Способ формообразования конца внутривенного катетера - RU2177807C2
Код документа: RU2177807C2
Чертежи
Описание
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к способу формообразования устройств медицинского назначения и, в частности, к способу формообразования
катетеров со скошенным
концом.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Скашивание конца катетера давно известно, в частности, концы вставляемого периферически внутривенного катетера
скашивают для облегчения
процесса вставки. Кроме того, было установлено, что целесообразно выполнить конец катетера с двойным конусом, и многие изделия в настоящее время имеют такую конструкцию.
Первый конус имеет угол
конусности приблизительно 3o, а второй конус имеет угол конусности приблизительно 27o.
Эти концы могут быть образованы, например, посредством лазерной резки, как показано в патенте США 5 425 903, или путем формования (прессования в пресс-форме), как показано в патенте США 4 661 300 на имя Daugherty.
В патенте на имя Daugherty показан способ формования, при котором для формообразования и обрезки катетера используется одноступенчатая операция, то есть катетер надевают на стержень в положении, при котором материал катетера выходит за стержень, и этот собранный узел затем вставляют в нагретую пресс-форму для образования наружной поверхности катетера. Стержень подают вперед до места, в котором он входит в контакт с поверхностью формы для обрезки заусенца от катетера за одну операцию.
Однако этот способ, включающий в себя одну операцию, имеет существенные недостатки, поскольку он вызывает сокращение срока службы инструмента вследствие того, что пресс-форма и стержень используются как режущие устройства, и поэтому они должны входить в контакт друг с другом и тереться друг о друга. Это означает, что по мере использования инструмента, наружная поверхность, образуемая на катетере, будет изменяться, поскольку контакт между стержнем и пресс-формой ухудшается вследствие износа внутренней поверхности пресс-формы. Кроме того, инструментальную оснастку следует заменять для сохранения острого края на стержне, чтобы обеспечить выполнение соответствующей обрезки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением разработан способ формообразования конца на внутривенном катетере, включающий в себя операции надевания трубчатого
катетера на стержень, при этом стержень
выходит за конец катетера или заданную зону конца. Пресс-форму, имеющую конусообразную внутреннюю поверхность пресс-формы, которая соответствует желательной
наружной поверхности готового катетера,
нагревают и стержень с надетым на него катетером вставляют в пресс-форму, чтобы ввести материал катетера в контакт с внутренней поверхностью пресс-формы.
Контакт материала катетера с внутренней
поверхностью пресс-формы заставляет материал катетера размягчаться и принимать форму внутренней поверхности пресс-формы, и образовывать заусенец, который
выходит за пределы желательного конца
катетера. Катетер и стержень извлекают из пресс-формы после того, как будет обеспечена возможность охлаждения материала, и после этого стержень вынимают из
катетера. В альтернативном варианте это
можно выполнить как одноступенчатую (одностадийную) операцию удаления стержня из катетера и последующего извлечения катетера из пресс-формы.
На второй операции катетер с прикрепленным к нему заусенцем вставляют в приспособление, имеющее поверхность обрезки, в которой образовано отверстие. Вставка катетера в приспособление обеспечивает возможность выхода заусенца через отверстие за поверхность обрезки. Режущий инструмент смещают вдоль поверхности обрезки, и он обрезает заусенец, который выступает над поверхностью, и отделяет этот заусенец от остальной части катетера. Это приводит к образованию катетера с обрезанным заусенцем, который после этого извлекают из приспособления для дальнейшей обработки.
