Устройство, содержащее камеру, для заполнения его веществом, и способ изготовления и заполнения веществом устройства, содержащего камеру - RU2504357C2
Код документа: RU2504357C2
Чертежи
















































Описание
Ссылки, имеющие отношение к данному изобретению.
Данное изобретение представляет собой частичное продолжение заявки США №10/694,364 на выдачу патента, поданной 27 октября 2003 г., озаглавленной «Пузырек для медикамента, снабженный герметизируемой под воздействием тепла крышкой, и устройство и способ для заполнения пузырька» («Medicament Vial Having A Heat-Sealable Cap, And Apparatus and Method For Filling The Vial»), которая представляет собой продолжение аналогично озаглавленной совместно поданной заявки США №10/393,966 на выдачу патента, поданной 21 марта 2003 г., которая является выделенной из аналогично озаглавленной заявки США №09/781,846 на выдачу патента, поданной 12 февраля 2001 г. (в настоящее время по этой заявке выдан патент США №6,604,561, дата выдачи 12 августа 2003 г.), в которой, в свою очередь, заявлен приоритет по аналогично озаглавленной предварительной заявке США №60/182,139 на выдачу патента, поданной 11 февраля 2000 г., и, кроме того, в данной заявке заявлен приоритет по аналогично озаглавленной предварительной заявке США №60/442,526 на выдачу патента, поданной 28 января 2003 г., и по аналогично озаглавленной предварительной заявке США №60/484,204 на выдачу патента, поданной 30 июня 2003 г. Указанные заявки и патент включены в данное описание в качестве ссылки с целью раскрытия данного изобретения.
Область техники.
Данное изобретение относится к герметизируемым под воздействием тепла крышкам или заглушкам для пузырьков или иных контейнеров, которые используют для хранения медикаментов или иных веществ, и в которых стерильный медикамент или иное вещество хранится после временного введения иглы или шприца через крышку или заглушку. Данное изобретение относится также к устройству и способам заполнения таких пузырьков или иных контейнеров.
Уровень техники.
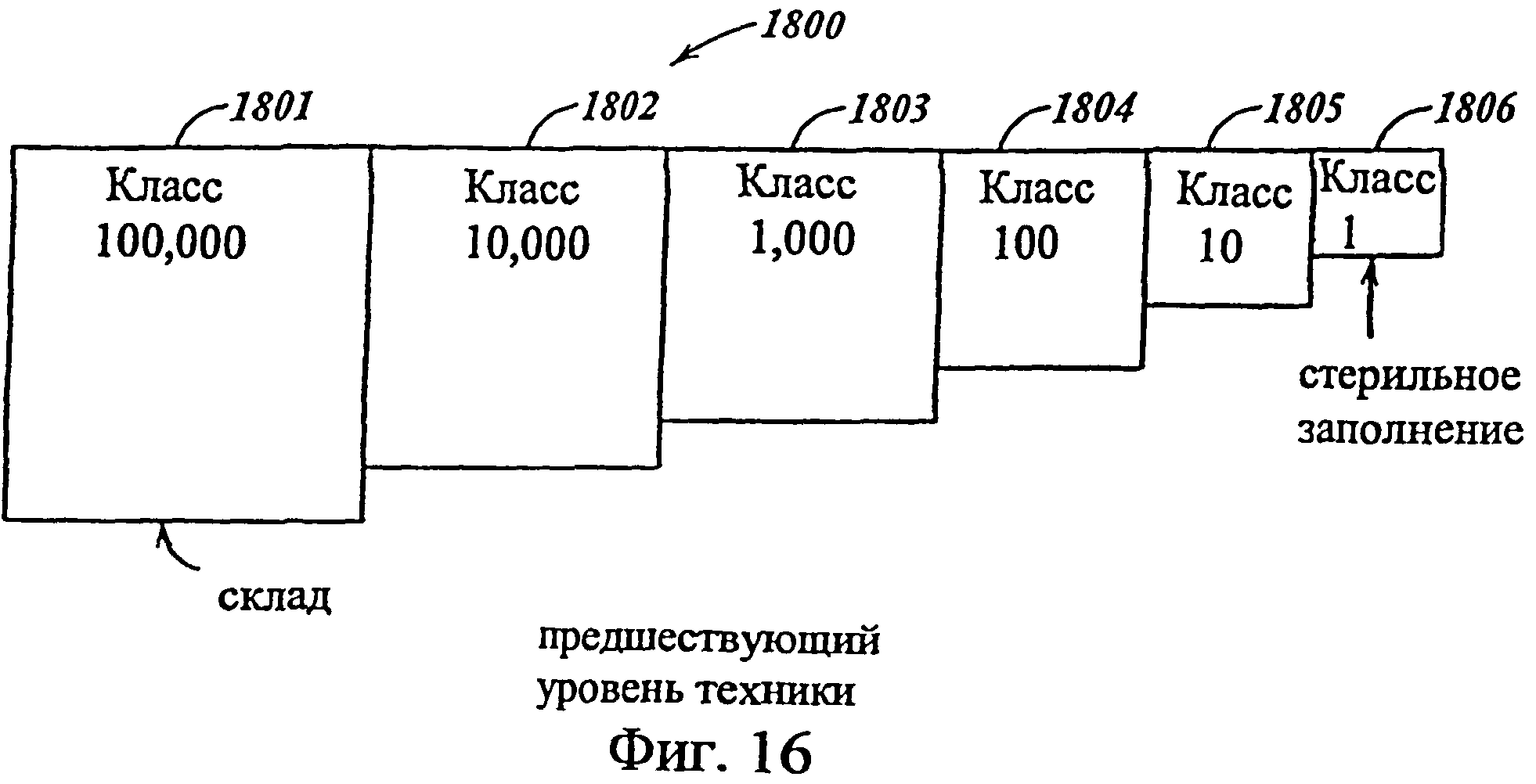
Обычное распределительное устройство для медикаментов содержит корпус, который содержит камеру для хранения, отверстие, через которое выполняют заполнение корпуса жидкостью, и заглушку или крышку для закрывания отверстия, через которое происходило заполнение, после заполнения камеры для хранения, с тем, чтобы медикамент внутри распределительного устройства был герметично закрыт. Для того чтобы заполнить такие известные из уровня техники распределительные устройства стерильной жидкостью или иным веществом, таким, как медикамент, обычно необходимо произвести стерилизацию несобранных компонентов распределительного устройства, например, посредством их обработки в автоклаве и/или гамма излучением Затем подвергшиеся стерилизации компоненты необходимо заполнить и собрать в асептическом изоляторе стерильного устройства для заполнения. В некоторых случаях подвергшиеся стерилизации компоненты хранят во множестве герметично закрытых сумок или в иных стерильных боксах для транспортировки к стерильному устройству для заполнения. В других случаях оборудование для проведения стерилизации расположено на входе стерильного устройства для заполнения В устройстве для заполнения этого типа каждый компонент перемещают с сохранением стерильности внутрь изолятора, камеру для хранения пузырька заполняют жидкостью или иным веществом, прошедшую стерилизацию заглушку соединяют с пузырьком для того, чтобы закрыть отверстие и герметично закрыть жидкость или иное вещество внутри пузырька, после чего, для того, чтобы закрепить заглушку, к пузырьку присоединяют обжимное кольцо.
Одним из недостатков таких известных из уровня техники распределительных устройств, способов и оборудования для заполнения распределительных устройств является то, что процесс заполнения является продолжительным по времени, а выполнение способов и оборудование являются дорогостоящими Кроме того, относительная сложность способов заполнения и оборудования могут привести к большему количеству ненадлежащим образом заполненных (дефектных) распределительных устройств, чем допустимо Так, обычно причин возникновения неудачи столько же, сколько компонентов используют. Во многих случаях используют сложное оборудование для сборки пузырьков или других распределительных устройств, расположенное внутри асептической зоны устройства для заполнения, которое необходимо поддерживать стерильным. Такое оборудование может являться значимым источником нежелательных частиц. Кроме того, использование изоляторов требует поддержания стерильным воздуха внутри бокса-барьера В закрытых барьерных системах неизбежно возникает конвенционный поток, и, следовательно, невозможно достичь ламинарного или в основном ламинарного потока. Когда останавливают работу такого изолятора, нужно проводить тесты внутренней среды, что может занимать несколько, а иногда и много дней, и может привести к повторяющимся перерывам при производстве и к значительному снижению количества готовой продукции производителя медикамента или иной продукции, которую изготавливают с использованием такого оборудования. В области производства такого рода продукции исходящие от правительства регулирующие нормы становятся все более сложными и еще больше увеличивают стоимость и без того дорогих изоляторов и другого подобного оборудования для заполнения. С другой стороны, правительственный ценовой контроль за препаратами для инъекций и вакцинами, включая, например, профилактические медикаменты, уменьшает привлекательность финансовых вложений в такое производство. Соответственно, существует опасение, что только некоторые компании будут способны выдержать такие повышенные уровни инвестиций в стерильное оборудования для заполнения, что приведет к дальнейшему снижению конкуренции на рынке препаратов для инъекций и вакцин.
Учитывая указанные выше и иные факторы, как было установлено автором данного изобретения, желательным является такой способ изготовления и заполнения пузырьков, при котором сначала к пузырьку присоединяют крышку, потом пузырек и крышку в сборе подвергают стерилизации, например, посредством облучения, а затем заполняют пузырек в сборе путем введения иглы или иного подобного элемента для инъекции через крышку и введения медикамента посредством иглы в стерилизованный пузырек. Однако один из недостатков такого подхода заключается в том, что в крышке, после введения иглы или подобного элемента для инъекции и последующего ее/его извлечения, остается небольшое отверстие. Крышку, с целью уменьшения размера отверстия, изготавливают из упругого материала, поэтому отверстие обычно достаточно мало, что предотвращает вытекание медикамента. Однако отверстие обычно недостаточно мало для того, чтобы предотвратить проникновение через него воздуха или иных газов в пузырек, и поэтому наличие подобных отверстий может привести к загрязнению или порче медикамента.
В медицинской практике к медикаментам, таким, как вакцины, принято добавлять консерванты (предохранительные средства) для того, чтобы предотвратить их порчу при воздействии воздуха или других возможных загрязнений. Однако, как было установлено, определенные консерванты способны оказывать на пациентов нежелательное воздействие. Как следствие, многие медикаменты, включая вакцины, не содержат консервантов. Такие медикаменты, в особенности вакцины, не содержащие консервантов, подвержены порче и/или загрязнению при хранении в пузырьке, который содержит в крышке отверстие от иглы, как описано выше.
Следовательно, целью данного изобретения является устранение одного или нескольких отмеченных выше недостатков предшествующего уровня техники.
Раскрытие изобретения.
Согласно одному из аспектов данного изобретения, оно представляет собой крышку для пузырька для медикамента, выполненную с возможностью восстановления герметичности, содержащую основание, изготовленное из вулканизированной резины или подобного материала, который не оказывает негативного влияния на содержащийся в пузырьке медикамент, и часть, выполненную с возможностью восстановления герметичности, которая расположена поверх основания. Часть, выполненная с возможностью восстановления герметичности, изготовлена из полимерного материала, который способен восстанавливать свою герметичность, такого, как, например, полиэтилен низкой плотности, и в этой части может быть выполнен прокол посредством иглы или подобного элемента для заполнения с целью введения медикамента в пузырек. После удаления иглы участок, в котором выполнен прокол, может быть герметизирован под воздействием тепла с тем, чтобы камера, в которой размещен медикамент, поддерживалась в герметично закрытом состоянии.
Согласно другому аспекту данное изобретение относится к устройству и способу заполнения заданным медикаментом пузырька, выполненного с возможностью восстановления герметичности. В способе выполняют следующие стадии: используют пузырек, в котором крышка, выполненная с возможностью восстановления герметичности, содержит основание, которое выполнено в основном неплавким при воздействии на него тепла, при этом часть, выполненная с возможностью восстановления герметичности, совместима с заданным медикаментом с точки зрения воздействия на нее этого медикамента и возможности герметизации медикамента внутри пузырька, при этом часть, выполненная с возможностью восстановления герметичности, расположена поверх основания и способна плавиться при воздействии на нее тепла, и блокирующий элемент, прикрепляемый к крышке и пузырьку для закрепления крышки на пузырьке. До заполнения пузырька медикаментом крышку, выполненную с возможностью восстановления герметичности, и блокирующий элемент прикрепляют к пузырьку, создавая тем самым в основном газонепроницаемый герметичный слой между крышкой и пузырьком. После этого собранные вместе крышку, пузырек и блокирующий элемент подвергают стерилизации, например, посредством обработки бета или гамма излучением. После этого сквозь крышку, выполненную с возможностью восстановления герметичности, вводят иглу (или иной подобный элемент для инъекции), и заданный медикамент вводят внутрь пузырька посредством иглы. В одном из вариантов выполнения данного изобретения игла является «двуполостной», содержащей расположенный по центру канал для размещения заданного медикамента и введения его в пузырек и круговой канал, соединенный с источником вакуума, предназначенный для отвода из пузырька замещаемого воздуха или иных газов или паров. После заполнения пузырька медикаментом иглу извлекают из крышки и на участок, в котором выполнен прокол, части, выполненной с возможностью восстановления герметичности, воздействуют теплом таким образом, чтобы расплавить этот участок и образовать газонепроницаемый слой между участком, в котором был выполнен прокол, и внутренней частью пузырька Предпочтительно, до введения иглы в крышку, участок, в котором может быть выполнен прокол, подвергают прижиганию, например, при помощи непосредственного теплового прижигания или прижигания посредством лазера или иного излучения, для того, чтобы обеспечить поддержание стерильности в процессе сборки и заполнения.
Согласно другому аспекту данное изобретение относится к заглушке, выполненной с возможностью восстановления герметичности, и к конструкции, включающей в себя заглушку, выполненную с возможностью восстановления герметичности, и содержащей контейнер, заглушку, выполненную с возможностью восстановления герметичности для герметичного закрывания заданного вещества внутри контейнера, и блокирующий элемент, прикрепляющий заглушку к контейнеру. Заглушка, выполненная с возможностью восстановления герметичности, содержит корпус с заданной толщиной стенок в аксиальном направлении, участок, в котором иглой может быть выполнен прокол, в который вводят иглу, после чего в нем образуется отверстие от иглы, при этом указанный участок способен восстанавливать свою герметичность под воздействием тепла так, что посредством применения лазерного излучения заданной длины волны и мощности, исходящего от источника лазерного излучения, отверстие от иглы герметично закрывается. Участок, в котором иглой может быть выполнен прокол, имеет заданные цвет и непрозрачность, такие, что (i) происходит значительное поглощение лазерного излучения заданной длины волны и в значительной степени предотвращается прохождение излучения через стенки заданной толщины, и (ii) излучение лазера заданной длины волны и мощности способно за заданное время герметично закрыть отверстие от иглы, выполненное в участке, в котором иглой может быть выполнен прокол. Конструкция дополнительно содержит устройство для заполнения, содержащее иглу, которую вводят в заглушку, выполненную с возможностью восстановления герметичности, и посредством которой через заглушку в контейнер вводят вещество, при этом доступ к источнику вещества может быть получен посредством иглы, через которую вещество вводят в контейнер, а источник лазерного излучения расположен так, чтобы подавать излучение лазера заданной длины волны и мощности на заглушку, выполненную с возможностью восстановления герметичности.
Согласно другому аспекту данное изобретение относится к термопластичной заглушке, содержащей участок, в котором иглой может быть выполнен прокол с образованием в нем отверстия от иглы, и который способен восстанавливать свою герметичность под воздействием тепла, так, что посредством применения лазерного излучения заданной длины волны и мощности отверстие от иглы герметично закрывается. Заглушка содержит термопластичный корпус с заданной толщиной стенок в аксиальном направлении, при этом термопластичный корпус содержит: (i) блоксополимер стирола, (ii) олефин, (iii) заданное количество пигмента, что позволяет корпусу в значительной степени поглощать излучение лазера заданной длины волны и в значительной степени предотвращает прохождение излучения через стенки заданной толщины, и позволяет герметично закрыть отверстие от иглы, выполненное в участке, в котором иглой может быть выполнен прокол, за заданное время, которое составляет менее примерно 2 секунд, (iv) заданное количество смазочного вещества, которое уменьшает силу трения в месте контакта иглы и корпуса при введении в него иглы.
Согласно другому аспекту данное изобретение относится к термопластичной заглушке, содержащей участок, в котором иглой может быть выполнен прокол с образованием в нем отверстия от иглы, и который способен восстанавливать свою герметичность под воздействием тепла, так что посредством применения лазерного излучения с заданными длиной волны и мощностью отверстие от иглы герметично закрывается. Заглушка содержит термопластичный корпус с заданной толщиной стенок в аксиальном направлении, содержащий: (i) первый полимерный материал в количестве от примерно 80% до примерно 97% по весу, который обладает первым удлинением, (ii) второй полимерный материал в количестве от примерно 3% до примерно 20% по весу, который обладает вторым удлинением, которое меньше, чем первое удлинение первого материала, (iii) пигмент в таком количестве, которое позволяет корпусу в значительной степени поглощать излучение лазера заданной длины волны и в значительной степени предотвращает прохождение излучения через стенки заданной толщины, что позволяет герметично закрывать отверстие от иглы, выполненное в участке, в котором иглой может быть выполнен прокол, за заданное время, которое составляет менее примерно 2 секунд, (iv) смазочное вещество в количестве, которое уменьшает силу трения в месте контакта иглы и корпуса при введении в него иглы.
Согласно другому аспекту изобретение представляет собой способ изготовления и заполнения пузырька заданным медикаментом, в котором выполняют следующие стадии:
(i) изготавливают термопластичную заглушку, содержащую участок, в котором иглой может быть выполнен прокол с образованием в нем отверстия от иглы, и который способен восстанавливать свою герметичность под воздействием тепла, так что посредством применения лазерного излучения с заданными длиной волны и мощностью отверстие от иглы герметично закрывается, при этом заглушка содержит термопластичный корпус с заданной толщиной стенок в аксиальном направлении и содержит блок-сополимер стирола и олефин,
(ii) вводят в термопластичную заглушку заданное количество пигмента, что позволяет корпусу в значительной степени поглощать излучение лазера с заданной длиной волны и в основном предотвращает прохождение излучения через стенки заданной толщины,
(iii) присоединяют заглушку к открытому концу пузырька, задавая герметичную камеру между заглушкой и пузырьком,
(iv) используют иглу, содержащую полый конически-заостренный конец и, по крайней мере, одно отверстие для жидкости, расположенное вблизи конца иглы, при этом игла связана с источником заданного медикамента,
(v) в участок заглушки, в котором может быть выполнен прокол, вводят конически-заостренный конец иглы, так, что через отверстие иглы в камеру пузырька может быть введена жидкость,
(vi) в место контакта иглы и заглушки вводят смазочное вещество для уменьшения силы трения между этими элементами,
(vii) посредством иглы в камеру пузырька вводят заданный медикамент и после этого извлекают иглу из заглушки,
(viii) на участок заглушки, в котором выполнен прокол, направляют лазерное излучение с заданными длиной волны и мощностью, и герметично закрывают отверстие от иглы, образованное в этом участке, за время, которое составляет менее примерно 2 секунд.
Одним из преимуществ устройства и способа по данному изобретению является то, что крышки и блокирующие элементы прикрепляют к пузырькам до их заполнения, что позволяет поддерживать стерильные условия в процессе заполнения и устраняет необходимость проводить сборку пузырьков в стерильной среде. В результате использование устройства и способа по данному изобретению позволяет значительно уменьшить продолжительность и стоимость обработки по сравнению с теми же показателями для пузырьков и систем для заполнения, известных из уровня техники, и, кроме того, значительно повышает уверенность в сохранении стерильности в процессе сборки и заполнения.
Другие преимущества данного изобретения станут более понятными из приведенного ниже подробного описания и сопроводительных чертежей.
Краткое описание чертежей.
На Фиг.1 схематично показано поперечное сечение концевой крышки для пузырька для медикамента, известной из уровня техники, с частичным пространственным разделением деталей.
На Фиг.2 показано поперечное сечение крышки, выполненной с возможностью восстановления герметичности, согласно варианту выполнения данного изобретения, с частичным пространственным разделением деталей.
На Фиг.3 показано поперечное сечение крышки, выполненной с возможностью восстановления герметичности, показанной на Фиг.2, с частичным пространственным разделением деталей, при этом крышка показана с иглой для инъекций или шприцом, введенной(ым) через концевую крышку с целью введения медикамента в пузырек, и с вентиляционной иглой или шприцом, введенной(ым) через концевую крышку для осуществления отвода воздуха из пузырька в процессе заполнения его медикаментом.
На Фиг.4 показано поперечное сечение другого варианта выполнения крышки, выполненной с возможностью восстановления герметичности, и пузырька по данному изобретению.
На Фиг.5 показано поперечное сечение обжимного блокирующего элемента, показанного на Фиг.4, используемого для прикрепления крышки, выполненной с возможностью восстановления герметичности, к пузырьку.
На Фиг.6 показано поперечное сечение основания крышки, выполненной с возможностью восстановления герметичности, показанной на Фиг.4, изготовленного из материала (например, из вулканизированной резины), совместимого с заданным медикаментом, который герметично закрывают внутри пузырька.
На Фиг.7 показано поперечное сечение части, выполненной с возможностью восстановления герметичности, крышки, показанной на Фиг.4, изготовленной из материала, который может плавиться при приложении к нему термальной энергии (тепла), что позволяет герметизировать крышку после введения в нее и извлечения из нее иглы или иного подобного инструмента.
На Фиг.8 в увеличении показана часть поперечного сечения части, выполненной с возможностью восстановления герметичности, показанной на Фиг 7, причем на чертеже показана часть, в которой может быть выполнен прокол, в которую вводят иглу или подобный инструмент.
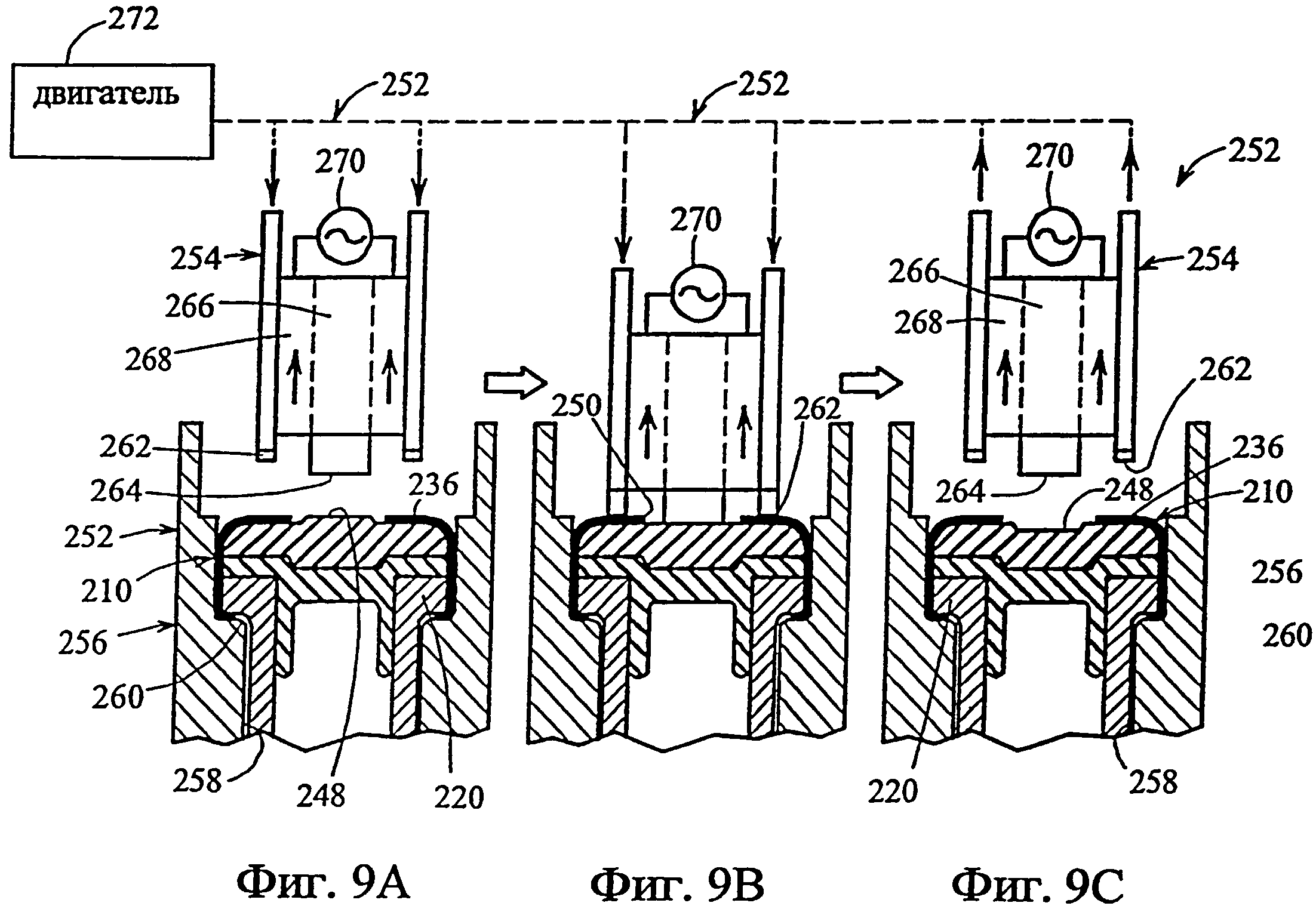
На Фиг.9А-9С в схематичном виде последовательно показаны поперечные сечения, иллюстрирующие устройство и способ по данному изобретению, предназначенные для стерилизации части, выполненной с возможностью восстановления герметичности, крышки при помощи непосредственного теплового прижигания до введения в нее иглы для заполнения или иного подобного инструмента.
