Контейнеры из упрочненного боросиликатного стекла с повышенной устойчивостью к повреждению - RU2634133C2
Код документа: RU2634133C2
Чертежи










































Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка испрашивает приоритет по предварительной заявке на патент США с порядковым №61/731767, зарегистрированной 30 ноября 2012 г. и озаглавленной «Glass Containers With Improved Attributes (Стеклянные контейнеры с улучшенными свойствами)», которая включена посредством ссылки в данный документ во всей ее полноте. Данная заявка также испрашивает приоритет по заявке на патент США №13/912457, зарегистрированной 7 июня 2013 г., озаглавленной «Delamination Resistant Glass Containers (Стеклянные контейнеры, устойчивые к отслаиванию)», по заявке на патент США №13/780754, зарегистрированной 28 февраля 2013 г., озаглавленной «Glass Articles With Low-Friction Coatings (Стеклянные изделия с антифрикционными покрытиями)», и по заявке на патент США №14/052048, зарегистрированной 11 октября 2013 г., озаглавленной «Strengthened Borosilicate Glass Containers With Improved Damage Tolerance (Контейнеры из упрочненного боросиликатного стекла с повышенной устойчивостью к повреждению», которые все включены посредством ссылки в данный документ.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Область техники
Данное изобретение в основном относится к стеклянным контейнерам и, более конкретно, к стеклянным контейнерам для применения для хранения фармацевтических составов.
Технические предпосылки создания изобретения
Традиционно, стекло применяли в качестве предпочтительного материала для упаковки фармацевтических продуктов по причине его герметичности, оптической прозрачности и превосходной химической стойкости по отношению к другим материалам. А именно, стекло, применяемое для упаковок для фармацевтических препаратов, должно обладать соответствующей химической стойкостью, для того, чтобы не влиять на стабильность содержащихся в них фармацевтических составов. Стекла, обладающие подходящей химической стойкостью, включают те композиции стекла, находящиеся в пределах композиций стекла 'Тип IA' и 'Тип IB' стандарта ASTM, которые имеют проверенную химическую стойкость.
Хотя композиции стекла Типа IA и Типа IB обычно применяют в фармацевтических упаковках, они подвержены некоторым недостаткам, включая склонность внутренних поверхностей фармацевтической упаковки отделять твердые частицы стекла или «отслаиваться» после подвергания воздействию фармацевтических растворов.
Кроме того, применение стекла для упаковок для фармацевтических препаратов может также быть ограничено механическими характеристиками стекла. А именно, высокие скорости обработки, применяемые при производстве и заполнении стеклянных фармацевтических упаковок, могут приводить к механическому повреждению на поверхности упаковки, такому как потертости, когда упаковки приходят в контакт с технологическим оборудованием, транспортно-загрузочным оборудованием, и/или другими упаковками. Это механическое повреждение значительно уменьшает прочность стеклянной фармацевтической упаковки, приводя к увеличенной вероятности того, что трещины будут возникать в стекле, потенциально подвергая риску стерильность фармацевтического продукта, содержащегося в упаковке, или вызывая полное разрушение упаковки.
Соответственно, существует потребность в альтернативных стеклянных контейнерах для применения в качестве фармацевтических упаковок, которые проявляют комбинацию по меньшей мере двух свойств из улучшенной устойчивости к отслаиванию, увеличенной прочности и/или устойчивости к повреждению.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним вариантом осуществления стеклянный контейнер может включать корпус, сформированный из композиции стекла Типа I, Класса B в соответствии со стандартом ASTM E438-92. Корпус может иметь внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может также включать напряженный сжатый слой, простирающийся в направлении толщины стенки от по меньшей мере одной из внешней поверхности и внутренней поверхности. Гладкий покровный слой может быть размещен по меньшей мере на части внешней поверхности корпуса, при этом внешняя поверхность корпуса с гладким покровным слоем имеет коэффициент трения менее чем или равный 0,7.
В соответствии с другим вариантом осуществления стеклянный контейнер может включать корпус, сформированный из композиции стекла Типа I, Класса B в соответствии со стандартом ASTM E438-92. Корпус может иметь гидролитическую устойчивость класса HGB2 или более высокую в соответствии с ISO 719. Корпус может также иметь внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может быть упрочнен ионным обменом таким образом, что корпус содержит напряженный сжатый слой, простирающийся в направлении толщины стенки от по меньшей мере одной из внешней поверхности и внутренней поверхности. Гладкий покровный слой может быть размещен на части по меньшей мере одной из внешней поверхности и внутренней поверхности корпуса, при этом гладкий покровный слой является термически стабильным при температуре по меньшей мере примерно 260°C в течение 30 минут.
В еще одном варианте осуществления стеклянный контейнер может включать корпус, сформированный из композиции стекла Типа I, Класса B в соответствии со стандартом ASTM E438-92. Корпус может иметь гидролитическую устойчивость класса HGB2 или более высокую в соответствии с ISO 719. Корпус может также иметь внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Напряженный сжатый слой может простираться в направлении толщины стенки от по меньшей мере одной из внешней поверхности и внутренней поверхности, данный напряженный сжатый слой имеет поверхностное сжимающее напряжение более чем или равное 150 МПа и глубину слоя более чем или равную 25 мкм. Гладкий покровный слой может быть размещен на части по меньшей мере одной из внешней поверхности и внутренней поверхности корпуса, при этом гладкий покровный слой является термически стабильным при температуре по меньшей мере примерно 260°C в течение 30 минут.
Дополнительные особенности и преимущества вариантов осуществления стеклянных контейнеров, описанных в данном документе, будут изложены в представленном ниже подробном описании и, отчасти, будут очевидны специалистам в данной области из этого описания или же станут ясными при практическом осуществлении вариантов осуществления, описанных в данном документе, включающем представленное ниже подробное описание, формулу изобретения, а также приложенные чертежи.
Следует понимать, что как предшествующее общее описание, так и последующее подробное описание описывают различные варианты осуществления и предназначены для предоставления общего представления или основы для понимания природы предмета и характера заявленного предмета изобретения. Сопроводительные чертежи приведены для облегчения понимания различных вариантов осуществления и включены в данное описание, составляя его часть. Чертежи иллюстрируют различные варианты осуществления, описанные в данном документе, и вместе с описанием служат для разъяснения принципов и действий заявленного предмета изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 схематически изображает поперечное сечение стеклянного контейнера в соответствии с одним или несколькими вариантами осуществления, описанными в данном документе;
Фиг. 2 схематически изображает напряженный сжатый слой в части боковой стенки стеклянного контейнера Фиг. 1;
Фиг. 3 схематически изображает часть боковой стенки стеклянного контейнера, сформированного из многослойного стекла;
Фиг. 4 схематически изображает устройство для формирования листа многослойного стекла;
Фиг. 5 схематически изображает стеклянный контейнер, имеющий барьерный покровный слой, расположенный по меньшей мере на части внутренней поверхности стеклянного контейнера, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
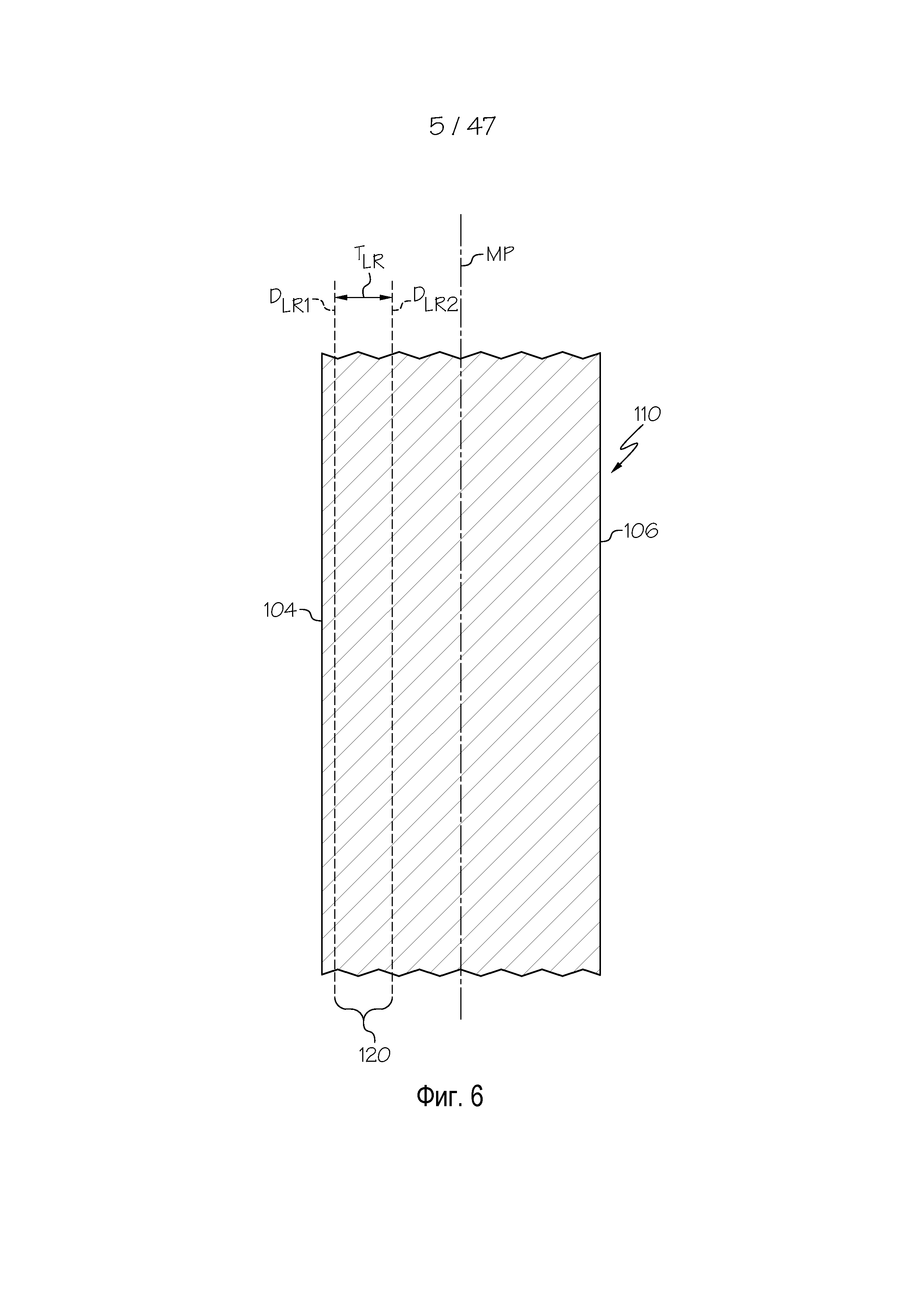