Приспособление может быть выполнено таким образом, что в нем образован канал, который заканчивается требуемым отверстием. Канал может соответствовать по форме наружной поверхности катетера для облегчения установки катетера в положение, при котором заусенец выступает на соответствующее расстояние. Режущий инструмент может представлять собой одностороннее или двухстороннее лезвие, такое, как бритвенное лезвие при ручной операции. Лезвие предпочтительно может иметь толщину от примерно 0/003'' (0,0762 мм) до примерно 0,010'' (0,254 мм), и катетер может быть изготовлен из такого материала, как политетрафторэтилен (ПТФЭ, фторопласт-4) или полиуретан.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение будет описано со ссылкой на приложенные чертежи, на
которых:
фиг. 1 представляет собой изображение процесса
формования по настоящему изобретению, и
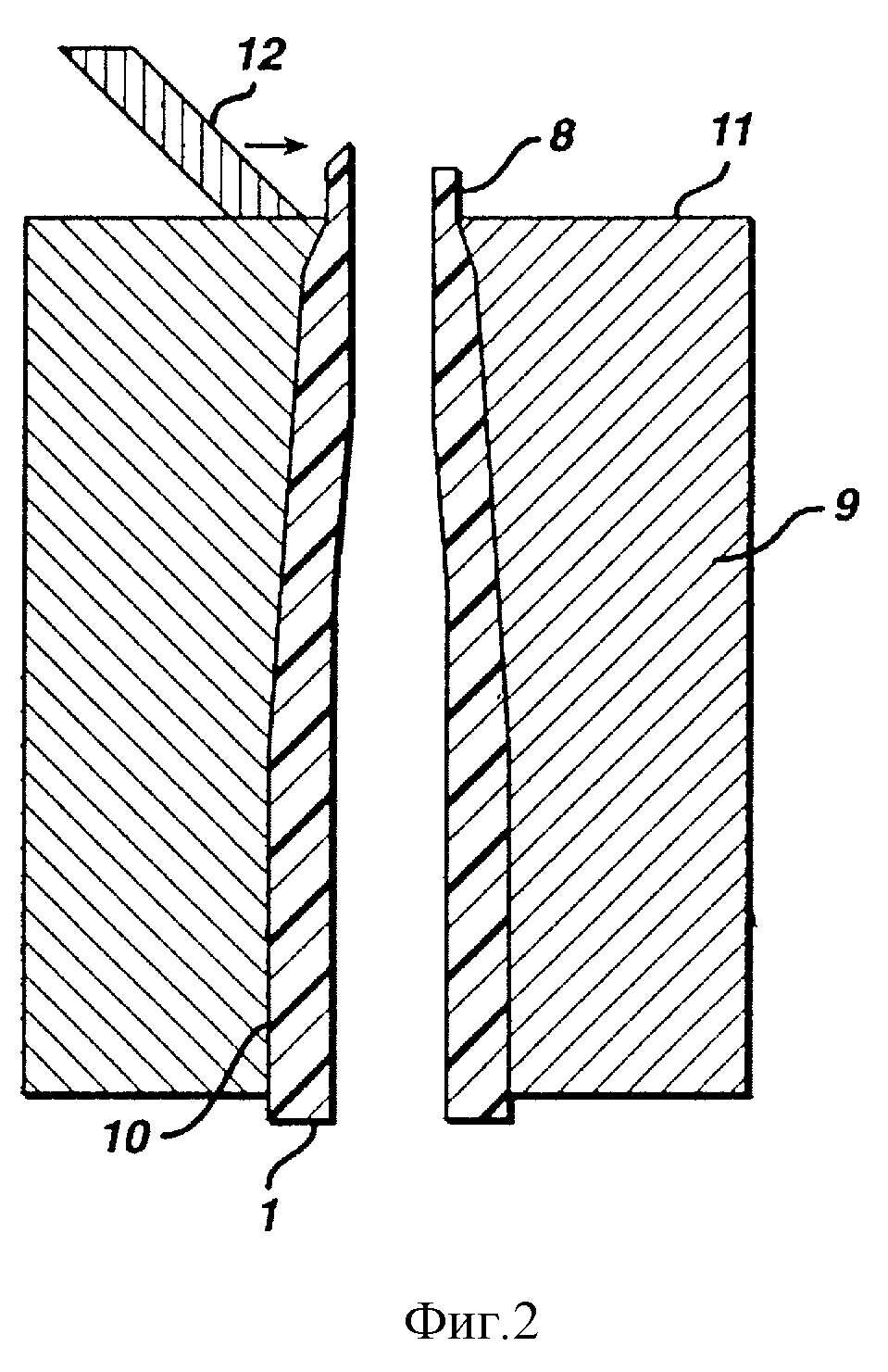
фиг. 2 представляет собой изображение приспособления для обрезки и процесса обрезки
по настоящему
изобретению.
ОПИСАНИЕ
ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Настоящее изобретение относится к упрощенному способу формообразования концов катеторов, который
отличается
точностью. В частности, при образовании
конусообразных концов катеторов необходимо как образовать конус, так и убрать любой заусенец, который может получиться при формообразовании.