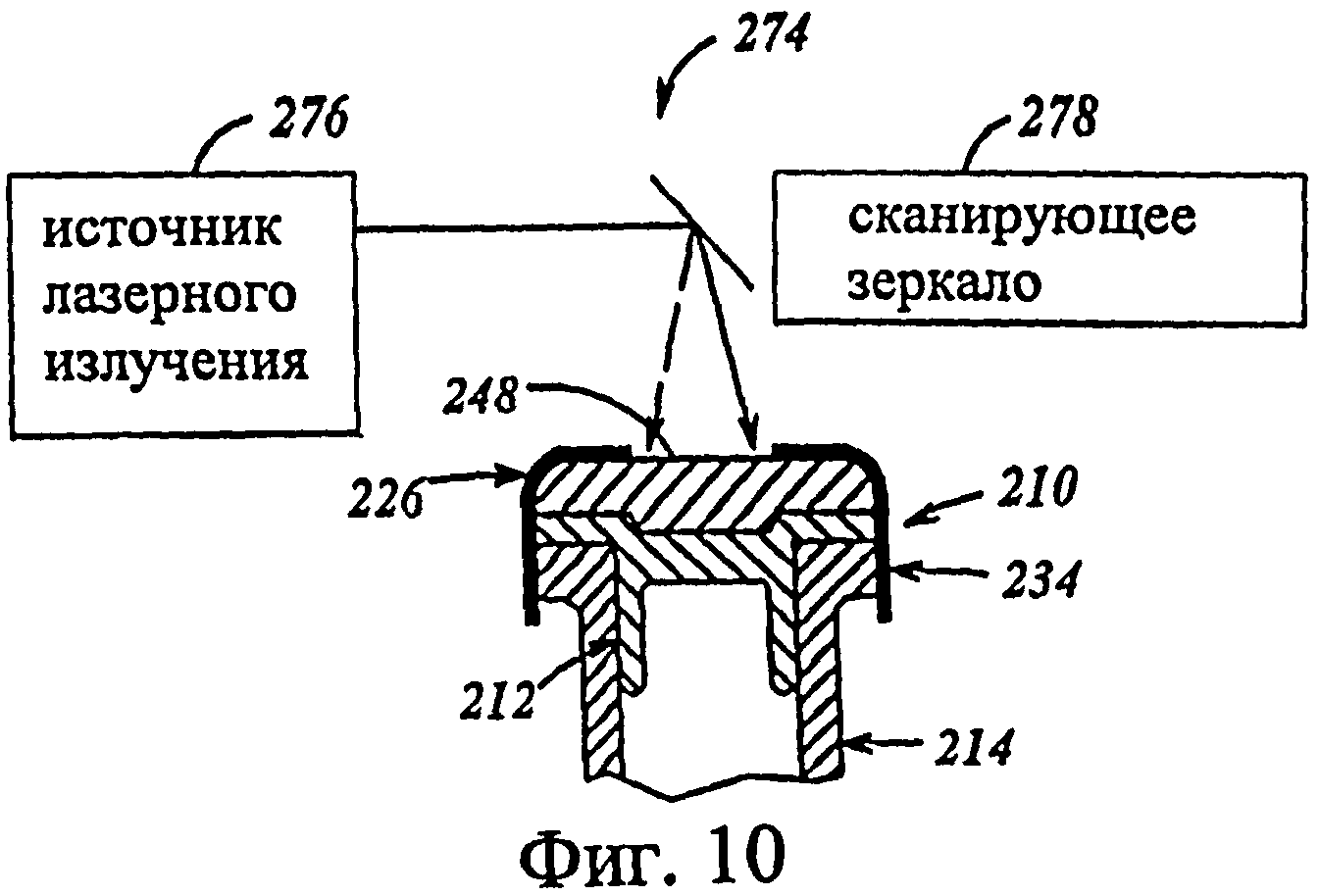
На Фиг 10. в схематичном виде показана часть поперечного сечения устройства по данному изобретению для стерилизации части, выполненной с возможностью восстановления герметичности, крышки при помощи прижигания лазером до введения в нее иглы для заполнения или иного подобного инструмента.
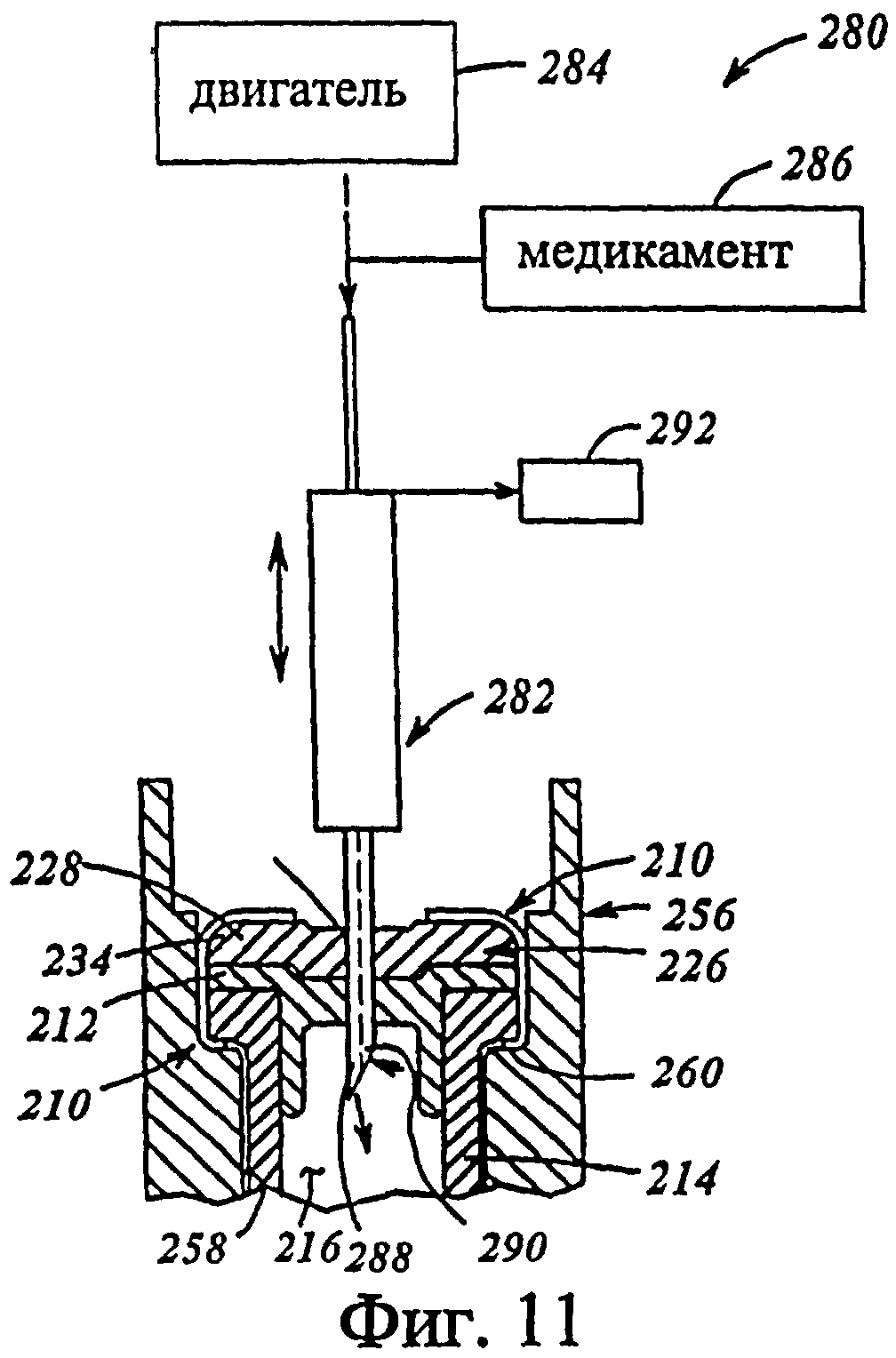
На Фиг.11 в схематичном виде показана часть поперечного сечения устройства по данному изобретению для заполнения с помощью иглы заданным медикаментом конструкции, представляющей собой собранные вместе крышку, пузырек и блокирующий элемент.
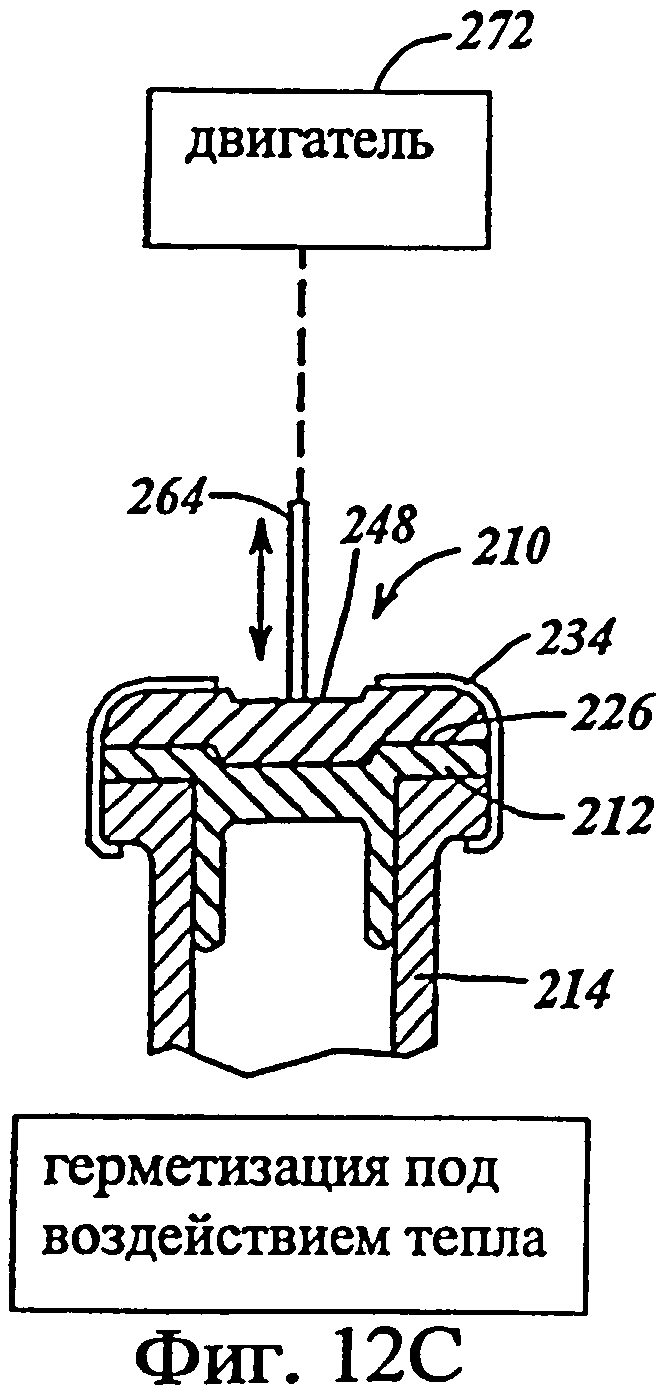
На Фиг.12A-12D в схематичном виде последовательно показаны поперечные сечения, иллюстрирующие устройство и способ по данному изобретению, предназначенные для герметизации участка, в котором выполнен прокол, части, выполненной с возможностью восстановления герметичности, крышки при помощи непосредственного теплового прижигания после извлечения из него иглы.
На Фиг.13А-13С в схематичном виде последовательно показаны поперечные сечения, иллюстрирующие устройство и способ по данному изобретению, предназначенные для герметизации участка, в котором выполнен прокол, части, выполненной с возможностью восстановления герметичности, крышки при помощи лазера после извлечения из него иглы.
На Фиг.14 показано поперечное сечение другого варианта выполнения пузырька в сборе, содержащего заглушку по данному изобретению, выполненную с возможностью восстановления герметичности.
На Фиг.15 показано поперечное сечение другого варианта выполнения пузырька в сборе, содержащего заглушку по данному изобретению, выполненную с возможностью восстановления герметичности.
На Фиг.16 представлены изображение традиционного оборудования и иллюстрация использования способа стерильного заполнения контейнера медикаментом, предназначенным для внутривенных инъекций, или другими стерильными веществами.
На Фиг.17 представлено оборудование и показано выполнение способа стерильного заполнения контейнера медикаментом или иными стерильными веществами согласно другому аспекту данного изобретения
На Фиг 18 показан общий вид устройства для заполнения согласно другому аспекту данного изобретения.
На Фиг.19 показан общий вид устройства для заполнения, показанного на Фиг.18, при этом устройство содержит пару перчаток, прикрепленных к портам для перчаток для того, чтобы пользователь мог иметь доступ внутрь устройства для заполнения, и мешок, образующий стерильный бокс, прикрепленный к стерильному порту, через который осуществляют перемещение предметов в стерильное или асептическое внутреннее пространство устройства для заполнения или из него.
На Фиг.20 схематично показан общий вид устройства для заполнения, показанного на Фиг.18 и 19.
На Фиг.21 схематично показана часть поперечного сечения устройства для заполнения, показанного на Фиг.18-20, при этом некоторые детали не показаны для улучшения понимания конструкции
На Фиг.22 показан общий вид барьера устройства для заполнения, показанного на Фиг.18-20
На Фиг.23 показан вид сбоку устройства для заполнения, показанного на Фиг 18-20, при этом некоторые детали не показаны для улучшения понимания конструкции.
Фиг.24, 25, 26А и 26В представляют собой общие виды, показанные в увеличении, подающего узла и узла для заполнения устройства для заполнения, показанного на Фиг.18-20, причем барьер на чертеже не показан.
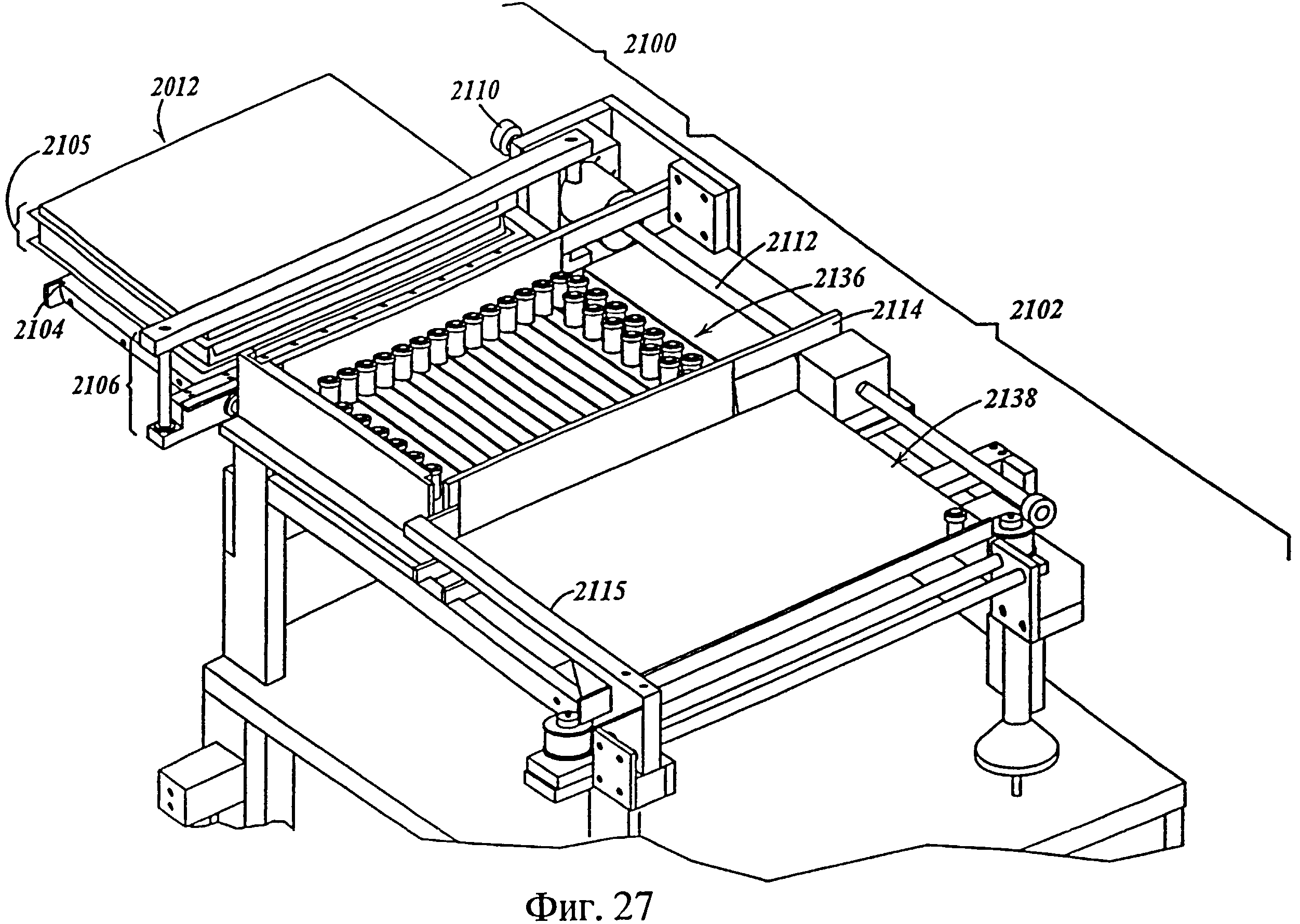
Фиг.27 представляет собой показанную в еще большем увеличении часть общего вида подающего узла, показанного на Фиг.26.
Фиг.28 представляет собой показанную в еще большем увеличении часть общего вида части подающего узла, показанной на Фиг.27.
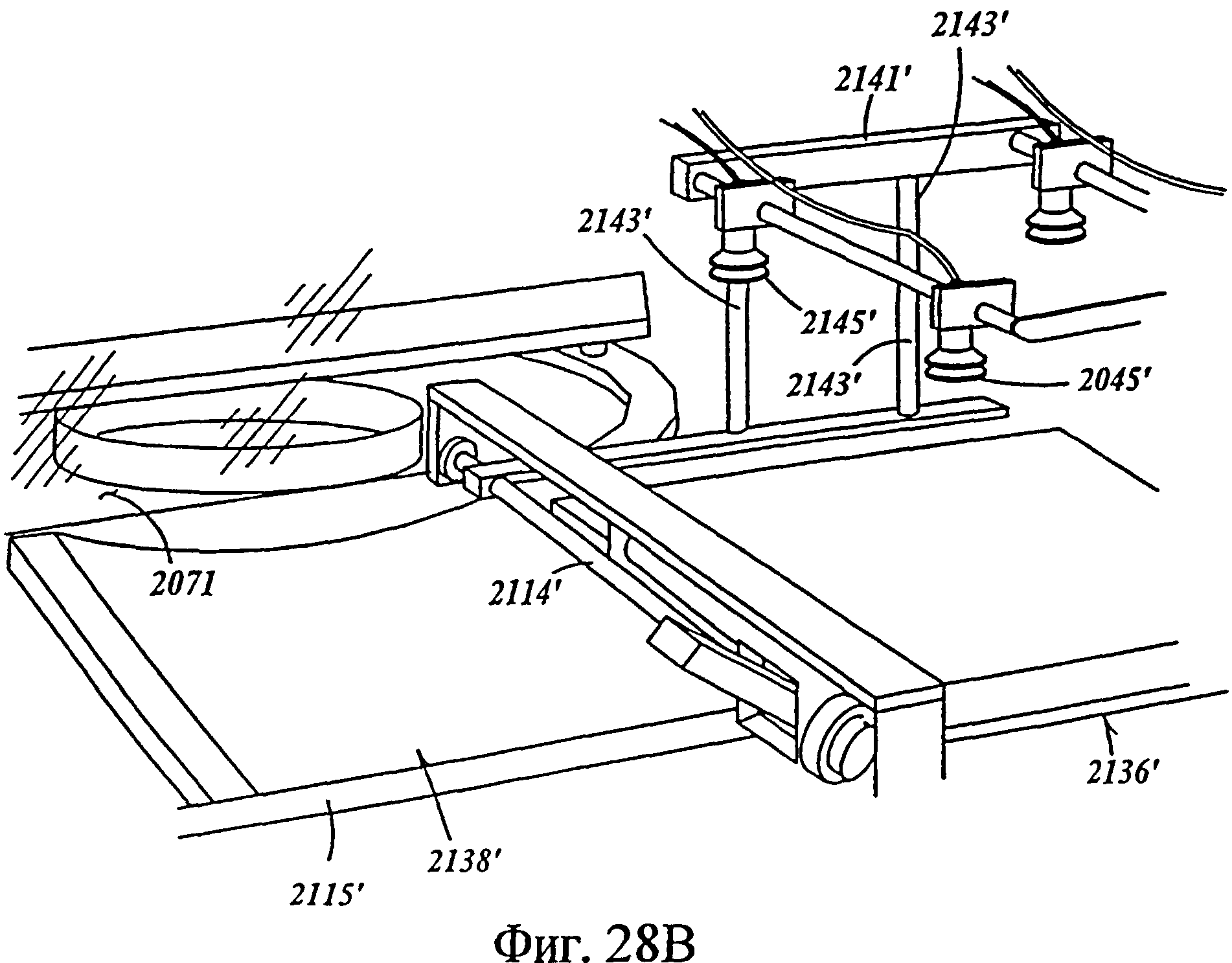
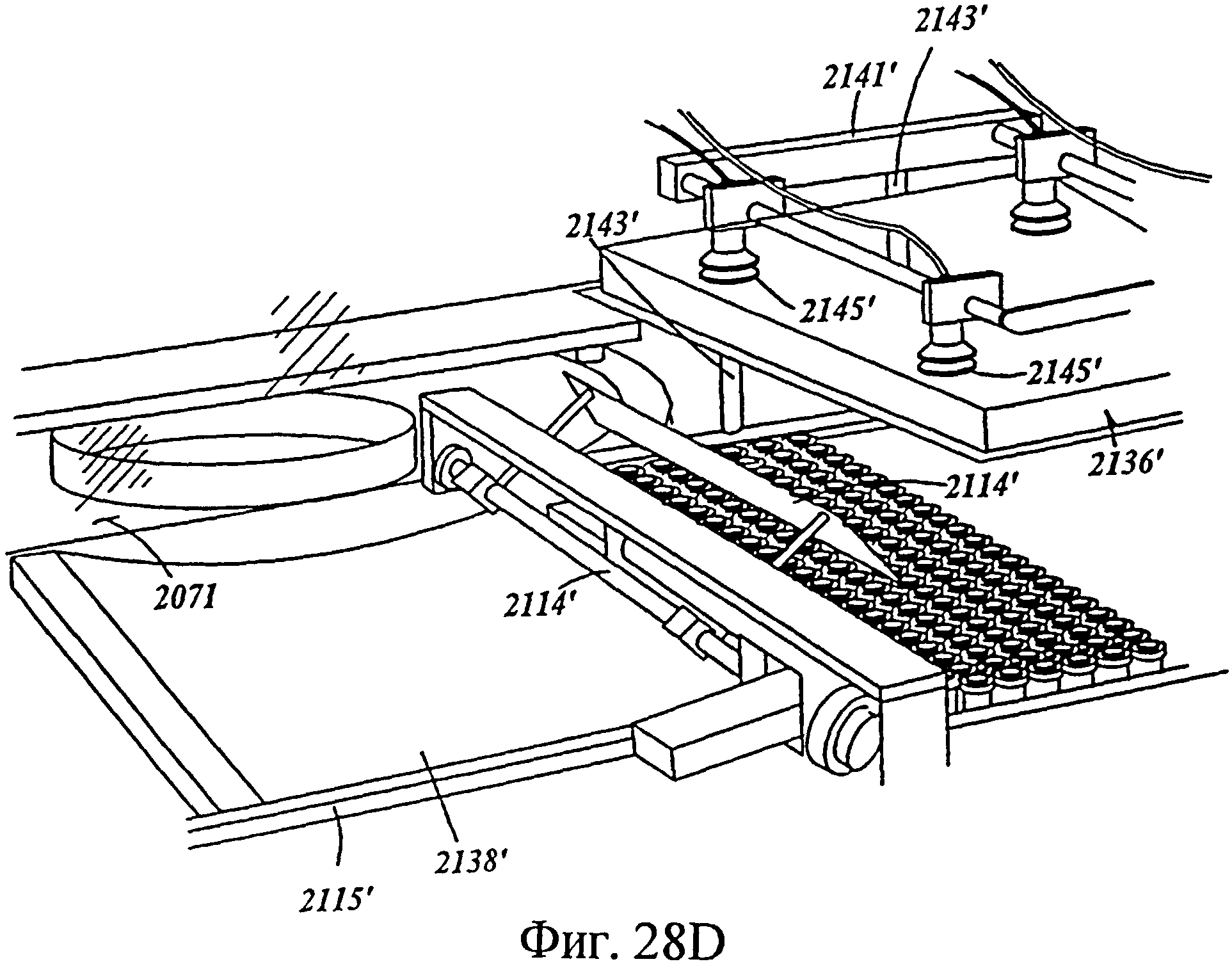
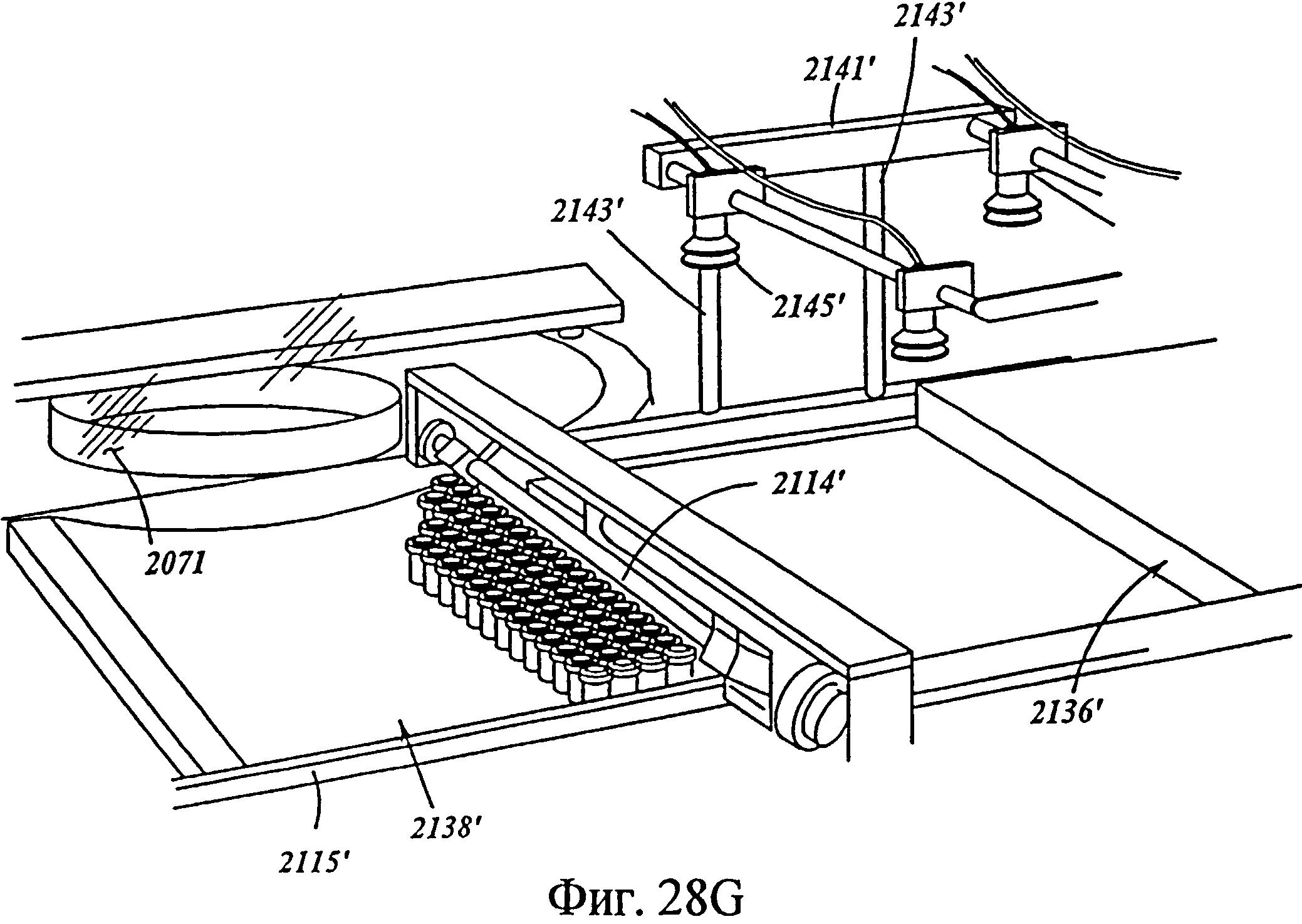
На Фиг.28А-28I показана часть общего вида альтернативного варианта выполнения подающего узла устройства для заполнения, показанного на Фиг.18-20, при этом последовательно показана подача лотка с пузырьками в подающий узел и затем на поворотную платформу узла для заполнения стерильного устройства для заполнения.
