Устройство для резки листовогоматериала - SU803852A3
Код документа: SU803852A3
Чертежи
Описание
Изобретение относится к режущем/ (Оборудованию и может быть использовг но в проьлышленности для резки металлических , пластмассовых и деревянньд листов. Известно устройство для резки листового материала, содержащее два подающих конвейера, расположенных один над другим, узел резки в виде двух соосно размещенных неподвижных ножей и поворотного ножа, периодически взаимодействующего с неподвижными ножами, и отводящий конвейер WНедостаток устройства состоит в том,что резка производится под углом и часто происходит разрыв деревянных листов. Известно также устройство для peз ки листового материала, содержащее подающие и отводящие конвейеры и узе резки, установленный между ними и выполненный в виде трех ножей, один из которых неподвижный, а другой подвижный и взаимодействующий с одно гранью неподвижного ножа, и привода связанного с подвижным ножом . Однако устройство сложно по конструкции . С целью упрощения конструкции третий нож связан с приводом и расположен перпендикулярно подвижному ножу с возможностью взаимодействия с другой гранью неподвижного ножа, а отводящие конвейеры размещены под углом к подающим конвейерам и в плоскости перемещения одного из подвижных ножей. Привод может быть выполнен в виде электродвигателя, коленчатого вала, соединенного с электродвигателем через тормоз, и рычага/ одно плечо которого связано через шатун с коленчатым валом, а другое - посредством эксцентриковых осей с подвижньлли