Фиг. 6 схематически изображает часть боковой стенки стеклянного контейнера, имеющую устойчивую однородность слоя;
Фиг. 7 схематически изображает часть боковой стенки стеклянного контейнера, имеющую устойчивую однородность поверхности;
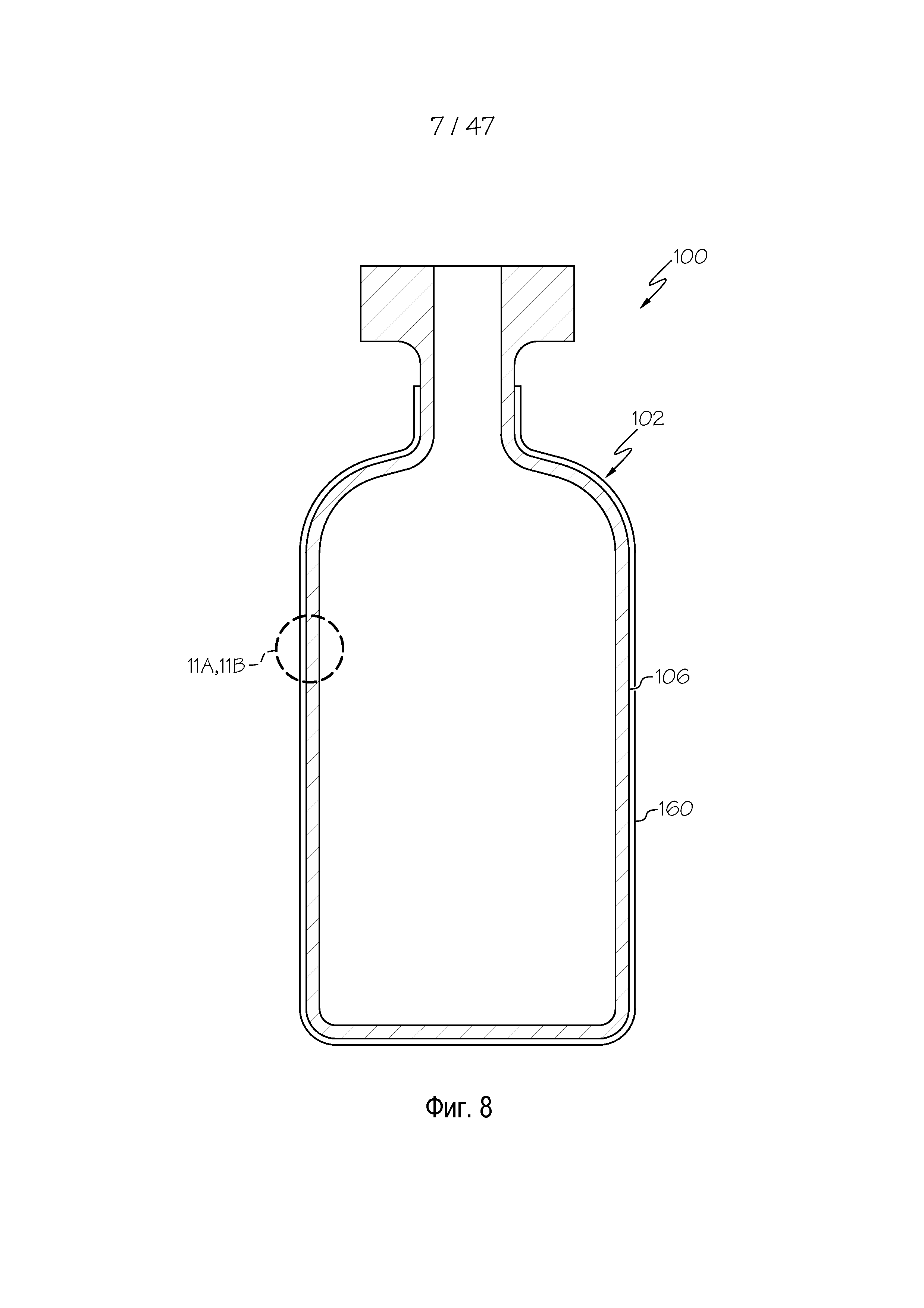
Фиг. 8 схематически изображает стеклянный контейнер с гладким покровным слоем, расположенным на внешней поверхности стеклянного контейнера;
Фиг. 9 схематически изображает испытательный стенд для определения коэффициента трения между двумя стеклянными контейнерами;
Фиг. 10 схематически изображает устройство для определения термостабильности покровного слоя, нанесенного на стеклянный контейнер;
Фиг. 11 графически изображает данные о светопропускании флаконов с покрытием и без покрытия, измеренных в видимой области спектра 400-700 нм, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 12A схематически изображает прочный органический гладкий покровный слой, расположенный на внешней поверхности стеклянного контейнера в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 12B схематически изображает прочный органический гладкий покровный слой, расположенный на внешней поверхности стеклянного контейнера в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 13 схематически изображает химическую структуру диаминового мономера, который может быть использован для формирования полиимидного покровного слоя;
Фиг. 14 схематически изображает химическую структуру другого диаминового мономера, который может быть использован для формирования полиимидного покровного слоя;
Фиг. 15 схематически изображает химические структуры некоторых мономеров, которые могут быть использованы для полиимидных покровных слоев, применимых для стеклянных контейнеров;
Фиг. 16 графически изображает влияние состава и температуры на улетучивание для стекла Типа IB и стекла, не содержащего бор;
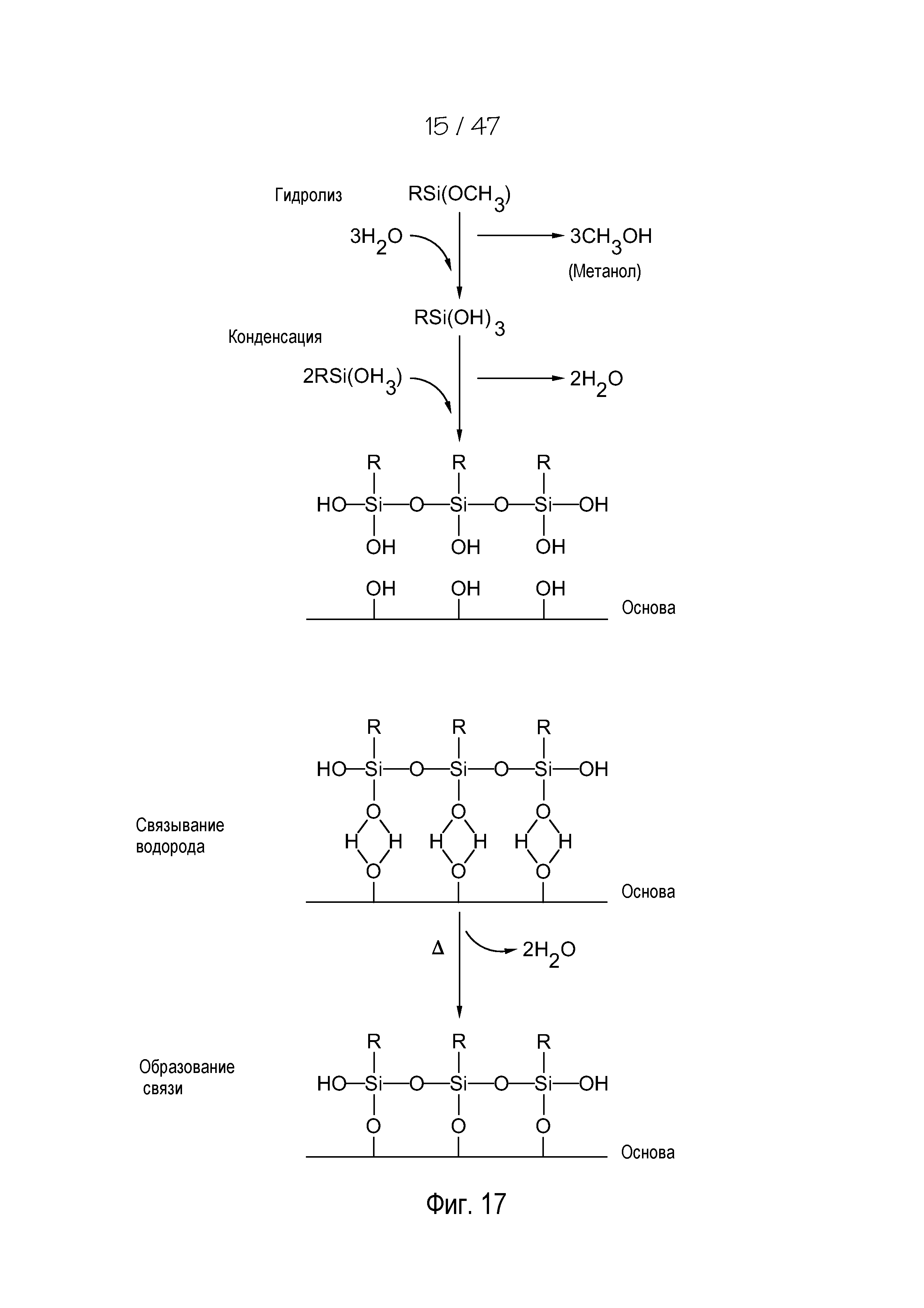
Фиг. 17 схематически изображает стадии реакции связывания силана с основой, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 18 схематически изображает стадии реакции связывания полиимида с силаном, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 19 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки в испытании на сжатие в горизонтальном направлении для флаконов, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 20 содержит таблицу, представляющую нагрузку и измеренный коэффициент трения для флаконов из стекла Schott Типа IB и флаконов, сформированных из сравнительной композиции стекла, которые были подвергнуты ионному обмену и покрыты, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 21 графически изображает вероятность возникновения повреждения в зависимости от приложенного механического напряжения в четырех точках изгиба для труб, сформированных из сравнительной композиции стекла, в состоянии непосредственно после изготовления, в состоянии после подвергания ионному обмену (непокрытом), в состоянии после подвергания ионному обмену (покрытом и истертом), в состоянии после подвергания ионному обмену (непокрытом и истертом), и для труб, сформированных из стекла Schott Типа IB в состоянии непосредственно после изготовления и в состоянии после подвергания ионному обмену, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 22 схематически изображает выходные данные газового хроматографа/масс-спектрометра для покровного слоя из аминопропилсилсесквиоксана (APS)/Novastrat® 800, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 23 графически изображает выходные данные газового хроматографа/масс-спектрометра для покровного слоя из DC806A, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 24 является таблицей, представляющей различные составы гладкого покровного слоя, которые были испытаны при условиях лиофилизации, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 25 является диаграммой, представляющей коэффициент трения для флаконов из непокрытого стекла и флаконов, имеющих покровный слой из силиконовой смолы, подвергнутых испытанию на испытательном стенде с размещением флакона на флаконе, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 26 является диаграммой, представляющей коэффициент трения для флаконов, покрытых покровным слоем из аминопропилсилсесквиоксана (APS)/полиимида Kapton и истертых несколько раз при различных приложенных нагрузках на испытательном стенде с размещением флакона на флаконе, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 27 является диаграммой, представляющей коэффициент трения для флаконов, покрытых покровным слоем из аминопропилсилсесквиоксана (APS) и истертых несколько раз при различных приложенных нагрузках на испытательном стенде с размещением флакона на флаконе, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 28 является диаграммой, представляющей коэффициент трения для флаконов, покрытых покровным слоем из аминопропилсилсесквиоксана (APS)/полиимида Kapton и истертых несколько раз при различных приложенных нагрузках на испытательном стенде с размещением флакона на флаконе, после того, как флаконы были подвергнуты воздействию температуры 300°C в течение 12 часов, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 29 является диаграммой, представляющей коэффициент трения для флаконов, покрытых покровным слоем из аминопропилсилсесквиоксана (APS) и истертых несколько раз при различных приложенных нагрузках на испытательном стенде с размещением флакона на флаконе, после того, как флаконы были подвергнуты воздействию температуры 300°C в течение 12 часов, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 30 является диаграммой, представляющей коэффициент трения для флаконов из стекла Schott Типа IB, покрытых покровным слоем из полиимида Kapton и истертых несколько раз при различных приложенных нагрузках на испытательном стенде с размещением флакона на флаконе, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 31 графически изображает коэффициент трения для флаконов, покрытых аминопропилсилсесквиоксаном (APS)/Novastrat® 800, перед лиофилизацией и после нее, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 32 графически изображает коэффициент трения для флаконов, покрытых аминопропилсилсесквиоксаном (APS)/Novastrat® 800, перед автоклавной обработкой и после нее, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе; и
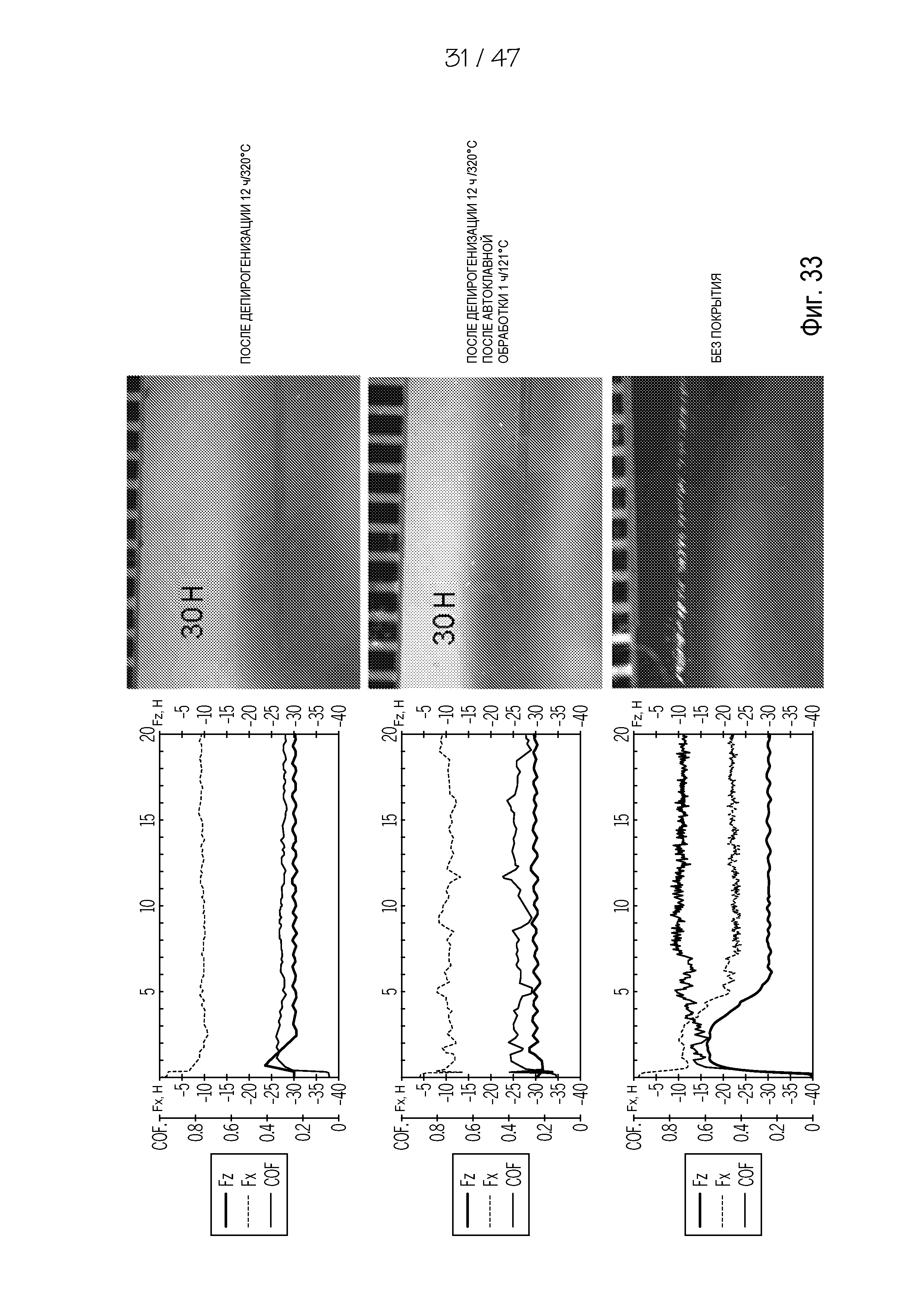
Фиг. 33 графически изображает коэффициент трения для покрытых стеклянных контейнеров, подвергнутых воздействию различных температурных условий, и для непокрытого стеклянного контейнера;
Фиг. 34 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки в испытании на сжатие в горизонтальном направлении для флаконов, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 35 является таблицей, иллюстрирующей изменение в коэффициенте трения при изменениях в составе связующего агента гладкого покровного слоя, нанесенного на стеклянный контейнер, как описано в данном документе;
Фиг. 36 графически изображает коэффициент трения, приложенное усилие и силу трения для покрытых стеклянных контейнеров перед депирогенизацией и после нее;
Фиг. 37 графически изображает коэффициент трения, приложенное усилие и силу трения для покрытых стеклянных контейнеров перед депирогенизацией и после нее, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 38 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки в испытании на сжатие в горизонтальном направлении для флаконов, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 39 графически изображает коэффициент трения, приложенное усилие и силу трения для покрытых стеклянных контейнеров перед депирогенизацией и после нее, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 40 графически изображает коэффициент трения, приложенное усилие и силу трения для покрытых стеклянных контейнеров для различных условий депирогенизации;
Фиг. 41 графически изображает коэффициент трения в зависимости от изменения времени термообработки, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе.