На Фиг.29 проиллюстрирован другой вариант выполнения конструкции лотка, который может быть использован для загрузки пузырьков или иных контейнеров в подающий узел.
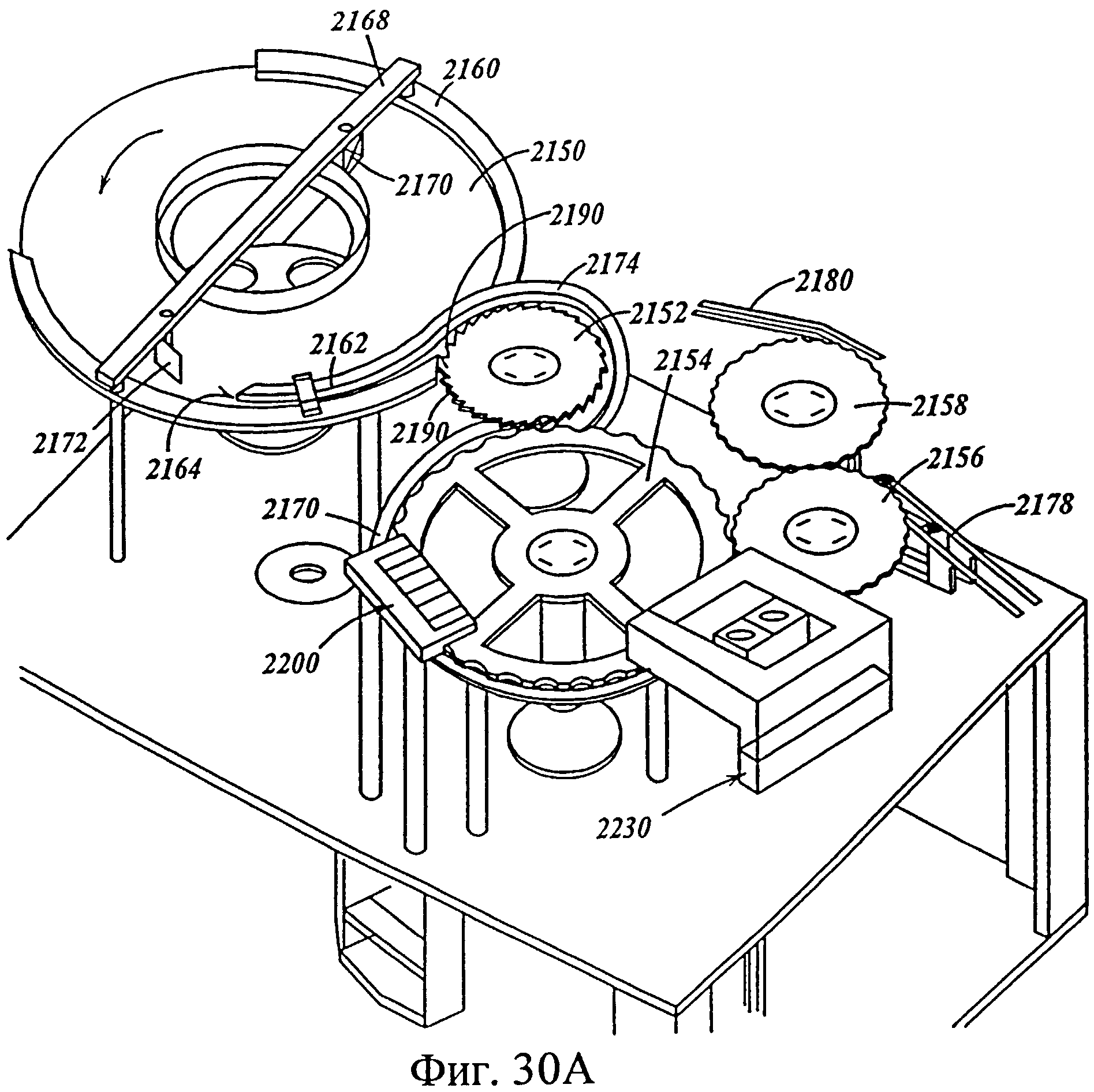
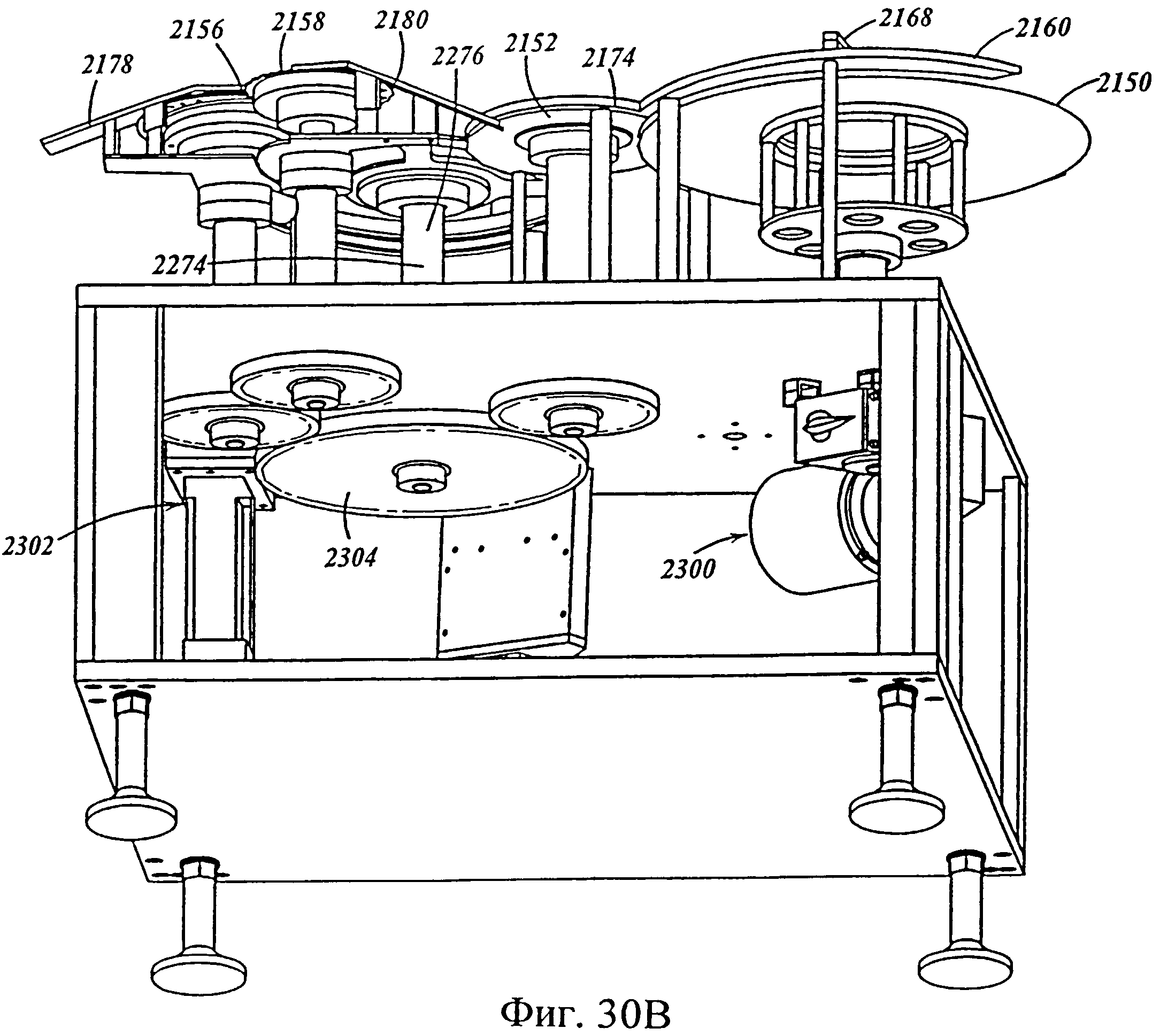
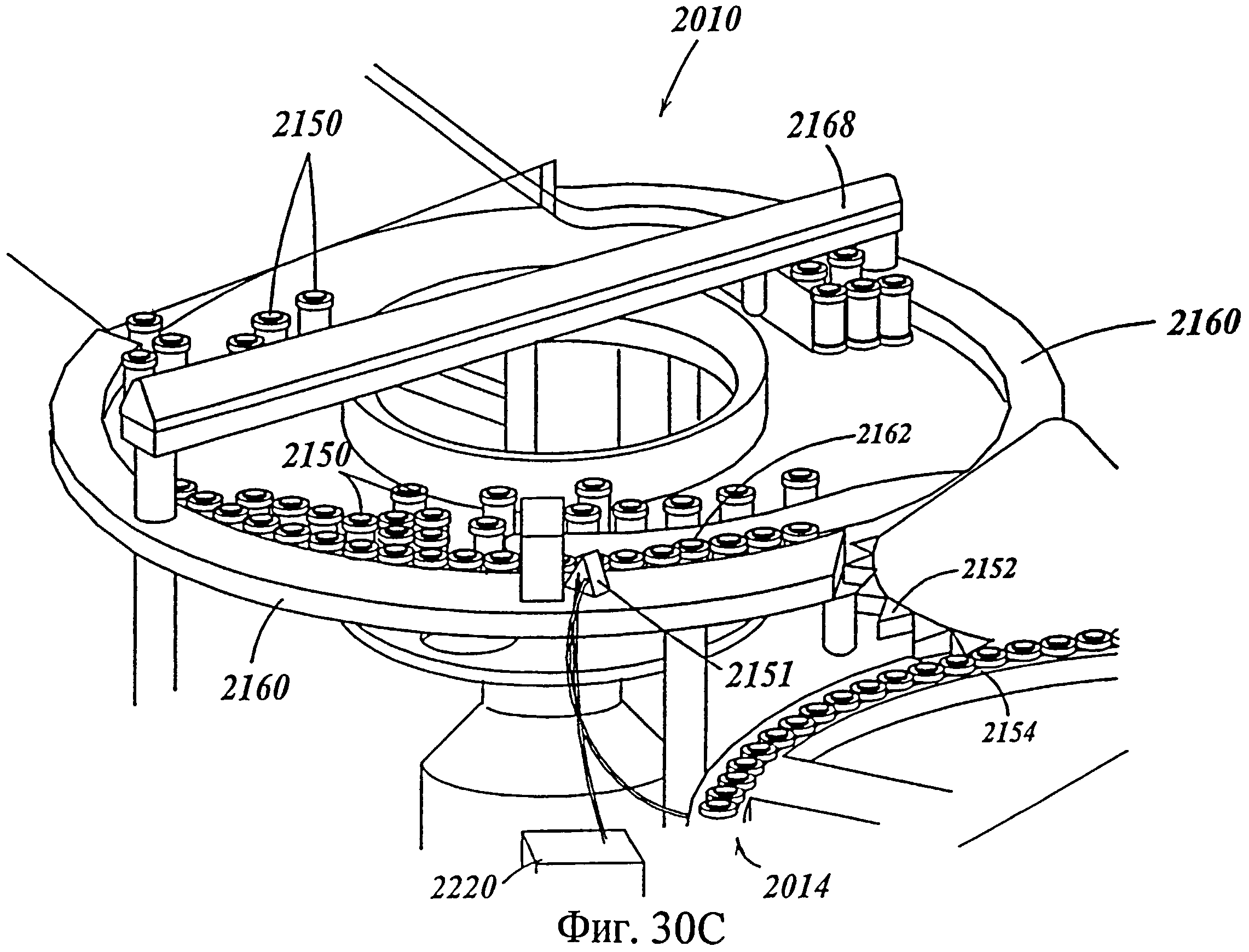
На Фиг.30A-30F в увеличении показаны общие виды узла для заполнения устройства для заполнения, показанного на Фиг.18-20, причем на чертеже показан один из вариантов выполнения используемого осуществляющего герметизацию с помощью лазера и инфракрасного сенсорного трубопровода.
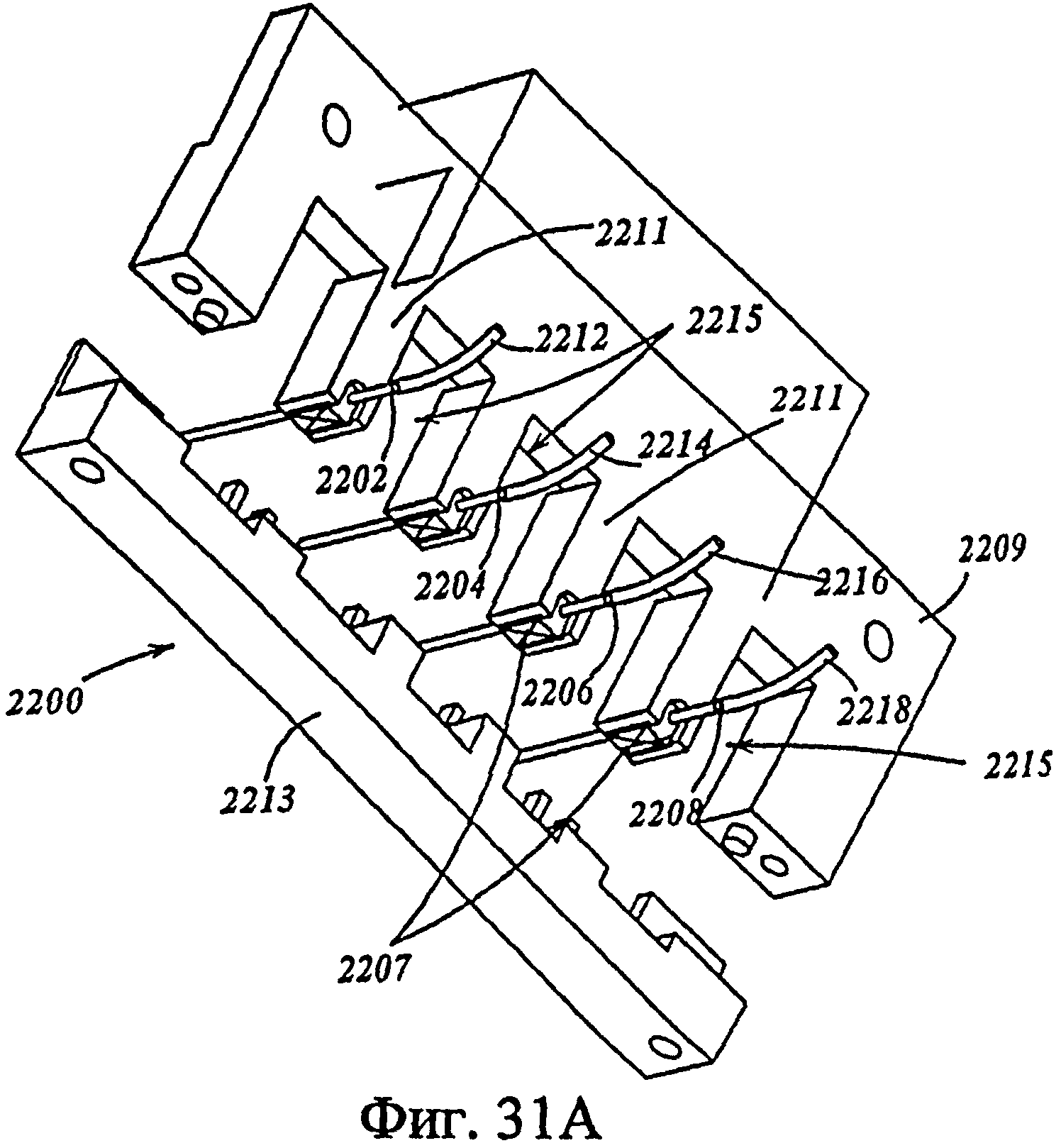
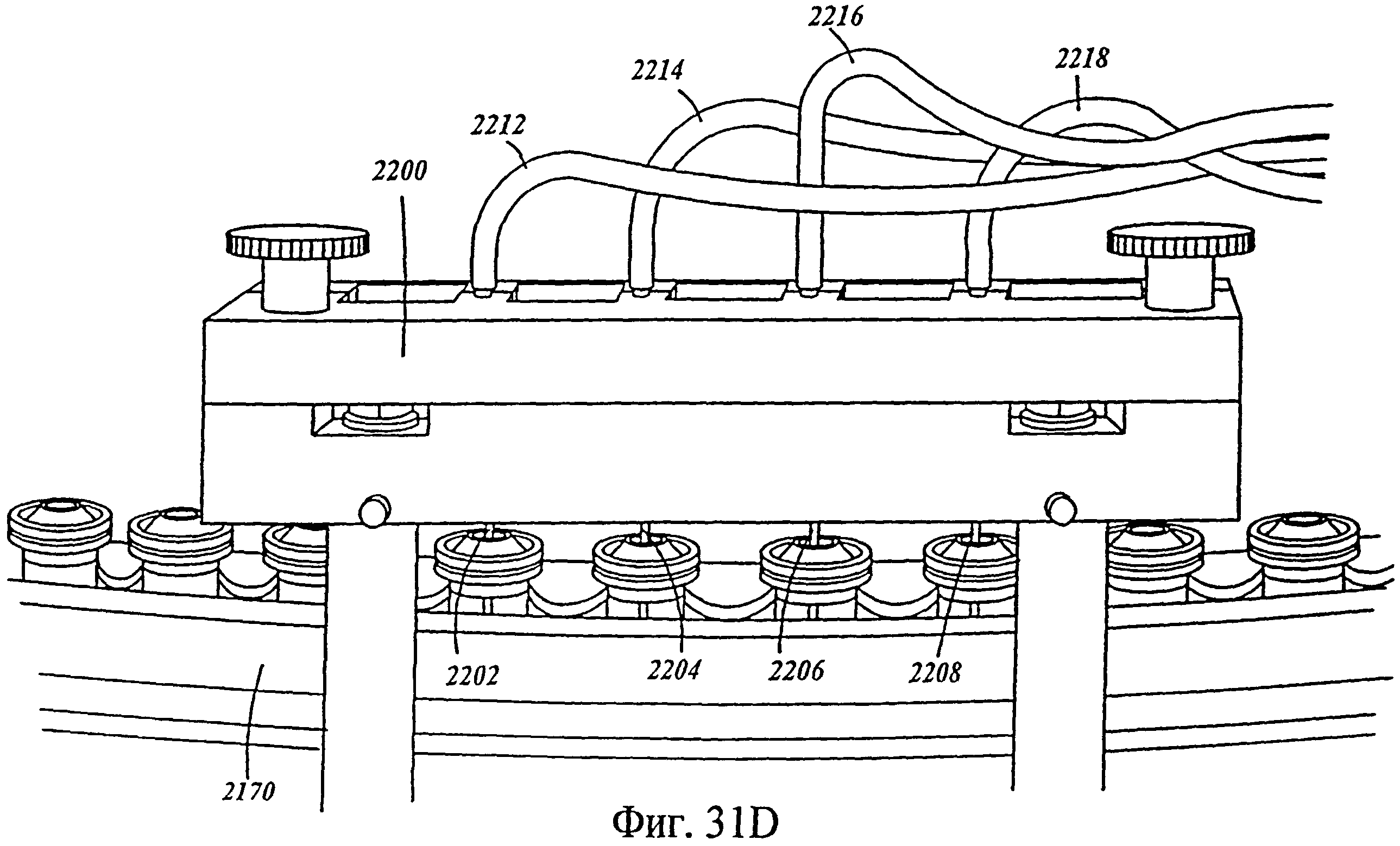
На Фиг.31А-31Н в увеличении показаны общие виды снабженного иглами трубопровода узла для заполнения, показанного на Фиг.30A-30F, причем последовательно показано перемещение снабженного иглами трубопровода из неактивного положения, в котором устройство находится на расстоянии от пузырьков, в активное положение, в котором иглы введены сквозь участки, в которых могут быть выполнены проколы, заглушек, выполненных с возможностью восстановления герметичности, пузырьков, расположенных внутри блока для заполнения, с целью заполнения внутренних камер пузырьков медикаментом или иным веществом.
На Фиг.32 в еще большем увеличении показан общий вид примера выполнения иглы, которая может быть установлена на снабженный иглами трубопровод, показанный на Фиг.31А-31Н.
На Фиг.33А-33В показаны изображения одного из вариантов выполнения иглы, показанной на Фиг.32.
