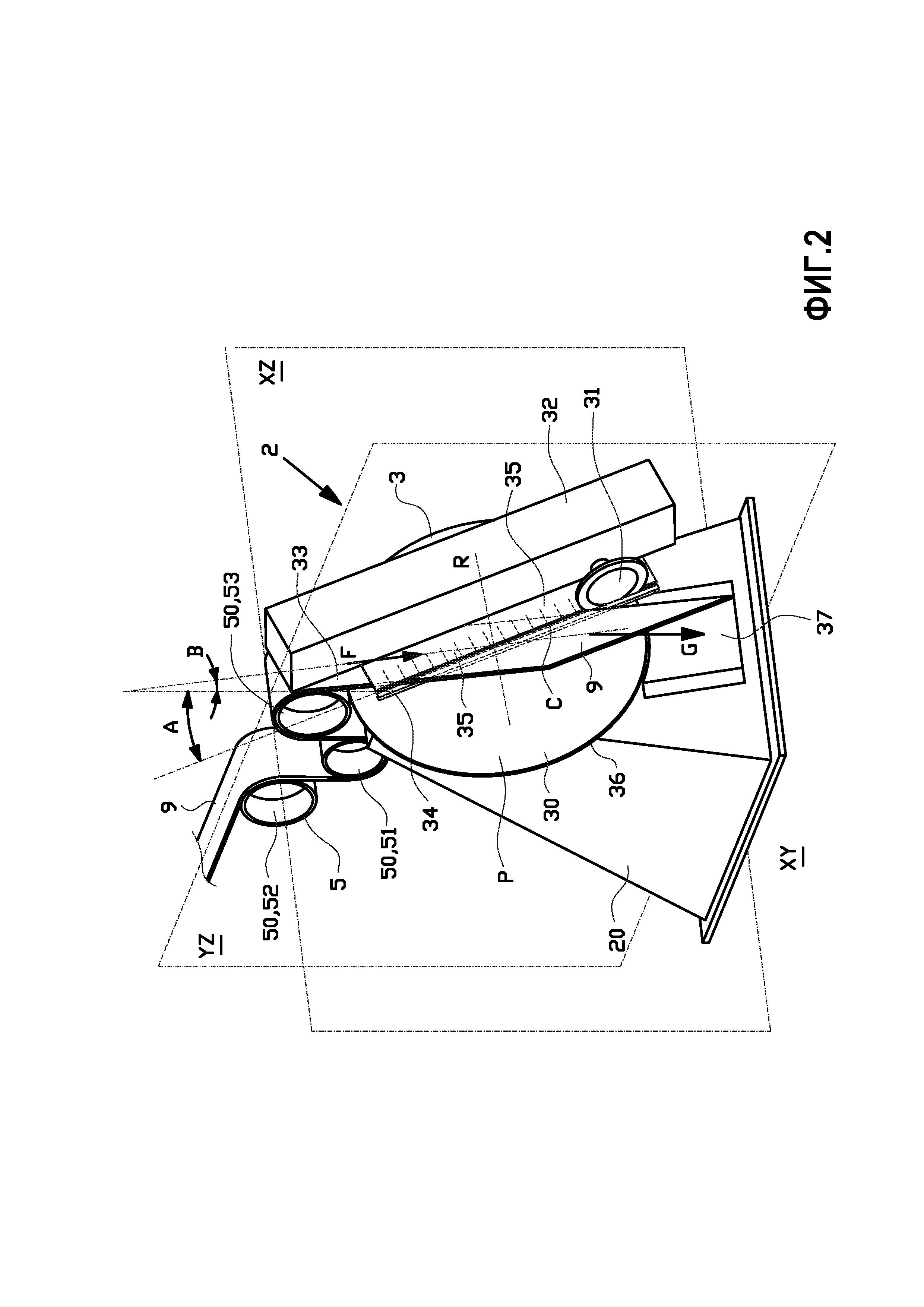
фиг. 2 - изометрический вид режущей станции с фиг. 1;
фиг. 3 - вид спереди режущей станции с фиг. 2; и
фиг. 4 - вид сбоку режущей станции с фиг. 2.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 показана установка 1 для изготовления шин в соответствии с изобретением. Установка 1 для изготовления шин предназначена для получения полосок или элементов полосок, в частности, слоев каркаса или брекерных слоев шины.