Фиг. 42 графически изображает данные о светопропускании флаконов с покрытием и без покрытия, измеренных в видимой области спектра 400-700 нм, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 43 графически изображает коэффициент трения, приложенное усилие и силу трения для покрытых стеклянных контейнеров перед депирогенизацией и после нее, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
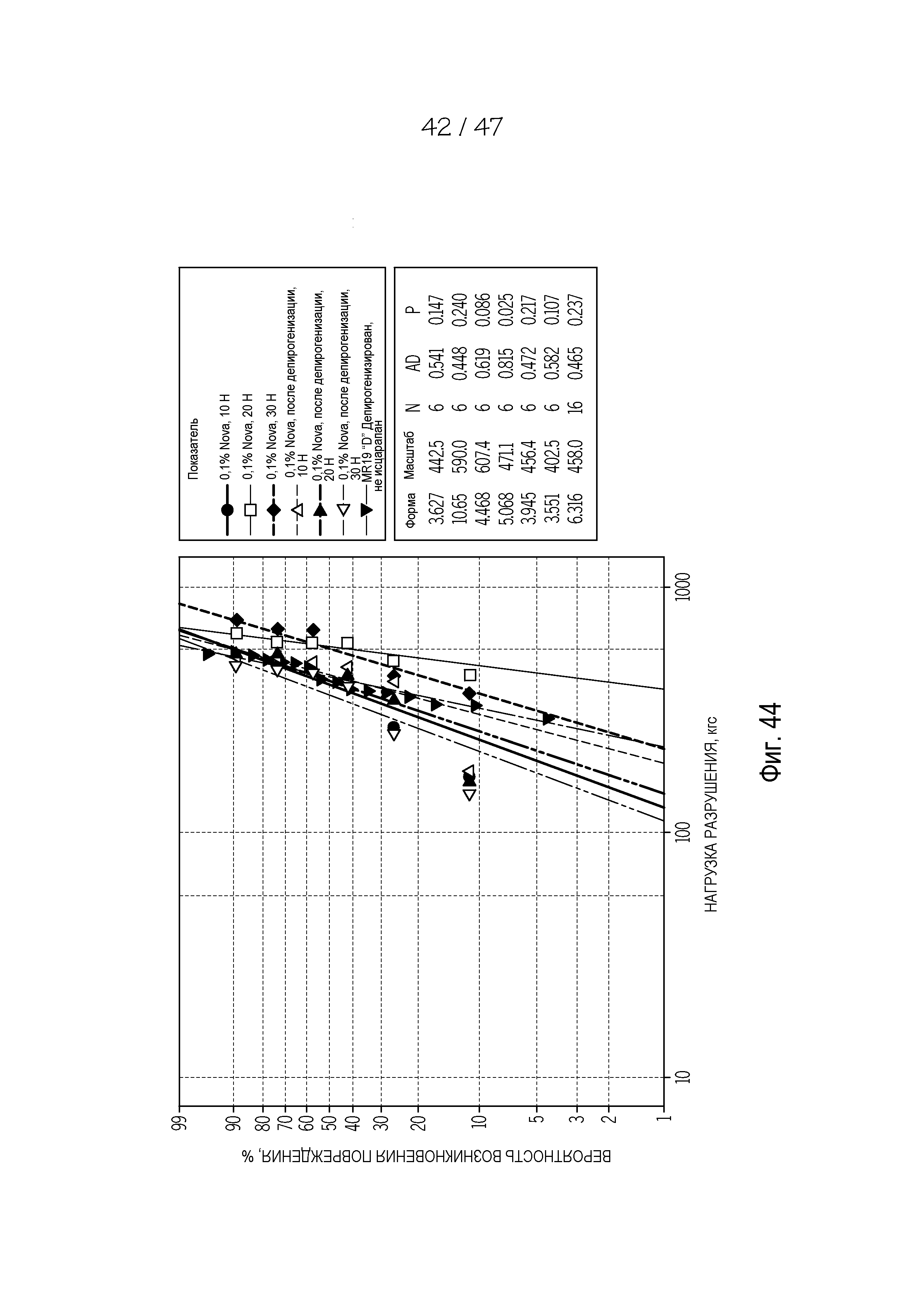
Фиг. 44 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки в испытании на сжатие в горизонтальном направлении для флаконов, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 45 представляет собой микрофотографию покровного слоя, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 46 представляет собой микрофотографию покровного слоя, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 47 представляет собой микрофотографию покровного слоя, в соответствии с одним или несколькими вариантами осуществления, представленными и описанными в данном документе;
Фиг. 48 графически изображает коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для флаконов Сравнительного примера в состоянии после нанесения покрытия;
Фиг. 49 графически изображает коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для термообработанных флаконов Сравнительного примера;
Фиг. 50 графически изображает коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для флаконов Сравнительного примера в состоянии после нанесения покрытия; и
Фиг. 51 графически изображает коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для термообработанных флаконов Сравнительного примера.
ПОДРОБНОЕ ОПИСАНИЕ
Теперь будут рассмотрены подробно различные варианты осуществления стеклянных контейнеров, примеры которых проиллюстрированы сопроводительными чертежами. Всякий раз, когда это возможно, одни и те же цифровые обозначения будут использоваться на всех чертежах для указания на те же самые или аналогичные части. Стеклянные контейнеры, описанные в данном документе, имеют по меньшей мере два эксплуатационных свойства, выбранных из устойчивости к отслаиванию, улучшенной прочности и увеличенной устойчивости к повреждению. Например, стеклянные контейнеры могут обладать комбинацией устойчивости к отслаиванию и улучшенной прочности; улучшенной прочности и увеличенной устойчивости к повреждению; или устойчивости к отслаиванию и увеличенной устойчивости к повреждению. В частном варианте осуществления стеклянный контейнер, обладающий улучшенной прочностью и устойчивостью к повреждению, включает корпус, сформированный из композиции стекла Типа I, Класса B в соответствии со стандартом ASTM E438-92. Корпус имеет внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус также включает напряженный сжатый слой, простирающийся в направлении толщины стенки от по меньшей мере одной из внешней поверхности и внутренней поверхности. Гладкий покровный слой расположен по меньшей мере на части внешней поверхности корпуса. Внешняя поверхность корпуса с гладким покровным слоем имеет коэффициент трения менее чем или равный 0,7. Стеклянные контейнеры с различными комбинациями устойчивости к отслаиванию, улучшенной прочности и увеличенной устойчивости к повреждению будут описаны более подробно в данном документе при конкретных ссылках на приложенные чертежи.
В вариантах осуществления композиций стекла, описанных в данном документе, концентрации составляющих компонентов (например, SiO2, Al2O3, B2O3 и т.п.) указаны в мольных процентах (мол. %) в расчете на оксид, если не указано иное.
Термин «по существу не содержащий», при применении для описания концентрации и/или отсутствия конкретного составляющего компонента в композиции стекла, означает, что составляющий компонент не добавлен намеренно к композиции стекла. Однако композиции стекла могут содержать следовые количества составляющего компонента в качестве загрязняющего вещества или случайного включения в количествах менее чем 0,1 мол. %.
Термин «химическая стойкость», как использовано в данном документе, относится к способности композиции стекла противостоять деградации при подвергании воздействию определенных химических условий. А именно, химическая стойкость композиций стекла, описанных в данном документе, может быть определена в соответствии с тремя установленными стандартами испытания материалов: DIN 12116 от марта 2001 г., озаглавленном «Testing of glass - Resistance to attack by a boiling aqueous solution of hydrochloric acid - Method of test and classification (Испытание стекла - Устойчивость к воздействию кипящего водного раствора хлористоводородной кислоты - Метод испытания и классификация»; ISO 695:1991 озаглавленном «Glass -- Resistance to attack by a boiling aqueous solution of mixed alkali -- Method of test and classification (Стекло -- Устойчивость к воздействию кипящего водного раствора полищелочи -- Метод испытания и классификация»; ISO 720:1985 озаглавленном «Glass -- Hydrolytic resistance of glass grains at 121 degrees C -- Method of test and classification (Стекло -- Гидролитическая устойчивость частиц стекла при 121 градусах C -- Метод испытания и классификация»; и ISO 719:1985 «Glass -- Hydrolytic resistance of glass grains at 98 degrees C -- Method of test and classification (Стекло -- Гидролитическая устойчивость частиц стекла при 98 градусах C -- Метод испытания и классификация)». Каждый стандарт и классификации в пределах каждого стандарта описаны более подробно в данном документе. В качестве альтернативы, химическая стойкость композиции стекла может быть определена в соответствии с USP <660>, озаглавленном «Surface Glass Test (Испытание поверхности стекла», и/или European Pharmacopeia 3.2.1, озаглавленном «Glass Containers For Pharmaceutical Use (Стеклянные контейнеры для фармацевтического применения», которые определяют стойкость поверхности стекла.
Термин «точка деформирования» и «Tstrain», как использовано в данном документе, относится к температуре, при которой вязкость стекла составляет 3×1014 пуаз. Термин «температура размягчения», как использовано в данном документе, относится к температуре, при которой вязкость композиции стекла составляет 1×107,6 пуаз.
Обычные стеклянные контейнеры, используемые для хранения фармацевтических продуктов и/или других потребляемых продуктов, могут подвергаться повреждению во время заполнения, упаковки и/или транспортировки. Такое повреждение может быть в форме поверхностных следов истирания, потертостей и/или царапин, которые, когда они являются довольно глубокими, могут приводить к сквозным трещинам или даже полному повреждению стеклянного контейнера, подвергая тем самым риску содержимое стеклянной упаковки.
Кроме того, некоторые обычные стеклянные контейнеры могут быть подвержены отслаиванию, особенно, когда стеклянный контейнер сформирован из щелочных боросиликатных стекол. Отслаивание относится к явлению, при котором частицы стекла высвобождаются из поверхности стекла после последовательности реакций выщелачивания, разъедания и/или эрозии. Как правило, такие частицы стекла являются чешуйками стекла, обогащенными кремнеземом, которые поступают из внутренней поверхности упаковки вследствие выщелачивания модифицированных ионов в раствор, содержащийся в упаковке. Эти чешуйки могут обычно иметь толщину от примерно 1 нм до примерно 2 микрон (мкм) при ширине более чем примерно 50 мкм. Поскольку эти чешуйки первоначально состоят из кремнезема, чешуйки обычно не деградируют дополнительно после высвобождения из поверхности стекла.
Поэтому ранее предполагалось, что отслаивание обусловлено фазовым разделением, которое происходит в щелочных боросиликатных стеклах, когда стекло подвергнуто воздействию повышенных температур, применяемых для переформования стекла в виде контейнера.
Однако теперь полагают, что отслаивание чешуек стекла, обогащенного кремнеземом, от внутренних поверхностей стеклянных контейнеров, обусловлено составными характеристиками стеклянного контейнера непосредственно после формования. А именно, высокое содержание кремнезема щелочных боросиликатных стекол вызывает то, что стекло имеет сравнительно высокие температуры плавления и формования. Однако щелочные и боратные компоненты в композиции стекла плавятся и/или испаряются при гораздо более низких температурах. В частности, боратные вещества в стекле являются высоколетучими и испаряются из поверхности стекла при высоких температурах, необходимых для формования и переформования стекла.
В частности, сырьевое стекло подвергают переформованию в стеклянные контейнеры при высоких температурах и при открытом пламени. Высокие температуры, требующиеся при повышенных скоростях функционирования оборудования, вызывают испарение более летучих боратных веществ из участков поверхности стекла. Когда это испарение происходит во внутреннем объеме стеклянного контейнера, испаренные боратные вещества переосаждаются на других участках поверхности стеклянного контейнера, вызывая композиционные неоднородности на поверхности стеклянного контейнера, особенно по отношению к околоповерхностным областям внутренней части стеклянного контейнера (т.е. тем областям, которые находятся вблизи или непосредственно примыкают к внутренним поверхностям стеклянного контейнера). Например, когда один конец стеклянной трубы закрывают, чтобы образовать нижнюю или донную часть контейнера, боратные вещества могут испаряться из нижней части трубы и переосаждаться где-нибудь в другом месте в трубе. Испарение материала из изогнутой нижней и донной частей контейнера является особенно резко выраженным, поскольку эти области контейнера подвергаются наиболее интенсивному переформованию и, в качестве таковых, подвергаются воздействию наиболее высоких температур. Вследствие этого, области контейнера, подвергнутые воздействию более высоких температур, могут иметь поверхности, обогащенные кремнеземом. Другие области контейнера, которые подвержены осаждению бора, могут иметь приповерхностный слой, обогащенный бором. Области, подверженные осаждению бора, которые находятся при температуре, которая выше температуры отжига композиции стекла, однако ниже наиболее высокой температуры, которой стекло подвергается во время переформования, могут приводить к включению бора в поверхность стекла. Растворы, содержащиеся в контейнере, могут выщелачивать бор из слоя, обогащенного бором. Когда слой, обогащенный бором, подвергнут выщелачиванию из стекла, остается структура высококремнеземистого стекла (гель), которая разбухает и растягивается во время гидратации и со временем отслаивается от поверхности.
Стеклянные контейнеры, описанные в данном документе, смягчают по меньшей мере две из вышеуказанных проблем. А именно, стеклянные контейнеры имеют по меньшей мере два эксплуатационных свойства, выбранных из устойчивости к отслаиванию, улучшенной прочности и увеличенной устойчивости к повреждению. Например, стеклянные контейнеры могут обладать комбинацией устойчивости к отслаиванию и улучшенной прочности; улучшенной прочности и увеличенной устойчивости к повреждению; или устойчивости к отслаиванию и увеличенной устойчивости к повреждению. Каждое эксплуатационное свойство и способы достижения данного эксплуатационного свойства будут описаны более подробно в данном документе.
При обращении теперь к Фиг. 1 и 2, вариант осуществления стеклянного контейнера 100 для хранения фармацевтического состава схематически изображен в поперечном сечении. Стеклянный контейнер 100 обычно содержит корпус 102. Корпус 102 простирается между внутренней поверхностью 104 и внешней поверхностью 106 и обычно окружает внутренний объем 108. В варианте осуществления стеклянного контейнера 100, показанном на Фиг. 1, корпус 102 обычно содержит боковую стенку 110 и донную часть 112. Боковая стенка 110 переходит в донную часть 112 через изогнутую нижнюю часть 114. Корпус 102 имеет толщину TW стенки, которая простирается между внутренней поверхностью 104 и внешней поверхностью 106, как изображено на Фиг. 1.
Несмотря на то что стеклянный контейнер 100 изображен на Фиг. 1 как имеющий конкретную форму (т.е. форму флакона), следует понимать, что стеклянный контейнер 100 может иметь другие формы, включающие, без ограничения, вакутайнеры (Vacutainers®), картриджи, шприцы, ампулы, бутылки, колбы, фиалы, трубки, стаканы или т.п. Кроме того, следует понимать, что стеклянные контейнеры, описанные в данном документе, могут быть использованы для различных видов применения, включающих, без ограничения, применение в качестве фармацевтических упаковок, контейнеров для напитков или т.п.
Прочность
При обращении снова к Фиг. 1 и 2, в некоторых вариантах осуществления, описанных в данном документе, корпус 102 включает напряженный сжатый слой 202, простирающийся от по меньшей мере внешней поверхности 106 корпуса 102 в направлении толщины TW стенки до глубины слоя DOL от внешней поверхности 106 корпуса 102. Напряженный сжатый слой 202 обычно увеличивает прочность стеклянного контейнера 100 и также повышает устойчивость к повреждению стеклянного контейнера. А именно, стеклянный контейнер, имеющий напряженный сжатый слой 202, обычно может в большей степени противостоять повреждению поверхности, такому как царапины, сколы или т.п., без разрушения по сравнению с контейнером из неупрочненного стекла, поскольку напряженный сжатый слой 202 сдерживает распространение трещин от поверхностного повреждения в напряженный сжатый слой 202.
В вариантах осуществления, описанных в данном документе, глубина напряженного сжатого слоя может составлять примерно 3 мкм или более. В некоторых вариантах осуществления глубина слоя может составлять примерно 25 мкм или более или даже примерно 30 мкм или более. Например, в некоторых вариантах осуществления глубина слоя может составлять примерно 25 мкм или более и до примерно 150 мкм или менее. В некоторых других вариантах осуществления глубина слоя может составлять от примерно 30 мкм или более до примерно 150 мкм или менее. В еще одних вариантах осуществления глубина слоя может составлять от примерно 30 мкм или более до примерно 80 мкм или менее. В некоторых других вариантах осуществления глубина слоя может составлять от примерно 35 мкм или более до примерно 50 мкм или менее.
Напряженный сжатый слой 202 обычно имеет поверхностное сжимающее напряжение (т.е. сжимающее механическое напряжение, измеренное на внешней поверхности 106) более чем или равное 150 МПа. В некоторых вариантах осуществления поверхностное сжимающее напряжение может составлять 200 МПа или более или даже 250 МПа или более. В некоторых вариантах осуществления поверхностное сжимающее напряжение может составлять 300 МПа или более или даже 350 МПа или более. Например, в некоторых вариантах осуществления поверхностное сжимающее напряжение может составлять от примерно 300 МПа или более до примерно 750 МПа или менее. В некоторых других вариантах осуществления поверхностное сжимающее напряжение может составлять от примерно 400 МПа или более до примерно 700 МПа или менее. В еще одних вариантах осуществления поверхностное сжимающее напряжение может составлять от примерно 500 МПа или более до примерно 650 МПа или менее. Механическое напряжение в изделиях из стекла, подвергнутого ионному обмену, может быть измерено с помощью измерительного прибора FSM (измерителя фундаментального механического напряжения). Этот прибор объединяет свет к поверхности двулучепреломляющего стекла и от нее. Измеренное двойное лучепреломление затем соотносят с механическим напряжением посредством материальной константы, оптического коэффициента напряжения или фотоупругого коэффициента (SOC или PEC). Получают два параметра: максимальное поверхностное сжимающее напряжение (CS) и обменную глубину слоя (DOL). В качестве альтернативы, сжимающее напряжение и глубина слоя могут быть измерены при применении методов преломленного ближнего поля для измерения механического напряжения.
