Преобразующая машина с механизмом обнаружения складки - RU2758178C2
Код документа: RU2758178C2
Чертежи



Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет и преимущество заявки на патент США № 15/872,770, поданной 16 января 2018 г., озаглавленной «Преобразующая машина с механизмом обнаружения складки» и предварительной заявки США № 62/447 714, поданной 18 января 2017 года под названием «Преобразующая машина с механизмом обнаружения складки». Все вышеупомянутые заявки полностью включены в настоящее описание посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Примеры осуществления раскрытия относятся к системам, способам и устройствам для преобразования листовых материалов. Более конкретно, примеры осуществления относятся к преобразующей машине для преобразования картона, гофрированного картона, плотной бумаги и аналогичных листовых материалов в шаблоны для коробок и другой упаковки.
2. СООТВЕТСТВУЮЩАЯ ТЕХНОЛОГИЯ
[0003] Транспортная и упаковочная промышленность часто использует картон и прочее оборудование для обработки листового материала, которое преобразует листовые материалы в шаблоны для коробок. Одним преимуществом такого оборудования является то, что грузоотправитель может подготовить коробки требуемых размеров вместо того, чтобы держать под рукой запас стандартных, предварительно изготовленных коробок различных размеров. Следовательно, грузоотправитель может исключить необходимость прогнозировать свои потребности к конкретным размерам коробок, а также хранить готовые коробки стандартных размеров. Вместо этого, грузоотправитель может хранить один или более пакетов фальцованного гармошкой материала, который можно использовать для создания коробок различного размера на основе требований к размеру конкретной коробки во время каждой отгрузки. Это позволяет грузоотправителю уменьшить пространство для хранения, которое обычно требуется для периодически используемых отгрузочных материалов, а также уменьшить потери и затраты, связанные с неточным процессом прогнозирования требований к размеру коробок, поскольку отправляемые изделия и их соответствующие размеры время от времени меняются.
[0004] В дополнение к снижению неэффективности, связанной с хранением предварительно изготовленных коробок различных размеров, создание коробок нестандартного размера также снижает стоимость упаковки и доставки. По оценкам, в отрасли выполнения заказов, отправляемые изделия обычно упаковываются в коробки, которые примерно на 65% больше, чем отправляемые изделия. Коробки, которые являются слишком большими для конкретного изделия, стоят дороже, чем коробки, изготовленные по индивидуальному размеру для изделия, из–за стоимости лишнего материала, использованного для изготовления коробки большего размера. Когда изделие упаковывается в негабаритную коробку, наполнитель (например, стирофом, гранулированный упаковочный наполнитель, бумага, надувные подушки и т.п.) часто помещается в коробку для предотвращения перемещения изделия внутри коробки и предотвращения продавливания коробки в том случае, когда прикладывается давление (например, когда коробки закрываются лентой или укладываются в стопку). Эти наполнители еще больше увеличивают стоимость упаковки товара в негабаритной коробке.
[0005] Коробки нестандартного размера также уменьшают стоимость доставки, связанную с доставкой изделий, по сравнению с доставкой изделий в негабаритных коробках. Транспортное средство, заполненное коробками, которые на 65% больше, чем упакованные изделия, намного менее экономично в эксплуатации, чем транспортное средство, заполненное коробками, изготовленными по индивидуальному размеру, чтобы соответствовать упакованным изделиям. Другими словами, транспортное средство, заполненное упаковками нестандартного размера, может нести значительно большее количество упаковок, что может уменьшить количество транспортных средств, необходимых для отправки такого же количества изделий. Соответственно, в дополнение или в качестве альтернативы, для расчета стоимости доставки на основе веса упаковки, на цены доставки часто влияет размер отгруженной упаковки. Таким образом, уменьшение размера упаковки изделия может снизить стоимость доставки изделия. Даже если цены на доставку не рассчитываются на основе размера упаковок (например, только на основе веса упаковок), использование упаковок нестандартного размера может снизить затраты на доставку, поскольку меньшие упаковки нестандартного размера будут весить меньше, чем негабаритные упаковки из–за использования меньшей упаковки и наполнителя.
[0006] Хотя машины для обработки листового материала и связанное оборудование могут потенциально уменьшить неудобства, связанные с хранением отгрузочных запасов стандартного размера, и уменьшить объем пространства, необходимого для хранения таких отгрузочных запасов, ранее доступные машины и связанное с ними оборудование имеют различные недостатки. Некоторые из недостатков связаны с использованием фальцованного гармошкой листового материала для создания шаблонов коробок или упаковок. Фальцованный гармошкой листовой материал представляет собой листовой материал (например, картон, гофрированный картон, плотную бумагу), который сложен назад и вперед на себя таким образом, что материал укладывается в слои. Линия сгиба или складка (также называемая в настоящем документе как «линия сгиба для фальцовки гармошкой») образуется в материале между каждым слоем, чтобы позволить материалу укладываться в слои. Когда материал раскладывается так, чтобы его можно было преобразовать в шаблоны для коробок или другую упаковку, линии сгиба для фальцовки гармошкой могут представлять некоторые трудности при образовании шаблонов для коробок или упаковки. Например, линии сгиба для фальцовки гармошкой могут привести к тому, что листовой материал будет складываться или иным образом не лежать плоско, что может привести к застреванию листового материала в преобразующей машине, которая используется для преобразования листового материала в шаблон для коробки или другую упаковку.
[0007] Линии сгиба для фальцовки гармошкой также могут создавать некоторые проблемы при образовании шаблонов для коробок в прочные, конструктивно крепкие коробки. Например, если шаблон для коробки образован с линией сгиба для фальцовки гармошкой, продолжающейся через клейкий язычок шаблона коробки (или участок шаблона, к которому должен быть приклеен клейкий язычок), линия сгиба для фальцовки гармошкой может вызвать скручивание клейкого язычка, или складки, затрудняя надежное крепление клейкого язычка к другому участку шаблона для коробки. Точно так же линии сгиба для фальцовки гармошкой в других областях шаблона коробки (например, в откидных створках, панелях и т.д.) также могут затруднить сборку коробки из шаблона коробки или сделать собранную коробку менее конструктивно крепкой.
Соответственно, остается место для улучшения в области машин для обработки листового материала.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] Примеры осуществления раскрытия относятся к системам, способам и устройствам для преобразования листовых материалов в коробки. Более конкретно, примеры осуществления относятся к машинам для образования коробок, которые преобразуют картон, гофрированный картон, плотную бумагу и аналогичные листовые материалы в шаблоны коробок и складывают и склеивают шаблоны коробок для образования несобранных коробок.