Установка 1 для изготовления шин включает в себя режущую станцию 2 с режущим устройством 3 для попеременной резки полосы резинового материала 9 на первые компоненты 91 шины и вторые компоненты 92 шины и подающее устройство 5 для подачи непрерывной полосы резинового материала 9 в режущее устройство 3 от источника, например, подающего рулона или экструдера (не показан). Первые компоненты 91 шины и вторые компоненты 92 шины нарезаны от непрерывной полосы резинового материала 9 под углом A резания, что придает компонентам 91, 92 шины присущую им форму параллелограмма или ромбоида. Установка 1 для изготовления шин дополнительно содержит первый конвейер 61 и второй конвейер 62 для переноса первых компонентов 91 шины и вторых компонентов 92 шины, соответственно, к расположенной далее станции или барабану формирования шины (не показан). Наконец, установка 1 для изготовления шин содержит первый блок 71 переноса между режущей станцией 2 и первым конвейером 61 для переноса первых компонентов 91 шины от режущей станции 2 на первый конвейер 61 и второй блок 72 переноса для переноса вторых компонентов 92 шины от режущей станции 2 на второй конвейер 62. Далее режущая станция 2 по настоящему изобретению будет описана более подробно со ссылкой на фиг. 2, 3 и 4. Как показано на фиг. 2, режущая станция 2 содержит основание 20 для удержания режущего устройства 3 и подающего устройства 5. В этом примерном варианте осуществления основание 20 расположено на по существу плоском горизонтальном заводском полу (схематично показанном в виде горизонтальной плоскости XY) и проходит по существу вверх в вертикальном направлении относительно этого заводского пола XY. Для целей объяснения изобретения вертикальное направление определено относительно первой или поперечной вертикальной плоскости XZ и второй или продольной вертикальной плоскости YZ, продолжающейся перпендикулярно первой вертикальной плоскости XZ. Первая вертикальная плоскость XZ и вторая вертикальная плоскость YZ являются вертикальными или, по существу, вертикальными, например, в диапазоне отклонения всего в несколько градусов от абсолютного вертикального направления. Режущее устройство 3 содержит стол 30 для резки, предназначенный для удержания полосы резинового материала 9 в опорной плоскости Р. Сам стол 30 для резки удерживается с возможностью вращения на основании 20 с острым, небольшим и/или тупым опорным углом B по отношению к поперечной вертикальной плоскости XZ, так что опорная плоскость P при этом ориентирована относительно горизонтального заводского пола XY очень круто. Опорный угол В находится в диапазоне от пяти (5) до тридцати (30) градусов, а наиболее предпочтительно, - в диапазоне от десяти (10) до двадцати (20) градусов. В этом примерном варианте осуществления опорный угол B составляет приблизительно пятнадцать (15) градусов.
Режущее устройство 3 снабжено режущим элементом 31, в этом примере - в виде режущего диска 31 для резки полосы резинового материала 9 вдоль линии резки С. Режущее устройство 3 содержит направляющую 32 резки, которая проходит параллельно линии резки C. C направляющей 32 резки связан режущий элемент 31, так чтобы при этом он мог перемещаться и вдоль направляющей 32 резки, и вдоль линии резки С. Направляющая 32 резки, предпочтительно, снабжена линейным приводом (не показан) для перемещения режущего элемента 31 относительно направляющей 32 резки вдоль линии резки С. Направляющая 32 резки удалена от режущего стола 30 вдоль линии резки С на постоянный или по существу постоянный зазор 33 подачи. Зазор 33 подачи может иметь высоту в направлении, перпендикулярном опорной плоскости Р, которая лишь незначительно больше, чем толщина полоски резинового материала 9 в том же направлении, например, менее ста десяти (110) процентов или менее ста пятидесяти (150) процентов от упомянутой толщины.