Несмотря на то что напряженный сжатый слой 202 был представлен и описан в данном документе как простирающийся от внешней поверхности 106 в направлении толщины TW корпуса 102, следует понимать, что в некоторых вариантах осуществления корпус 102 может дополнительно содержать второй напряженный сжатый слой, который простирается от внутренней поверхности 104 в направлении толщины TW корпуса 102. В этом варианте осуществления глубина слоя и поверхностное сжимающее напряжение второго напряженного сжатого слоя могут зеркально воспроизводиться для напряженного сжатого слоя 202 в противоположном направлении по отношению к центральной линии для толщины TW корпуса 102.
Несколько различных методов может быть применено, чтобы сформировать напряженный сжатый слой 202 в корпусе 102 стеклянного контейнера 100. Например, в вариантах осуществления, в которых корпус 102 формируют из стекла, способного к ионному обмену, напряженный сжатый слой 202 может быть сформирован в корпусе 102 посредством ионного обмена. В этих вариантах осуществления напряженный сжатый слой 202 формируют посредством размещения стеклянного контейнера в ванне из расплавленной соли, чтобы способствовать замене относительно больших ионов в расплавленной соли на относительно меньшие ионы в стекле. Несколько различных реакций обмена может быть использовано, чтобы получить напряженный сжатый слой 202. В одном варианте осуществления ванна может содержать расплавленную соль KNO3, в то время как стекло, из которого формируют стеклянный контейнер 100, содержит ионы лития и/или натрия. В этом варианте осуществления ионы калия в ванне заменяют на относительно меньшие ионы лития и/или натрия в стекле, формируя тем самым напряженный сжатый слой 202. В другом варианте осуществления ванна может содержать соль NaNO3, и стекло, из которого формируют стеклянный контейнер 100, содержит ионы лития. В этом варианте осуществления ионы натрия в ванне заменяют на относительно меньшие ионы лития в стекле, формируя тем самым напряженный сжатый слой 202.
В одном конкретном варианте осуществления напряженный сжатый слой 202 может быть сформирован посредством погружения стеклянного контейнера в ванну из расплавленной соли из 100% KNO3 или, в качестве альтернативы, смеси KNO3 и NaNO3. Например, в одном варианте осуществления ванна из расплавленной соли может включать KNO3 с добавлением примерно 10% NaNO3 или менее. В этом варианте осуществления стекло, из которого формуют контейнер, может включать ионы натрия и/или ионы лития. Температура ванны из расплавленной соли может быть более чем или равна 350°C и менее чем или равна 500°C. В некоторых вариантах осуществления температура ванны из расплавленной соли может быть более чем или равна 400°C и менее чем или равна 500°C. В еще одних вариантах осуществления температура ванны из расплавленной соли может быть более чем или равна 450°C и менее чем или равна 475°C. Стеклянный контейнер может быть выдержан в ванне из расплавленной соли в течение периода времени, достаточного, чтобы способствовать замене относительно больших ионов в соляной ванне относительно меньшими ионами в стекле и тем самым достижению желательных поверхностного сжимающего напряжения и глубины слоя. Например, стекло может быть выдержано в ванне из расплавленной соли в течение периода времени, который составляет от 0,05 часа или более до примерно 20 часов или менее, для того, чтобы достигнуть желательных глубины слоя и поверхностного сжимающего напряжения. В некоторых вариантах осуществления стеклянный контейнер может быть выдержан в ванне из расплавленной соли в течение периода времени от 4 часов или более до примерно 12 часов или менее. В других вариантах осуществления стеклянный контейнер может быть выдержан в ванне из расплавленной соли в течение периода времени от примерно 5 часов или более до примерно 8 часов или менее. В типичном варианте осуществления стеклянный контейнер может быть подвергнут ионному обмену в ванне из расплавленной соли, которая содержит 100% KNO3, при температуре более чем или равной примерно 400°C и менее чем или равной примерно 500°C в течение периода времени от примерно 5 часов или более до примерно 8 часов или менее.
Обычно, ионообменный процесс выполняют при температурах более чем на 150°C ниже точки деформирования (Tstrain) стекла для того, чтобы минимизировать релаксацию механического напряжения вследствие повышенных температур. Однако в некоторых вариантах осуществления напряженный сжатый слой 202 формируют в ванне из расплавленной соли, которая находится при температуре выше, чем точка деформирования стекла. Этот вид упрочнения ионным обменом называют в данном документе «высокотемпературным упрочнением ионным обменом». При высокотемпературном упрочнении ионным обменом относительно меньшие ионы в стекле заменяют относительно большими ионами из ванны из расплавленной соли, как описано выше. Когда относительно меньшие ионы заменяют относительно большими ионами при температурах выше точки деформирования, результирующее механическое напряжение высвобождается или «релаксирует». Однако замена меньших ионов в стекле ионами большей величины создает поверхностный слой в стекле, который имеет более низкий коэффициент термического расширения (CTE), чем остальная часть стекла. Когда стекло охлаждается, различие коэффициента термического расширения (CTE) между поверхностью стекла и остальной частью стекла создает напряженный сжатый слой 202. Эта технология высокотемпературного ионного обмена особенно хорошо подходит для упрочнения стеклянных изделий, таких как стеклянные контейнеры, которые имеют комплексную геометрию и обычно уменьшает время процесса упрочнения по сравнению с обычными процессами и также делает возможной увеличенную глубину слоя.
При обращении снова к Фиг. 1 и 2, в альтернативном варианте осуществления напряженный сжатый слой 202 может быть введен в корпус 102 стеклянного контейнера 100 посредством термического отпуска. Напряженные сжатые слои формируют при применении термического отпуска посредством нагревания стеклянного контейнера и дифференцированного охлаждения поверхности стекла по отношению к основной части (объему) стекла. А именно, стекло, которое быстро охлаждают, имеет больший молярный объем (или более низкую плотность), чем более медленно охлажденное стекло. Соответственно, если поверхность стекла намеренно быстро охлаждают, поверхность стекла будет иметь больший объем, и внутренняя часть стекла (т.е. остальная часть стекла под внешней поверхностью) будет неизбежно охлаждаться при более низкой скорости, поскольку тепло должно выпускаться из основной части через поверхность. Посредством создания непрерывного градиента в молярном объеме (или изменения температуры во времени /плотности) от внешней поверхности 106 в направлении толщины стенки TW корпуса 102, создают напряженный сжатый слой 202, который имеет параболическим профилем механического напряжения (т.е. сжимающее механическое напряжение уменьшается параболическим образом с увеличением расстояния от внешней поверхности 106 корпуса 102). Процессы термического отпуска являются обычно более быстрыми и менее дорогими, чем процессы ионного обмена. Однако поверхностные сжимающие напряжения, обусловленные процессами термического отпуска, обычно являются более низкими, чем поверхностные сжимающие напряжения, обусловленные процессами ионного обмена. В вариантах осуществления, в которых стеклянный контейнер термически отпускают, полученный напряженный сжатый слой простирается от внешней поверхности 106 до глубины слоя DOL, которая составляет вплоть до 22% толщины стенки TW стеклянных контейнеров. Например, в некоторых вариантах осуществления, величина DOL может составлять от примерно 5% до примерно 22% толщины стенки TW или даже от примерно 10% до примерно 22% толщины стенки TW.
В типичном процессе термического отпуска стеклянный контейнер 100 первоначально нагревают до его температуры размягчения и после этого внешнюю поверхность 106 корпуса 102 быстро охлаждают до температуры ниже температуры размягчения с помощью текучей среды, например, с помощью струи газа или т.п., чтобы создать разность температур между внешней поверхностью 106 корпуса 102 и остальной частью корпуса 102, как описано выше. Разность температур между внешней поверхностью 106 и и остальной частью корпуса создает напряженный сжатый слой 202, простирающийся в направлении толщины стенки TW корпуса 102 от внешней поверхности 106. Например, стекло может быть первоначально нагрето до температуры на 50-150°C выше его температуры размягчения и после этого быстро охлаждено до комнатной температуры посредством направления текучей среды на стекло. Текучая среда может включать, без ограничения, воздух, масло или текучие среды на масляной основе.
При обращении теперь к Фиг. 1-3, в другом варианте осуществления стеклянный контейнер 100 может быть сформирован из многослойного стекла, которое способствует формированию напряженного сжатого слоя 202 по меньшей мере на стороне внешней поверхности 106 корпуса 102. Многослойное стекло обычно содержит стеклянный средний слой 204 и по меньшей мере один стеклянный плакирующий слой 206a. В варианте осуществления стеклянного контейнера 100, изображенном на Фиг. 3, многослойное стекло включает пару стеклянных плакирующих слоев 206a, 206b. В этом варианте осуществления стеклянный средний слой 204 обычно содержит первую поверхность 205a и вторую поверхность 205b, которая противоположна первой поверхности 205a. Первый стеклянный плакирующий слой 206a наплавлен на первую поверхность 205a стеклянного среднего слоя 204, и второй стеклянный плакирующий слой 206b наплавлен на вторую поверхность 205b стеклянного среднего слоя 204. Стеклянные плакирующие слои 206a, 206b наплавлены на стеклянный средний слой 204 без каких-либо дополнительных материалов, таких как адгезивы, покровные слои или т.п., располагаемых между стеклянным средним слоем 204 и стеклянными плакирующими слоями 206a, 206b.
В варианте осуществления, показанном на Фиг. 3, стеклянный средний слой 204 формируют из первой композиции стекла, имеющей средний по слою коэффициент термического расширения CTEcore, и стеклянные плакирующие слои 206a, 206b формируют из второй, другой композиции стекла, которая имеет средний коэффициент термического расширения CTEclad. В вариантах осуществления, описанных в данном документе, коэффициент термического расширения CTEcore не равен коэффициенту термического расширения CTEclad, так что слой со сжимающим механическим напряжением присутствует по меньшей мере в одном слое из среднего слоя и плакирующего слоя. В некоторых вариантах осуществления, коэффициент термического расширения CTEcore больше, чем коэффициент термического расширения CTEclad, что приводит к тому, что стеклянные плакирующие слои 206a, 206b являются напряженными сжатыми без подвергания ионному обмену или термическому отпуску. В некоторых других вариантах осуществления, таких как, когда многослойное стекло содержит единственный средний слой и единственный плакирующий слой, коэффициент термического расширения CTEclad может быть больше, чем коэффициент термического расширения CTEcore, что приводит к тому, что стеклянный средний слой является напряженным сжатым без подвергания ионному обмену или термическому отпуску.
Многослойное стекло может быть сформировано посредством процесса ламинирования наплавлением, такого как процесс, описанный в патенте США № 4214886, который включен в данный документ посредством ссылки. При обращении к Фиг. 4 в качестве примера, устройство 500 для вытягивания ламината с наплавлением для формования изделия из многослойного стекла, такого как лист из многослойного стекла, включает верхнюю изотрубку 502, которая расположена над нижней изотрубкой 504. Верхняя изотрубка 502 включает желоб 510, в который расплавленную композицию 506 стекла плакирующего слоя подают из плавильной печи (не показана). Аналогичным образом, нижняя изотрубка 504 включает желоб 512, в который расплавленную композицию 508 стекла среднего слоя подают из плавильной печи (не показана). Расплавленная композиция 508 стекла среднего слоя (в охлажденном состоянии) имеет средний коэффициент термического расширения CTEcore, который больше, чем средний коэффициент термического расширения CTEclad расплавленной композиции 506 стекла плакирующего слоя (в охлажденном состоянии).
Когда расплавленная композиция 508 стекла среднего слоя заполняет желоб 512, она переливается через край желоба 512 и протекает поверх внешних формующих поверхностей 516, 518 нижней изотрубки 504. Внешние формующие поверхности 516, 518 нижней изотрубки 504 конвергируют на вершине 520 нижней сужающейся части. Соответственно, расплавленная композиция 508 стекла среднего слоя, протекающая поверх внешних формующих поверхностей 516, 518, объединяется на вершине 520 нижней сужающейся части нижней изотрубки 504, формируя тем самым стеклянный средний слой 204 изделия из многослойного стекла.
Одновременно с этим, расплавленная композиция 506 стекла плакирующего слоя переливается через край желоба 510, сформированного в верхней изотрубке 502, и протекает поверх внешних формующих поверхностей 522, 524 верхней изотрубки 502. Расплавленная композиция 506 стекла плакирующего слоя отклоняется в наружном направлении верхней изотрубкой 502 таким образом, что расплавленная композиция 506 стекла плакирующего слоя обтекает нижнюю изотрубку 504 и контактирует с расплавленной композицией 508 стекла среднего слоя, протекающего поверх внешних формующих поверхностей 516, 518 нижней изотрубки, наплавляется на расплавленную композицию стекла среднего слоя и формирует стеклянные плакирующие слои 206a, 206b вокруг стеклянного среднего слоя 204 с образованием листа многослойного стекла.
Как указано в данном документе выше, расплавленная композиция 508 стекла среднего слоя может иметь средний коэффициент термического расширения CTEcore, который больше, чем средний коэффициент термического расширения CTEclad расплавленной композиции 506 стекла плакирующего слоя. Соответственно, когда стеклянный средний слой 204 и стеклянные плакирующие слои 206a, 206b охлаждаются, разность в средних коэффициентах термического расширения стеклянного среднего слоя 204 и стеклянных плакирующих слоев 206a, 206b вызывает образование напряженного сжатого слоя в стеклянных плакирующих слоях 206a, 206b. Когда многослойное стекло применяют для формирования контейнера, эти напряженные сжатые слои простираются от внешней поверхности 106 стеклянного контейнера 100 в направлении толщины стенки TW и формируют внутреннюю поверхность 104 стеклянного контейнера в направлении толщины стенки TW. В некоторых вариантах осуществления напряженный сжатый слой может простираться от внешней поверхности корпуса стеклянного контейнера в направлении толщины стенки TW до глубины слоя, которая составляет от примерно 1 мкм до примерно 90% от толщины стенки TW. В некоторых других вариантах осуществления напряженный сжатый слой может простираться от внешней поверхности корпуса стеклянного контейнера в направлении толщины стенки TW до глубины слоя, которая составляет от примерно 1 мкм до примерно 33% от толщины стенки TW. В еще одних вариантах осуществления напряженный сжатый слой может простираться от внешней поверхности корпуса стеклянного контейнера в направлении толщины стенки TW до глубины слоя, которая составляет от примерно 1 мкм до примерно 10% от толщины стенки TW.
Лист многослойного стекла может быть сформован в виде стеклянного контейнера посредством литья под давлением, выдувного формования или вакуумного формования. Например, в одном варианте осуществления лист многослойного стекла может быть отформован вакуумным формованием, как описано в патенте США №3607186, который включен в данный документ посредством ссылки во всей его полноте. В качестве альтернативы, расплавленное стекло может быть отформовано непосредственно в виде трубы из многослойного стекла, как описано в патенте США №4023953, который включен в данный документ посредством ссылки.