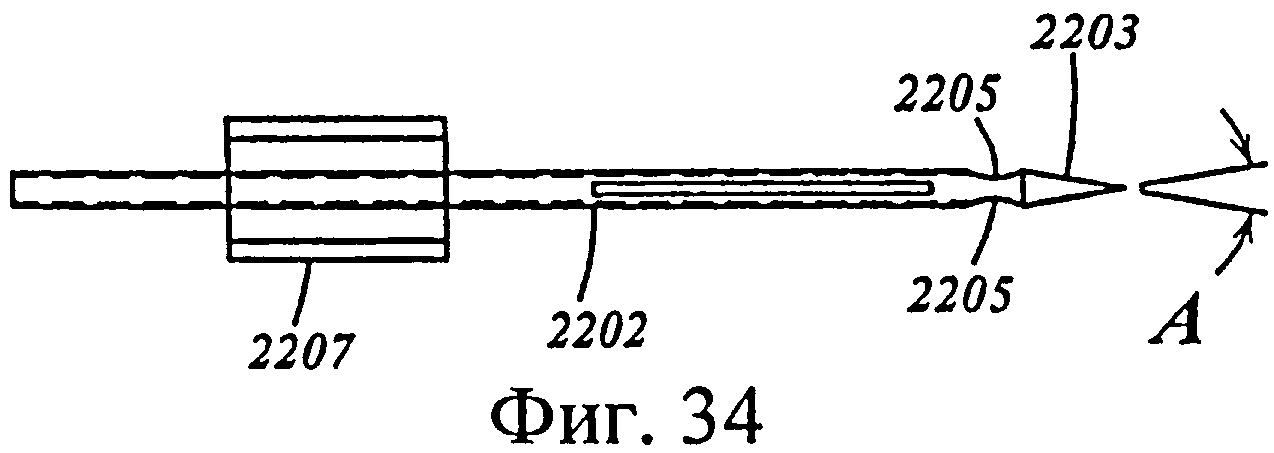
Изображение, показанное на Фиг.34, представляет собой поперечное сечение иглы с концом, имеющим форму, напоминающую конец карандаша, которая может быть установлена на снабженный иглами трубопровод, показанный на Фиг.31А-31Н.
Изображение, показанное на Фиг.35, представляет собой поперечное сечение другого варианта выполнения иглы, которая может быть установлена на снабженный иглами трубопровод, показанный на Фиг.31А-31Н.
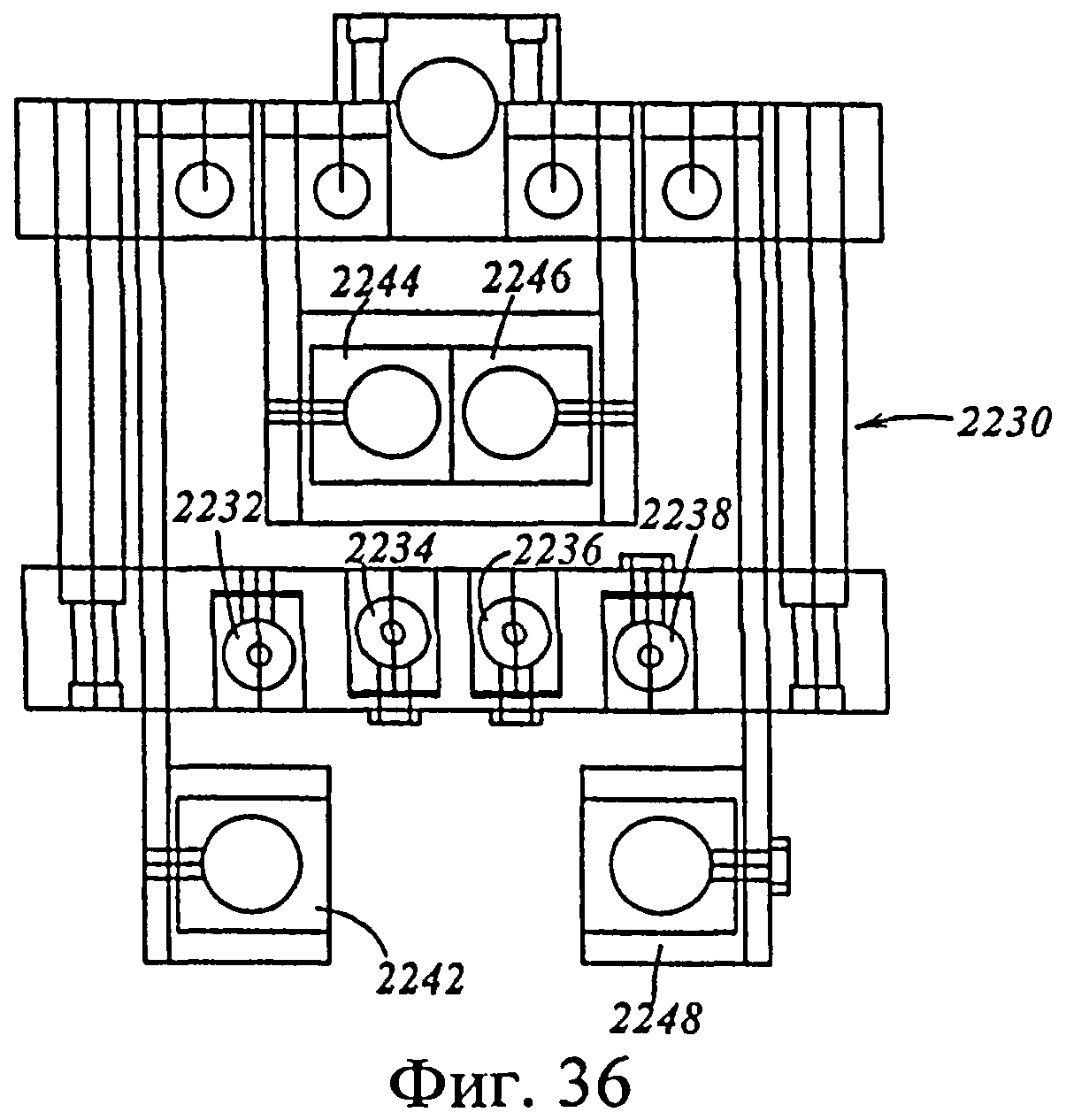
Фиг.36 представляет собой приведенный в увеличении вид сбоку осуществляющего герметизацию с помощью лазера и инфракрасного сенсорного трубопровода, показанного на Фиг.30A-30F.
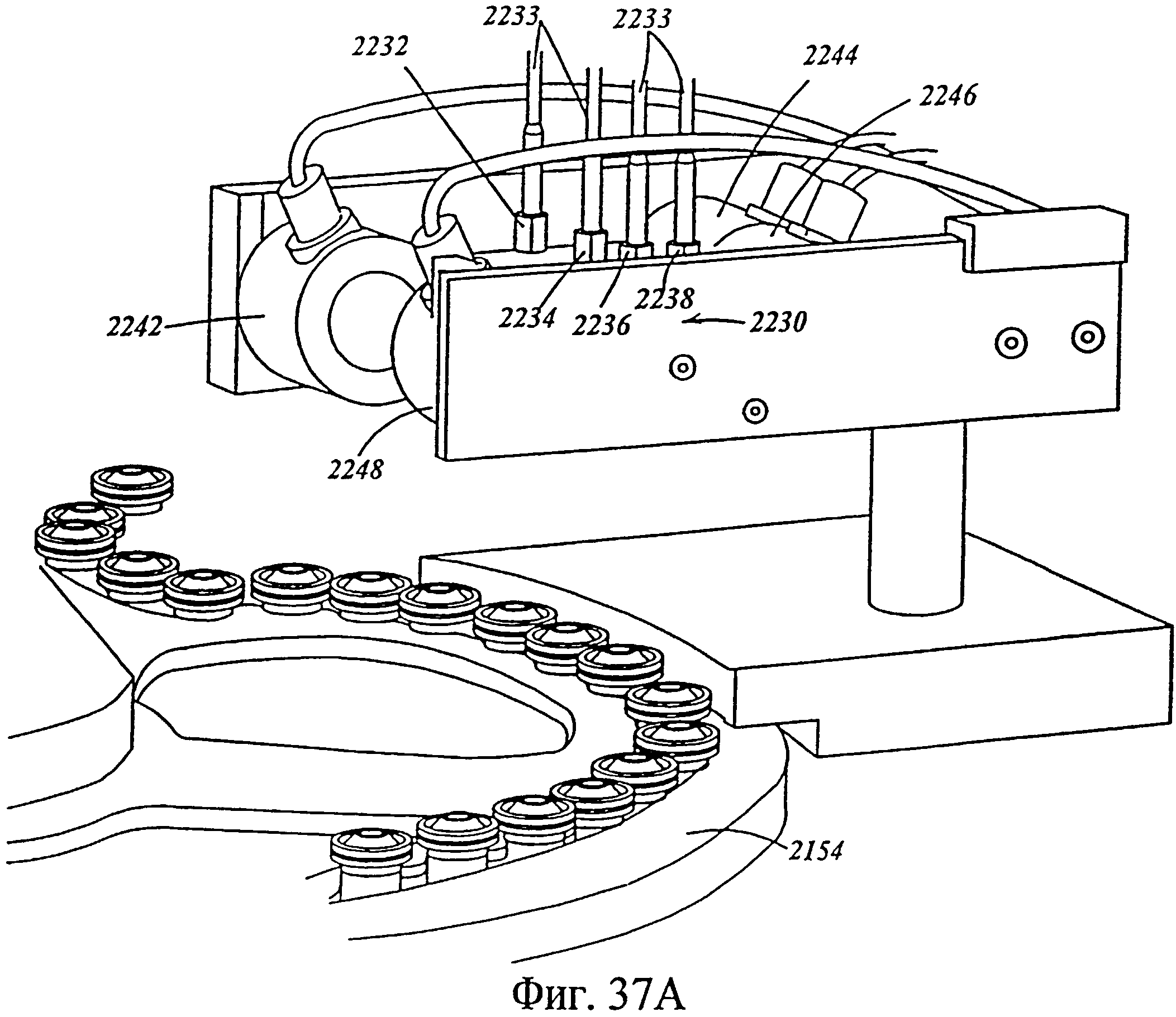
На Фиг.37A-37D представлены общие виды одного из вариантов выполнения лазерной оптической и инфракрасной сенсорной конструкции, используемой в осуществляющем герметизацию с помощью лазера и инфракрасном сенсорном трубопроводе, показанном на Фиг.30A-30F.
На Фиг.38 представлена вертикальная проекция части конструкции для заполнения устройства для заполнения, показанного на Фиг.18-20, причем на чертеже показаны первое звездчатое колесо, поворотная платформа и второе звездчатое колесо.
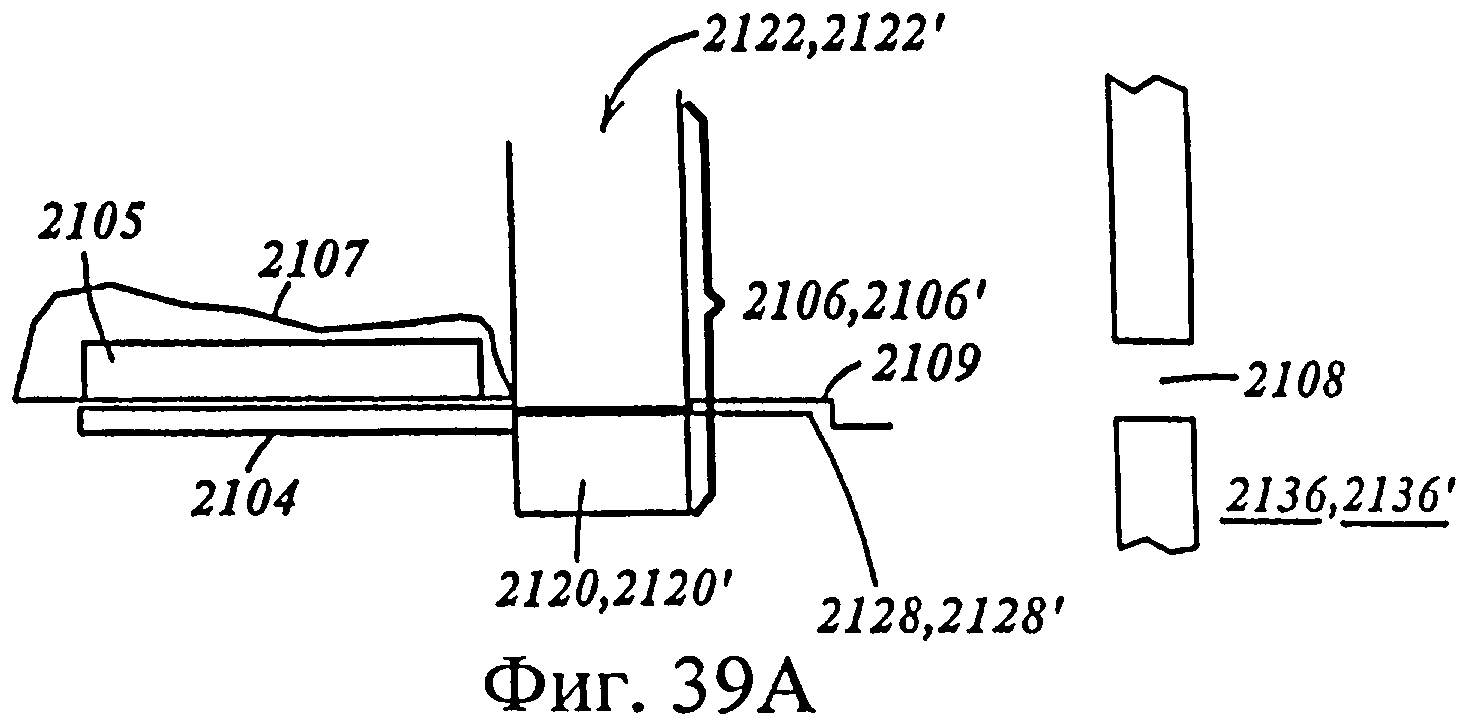
На Фиг.39А-39С представлены виды сбоку, которые иллюстрируют выполнение последовательных стадий для помещения лотка с контейнерами в подающий узел стерильного устройства для заполнения, показанного на Фиг.18-20.
Подробное описание предпочтительных вариантов выполнения изобретения.
Как показано на Фиг.1, крышка для пузырька для медикамента, известная из уровня техники, в целом обозначена цифрой 10. Крышка 10 содержит основание 12, изготовленное из вулканизированной резины, которое посредством скольжения помещают в открытый конец пузырька 14. Пузырек 14 изготовлен из стекла или подобного материала и содержит камеру 16 для размещения в ней медикамента. Блокирующее кольцо 18, изготовленное из алюминия, окружает край (периферию) крышки 10 и пузырька 14, и его (кольцо) обжимают для того, чтобы прочно присоединить крышку к пузырьку и зафиксировать это присоединение.
При использовании конструкции гиподермальную иглу (не показана) вводят сквозь основание, изготовленное из вулканизированной резины, с целью заполнения камеры 16 медикаментом. После окончания заполнения медикаментом иглу извлекают из крышки 10. Несмотря на то, что размер отверстия, образовавшегося в результате введения иглы, несколько уменьшится благодаря упругости вулканизированной резины, получившееся в результате отверстие все еще будет достаточно большим для прохождения сквозь него газа или пара, что приведет к порче не содержащего консервантов медикамента, размещенного в камере 16.
Как показано на Фиг.2, крышка или заглушка по данному изобретению, выполненная с возможностью восстановления герметичности под воздействием тепла, обозначена в целом цифрой 110. Крышка 110 содержит упругое основание 112, изготовленное из вулканизированной резины или подобного материала, известного для среднего специалиста в данной области техники, причем указанный материал пригоден для изготовления крышек или тех их частей, которые находятся в контакте или подвергаются воздействию медикамента, например, вакцины. Основание 112 содержит нижнюю периферическую стенку 115, которая имеет такие форму и размер, что ее можно со скольжением поместить в открытый конец пузырька 114. Пузырек 114 изготовлен из стекла или подобного материала и содержит камеру 116 для размещения в ней медикамента Основание 112 крышки 110 дополнительно содержит верхнюю периферическую стенку 117, также имеющую такие форму и размер, чтобы ее можно было со скольжением установить внутрь открытого конца пузырька 114, и периферический герметизирующий фланец 118, который проходит наружу от верхнего края периферической стенки 117. Пузырек 114 изготовлен из стекла или иного подходящего материала и содержит на своем открытом конце периферический фланец 120. Изображения с частичным пространственным разделением деталей, приведенные на Фиг.2 и 3, показывают, что периферический фланец 118 основания 112 герметично соединен с периферическим фланцем 120 пузырька 114, закрывая стык между крышкой и пузырьком. Основание 112 также содержит верхнюю выемку 122, выполненную в верхней периферической стенке 117, и круговой обод 124, проходящий вовнутрь от верхнего края периферической стенки.
Часть 126, выполненная с возможностью восстановления герметичности, плотно входит в верхнюю выемку 122 основания 112, образуя крышку 110 в сборе. Часть 126, выполненная с возможностью восстановления герметичности, содержит верхний периферический фланец 128, круговую снабженную выемкой часть или выемку 130 и основание 132, расположенное на противоположной стороне от круговой выемки 130 по отношению к фланцу и выступающее наружу из выемки Как показано на Фиг.2 и 3, круговая выемка 130 и основание 132 части 126, выполненной с возможностью восстановления герметичности, имеют размеры и форму, комплементарные (или представляющие собой зеркальное отражение) по отношению к внутренним поверхностям верхней выемки 122 и кругового обода 124 основания 112. Соответственно, часть 126, выполненную с возможностью восстановления герметичности, вдавливают, «защелкивают» или другим способом размещают внутри верхней выемки 122 так, что круговой обод 124 входит внутрь круговой выемки 130, таким образом прочно закрепляя часть, выполненную с возможностью восстановления герметичности, внутри основания.
Согласно одному из вариантов выполнения изобретения, часть 126, выполненная с возможностью восстановления герметичности, изготовлена из упругого полимерного материала, такого как смесь полимерного материала, продаваемого фирмой Kraton Polymers and GLS Corporation под зарегистрированным товарным знаком KRATON®, и полиэтилена низкой плотности, такого как полиэтилен, продаваемый фирмой Dow Chemical Co. под товарными знаками ENGAGE™ или ЕХАСТ™, или она может быть изготовлена из других упругих полимерных материалов, как описано ниже применительно к альтернативным вариантам выполнения заглушки. Важным признаком части 126, выполненной с возможностью восстановления герметичности, является то, что она способна восстанавливать герметичность с образованием газонепроницаемого спая (слоя) после того, как через нее была введена игла, шприц или другой подобный элемент для инъекций. Предпочтительно, чтобы восстановление герметичности этой части происходило посредством нагревания участка, в котором иглой выполнен прокол, способом, который будет описан ниже и который известен специалистам в данной области техники. Одним из преимуществ описанной выше смеси полимеров является то, что, как известно, она способна сводить к минимуму степень абсорбции медикамента полимером по сравнению с материалом KRATON®, если используют только его.
Алюминиевое блокирующее или обжимное кольцо 134, содержащее верхний периферический фланец 136 и нижний периферический фланец 138, установлено поверх крышки 110 и пузырька 114. Блокирующее кольцо 134 представляет собой известное для среднего специалиста в данной области техники блокирующее кольцо, предназначенное для надежного прикрепления крышек к пузырькам, и оно может представлять собой любое из многочисленных блокирующих колец, использование которых для осуществления функции блокирующего кольца, как она приведена в описании, известно, либо станет известным в будущем. Верхний и нижний фланцы 136 и 138, соответственно, блокирующего кольца обжимают или иным образом присоединяют посредством надавливания к прилегающим поверхностям крышки и пузырька, прижимая герметизирующие фланцы крышки к пузырьку, и, таким образом, поддерживают герметичность между крышкой и пузырьком по отношению к жидкости и/или газу.
Как показано на Фиг.3, крышка 110, выполненная с возможностью восстановления герметичности под воздействием тепла, показана с гиподермической (или другого типа) иглой 140, которая введена через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 с целью заполнения камеры 116 пузырька медикаментом. Вентилирующая игла 142 также может быть введена через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 для того, чтобы газ мог выходить из пузырька 114 по мере заполнения его медикаментом.
Часть 126, выполненную с возможностью восстановления герметичности, вставляют в основание 112, и крышку в сборе вставляют со скольжением в открытый конец пузырька 114. Блокирующее кольцо 134 обжимают, блокируя крышку 110 по отношению к пузырьку и поддерживая газонепроницаемость по стыку между крышкой и пузырьком. Крышку 110 в сборе и пузырек 114 затем предпочтительно стерилизуют, например, подвергая собранную конструкцию воздействию бета- и/или гамма облучения способом, известным для среднего специалиста в данной области техники. Иглу 140 для введения медикамента затем вводят через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 до тех пор, пока свободный конец иглы не войдет в камеру 116 пузырька для размещения в ней медикамента. Вентилирующая игла 142 сходным образом может быть введена через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 для того, чтобы осуществлять отвод газа из герметизированного пузырька по мере заполнения его камеры жидким медикаментом. После окончания введения медикамента в камеру пузырька иглы 140 и 142 извлекают из крышки 110, и, как будет описано ниже, к участкам части 126, в которых иглами 140 и 142 были выполнены проколы, прикладывают воздействие источника тепловой или иной энергии с тем, чтобы восстановить герметичность указанных участков и герметично закрыть медикамент внутри пузырька.
На Фиг.4-8 показан другой вариант выполнения крышки по данному изобретению, выполненной с возможностью восстановления герметичности, причем крышка в целом обозначена цифрой 210. Крышка или заглушка 210, выполненная с возможностью восстановления герметичности, в основном является такой же, как описанная выше крышка 110, поэтому для обозначений сходных элементов используют сходные цифры, за исключением того, что первая цифра «1» заменена на «2». Как наилучшим образом показано на Фиг.4 и 6, основание 212 крышки содержит на внутренней стороне верхней периферической стенки 217 круговую выемку 230. Как наилучшим образом показано на Фиг.4 и 7, часть 226, выполненная с возможностью восстановления герметичности, содержит на периферической поверхности основания 232 круговую приподнятую часть или выступ 224, который имеет такие размеры, чтобы с трением входить в соответствующую круговую выемку 230 основания 212, таким образом, прикрепляя к основанию часть, выполненную с возможностью восстановления герметичности. Как показано на Фиг.6, основание 212 дополнительно содержит на внешней стороне нижней периферической стенки 215 множество приподнятых круговых частей или выступов 244, расположенных вокруг оси с промежутками между ними, предназначенных для соединения с трением с внутренней стенкой пузырька 214, закрепляющих, таким образом, крышку внутри пузырька и облегчающих поддержание состояния герметичности между крышкой и пузырьком. Как наилучшим образом показано на Фиг.7 и 8, часть 226, выполненная с возможностью восстановления герметичности, содержит на своей верхней поверхности круговую выступающую часть или выступ 246, ограничивающий имеющий форму круга участок 248 поверхности для введения иглы для заполнения или другого подобного устройства, как будет описано ниже. Как показано на Фиг.5, блокирующее или обжимное кольцо 234 содержит центральное отверстие 250, выполненное в его верхней части, для размещения кругового выступа 246 части 226, выполненной с возможностью восстановления герметичности.
Предпочтительно, чтобы сборку крышки 210, выполненной с возможностью восстановления герметичности, пузырька 214 и блокирующего кольца 234, прикрепляемого посредством обжима, как описано выше и показано на Фиг.4, проводили до введения в пузырек медикамента или другой жидкости. После этого одна или несколько пустых конструкций по данному изобретению, представляющих собой пузырек и крышку в сборе, могут быть закрыты, подвергнуты стерилизации и транспортировке, как это описано в патентах на изобретения, принадлежащих автору данного изобретения, а именно в патенте США №5,186,772, озаглавленном «Способ перемещения изделий, мешок для перемещения и бокс» («Method Of Transferring Articles, Transfer Pocket And Enclosure» и/или в заявке США №10/421,249 на выдачу патента на изобретение, озаглавленной «Порт для перемещения и способ перемещения стерильных предметов» («Transfer Port And Method For Transferring Sterile Items»), дата подачи 10 сентября 2002 г., каждый из приведенных документов включен в описание в качестве ссылки как часть раскрытия данного изобретения. Пустые конструкции, представляющие собой пузырек и крышку в сборе, помещают во внутреннюю полость или «карман», который(ую) закрывают и, если необходимо, снабжают индикатором стерильности. Затем внутренний карман помещают в мешок для перемещения, снабженный обеспечивающей герметичность рамой, содержащей круговую выемку, выполненную по ее контурной поверхности. Мешок для перемещения растягивают по поверхности рамы и закрывают с помощью эластичной ленты, размещенной поверх мешка для перемещения и входящей в периферическую выемку. Мешок для перемещения аналогичным образом может быть снабжен индикатором стерильности. Предпочтительно, собранные в одну конструкцию внутренний карман и мешок для перемещения герметично упаковывают во «внешний» карман, и полученную таким образом конструкцию подвергают стерилизации, например, под воздействием гамма излучения, с тем, чтобы стерилизовать мешки/карманы и помещенные в них пустые конструкции, представляющие собой пузырьки и крышки в сборе. После этого мешки/карманы для перемещения могут быть использованы для хранения и/или транспортировки стерильных конструкций к системе для заполнения без оказания на них какого-либо воздействия, привносящего загрязнения.