[0010] Например, один вариант осуществления направлен на преобразующую машину, используемую для преобразования листового материала в шаблоны упаковки для сборки в коробки или другую упаковку. Преобразующая машина включает узел преобразования, выполненный с возможностью выполнения одной или более функций поперечного преобразования и одной или более функций продольного преобразования на листовом материале, когда листовой материал перемещается через преобразующую машину в направлении подачи. Одна или более функций поперечного преобразования и одна или более функций продольного преобразования могут быть выбраны из группы, состоящей из образования линий сгиба, изгибания, складывания, перфорирования, разрезания и надрезания, для создания шаблонов упаковки. Механизм обнаружения линий сгиба для фальцовки гармошкой выполнен с возможностью обнаружения наличия и расположения линий сгиба для фальцовки гармошкой в листовом материале. Механизм определения линии сгиба для фальцовки гармошкой включает в себя первый датчик и второй датчик, которые смещены относительно друг друга в направлении подачи. Дополнительно или альтернативно, первый датчик расположен над листовым материалом, а второй датчик расположен под листовым материалом.
[0011] Согласно другому варианту осуществления, предусмотрен способ преобразования листового материала в шаблоны упаковки для сборки в коробки или другую упаковку. Способ включает в себя обнаружение множеством смещенных датчиков наличия и расположения линии сгиба для фальцовки гармошкой в листовом материале. Выполняется определение, что линия сгиба для фальцовки гармошкой находится в пределах заданного или настраиваемого пользователем расстояния от переднего края листового материала. Заданная или настраиваемая пользователем длина отрезается от переднего конца листового материала для удаления линии сгиба для фальцовки гармошкой, и одна или более функций преобразования выполняются на оставшемся листовом материале для образования шаблона упаковки.
В еще одном варианте осуществления, способ преобразования листового материала в шаблоны упаковки для сборки в коробки или другую упаковку включает в себя обнаружение множеством смещенных датчиков наличия и местоположения линии сгиба для фальцовки гармошкой в листовом материале и прогнозирования местоположения последующей линии сгиба для фальцовки гармошкой в листовом материале. Способ также включает определение того, что последующая линия сгиба для фальцовки гармошкой будет в пределах заданного расстояния от заднего края шаблона упаковки, образованного из листового материала, и отрезание заданной длины от переднего конца листового материала для перемещения последующей линии сгиба для фальцовки гармошкой дополнительно от заднего края, чем заданное расстояние. Одна или более функций преобразования также выполняются на оставшемся листовом материале для образования шаблона упаковки.
[0013] Эти и другие задачи и признаки настоящего раскрытия станут более очевидными из нижеследующего описания и прилагаемой формулы изобретения или могут быть уяснены практикой раскрытия, как изложено в дальнейшем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Для дополнительного разъяснения вышеприведенных и других преимуществ и признаков настоящего изобретения, более конкретное описание изобретения будет передано посредством ссылки к конкретным его вариантам осуществления, которые иллюстрированы на прилагаемых чертежах. Понятно, что на этих чертежах показаны только иллюстративные варианты осуществления изобретения и поэтому они не должны рассматриваться как ограничивающие его объем. Изобретение будет описано и объяснены с дополнительной специфичностью и детализацией посредством использования прилагаемых чертежей, на которых:
[0015] фиг. 1 иллюстрирует вид сзади в перспективе примера осуществления системы для создания шаблонов упаковки;
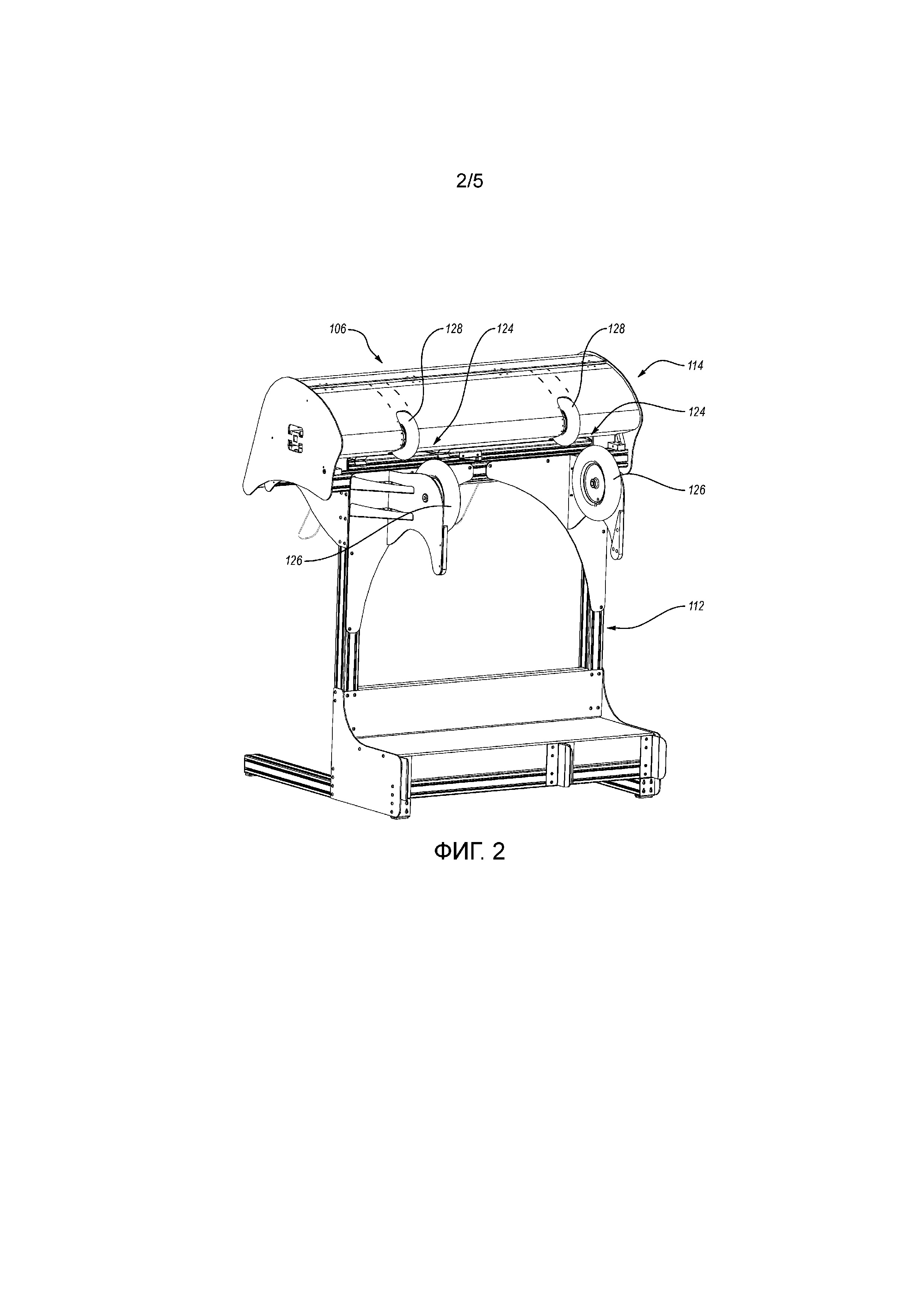
[0016] фиг. 2 иллюстрирует вид сзади в перспективе преобразующей машины из системы, иллюстрированной на фиг. 1;
[0017] Фиг. 3 представляет собой вид в перспективе преобразующего картриджа из преобразующей машины по Фигурам 1 и 2;
[0018] фиг. 4 представляет собой вид сбоку сечения преобразующего картриджа по фиг. 3;
[0019] фигуры 5 и 6 представляют собой виды в перспективе сбоку и спереди механизма обнаружения линии сгиба для фальцовки гармошкой для использования с преобразующим картриджем по фиг. 3; и
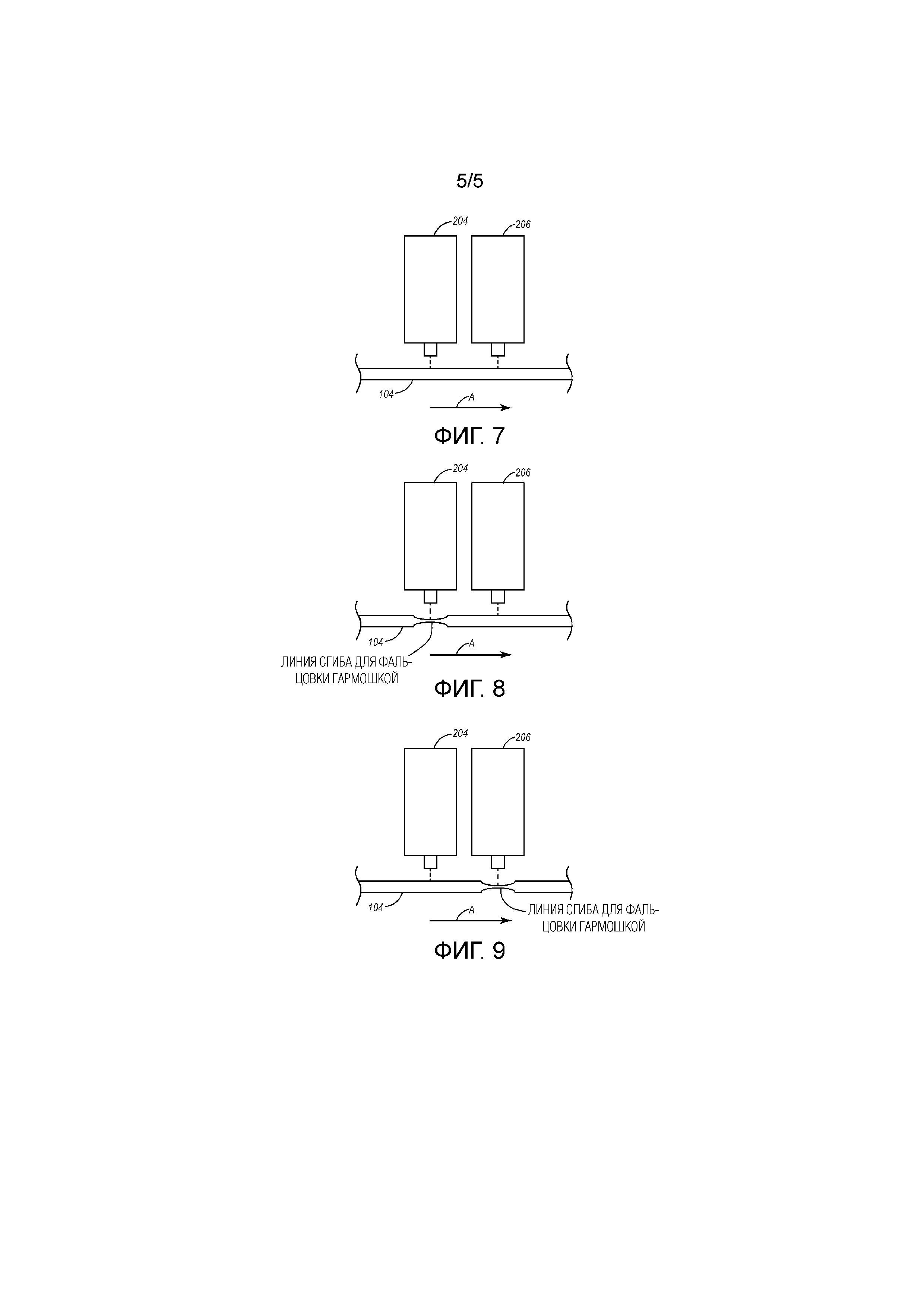
[0020] фигуры 7–9 иллюстрируют схему механизма обнаружения линии сгиба для фальцовки гармошкой, определяющего наличие и местоположение линии сгиба для фальцовки гармошкой в листовом материале.
ПОДРОБНОЕ ОПИСАНИЕ
[0021] Описанные здесь варианты осуществления, в целом, относятся к системам, способам и устройствам для обработки листовых материалов и их преобразования в шаблоны упаковки. Более конкретно, описанные варианты осуществления относятся к преобразующей машине для преобразования листовых материалов (например, картона, гофрированного картона, плотной бумаги) в шаблоны для коробок и другой упаковки.
[0022] Хотя настоящее раскрытие будет описывать детали вариантов осуществления со ссылкой к конкретным конфигурациям, описания являются иллюстративными и не должны рассматриваться как ограничивающие объем настоящего изобретения. Различные модификации могут быть выполнены в иллюстрированных конфигурациях без отклонения от сущности и объема изобретения, как определено формулой изобретения. Для лучшего понимания, подобные компоненты обозначены одинаковыми ссылочными позициями на всех различных прилагаемых фигурах.
[0023] Используемый здесь термин «пакет» должен относиться к запасу листового материала, который обычно является жестким, по меньшей мере, в одном направлении, и может использоваться для изготовления шаблона коробки или упаковки. Например, пакет может быть образован из непрерывного листа материала или листа материала любой конкретной длины, такого как листовые материалы из гофрированного картона и картона.
[0024] Используемые здесь термины «шаблон коробки» и «шаблон упаковки» относятся, по существу, к плоскому запасу материала, который может быть сложен в коробчатую форму. Шаблон коробки или упаковки может иметь выемки, вырезы, деления и/или линии сгиба, которые позволяют шаблону коробки или упаковки быть согнутым и/или сложенным в коробку. Дополнительно, шаблон коробки или упаковки может быть изготовлен из любого подходящего материала, общеизвестного специалистам в данной области. Например, картон или гофрированный картон могут быть использованы в качестве материала шаблона. Подходящий материал также может иметь любую толщину и вес, которые позволили бы ему сгибаться и/или складываться в коробчатую форму.
[0025] Используемый здесь термин «линия сгиба» относится к линии, вдоль которой может складываться листовой материал или шаблон коробки. Например, линия сгиба может представлять собой углубление в листовом материале. В случае линий сгиба для фальцовки гармошкой, углубление может быть выполнено путем складывания листового материала в многослойные стопки в пакет. Другие линии сгиба могут быть образованы в листовом материале, чтобы способствовать складыванию участков листового материала, разделенных линией сгиба, в отношении друг друга для образования коробки.