В некоторых вариантах осуществления, в которых стеклянный контейнер формуют из многослойного стекла, по меньшей мере один плакирующий слой образует внутреннюю поверхность корпуса стеклянного контейнера таким образом, что по меньшей мере один стеклянный плакирующий слой находится в непосредственном контакте с продуктом, хранящемся в стеклянном контейнере.
В этих вариантах осуществления по меньшей мере один плакирующий слой может быть сформирован из композиции стекла, которая устойчива к отслаиванию, как описано более подробно в данном документе. Соответственно, следует понимать, что по меньшей мере один плакирующий слой может иметь коэффициент отслаивания менее чем или равный 10, как описано более подробно в данном документе.
На основании вышеизложенного следует понимать, что в некоторых вариантах осуществления стеклянные контейнеры могут включать напряженный сжатый слой, который простирается от по меньшей мере внешней поверхности корпуса в направлении толщины стенки стеклянного контейнера. Напряженный сжатый слой улучшает механическую прочность стеклянного контейнера по сравнению со стеклянным контейнером, который не включает напряженный сжатый слой. Напряженный сжатый слой также улучшает устойчивость к повреждению стеклянного контейнера, так что стеклянный контейнер в состоянии противостоять более значительному поверхностному повреждению (т.е. царапинам, сколам и т.д., которые вытянуты по глубине в направлении толщины стенки стеклянного контейнера) без разрушения по сравнению со стеклянным контейнером, который не включает напряженный сжатый слой. Кроме того, следует также понимать, что в этих вариантах осуществления напряженный сжатый слой может быть сформирован в стеклянном контейнере посредством ионного обмена, посредством термического отпуска или посредством формования стеклянного контейнера из многослойного стекла. В некоторых вариантах осуществления напряженный сжатый слой может быть сформирован посредством комбинации этих методов.
Сопротивление отслаиванию
В некоторых вариантах осуществления стеклянные контейнеры 100 могут также противостоять отслаиванию при последующем долговременном подвергании воздействию определенных химикатов, хранящихся в контейнере. Как указано выше, отслаивание может приводить к высвобождению чешуек стекла, обогащенного кремнеземом, в раствор, содержащийся внутри стеклянного контейнера, после долговременного подвергания воздействию раствора. Соответственно, устойчивость к отслаиванию может быть охарактеризована числом твердых частиц стекла, присутствующих в растворе, содержащемся внутри стеклянного контейнера, подвергания воздействию раствора при определенных условиях. Для того, чтобы оценить долговременную устойчивость стеклянного контейнера к отслаиванию, используют ускоренное испытание на отслаивание. Испытание может быть выполнено для стеклянных контейнеров, как подвергнутых ионному обмену, так и не подвергнутых ионному обмену. Испытание состоит из промывки стеклянного контейнера при комнатной температуре в течение 1 минуты и депирогенизации контейнера при примерно 320°C в течение 1 часа. После этого раствор 20 мМ глицина в воде с pH 10 помещают в стеклянный контейнер до заполнения 80-90%, стеклянный контейнер закрывают и быстро нагревают до 100°C и затем нагревают от 100°C до 121°C при скорости повышения 1 град/мин при давлении 2 атмосферы. Стеклянный контейнер и раствор поддерживают при этой температуре в течение 60 минут, охлаждают до комнатной температуры при скорости 0,5 град/мин и цикл нагревания и выдерживание повторяют. Стеклянный контейнер затем нагревают до 50°C и выдерживают в течение десяти или более дней в условиях с повышенной температурой. После нагревания стеклянный контейнер сбрасывали с высоты по меньшей мере 18 дюймов (0,4572 м) на твердую поверхность, такую как ламинированный плиточный пол, чтобы выбить любые чешуйки или частицы, которые слабо удерживаются на внутренней поверхности стеклянного контейнера. Расстояние сбрасывания может быть изменено подходящим образом, чтобы предотвратить разбивание при ударе флаконов большего размера.
После этого раствор, содержащийся в стеклянном контейнере, анализируют, чтобы определить число частиц стекла, присутствующих на литр раствора. А именно, раствор из стеклянного контейнера выливают непосредственным образом на центр ультратонкого мембранного фильтра с порами стандартного размера (Millipore #ATTP02500, поддерживаемого в сборке с элементами #AP1002500 и #M000025A0), присоединенного к отсосу под разрежением, чтобы протягивать раствор через фильтр в пределах 10-15 секунд для 5 мл. После этого другие 5 мл воды используют для промывки, чтобы удалить буферный остаток из фильтрующей среды. Твердые частицы в виде чешуек затем подсчитывают посредством дифференциальной интерференционной контрастной микроскопии (DIC) в режиме работы в отраженном свете, как описано в «Differential interference contrast (DIC) microscopy and modulation contrast microscopy» в «Fundamentals of light microscopy и digital imaging. New York: Wiley-Liss, pp 153-168». Поле зрения устанавливают при примерно 1,5 мм×1,5 мм, и частицы больше чем 50 мкм подсчитывают вручную. При этом 9 таких измерений выполняют в центре каждой фильтрующей мембраны в комбинации 3×3 без перекрывания между изображениями. Если анализируют площади фильтрующей среды большей величины, то результаты могут быть нормализованы до эквивалентной площади (т.е. 20,25 м2). Изображения, полученные оптическим микроскопом, анализируют с помощью программы для анализа изображений (Media Cybernetic's ImagePro Plus, версия 6.1), чтобы определить и подсчитать число присутствующих чешуек стекла. Это выполняют следующим образом: все элементы в пределах изображения, которые выглядят более темными, чем фон, посредством простого деления на сегменты по шкале уровней серого, выделяют; длину, ширину, площадь и периметр выделенных элементов изображения, которые имеют длину больше чем 25 микрометров затем измеряют; любые частицы, явным образом не являющиеся частицами стекла, затем удаляют из данных; данные измерений затем экспортируют в электронную таблицу. После этого, все элементы изображения больше чем 25 микрометров в длину и более яркие, чем фон, извлекают и измеряют; длину, ширину, площадь, периметр и соотношение размеров в координатах X-Y всех выделенных элементов изображения, которые имеют длину больше чем 25 микрометров, измеряют; любые частицы, явным образом не являющиеся частицами стекла, удаляют из данных; и данные измерений добавляют к первоначально экспортированным данным в электронной таблице. Данные в электронной таблице затем сортируют по длине элемента изображения и разбивают на интервалы в соответствии с размером. Представленные результаты относятся к элементам изображения, которые больше чем 50 микрометров в длину. Каждую из этих групп затем подсчитывают, и итоговые значения представляют для каждого из образцов.
Испытывают как минимум 100 мл раствора. В качестве такового, раствор из нескольких небольших контейнеров может быть объединен, чтобы довести общее количество раствора до 100 мл. Для контейнеров, имеющих объем более чем 10 мл, испытание повторяют для пробы из 10 контейнеров, сформированных из одной и той же композиции стекла при одних и тех же условиях обработки, и результат подсчета частиц усредняют для 10 контейнеров, чтобы определить среднее значение подсчета частиц. В качестве альтернативы, в случае небольших контейнеров, испытание повторяют для пробы из 10 флаконов, каждый из которых анализируют, и значения подсчета частиц усредняют по нескольким пробам, чтобы определить среднее значение подсчета частиц в расчете на пробу. Усреднение значения подсчета частиц по нескольким контейнерам учитывает потенциальные вариации в характере отслаивания отдельных контейнеров. Таблица 1 суммирует некоторые неограничивающие примеры объемов образцов и числа контейнеров для испытания.
Следует понимать, что вышеуказанное испытание используют, чтобы идентифицировать частицы, которые отделены от внутренней части стенки(ок) стеклянного контейнера вследствие отслаивания, а не случайные частицы, присутствующие в контейнере от процессов формования, или частицы, которые осаждаются из раствора, заключенного в стеклянный контейнер, вследствие реакций между раствором и стеклом. А именно, отслоенные частицы могут быть дифференцированы от случайных частиц стекла на основании соотношения размеров частицы (т.е. соотношения максимальной длины частицы к толщине частицы или соотношения максимального и минимального размеров). Отслаивание создает твердые частицы в виде чешуек или пластинок, которые имеют неправильную форму и обычно имеют максимальную длину более чем примерно 50 мкм, однако часто более чем примерно 200 мкм. Толщина чешуек составляет обычно более чем примерно 100 нм и может быть такой большой как примерно 1 мкм. Соответственно, минимальное соотношение размеров чешуек составляет обычно более чем примерно 50. Соотношение размеров может составлять более чем примерно 100 и иногда более чем примерно 1000. В противоположность этому, случайные частицы стекла будут обычно иметь низкое соотношение размеров, которое составляет менее чем примерно 3. Соответственно, частицы, полученные вследствие отслаивания, могут быть дифференцированы от случайных частиц на основании соотношения размеров во время обследования с помощью микроскопа. Другие обычные частицы не из стекла включают волосы, волокна, частицы металла, частицы пластика и другие загрязняющие вещества и, соответственно, исключаются во время обследования. Подтверждение правильности результатов может быть выполнено посредством оценки внутренних областей контейнеров, подвергнутых испытанию. При обследовании, отмечают признаки разъедания покрытия/образования пятен/удаления чешуек, как описано в «Nondestructive Detection of Glass Vial Inner Surface Morphology with Differential Interference Contrast Microscopy» в Journal of Pharmaceutical Sciences 101(4), 2012, pages 1378-1384.
Число присутствующих частиц после ускоренного испытания на отслаивание может быть использовано, чтобы установить коэффициент отслаивания для группы флаконов, подвергнутых испытанию. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 10 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 10. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 9 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 9. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 8 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 8. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 7 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 7. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 6 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 6. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 5 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 5. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 4 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 4. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 3 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 3. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 2 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 2. Пробы стеклянных контейнеров, которые имеют среднее значение подсчета частиц менее 1 частицы стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 1. Пробы стеклянных контейнеров, которые имеют 0 частиц стекла с минимальной длиной примерно 50 мкм и соотношение размеров более чем примерно 50 в расчете на пробу в соответствии с результатами ускоренного испытания на отслаивание, рассматривают как имеющие коэффициент отслаивания 0. Соответственно, следует понимать, что чем ниже коэффициент отслаивания, тем выше устойчивость стеклянного контейнера к отслаиванию. В некоторых вариантах осуществления, описанных в данном документе, по меньшей мере внутренняя поверхность корпуса стеклянного контейнера имеет коэффициент отслаивания 10 или менее (например, коэффициент отслаивания 3, 2, 1 или 0). В некоторых других вариантах осуществления весь корпус стеклянного контейнера, включая как внутреннюю поверхность, так и внешнюю поверхность, имеет коэффициент отслаивания 10 или менее (например, коэффициент отслаивания 3, 2, 1 или 0).
В некоторых вариантах осуществления стеклянный контейнер, имеющий коэффициент отслаивания 10 или менее, может быть получен посредством формования стеклянного контейнера с барьерным покровным слоем на внутренней поверхности корпуса таким образом, что барьерный покровный слой является внутренней поверхностью корпуса. При обращении к Фиг. 5 в качестве примера, схематически изображен стеклянный контейнер 100 с барьерным покровным слоем 131, осажденным по меньшей мере на части внутренней поверхности 104 корпуса 102. Барьерный покровный слой 131 не отслаивается и не деградирует иным образом и предотвращает продукт, хранящийся во внутреннем объеме 108 стеклянного контейнера 100, такой как фармацевтические композиции или т.п., от контактирования с внутренней поверхностью 104 корпуса 102, сдерживая тем самым отслаивание стеклянного контейнера. Барьерный покровный слой является обычно непроницаемым для водных растворов, является нерастворимым в воде и гидролитически стабильным.
В некоторых вариантах осуществления, описанных в данном документе, барьерный покровный слой 131 является прочным неорганическим покровным слоем, который перманентно присоединен к внутренней поверхности 104 стеклянного контейнера 100. Например, в некоторых вариантах осуществления прочный неорганический покровный слой может быть сформирован из по меньшей мере одного оксида металла, такого как Al2O3, TiO2, ZrO2, SnO, SiO2, Ta2O5, Nb2O5, Cr2O3, V2O5, ZnO или HfO2. В некоторых других вариантах осуществления прочный неорганический покровный слой может быть сформирован из комбинации двух или более оксидов металлов, таких как Al2O3, TiO2, ZrO2, SnO, SiO2, Ta2O5, Nb2O5, Cr2O3, V2O5, ZnO или HfO2. В некоторых других вариантах осуществления барьерный покровный слой 131 может содержать первый слой первого оксида металла, осажденный на внутренней поверхности стеклянного контейнера, и второй слой второго оксида металла, осажденный на поверх первого слоя. В этих вариантах осуществления барьерный покровный слой 131 может быть осажден при применении различных методов осаждения, включающих, без ограничения, атомно-слоевое осаждение, химическое осаждение из паровой фазы, физическое осаждение из паровой фазы и т.п. В качестве альтернативы, барьерный покровный слой может быть нанесен посредством одного или нескольких методов нанесения жидкости, таких как нанесение покрытия погружением, нанесение покрытия распылением или нанесение покрытия плазменным напылением. Методы нанесения покрытия распылением могут включать нанесение покрытия распылением при большом объеме и при низком давлении (HVLP) и при малом объеме и при низком давлении (LVLP), нанесение покрытия электростатическим распылением, нанесение покрытия безвоздушным распылением, нанесение покрытия ультразвуковой атомизацией с безвоздушным распылением, нанесение покрытия струей аэрозоля и краскоструйное нанесение покрытия. Методы нанесения покрытия плазменным напылением могут включать стандартные методы нанесения покрытия с применением первичной и вторичной плазмы, нанесение покрытия плазменным напылением с применением микроволнового излучения и нанесение покрытия плазменным напылением при атмосферном давлении и т.п.
Несмотря на то что варианты осуществления барьерного покровного слоя 131 были описаны в данном документе как содержащие неорганические материалы, следует понимать, что в некоторых вариантах осуществления барьерный покровный слой 131 может быть органическим покровным слоем. Например, в вариантах осуществления, в которых барьерный покровный слой 131 является органическим покровным слоем, органический покровный слой может содержать полибензимидазолы, полибисоксазолы, полибистиазолы, полиэфиримиды, полихинолины, политиофены, фениленсульфиды, полисульфоны, полицианураты, парилены, фторированные полиолефины, включая политетрафторэтилены и другие фторзамещенные полиолефины, перфторалкокси-полимеры, полиэфирэфиркетоны (PEEK), полиамиды, эпоксидные смолы, полифенольные смолы, полиуретанакрилаты, сополимер циклического олефина и полимеры циклического олефина, полиолефины, включая полиэтилены, окисленные полиэтилены, полипропилены, полиэтилен-пропиленовые сополимеры, полиэтилен-винилацетатные сополимеры, поливинилхлорид, полиакрилаты, полиметакрилаты, полистиролы, политерпены, полиангидриды, полималеиновые ангидриды, полиформальдегиды, полиацетали и сополимеры полиацеталей, диметилполисилоксаны или дифенилполисилоксаны или метилфенилполисилоксаны, перфторированные силоксаны и другие замещенные силоксаны, полиимиды, поликарбонаты, сложные полиэфиры, парафины и воски, или различные их комбинации. В некоторых вариантах осуществления органический покровный слой, применяемый в качестве барьерного покровного слоя 131, может включать диметилполисилоксаны или дифенилполисилоксаны или метилфенилполисилоксаны. В качестве альтернативы, органический покровный слой может быть поликарбонатом или полиэтилентерефталатом. В некоторых вариантах осуществления барьерный покровный слой 131 может быть сформирован из слоистой структуры, содержащей один или несколько вышеуказанных полимеров и/или сополимеров.