ножами. Устройство может быть снабжено датчиком, расположенным перед узлом резки и выполненным в виде ряда рычагов , размещенных на оси, роликов, установленных на одних концах рычагов и взаимодействующих с листовым материалом, и конечных выключателей контактируквдих с другими концами рычагов и связаннЕзГХ с приводом узла резки. . . , На фиг. 1 показан общий вид уст- ; :ройства на фиг. 2 - листовой материал ) на фиг. 3-6 - этапы резки.
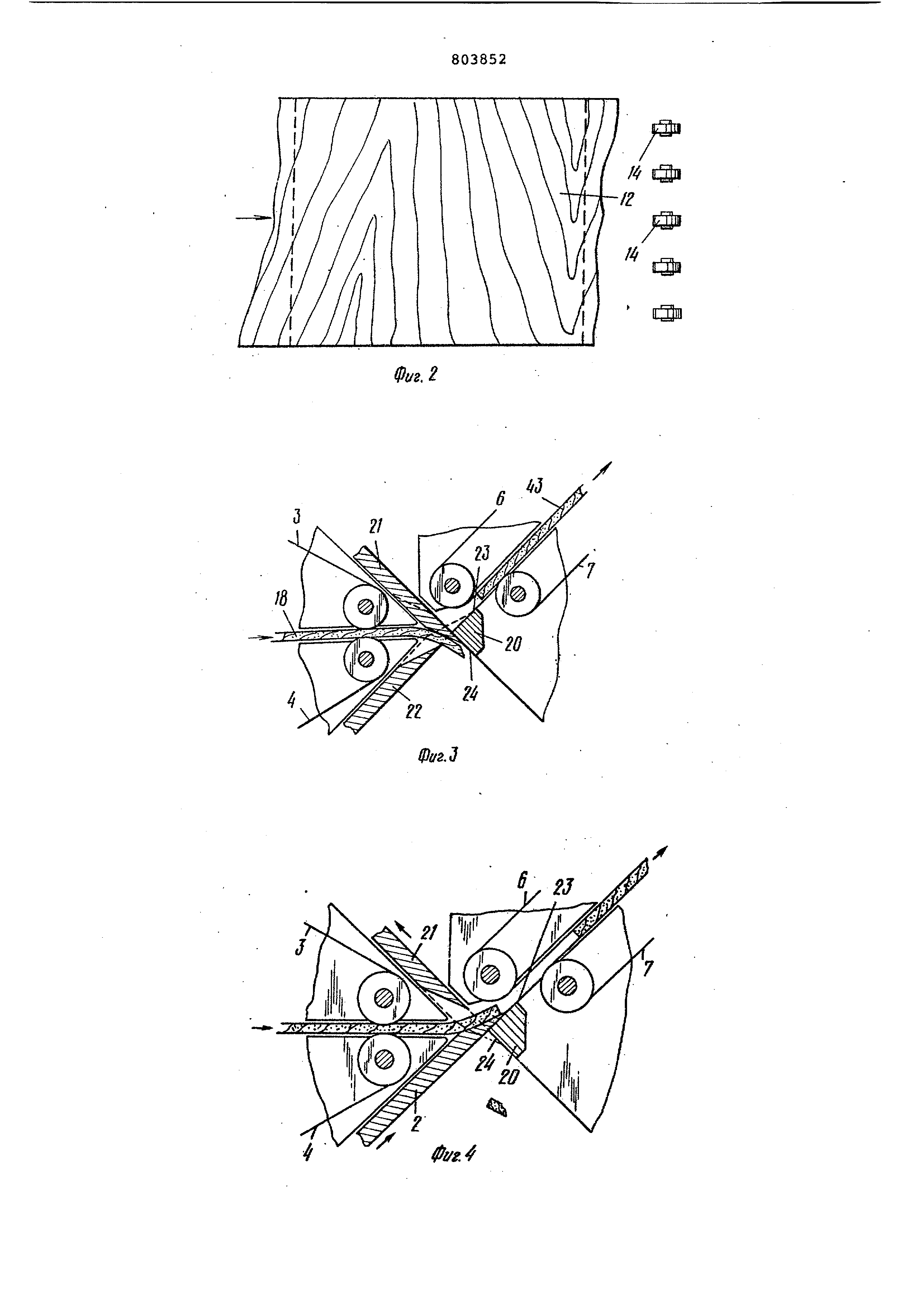
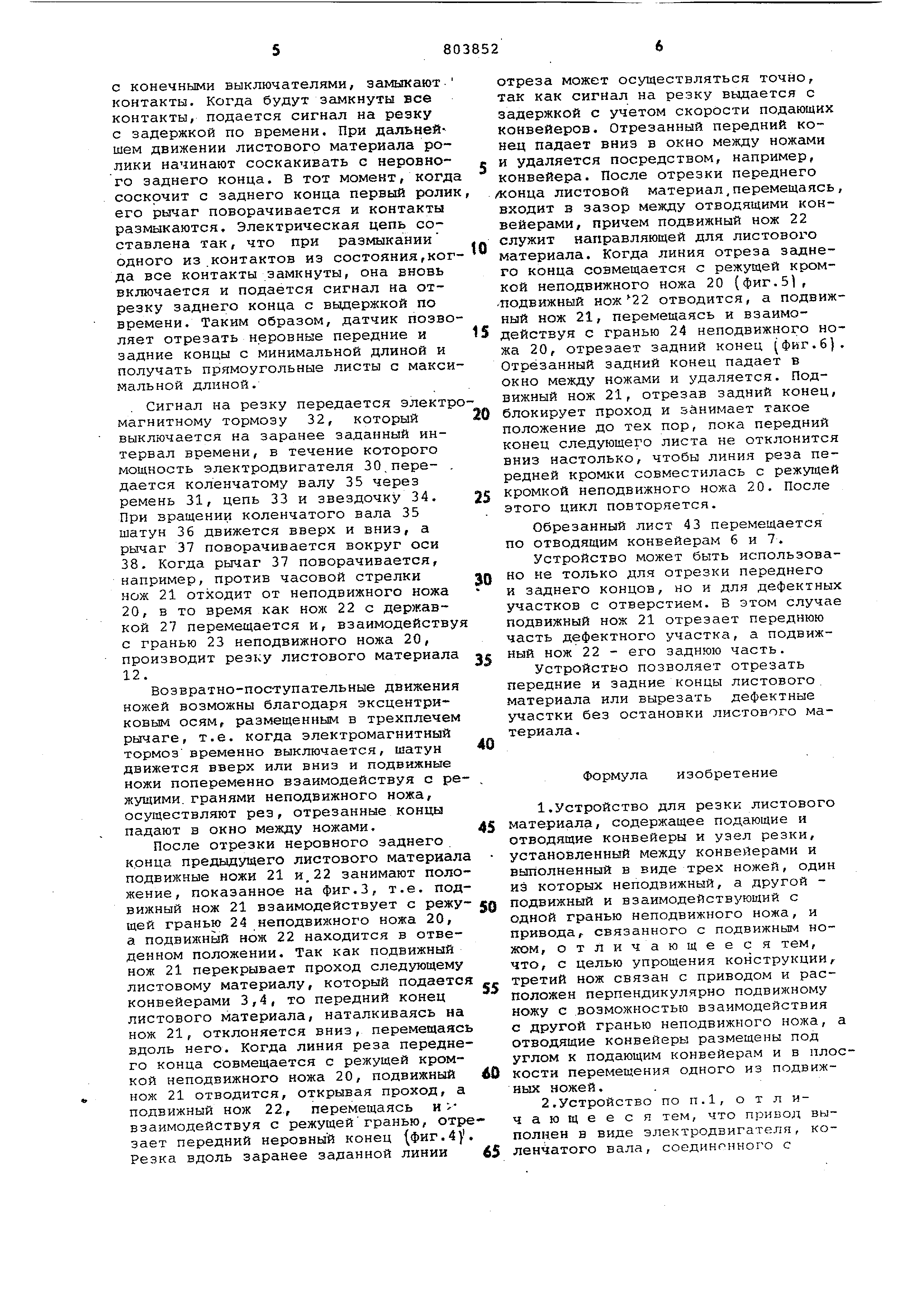
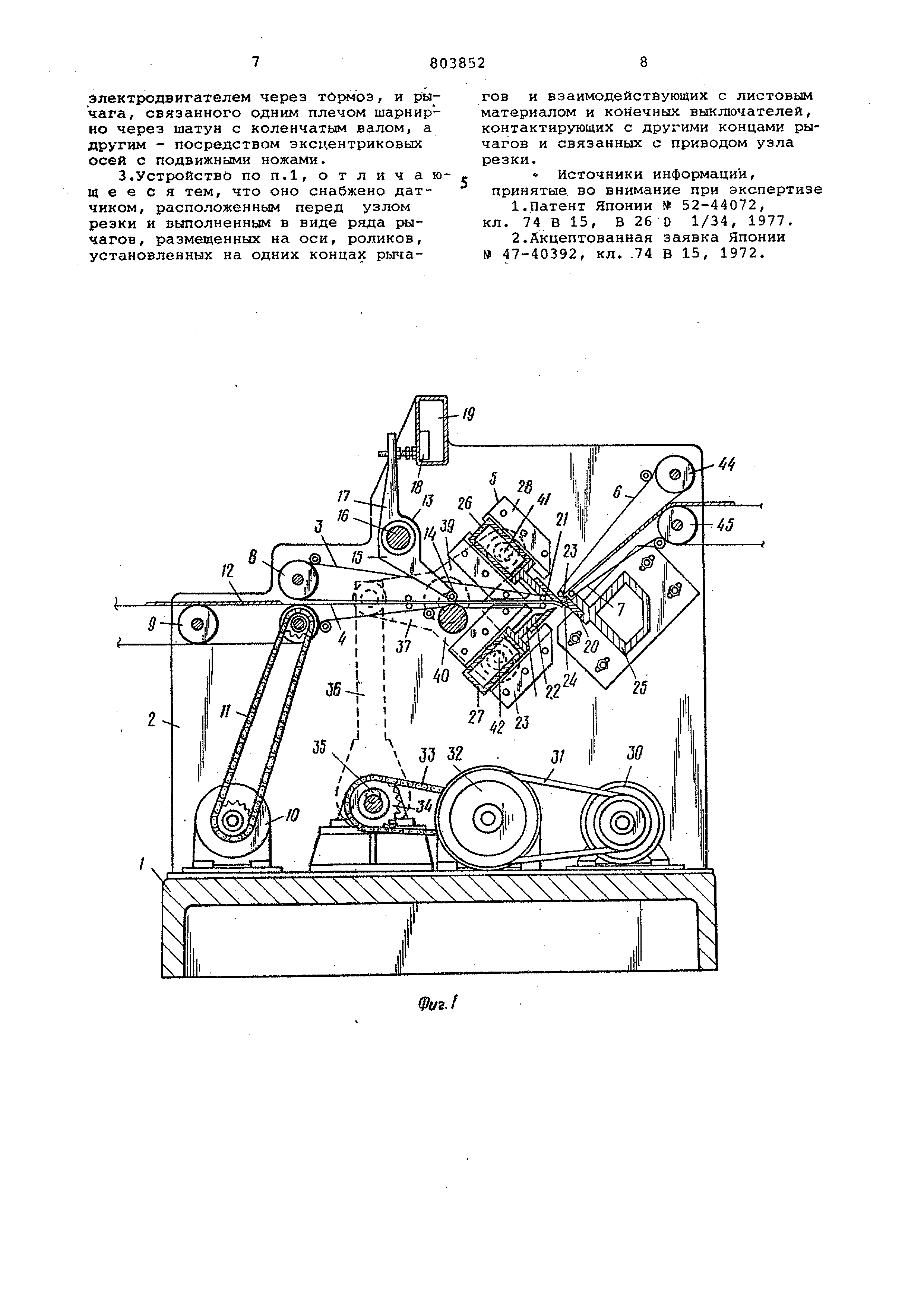
Устройство содержит раму 1 с боковыми стойками 2, подающие конвейеры 3,4, узел резки 5 и отводящие конвейеры 6,7. Подающие конвейеры 3,4 расположены друг над другом и на шкивах 8 и 9, установленных в боковых стойках 2. Подающие конвейеры 4,3 соединены с электродвигателем 10 при помощи цепей 11 и двигаются синхронно. Листовой материал 12 может представлять собой фанеру, которая была отрезана от лесоматериала в вкде тонкого гибкого деревянного листового материала с неровными контурами переднег и заднего концов (фиг.2). Зазор между верхним 3 и нижним 4 конвейерами вначале больше толщины листового материала, а затем он уменьшается и становится ранным по толщине. В средней части подающих конвейеров 3,4 перед узлом резки 5 расположен датчик 13 для обнаружения неровных контуров передних и задних концов листового материала. Датчики могут быть разного типа, в том числе и фотоэлектрические. Датчик 13 может быть выполнен в виде роликов 14, взаимодействующих с листом