[0026] Термины «выемка», «вырез» и «разрез» используются здесь взаимозаменяемо и должны относиться к форме, созданной путем удаления материала из шаблона или отделения участков шаблона, так что создается деление по шаблону.
[0027] Фиг. 1 иллюстрирует вид в перспективе системы 100, которая может быть использована для создания шаблонов упаковки. Система 100 включает в себя один или более пакетов 102 из листового материала 104. Система 100 также включает в себя преобразующую машину 106, которая выполняет одну или более функций преобразования на листовом материале 104, как описано более подробно ниже, для создания шаблонов 108 упаковки. Избыточный или ненужный листовой материал 104, полученный во время процесса преобразования, может быть собран в сборном бункере 110. После изготовления, шаблоны 108 упаковки могут быть образованы в упаковочные контейнеры, такие как коробки.
[0028] Со ссылкой на фиг. 1, внимание также направлено на фиг. 2, которая, в целом, иллюстрирует различные аспекты преобразующей машины 106 более подробно. Как показано на фигурах 1 и 2, преобразующая машина 106 включает в себя опорную конструкцию 112 и узел 114 преобразования, установленный на опорной конструкции 112.
[0029] Как показано на фиг. 1, пакеты 102 могут быть расположены вблизи задней стороны преобразующей машины 106, и листовой материал 104 может подаваться в узел 114 преобразования. Листовой материал 104 может быть расположен в пакетах 102 в более уложенных друг на друга слоев. Слои листового материала 104 в каждом пакете 102 могут иметь одинаковую длину и ширину и могут складываться один над другим в чередующихся направлениях.
[0030] Как лучше всего видно на фиг. 2, преобразующая машина 106 может также иметь одну или более подающих направляющих 124. Каждая подающая направляющая 124 может включать в себя нижнее подающее колесо 126 и верхнее подающее колесо 128. В некоторых вариантах осуществления, нижние подающие колеса 126 или верхние подающие колеса 128 могут быть опущены. Каждый набор нижних и верхних подающих колес 126, 128 сконструирован и выполнен с возможностью направления листового материала 104 в узел 114 преобразования, в то же время, создавая более, если таковые имеются, изгибов, складок или линий сгиба в листовом материале 104. Например, нижнее и верхнее подающие колеса 126, 128 могут вращаться, чтобы способствовать плавному перемещению листового материала 104 в узел 114 преобразования. Кроме того, нижние подающие колеса 126 и/или верхние подающие колеса 128 могут быть, по меньшей мере, в некоторой степени деформируемыми, чтобы ограничивать или предотвращать образование изгибов, складок или линий сгиба в листовом материале 104 при его подаче в узел 114 преобразования.
[0031] Когда листовой материал 104 подается через узел 114 преобразования, узел 114 преобразования может выполнять одну или более функций преобразования (например, образовывать линии сгиба, изгибать, складывать, перфорировать, резать, надрезать) на листовом материале 104 для создания шаблонов 108 упаковки. Узел 114 преобразования может включать в себя преобразующий картридж, который подает листовой материал 104 через узел 114 преобразования и выполняет на нем функции преобразования.
[0032] Фигуры 3 и 4 иллюстрируют пример преобразующего картриджа 130, отделенного от остальной части узла 114 преобразования и преобразующей машины 106. Как можно видеть на фигурах 3 и 4, преобразующий картридж 130 включает в себя направляющий канал 132. Направляющий канал 132 может быть выполнен с возможностью выравнивания листового материала 104 для подачи, по существу, плоского листа через узел 114 преобразования. Как, например, показано, направляющий канал 132 включает в себя противоположные верхнюю и нижнюю направляющие пластины 132а, 132b, которые расположены на достаточном расстоянии друг от друга, чтобы позволить листовому материалу 104 проходить между ними, но также достаточно близко друг к другу, чтобы выравнивать листовой материал 104. В некоторых вариантах осуществления, как показано на фиг.4, верхняя и нижняя направляющие пластины 132a, 132b могут расширяться или располагаться дальше друг от друга на конце отверстия, чтобы облегчить вставку между ними листового материала 104.
[0033] В проиллюстрированном варианте осуществления, преобразующий картридж 130 включает в себя один направляющий канал 132, который направляет отрезки листового материала 104 через узел 114 преобразования. Однако следует понимать, что преобразующий картридж 130 может включать в себя более направляющих каналов для подачи одного или более отрезков листового материала 104 (например, из более пакетов 102) через узел 114 преобразования. Когда включены более направляющих каналов, направляющие каналы могут быть горизонтально и/или вертикально смещены относительно друг друга.
[0034] Как также показано на фигурах 3 и 4, преобразующий картридж 130 также включает в себя, по меньшей мере, один подающий ролик 134, который втягивает листовой материал 104 в узел 114 преобразования и продвигает листовой материал 104 через него. Подающий ролик (ролики) 134 может быть выполнен с возможностью втягивания листового материала 104 с ограниченным скольжением или без него и может быть гладким, текстурированным, с ямочками и/или зубчатым. Каждый подающий ролик 134 может активно вращаться приводом или двигателем, чтобы продвигать листовой материал 104 через узел 114 преобразования.
[0035] Как лучше всего видно на фиг. 4, преобразующий картридж 130 включает в себя один или более инструментов преобразования, таких как поперечная головка 150 и продольные головки 152, которые выполняют функции преобразования (например, образования линий сгиба, изгибания, складывания, перфорирования, отрезания, надрезания) листового материала 104 с целью создания упаковочных шаблонов 108. Некоторые из функций преобразования могут быть выполнены на листовом материале 104 в направлении, по существу, перпендикулярном направлению движения и/или длине листового материала 104. Другими словами, некоторые функции преобразования могут быть выполнены в поперечном направлении (например, между сторонами) листового материала 104. Такие преобразования можно рассматривать как «поперечные преобразования».
[0036] Для выполнения поперечных преобразований, поперечная головка 150 может перемещаться вдоль, по меньшей мере, участка ширины преобразующего картриджа 130 в направлении, в целом, перпендикулярном направлению, в котором листовой материал 104 подается через узел 114 преобразования, и/или длине листового материала 104. Другими словами, поперечная головка 150 может перемещаться по листовому материалу 104, чтобы выполнять поперечные преобразования на листовом материале 104. Поперечная головка 150 может быть подвижно установлена на направляющей, чтобы позволить поперечной головке 150 перемещаться вдоль, по меньшей мере, участка ширины преобразующего картриджа 130.
[0037] Поперечная головка 150 может включать в себя один или более преобразующих инструментов, таких как отрезной круг и/или сминающий круг, которые могут выполнять одно или более поперечных преобразований на листовом материале 104. Более конкретно, когда поперечная головка 150 перемещается назад и вперед по листовому материалу 104, отрезной круг и/или сминающий круг могут создавать линии сгиба, изгибы, складки, перфорации, разрезы и/или надрезы в листовом материале 104.