Напротив направляющей 32 резки по отношению к зазору 33 подачи режущее устройство 3 обеспечено режущей линейкой 34, которая проходит вдоль линии резки С на или в поверхности стола 30 для резки. Режущий элемент 31, в частности режущий диск 31, выполнен с возможностью взаимодействия или объединения с режущей линейкой 34 известным самим по себе образом, образуя так называемый ролико-сабельный резак. Режущий диск 31 проходит в направлении, перпендикулярном опорной плоскости Р, за пределы режущей линейки 34 по глубине резания и перемещается вдоль линии резки С относительно режущей линейки 34, разрезая полосу резинового материала 9 вдоль линии резки С Альтернативно или дополнительно стол 30 для резки может быть снабжен пазом для приема режущего диска 31 с определенной глубиной резания, который пересекается с поверхностью стола 30 для резки по этой линии резки С. В этом приведенном в качестве примера варианте осуществления режущее устройство 3 дополнительно оснащено прижимной пластиной или прижимной линейкой 35, продолжающейся вдоль линии резки С с той же стороны полосы резинового материала 9, что и направляющая 32 резки, для того чтобы удерживать полосу резинового материала 9 на столе 30 для резки около или на линии резки C.
Режущее устройство 3 может также содержать резак гильотинного типа, и в этом случае режущий диск 31 заменен стержнеобразным режущим элементом, противолежащим режущей линейке 34 и взаимодействующим с ней известным способом.
Стол 30 для резки выполнен с возможностью разворота по отношению к основанию 20 вокруг оси вращения R, перпендикулярной или ортогональной к опорной плоскости P. Режущая станция 2 снабжена приводом 21 вращения, предпочтительно, находящимся внутри основания 20, который функционально соединен со столом 30 для резки с целью разворота режущего стола 30 вокруг оси вращения R. Направляющая 32 резки прикреплена к столу 30 для резки с возможностью вращения, так, чтобы она могла вращаться вокруг оси вращения R вместе со столом 30 для резки. Таким образом, посредством вращения стола 30 для резки направляющая 32 резки и связанный с ней режущий элемент 31 могут быть развернуты как одно целое вокруг оси вращения R для регулировки угла резки A относительно продольной вертикальной плоскости YZ. Как лучше видно на фиг. 3, стол 30 для резки имеет по меньшей мере частично, а в этом примере - полностью круговой периферийный край 36, проходящий концентрически относительно оси вращения R. Таким образом, режущий стол стола 30 для резки может поворачиваться вокруг оси вращения R, не мешая другим компонентам режущей станции 2 за пределами кругового периферийного края 36 и/или при сохранении постоянного радиального расстояния до подающего устройства 5. Как показано на фиг. 2, режущая станция 2 содержит неподвижное расширение 37, продолжающееся в нижней части стола 30 для резки в опорной плоскости Р вровень с упомянутым столом 30 для резки и предназначенное для поддержки отрезанного переднего конца 93 полосы резинового материала 9 в ситуации, при которой упомянутый отрезанный передний конец 93 проходит за круговой периферийный край 36 стола 30 для резки.
Как показано на фиг. 1, 2 и 4, подающее устройство 5 расположено перед режущим устройством 3 и содержит множество роликов 50 для направления полосы резинового материала 9 далее, в направлении режущего устройства 3. Это множество роликов 50, предпочтительно, содержит плавающий ролик 51, который расположен между двумя неподвижными роликами 52, 53 для того чтобы направлять непрерывную полосу резинового материала 9 в петлю над неподвижными роликами 52, 53 и вниз под плавающий ролик 51. Этот плавающий ролик 51 все время быстро перемещается в вертикальном направлении параллельно вертикальным плоскостям XZ, YZ для аккумулирования, приема на себя или демпфирования некоей длины непрерывной полосы резинового материала 9, например, в тот момент времени, когда подача полосы резинового материала 9 на режущее устройство 3 должно быть временно приостановлена для выполнения операции резания. Последний из этого множества роликов 50 в прямом направлении, непосредственно перед режущим устройством 3, расположен прямо над столом 30 для резки с целью подачи непрерывной полосы резинового материала 9 на режущий стол 30 в направлении подачи F в линии с опорной плоскостью P или параллельно ей. Более конкретно, - подающее устройство 5 предназначено для подачи непрерывной полосы резинового материала 9 в режущее устройство 3 в верхней части стола 30 для резки.