и отстоящих друг от друга на некотором расстоянии в поперечном направлении конвейеров 3,4, рычагов 15, сидящих на оси 16, несущих на одних концах ролики 14 и взаимодействующих другими концами 17 с конечными выключателями 18 в распределительной коробке 19. Ролики 14 прижимаются к нижнему подающему конвейеру 4 и каждый ролик 14 при подаче листового материала 12 наезжает на неровный передний конец и съезжает с его неровного заднего конца, при этом каждый рычаг 15 поворачивается вокруг оси 16 и взаимодействует с конечным выключателем 18 Электрическая цепь, находящаяся в рапределительной коробке 19, приходит в рабочее состояние. Электрическая цепь для.осуществления резки имеет контакты, соединенные с конечными выключателями 18. Каждый контакт находится в разомкнутом состоянии, когда ролик взаимодействует с нижним конвейером 4, и в замкнутом состоянии , когда он контактирует с листовьм материалом. Электрическая цепь устроена так, что сигнал для резки неровного переднего конца подается, когда все ролики наезжают на листово материал и тем самым замыкают все контакты в электрической цепи, а для резки неровного заднего конца подается тогда, когда какой-либо из роликов соскакивает с листового материала на нижний конвейер. Эти сигналы на резку передаются узлу для резки с заранее заданной вьщержкой по времени для приведения в действие ножей. Узел резки 5 размещен между подающими и отводящими конвейерами и выполнен в виде трех ножей 20-22,
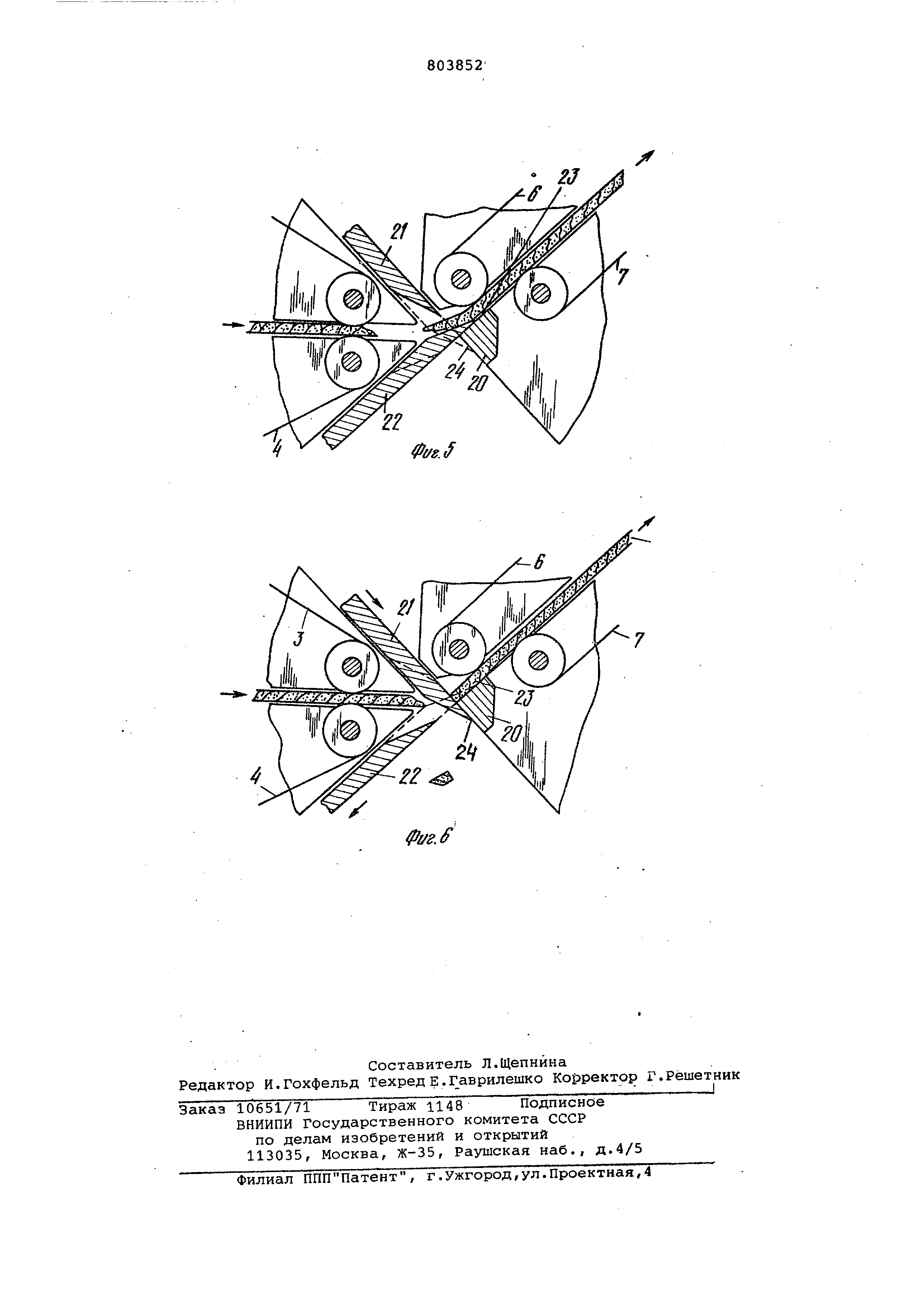