[0038] Кроме того, к возможности создания поперечных преобразований посредством поперечной головки 150, функции преобразования также могут быть выполнены на листовом материале 104 в направлении, по существу, параллельном направлению перемещения и/или длине листового материала 104. Преобразования, выполненные по длине и/или, в целом, параллельно направлению движения листового материала 104, могут рассматриваться как «продольные преобразования».
[0039] Продольные головки 152 могут использоваться для создания продольных преобразований на листовом материале 104. Более конкретно, продольные головки 152 могут быть выборочно перемещены по ширине преобразующего картриджа 130 (например, назад и вперед в направлении, перпендикулярном длине листового материала 104) для правильного расположения продольных головок 152 относительно сторон листового материала 104. В виде примера, если необходимо сделать продольную линию сгиба или разрез в двух дюймах от одного края листового материала 104 (например, для обрезки лишнего материала с края листового материала 104), одна из продольных головок 152 может быть перемещена перпендикулярно поперек листового материала 104 для правильного позиционирования продольной головки 152 с тем, чтобы иметь возможность выполнить разрез или линию сгиба в желаемом месте. Другими словами, продольные головки 152 могут перемещаться поперек по листовому материалу 104 для позиционирования продольных головок 152 в надлежащих местах для выполнения продольных преобразований на листовом материале 104.
[0040] Продольная головка 152 может включать в себя один или более преобразующих инструментов, таких как отрезной круг и/или сминающий круг, которые могут выполнять одно или более продольных преобразований на листовом материале 104. Более конкретно, когда листовой материал 104 перемещается снизу продольной головки 152, отрезной круг и/или сминающий круг могут создавать линии сгиба, изгибы, складки, перфорации, разрезы и/или надрезы в листовом материале 104.
[0041] Система управления может управлять работой преобразующей машины 106. Более конкретно, система управления может управлять перемещением и/или размещением различных компонентов преобразующей машины 106. Например, система управления может управлять скоростью вращения и/или направлением подающих роликов 134 для того, чтобы управлять направлением (то есть, вперед или назад) листового материала 104 и/или скоростью, с которой листовой материал 104 подается через преобразующую машину 106. Система управления также может управлять позиционированием и/или перемещением преобразующих инструментов 150, 152, так что преобразующие инструменты 150, 152 выполняют функции преобразования в желаемых местах листового материала 104.
[0042] Система управления может быть встроена в преобразующую машину 106. В других вариантах осуществления, преобразующая машина 106 может быть соединена с отдельной системой управления, такой как компьютер, который управляет работой преобразующей машины 106. В еще других вариантах осуществления, участки системы управления могут быть включены в преобразующую машину 106, тогда как другие участки системы управления отделены от преобразующей машины 106. Независимо от конкретной конфигурации системы управления, система управления может управлять операциями преобразующей машины 106, которая образует шаблоны 108 коробок из листового материала 104.
[0043] Как иллюстрировано на фигурах 3 и 4 и более подробно обсуждается ниже, преобразующая машина 106 может включать в себя механизм 200 обнаружения линии сгиба для фальцовки гармошкой (также называемый чувствительным механизмом 200), который выполнен с возможностью обнаружения линий сгиба для фальцовки гармошкой в листовом материале 104, когда листовой материал 104 подается в преобразующую машину 106. После того, как чувствительный механизм 200 обнаруживает линии сгиба для фальцовки гармошкой в листовом материале 104, система управления может заставить преобразующую машину 106 изменить участок листового материала 104, используемый для создания шаблона 108 коробки. Например, в некоторых вариантах осуществления, система управления может заставить преобразующую машину 106 отрезать участки листового материала 104, которые включают в себя линии сгиба для фальцовки гармошкой, чтобы линии сгиба для фальцовки гармошкой не заканчивались в определенных участках шаблона 108 коробки. В других вариантах осуществления, система управления может заставить преобразующую машину 106 отрезать передний край листового материала 104 с тем, чтобы сместить местоположение линий сгиба для фальцовки гармошкой в шаблоне 108 коробки.
[0044] При продолжающемся внимании к фигурам 3 и 4, внимание теперь также направлено к фигурам 5 и 6, которые иллюстрируют пример варианта осуществления механизма 200 обнаружения линии сгиба для фальцовки гармошкой. В иллюстрированном варианте осуществления, механизм 200 обнаружения установлен рядом с направляющим каналом 132 и выполнен с возможностью контроля листового материала 104, когда листовой материал 104 подается в преобразующую машину 106 через направляющий канал 132. Чтобы позволить механизму 200 обнаружения контролировать листовой материал 104, когда листовой материал проходит через направляющий канал 132, направляющая пластина 132а и/или 132b может включать в себя одно или более отверстий 202 через нее. Механизм 200 обнаружения может взаимодействовать с листовым материалом 104 через отверстия 202 для обнаружения линий сгиба для фальцовки гармошкой в листовом материале 104.
[0045] В иллюстрированном варианте осуществления, механизм 200 обнаружения включает в себя первый датчик 204 и второй датчик 206. Как лучше всего видно на фиг. 5, датчики 204, 206 установлены внутри преобразующей машины 106, так что первый датчик 204 и второй датчик 206 смещены относительно друг друга в направлении, в котором листовой материал 104 подается через преобразующую машину 106 (обозначено стрелкой А на фиг. 5). Это смещение датчиков 204, 206 может упоминаться как продольное смещение или смещение в направлении подачи. Датчики 204, 206 могут быть смещены в продольном направлении друг от друга так, что в определенный момент времени только один из датчиков 204, 206 расположен над линией сгиба для фальцовки гармошкой. В некоторых вариантах осуществления, может быть желательно расположить датчики 204, 206 как можно ближе друг к другу, в то время как только один из датчиков 204, 206 в каждый отдельно взятый момент времени располагается над линией сгиба для фальцовки гармошкой. В некоторых вариантах осуществления, чем ближе датчики 204, 206 расположены друг к другу (например, чем короче продольное смещение), тем более устойчивыми становятся датчики 204, 206. Другими словами, если расположить датчики 204, 206 ближе друг к другу (хотя они все еще разнесены на достаточно большое расстояние, чтобы только один из датчиков 204, 206 в каждый отдельно взятый момент времени находился над линией сгиба для фальцовки гармошкой), меньше вероятность того, что перемещение листового материала 104 (например, вверх и вниз, ближе или дальше от датчиков 204, 206) будет препятствовать точному обнаружению линий сгиба для фальцовки гармошкой. В некоторых вариантах осуществления датчики 204, 206 имеют продольное смещение около 5 мм, около 7 мм, около 10 мм или более, или любое значение между ними.