Барьерные покровные слои могут быть использованы совместно со стеклянными контейнерами, сформированными из любой композиции стекла. Однако барьерные покровные слои особенно хорошо подходят для применения вместе со стеклянными контейнерами, сформированными из композиций стекла, которые не проявляют устойчивость к отслаиванию при формовании в виде стеклянного контейнера. Такие композиции стекла могут включать, без ограничения, композиции стекла, обозначенные как композиции стекла Типа I Класса A, Типа I Класса B и Типа II в соответствии со стандартом ASTM E438-92 (2011), озаглавленном «Standard Specification for Glasses in Laboratory Apparatus». Такие композиции стекла могут обладать требуемой химической стойкостью в соответствии с данным стандартом ASTM, однако не проявлять устойчивость к отслаиванию. Например, Таблица 2 ниже перечисляет несколько неограничивающих примеров композиций стекла Типа I Класса B, которые не проявляют устойчивость к отслаиванию. В качестве таковых, барьерные покровные слои, как описано в данном документе, могут быть применены по меньшей мере на внутренних поверхностях контейнеров, сформированных из этих композиций, так что контейнер имеет коэффициент отслаивания 10 или менее.
В некоторых альтернативных вариантах осуществления получение стеклянного контейнера, имеющего коэффициент отслаивания 10 или менее, достигается посредством формования стеклянного контейнера таким образом, что стеклянный контейнер имеет однородные составные характеристики, которые, в свою очередь, уменьшают чувствительность стеклянного контейнера к отслаиванию, как описано в находящейся в процессе одновременного рассмотрения заявки на патент США №13/912457, зарегистрированной 7 июня 2013 г., озаглавленной «Delamination Resistant Glass Containers (Контейнеры из стекла, устойчивого к отслаиванию)» и переуступленной компании Corning Incorporated. А именно, полагают, что отслаивание стеклянного контейнера может быть обусловлено, по меньшей мере отчасти, неоднородностями в композиции стекла в по меньшей мере внутренней части стеклянного контейнера, как описано выше. Минимизирование таких композиционных неоднородностей создает стеклянный контейнер, который имеет коэффициент отслаивания 10 или менее.
При обращении теперь к Фиг. 1 и 6, в некоторых вариантах осуществления стеклянные контейнеры, описанные в данном документе, имеют однородный состав на протяжении толщины стеклянного корпуса 102 в каждой части из стенки, изогнутой и донной частей, так что по меньшей мере внутренняя поверхность 104 корпуса имеет коэффициент отслаивания 10 или менее. А именно, Фиг. 6 схематически изображает часть поперечного сечения боковой стенки 110 стеклянного контейнера 100. Стеклянный корпус 102 стеклянного контейнера 100 имеет внутреннюю область 120, который простирается от примерно 10 нм ниже внутренней поверхности 104 стеклянного контейнера 100 (обозначено на Фиг. 6 как DLR1) в направлении толщины боковой стенки 110 до глубины DLR2 от внутренней поверхности 104 стеклянного контейнера. Внутренняя область, простирающаяся от примерно 10 нм ниже внутренней поверхности 104, отличается от композиции в первоначальных 5-10 нм ниже поверхности вследствие экспериментальных артефактов. В начале анализа динамической масс-спектроскопией вторичных ионов (DSIMS), чтобы определить состав стекла, первоначальные 5-10 нм не включают в анализ по причине следующих трех соображений: непостоянной скорости распыления ионов от поверхности вследствие случайного углерода, установления постоянного состояния заряда частично вследствие непостоянной скорости распыления, и смешивания компонентов во время установления постоянного состояния условий распыления. Вследствие этого, первые две измерительные точки анализа исключают. Соответственно, следует понимать, что внутренняя область 120 имеет толщину TLR, которая равна DLR2-DLR1. Композиция стекла в пределах данной внутренней области имеет устойчивую однородность слоя, которая, совместно с толщиной TLR внутренней области, является достаточной, чтобы предотвращать отслаивание стекла корпуса при последующем долговременном подвергании воздействию раствора, содержащегося во внутреннем объеме стеклянного контейнера. В некоторых вариантах осуществления толщина TLR составляет по меньшей мере примерно 100 нм. В некоторых вариантах осуществления толщина TLR составляет по меньшей мере примерно 150 нм. В некоторых других вариантах осуществления толщина TLR составляет по меньшей мере примерно 200 нм или даже примерно 250 нм. В некоторых других вариантах осуществления толщина TLR составляет по меньшей мере примерно 300 нм или даже примерно 350 нм. В еще одних вариантах осуществления, толщина TLR составляет по меньшей мере примерно 500 нм. В некоторых вариантах осуществления внутренняя область 120 может простираться до толщины TLR по меньшей мере примерно 1 мкм или даже по меньшей мере примерно 2 мкм.
Несмотря на то что внутренняя область описана в данном документе как простирающаяся от 10 нм ниже внутренней поверхности 104 стеклянного контейнера 100 в направлении толщины боковой стенки 110 до глубины DLR2 от внутренней поверхности 104 стеклянного контейнера, следует понимать, что возможны другие варианты осуществления. Например, предполагается, что, несмотря на экспериментальные артефакты, отмеченные выше, внутренняя область с устойчивой однородностью слоя может на самом деле простираться от внутренней поверхности 104 стеклянного контейнера 100 в направлении толщины боковой стенки. Соответственно, в некоторых вариантах осуществления толщина TLR может простираться от внутренней поверхности 104 до глубины DLR2. В этих вариантах осуществления толщина TLR может составлять по меньшей мере примерно 100 нм. В некоторых вариантах осуществления толщина TLR составляет по меньшей мере примерно 150 нм. В некоторых других вариантах осуществления толщина TLR составляет по меньшей мере примерно 200 нм или даже примерно 250 нм. В некоторых других вариантах осуществления толщина TLR составляет по меньшей мере примерно 300 нм или даже примерно 350 нм. В еще одних вариантах осуществления, толщина TLR составляет по меньшей мере примерно 500 нм. В некоторых вариантах осуществления внутренняя область 120 может простираться до толщины TLR по меньшей мере примерно 1 мкм или даже по меньшей мере примерно 2 мкм.
В вариантах осуществления, в которых стеклянный контейнер формируют таким образом, что стеклянный контейнер имеет устойчивую однородность слоя, выражение «устойчивая однородность слоя» означает, что концентрация составляющих компонентов (например, SiO2, Al2O3, Na2O и т.д.) композиции стекла во внутренней области не отличается от концентрации тех же самых составляющих компонентов в середине по толщине слоя стекла, который содержит в себе внутреннюю область, на величину, которая могла бы приводить к отслаиванию стеклянного корпуса при долговременном подвергании воздействию раствора, содержащегося внутри стеклянного контейнера. Например, в вариантах осуществления, в которых стеклянный контейнер формируют из единственной композиции стекла, стеклянный корпус содержит единственный слой стекла, и концентрацию составляющих компонентов во внутренней области сравнивают с концентрацией тех же самых компонентов в месте вдоль средней линии MP, которая равномерным образом делит пополам стеклянный корпус между внутренней поверхностью 104 и внешней поверхностью 106, чтобы определить, имеет ли место постоянная однородность слоя. Однако в вариантах осуществления, в которых стеклянный контейнер формируют из многослойного стекла, в котором стеклянный плакирующий слой многослойного стекла образует внутреннюю поверхность стеклянного контейнера, концентрацию составляющих компонентов во внутренней области сравнивают с концентрацией тех же самых компонентов в месте вдоль средней линии, которая равномерным образом делит пополам стеклянный плакирующий слой, который образует внутреннюю поверхность стеклянного контейнера. В вариантах осуществления, описанных в данном документе, устойчивая однородность слоя во внутренней области стеклянного корпуса является такой, что экстремальные значения (т.е. минимум или максимум) концентрации в слое каждого из составляющих компонентов композиции стекла во внутренней области 120 составляют примерно 80% или более и примерно 120% или менее от концентрации того же самого составляющего компонента в середине слоя стекла, который содержит внутреннюю область 120. Устойчивая однородность слоя, как использовано в данном документе, относится к состоянию стеклянного контейнера, когда стеклянный контейнер находится в состоянии сразу после формирования или после того, как одна или несколько обработок поверхности применено к по меньшей мере внутренней поверхности стеклянного контейнера, таких как травление или т.п. В других вариантах осуществления устойчивая однородность слоя во внутренней области стеклянного корпуса является такой, что экстремальные значения концентрации в слое каждого из составляющих компонентов композиции стекла во внутренней области 120 составляют примерно 90% или более и примерно 110% или менее от концентрации того же самого составляющего компонента в середине по толщине слоя стекла, который содержит внутреннюю область 120. В еще одних вариантах осуществления устойчивая однородность слоя во внутренней области стеклянного корпуса является такой, что экстремальные значения концентрации в слое каждого из составляющих компонентов композиции стекла во внутренней области 120 составляют примерно 92% или более и примерно 108% или менее от концентрации того же самого составляющего компонента в середине по толщине слоя стекла, который содержит внутреннюю область 120. В некоторых вариантах осуществления устойчивая однородность слоя исключает составляющие компоненты композиции стекла, которые присутствуют в количестве менее чем примерно 2 мол. %.
Термин «состояние сразу после формирования», как использовано в данном документе, относится к составу стеклянного контейнера 100 после того, как стеклянный контейнер был сформирован из сырьевого стекла, однако перед подверганием контейнера любым дополнительным стадиям обработки, таким как упрочнение ионным обменом, нанесение покровного слоя, обработка сульфатом аммония или т.п. В некоторых вариантах осуществления термин «состояние сразу после формирования» включает состав стеклянного контейнера 100 после того, как стеклянный контейнер был сформирован и подвергнут обработке травлением, чтобы селективным образом удалить всю или часть по меньшей мере внутренней поверхности стеклянного контейнера. В вариантах осуществления, описанных в данном документе, концентрацию в слое компонентов, составляющих композицию стекла, определяют посредством выборки образцов композиции по толщине стеклянного корпуса на исследуемом участке при применении динамической масс-спектроскопии вторичных ионов (DSIMS). В вариантах осуществления, описанных в данном документе, профиль состава определяют по выборке из участков внутренней поверхности 104 стеклянного корпуса 102. Участки выборки имеют максимальную площадь 1 мм2. Этот метод предоставляет композиционный профиль компонентов в стекле в зависимости от глубины от внутренней поверхности стеклянного корпуса для участка выборки.
Формования стеклянный контейнер с устойчивой однородностью слоя, как описано выше, обычно улучшает устойчивость стеклянного контейнера к отслаиванию. А именно, предоставление внутренней области, которая является однородной по составу (т.е. экстремальные значения концентрации составляющих компонентов во внутренней области находятся в пределах +/-20% от концентрации тех же самых составляющих компонентов в середине по толщине слоя стекла, который содержит внутреннюю область), позволяет избежать локализованного концентрирования составляющих компонентов композиции стекла, которые могут быть подвержены выщелачиванию, что, в свою очередь, сдерживает потерю частиц стекла от внутренней поверхности стеклянного контейнера в случае, когда эти составляющие компоненты выщелочены из поверхности стекла.
Как указано в данном документе, контейнер с устойчивой однородностью слоя в состоянии сразу после формирования не содержит покровных слоев, включая неорганические и/или органические покровные слои, нанесенных на внутреннюю поверхность стеклянного корпуса. Соответственно, следует понимать, что корпус стеклянного контейнера формируют из по существу унитарной композиции, которая простирается от внутренней поверхности корпуса до глубины по меньшей мере 250 нм или даже по меньшей мере 300 нм. Термин «унитарная композиция» относится к тому факту, что стекло, из которого сформирована часть корпуса, простирающаяся от внутренней поверхности в направлении толщины корпуса до глубины по меньшей мере 250 нм или даже по меньшей мере 300 нм, сформировано из единой композиции материала по сравнению с материалом покровного слоя, нанесенным на другой материал того же самого или другого состава. Например, в некоторых вариантах осуществления корпус контейнера может быть изготовлен из единственной композиции стекла. В других вариантах осуществления корпус контейнера может быть изготовлен из многослойного стекла таким образом, что внутренняя поверхность корпуса сформирована из унитарной композиции, которая простирается от внутренней поверхности до глубины по меньшей мере 250 нм или даже по меньшей мере 300 нм. Стеклянный контейнер может включать внутреннюю область, которая простирается от внутренней поверхности или от 10 нм ниже внутренней поверхности до глубины по меньшей мере 100 нм, как указано выше. Эта внутренняя область может иметь устойчивую однородность слоя.
При обращении теперь к Фиг. 1 и 7, в некоторых вариантах осуществления стеклянные контейнеры, описанные в данном документе, могут также иметь гомогенную поверхностную композицию поверх внутренней поверхности 104 корпуса 102 таким образом, что по меньшей мере внутренняя поверхность 104 корпуса 102, включая стенку, изогнутую и донную части, имеет коэффициент отслаивания 10 или менее, когда стеклянный контейнер находится в состоянии сразу после формирования. Фиг. 7 схематически изображает часть поперечного сечения боковой стенки 110 стеклянного контейнера 100. Стеклянный контейнер 100 имеет поверхностную область 130, которая простирается поверх всей внутренней поверхности стеклянного контейнера. Поверхностная область 130 имеет глубину DSR и простирается от внутренней поверхности 104 стеклянного контейнера 100 в направлении толщины стеклянного корпуса к внешней поверхности. Соответственно, следует понимать, что поверхностная область 130 имеет толщину TSR, которая равна глубине DSR. В некоторых вариантах осуществления поверхностная область простирается до глубины DSR по меньшей мере примерно 10 нм от внутренней поверхности 104 стеклянного контейнера 100. В некоторых других вариантах осуществления поверхностная область 130 может простираться до глубины DSR по меньшей мере примерно 50 нм. В некоторых других вариантах осуществления поверхностная область 130 может простираться до глубины DSR от примерно 10 нм до примерно 50 нм. Соответственно, следует понимать, что поверхностная область 130 простирается до меньшей глубины, чем внутренняя область 120. Композиция стекла в пределах данной поверхностной области имеет устойчивую однородность поверхности, которая, совместно с глубиной DSR внутренней области, является достаточной, чтобы предотвращать отслаивание стекла корпуса при последующем долговременном подвергании воздействию раствора, содержащегося во внутреннем объеме стеклянного контейнера.