один из которых (20) неподвижный, а два других (21 и 22) подвижные и связаны с приводом. Неподвижный нож 20 двумя взаимно перпендикулярными режущими гранями 23 и 24 прикреплен к державЛе 25, которая крепится к боковым стойкам 2 рамы. Подвижные ножы
21и 22 также прикреплены соответственно к державкам 26 и 27, перемещающимся посредством привода по направляющим 28 и 29. Подвижные ножи 21 и 22 расположены перпендикулярно друг к другу и симметрично относительно подающих конвейеров 3,4, т.е. они расположены под углом 45° относительно плоскости подачи листового материала. Подвижные ножи 21 и
22попеременно взаимодействуют соответственно , с рехсущими гранями 24 и
23неподвижного ножа 20. Режущая кромка неподвижного ножа обращена в сторону подающих конвейеров 3,4 и лежит 3 плоскости подачи листового материала. Привод подвижных ножей 21 и 22 может быть выполнен в виде электродвигателя 30, размещенного
на раме 1, и соединен посредством ременной передачи 31 с электромагнитным тормозом 32, который связан при помощи цепи 33 со звездочкой 34, сидящей на коленчатом валу 35, шарнирно связанном через шатун 36 с рычагом 37. Рычаг 37 расположен на оси 38, а в его плечах 39,40 размещены на подшипниках врагцающиеся эксцентриковые оси 41,42, на которых имеются державки 26 и 27.
Отводящие конвейеры 6 и 7 расположены друг над другом и в зазор между ними подается обрезанный лист 43. В плоскости подачи листа 43 расположена одна из режущих граней неподвижного ножа 19. В данном примере в плоскости подачи листа расположена режущая грань 23. Отводящие конвейеры 6 и 7 могут работать с той же скоростью, что и подающие конвейеры 3,4 от другого электродвигателя (не показан , соединенного с приводными шкивами 44 и 45 отводящих конвейеров .