Как описано в патенте и заявке на выдачу патента, указанных выше, система для заполнения расположена внутри стерильного бокса, и пустые пузырьки помещают в бокс посредством удаления и выбрасывания внешнего кармана, и соединения обеспечивающей герметичность рамы мешка для перемещения с окном или портом для перемещения указанного бокса. Как описано в указанных выше патенте и заявке на выдачу патента, на обеспечивающую герметичность раму предпочтительно наносят адгезивный материал для прикрепления мешка для перемещения к порту для перемещения бокса системы для заполнения. До того как поместить конструкции, представляющие собой пузырьки и крышки в сборе, в бокс системы для заполнения, предпочтительно проверяют индикаторы стерильности, чтобы убедиться в должном поддержании стерильности конструкций в процессе хранения и перемещения. Как описано в указанных выше патенте и заявке на выдачу патента, ту часть мешка для перемещения, которая выступает за раму, обрезают и одновременно проводят стерилизацию поверхности среза для того, чтобы уничтожить любые находящиеся там микроорганизмы или бактерии, с тем, чтобы внутренний карман мог быть помещен в бокс через его порт для перемещения.
Помещенный в бокс внутренний карман открывают, извлекают из него пустые конструкции, представляющие собой пузырьки и крышки в сборе, и подают их в устройство для заполнения, расположенное внутри стерильного бокса. После подачи к устройству для заполнения часть 226, выполненную с возможностью восстановления герметичности, каждой пустой конструкции могут опять подвергнуть стерилизации, с тем, чтобы иметь дополнительную уверенность в том, что в процессе заполнения в пузырек не попадут никакие загрязнения. Согласно некоторым вариантам выполнения данного изобретения части 226, выполненные с возможностью восстановления герметичности, стерилизуют на этой стадии либо при помощи непосредственного теплового прижигания, либо прижиганием под воздействием лазера, либо посредством прижигания с использованием другого типа излучения.
Как показано на Фиг.9А-9С, устройство для прижигания посредством тепла крышек, выполненных с возможностью восстановления герметичности, в целом обозначено цифрой 252. Устройство 252 содержит корпус 254, расположенный над держателем 256 для пузырьков. Держатель 256 для пузырьков может быть выполнен так, чтобы удерживать один пузырек, или, что является предпочтительным, чтобы удерживать множество пузырьков. Держатель в варианте выполнения, предназначенном для удерживания множества пузырьков, содержит канал 258 для размещения в нем пузырьков и пару противоположно расположенных выступов 260, выполненных на верхнем крае канала, для удерживания фланца 220 пузырька. Если требуется, к держателю 256 может быть присоединен вибрационный двигатель (не показан) для того, чтобы оказывать вибрационное воздействие на держатель и таким образом перемещать пузырьки по каналу с заданной скоростью. Однако, как понятно для специалиста в данной области техники, для перемещения пузырьков в устройстве для заполнения могут быть использованы и другие системы для перемещения, применение которых для этой цели известно, либо станет известным в будущем.
Корпус 254 содержит периферическую герметизирующую поверхность 262, выполненную на свободном конце корпуса, для герметичного закрепления поверхности 236 верхнего фланца каждого из блокирующих элементов 234. Как наилучшим образом показано на Фиг.9В, периферическая герметизирующая поверхность окружает отверстие 250, выполненное в блокирующем элементе, и оставляет открытым участок 248, в котором может быть выполнен прокол, части 226, выполненной с возможностью восстановления герметичности. Предпочтительно, чтобы периферическая герметизирующая поверхность 262 создавала в значительной степени герметичный по отношению к жидкости слой между корпусом и заглушкой. Нагревающая поверхность 264 выступает наружу из свободного конца центрального держателя 266 корпуса для осуществления контакта с поверхностью участка 248, в котором может быть выполнен прокол, части, выполненной с возможностью восстановления герметичности, и для прижигания поверхности. Круговой канал 268 проходит по краю нагревающей поверхности 264 и связан с источником вакуума 270 для удаления через канал воздуха от прижигаемой поверхности участка 248, как показано стрелками на чертежах. Корпус 254 соединен с двигателем 272 для перемещения корпуса, и, следовательно, нагревающей поверхности 264 к открытой поверхности участка 248, в котором может быть выполнен прокол, для прижигания поверхности, и от нее, как показано стрелками на чертежах. Как понятно для специалиста в данной области техники, двигатель 272 может быть двигателем любого известного типа, способным выполнять функцию двигателя как указано в описании, и использование которого с этой целью известно, либо станет известным в будущем, и он может представлять собой, например, пневматический двигатель, или двигатель, приводимый в действие посредством соленоида, или другой тип электрического двигателя. Аналогично, нагревающая поверхность 264 может иметь любую форму и конфигурацию, и может быть нагрета любым способом, который известен, либо станет известным в будущем, например, посредством прибора с электрическим сопротивлением (или «проволокой высокого сопротивления» («hot wire»)). Предпочтительно, однако, чтобы нагревающая поверхность 264 имела форму поверхности и контур, соответствующие желательной форме и контуру поверхности участка 248 крышки, в котором может быть выполнен прокол.
Как показано на Фиг.9А, при работе устройства 252 каждый пузырек сначала помещают в блок для прижигания, при этом участок 248, в котором может быть выполнен прокол, части 226, выполненной с возможностью восстановления герметичности, выравнивают с нагревающей поверхностью 264. После этого приводят в действие двигатель 272, который перемещает корпус 254 вниз до тех пор, пока периферические герметизирующие поверхности 262 не войдут в прочный контакт с поверхностью 236 верхнего фланца соответствующего блокирующего элемента 234, при этом нагревающая поверхность 264 одновременно входит в контакт с открытой поверхностью участка 248, в котором может быть выполнен прокол, части 226, выполненной с возможностью восстановления герметичности. Нагревающую поверхность 264 поддерживают при заданной температуре и удерживают в контакте с открытой поверхностью участка 248, в котором может быть выполнен прокол, в течение определенного времени, достаточного для ее прижигания. Одно из преимуществ конструкции части 226, выполненной с возможностью восстановления герметичности, как показано на Фиг.7 и 8, заключается в том, что процесс прижигания деформирует круговой выступ 246 с образованием контура, соответствующего контуру нагревающей поверхности, что позволяет оператору (или оптической или другой автоматической сенсорной системе) визуально определить, прошла ли каждая крышка надлежащую обработку прижиганием до заполнения. Как показано на Фиг.9С, после выполнения прижигания открытой поверхности двигатель 272 приводят в действие (активируют) для того, чтобы переместить корпус 254 вверх и прервать его контакт с крышкой, после чего под корпус перемещают другой пузырек и процесс повторяют до тех пор, пока все пузырьки не пройдут обработку прижиганием. Как будет дополнительно показано ниже, после прохождения блока для прижигания, показанного на Фиг.9А-9С, пузырьки предпочтительно перемещают в блок для заполнения, в котором производят быстрое заполнение прошедших стерилизацию пузырьков. Блоки для прижигания и для заполнения предпочтительно размещают внутри стерильного бокса с ламинарным потоком газа, проходящим через бокс, для того, чтобы облегчить поддержание стерильности, как описано, например, в патенте США №5,641,004, на имя Daniel Py, выданном 24 июня 1997 г., приведенный патент включен в данное описание в качестве ссылки как часть раскрытия изобретения, или как описано ниже применительно к вариантам выполнения данного изобретения.
Согласно одному из вариантов выполнения данного изобретения температура нагревающей поверхности находится в интервале от примерно 250°С до 300°С, а время выполнения цикла (т.е. тот период времени, в течение которого нагревающая поверхность находится в контакте с открытой поверхностью участка 248 элемента, выполненного с возможностью восстановления герметичности) составляет от примерно 1.0 до 3.0 секунд. Автором данного изобретения было установлено, что такие температура и время выполнения цикла позволяют достичь, по крайней мере, примерно 6-log снижения показаний в биотестах на стерильность, и, таким образом, позволяют эффективно стерилизовать поверхность.
На Фиг.10 показан альтернативный вариант выполнения устройства для прижигания крышек, выполненных с возможностью восстановления герметичности, которое в целом обозначено цифрой 274. Устройство 274 отличается от устройства 252, показанного на Фиг.9А-9С, тем, что тепловая энергия для стерилизации участка части, выполненной с возможностью восстановления герметичности, через который происходит заполнение, подается лазером (далее обозначено как «прижигание лазером»). Устройство 274 для прижигания лазером содержит лазер или другой подходящий источник излучения 276, оптически соединенный со сканирующим зеркалом 278, размещенным над конструкцией, представляющей собой пузырек и крышку в сборе Несмотря на то, что это не показано на Фиг.10, пузырьки предпочтительно размещают на держателе того же типа, который показан на Фиг.9А-9С, с тем, чтобы можно было быстро и последовательно осуществить прижигание крышек до заполнения каждого пузырька медикаментом, как будет описано ниже.
Согласно одному из вариантов выполнения, лазер 276 представляет собой коммерчески доступный CO2 или YAG лазер. CO2 лазер осуществляет работу при длине волны примерно 10,6 мкм. При такой длине волны поглощение энергии лазера зависит от электропроводности материала. Поэтому изоляционный материал, такой как эластомерный материал части 226, выполненной с возможностью восстановления герметичности, поглощает и преобразует большую часть получаемой энергии в тепловую, что вызывает прижигание поверхности участка 248. YAG лазер осуществляет работу при длине волны примерно 1,06 мкм. При такой частоте поглощение происходит за счет атомов решетки. Таким образом, прозрачный полимер с малой ионизацией будет проницаемым для лазерного луча. Соответственно, когда используют YAG лазер, к эластомерному материалу части, выполненной с возможностью восстановления герметичности, желательно добавить краситель способом, известным для среднего специалиста в данной области техники, для увеличения поглощения энергии лазера. Значительным преимуществом YAG лазера является то, что при его использовании поверхностный слой участка, в котором может быть выполнен прокол, части, выполненной с возможностью восстановления герметичности, а вместе с ним и микроорганизмы, бактерии или другие загрязнения, которые находятся на нем, быстро превращаются в плазму, и, таким образом, происходит полная стерилизация обрабатываемой поверхности. Если необходимо, на поверхности бокса устройства по данному изобретению может быть нанесено фильтрующее ультрафиолетовые лучи покрытие, с тем, чтобы предохранить операторов от нежелательного воздействия облучения ультрафиолетом.
Автором данного изобретения было показано, что мощность луча в пределах от примерно 15 ватт до 30 ватт достаточна для эффективного прижигания поверхности участка 248 из эластомерного материала, выполненного с возможностью восстановления герметичности. Кроме того, с помощью биотестов было показано, что мощность лазера, составляющая примерно от 20 ватт или более, позволяет получить примерно 6-log снижение показаний (содержания бионагрузки). При использовании указанных значений мощности устройство по данному изобретению может эффективно проводить стерилизацию поверхности участка 248 при времени выполнения цикла, составляющем примерно 0,5 сек. Следовательно, значительное преимущество устройства для лазерного прижигания и способа по данному изобретению заключается в значительно более коротком времени выполнения цикла по сравнению с различными способами, в которых используют непосредственное тепловое воздействие. Другим преимуществом способа лазерного прижигания по данному изобретению является то, что соответствующие устройство и способ являются бесконтактными, и, следовательно, не нужно очищать контактную головку или подобные нагревающие поверхности.
Согласно Фиг.11, после непосредственного нагревания или лазерного прижигания части 226, выполненной с возможностью восстановления герметичности, каждого пузырька, пузырек перемещают в держателе 256 (например, посредством вибродвигателя) в блок для заполнения 280. Блок для заполнения 280 содержит иглу или другое подобное устройство 282 для инъекций, расположенное соответственно над держателем 256, как показано стрелками на Фиг.11, и выровненное в аксиальном направлении по отношению к участку 248, в котором может быть выполнен прокол, части 226, выполненной с возможностью восстановления герметичности, каждой конструкции, представляющей собой пузырек и крышку в сборе, расположенной под ним. Двигатель 284 соединен с иглой 282 для ее введения внутрь и извлечения из каждой крышки 210. Резервуар 286 для медикамента или иного препарата связан с иглой 282, и из него посредством иглы заданный медикамент или иное вещество может быть введено в пузырек. В одном из вариантов выполнения изобретения игла 282 содержит множество жидкостных резервуаров, включая первый жидкостной резервуар 288 для введения заданного медикамента или иного препарата в пузырек, как показано стрелкой на Фиг.11, и второй жидкостной резервуар 290, соединенный с источником вакуума 292, предназначенный для отвода воздуха или других газов из внутренней камеры 216 пузырька до и/или в процессе его заполнения медикаментом или иным препаратом. В показанном на чертежах варианте выполнения игла 282 является «двуполостной», содержащей центральный жидкостной резервуар 288 для введения (инъекции) заданного медикамента или иного препарата в пузырек, и внешний круговой жидкостной канал (резервуар) 290 для отвода замещаемого воздуха или других газов из внутренней камеры пузырька.
Как показано на Фиг.12А-12В, после заполнения пузырька медикаментом или другим препаратом и извлечения иглы 282 из крышки 210, участок крышки, в котором выполнен прокол, содержит отверстие 294 от иглы (Фиг.12В). После извлечения иглы вулканизированная резина и/или термопластичный материал крышки, являясь достаточно упругим, способен «закрыть» прокол и поддерживать пузырек в герметичном состоянии. Однако, как было сказано выше, пары, газы и/или жидкости способны со временем проникнуть через это отверстие, поэтому каждая конструкция, представляющая собой пузырек и крышку в сборе, проходит через блок для герметизации, как показано на Фиг.12С, для проведения герметизации под воздействием тепла части 226, выполненной с возможностью восстановления герметичности, крышки вскоре после извлечения из нее иглы. Как показано на Фиг.12С, нагревающий элемент или поверхность 264 выровнены в аксиальном направлении и расположены над участком 248, в котором выполнен прокол, конструкции, представляющей собой пузырек и крышку в сборе, находящейся в блоке для заполнения. Двигатель 272 соединен с нагревающим элементом 264 и перемещает его по направлению к части, выполненной с возможностью восстановления герметичности, каждой крышки и от нее. Как показано на Фиг.12С, элемент 264 поддерживают нагретым до достаточной температуры и удерживают в контакте с участком, в котором выполнен прокол, части 226, выполненной с возможностью восстановления герметичности, для расплавления эластомерного материала и герметичного закрывания отверстия 294 от иглы. В результате, как показано на Фиг.12D, отверстие во внешней поверхности части, выполненной с возможностью восстановления герметичности, закрывают, вследствие чего между пузырьком и крышкой поддерживается состояние герметичности.
Как понятно для специалиста в данной области техники, двигатель и нагревающий(ая) элемент/поверхность, показанный(ая) на Фиг.12А-120, могут представлять собой любой двигатель или нагревающий элемент, как было описано выше. Однако, согласно Фиг.12С, нагревающий элемент 264 может иметь меньшую ширину по сравнению с шириной нагревающего(ей) элемента/поверхности, который(ую) использовали для прижигания участка, в котором может быть выполнен прокол, до заполнения пузырька. Кроме того, температура нагревающего элемента 264, который используют для герметизации, может быть выше, чем температура описанного выше нагревающего элемента, что нужно для того, чтобы быстро расплавить и герметизировать участок, в котором выполнен прокол. Одним из преимуществ крышки по данному изобретению, выполненной с возможностью восстановления герметичности, является то, что основание термически изолирует нагреваемый участок от медикамента, размещенного в пузырьке, так, что медикамент в пузырьке в процессе выполнения прижигания и герметизации под воздействием тепла находится при приемлемой температуре, что устраняет риск его порчи под воздействием тепла.
В альтернативном варианте, как показано на Фиг.13А-13С, для герметизации под воздействием тепла участка 294/248, в котором выполнен прокол, части, выполненной с возможностью восстановления герметичности, могут использовать источник лазерного излучения 276 и сканирующее зеркало 278. Для выполнения указанной функции в блоке для герметизации могут использовать тот же тип источника лазерного излучения 276 и сканирующего зеркала 278, которые были описаны выше, или, в альтернативном варианте, могут использовать другой тип лазерной системы. В одном из вариантов выполнения изобретения для герметизации участка в крышке, имеющего диаметр примерно 0,10 дюйма, используют CO2 лазер с мощностью примерно 50 ватт.
На Фиг.14 изображен другой вариант выполнения конструкции пузырька по данному изобретению. Конструкция пузырька в целом обозначена цифрой 1000, при этом конструкция крышки, выполненной с возможностью восстановления герметичности, обозначена цифрой 1010. Конструкция 1000 пузырька содержит цилиндрический корпус с камерой 1016 для хранения заданного медикамента, присоединяемое посредством «защелкивания» основание 1013 и горлышко 1014. Конструкция 1010 крышки содержит крышку или заглушку 1012, крышку или блокирующее кольцо или элемент 1050 и присоединяемый посредством «защелкивания» предохраняющий от повреждения колпачок 1040. Заглушка 1012 конструкции крышки содержит периферический фланец 1018, который выполнен и сконфигурирован таким образом, чтобы входить в контакт с горлышком 1014 пузырька. Заглушка 1012 создает первый уровень герметичности для заданного медикамента, размещенного в камере корпуса пузырька. Как показано на чертежах, горлышко 1014 пузырька содержит заостренный круговой выступ 1017, который проходит аксиально по направлению к расположенному сверху материалу заглушки, что дополнительно улучшает герметичность между заглушкой и пузырьком.
Крышка или блокирующий элемент 1050 содержит внешний периферический фланец 1052, снабженный на внутренней поверхности выступом 1054. Выступ 1054 выполнен и сконфигурирован таким образом, чтобы входить в блокирующее соединение с нижней поверхностью 1020 горлышка 1014. Крышка 1050 изготовлена из относительно гибкого, неметаллического материала, такого, как пластик. Крышка или блокирующий элемент 1050 по центру снабжен(а) отверстием, которое обеспечивает доступ к заглушке 1012 для иглы или другого подобного устройства. Колпачок 1040 выполнен таким образом, что покрывает расположенное по центру отверстие блокирующего элемента 1050 и соединен с блокирующим элементом 1050, защищая, таким образом, открытый для доступа материал заглушки. В показанном варианте выполнения колпачок 1040 соединен с блокирующим элементом 1050 посредством прессовой посадки. Колпачок 1040 дополнительно содержит с внутренней стороны заостренный круговой выступ 1057, который посредством надавливания вводят в контакт с прилегающим материалом заглушки, с тем, чтобы увеличить герметичность между колпачком 1040 и заглушкой 1012. Предпочтительно, колпачок 1040 не может быть удален с пузырька без его отламывания, что является дополнительным признаком, способствующим достижению цели предохранения от повреждений. В альтернативном варианте введение признака предохранения от повреждения может быть достигнуто посредством ультразвуковой сварки, адгезии или с помощью любой другой подходящей технологии соединения, которую применяют для того, чтобы соединить колпачок 1040 и блокирующий элемент 1050 таким образом, что если его (колпачок 1040) сняли (удалили) один раз, его уже невозможно опять соединить с блокирующим элементом 1050.
На Фиг.15 показан другой вариант выполнения конструкции пузырька, который в целом обозначен цифрой 1100. Пузырек 1100 во многом сходен с пузырьком, описанным выше со ссылками на Фиг.14, поэтому для обозначения сходных элементов использовали сходные цифровые обозначения, при этом в качестве первой цифры соответствующей ссылки вместо цифры «10» использовали цифру «11». Главное отличие пузырька 1100 по сравнению с описанными выше заключается в том, что блокирующий элемент 1110 присоединяют сваркой, например, посредством ультразвуковой сварки, к горлышку 1114 корпуса пузырька. Кроме того, защелкивающуюся верхушку или колпачок 1140 приваривают прихваточным швом, например, посредством ультразвуковой сварки, к блокирующему элементу 1150. Заглушка 1112 содержит круговой фланец 1118, горлышко 1114 корпуса пузырька содержит заостренный круговой выступ 1117, который проходит к одной из сторон фланца 1118 заглушки, а блокирующий элемент 1150 содержит другой круговой выступ 1119, который проходит к противоположной стороне фланца 1118 заглушки. Таким образом, круговые выступы 1117 и 1119 образуют непрерывные, круговые герметизирующие поверхности, которые вносят вклад в создание газонепроницаемого или герметичного слоя между заглушкой и корпусом пузырька. Горлышко 1114 содержит на своей осевой стороне заостренный круговой выступ 1121, который входит в соответствующую круговую выемку 1123, выполненную с нижней стороны блокирующего элемента 1150. Круговой выступ 1121 сплавляют с блокирующим элементом 1150 в круговой выемке 1123 посредством, например, ультразвуковой сварки, для того, чтобы прочно прикрепить блокирующий элемент к корпусу пузырька. Кроме того, сварка по кругу предпочтительно создает герметичную или газонепроницаемую изоляцию (слой) между блокирующим элементом и корпусом пузырька, что еще более улучшает газонепроницаемость или герметичность между внутренней частью пузырька и окружающей средой.
Блокирующий элемент 1150 на дистальном конце дополнительно содержит множество отдельных проходящих в радиальном направлении выступов 1166, которые входят в соответствующие выемки 1168, выполненные в нижней поверхности элемента 1140. Выступы 1166 сплавляют с колпачком 1140 в выемках 1168, посредством, например, ультразвуковой сварки, в результате чего между колпачком 1140 и блокирующим элементом 1150 образуется множество соединений, выполненных с возможностью их отламывания (разрушения их целостности) В альтернативном варианте в основании фланца 1142 колпачка могут быть образованы выступы 1166′, и их могут сплавлять с соответствующими выемками 1168′, выполненными в круговой выемке 1170 блокирующего элемента. Основание корпуса пузырька может содержать заостренный круговой выступ 1115, который входит в соответствующую круговую выемку, выполненную в основании 1113, для того, чтобы прочно прикрепить основание к корпусу, посредством, например, ультразвуковой сварки.
Конструкция пузырьков такого типа, который показан на Фиг.14 и 15, более подробно раскрыта в заявке США №10/655,455 на выдачу патента, поданной 3 сентября 2003 г., озаглавленной «Герметичные контейнеры и способы их изготовления и заполнения» («Sealed Containers and Methods of Making and Filling Same»), которая включена в описание в качестве ссылки как часть раскрытия данного изобретения.
Одним из преимуществ показанных на Фиг.14 и 15 заглушек, выполненных с возможностью восстановления герметичности, и конструкций пузырьков является то, что колпачки 1040, 1140 могут быть герметично прикреплены к расположенным под ними блокирующим элементам 1050, 1150, тем самым происходит герметизация заглушек 1012, 1112 в месте контакта с блокирующими элементами 1050, 1150 и колпачками 1040, 1140 по отношению к воздействию окружающей среды. Согласно одному из аспектов предпочтительного варианта выполнения данного изобретения, расположенные поверх блокирующие элементы и колпачки могут быть изготовлены из относительно прочных материалов и/или из материалов, обладающих относительно высокой устойчивостью к проникновению влаги и пара по сравнению с аналогичными характеристиками материала, из которого изготовлена сама заглушка, выполненная с возможностью восстановления герметичности, с тем, чтобы предотвратить потерю медикамента или иного размещенного в пузырьке или другом контейнере вещества, или предотвратить поступление в пузырек или иной контейнер влаги или пара во время, например, хранения, транспортировки и/или в период срока годности товара.
Таким образом, в предпочитаемых в настоящее время вариантах выполнения данного изобретения каждая крышка или заглушка 110, 210, 1012, 1112, выполненная с возможностью восстановления герметичности, изготовлена из термопластичного материала, и содержит участок, в котором иглой может быть выполнен прокол, в который вводят иглу с образованием отверстия от нее, и который может восстанавливать свою герметичность под воздействием тепла, так что, при применении к участку лазерного излучения с заданной длиной волны и мощностью, отверстие от иглы герметично закрывается. Каждая крышка или заглушка 110, 210, 1012, 1112 содержит корпус 126, 226, 1012, 1112, изготовленный из термопластичного материала, обладающий (i) заданной толщиной стенки в аксиальном направлении, (ii) заданными цветом и непрозрачностью, которые существенно влияют на поглощение лазерного излучения заданной длины волны и в значительной степени предотвращают прохождение излучения через стенку заданной толщины, (iii) заданными цветом и непрозрачностью, что приводит к тому, что воздействие лазерного излучения с заданной длиной волны и мощностью герметично закрывает отверстие от иглы, образованное в соответствующем участке, за заданное время и без существенного сжигания участка, в котором выполнен прокол, и/или колпачка крышки (т.е без необратимого изменения молекулярной структуры или химических свойств материала). В некоторых вариантах выполнения заданное время составляет примерно 2 секунды, и, более предпочтительно, 1,5 секунды или менее, и, наиболее предпочтительно, составляет 1 секунду или менее. В некоторых из указанных вариантов выполнения заданная длина волны лазерного излучения составляет примерно 980 нм, а заданная мощность каждого лазера предпочтительно составляет менее 30 ватт, и еще более предпочтительно, равна или меньше примерно 10 ватт, или находится в интервале от примерно 8 ватт до примерно 10 ватт. Кроме того, в некоторых из указанных вариантов выполнения, предпочтительный цвет материала - серый, и заданная непрозрачность достигается при добавлении к материалу заглушки темно-серых красителей (или пигментов) в количестве от примерно 0,3% до примерно 0,6% по весу.
