Пузырек для медикамента, снабженный крышкой, выполненной с возможностью герметизации под действием тепла, и устройство и способ для заполнения пузырька - RU2376220C2
Код документа: RU2376220C2
Чертежи

























































Описание
Текст описания приведен в факсимильном виде.


























































Реферат
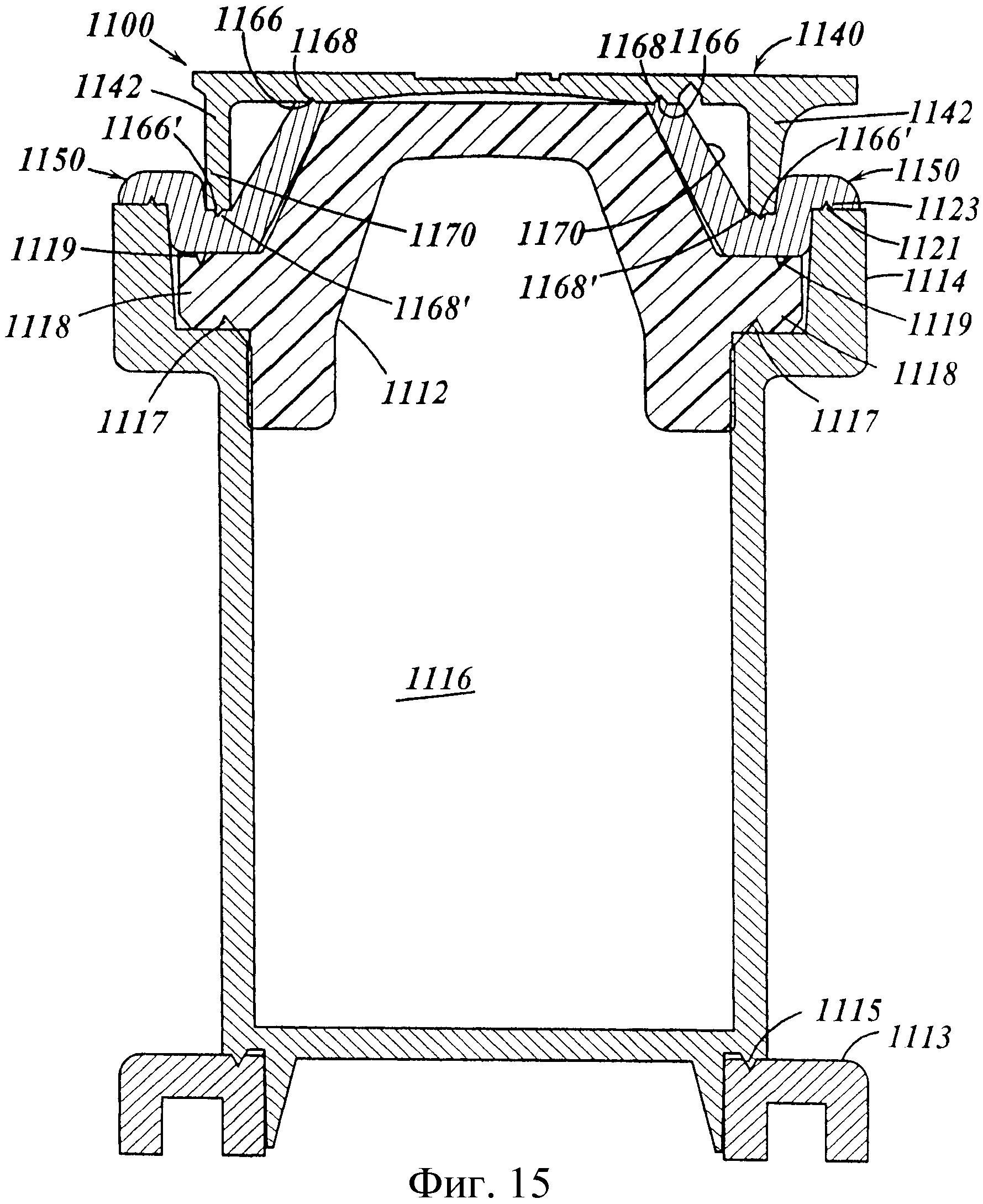
Крышка (110), выполненная с возможностью восстановления герметичности, для пузырька (114) для медикамента, содержит основание (112), изготовленное из вулканизированной резины или иного подобного материала, который не оказывает негативного влияния на содержащийся в пузырьке медикамент, и часть (126), выполненную с возможностью восстановления герметичности, которая расположена поверх основания. Часть (126), выполненная с возможностью восстановления герметичности, изготовлена из полиэтилена низкой плотности или иного подобного материала, и в ней, для введения медикамента в пузырек (114), иглой или другим устройством для инъекций (140) может быть выполнен прокол. До выполнения заполнения крышку (110) присоединяют к пузырьку (114), и конструкцию, представляющую собой пузырек и крышку в сборе, стерилизуют. Затем иглу (140) вводят через крышку (110), и медикамент вводят в пузырек посредством иглы. После извлечения иглы (140) участок крышки, в котором выполнен прокол, расплавляют посредством лазера или при помощи непосредственного теплового нагревания, для того, чтобы герметично закрыть отверстие от иглы, образованное в крышке. В результате повышается герметичность крышки после прокола ее иглой. 3 н. и 46 з.п. ф-лы, 39 ил.