Устройство работает следующим образом .
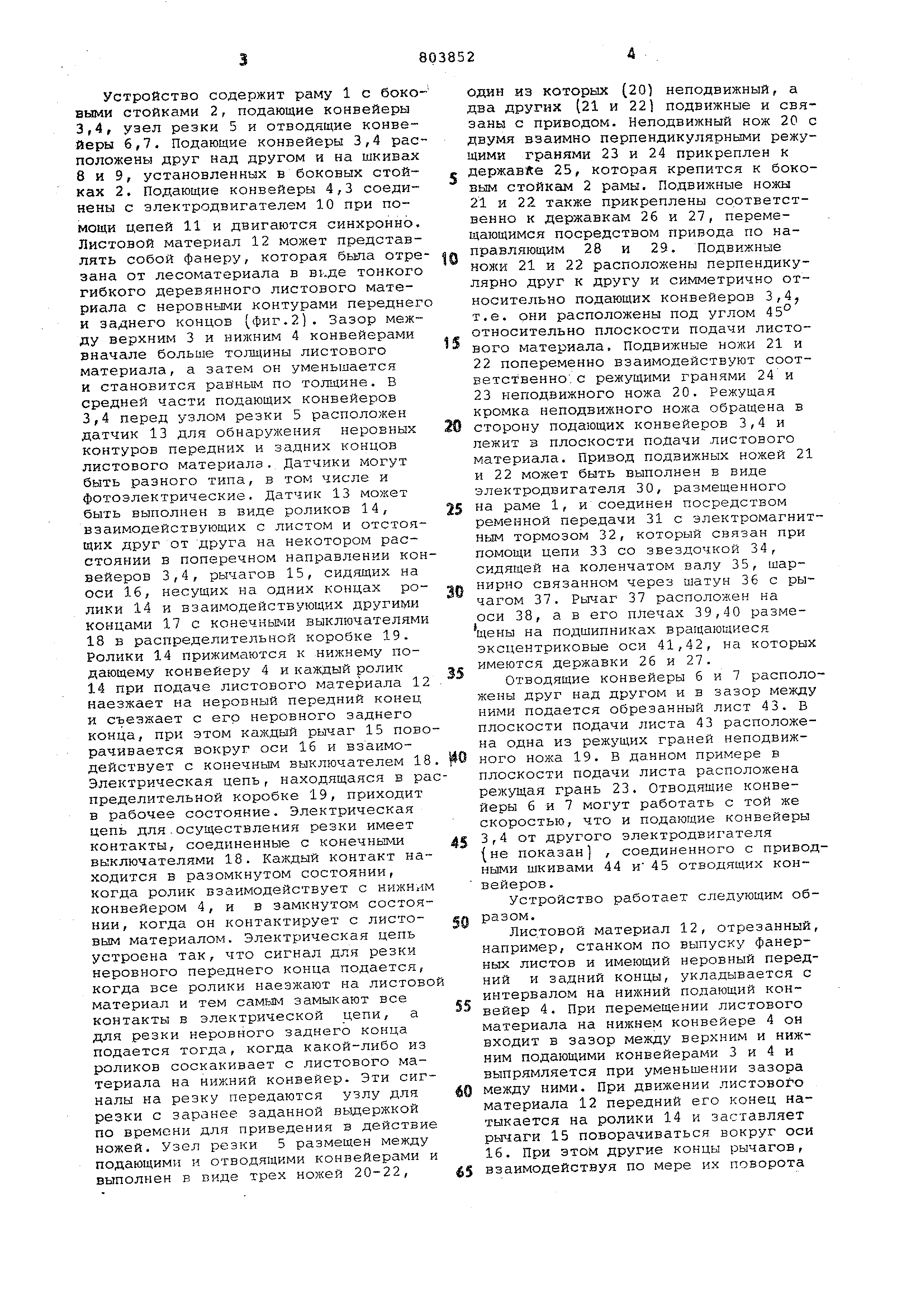
Листовой материал 12, отрезанный, например, станком по выпуску фанерных листов и имеющий неровный передний и задний концы, укладывается с интервалом на нижний подающий конвейер 4. При перемещении листового материала на нижнем конвейере 4 он входит в зазор между верхним и нижним подающими конвейерами 3 и 4 и выпрямляется при уменьшении зазора между ними. При движении листового материала 12 передний его конец натыкается на ролики 14 и заставляет рычаги 15 поворачиваться вокруг оси 16. При этом другие концы рычагов, взаимодействуя по мере их поворота с конечными выключателями, замыкают контакты. Когда будут замкнуты все контакты, подается сигнал на резку с задержкой по времени. При дальней шем движении листового материала ролики начинают соскакивать с неровного заднего конца. В тот момент, когд соскочит с заднего конца первый роли его рычаг поворачивается и контакты размыкаются. Электрическая цепь составлена так, что при размыкании одного из контактов из состояния,ког да все контакты замкнуты, она вновь включается и подается сигнал на отрезку заднего конца с выдержкой по времени. Таким образом, датчик позво ляет отрезать неровные передние и задние концы с минимальной длиной и получать прямоугольные листы с макси мальной длиной. . Сигнал на резку передается электр