Подающее устройство 5 выполнено с возможностью подачи полосы резинового материала 9 вниз на стол 30 для резки режущего устройства 3 в направлении подачи F параллельно или по существу параллельно опорной плоскости Р. При этом направление подачи F, кроме того, параллельно или по существу параллельно продольной вертикальной плоскости YZ. Как результат комбинации идущего вниз направления подачи F при опорном угле B полоса резинового материала 9 может быть подана на стол 30 для резки, сдвигая полосу резинового материала 9 по столу 30 для резки, - под влиянием гравитационной силы, гравитационной тяги или просто гравитации G, действующей вертикально на полосу резинового материала 9. Для предотвращения того, чтобы длина непрерывной полосы резинового материала 9 перед столом 30 для резки препятствовала подаче под воздействием силы тяжести G, подающее устройство 5 продолжает подавать непрерывную полосу резинового материала 9 на стол 30 для резки на такой же скорости или по существу на такой же скорости, что и скорость, с которой длина полосы резинового материала 9 на столе 30 для резки под воздействием силы тяжести G стягивается вниз в направлении подачи F.
Для минимизации трения между столом 30 для резки и полосой резинового материала 9, поверхность стола 30 для резки может быть выполнена из материала с низким трением или обеспечена покрытием из материала с низким коэффициентом трения (не показано).
На фиг. 2, 3 и 4 можно видеть, что направление подачи F "перекрещивается" или пересекается с линией резки С под углом наклона, равным углу резания А. Кроме того, направление подачи F проходит также через зазор 33 между направляющей 32 резки и режущей линейкой 34. Следовательно, полоса резинового материала 9 может подаваться подающим устройством 5 на стол 30 для резки сквозь упомянутый зазор 33 и за линию резки C в положение резания, как это показано на фиг. 2, 3 и 4 - под действием силы тяжести G, без необходимости в дополнительных средствах позиционирования предшествующего уровня техники, таких как магнитные стержни, рычаги или тому подобное, которые при позиционирования полосы резинового материала 9, как правило, пересекаются с линией резки C и таким образом мешают последующей резке упомянутой полосы резинового материала 9. В частности, на фиг. 4 можно видеть, что подающее устройство 5 во время подачи не проходит за пределы линии резки С или не пересекается с ней. Следовательно, резка может начинаться непосредственно, как только полоса резинового материала 9 достигает положения резания, как показано на фиг. 2, 3 и 4.
Как это показано на фиг. 2, 3 и 4, режущая станция 2 выполнена с возможностью изготовления компонентов 91, 92 шины различной формы и размера. В частности, длина отрезанных компонентов 91, 92 шины может выбираться просто управлением длиной непрерывной полосы резинового материала 9, которая подается на режущий стол 9. Действительно, в этом примерном варианте осуществления длина для получения первых компонентов 91 шины и вторых компонентов 92 шины различной ширины W1, W2, как показано на фиг. 1 изменяется попеременно между двумя предопределенными размерами. Как правило, такие компоненты 91, 92 шины используются для изготовления слоев 95, 96 шин, например, посредством сшивки между собой компонентов 91, 92 шины с образованием брекерных слоев или слоев корпуса шины, которые в конечном счете на сборочном барабане шины (не показан) укладываются в каркас шины. Альтернативно или дополнительно, во время операций резки или между ними угол резания А может настраиваться, чтобы регулировать остроту параллелограммных или ромбоидных форм компонентов 91, 92 шины. Естественно, угол резания A имеет смысл установить под наклонным углом к линии резки C и/или к продольной вертикальной плоскости YZ.