[0046] Датчики 204, 206 могут связываться с системой управления. Например, каждый из датчиков 204, 206 может передавать сигналы в систему управления, которые указывают, обнаруживают ли датчики 204, 206 потенциальное присутствие линии сгиба для фальцовки гармошкой. Система управления может включать в себя фильтр или алгоритм, который сравнивает сигналы от датчиков 204, 206 и, возможно, другие системные данные (например, скорость вращения и/или направление подающих роликов 134, скорость подачи листового материала 104 через преобразующую машину 106 и т.д.), чтобы определить, присутствует ли линия сгиба для фальцовки гармошкой или была обнаружена.
[0047] В качестве примера, фильтр или алгоритм системы управления может определять, обнаружили ли оба датчика 204, 206 потенциальное присутствие линии сгиба для фальцовки гармошкой. Если оба датчика 204, 206 обнаружили потенциальное присутствие линии сгиба для фальцовки гармошкой, фильтр или алгоритм могут определить, обнаружил ли каждый датчик 204, 206 одну и ту же потенциальную линию сгиба для фальцовки гармошкой. Например, фильтр или алгоритм может определять временное смещение (например, разницу во времени) между сигналами от каждого из датчиков 204, 206, которые указали на потенциальное присутствие линии сгиба для фальцовки гармошкой.
[0048] Фильтр или алгоритм могут использовать временное смещение и другие системные данные, чтобы определить, обнаружили ли датчики 204, 206 одну и ту же потенциальную линию сгиба для фальцовки гармошкой. Например, фильтр или алгоритм может использовать временное смещение и скорость, с которой листовой материал 104 подается через преобразующую машину 106, чтобы определить, обнаружили ли датчики 204, 206 одну и ту же потенциальную линию сгиба для фальцовки гармошкой. Если фильтр или алгоритм определяет, что датчики 204, 206 обнаружили одну и ту же потенциальную линию сгиба для фальцовки гармошкой в пределах заданного расстояния, фильтр или алгоритм определяет, что датчики 204, 206 обнаружили фактическую линию сгиба для фальцовки гармошкой. Заданное расстояние может варьироваться между вариантами осуществления. Например, заданное расстояние может составлять около 5 мм, около 7 мм, около 10 мм, около 12 мм, около 15 мм или более, или любое значение между ними. В некоторых вариантах осуществления, заданное расстояние может быть регулируемым (например, пользователем, на основании толщины листового материала и т.д.).
[0049] Как показано на фигурах 5 и 6, датчики 204, 206 могут быть смещены друг от друга в направлении, обычно перпендикулярном или поперечном направлению подачи. В других вариантах осуществления датчики 204, 206 могут не быть смещены друг от друга в направлении, перпендикулярном или поперечном к направлению подачи. Например, датчик 206 может быть расположен непосредственно за датчиком 204 (в направлении подачи).
[0050] Датчики 204, 206 могут обнаруживать присутствие или отсутствие листового материала 104 внутри преобразующей машины 106 и, более конкретно, внутри направляющего канала 132. Датчики 204, 206 могут сообщать системе управления наличие или отсутствие листового материала 104. Если датчики 204, 206 не обнаруживают присутствие листового материала 104, система управления может выдавать предупреждение о том, что листовой материал 104 необходимо загрузить в преобразующую машину 106. В некоторых вариантах осуществления, система может включать устройство смены подачи, которое выборочно подает различные листовые материалы в преобразующую машину 106. Датчики 204, 206 также могут определять, правильно ли загружен или не загружен листовой материал из устройства смены подачи, и система управления может обеспечивать предупреждения об этом.
[0051] Датчики 204, 206 также могут обнаруживать наличие и/или расположение линий сгиба для фальцовки гармошкой в листовом материале 104. Когда листовой материал 104 развертывается из пакета 102, развернутые линии сгиба для фальцовки гармошкой могут принимать форму углублений или выступов на или в поверхности листового материала 104. Когда листовой материал 104 подается в преобразующую машину 106 и, в частности, через направляющий канал 132, датчик 204, 206 может обнаруживать углубления или выступы на или в поверхности листового материала 104. Обнаружение таких углублений или выступов указывает на наличие и расположение линий сгиба для фальцовки гармошкой в листовом материале 104.
[0052] Система управления может использовать обнаруженные местоположения линий сгиба для фальцовки гармошкой, чтобы предсказать местоположения приближающихся линий сгиба для фальцовки гармошкой. Типовые пакеты 102 листового материала имеют относительно постоянные размеры слоя (например, расстояния между линиями сгиба для фальцовки гармошкой на противоположных концах слоя). В результате, линии сгиба для фальцовки гармошкой являются относительно равномерно разнесенными. Например, некоторые пакеты 102 имеют линии сгиба для фальцовки гармошкой, которые разнесены примерно на 47 дюймов.
[0053] Используя обнаруженные и/или прогнозируемые местоположения линий сгиба для фальцовки гармошкой, система управления может заставить преобразующую машину 106 отрезать участки листового материала 104 и/или регулировать, какие участки листового материала 104 используются для образования шаблонов 108 коробок. Например, если датчики 204, 206 обнаруживают линию сгиба для фальцовки гармошкой рядом с передним концом листового материала 104, система управления может заставить преобразующую машину 106 отрезать передний участок листового материала 104, который включает в себя линию сгиба для фальцовки гармошкой. Отрезая передний участок листового материала 104, который включает линию сгиба для фальцовки гармошкой, риск того, что передний край листового материала 104 скрутится или сложится и заклинит преобразующую машину 106, значительно снижается.
[0054] В некоторых случаях, передний конец листового материала 104 используется для образования участка с клеевым язычком шаблона 108 коробки. Если линия сгиба для фальцовки гармошкой продолжается через клеевой язычок, клеевой язычок может скручиваться или складываться или иметь пониженную прочность, что затрудняет надежное прикрепление клеевого язычка к панели шаблона 108 коробки. Например, клеевой язычок с линией сгиба для фальцовки гармошкой может не лежать плоско, что может затруднить надежное прикрепление клеевого язычка к другой части шаблона 108 коробки, поскольку клеевой язычок будет пытаться искривляться или складываться от другого участка шаблон коробки. В результате, клеевое соединение, образованное клеевым язычком, имеющим линию сгиба для фальцовки гармошкой, может преждевременно разрушиться. Аналогичным образом, передний конец листового материала 104 может быть использован для образования панели шаблона коробки, к которой должен быть прикреплен клеевой язычок. Если линия сгиба для фальцовки гармошкой расположена рядом с краем панели, к которой должен быть прикреплен клеевой язычок, то край панели может искривляться или складываться или иметь меньшую прочность, что затрудняет надежное крепление клеевого язычка к панели. Чтобы избежать таких проблем, система управления может заставить преобразующую машину 106 отрезать передний участок листового материала 104, в котором датчики 204, 206 обнаружили линию сгиба для фальцовки гармошкой.