магнитному тормозу 32, который выключается на заранее заданный интервал времени, в течение которого мощность электродвигателя 30,пере- . дается коленчатому валу 35 через ремень 31, цепь 33 и звездочку 34. При вращении коленчатого вала 35 шатун 36 движется вверх и вниз, а рычаг 37 поворачивается вокруг оси 38. Когда рычаг 37 поворачивается, например, против часовой стрелки нож 21 отходит от неподвижного ножа 20, в то время как нож 22 с державкой 27 перемещается и, взаимодейству с гранью 23 неподвижного ножа 20, производит резку листового материала 12. Возвратно-поступательные движения ножей возможны благодаря эксцентриковым осям, размещенным в трехплечем рычаге, т.е. когда электромагнитный тормоз временно выключается, шатун движется вверх или вниз и подвижные ножи попеременно взаимодействуя с ре жущими, гранями неподвижного ножа, осуществляют рез, отрезанные концы падают в окно между ножами. После отрезки неровного заднего конца предыдущего листового материал подвижные ножи 21 и,22 занимают поло жение, показанное на фиг.З, т.е. под вижный нож 21 взаимодействует с режу щей гранью 24 неподвижного ножа 20, а подвижный нож 22 находится в отведенном положении. Так как подвижный нож 21 перекрывает проход следующему листовому материалу, который подается конвейерами 3,4, то передний конец листового материала, наталкиваясь на нож 21, отклоняется вниз, перемещаясь вдоль него. Когда линия реза переднего конца совмещается с режущей кромкой неподвижного ножа 20, подвижный нож 21 отводится, открывая проход, а