Как показано на фиг. 1, первый конвейер 61 и второй конвейер 62 выполнены с возможностью перемещения переданных первых компонентов 91 шины и переданных вторых компонентов 92 шины, соответственно, в первой плоскости переноса D и во второй плоскости переноса Е в направлении расположенной далее станции, например, станции сшивки или к барабану для сборки шин (не показан). Плоскости переноса D и E обычно образованы бесконечными ленточными конвейерами. В этом примере первая плоскость переноса D и вторая плоскость переноса E являются горизонтальными или по существу горизонтальными. Конвейеры 61, 62 продолжаются взаимно параллельно по противоположным сторонам режущей станции 2. Первый блок 71 переноса расположен таким образом, что диапазон его действия простирается от режущей станции 2 до первого конвейера 61. Второй блок 72 переноса расположен таким образом, что диапазон его действия простирается от режущей станции 2 до второго конвейера 62. Первый блок 71 переноса содержит первый захват 73, который выполнен с возможностью захвата первого компонента 91 шины во время или сразу после его отрезки режущим устройством 3, чтобы предотвратить падение первого компонента 91 шины со стола 30 для резки. Первый захват 73, предпочтительно, представляет собой вакуумную пластину 74 с формой или с контуром, похожим на параллелограммную или ромбоидную форму отрезанного первого компонента 91 шины, для надежно сцепления и удержания первого компонента 91 шины.
Первый блок 71 переноса дополнительно содержит первый манипулятор 75, в этом примере - в виде робота, способного разворачивать первый захват 73 вокруг трех прямоугольных осей и/или перемещать первый захват 73 вдоль упомянутых трех прямоугольных осей. Такой робот известен как робот, имеющий шесть степеней свободы (6DoF). Первый манипулятор 75 выполнен с возможностью переориентации или перепозиционирования первого захвата 73 и первого компонента 91 шины, захваченного первым захватом 73, в трех измерениях. Этот первый манипулятор 75 предназначен для переноса каждого первого компонента 91 шины с режущей станции 2 к первому конвейеру 61. Во время переноса первый манипулятор 75 изменяет положение первого компонента 91 шины из первой ориентации, при которой главная поверхность 94 первого компонента шины 91 проходит параллельно опорной плоскости Р, во вторую ориентацию, при которой основная поверхность 94 первого компонента 91 шины проходит параллельно первой плоскости переноса D.
Аналогично, второй блок 72 переноса содержит второй захват 76 в этом примере - в виде вакуумной пластины 77 для захвата каждого второго компонента 92 шины и второго манипулятора 78 в этом примере - в виде робота для повторной ориентации или позиционирования второго захвата 76 и второго компонента 92 шины, захваченного вторым захватом 76, в трех измерениях. Второй захват 76 и второй манипулятор 78 функционально подобны, эквивалентны или идентичны, соответственно, первому захвату 73 и первому манипулятору 75. Режущая станция 2 выполнена с возможностью попеременной отрезки первых компонентов 91 шины и вторых компонентов 92 шины, в то время как первый блок 71 переноса и второй блок 72 переноса выполнены с возможностью попеременного захвата, удерживания и переноса первых компонентов 91 шины и вторых компонентов 92, соответственно, для наращивания первого слоя 95 шины на первом конвейере 61 и второго слоя 96 шины на втором конвейере 62.
Следует понимать, что приведенное выше описание включено сюда для того, чтобы проиллюстрировать работу предпочтительных вариантов осуществления и не предназначено для ограничения объема изобретения. Из вышеприведенного описания специалистам в данной области будут очевидны многие изменения, которые также будут находиться в рамках объема настоящего изобретения.
Реферат
Изобретение относится к режущей станции для установки для сборки шин. Техническим результатом является повышение точности позиционирования полосы резинового материала и точности ее резки. Технический результат достигается режущей станцией для установки для сборки шин, содержащей режущее устройство и подающее устройство для подачи полосы резинового материала в режущее устройство. Причем режущее устройство содержит стол для резки для поддержания полосы резинового материала в опорной плоскости и режущий элемент для резки полосы резинового материала вдоль линии резки, которая проходит параллельно опорной плоскости. При этом опорная плоскость проходит под опорным углом относительно первой вертикальной плоскости в диапазоне от пяти до тридцати градусов. Причем подающее устройство выполнено с возможностью подачи полосы резинового материала на стол для резки в направленном вниз направлении подачи, параллельном опорной плоскости. 3 н. и 24 з.п. ф-лы, 4 ил.
Комментарии