[0055] В некоторых вариантах осуществления, если датчики 204, 206 обнаруживают наличие линии сгиба для фальцовки гармошкой в заданном или настраиваемом пользователем диапазоне переднего края листового материала 104, система управления может заставить преобразующую машину 106 отрезать заданное или настраиваемое пользователем количество переднего края листового материала 104, включающего линию сгиба для фальцовки гармошкой в нем. Например, в некоторых вариантах осуществления, заданный диапазон может быть первыми 25 мм, 50 мм, 75 мм, 100 мм или 150 мм листового материала 104. В таких случаях, система управления может привести к тому, что преобразующая машина 106 отрежет первые 25 мм, 50 мм, 75 мм, 100 мм или 150 мм переднего края листового материала 104, включающие линию сгиба для фальцовки гармошкой в нем. Затем, шаблон 108 коробки может быть образован из следующего листового материала 104, который не включает линию сгиба для фальцовки гармошкой в заданном или настраиваемом пользователем диапазоне переднего края листового материала 104.
Как отмечено выше, линии сгиба для фальцовки гармошкой обычно относительно равномерно разнесены друг от друга. В результате, как только датчики 204, 206 обнаруживают местоположение линии сгиба для фальцовки гармошкой в листовом материале 104, система управления может прогнозировать местоположения приближающихся линий сгиба для фальцовки гармошкой. Непрерывное обнаружение местоположения линий сгиба для фальцовки гармошкой (посредством датчиков 204, 206) и прогнозирование местоположений приближающихся линий сгиба для фальцовки гармошкой, может позволить избежать линий сгиба для фальцовки гармошкой в областях шаблона 108 коробки, отличных от непосредственной близости от его переднего конца.
[0057] Например, обнаружение линий сгиба для фальцовки гармошкой (посредством датчиков 204, 206) и прогнозирование будущих местоположений линий сгиба для фальцовки гармошкой, может позволить системе управления определить, будет ли линия сгиба для фальцовки гармошкой располагаться в заданном диапазоне (например, 25 мм, 50 мм, 75 мм, 100 мм или 150 мм) или настраиваемом пользователем диапазоне конца шаблона 108 коробки. Наличие линии сгиба для фальцовки гармошкой около заднего края (например, в пределах последних 25 мм, 50 мм, 75 мм, 100 мм или 150 мм) шаблона 108 коробки может создавать проблемы, аналогичные тем, которые обсуждались выше, когда линия сгиба для фальцовки гармошкой находится вблизи переднего конца шаблона 108 коробки. Если система управления определяет, что линия сгиба для фальцовки гармошкой будет расположена в пределах заданного диапазона (25 мм, 50 мм, 75 мм, 100 мм или 150 мм) или настраиваемого пользователем диапазона последнего или заднего края шаблона 108 коробки, система управления может заставить преобразующую машину 106 отрезать заданный диапазон (например, 25 мм, 50 мм, 75 мм, 100 мм или 150 мм) или настраиваемый пользователем диапазон от переднего конца листового материала 108 и использовать следующий листовой материал 104 для изготовления шаблона 108 коробки. Отрезаемый заданный диапазон (например, первых 25 мм, 50 мм, 75 мм, 100 мм или 150 мм) или настраиваемый пользователем диапазон переднего конца листового материала 108 будет смещаться туда, где в шаблоне 108 коробки находится линия сгиба для фальцовки гармошкой.
[0058] В виде примера, если система управления определяет, что приближающаяся линия сгиба для фальцовки гармошкой будет расположена в пределах 50 мм от заднего конца шаблона 108 коробки, система управления может заставить преобразующую машину 106 отрезать 50 мм от переднего конца листового материала 104. Отрезая 50 мм от переднего конца листового материала 104 и используя последующий листовой материал 104 для образования шаблона 108 коробки, местоположение приближающейся линии сгиба для фальцовки гармошкой смещается дальше в шаблоне коробки (например, на расстояние более 50 мм от его заднего конца). Когда линия сгиба для фальцовки гармошкой смещается от заднего конца, вероятность того, что линия сгиба для фальцовки гармошкой будет представлять проблему, уменьшается. Это может быть связано с тем, что линия сгиба для фальцовки гармошкой не находится там, где должно быть сделано или прикреплено клеевое соединение. Кроме того, когда линия сгиба для фальцовки гармошкой расположена дальше от края, листовой материал 104 с меньшей вероятностью скручивается или складывается нежелательным образом.
[0059] Обнаружение и прогнозирование местоположений линий сгиба для фальцовки гармошкой также может позволить системе 100 избежать линий сгиба для фальцовки гармошкой в шаблонах коробок в других потенциально проблемных областях. Например, система управления может заставить узел 114 преобразования отрезать листовой материал 104 от его переднего конца с тем, чтобы сместить местоположение приближающейся линии сгиба для фальцовки гармошкой от линии сгиба между панелями шаблона коробки, клапанами или т.п.
[0060] Обнаружение и прогнозирование местоположений линий сгиба для фальцовки гармошкой также может дать возможность системе 100 создавать шаблоны 108 коробок разных порядков, чтобы избежать линий сгиба для фальцовки гармошкой, расположенных в нежелательных местах в шаблонах 108 коробок. Например, если система управления определяет, что приближающаяся линия сгиба для фальцовки гармошкой будет находиться в нежелательном месте в первом шаблоне коробки, но не будет в нежелательном месте во втором шаблоне коробки (например, из–за того, что второй шаблон коробки имеет отличные размеры), система управления может заставить преобразующую машину 106 изготовить второй шаблон коробки прежде первого шаблона коробки.
[0061] Как отмечено выше, чувствительный механизм 200 включает в себя два датчика (то есть первый и второй датчики 204, 206), которые смещены относительно друг друга в направлении подачи или в продольном направлении. Продольное смещение между датчиками 204, 206 позволяет сравнивать показания датчиков 204, 206 друг с другом, чтобы определить наличие и местоположение линии сгиба для фальцовки гармошкой.
[0062] Более конкретно, когда листовой материал 104 проходит мимо механизма 200 обнаружения, каждый из датчиков 204, 206 будет получать показания относительно поверхности листового материала 104. Например, показания могут указывать расстояние между датчиками 204, 206 и поверхностью листового материала 104. Когда, по существу, плоские участки листового материала 104 (например, участки без линий сгиба для фальцовки гармошкой) проходят мимо датчиков 204, 206, как показано на фиг. 7, датчики 204, 206 обеспечивают показания, которые являются одинаковыми или находятся в пределах заданного допуска.
[0063] В противоположность этому, когда линия сгиба для фальцовки гармошкой проходит мимо датчиков 204, 206, датчики 204, 206 будут обнаруживать изменение поверхности листового материала 104. Например, как показано на фиг. 8, по мере продвижения линии сгиба для фальцовки гармошкой под датчиком 204, датчик 204 будет выдавать первое показание, а датчик 206 будет выдавать второе показание, которое отличается от первого показания. Различные показания указывают на наличие линии сгиба для фальцовки гармошкой.