Кроме описанных выше, термопластичный материал может представлять собой смесь первого материала, который предпочтительно является блоксополимером стирола, например, таким, как продаваемый под товарными знаками KRATON или DYNAFLEX материалом, например, DYNAFLEX G2706-10000-00, или GLS 230-174 (Shore A=30), и второго материала, который предпочтительно является олефином, например, продаваемым под товарными знаками ENGAGE или EXACT материалом, например, EXACT 8203, или GLS 230-176 (Shore A=42). В некоторых из вариантов выполнения изобретения первый и второй материалы смешивают в соотношении, которое составляет от примерно 50:50 по весу до, предпочтительно, примерно 90:10 по весу, и наиболее предпочтительно составляет примерно 90:5 по весу (соотношение первый материал:второй материал). Преимуществами предпочтительной смеси материалов по сравнению с первым материалом являются улучшенные водо- или газобарьерные свойства, и, следовательно, увеличенный срок хранения продукта, улучшенные характеристики восстановления герметичности под воздействием тепла, уменьшенный коэффициент трения, улучшенная способность к формованию и повышенная скорость потока при формовании, а также снижение гистерезисных потерь.
В альтернативном варианте термопластичный материал заглушек по данному изобретению, выполненных с возможностью восстановления герметичности, может быть блоксополимером стирола, который продает фирма GLS Corporation of McHenry, Иллинойс, под обозначением LC2 54-071. Указанный тип блоксополимера стирола обладает следующими физическими свойствами: (i) твердость (Shore А): примерно 28-29, (ii) удельная плотность: примерно 0,89 г/см3, (iii) цвет: от серого до темно-серого, (iv) 300% Модуль, в направлении течения: примерно 181-211 Пси (фунт-сила на квадратный дюйм), (v) прочность на разрыв, в направлении течения: примерно 429-498 Пси, (vi) удлинение при разрыве, в направлении течения: примерно 675-708% и (vii) прочность на раздир, в направлении течения: примерно 78-81 Ibf/in (фунт-сила на дюйм).
В каждом из указанных вариантов выполнения изобретения заданные цвет и непрозрачность термопластика получают посредством добавления серого красителя, концентрация которого в цветовом концентрате составляет примерно 3% (т.е. соотношение концентрата и натуральной резины или ТРЕ составляет примерно 33:1). Цветовой концентрат содержит примерно 88,83% носителя или базовой резины, а оставшуюся часть составляет пигмент (краситель), при этом пигмент представляет собой серый графитово-черный (grey carbon black). Таким образом, в получаемом в результате термопластике пигмент составляет примерно 0,34% по весу.
Кроме того, если необходимо, к описанному выше термопластичному веществу могут быть добавлены (или включены в его состав) известные среднему специалисту в данной области техники смазочные вещества для предотвращения или уменьшения образования частиц при введении иглы или иного устройства для заполнения через участок, в котором может быть выполнен прокол, части, выполненной из термопластичного материала. В одном из вариантов выполнения изобретения смазочное вещество представляет собой минеральное масло, которое добавляют к блоксополимеру стирола или иному термопластичному материалу в количестве, достаточном для предотвращения или в значительной степени уменьшения образования частиц при выполнении прокола иглой или иным устройством для заполнения. В другом варианте выполнения смазочное вещество представляет собой силикон, такой, как жидкий силикон, продаваемый фирмой Dow Coming Corporation под обозначением «360 Medical Fluid, 350 CST», или силиконовое масло, который(ое) добавляют к блоксополимеру стирола или иному термопластичному веществу в количестве, достаточном для предотвращения или в значительной степени уменьшения образования частиц при выполнении прокола иглой или иным устройством для заполнения. В одном из указанных вариантов выполнения силиконовое масло вводят в состав материала (вещества) в количестве от примерно 0,4% до примерно 1% по весу, более предпочтительно, от примерно 0.4% до примерно 0.6% по весу, и, наиболее предпочтительно, в количестве примерно 0.51% или примерно 0.5% по весу.
Как будет показано ниже, конфигурацию иглы, посредством которой в заглушке выполняют прокол, силы трения, которые возникают в месте контакта заглушки и иглы, а также расстояние, на которое происходит проникновение иглы в заглушку, можно контролировать (выбирать) так, чтобы еще более снизить или в значительной степени предотвратить образование частиц при выполнении проколов в заглушках посредством игл.
Согласно другому аспекту данного изобретения заглушка, в которой иглой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, содержит: (i) блоксополимер стирола, например, любой из описанных выше блоксоплимеров стирола, в количестве от примерно 80% до примерно 97% по весу (например, 95% по весу, как было указано выше), (ii) олефин, например, любой из этилен α-олефинов, полиолефинов или описанных выше олефинов, в количестве от примерно 3% до примерно 20% по весу (например, примерно 5%, как было указано выше), (iii) пигмент или краситель, который добавляют в количестве, достаточном для поглощения энергии лазерного излучения, превращения ее в тепло и расплавления материала заглушки, предпочтительно на глубину, которая составляет, по крайней мере, от примерно 1/3 до примерно 1/2 глубины отверстия от иглы, за время, которое составляет менее примерно 2 секунд, более предпочтительно, менее примерно 1.5 секунды, и наиболее предпочтительно, менее примерно 1 секунды, и (iv) смазочное вещество, например, минеральное масло, жидкий силикон, силиконовое масло, как было описано выше, которое добавляют в количестве, достаточном для существенного уменьшения сил трения в месте контакта иглы и заглушки в процессе выполнения иглой отверстия в заглушке для того, чтобы, в свою очередь, в основном предотвратить образование частиц.
Согласно другому аспекту данного изобретения в дополнение к осуществлению контроля (подбора) одного или нескольких из перечисленных выше параметров с целью снижения и/или предотвращения образования частиц (то есть включения в состав термопластичного материала (вещества) силиконового масла или иного смазочного вещества, подбора конфигурации иглы, осуществления контроля за уровнем трения, возникающего в месте контакта иглы и заглушки, а также за расстоянием, на которое происходит проникновение иглы в заглушку) термопластичные компоненты заглушки, выполненной с возможностью восстановления герметичности, выбирают так, чтобы они обладали различающимися характеристиками удлинения
Таким образом, согласно другому аспекту данного изобретения, заглушка, в которой иглой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, содержит: (i) первый термопластичный материал в количестве от примерно 80% до примерно 97% по весу, обладающий первым удлинением, (ii) второй термопластичный материал в количестве от примерно 3% до примерно 20% по весу, обладающий вторым удлинением, которое меньше, чем удлинение первого материала, (iii) пигмент или краситель, который добавляют в количестве, достаточном для поглощения энергии лазерного излучения, превращения ее в тепло и расплавления материала заглушки, предпочтительно на глубину, которая составляет, по крайней мере, от примерно 1/3 до примерно 1/2 глубины отверстия от иглы, за время, которое составляет менее примерно 2 секунд, более предпочтительно, менее примерно 1.5 секунды, и наиболее предпочтительно, менее примерно 1 секунды, и (iv) смазочное вещество, например, минеральное масло, жидкий силикон, силиконовое масло, как было описано выше, которое добавляют в количестве, достаточном для существенного уменьшения сил трения в месте контакта иглы и заглушки в процессе выполнения иглой отверстия в заглушке для того, чтобы, в свою очередь, в основном предотвратить образование частиц.
Согласно другому аспекту данного изобретения первый материал обладает более низкой температурой плавления (или температурой размягчения по Vicat), чем второй материал. В некоторых из приведенных в описании вариантов выполнения первый материал представляет собой блоксополимер стирола, например, любой из описанных выше блоксополимсров стирола, а второй материал представляет собой олефин, например, любой из этилен α-олефинов, полиолефинов или описанных выше олефинов. Согласно являющему предпочтительным в настоящее время варианту выполнения первый материал обладает удлинением, по крайней мере, примерно 75% при 10 фунтах (Ibs) (то есть его длина увеличивается на 70% при нагрузке в 10 фунтов), более предпочтительно, по крайней мере, примерно 85%, и, наиболее предпочтительно, по крайней мере, 90%. Второй материал обладает удлинением, которое составляет, по крайней мере, примерно 5% при 10 фунтах, предпочтительно, по крайней мере, примерно 10%, и, наиболее предпочтительно, по крайней мере, примерно 15% или находится в диапазоне от примерно 15% до примерно 25%. Для упомянутых выше материалов показатели удлинения при 10 фунтах будут примерно следующими: (1) GLS 230-176 (Shore А=42) - от 14.35% до 1642%, (2) Exact 8203 (Shore А=40) - от 17.87% до 19.43%, (3) GLS 230-174 (Shore A=30) - от 81.67% до 83% (примерно 9-9.5 фунтов) и (4) Dynaflex G2706 (Shore А=30) - от 76.85% до 104.95%. Кроме того, температура размягчения по Vicat для Engage 8400 составляет примерно 41°C, а для Exact 8203 составляет примерно 51°C.
Как описано ниже, предпочтительный в настоящее время вариант выполнения иглы, используемой для выполнения прокола в заглушках по данному изобретению, предпочтительно содержит полый конически-заостренный конец (т.е. конец, имеющий форму, напоминающую конец карандаша), при этом в поперечном сечении конец составляет угол от примерно 15° до примерно 25°, предпочтительно от примерно 18° до примерно 22°, и, наиболее предпочтительно, примерно 20°. Использование гладкого, остроконечного конца иглы с постепенно увеличивающимся углом приводит к тому, что отверстие от иглы плавно и постепенно увеличивается по мере введения иглы в заглушку. Кроме того, свойство предпочтительных термопластичных смесей «запоминать» форму приводит к самопроизвольному закрыванию отверстия от иглы при ее извлечении, что уменьшает область, к которой должно быть приложено воздействие луча лазера для восстановления герметичности и уменьшает время проведения цикла. Кроме того, это свойство дополнительно снижает риск внесения загрязнения внутрь пузырька в промежуток времени между заполнением посредством иглы и восстановлением герметичности при помощи лазера. Если необходимо, поверхность заглушки может быть покрыта материалом Тефлон или иным материалом с низким коэффициентом трения для дополнительного уменьшения трения, и, соответственно, снижения образования частиц на поверхности контакта иглы и заглушки. Конец иглы содержит вытянутые в аксиальном направлении отверстия для жидкости, расположенные на противоположных сторонах иглы. В являющемся предпочтительным в настоящее время варианте выполнения игла имеет примерно 15 калибр (т.е. ее диаметр составляет примерно 0.072 дюйма).
Предпочтительно поверхность контакта иглы и заглушки обрабатывают для снижения степени трения с целью дополнительного уменьшения образования частиц в процессе введения иглы. В одном из вариантов выполнения данного изобретения игла покрыта карбидом вольфрама. В другом варианте выполнения игла выполнена из нержавеющей стали, отполированной посредством электричества. В другом варианте выполнения игла покрыта материалом Тефлон (хотя в этом варианте выполнения возникают более большие силы трения на поверхности контакта иглы и заглушки, чем в варианте выполнения, в котором используют покрытие из карбида вольфрама). В еще одном варианте выполнения с целью уменьшения трения на поверхности контакта иглы и заглушки иглу покрывают титаном. Кроме того, в некоторых из вариантов выполнения изобретения расстояние, на которое происходит проникновение иглы, устанавливают таким образом, чтобы дополнительно уменьшить образование частиц. В одном из таких вариантов выполнения отверстия для жидкости иглы расположены ниже днища заглушки и вблизи от него (т.е. верхний край каждого отверстия находится вблизи расположенной внутри пузырька поверхности днища заглушки). В одном из таких вариантов выполнения конец иглы проходит вниз от расположенной внутри пузырька поверхности днища заглушки на расстояние от примерно 1 см до примерно 5 см, предпочтительно от примерно 1 см до примерно 3 см, и, наиболее предпочтительно, на расстояние примерно 1.5 см.
Каждый из пузырьков по данному изобретению может быть изготовлен из различных материалов, применение которых для этой цели известно, либо станет известным в будущем. Например, в некоторых вариантах выполнения изобретения пузырьки изготовлены из стекла. В других предпочтительных в настоящее время вариантах выполнения данного изобретения пузырьки изготовлены из термопластичного материала, например, такого, как термопластичный материал, продаваемый фирмой Ticona Corp.of Summit, Нью-Джерси, под товарным знаком TOPAS. В некоторых вариантах выполнения используют материал TOPAS, который продают под следующими коммерческими кодами 5013, 5513, 6013, 6015 и 8007, и который представляет собой циклический сополимер олефина и/или циклический полиолефин.
Как понятно для специалиста в данной области техники, специфическая композиция полимерных соединений, которую используют для изготовления заглушек и пузырьков или других контейнеров по данному изобретению, может быть изменена таким образом, чтобы получить требуемые физические характеристики, включая показатели сорбции (как абсорбции, так и адсорбции) и переноса влаги-пара (moisture-vapor transmission, «MVT»). Так, например, толщина стенок пузырьков и/или заглушек может быть увеличена или изменена другим образом, с тем, чтобы получить улучшенный или другой требуемый MVT барьер. Наряду с такими изменениями или вместо них смесь компонентов, образующих термопластичный материал, может быть изменена таким образом, чтобы соответствовать требуемым характеристикам уровня сорбции по отношению к конкретному(ым) продукту(ам), который(ые) помещают в пузырек, и/или для того, чтобы получить требуемые показатели MVT. Кроме того, в тех вариантах выполнения изобретения, в которых для изготовления заглушки, выполненной с возможностью восстановления герметичности, используют множество слоев плавких и неплавких материалов, соответствующая толщина различных материалов может быть подобрана таким образом, чтобы получить для заглушки требуемые показатели MVT. Кроме того, как понятно для среднего специалиста в данной области техники, указанные выше численные показатели и материалы приведены только в качестве примера и могут быть изменены по желанию или согласно требованиям конкретной системы.
Одним из преимуществ предпочтительных вариантов выполнения является то, что герметичность частей 126, 226, 1012, 1112, выполненных с возможностью восстановления герметичности, крышки или заглушки может быть восстановлена после размещения медикамента в камере, что делает использование крышки по данному изобретению особенно подходящим в отношении медикаментов, не содержащих консервантов, таких, как не содержащие консерванты вакцины. Соответственно, другим преимуществом предпочтительных вариантов выполнения является то, что в медикаменты не нужно добавлять консерванты и, следовательно, можно избежать описанных выше неблагоприятных последствий и недостатков, привносимых такими консервантами.
Другим преимуществом предпочтительных вариантов выполнения является то, что в процессе транспортировки и хранения не происходит неблагоприятного воздействия загрязнений или других веществ, содержащихся в атмосфере, на медикамент, размещенный в камерах таких герметичных пузырьков.
Другое преимущество данного изобретения заключается в том, что все компоненты пузырька могут быть сформованы из термопластичного или иного пластичного материала, что облегчает изготовление значительно более безопасных, стерильных, не содержащих пироген пузырьков по сравнению с известными из уровня техники. Например, заглушки и пузырьки могут быть сформованы на устройствах, расположенных рядом друг с другом (примыкающих), при этом каждое из устройств для формования помещено под ламинарный поток (или оба устройства для формования помещены под один ламинарный поток). После этого заглушки собирают (присоединяют) с соответствующими пузырьками (или пузырьки присоединяют к заглушкам) вскоре после окончания формования (пока они все еще горячие или имеют температуру, неприемлемую для бактерий) под ламинарным потоком при помощи, например, подходящего оборудования для сборки, в котором множество заглушек присоединяют к множеству пузырьков (или, наоборот, пузырьки присоединяют к заглушкам), или с помощью робота для сборки, осуществляющего работу в режиме «подними-и-положи». В результате, уже вскоре после окончания формования получают закрытый пузырек, внутренний объем которого остается стерильным и не содержит пирогенов, без риска внесения загрязнений После этого под ламинарным потоком к пузырькам и заглушкам могут быть присоединены блокирующие элементы, либо, если необходимо, их можно присоединить позднее.
На Фиг.16 показано традиционное оборудование 1800 для стерильного введения медикамента для внутривенных инъекций или иного стерильного вещества, а также продемонстрирован соответствующий способ. При использовании традиционного оборудования и применении соответствующего способа задействуют первый участок (например, склад класса 100000) для размещения медикаментов и контейнеров (например, пузырьков и крышек), которые требуется заполнить. Кроме этого используют ряд последовательно расположенных «все более чистых» участков 1802-1806, включая участок 1806 (например, участок класса 1), на котором пузырьки подвергают стерилизации, заполняют и герметично закрывают.
На Фиг.17 показано оборудование 1900 для стерильного введения медикаментов и соответствующий способ согласно другому аспекту данного изобретения. При использовании оборудования и применении соответствующего способа задействуют первый участок (например, склад класса 100000) для размещения медикаментов и мешков 1907, в которые помещены лотки с герметично закрытыми стерильными контейнерами (например, пузырьками и крышками), предназначенными для заполнения медикаментом. Различные варианты расположения лотков и контейнеров показаны на Фиг.29А-29С. Кроме этого используют ряд последовательно расположенных «все более чистых» участков 1902-1904, включая участок 1904 (например, участок класса 100), на котором расположено устройство для заполнения 1910, с помощью которого осуществляют стерильное заполнение (стерильных герметично закрытых контейнеров), которое также далее по тексту обозначено как «стерильное устройство для заполнения». Герметично закрытые мешки 1907, в которые помещены лотки с контейнерами, с целью сохранения их чистыми и неповрежденными, могут быть упакованы в коробки 1908.
В некоторых из вариантов выполнения каждый лоток с контейнерами помещен не в один мешок, а в два или три мешка. Помещенные в мешок(шки) лотки с контейнерами можно, например, извлечь из коробок на участке 1901. Помещенные в мешок(шки) лотки с контейнерами перемещают через последовательно расположенные «все более чистые» участки 1902-1904 до тех пор, пока они не достигнут стерильного устройства для заполнения 1910. Если лотки с контейнерами помещены в два или три мешка, эти мешки (один или два мешка) снимают прежде, чем перемещают лотки с контейнерами в стерильное устройство для заполнения 1910. Лоток с герметично закрытыми стерильными контейнерами перемещают из оставшегося мешка в стерильное устройство для заполнения 1910 для заполнения медикаментом и восстановления герметичности.
В другом варианте выполнения контейнеры перемещают до проведения их стерилизации, и стерилизацию, герметичное закрывание и упаковку в мешки проводят на оборудовании 1900, после чего контейнеры перемещают к стерильному устройству для заполнения 1910 для заполнения и восстановления герметичности. В каждом из двух описанных вариантов выполнения могут использовать один или несколько описанных выше способов для перемещения закрытых стерильных контейнеров. Кроме того, в стерильном устройстве для заполнения могут использовать пучки электронов, стерилизацию посредством лазерного излучения и/или другой тип узла для предварительной стерилизации, для проведения стерилизации, по крайней мере, тех участков заглушек, выполненных с возможностью восстановления герметичности, в которых будет выполнен прокол, до введения иглы, заполнения и восстановления герметичности при помощи лазера или другим приведенным в данном описании способом.
Одним из преимуществ оборудования 1900 и способа, показанных на Фиг.17, по сравнению с оборудованием 1800 и способом, показанными на Фиг.16, является то, что они (оборудование 1900 и соответствующий способ) позволяют проводить стерильное заполнение, при котором нет необходимости использовать участок 1805 класса 10 и участок 1806 класса 1.
На Фиг.18-20 показаны общие виды стерильного устройства для заполнения 2010 согласно другому аспекту данного изобретения. Устройство для заполнения 2010 может быть использовано, например, для введения медикамента через крышку, выполненную с возможностью восстановления герметичности, являющуюся частью конструкции, представляющей собой пузырек и крышку в сборе, и для последующего восстановления герметичности крышки. Другие варианты выполнения устройства для заполнения 2010 могут быть использованы для заполнения других типов контейнеров (включая, но не ограничиваясь только ими, другие типы пузырьков или шприцов), которые могут быть снабжены крышками или заглушками, выполненными с возможностью восстановления герметичности, и которые являются такими же, как описаны выше, или отличаются от них медикаментом или другим веществом(ами), например (но не ограничиваясь только ими) косметическими или пищевыми продуктами, и их (контейнеров) герметизации.
В этом варианте выполнения устройство для заполнения 2010 содержит подающий узел 2012 и узел для заполнения 2014. Как будет показано ниже, подающий узел 2012 принимает контейнеры (например, пузырьки, шприцы или иные типы контейнеров), которые необходимо заполнить, и затем подает их на узел для заполнения 2014, в котором происходит заполнение контейнеров. Пример заполнения и герметизации множества контейнеров с помощью устройства для заполнения 2010 показан на Фиг.20 (позиция 2015).
Подающий узел 2012 содержит конструкцию 2016 для подачи и структуру 2018 для поддержки. Детали конструкции 2016 для подачи описаны ниже со ссылками на Фиг.24, 25, 26А-26В, 27 и 28А-28I. Как показано на Фиг.20, структура 2018 для поддержки содержит раму 2020, две присоединенные к ней пластины 2022,2024 и боковые панели 2025, которые могут быть присоединены к раме для создания закрытого внутреннего объема (Фиг.18 и 19). Если описывать конструкцию более подробно, то, как показано на Фиг.20, верхняя пластина 2022 присоединена к верхней части рамы 2020. Нижняя пластина 2024 присоединена к нижней части рамы 2020. Верхняя пластина 2022 имеет обращенную вверх поверхность 2026, которая поддерживает конструкцию 2016 для подачи. Нижняя пластина 2024 снабжена присоединенными к ней опорами 2028. Опоры 2028 могут быть выполнены в любой форме, включая, но не ограничиваясь только ими, ролики (как показано на чертеже), колеса или любую комбинацию таких элементов.
Узел для заполнения 2014 содержит конструкцию 2030 для заполнения и структуру 2032 для поддержки. Детали конструкции 2030 для заполнения описаны ниже со ссылками на Фиг.21-25, 26А-26В, 30A-30F и 31А-31Н. Структура для поддержки узла для заполнения, как показано на Фиг.20, содержит раму 2034, две пластины 2036, 2038 и боковые панели 2039, присоединенные к раме (Фиг.18 и 19). Как показано на Фиг.20, верхняя пластина 2036 присоединена к верхней части рамы 2034. Нижняя пластина 2038 присоединена к нижней части рамы 2034. Верхняя пластина 2036 имеет обращенную вверх поверхность 2040, которая поддерживает конструкцию 2030 для заполнения. Нижняя пластина 2038 снабжена присоединенными к ней опорами 2042. Опоры 2042 могут быть выполнены в любой форме, включая, но не ограничиваясь только ими, ролики (как показано на чертеже), колеса или любую комбинацию таких элементов.
Кроме указанных элементов, устройство для заполнения 2010 содержит барьер 2044, который ограничивает перемещение внутрь устройства для заполнения и из него. В этом варианте выполнения изобретения барьер 2044 содержит раму 2046 и поддерживаемые ею стенки (или панели) 2048. Одна или большее количество стенок 2048 может(гут) быть выполнена(ы) прозрачной(ыми), или, по крайней мере, прозрачной(ыми) до некоторой степени, с тем, чтобы можно было видеть внутреннее пространство устройства для заполнения. В этом случае прозрачная(ые) стенка(и) может(ут) быть выполнена(ы) таким образом, чтобы ограничивать прохождение волн определенной длины, чтобы снизить возможность случайного причинения вреда людям, находящимся вблизи устройства для заполнения, в результате воздействия лучей, испускаемых лазерами, расположенными внутри устройства для заполнения. Это может быть достигнуто посредством, например, окрашивания. Как показано на Фиг.18 и 28А, барьер (его стенки) 2048 узла для заполнения может быть снабжен множеством отверстий 2049, расположенных с промежутками, выполненных в соответствующих панелях барьера для того, чтобы горизонтально направленный или имеющий боковое направление ламинарный поток мог выйти из асептического бокса подающего узла.
В конструкции барьера 2044 можно выделить основание 2049 и верхнюю часть 2051. Основание 2049 соединено со структурами 2018, 2032 для поддержки посредством крепежных элементов (не показаны). Верхняя часть 2051 поддерживает устройства 2050, 2052 для создания воздушного потока. Каждое из таких устройств 2050, 2052 содержит фильтр и фен для создания потока фильтрованного воздуха в устройстве для заполнения. Наличие такого потока фильтрованного воздуха приводит к тому, что давление внутри барьера 2044 оказывается несколько выше, чем давление снаружи. Разница давления помогает свести к минимуму попадание воздушного потока в устройство для заполнения 2010, и, следовательно, помогает предотвратить (или, по крайней мере, снизить) вероятность внесения загрязнений в устройство для заполнения 2010. В некоторых вариантах выполнения фильтр представляет собой фильтр высокой эффективности, например, фильтр НЕРА.