В вариантах осуществления, описанных в данном документе, выражение «устойчивая однородность поверхности» означает, что концентрация составляющих компонентов (например, SiO2, Al2O3, Na2O, и т.д.) композиции стекла в отдельном точке в поверхностной области не отличается от концентрации тех же самых составляющих компонентов в любой другой отдельной точке в поверхностной области на величину, которая могла бы приводить к отслаиванию стеклянного корпуса при долговременном подвергании воздействию раствора, содержащегося внутри стеклянного контейнера. В вариантах осуществления, описанных в данном документе, устойчивая однородность поверхности в поверхностной области является такой, что для отдельной точки на внутренней поверхности 104 стеклянного контейнера, экстремальные значения (т.е. минимум или максимум) поверхностной концентрации каждого из составляющих компонентов в поверхностной области 130 в отдельной точке составляют примерно 70% или более и примерно 130% или менее от концентрации тех же самых составляющих компонентов в поверхностной области 130 в любой другой отдельной точке на внутренней поверхности 104 стеклянного контейнера 100, когда стеклянный контейнер 100 находится в состоянии сразу после формирования. Например, Фиг. 7 изображает три отдельных точки (A, B, и C) на внутренней поверхности 104 боковой стенки 110. Каждая точка отделена от соседней точки расстоянием по меньшей мере примерно 3 мм. Экстремальные значения поверхностной концентрации каждого из составляющих компонентов в поверхностной области 130 в точке «A» равны примерно 70% или более и примерно 130% или менее от концентрации тех же самых составляющих компонентов в поверхностной области 130 в точках «B» и «C». При обращении к изогнутой нижней части контейнера, отдельные точки могут быть расположены с центром приблизительно при апексе изогнутой нижней части, при смежных точках, расположенных на расстоянии по меньшей мере 3 мм от апекса изогнутой нижней части вдоль донной части контейнера и вдоль боковой стенки контейнера, расстояние между точками ограничивается радиусом контейнера и высотой боковой стенки (т.е. точкой, где боковая стенка переходит в заплечик контейнера).
В некоторых вариантах осуществления устойчивая однородность поверхности в поверхностной области является такой, что экстремальные значения поверхностной концентрации каждого из составляющих компонентов композиции стекла в поверхностной области 130 для любой отдельной точки на внутренней поверхности 104 стеклянного контейнера 100 составляют примерно 75% или более и примерно 125% или менее от концентрации того же самого составляющего компонента в поверхностной области 130 в любой другой отдельной точке на внутренней поверхности 104 стеклянного контейнера 100. В некоторых других вариантах осуществления устойчивая однородность поверхности в поверхностной области является такой, что экстремальные значения поверхностной концентрации каждого из составляющих компонентов композиции стекла в поверхностной области 130 для любой отдельной точки на внутренней поверхности 104 стеклянного контейнера 100 составляют примерно 80% или более и примерно 120% или менее от концентрации того же самого составляющего компонента в поверхностной области 130 в любой другой отдельной точке на внутренней поверхности 104 стеклянного контейнера 100. В еще одних вариантах осуществления устойчивая однородность поверхности в поверхностной области является такой, что экстремальные значения поверхностной концентрации каждого из составляющих компонентов композиции стекла в поверхностной области 130 для любой отдельной точки на внутренней поверхности 104 стеклянного контейнера 100 составляют примерно 85% или более и примерно 115% или менее от концентрации того же самого составляющего компонента в поверхностной области 130 в любой другой отдельной точке на внутренней поверхности 104 стеклянного контейнера 100. В вариантах осуществления, описанных в данном документе, поверхностную концентрацию составляющих компонентов композиции стекла в поверхностной области измеряют посредством рентгеновской фотоэлектронной спектроскопии. В некоторых вариантах осуществления устойчивая однородность поверхности в поверхностной области исключает составляющие компоненты композиции стекла, которые присутствуют в количестве менее чем примерно 2 мол. %.
Однородность поверхностной концентрации стекла составляющих компонентов в поверхностной области 130 является обычно признаком склонности композиции стекла к отслаиванию и отделению частиц стекла от внутренней поверхности 104 стеклянного контейнера 100. Когда композиция стекла имеет устойчивую однородность поверхности в поверхностной области 130 (т.е. когда экстремальные значения поверхностной концентрации составляющих компонентов стекла в поверхностной области 130 в отдельной точке на внутренней поверхности 104 находятся в пределах +/-30% от концентрации тех же самых составляющих компонентов в поверхностной области 130 в любой другой отдельной точке на внутренней поверхности 104), композиция стекла обладает улучшенной устойчивостью к отслаиванию.
Стеклянные контейнеры, имеющие устойчивую однородность слоя и/или устойчивую однородность поверхности, могут быть получены при применении различных способов. Например, в некоторых вариантах осуществления по меньшей мере внутреннюю поверхность 104 корпуса 102 стеклянного контейнера подвергают травлению, в результате чего получают стеклянный контейнер, имеющий устойчивую однородность слоя и/или устойчивую однородность поверхности, так что по меньшей мере внутренняя поверхность стеклянного контейнера имеет коэффициент отслаивания 10 или менее. А именно, композиционные изменения в стекле вследствие улетучивания компонентов из стекла и последующего переосаждения улетученных веществ во время формирования контейнера, как описано выше, являются, как полагают, механизмом, который приводит к отслаиванию. Тонкий поверхностный слой улетученных и переосажденных веществ на внутренней поверхности стеклянного контейнера является композиционно неоднородным и гидролитически неустойчивым, так что щелочные и борные вещества быстро извлекаются из поверхностного слоя во время подвергания его воздействию фармацевтических композиций. Этот характер изменения оставляет после себя слой, обогащенный кремнеземом, с высокой площадью поверхности. Подвергание этого слоя, обогащенного кремнеземом, воздействию фармацевтической композиции вызывает разбухание слоя и, в конечном счете, отшелушивание (т.е. отслаивание) от внутренней поверхности корпуса. Однако травление внутренней поверхности корпуса стеклянного контейнера удаляет этот тонкий поверхностный слой и придает устойчивую однородность слоя и/или устойчивую однородность поверхности для по меньшей мере внутренней поверхности корпуса стеклянного контейнера.
В некоторых вариантах осуществления, описанных в данном документе, корпус стеклянного контейнера подвергают травлению, чтобы удалить слой стеклянного материала с внутренней поверхности стеклянного корпуса. Травление является достаточным, чтобы удалить тонкий поверхностный слой улетученных и переосажденных веществ, и посредством этого предоставляет устойчивую однородность слоя и/или устойчивую однородность поверхности для по меньшей мере внутренней поверхности корпуса стеклянного контейнера таким образом, что по меньшей мере внутренняя поверхность стеклянного корпуса имеет коэффициент отслаивания 10 или менее. Например, в некоторых вариантах осуществления корпус стеклянного контейнера подвергают травлению, чтобы удалить стеклянный материал от внутренней поверхности стеклянного корпуса до глубины 1 мкм или даже 1,5 мкм. В некоторых других вариантах осуществления корпус стеклянного контейнера может быть подвергнут травлению, чтобы удалить стеклянный материал до глубины более чем 1,5 мкм, включая, без ограничения, 2 мкм, 3 мкм или даже 5 мкм. В этих вариантах осуществления по меньшей мере внутренняя поверхность стеклянного контейнера может быть сформирована из композиций стекла, которые отвечают критериям для стекол Типа I, Класса A (Типа IA) или Типа I, Класса B (Типа IB) стандарта ASTM E438-92 (2011), озаглавленного «Standard Specification for Glasses in Laboratory Apparatus». Боросиликатные стекла отвечают критериям Типа I (A или B), и их обычно применяют для упаковок для фармацевтических препаратов. Примеры боросиликатного стекла включают, без ограничения, Corning® Pyrex® 7740, 7800, Wheaton 180, 200 и 400, Schott Duran®, Schott Fiolax®, KIMAX® N-51A, Gerrescheimer GX-51 Flint и другие.
В одном варианте осуществления травление может быть выполнено посредством подвергания внутренней поверхности стеклянного контейнера воздействию кислотного раствора или комбинации кислотных растворов. Кислотные растворы могут включать, без ограничения, серную кислоту, азотную кислоту, хлористоводородную кислоту, фтористоводородную кислоту, бромистоводородную кислоту и фосфорную кислоту. Например, кислотный раствор может включать смесь 1,5 M фтористоводородной кислоты с 0,9 M серной кислоты. Эти кислотные растворы эффективно удаляют тонкий поверхностный слой улетученного и переосажденного органического раствора, не оставляя обедненного «выщелоченного слоя» на внутренней поверхности стеклянного контейнера. В качестве альтернативы, травление может быть выполнено посредством подвергания внутренней поверхности стеклянного контейнера воздействию щелочного раствора или комбинации щелочных растворов. Подходящие щелочные растворы включают, например, гидроксид натрия, гидроксид калия, гидроксид аммония или их комбинации. В качестве альтернативы, травление может быть выполнено последовательно кислотными растворами и затем щелочными растворами или же наоборот.
Наряду с тем, что конкретная обработка травлением описана в данном документе, следует понимать, что могут быть также применены другие виды обработки травлением. Например, обработки травлением, описанные в патенте США №2106744, публикации патента США №2011/0165393, публикации патента США №2013/0122306 и публикации патента США №2012/0282449, могут также быть использованы для травления по меньшей мере внутренней поверхности стеклянного контейнера.
В еще одних вариантах осуществления стеклянным контейнерам может быть придана устойчивая однородность слоя и/или устойчивая однородность поверхности посредством формования стеклянных контейнеров из композиций стекла, в которых составляющие компоненты композиции стекла образуют вещества со сравнительно низкими давлениями пара (т.е. вещества с низкой летучестью) при температурах, необходимых для переформования стеклянных контейнеров из сырьевого стекла в контейнер требуемой формы. Поскольку эти составляющие компоненты образуют вещества со сравнительно низкими давлениями пара при температурах переформования, составляющие компоненты с меньшей вероятностью улетучиваются и испаряются из поверхностей стекла, и посредством этого формируется стеклянный контейнер с композиционно однородной поверхностью поверх внутренней поверхности стеклянного контейнера и на протяжении толщины стеклянного контейнера.
Определенные составляющие компоненты композиции стекла могут быть довольно летучими при температурах формования и переформования стекла, что, в свою очередь, может приводить к композиционным неоднородностям и последующему отслаиванию. Температуры формования и переформования композиции стекла обычно соответствуют температурам, при которых композиция стекла имеет вязкость в интервале от примерно 200 пуаз до примерно 100 килопуаз. Соответственно, в некоторых вариантах осуществления композиции стекла, из которых формируют стеклянные контейнеры, не содержат составляющих компонентов, образующие вещества, которые улетучиваются существенным образом (т.е. образуют газофазные вещества с равновесными парциальными давлениями более чем примерно 10-3 атм) при температурах, соответствующих вязкости в интервале от примерно 200 пуаз до примерно 100 килопуаз. В некоторых вариантах осуществления композиции стекла, из которых формируют стеклянные контейнеры, не содержат составляющих компонентов, которые улетучиваются существенным образом при температурах, соответствующих вязкости в интервале от примерно 1 килопуаз до примерно 50 килопуаз. В некоторых других вариантах осуществления композиции стекла, из которых формируют стеклянные контейнеры, не содержат составляющих компонентов, которые улетучиваются существенным образом при температурах, соответствующих вязкости в интервале от примерно 1 килопуаз до примерно 20 килопуаз. В некоторых других вариантах осуществления композиции стекла, из которых формируют стеклянные контейнеры, не содержат составляющих компонентов, которые улетучиваются существенным образом при температурах, соответствующих вязкости в интервале от примерно 1 килопуаз до примерно 10 килопуаз. Без намерения установления связи с теорией, вещества, которые улетучиваются существенным образом при этих условиях, включают, без ограничения, бор и соединения бора, фосфор и соединения фосфора, цинк и соединения цинка, фтор и соединения фтора, хлор и соединения хлора, олово и соединения олова и натрий и соединения натрия.
В некоторых вариантах осуществления, описанных в данном документе, стеклянные контейнеры обычно формируют из композиций алюмосиликатного стекла, таких как, например, композиции щелочноалюмосиликатного стекла или композиции щелочноземельного алюмосиликатного стекла. Как указано в данном документе выше, борсодержащие вещества в стекле являются высоколетучими при повышенных температурах, применяемых для формования и переформования стекла, что приводит к отслаиванию результирующего стеклянного контейнера. Кроме того, композиции стекла, содержащие бор, также подвержены фазовому разделению. Соответственно, в вариантах осуществления, описанных в данном документе, концентрацию бора в композициях стекла, из которых формируют стеклянные контейнеры, ограничивают, чтобы сдерживать как отслаивание, так и фазовое разделение. В некоторых вариантах осуществления композиции стекла, из которых формируют стеклянные контейнеры, включают примерно 1,0 мол. % или менее оксидов бора и/или соединений, содержащих бор, включая, без ограничения, B2O3. В некоторых из этих вариантов осуществления концентрация оксидов бора и/или соединений, содержащих бор, в композиции стекла может быть менее чем или равной примерно 0,5 мол. %, менее чем или равной примерно 0,4 мол. % или даже менее чем или равной примерно 0,3 мол. %. В некоторых из этих вариантов осуществления, концентрация оксидов бора и/или соединений, содержащих бор, в композиции стекла может быть менее чем или равной примерно 0,2 мол. % или даже менее чем или равной примерно 0,1 мол. %. В некоторых других вариантах осуществления композиции стекла по существу не содержат бор и соединения, содержащие бор.
Фосфор, подобно бору, обычно образует вещества в композиции стекла, которые являются высоколетучими при повышенных температурах, применяемых для формования и переформования стекла. Как таковой, фосфор в композиции стекла может приводить к композиционным неоднородностям в конечном стеклянном контейнере, что, в свою очередь, может приводить к отслаиванию. Соответственно, в вариантах осуществления, описанных в данном документе, концентрацию фосфора и соединений, содержащих фосфор (таких как P2O5 или т.п.) в композициях стекла, из которых формируют стеклянные контейнеры, ограничивают, чтобы сдерживать отслаивание. В некоторых вариантах осуществления композиции стекла, из которых изготавливают стеклянные контейнеры, включают примерно 0,3 мол. % или менее оксидов фосфора и/или соединений, содержащих фосфор. В некоторых из этих вариантов осуществления, концентрация оксидов фосфора и/или соединений, содержащих фосфор, в композиции стекла может быть менее чем или равной примерно 0,2 мол. % или даже менее чем или равной примерно 0,1 мол. %. В некоторых других вариантах осуществления композиции стекла по существу не содержат фосфор и соединения, содержащие фосфор.
Цинк, подобно бору и фосфору, обычно образует вещества в композиции стекла, которые являются высоколетучими при повышенных температурах, применяемых для формования и переформования стекла. Как таковой, цинк в композиции стекла может приводить к композиционным неоднородностям в конечном стеклянном контейнере, что, в свою очередь, может приводить к отслаиванию. Соответственно, в вариантах осуществления, описанных в данном документе, концентрацию цинка и соединений, содержащих цинк (таких как ZnO или т.п.) в композициях стекла, из которых формируют стеклянные контейнеры, ограничивают, чтобы сдерживать отслаивание. В некоторых вариантах осуществления композиции стекла, из которых изготавливают стеклянные контейнеры, включают примерно 0,5 мол. % или менее оксидов цинка и/или соединений, содержащих цинк. В некоторых других вариантах осуществления композиции стекла, из которых изготавливают стеклянные контейнеры, включают примерно 0,3 мол. % или менее оксидов цинка и/или соединений, содержащих цинк. В некоторых из этих вариантов осуществления, концентрация оксидов цинка или соединений, содержащих цинк, в композиции стекла может быть менее чем или равной примерно 0,2 мол. % или даже менее чем или равной примерно 0,1 мол. %. В некоторых других вариантах осуществления композиции стекла по существу не содержат цинк и соединения, содержащие цинк.