При реализации способа по настоящему изобретению трубчатый катетер 1, изготовленный, например, или из политетрафторэтилена, или из полиуретана, надевают на концентричный стержень 2. Стержень 2 входит во внутреннее отверстие 3 канюли катетера и проходит за конец 5 катетера. Предусмотрена пресс-форма 6, имеющая коническую внутреннюю поверхность 7, которая соответствует по форме наружной поверхности, которую желательно получить на окончательно изготовленном катетере. Например, может оказаться предпочтительным, чтобы вдоль некоторой длины катетера был выполнен пологий конус с углом конусности приблизительно 3o, а у самого конца катетера был выполнен конус с более резко выраженной конусностью, например, 27o, чтобы продолжить поверхность катетера далее к тому месту, где она соприкасается с канюлей иглы, проходящей через внутреннее отверстие катетера. Пресс-форму нагревают до температуры, соответствующей температуре размягчения материала катетера. Например, для катетера из политетрафторэтилена размера (калибра) 20 (то есть с диаметром 0,045'' (1,143 мм)) эта температура составляет от примерно 650oF до примерно 750oF (от примерно 343, 3oС до 398,9oС). Катетер 1 и стержень 2 вставляют в пресс-форму 6 известным образом для ввода материала катетера в контакт с поверхностью нагретой пресс-формы. Материал катетера нагревается, и размягчается, и начинает течь в пространство внутри пресс-формы, окружающее стержень. Часть материала катетера вытекает из желательной зоны пресс-формы с образованием кончика 8 в виде заусенца.
Следует отметить, что стержень 2 по настоящему изобретению выходит за кончик в виде заусенца для обеспечения опоры для него, так что при охлаждении цилиндрическая часть заусенца 8 выходит за желательный конец катетера. Впоследствии этот заусенец 8 будет удален, и он проходит так, чтобы обеспечить плотное заполнение пресс-формы, а также для получения плотного (твердого) участка, подлежащего удалению посредством второго процесса обрезки.
Обеспечивают возможность охлаждения пресс-формы 6 и катетера 1, после чего катетер 1 и стержень 2 извлекают из внутреннего канала пресс-формы. Затем стержень вынимают из катетера и катетер вставляют в охватывающее приспособление 9 (фиг. 2). Охватывающее приспособление 9 имеет сквозное отверстие 10, образованное в нем, которое соответствует по форме желательной наружной поверхности окончательно изготовленного катетера. Это отверстие 10 заканчивается у верхней поверхности 11 обрезки, которая расположена по отношению к отверстию точно в том месте, в котором желательно обрезать катетер.
После вставки катетера 1 в данное отверстие заусенец 8 выходит за поверхность 11 обрезки и открыт для воздействия снаружи приспособления. После этого режущее лезвие перемещают вдоль поверхности 11 обрезки, чтобы обрезать заусенец 8 и удалить его от конца трубки катетера. Это режущее лезвие 12 должно быть как тонким, так и твердым и обладать достаточной прочностью для резки материала катетера, чтобы предотвратить сплющивание катетера вокруг самого себя в процессе обрезки. Легко можно увидеть, что затупленная или толстая режущая кромка при проходе вдоль поверхности обрезки будет стремиться придавить сторону катетера, с которой вначале контактирует лезвие, к противоположной стороне, тем самым деформируя катетер и получающийся в результате срез.
Тем самым заусенец удаляют от конца катетера 1 и катетер извлекают из приспособления 9 для дальнейшей обработки.
Изобретение было описано со ссылкой на приложенные чертежи и предпочтительные варианты реализации изобретения. Могут быть выполнены незначительные изменения по изобретению, не выходящие за объем рассматриваемого изобретения.
Реферат
Изобретение относится к медицинской технике и может быть использовано при изготовлении внутривенного катетера. На первой операции путем формования получают конусообразный конец катетера путем надевания трубчатого катетера на стержень и вставки узла, состоящего из стержня и катетера, в пресс-форму, имеющую внутреннюю поверхность пресс-формы. После этого отформованный катетер с заусенцем удаляют из пресс-формы и стержень вынимают из катетера. Катетер с заусенцем вставляют в приспособление, в котором образовано отверстие, через которое проходит заусенец. Отверстие ограничено поверхностью обрезки, и заусенец выступает над этой поверхностью обрезки. Затем режущий инструмент перемещают вдоль поверхности обрезки для обрезки заусенца точно в надлежащем месте по длине катетера, чтобы получить отформованный катетер без заусенца. После этого катетер удаляют из приспособления для дальнейшей обработки. Технический результат заключается в обеспечении получения катетера с обрезным заусенцем. 6 з. п. ф-лы, 2 ил.

Комментарии