подвижный нож 22, перемещаясь и взаимодействуя с режущейгранью, отре зает передний неровный конец (фиг.4} Резка вдоль заранее заданной линии отреза может осуществляться точно, так как сигнал на резку выдается с задержкой с учетом скорости подающих конвейеров. Отрезанный передний конец падает вниз в окно между ножами и удаляется посредством, например, конвейера. После отрезки переднего /конца листовой материал,перемещаясь, входит в зазор между отводящими конвейерами , причем подвижный нож 22 служит направляющей для листового материала. Когда линия отреза зещнего конца совмещается с режущей кромкой неподвижного ножа 20 (фиг.5), ПОДВИЖНЫЙ нож 22 отводится, а подвижный нож 21, перемещаясь и взаимодействуя с гранью 24 неподвижного ножа 20, отрезает задний конец (фиг.6). Отрезанный задний конец падает в окно между ножами и удаляется. Подвижный нож 21, отрезав задний конец, блокирует проход и занимает такое положение до тех пор, пока передний конец следующего листа не отклонится вниз настолько, чтобы линия реза передней кромки совместилась с режущей кромкой неподвижного ножа 20. После этого цикл повторяется. Обрезанный лист 43 перемещается по отводящим конвейерам 6 и 7. Устройство может быть использовано не только для отрезки переднего и заднего концов, но и для дефектных участков с отверстием, в этом случае подвижный нож 21 отрезает переднюю часть дефектного участка, а подвижный нож 22 - его заднюю часть. Устройство позволяет отрезать передние и задние концы листового, материала или вырезать дефектные участки без остановки листового материала . Формула изобретение 1.