Основание 2049 барьера 2044 и структуры 2018, 2032 для поддержки имеют такие форму и размеры, что между этими элементами есть зазоры. Например, в показанном на чертежах варианте выполнения, зазоры выполнены в виде щелей размером примерно 3 дюйма между контуром основания и периметром структур 2018, 2032 для поддержки. Такие зазоры или отверстия задают путь, по которому поток фильтрованного воздуха, создаваемый устройствами 2050, 2052, покидает устройство для заполнения 2010. Барьер 2044, устройства 2050, 2052 для создания воздушного потока, отверстия и структуры, расположенные внутри барьера 2044, предпочтительно сконструированы таким образом, чтобы поток фильтрованного воздуха обладал характеристиками ламинарного или в основном ламинарного потока (а не характеристиками турбулентного потока) до момента его выхода из устройства для заполнения 2010. Наличие ламинарного потока предотвращает попадание загрязнений в устройство для заполнения через отверстия и помогает удалять пыль и загрязнения, которые все-таки попадают в устройство для заполнения 2010, и, тем самым, помогает поддерживать «чистоту» внутри устройства для заполнения 2010.
Барьер 2044 снабжен одной или большим количеством дверей, например, дверью 2060, которую открывают, чтобы получить доступ в пространство за барьером 2044. В этом варианте выполнения дверь 2060 снабжена замком и ручкой 2062 и закреплена в раме барьера при помощи петель 2064. Тем не менее необходимо учитывать, что открывание двери 2060 приведет к тому, что в устройство для заполнения 2010 возможно будут внесены загрязнения с пространства за барьером 2044. Таким образом, в общем случае, после запуска устройства для заполнения 2010 нежелательно открывать дверь 2060. Учитывая вышесказанное, барьер 2044 снабжен портом 2066 для перемещения и портами 2067-2069 для перчаток. Порт 2066 для перемещения является портом типа, который известен для среднего специалиста в данной области техники, и позволяет перемещать предметы (материалы) внутрь устройства для заполнения без открывания двери 2060 барьера 2044. Например, использование порта для перемещения позволяет осуществлять замену старого трубчатого оборудования на новое, осуществлять стерилизацию трубчатого оборудования, которое используют для соединения насосов и игл, указанные действия выполняют между операциями заполнения. Использование портов 2067-2069 для перчаток позволяет оператору осуществлять манипуляции внутри устройства для заполнения 2010 без открывания двери 2060. Например, порт для перчаток можно использовать, чтобы открывать и закрывать внутреннюю дверь порта 2066 для перемещения, удаления старого (изношенного) трубчатого оборудования, установки нового трубчатого оборудования, используемого для соединения насосов и игл, указанные действия выполняют между операциями заполнения. Порты 2067-2069 для перчаток могут быть снабжены сенсорами, которые подают сигнал, когда рука оператора находится в порте для перчатки. В альтернативном варианте между портами для перчаток и внутренней частью устройства для заполнения может быть расположен световой луч или пучок или полотно иного излучения для того, чтобы отслеживать движение перчаток и подавать сигнал, который может либо привлекать внимание оператора, либо останавливать работу устройства. Для того, чтобы избежать причинения вреда оператору, сигнал может быть использован для прерывания работы устройства для заполнения 2010 до тех пор, пока сенсор не определит, что рука(и) оператора убрана(ы) из портов 2067-2069 для перчаток. В некоторых вариантах выполнения барьер 2044 содержит стенку 2071 (Фиг 28А), которая ограничивает движение потока воздуха между подающим узлом 2012 и узлом для заполнения 2014.
Устройство для заполнения 2010 также содержит множество насосов 2070, 2072, 2074, 2076 (Фиг.20 и 30F), набор источников лазерного излучения 2080, 2082, 2084, 2086 (Фиг.20), набор модулей 2242, 2244, 2246, 2248 инфракрасных сенсорных детекторов (Фиг.36 и 37A-37D), которые будут описаны ниже. Как показано на Фиг.18 и 19, отсек 2097 расположен по одну сторону от барьера 2044, и в нем расположены насос, источники лазерного излучения и другие электронные компоненты или устройства.
В некоторых из вариантов выполнения может потребоваться использовать приспособления для распыления во внутреннем объеме устройства для заполнения 2010 химического вещества для удаления загрязнений при запуске устройства для заполнения или через определенное время после этого и/или после происхождения событий определенного типа, в результате чего может потребоваться осуществить такое распыление.
На Фиг.24 показан подающий узел 2012, который содержит первую часть 2100, которая расположена снаружи от барьера 2044, и вторую часть 2102, которая расположена внутри, за барьером 2044. Как показано на Фиг.27 и 28, первая часть 2100 содержит полку 2104, зажим 2106, порт 2108 для подачи и ручку 2110. Полка 2104 выполнена таким образом, чтобы удерживать помещенный в мешок лоток с контейнерами до его подачи в подающий узел. Приведенный в качестве примера лоток с контейнерами 2105 показан расположенным на поверхности полки 2104. Как показано на чертеже, лоток с контейнерами 2105 снабжен крышкой, однако крышка не является обязательным элементом. Другой вариант выполнения лотка для подачи пузырьков или других контейнеров в подающий узел 2012 показан на Фиг.29. Как показано на чертеже, лотки 2107 могут быть установлены один поверх другого, и каждый лоток содержит основание 2109 для размещения на нем расположенных в ряд пузырьков, и проходящие в вертикальном направлении стенки 2111, расположенные друг напротив друга по разные стороны от основания. Стенки 2111 выполнены полыми, так что верхние концы таких стенок одного лотка можно вставлять в полое основание стенок другого лотка, располагая, таким образом, лотки с пузырьками один поверх другого.
Для более ясного понимания конструкции мешок вокруг лотка с контейнерами не показан на Фиг.24. Зажим 2106 (Фиг.27-28) предназначен для облегчения перемещения лотка с контейнерами 2105 от первой части 2100 подающего узла ко второй части 2102 этого узла, не подвергая контейнеры воздействию нефильтрованного воздуха снаружи от барьера. Порт 2108 для подачи может иметь такие форму и размеры, чтобы вмещать лоток с контейнерами. Ручка 2110 соединена со стержнем 2112, который, в свою очередь, соединен с первым направляющим рычагом 2114, которым снабжена вторая часть 2102 подающего узла. Ручку можно передвигать в направлении вперед-назад (как показано стрелками 2116 на Фиг.28) и можно поворачивать (как показано стрелками 2118 на Фиг.28). В некоторых вариантах выполнения зажим 2106 открывается посредством вращения в направлении вверх одной стороны второй части 2122, а не за счет скольжения вверх и вниз.
Как показано на Фиг.28, зажим 2106 содержит две части, 2120 и 2122. Первая часть 2120 соединена со второй частью 2122 посредством осуществляющих скольжение соединительных элементов 2124, 2126. Каждая часть 2120, 2122 содержит зажимающую поверхность 2128, 2130. Каждая зажимающая поверхность 2128, 2130 снабжена одним или большим количеством вакуумных портов, например, вакуумным портом 2132. Вакуумные порты селективно соединены с одним или большим количеством источников вакуума (не показаны).
Как показано на Фиг.27, вторая часть 2102 подающего узла 2012 содержит область 2136, на которой выполняют первую стадию, область 2138, на которой выполняют вторую стадию, первый направляющий рычаг 2114 и второй направляющий рычаг 2115. Как было указано выше, первый направляющий рычаг 2114 соединен со стержнем 2112, который соединен с ручкой 2110. Таким образом, поворачивая ручку 2110 в направлении против часовой стрелки, переводят направляющий рычаг 2114 посредством вращения в вертикальное положение. Поворачивая ручку 2110 в направлении по часовой стрелке, переводят направляющий рычаг 2114 посредством вращения из вертикального в горизонтальное положение. Передвижение ручки вперед-назад, как показано стрелками 2116 (Фиг.28), вызовет движение направляющего рычага 2114 вперед-назад между областью 2136, на которой выполняют первую стадию, и областью 2138, на которой выполняют вторую стадию. В частности, перемещение ручки 2110 вперед (по направлению к подающему узлу 2012) вызовет перемещение направляющего рычага 2114 из области 2136, на которой выполняют первую стадию, в область 2138, на которой выполняют вторую стадию. Перемещение ручки 2110 назад (в направлении от подающего узла) вызовет перемещение направляющего рычага 2114 из области 2138, на которой выполняют вторую стадию, в область 2136, на которой выполняют первую стадию. В этом варианте выполнения контейнеры представляют собой конструкции, являющиеся пузырьком и крышкой в сборе, которые имеют форму, напоминающую «диаболо», как показано, например, на Фиг.14 и 15. Одним из преимуществ использования такой формы является то, что если пузырек установлен правильно (крышкой вверх), его положение остается стабильным и он не имеет склонности к опрокидыванию.
Вторая часть 2102 подающего узла 2012 дополнительно содержит устройство 2139 для создания воздушного потока (Фиг.22). Устройство 2139 создает поток фильтрованного воздуха, который выходит через порт 2108 для подачи. Подающий узел 2102 предпочтительно выполнен таким образом, чтобы поток фильтрованного воздуха обладал характеристиками ламинарного, или, по крайней мере, в основном ламинарного потока (а не характеристиками турбулентного потока) до того момента, когда он покидает порт 2108 для подачи. Как было описано выше и как показано на Фиг.28А, панель 2048 барьера на входной стороне подающего узла содержит множество отверстий 2049, расположенных с промежутками, для выхода ламинарного потока из подающего узла. Поток, обладающий характеристиками ламинарного потока, помогает предотвращать попадание в устройство для заполнения загрязнений через порт 2108 для подачи и помогает удалять любые загрязнения, которые все же попали в устройство для заполнения, и, тем самым, помогает поддерживать «чистым» внутренний объем устройства для заполнения 2010.
В альтернативном варианте выполнения подающего узла 2012′, как наилучшим образом показано на Фиг.28А-28I, верхняя часть 2030′ зажима 2106′ прикреплена с возможностью вращения к раме 2046 посредством петель 2124′. Каждая зажимающая поверхность 2128′, 2130′ содержит проходящую в продольном направлении прорезь 2132′ для подачи вакуума (показана только одна), которая связана с источником вакуума для прикрепления к ней с возможностью высвобождения соответствующей стенки мешка, в который помещен лоток. Таким образом, вторую часть 2122′ зажима 2106′ можно поворачивать по направлению к первой части 2120′ для того, чтобы закрыть зажим, и по направлению от первой части, чтобы открыть зажим.
Как показано на Фиг.28В-28I, подающий узел 2012′ содержит поднимающее устройство 2141′ для лотка, которое установлено на парах расположенных друг напротив друга на противоположных сторонах области 2136′ приводных стержней 2143′. Приводные стержни 2143′ соединены с двигателем (не показан), который может представлять собой, например, серводвигатель, для того, чтобы перемещать поднимающее устройство в поднятое и опущенное положения. Поднимающее устройство 2141′ содержит множество присосок 2145′, которые соединены с источником вакуума и обращены вниз. Они служат для того, чтобы захватывать (с возможностью высвобождения) крышку лотка, расположенного в области 2136′, на которой выполняют первую стадию Как показано на Фиг.28В и 28С, поднимающее устройство 2141′ для лотка может перемещаться из поднятого положения (Фиг.28В), в котором оно находится на некотором расстоянии от расположенного под ним лотка, помещенного в область 2136′, на которой выполняют первую стадию, в опущенное положение (Фиг.28С), при котором присоски 2145′ входят в контакт с верхней поверхностью крышки лотка и удерживают ее с возможностью высвобождения. Как показано на Фиг.28D, поднимающее устройство 2141′ поднимают вверх, снимая тем самым крышку с лотка и пузырьков, открывая доступ к пузырькам для их перемещения с лотка в область 2138′, на которой выполняют вторую стадию.
Первый направляющий рычаг 2114′ установлен с возможностью вращения и может быть переведен из нижнего положения, как показано на Фиг.28В, в верхнее положение, как показано на Фиг.28D. Первый направляющий рычаг приводят в действие посредством подходящего двигателя (не показан), например, сервосоленоида, который перемещает рычаг из нижнего в верхнее положение или наоборот. Кроме того, перемещение первого направляющего рычага 2114' в горизонтальном направлении осуществляют с помощью подходящего двигателя (не показан), например, серводвигателя. Перемещение осуществляют из заднего положения, как показано на Фиг.28D, в переднее положение (не показано), при котором рычаг расположен около порта 2108 для подачи для того, чтобы пузырьки можно было сдвинуть с лотка и переместить их в область 2138′, на которой выполняют вторую стадию. Как показано на Фиг.28D, после того, как поднимающее устройство 2141′ сняло крышку с лотка, открыв доступ к пузырькам, первый направляющий рычаг 2114′ вращают в направлении вверх и перемещают из заднего положения (Фиг.28D) в переднее, при котором он расположен около части (порта) 2108 для подачи. Затем первый направляющий рычаг 2114′ посредством вращения переводят в нижнее положение и перемещают из переднего в заднее положение для того, чтобы сдвинуть пузырьки с лотка и переместить их в область, на которой выполняют вторую стадию, как показано на Фиг 28E-28G. После этого, когда все пузырьки перемещены в область, на которой выполняют вторую стадию, второй направляющий рычаг 2115′ перемещают из заднего положения в боковом направлении, как показано на Фиг 28G, в переднее положение, как показано на Фиг.28I, для того, чтобы переместить пузырьки из области, на которой выполняют вторую стадию, за барьер 2017, расположенный между подающим узлом и узлом для заполнения, и затем на поворотную платформу 2150 узла для заполнения.
Как показано на Фиг.24, узел для заполнения 2014 содержит систему для перемещения, содержащую поворотную платформу 2150 и четыре звездчатых колеса 2152, 2154, 2156 и 2158. Как будет описано ниже, поворотная платформа 2150 выполнена так, чтобы осуществлять поворот в направлении против часовой стрелки. Первое и третье зубчатые колеса 2152, 2156 выполнены так, чтобы осуществлять поворот в направлении по часовой стрелке. Второе и четвертое зубчатые колеса 2154, 2158 выполнены так, чтобы осуществлять поворот в направлении против часовой стрелки. Приведенные в качестве примера контейнеры, заполненные с использованием такого варианта выполнения устройства для заполнения 2010, обозначены как 2015А, 2015В, 2015С, 2015D, 2015Е и 2015F.
Как показано на Фиг.30А, первая направляющая 2160 расположена по краю поворотной платформы 2150. Направляющая 2160 удерживает контейнеры от падения с поворотной платформы 2150. Вторая направляющая 2162 отделена от первой направляющей, так что между ними образуется канал 2164. Конструкция третьей направляющей (см. Фиг.30А) включает в себя поддерживающий элемент 2168, который расположен над поворотной платформой 2150 и поддерживает направляющие 2170, 2172 (см. Фиг.30А), которые вместе перемещают контейнеры по каналу 2164, образованному первой и второй направляющими 2160, 2162.
Четвертая направляющая 2174 расположена по краю первого звездчатого колеса 2152. Пятая направляющая расположена по краю второго звездчатого колеса 2154. Шестая направляющая 2178 проходит от края (т.е. соединена с ним) третьего звездчатого колеса 2156 и перемещает контейнеры, заполнение и восстановление герметичности которых прошло успешно. Седьмая направляющая 2180 проходит от края четвертого звездчатого колеса 2158 и перемещает контейнеры, заполнение которых прошло неудачно, либо неудачно было произведено восстановление их герметичности.
Каждое из звездчатых колес 2152, 2154, 2156 и 2158 снабжено множеством выемок, выполненных на их периферической (краевой) поверхности так, чтобы вмещать контейнеры. Первое звездчатое колесо 2152 предпочтительно имеет пилообразный край 2190, что снижает вероятность защемления контейнеров, поступающих из канала 2164. На Фиг.38 представлена вертикальная проекция одного из вариантов выполнения первого звездчатого колеса 2152. В этом варианте выполнения край первого звездчатого колеса 2152 снабжен множеством зубьев, например, зубьями 2191, 2192. Каждый из зубьев имеет заостренный конец, например, 2193, 2194. Каждые два последовательно расположенные зубья окружают (с двух сторон) соответствующую выемку, предназначенную для помещения в нее контейнера. Например, в этом варианте выполнения, зубья 2191, 2192 окружают выемку 2195. В этом варианте выполнения зубья и/или выемки имеют такие форму и/или размеры, что та часть зубьев, которая расположена вверху и вблизи острия, образует гнездо 2196, в которое будет помещен соответствующий контейнер. В этом варианте выполнения гнездо 2196 задает поверхность, которая будет оказывать давление на контейнер. Однако могут быть использованы и другие варианты конструкций.
Как показано на Фиг.26А, выемки третьего и четвертого зубчатых колес 2156 и 2158 снабжены вакуумными портами, которые селективно присоединены к источнику вакуума, что позволяет третьему и четвертому зубчатым колесам переносить контейнеры надлежащим образом.
Как наилучшим образом показано на Фиг.30А и 31А-31Н, трубопровод 2200, осуществляющий заполнение с помощью игл, расположен на первой позиции по отношению к краю второго звездчатого колеса 2154. Трубопровод 2200, осуществляющий заполнение с помощью игл, удерживает множество игл, например, четыре иглы 2202, 2204, 2206 и 2208, при этом иглы используют для введения медикамента в контейнеры. Снабженный иглами трубопровод 2200 установлен таким образом, что каждая игла способна совершать движение по направлению к заглушкам, выполненным с возможностью восстановления герметичности, чтобы входить в контакт с ними и выполнять в них прокол, заполнять пузырьки или другие контейнеры медикаментом или иным предназначенным для размещения в них веществом, и способна осуществлять движение по направлению от заглушек, в результате чего происходит извлечение иглы после окончания заполнения пузырька. Использование множества игл позволяет одновременно осуществлять заполнение множества пузырьков. Как показано на Фиг.31А-31Н, каждая из игл 2202, 2204, 2206 и 2208 соединена с соответствующей гибкой трубкой 2212, 2214, 2216 и 2218, которая соединяет иглу через соответствующий насос 2070-2076 (Фиг.30F) с источником медикамента (не показан). Необходимо отметить, что источник медикамента может быть расположен внутри устройства для заполнения 2010 или снаружи от него. Необходимо отметить, что стержни, которые перемещают, или снабженный иглами трубопровод 2200 могут быть снабжены мехами 2220 (Фиг.26А) для того, чтобы закрыть их подвижные части. В некоторых вариантах выполнения расстояние, на которое происходит проникновение иглы, может составлять около 1 дюйма.
Осуществляющий герметизацию с помощью лазера и инфракрасный сенсорный трубопровод 2230 (см. Фиг.30А, 36, 37A-37D) расположен на второй позиции по отношению к краю второго звездчатого колеса 2154, за трубопроводом 2200, осуществляющим заполнение с помощью игл .Осуществляющий герметизацию с помощью лазера и инфракрасный сенсорный трубопровод 2230 не показан на некоторых других чертежах, что сделано с целью лучшего понимания изобретения. Как показано на Фиг.36, трубопровод 2230 удерживает множество лазерных оптических устройств (например, четыре лазерных оптических устройства 2232, 2234, 2236 и 2238) вместе со множеством инфракрасных сенсоров (например, четыре инфракрасных сенсора 2242, 2244, 2246 и 2248). Лазерные оптические устройства выполнены таким образом, чтобы направлять лазерный луч на пузырьки для восстановления герметичности крышек или заглушек, выполненных с возможностью восстановления герметичности, после заполнения контейнеров с помощью игл. Каждое из множества лазерных оптических устройств установлено в соответствующем месте вблизи края второго звездчатого колеса 2154, чтобы направлять лазерный луч на соответствующую заглушку, выполненную с возможностью восстановления герметичности, с тем, чтобы посредством нагревания закрыть отверстие от иглы, выполненное в заглушке. Каждое из лазерных оптических устройств 2232, 2234, 2236 и 2238 соединено с соответствующим оптоволоконным кабелем 2233, который соединяет оптическое устройство 2232, 2234, 2236 и 2238 с соответствующим источником лазерного излучения 2080, 2082, 2084, 2086 (Фиг.20). Использование множества оптоволоконных устройств позволяет одновременно восстанавливать герметичность множества пузырьков.
В данном варианте выполнения каждое из множества инфракрасных сенсорных устройств 2242-2248 установлено в соответствующих местах вблизи края второго звездчатого колеса 2154. Как показано на чертежах, источники лазерного излучения 2080-2086 установлены вне бокса (барьера) 2044, с тем, чтобы их можно было чинить и/или заменять без открывания бокса и/или иного риска нарушения его стерильности. Инфракрасные сенсоры 2242-2248 определяют температуру участка заглушки, в котором иглой выполнен прокол, обрабатываемого в процессе восстановления герметичности с помощью лазера, и, следовательно, могут быть использованы для определения достаточности произведенного в процессе восстановления герметичности нагрева заглушки. Каждый инфракрасный сенсор 2242, 2244, 2246, 2248 соединен с соответствующим модулем 2090, 2092, 2094, 2096 инфракрасного сенсора (Фиг.20). Использование множества инфракрасных сенсоров позволяет одновременно определять температуру множества пузырьков в стерильном устройстве для заполнения 2010, например, в процессе восстановления их герметичности. Как было описано выше, каждый источник лазерного излучения испускает лазерное излучение заданной длины волны, составляющей примерно 980 нм, и заданной мощности, значение которой для каждого лазера предпочтительно составляет менее примерно 30 ватт, и, более предпочтительно, равно или меньше 10 ватт, или находится в диапазоне от примерно 8 ватт до 10 ватт. В показанном на чертежах варианте выполнения каждый источник лазерного излучения представляет собой полупроводниковый диодный лазер с мощностью примерно 15 ватт, который связан оптоволоконным кабелем с соответствующей коллимирующей линзой, установленной над пузырьками внутри узла для заполнения. Одним из преимуществ установки источников лазерного излучения снаружи бокса является то, что их можно легко чинить или заменять без осуществления доступа внутрь бокса.
Вдоль края второго звездчатого колеса 2154, за трубопроводом 2200, осуществляющим заполнение с помощью игл, могут быть установлены емкостные сенсоры (не показаны). Такие сенсоры могут быть использованы для того, чтобы определять, помещен ли в пузырек медикамент.
На Фиг.39А-39С представлены виды сбоку, на которых показаны последовательные стадии, которые выполняют в одном из вариантов выполнения изобретения для помещения лотка с контейнерами в подающий узел 2012. Как показано на Фиг.39А-39С, в процессе работы помещенный в мешок лоток с контейнерами 2105 устанавливают на полку 2104. Один конец мешка 2107 помещают в открытый зажим 2106, 2106′, тем самым задают часть 2109, которая выходит за границы зажима. Концевую часть 2109 мешка затем размещают так, чтобы она была расположена в плоскости на поверхности 2128, 2128′ первой части 2120, 2120′ зажима, и зажим 2106, 2106′ закрывают. При закрытом зажиме 2106, 2106′ выступающую часть 2109 мешка 2107 отрезают и выбрасывают, и к вакуумным портам двух частей 2120, 2122, 2120′, 2122′ прикладывают воздействие источника вакуума. Затем зажим 2106, 2106′ открывают, и, благодаря приложенному к вакуумным портам вакууму, отрезанный конец мешка 2107 открывается. Благодаря приложенному к портам 2132, 2132′ вакууму, нижняя часть отрезанного края мешка прикрепляется с возможностью отсоединения к поверхности 2128, 2128′ первой части 2120, 2120′ зажима, и верхняя часть отрезанного края мешка прикрепляется с возможностью отсоединения к поверхности 2130, 2130′ второй части 2122, 2122' зажима.
После того, как открыли зажим 2106, 2106′ и отрезанный край 2109, с другой стороны мешка к лотку с контейнерами 2105 прикладывают силу для того, чтобы протолкнуть лоток через открытый зажим в отверстие (порт) 2108 подающего узла в область 2136, 2136′, на которой выполняют первую стадию. Устройство 2139 (Фиг.22) заполняет открытый мешок стерильным воздухом и тем самым облегчает его открывание и перемещение стерильных лотков и пузырьков из мешка в подающий узел. Приложение вакуума к вакуумным портам 2132 прекращают, что вызывает отсоединение мешка 2107, который затем можно выбросить. Как показано на Фиг.39С, вторая часть 2122 зажима и стенка, задающая верхнюю часть порта 2108 для подачи, расположены достаточно низко, чтобы заблокировать поступление расположенного сверху лотка или крышки, которые закрывали контейнеры, расположенные на лотке. В альтернативном варианте, расположенный сверху лоток или крышка поступают в подающий узел, и для того, чтобы убрать крышку с лотка и тем самым открыть доступ к пузырькам, приводят в действие поднимающее устройство.
После того, как лоток с контейнерами 2105 был перемещен в область 2136, 2136′, на которой выполняют первую стадию, как показано на Фиг.28B-28G, приводят в действие первый направляющий рычаг 2114, 2114′ для того, чтобы посредством скольжения переместить контейнеры с лотка и поместить их в область 2138, 2138′, на которой выполняют вторую стадию. Первый направляющий рычаг 2114, 2114′ может быть приведен в действие вручную, с использованием ручки 2110, или автоматически, как описано выше. Как показано на Фиг.28Н и 28I, пустой лоток затем удаляют из подающего узла 2012, 2012′. После того, как контейнеры поступили в область 2138, 2138′, на которой выполняют вторую стадию, приводят в действие второй направляющий рычаг 2115, 2115′, для того, чтобы посредством скольжения переместить контейнеры в узел для заполнения 2014 и на поворотную платформу 2150.