Формула
используют контейнер, содержащий камеру, в которую может быть введено вещество, и термопластичную часть, соединенную с камерой, содержащую участок, в котором иглой может быть выполнен прокол с образованием в нем отверстия от иглы, который выполнен с возможностью восстановления герметичности под воздействием тепла и способен герметично закрывать отверстие от иглы под воздействием лазерного излучения с заранее определенными длиной волны и мощностью, при этом термопластичная часть дополнительно содержит термопластичный корпус с заданной толщиной стенок, содержащий блоксополимер стирола и олефин,
вводят в термопластичную часть заданное количество пигмента, что позволяет корпусу поглощать излучение лазера с заданной длиной волны и предотвращает прохождение излучения через стенки заданной толщины,
присоединяют термопластичную часть к отверстию контейнера для герметизации камеры,
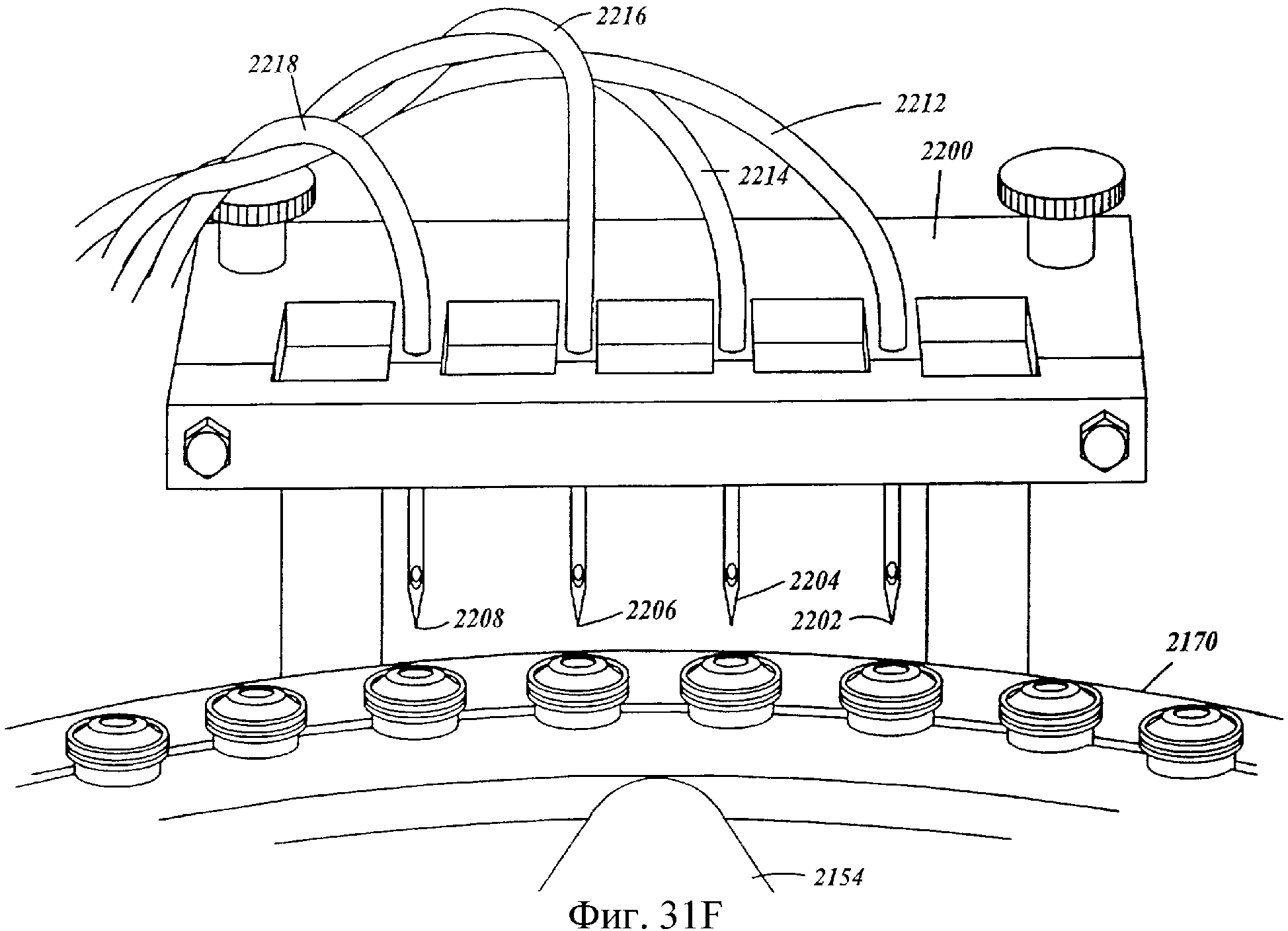
используют иглу, содержащую полый конически заостренный конец и, по крайней мере, одно отверстие для жидкости, расположенное вблизи конца иглы, при этом игла связана с источником заданного вещества,
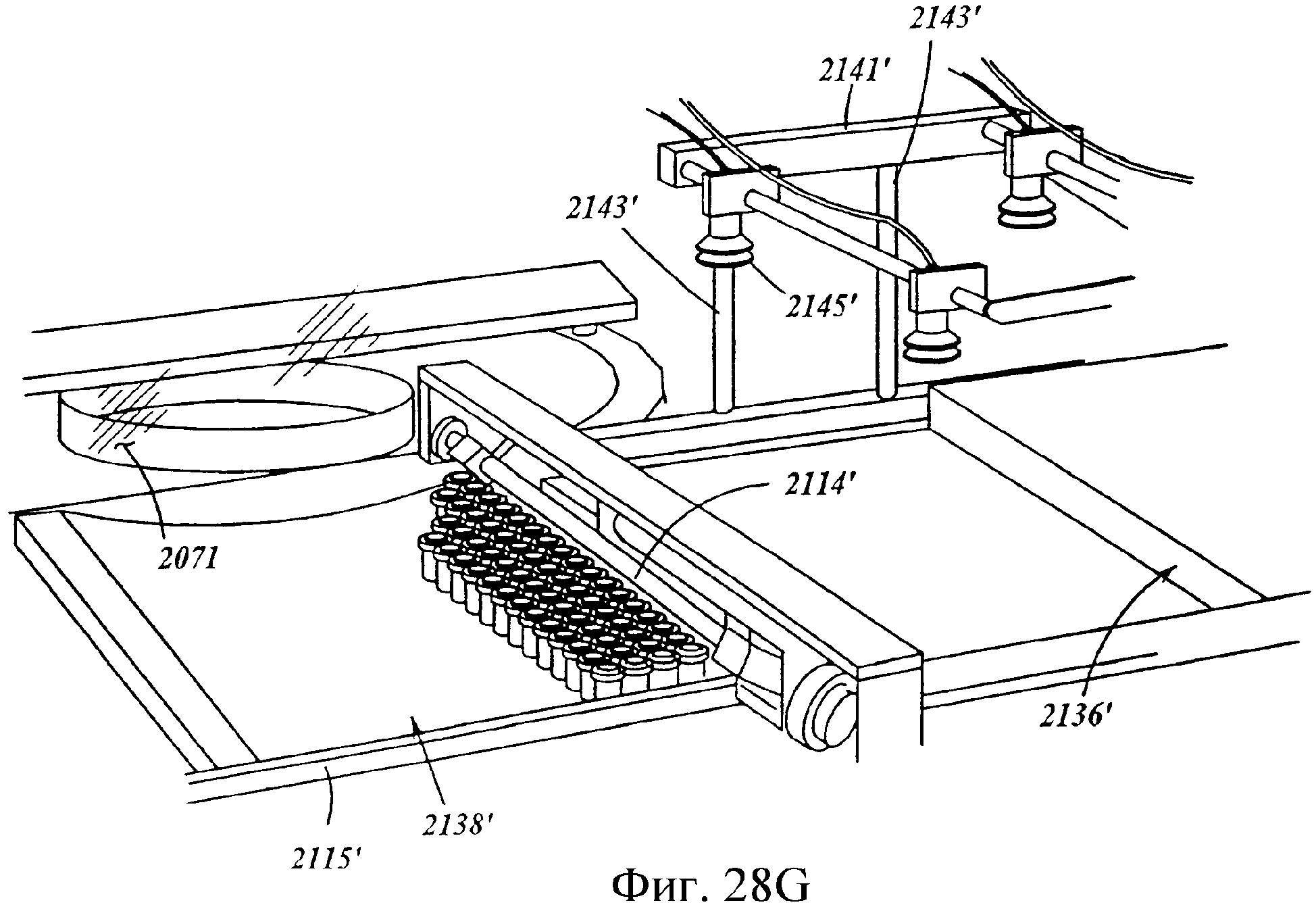
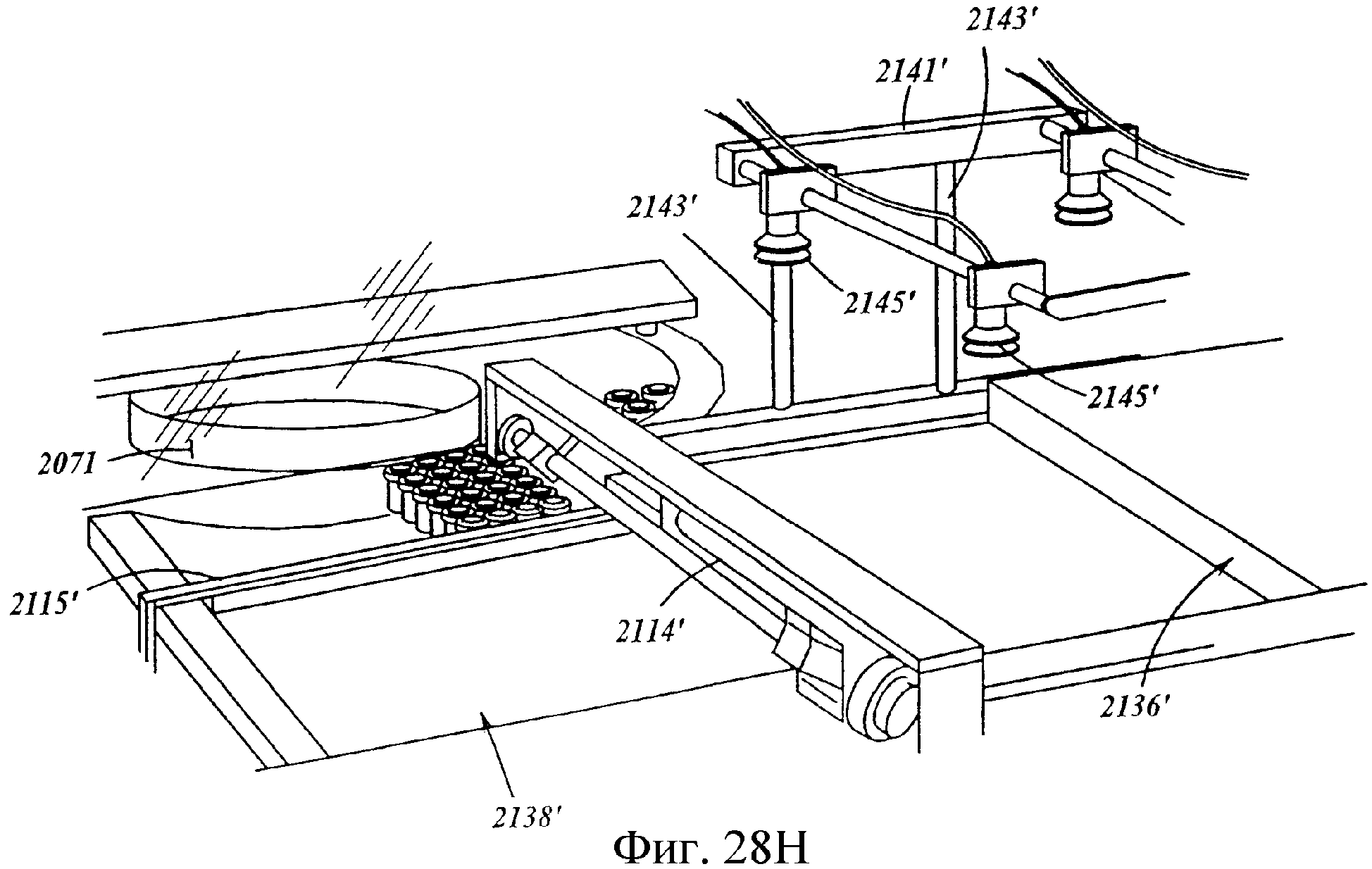
в участок термопластичной части, в котором может быть выполнен прокол, вводят конически заостренный конец иглы так, что через отверстие иглы в камеру контейнера может быть введена жидкость,
в место контакта иглы и термопластичной части вводят смазочное вещество для уменьшения силы трения между этими элементами,
посредством иглы в камеру контейнера вводят заданное вещество и после этого извлекают иглу из термопластичной части,
на участок термопластичной части, в котором выполнен прокол, направляют лазерное излучение с заданными длиной волны и мощностью и герметично закрывают отверстие от иглы, образованное в этом участке, за время, которое составляет менее 2 с.
Комментарии