[0064] Когда листовой материал 104 продолжает продвигаться, как показано на фиг. 9, датчик 206 будет обеспечивать показание, которое является отличным от показания первого датчика. В некоторых вариантах осуществления, это может обеспечить подтверждение местоположения линии сгиба для фальцовки гармошкой. В других вариантах осуществления, показания от двух датчиков могут учитывать вертикальное перемещение листового материала 104. Когда листовой материал 104 продвигается через направляющий канал 132, листовой материал 104 может слегка перемещаться вверх и вниз, поскольку верхняя и нижняя направляющие пластины 132а, 132b разнесены на расстояние, превышающее толщину листового материала 104. Использование двух смещенных датчиков 204, 206 позволяет обнаруживать линии сгиба для фальцовки гармошкой, даже если листовой материал 104 перемещается вертикально.
[0065] Более конкретно, вместо того, чтобы поддерживать листовой материал 104 в вертикальном положении и использовать это положение в качестве ориентира для снятия показаний, один из датчиков 204, 206 будет обеспечивать ориентир, который отражает плоскую поверхность листового материала 104 в то время как другой датчик 204, 206 будет выдавать показания, связанные с линией сгиба для фальцовки гармошкой. Например, как показано на фиг. 8, датчик 206 обеспечивает считывание плоской поверхности листового материала 104 независимо от вертикального положения листового материала 104. Датчик 204, как показано на фиг. 8, обеспечивает считывание линии сгиба для фальцовки гармошкой. Различие в двух показаниях указывают на наличие линии сгиба для фальцовки гармошкой.
[0066] Кроме того, местоположение линии сгиба для фальцовки гармошкой может быть определено с использованием кодирующего устройства или подобного устройства для отслеживания положения листового материала 108 при обработке. Когда датчики 204, 206 обнаруживают наличие линии сгиба для фальцовки гармошкой, система управления может использовать текущее положение при обработке (определенное кодирующим устройством) для определения местоположения линии сгиба для фальцовки гармошкой.
[0067] Когда листовой материал 104 продолжает продвигаться в положение, показанное на фиг. 9, датчик 204 будет обеспечивать показание ориентира на основе плоской поверхности листового материала (опять же, независимо от вертикального положения листового материала 104). Датчик 206 будет теперь обеспечивать показание для линии сгиба для фальцовки гармошкой. Снова, различие в двух показаниях указывают на наличие и местоположение линии сгиба для фальцовки гармошкой.
[0068] Датчики 204, 206 могут принимать различные формы. Например, в некоторых вариантах осуществления датчики 204, 206 принимают форму лазеров, которые способны определять расстояние до поверхности листового материала 104. В других вариантах осуществления, датчики 204, 206 могут принимать форму механических устройств, которые могут обнаруживать изменения на поверхности листового материала 104. Например, механический датчик может контактировать с поверхностью листового материала 104 и обнаруживать изменения на поверхности листового материала 104 (например, углубления/выступы линии сгиба для фальцовки гармошкой) за счет увеличения или уменьшения положения механического датчика и т.д. В еще других вариантах осуществления, датчики 204, 206 могут принимать форму оптических датчиков или систем наблюдения (камеры).
[0069] Хотя иллюстрированный вариант осуществления показал, что оба датчика 204, 206 расположены над листовым материалом 104, это является просто примером осуществления. В других вариантах осуществления, механизм обнаружения может включать в себя два датчика, расположенных под листовым материалом 104. В еще других вариантах осуществления, механизм обнаружения может включать в себя один датчик, расположенный над листовым материалом 104, и второй датчик, расположенный под листовым материалом 104.
[0070] Независимо от конкретного типа используемых датчиков или местоположения датчиков, датчики могут быть в состоянии обеспечить показания с заданной точностью. Например, линии сгиба для фальцовки гармошкой обычно имеют глубину от около 0,5 мм до около 4 мм. Для точного определения линии сгиба для фальцовки гармошкой, датчики могут иметь уровень точности примерно в два или три раза меньше глубины линии сгиба для фальцовки гармошкой. Таким образом, например, датчики могут обеспечивать показания с точностью около 0,2 мм, 0,5 мм, 1 мм, 1,25 мм, 1,5 мм или 2 мм. Другими словами, датчики могут быть способны обнаруживать углубления или выступы на поверхности листового материала 104, которые имеют 0,5 мм, 1 мм, 1,25 мм, 1,5 мм, 2 мм или 4 мм в глубину или высоту.
[0071] Кроме того, датчики могут быть способны обнаруживать линии сгиба для фальцовки гармошкой, даже когда листовой материал 104 продвигается в преобразующую машину 106 и проходит датчики с относительно высокой скоростью. Например, датчики могут обнаруживать линии сгиба для фальцовки гармошкой, когда листовой материал 104 продвигается со скоростью 0,25 м/с, 0,5 м/с, 0,75 м/с, 1 м/с, 1,25 м/с или 1,5 м/с.
[0072] Хотя механизм 200 обнаружения был показан и описан в связи с конкретной преобразующей машиной (то есть преобразующей машиной 106), следует понимать, что механизм 200 обнаружения может быть встроен во множество различных преобразующих машин или другого технологического оборудования для листового материала.
[0073] Должно быть понятно, что здесь используются относительные термины, такие как «горизонтальный», «вертикальный», «верхний», «нижний», «поднятый», «пониженный», «выше», «ниже» и тому подобное, просто для удобства. Такие относительные термины не предназначены для ограничения объема настоящего изобретения. Скорее, следует понимать, что узел 114 преобразования может быть сконфигурирован и размещен так, что эти относительные термины требуют поправки.
[0074] Настоящее изобретение может быть воплощено в других конкретных формах без отхода от его сущности или существенных характеристик. Таким образом, описанные варианты осуществления следует рассматривать во всех отношениях как иллюстративные, а не ограничивающие. Объем изобретения, поэтому, указывается прилагаемой формулой изобретения, нежели предшествующим описанием. Все изменения, которые оказываются в пределах значения и диапазона эквивалентности формулы изобретения, должны включаться в пределы ее объема.
Реферат
Преобразующая машина используется для преобразования листового материала в шаблоны упаковки для сборки в коробки или другую упаковку. Преобразующая машина включает в себя узел преобразования, который выполняет функции поперечного преобразования и функции продольного преобразования на листовом материале для создания шаблонов упаковки. Механизм обнаружения линий сгиба для фальцовки гармошкой обнаруживает наличие и расположение линий сгиба для фальцовки гармошкой в листовом материале. На основе расположения линий сгиба для фальцовки гармошкой линии сгиба для фальцовки гармошкой или отрезаются от листового материала, или листовой материал разрезается для подгонки положения линии сгиба для фальцовки гармошкой в шаблоне упаковки. 3 н. и 17 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Обрабатывающая машина
Вертикальная картонажная установка с разгрузочной направляющей
Комментарии