Устройство для резки листового материала, содержащее подающие и отводящие конвейеры и узел резки, установленный между конвейерами и выполненный в виде трех ножей, один из которых неподвижный, а другой подвижный и взаимодействующий с одной гранью неподвижного ножа, и привода г связанного с подвижным ножом , о тличающе е с я тем, что, с целью упрощения конструкции, третий нож связан с приводом и расположен перпендикулярно подвижному ножу с возможностью взаимодействия с другой гранью неподвижного ножа, а отводящие конвейеры размещены под углом к подающим конвейерам и в плоскости перемещения одного из подвижных ножей. 2.Устройство по П.1, о т л нчающеесп тем, что привод выполн .ен в виде электродвигателя, коленчатого вала, соединрнного с
Электродвигателем через тормоз, и рычага , связанного одним плечом шарнирно через шатун с коленчатым валом, а другим - посредством эксцентриковых осей с подвижными ножами.
3.Устройство по п.1,отлича гаод е е с я тем, что оно снабжено датчиком , расположенным перед узлом резки и вьшолненным в виде ряда рычагов , размещенных на оси, роликов, установленных на одних концах рычагов и взаимодействующих с листовым материалом и конечных выключателей, контактирующих с другими концами рычагов и связанных с приводом узла резки,
Источники информации, принятые во внимание при экспертизе
1.Патент Японии 52-44072, кл. 74 В 15, В 26 О 1/34, 1977.
2.Акцептованная заявка Японии № 47-40392, кл. .74 В 15, 1972.

Реферат
Формула
Комментарии