Как было указано выше, в этом варианте выполнения изобретения каждый контейнер представляет собой пузырек, имеющий в основном форму, напоминающую «диаболо», которая образована основанием, крышкой и корпусом, расположенным между основанием и крышкой, при этом основание и крышка задают диаметр, или ширину, которые больше, чем соответствующие размеры корпуса. Выполнение контейнера в форме, напоминающей «диаболо», может облегчить закрепление и перемещение пузырьков в устройстве для заполнения 2010. Кроме того, форма пузырьков, напоминающая «диаболо», облегчает перемещение пузырьков или работу звездчатых колес или других механизмов для транспортировки, так как для поддерживания пузырьков не требуется основание (подложка). Кроме того, использование формы, напоминающей «диаболо», облегчает удерживание пузырьков в блоке для заполнения с помощью игл и удерживание пузырьков на месте в момент введения в них игл, как показано, например, на Фиг.31D.
После того, как контейнеры были помещены на поворотную платформу 2150, их с помощью направляющих 2170, 2172 (Фиг.30А) перемещают один за другим в канале 2164 по направлению к краю поворотной платформы. При помощи выемок первое звездчатое колесо 2152 принимает поступающие из канала 2164 контейнеры и перемещает их в направлении по часовой стрелке по направляющей 2174, обычно с заранее заданной скоростью.
Когда контейнеры достигают первого или подающего конца направляющей 2176, они перемещаются к выемкам второго звездчатого колеса 2154. Второе звездчатое колесо 2154 перемещает контейнеры по направляющей 2176. Второе звездчатое колесо 2154 проходит четыре положения и затем делает короткую остановку. Во время остановки снабженный иглами трубопровод 2200 перемещают вниз так, чтобы ввести четыре иглы 2202-2208 через четыре заглушки, выполненные с возможностью восстановления герметичности, четырех контейнеров, расположенных под снабженным иглами трубопроводом 2200. Медикамент вводят в контейнеры, и затем трубопровод перемещают вверх, извлекая иглы 2202-2208 из четырех заглушек. В одном из вариантов выполнения иглы сначала извлекают относительно медленно, позволяя пузырькам заполниться до верха, а затем, после заполнения пузырьков, иглы поднимают быстрее для быстрого извлечения игл и уменьшения общего времени выполнения цикла. В другом варианте выполнения устанавливают расстояние, на которое происходит проникновение иглы, для того, чтобы уменьшить или предотвратить образование частиц. В одном из таких вариантов выполнения отверстия для жидкости расположены ниже днища заглушки и вблизи от него, на конце расстояния, на которое происходит проникновение иглы (т.е. верхний край каждого отверстия находится вблизи от расположенной внутри контейнера поверхности днища заглушки). В одном из таких вариантов выполнения конец иглы проходит ниже расположенной внутри контейнера поверхности днища заглушки на расстояние от примерно 1 см до примерно 5 см, более предпочтительно, от примерно 1 см до примерно 3 см, и, наиболее предпочтительно, примерно 1.5 см. Из точки, которая обозначает расстояние, на которое произошло проникновение иглы, в пузырьки вводят медикамент или иное вещество. Затем, после того, как в пузырьки поместили заранее заданное количество медикамента или иного вещества, иглы извлекают. Предпочтительно, иглу и/или заглушку обрабатывают для того, чтобы уменьшить трение, по крайней мере, на поверхности контакта иглы и заглушки, с тем, чтобы предотвратить образование частиц. В созданном позднее варианте выполнения в процессе заполнения иглы не извлекают. Иглы вводят в заглушки на минимальное допустимое расстояние, необходимое для осуществления заполнения, и во время заполнения иглы остаются на месте, например, в нижней части отрезка, обозначающего расстояние, на которое произошло проникновение. После заполнения пузырьков иглы извлекают из заглушек. Одним из преимуществ такого варианта выполнения является то, что таким образом уменьшается перемещение игл по отношению к поверхностям заглушек, что помогает предотвратить образование частиц в процессе введения и извлечения игл.
Кроме того, во время остановки четыре лазерные оптические устройства 2232-2238 с целью восстановления герметичности заглушек подают лазерное излучение на расположенные под лазерным и инфракрасным трубопроводом заглушки четырех контейнеров. В процессе нагревания заглушек посредством приложения энергии лазера четыре инфракрасных сенсора 2242-2248 определяют температуру каждой заглушки, с тем, чтобы установить, достаточен ли нагрев каждой из заглушек для восстановления ее герметичности. После выполнения остановки процесс повторяют, т.е. четыре звездчатых колеса 2152, 2154, 2156, 2158 проходят другие четыре позиции, затем снова следует остановка, таким образом осуществляют заполнение и восстановление герметичности четырех следующих контейнеров.
После восстановления герметичности контейнеры перемещают к третьему звездчатому колесу 2156, которое в выемках содержит вакуумные порты, предназначенные для удерживания каждого из контейнеров в процессе перемещения. Если заполнение контейнера и восстановление его герметичности прошли успешно, то третье звездчатое колесо 2156 перемещает контейнер до достижения им направляющей 2178, где селективно удаляют вакуум в соответствующем вакуумном порте и контейнер перемещают на направляющую 2178. Направляющая 2178 перемещает контейнер к резервуару-накопителю (не показан), в котором находятся контейнеры, заполнение и восстановление герметичности которых было проведено успешно.
Если заполнение и восстановление герметичности контейнера прошли неудачно, третье звездчатое колесо 2156 перемещает контейнер до достижения им четвертого звездчатого колеса 2158, где селективно удаляют вакуум в соответствующем вакуумном порте и подают вакуум на соответствующий вакуумный порт четвертого звездчатого колеса 2158, в результате чего осуществляют перемещение контейнера на четвертое звездчатое колесо 2158. Четвертое звездчатое колесо 2158 перемещает контейнер до тех пор, пока он не достигнет направляющей 2180, где вакуум соответствующего вакуумного порта селективно удаляют и перемещают контейнер на направляющую 2180, которая перемещает контейнер к резервуару-накопителю (не показан), в котором находятся контейнеры, заполнение и восстановление герметичности которых прошли неудачно.
Поворотную платформу 2150 и четыре колеса 2152, 2154, 2156, 2158 приводят в движение с помощью соответствующих приводных стержней. Каждый из приводных стержней помещен в соответствующий корпус, например, приводной стержень для второго звездчатого колеса помещен в корпус 2270 стержня. Каждый корпус стержня содержит платформу, например, платформу 2272, прикрепленную к пластине 2040 узла для заполнения 2014, удлиненный элемент, например, элемент 2274, прикрепленный к платформе, и элемент для установки колеса, например, элемент 2276, расположенный между удлиненным элементом и соответствующим звездчатым колесом. Необходимо отметить, что корпусы предпочтительно снабжены прокладками, выполненными в виде O-кольца (O-ring), которые снижают вероятность попадания грязи, смазки или других загрязнений в устройство для заполнения 2014 изнутри корпуса. В этом варианте выполнения прокладки, выполненные в виде O-колец, содержат эластичный материал, например, компаунд на основе резины, такой как Viton.
Приводной стержень поворотной платформы 2150 соединен и приводится в действие первым устройством 2300 (Фиг.30В). Приводные стержни звездчатых колес соединены и приводятся в действие вторым устройством 2302 (Фиг.30В). В частности, устройство 2302 соединено с приводом 2304, соединенным с приводным стержнем второго звездчатого колеса 2154. Приводные стержни, соответственно, первого и третьего звездчатых колес 2152 и 2156 вращаются при помощи привода 2304 второго звездчатого колеса. Приводной стержень четвертого звездчатого колеса 2158 приводится в движения посредством привода третьего звездчатого колеса 2156. Одним из преимуществ такого выполнения является то, что при сборке нужен меньший допуск, чем потребовался бы при линейном расположении приводных элементов.
В этом варианте выполнения наличие пространства сверху между компонентами устройства для заполнения (например, звездчатыми колесами) и пластиной 2040 помогает создать ламинарный поток фильтрованного воздуха вокруг указанных компонентов.
В некоторых вариантах выполнения иглы с внешних сторон могут быть снабжены желобами для того, чтобы осуществить отвод газа из пузырька в процессе его заполнения. В некоторых вариантах выполнения, для осуществления вентиляции, иглы могут быть выполнены двуполостными.
Игла может иметь любую форму, которая известна в настоящее время, либо которую изобретут в дальнейшем. В некоторых вариантах выполнения игла имеет конец, выполненный в форме, напоминающей конец карандаша. В некоторых других вариантах выполнения игла имеет конец, форма которого сходна с головкой стрелы или профиль которого имеет форму троакара. В некоторых вариантах выполнения форму иглы и/или конца иглы выбирают такой, чтобы свести к минимуму или предотвратить образование частиц (или загрязнений) при проникновении иглы в заглушку, свести к минимуму износ иглы и/или для того, чтобы обеспечить возможность восстановления герметичности заглушки. Ширина иглы может оказывать влияние на скорость заполнения. В некоторых вариантах выполнения форму иглы выбирают так, чтобы достичь компромисса между двумя или более перечисленными выше факторами. В некоторых вариантах выполнения сила, которую прикладывают для того, чтобы ввести иглу через заглушку, составляет примерно два фунта на иглу.
Как показано на Фиг.34 и 35, обычная игла 2202 имеет полый конически-заостренный конец 2203 (т.е. «конец, имеющий форму конца карандаша»), при этом угол «А» конца в поперечном сечении составляет от примерно 15° до примерно 25°, более предпочтительно, от примерно 18° до примерно 22°, и, наиболее предпочтительно, составляет примерно 20°. Выполнение иглы гладкой, с острым концом, угол которого постепенно увеличивается, приводит к тому, что отверстие от иглы плавно и постепенно увеличивается по мере введения иглы в заглушку. Конец иглы содержит вытянутые в аксиальном направлении отверстия 2205 для жидкости, расположенные на противоположных сторонах иглы. В являющемся предпочтительным в настоящее время варианте выполнения игла имеет примерно 15 калибр (т.е ее диаметр составляет примерно 0.072 дюйма). Однако, как понятно для среднего специалиста в данной области техники, приведенный размер указан только в качестве примера и может быть изменен, если это является желаемым или требуется для конкретного применения.
Как показано на Фиг.31А и Фиг.34 и 35, для прикрепления иглы к трубопроводу 2200 на корпус каждой иглы установлена втулка 2207. Как показано на Фиг.31А, снабженный иглами трубопровод содержит основание 2209, содержащее множество устройств 2211 для установки игл, которые проходят вбок от основания и расположены с промежутками. Зажим 2213 для игл выровнен на основании 2209 посредством штифтов и соответствующих отверстий и прикреплен с возможностью отсоединения к основанию 2209 посредством шурупов (винтов) или иных крепежных элементов, для того, чтобы прочно присоединять иглы к устройствам для установки игл. Множество отверстий 2215 расположено между устройствами для установки игл, что позволяет ламинарному потоку проходить между иглами и вниз между пузырьками в процессе заполнения с помощью игл. Как показано на Фиг.31В, снабженный иглами трубопровод 2200 присоединен с возможностью отсоединения к пластине 2203 посредством винта с накатанной головкой, при этом пластина, в свою очередь, жестко присоединена к приводным стержням 2220. Одним из преимуществ такого выполнения конструкции является то, что снабженный иглами трубопровод (и связанные с ним линии для заполнения) может быть легко заменен без применения специального оборудования посредством простого отсоединения (выворачивания) винтов с накатанной головкой между выполнением операций заполнения, либо в иных необходимых случаях.
Во многих вариантах выполнения при введении игл в крышки или заглушки, выполненные с возможностью восстановления герметичности, и при извлечении игл выделяется тепло. В некоторых вариантах выполнения медикамент (или иная жидкость), который(ую) подают с помощью игл, поглощает тепло от игл и тем самым помогает поддерживать иглы в требуемом для работы температурном интервале. В некоторых из таких вариантов выполнения до подачи медикамента (или иной жидкости) к иглам, его/ее (медикамент или жидкость) охлаждают. В некоторых из таких вариантов выполнения устройство для заполнения поддерживает заданную температуру медикамента, поддерживает температуру медикамента ниже заданной или поддерживает ее в заданном температурном интервале.
В некоторых вариантах выполнения работа второго рычага 2115 осуществляется автоматически. В некоторых из таких вариантов выполнения работу (перемещение) второго рычага можно контролировать, например, на основе сигналов, поступающих от сенсоров, которые могут быть использованы для того, чтобы определять перемещение (удаление) всех контейнеров с лотка. В некоторых других вариантах выполнения работу второго рычага можно контролировать, например, посредством переключателя, приводимого в действие оператором.
Несмотря на то, что блок для заполнения показан с четырьмя иглами, снабженным четырьмя лазерными оптическими устройствами и четырьмя инфракрасными сенсорами, понятно, что выполнение блока для заполнения не ограничено приведенным примером, и он может содержать другое количество игл, лазерных оптических устройств и инфракрасных сенсоров. Также необходимо отметить, что совпадение количества игл, лазерных оптических устройств и инфракрасных сенсоров не является абсолютным требованием.
Так, устройство для заполнения может содержать любое количество игл или может быть установлено или приведено в действие для выполнения функций устройства для заполнения с помощью игл как описано выше многочисленными различными способами, использование которых известно, либо станет известным в будущем. Кроме того, устройство для заполнения 2010 может содержать множество блоков для заполнения с помощью игл, для того, чтобы увеличить или иным образом скорректировать производительность устройства для заполнения.
Несмотря на то, что иглы показаны установленными на один трубопровод, необходимо понимать, что этот признак не является обязательным. Например, в некоторых вариантах выполнения, каждая игла может быть независимо приведена в действие и в контакт с заглушками, выполненными с возможностью восстановления герметичности, пузырьков или иных контейнеров.
Двигатель может быть любым из множества различных типов двигателей, использование которых для выполнения функции двигателя как описано выше известно, либо станет известным в будущем. Например, двигатель может быть пневматическим или приводимым в действие посредством соленоида или может представлять собой иной тип электрического двигателя.
Кроме того, необходимо отметить, что подающий узел может быть выполнен в виде любого из многочисленных устройств, использование которых для выполнения функции подающего узла известно, либо станет известным в будущем. Например, подающий узел может представлять собой любой из многочисленных вибрационных подающих устройств, или систем-роботов, работающих в режиме «подними-и-положи».
Кроме того, система для перемещения не ограничена использованием поворотных платформ и звездчатых колес. Действительно, система для перемещения может представлять собой любой из многочисленных различных типов систем для перемещения или конвейерных систем, использование которых для выполнения функций, приведенных в описании поворотной платформы и/или звездчатых колес, известно, либо станет известным в будущем. Например, система для перемещения может быть выполнена в виде вибрационного подающего устройства, бесконечной конвейерной ленты, содержащей, например, множество приемников, например, скоб, для размещения или удерживания пузырьков в заданном положении на конвейере. Система для перемещения может быть соединена с мотором или иным подходящим двигателем, работу которого контролируют посредством компьютера или иного контрольного узла, который запускает, останавливает, осуществляет контроль скорости или иным образом координирует работу системы для перемещения с работой остальных компонентов устройства для заполнения.
Кроме того, узлы для сортировки и отбраковки не обязательно должны быть выполнены в форме зубчатых колес, но могут быть выполнены в виде роботов, работающих в режиме «подними-и-положи», или они могут представлять собой любое иное из многочисленных устройств, использование которых для выполнения функций указанных узлов как описано выше известно, либо станет известным в будущем.
Необходимо отметить, что блок для заполнения по данному изобретению не ограничен выполнением в виде описанной выше барьерной системы. Например, вместо осуществления вентиляции, при которой поток выходит наружу, некоторые блоки для заполнения используют барьер, который создает воздухонепроницаемую изоляцию вокруг блока для заполнения. Тем не менее, некоторые из таких вариантов выполнения могут использовать внутри блока для заполнения поток фильтрованного воздуха, обладающий или не обладающий характеристиками ламинарного потока. В некоторых случаях блок для заполнения может быть вообще не снабжен барьером, а при его использовании могут полагаться на чистоту окружающей среды, в которой расположено устройство для заполнения.
В некоторых из вариантов выполнения устройство для заполнения 2010 также содержит средства для проведения визуального осмотра блока для заполнения Они могут быть выполнены в виде устойчивого к бета-излучению окна и/или CCD, видео или иной камеры, установленной внутри корпуса и служащей для передачи на внешний монитор изображений блока для заполнений. Как понятно для специалиста в данной области техники, конкретные устройства приведены лишь в качестве примера и для осуществления функции визуального осмотра может быть использовано любое из многочисленных устройств, использование которых для выполнения этой функции известно, либо станет известным в будущем. В некоторых вариантах выполнения систему для проведения визуального осмотра используют для проверки каждого герметичного спая, выполненного с помощью лазерной системы. Блок для заполнения может быть также оснащен системой определения уровня, используемой для определения уровня жидкости или иного вещества в каждом пузырьке или ином контейнере для того, чтобы удостовериться в том, что он заполнен до нужного уровня. Кроме того, блок для заполнения может быть снабжен блоком для прикрепления этикетки.
В некоторых вариантах выполнения пузырьки или иные контейнеры, после того, как они были помещены в устройство для заполнения 2010, или, по крайней мере, их поверхности, в которых иглами выполнены проколы, снова подвергают стерилизации посредством облучения лазерным излучением, как было описано выше, или посредством облучения пучком электронов, для того, чтобы получить дополнительную уверенность в абсолютной стерильности поверхностей до заполнения и герметизации. Например, в некоторых вариантах выполнения устройство для заполнения может дополнительно содержать устройство для облучения пучком электронов, которое содержит источник пучка электронов, как это описано в совместно поданной заявке США №10/600,525 на выдачу патента, поданной 19 июня 2003 г., или совместно поданной международной заявке PCT/US03/19656, поданной 19 июня 2003 г., каждая из которых озаглавлена «Стерильное устройство для заполнения, снабженное блоком для заполнения с помощью игл, расположенным в камере для облучения пучком электронов» («STERILE FILLING MACHINE HAVING NEEDLE FILLING STATION WITHIN E-BEAM CHAMBER»). Приведенные заявки включены в данное описание в качестве ссылок, как часть раскрытия данного изобретения.
Как описано в указанных совместно поданных заявках на выдачу патента, источник пучка электронов может представлять собой любой тип источника пучка электронов, использование которого для выполнения функции такого источника известно, либо станет известным в будущем. Пучок электронов представляет собой форму ионизирующей энергии, которая обычно характеризуется низкой проникающей способностью и высокой мощностью дозы излучения. Электроны изменяют различные химические и молекулярные связи облучаемых объектов, включая репродуктивные клетки микроорганизмов. Поэтому использование пучка электронов особенно удобно для проведения стерилизации пузырьков, шприцов и других контейнеров для медикаментов или для других стерильных веществ. Источник испускает пучок электронов, который образован концентрированным и высокозаряженным потоком электронов, созданным посредством ускорения и преобразования электрических зарядов. Предпочтительно, чтобы пучок электронов был сфокусирован на поверхности каждого из контейнеров, в которой иглой может быть выполнен прокол, для осуществления заполнения контейнера медикаментом или иным веществом. Например, в случае использования пузырьков, таких, которые содержат заглушки, выполненные с возможностью восстановления герметичности, как описано выше, пучок электронов фокусируют на верхней поверхности заглушки, для того, чтобы до введения через нее иглы для заполнения стерилизовать поверхность, в которой может быть выполнен прокол. Кроме того, на противоположных сторонах конвейера могут быть установлены отражающие поверхности для отражения пучка электронов и/или отраженных и рассеянных электронов на боковые поверхности пузырьков для стерилизации указанных поверхностей. Альтернативно или вместе с такими отражающими поверхностями могут использовать более чем один источник пучка электронов, причем каждый источник пучка электронов фокусируют на соответствующей поверхности или части поверхности пузырьков или других контейнеров, с тем, чтобы обеспечить стерилизацию каждой области поверхности, представляющей интерес с этой точки зрения.
В некоторых из вариантов выполнения поток, ширину сканирования, расположение и энергию пучка электронов, скорость системы для перемещения и/или ориентацию и расположение отражающих поверхностей выбирают таким образом, чтобы достичь, по крайней мере, 3-log снижения, и, предпочтительно, 6-log снижения показаний в био-тестах, проводимых в отношении верхней поверхности заглушек пузырьков, то есть поверхности заглушки, которая содержит участок, в котором иглой для заполнения пузырька может быть выполнен прокол. Кроме того, в качестве дополнительной меры предосторожности могут использовать одно или более приведенных выше изменений для того, чтобы добиться, по крайней мере, 3-log снижения показателей для боковых сторон пузырька, то есть для тех его поверхностей, в которых не выполняют прокол в процессе заполнения пузырька. Однако такие специальные уровни стерильности приведены только в качестве примера, и уровень стерильности может быть установлен по желанию или согласно установленным в отношении конкретного продукта требованиям, например, согласно требованиям, установленным Ассоциацией по пищевым продуктам и лекарственным препаратам США (PDA), или применяемым в Европе стандартам, например, таким, как применяемые Уровни гарантированной стерильности (Sterility Assurance Levels (SAL)). Приведенное в качестве примера устройство для заполнения, содержащее узел для облучения пучком электронов, который выполнен так, что заполнение с помощью игл осуществляют в камере для облучения пучком электронов, описано в указанной выше совместно поданной заявке на выдачу патента. Кроме того, как понятно для среднего специалиста в данной области техники, такой узел для облучения пучком электронов равным образом может быть использован совместно со стерильным устройством для заполнения 2010 для того, чтобы подавать пучок электронов на, по крайней мере, те участки заглушек, в которых иглой может быть выполнен прокол, на иглы в процессе выполнения заполнения и/или на пузырьки или на их участки, в которых иглой может быть выполнен прокол, в блоке для герметизации посредством лазерного излучения.
Если не указано иное, такие термины как, например, «содержит», «имеет», «включает в себя» и аналогичные по смыслу должны толковаться расширительно, с тем, чтобы не исключать дополнительные элементы и/или признаки.
Как понятно для специалиста в данной области техники, в приведенных выше и иных вариантах выполнения могут быть выполнены различные изменения и модификации, не выходящие за рамки раскрытого в данном описании изобретения, как они приведены в формуле изобретения. Например, часть, выполненная с возможностью восстановления герметичности, может быть выполнена в виде единой детали с основанием, например, посредством формования на вставках, часть, выполненная с возможностью восстановления герметичности, может быть сплавлена с основанием заглушки, или она может быть последовательно сформована с основанием. Кроме того, часть, выполненная с возможностью восстановления герметичности, может быть изготовлена из любого из многочисленных различных материалов, использование которых для изготовления части, выполняющей функции элемента, выполненного с возможностью восстановления герметичности, как описано выше, известно, либо станет известным в будущем. Например, она может быть изготовлена из любого из множества различных термопластичных и/или эластомерных материалов, включая, например, полиэтилен низкой плотности. Аналогичным образом, основание заглушки может быть изготовлено из вулканизированной резины как описано выше, или из любого из многочисленных материалов, в отношении которых известно, либо станет известным в будущем, что они являются совместимыми с определенным медикаментом или иным веществом, помещенным в пузырек или иной контейнер, либо иным образом обеспечивают стабильную герметизацию для этого медикамента/вещества. Кроме того, заглушки, выполненные с возможностью восстановления герметичности, могут содержать более чем один слой вулканизированной резины и/или более чем один слой материала, который может восстанавливать свою герметичность. Кроме того, блоки для выполнения прижигания и для герметизации могут использовать любой из многочисленных типов различных источников тепла, использование которых для выполнения функции таких источников, как описано выше, известно, либо станет известным в будущем. Например, они могут использовать любой из многочисленных различных типов источников лазерного излучения или оптических источников или источников проведения теплоты. Соответственно, приведенное выше подробное описание предпочтительных вариантов выполнения изобретения является только иллюстративным и не предназначено для ограничения изобретения.
Реферат
Устройство содержит термопластичную часть, соединенную с камерой с возможностью контактирования с веществом, находящимся в ней, и имеющую участок, в котором элементом для инъекций может быть выполнен прокол с возможностью восстановления его герметичности под воздействием лазерного излучения. Термопластичная часть содержит первый полимерный материал в первом количестве по весу, содержащий блоксополимер стирола и обладающий первым удлинением, второй полимерный материал во втором количестве по весу меньше первого и, по крайней мере, одно вещество, выбранное из группы, включающей этилен α-олефины, полиолефины и олефины, и обладает вторым удлинением, которое меньше первого; пигмент в количестве, позволяющем корпусу в значительной степени поглощать излучение лазера и в значительной степени предотвращать прохождение излучения через стенки а также позволяет герметично закрывать прокол; смазочное вещество в количестве, уменьшающем силу трения в месте контакта элемента для инъекций и корпуса. В способе изготовления и заполнения веществом устройства, содержащего камеру, используют устройство как оно описанно выше. При этом прокалывают участок иглой с полым конически-заостренным концом и, по крайней мере, одним отверстием для жидкости, расположенным вблизи конца иглы. Игла также связана с источником вещества. В участок вводят иглу для введения жидкости в камеру таким образом, чтобы в значительной степени предотвратить образование частиц термопластичного материала и попадание их в камеру. В место контакта иглы и участка вводят смазочное вещество для уменьшения силы трения между этими элементами; посредством
Комментарии