Свинец и висмут также образуют в композиции стекла вещества, которые являются высоколетучими при повышенных температурах, применяемых для формования и переформования стекла. Соответственно, в вариантах осуществления, описанных в данном документе, концентрацию свинца, висмута, соединений, содержащих свинец, и соединений, содержащих висмут, в композициях стекла, из которых формируют стеклянные контейнеры, ограничивают, чтобы сдерживать отслаивание. В некоторых вариантах осуществления оксиды свинца, оксиды висмута, соединения, содержащие свинец, и/или соединения, содержащие висмут, присутствуют каждый(ое) в композициях стекла в концентрации примерно 0,3 мол. % или менее. В некоторых из этих вариантов осуществления оксиды свинца, оксиды висмута, соединения, содержащие свинец, и соединения, содержащие висмут, присутствуют каждый(ое) в композициях стекла в концентрации примерно 0,2 мол. % или менее или даже в концентрации примерно 0,1 мол. % или менее. В некоторых других вариантах осуществления композиции стекла по существу не содержат свинца и/или висмута и соединений, содержащих свинец и/или висмут.
Вещества, содержащие хлор, фтор, и оксиды олова, являются также высоколетучими при повышенных температурах, применяемых для формования и переформования стекла. Соответственно, в вариантах осуществления, описанных в данном документе, хлор, фтор, и оксиды олова и соединения, содержащие олово, хлор, или фтор, присутствуют в композициях стекла в концентрациях, которые не влияют на устойчивость к отслаиванию результирующего стекла. А именно, хлор, фтор и оксиды олова и соединения, содержащие олово, хлор или фтор, присутствуют в композициях стекла, из которых формируют стеклянные контейнеры, в концентрациях примерно 0,5 мол. % или менее или даже примерно 0,3 мол. % или менее. В некоторых вариантах осуществления композиции стекла по существу не содержат олово, хлор и фтор и соединения, содержащие олово, хлор или фтор.
В то время как некоторые варианты осуществления стеклянного контейнера могут не содержать легко улетучивающихся составляющих компонентов, как описано выше, в некоторых других вариантах осуществления стеклянные контейнеры могут быть сформированы из композиций стекла, которые включают эти летучие компоненты, например, когда стеклянный контейнер включает барьерный слой.
Композиции стекла, из которых формируют контейнеры, не являются фазоразделенными. Термин «фазоразделенные», как использовано в данном документе, относится к разделению композиции стекла на отдельные фазы, при том, что каждая фаза имеет разные составные характеристики. Например, щелочные боросиликатные стекла обычно известны как разделяющиеся при повышенных температурах (таких как температуры формования и переформования) на фазу, обогащенную бором, и фазу, обогащенную кремнеземом. В некоторых вариантах осуществления, описанных в данном документе, концентрация оксидов бора в композициях стекла является достаточно низкой (т.е. равной примерно 1,0 мол. % или менее), так что композиции стекла не подвергаются фазовому разделению.
В типичном варианте осуществления стеклянные контейнеры формируют из композиции стекла, устойчивой к отслаиванию, такой как композиции щелочноземельного алюмосиликатного стекла, описанные в заявке на патент США №13/660141, зарегистрированной 25 октября 2012 г. и озаглавленной «Alkaline Earth Alumino-Silicate Glass Compositions with Improved Chemical and Mechanical Durability (Композиции щелочноземельного алюмосиликатного стекла с повышенной химической и механической стойкостью)» (внутренний номер отслеживания SP11-241), которая включена в данный документ посредством ссылки во всей ее полноте. Эта первоначальная типичная композиция стекла обычно включает комбинацию SiO2, Al2O3, по меньшей мере одного оксида щелочноземельного металла и оксида щелочного металла, включая по меньшей мере Na2O и K2O. В некоторых вариантах осуществления композиции стекла могут также не содержать бор и соединения, содержащие бор. Комбинация этих компонентов делает возможным получение композиции стекла, которая устойчива к химической деградации и также подходит для химического упрочнения посредством ионного обмена. В некоторых вариантах осуществления композиции стекла могут дополнительно содержать незначительные количества одного или нескольких дополнительных оксидов, таких как, например, SnO2, ZrO2, ZnO или т.п. Эти компоненты могут быть добавлены в качестве осветлителей и/или для дополнительного улучшения химической стойкости композиции стекла.
В вариантах осуществления первоначальной типичной композиции стекла данная композиция стекла обычно содержит SiO2 в количестве от примерно 65 мол. % или более до примерно 75 мол. % или менее. В некоторых вариантах осуществления SiO2 присутствует в композиции стекла в количестве от примерно 67 мол. % или более до примерно 75 мол. % или менее. В некоторых других вариантах осуществления SiO2 присутствует в композиции стекла в количестве от примерно 67 мол. % или более до примерно 73 мол. % или менее. В каждом из этих вариантов осуществления количество SiO2, присутствующего в композиции стекла, может быть более чем или равным примерно 70 мол. % или даже более чем или равным примерно 72 мол. %.
Первоначальная типичная композиции стекла также включает Al2O3. Al2O3, совместно с оксидами щелочных металлов, присутствующими в композициях стекла, такими Na2O или т.п., улучшает восприимчивость стекла к упрочнению ионным обменом. Кроме того, добавки Al2O3 к композиции уменьшают предрасположенность щелочных компонентов (таких как Na и K) к выщелачиванию из стекла и, в качестве таковых, добавки Al2O3 увеличивают устойчивость композиции к гидролитической деградации. Кроме того, добавки Al2O3 в количестве более чем примерно 12,5 мол. % могут также увеличивать температуру размягчения стекла, уменьшая тем самым способность стекла к формованию. Соответственно, композиции стекла, описанные в данном документе, обычно Al2O3 в количестве от примерно 6 мол. % или более до примерно 12,5 мол. % или менее. В некоторых вариантах осуществления количество Al2O3 в композиции стекла составляет от примерно 6 мол. % или более до примерно 10 мол. % или менее. В некоторых других вариантах осуществления количество Al2O3 в композиции стекла составляет от примерно 7 мол. % или более до примерно 10 мол. % или менее.
Первоначальная типичная композиция стекла также включает по меньшей мере два оксида щелочных металлов. Оксиды щелочных металлов содействуют способности композиции стекла к ионному обмену и, в качестве таковых, содействуют упрочнению стекла химическим образом. Оксиды щелочных металлов также снижают температуру размягчения стекла, компенсируя тем самым увеличение температуры размягчения вследствие повышенных концентраций SiO2 в композиции стекла. Оксиды щелочных металлов также способствуют улучшению химической стойкости композиции стекла. Оксиды щелочных металлов обычно присутствуют в композиции стекла в количестве от примерно 5 мол. % или более до примерно 12 мол. % или менее. В некоторых из этих вариантов осуществления количество оксидов щелочных металлов может составлять от примерно 5 мол. % или более до примерно 10 мол. % или менее. В некоторых других вариантах осуществления количество оксида щелочного металла может составлять от примерно 5 мол. % или более до примерно 8 мол. % или менее. Во всех композициях стекла, описанных в данном документе, оксиды щелочных металлов содержат по меньшей мере Na2O и K2O. В некоторых вариантах осуществления оксиды щелочных металлов дополнительно содержат Li2O.
Способность композиции стекла к ионному обмену придана композиции стекла главным образом посредством количества щелочного оксида Na2O, первоначально присутствующего в композиции стекла перед ионным обменом. А именно, для того, чтобы достигнуть желательного сжимающего механического напряжения и глубины слоя в композиции стекла при упрочнении ионным обменом, композиции стекла включают Na2O в количестве от примерно 2,5 мол. % или более до примерно 10 мол. % или менее, в расчете на молекулярную массу композиции стекла. В некоторых вариантах осуществления композиция стекла может включать Na2O в количестве от примерно 3,5 мол. % или более до примерно 8 мол. % или менее. В некоторых из этих вариантов осуществления композиция стекла может включать Na2O в количестве от примерно 6 мол. % или более до примерно 8 мол. % или менее.
Как указано выше, оксиды щелочных металлов в композиции стекла также включают K2O. Количество K2O, присутствующего в композиции стекла, также связано со способностью композиции стекла к ионному обмену. А именно, когда количество K2O, присутствующего в композиции стекла, увеличивается, сжимающее механическое напряжение, получаемое посредством ионного обмена, уменьшается. Соответственно, желательно ограничивать количество K2O, присутствующего в композиции стекла. В некоторых вариантах осуществления количество K2O составляет более чем 0 мол. % и менее чем или равно примерно 2,5 мол. %, в расчете на молекулярную массу композиции стекла. В некоторых из этих вариантов осуществления, количество K2O, присутствующего в композиции стекла, составляет менее чем или равно примерно 0,5 мол. %, в расчете на молекулярную массу композиции стекла.
В некоторых вариантах осуществления щелочной оксид в первоначальной типичной композиции стекла дополнительно содержит Li2O. Включение Li2O в композицию стекла дополнительно уменьшает температуру размягчения стекла. В вариантах осуществления, в которых оксид щелочного металла включает Li2O, Li2O может присутствовать в количестве от примерно 1 мол. % или более и до примерно 3 мол. % или менее. В некоторых вариантах осуществления Li2O может присутствовать в композиции стекла в количестве более чем примерно 2 мол. % и менее чем или равном примерно 3 мол. %. Однако в некоторых других вариантах осуществления композиция стекла может по существу не содержать лития и соединений, содержащих литий.
Оксиды щелочноземельных металлов в первоначальной типичной композиции стекла улучшают плавкость материалов стекольной шихты и увеличивают химическую стойкость композиции стекла. Присутствие оксидов щелочноземельных металлов в композиции стекла также снижает восприимчивость стекла к отслаиванию. В композициях стекла, описанных в данном документе, композиции стекла обычно включают по меньшей мере один оксид щелочноземельного металла в концентрации более чем или равной примерно 8 мол. % или даже 8,5 мол. % и менее чем или равной примерно 15 мол. %. В некоторых вариантах осуществления композиция стекла может содержать от примерно 9 мол. % до примерно 15 мол. % оксида щелочноземельного металла. В некоторых из этих вариантов осуществления количество оксида щелочноземельного металла в композиции стекла может составлять от примерно 10 мол. % до примерно 14 мол. %.
Оксид щелочноземельного металла в первоначальной типичной композиции стекла может включать MgO, CaO, SrO, BaO или их комбинации. Например, в вариантах осуществления, описанных в данном документе, оксид щелочноземельного металла может включать MgO. В некоторых вариантах осуществления MgO может присутствовать в композиции стекла в количестве, которое составляет более чем или равно примерно 2 мол. % и менее чем или равно примерно 7 мол. %, в расчете на молекулярную массу композиции стекла, или даже более чем или равно примерно 3 мол. % и менее чем или равно примерно 5 мол. %, в расчете на молекулярную массу композиции стекла.
В некоторых вариантах осуществления оксид щелочноземельного металла в первоначальной типичной композиции стекла также включает CaO. В этих вариантах осуществления CaO присутствует в композиции стекла в количестве от примерно 2 мол. % до менее чем или равном 7 мол. %, в расчете на молекулярную массу композиции стекла. В некоторых вариантах осуществления CaO присутствует в композиции стекла в количестве от примерно 3 мол. % до менее чем или равном 7 мол. %, в расчете на молекулярную массу композиции стекла. В некоторых из этих вариантов осуществления, CaO может присутствовать в композиции стекла в количестве более чем или равном примерно 4 мол. % и менее чем или равном примерно 7 мол. %. В некоторых других вариантах осуществления CaO может присутствовать в композиции стекла в количестве более чем или равном примерно 5 мол. % и менее чем или равном примерно 6 мол. %, например, когда CaO замещен MgO в оксиде щелочноземельного металла, чтобы понизить температуру ликвидуса и увеличить вязкость ликвидуса. В еще одних вариантах осуществления, CaO может присутствовать в стекле в количестве более чем или равном примерно 2 мол. % и менее чем или равном примерно 5 мол. %, например, когда SrO замещен MgO в оксиде щелочноземельного металла, чтобы понизить температуру ликвидуса и увеличить вязкость ликвидуса.
В некоторых вариантах осуществления, описанных в данном документе, оксид щелочноземельного металла дополнительно содержит по меньшей мере один оксид из SrO или BaO. Включение SrO снижает температуру ликвидуса композиции стекла и, в результате, улучшает способность композиции стекла к формованию. В некоторых вариантах осуществления композиция стекла может включать SrO в количестве более чем 0 мол. % и менее чем или равном примерно 6,0 мол. %. В некоторых других вариантах осуществления композиция стекла может включать SrO в количестве более чем примерно 0 мол. % и менее чем или равном примерно 5 мол. %. В некоторых из этих вариантов осуществления, композиция стекла может включать от примерно 2 мол. % или более до примерно 4 мол. % или менее SrO, например, когда CaO замещен MgO в оксиде щелочноземельного металла, чтобы понизить температуру ликвидуса и увеличить вязкость ликвидуса. В некоторых других вариантах осуществления композиция стекла может включать от примерно 1 мол. % до примерно 2 мол. % SrO. В еще одних вариантах осуществления, SrO может присутствовать в композиции стекла в количестве более чем или равном примерно 3 мол. % и менее чем или равном примерно 6 мол. %, например, когда SrO замещен MgO в оксиде щелочноземельного металла, чтобы понизить температуру ликвидуса и увеличить вязкость ликвидуса.
В вариантах осуществления, в которых композиция стекла включает BaO, BaO может присутствовать в количестве более чем примерно 0 мол. % и менее чем примерно 2 мол. %. В некоторых из этих вариантов осуществления, BaO может присутствовать в композиции стекла в количестве менее чем или равном примерно 1,5 мол. % или даже менее чем или равном примерно 0,5 мол. %. Однако в некоторых других вариантах осуществления композиция стекла по существу не содержит барий и соединения бария.
В вариантах осуществления композиций стекла, описанных в данном документе, композиции стекла обычно содержат менее чем примерно 1 мол. % бора или оксидов бора, таких как B2O3. Например, в некоторых вариантах осуществления композиции стекла могут содержать от примерно 0 мол. % B2O3 или более до 1 мол. % B2O3 или менее. В некоторых других вариантах осуществления композиции стекла могут содержать от примерно 0 мол. % B2O3 или более до 0,6 мол. % B2O3 или менее. В еще одних вариантах осуществления композиции стекла по существу не содержат бор и соединения бора, такие как B2O3. А именно, было установлено, что формование композиции стекла со сравнительно низким количеством бора или соединений бора (т.е. менее чем или равном 1 мол. %) или без бора или соединений бора значительно увеличивает химическую стойкость композиции стекла. В дополнение к этому, также было установлено, что формование композиции стекла со сравнительно низким количеством бора или соединений бора или без бора или соединений бора улучшает способность композиций стекла к ионному обмену посредством уменьшения времени и/или температуры обработки, требующихся для достижения определенной величины сжимающего механического напряжения и/или глубины слоя.
В некоторых вариантах осуществления композиций стекла, описанных в данном документе, композиции стекла по существу не содержат фосфор и соединения, содержащие фосфор, включая, без ограничения, P2O5. А именно, было установлено, что составление композиции стекла без фосфора или соединений фосфор увеличивает химическую стойкость композиции стекла.
В дополнение к SiO2, Al2O3, оксидам щелочных металлов и оксидам щелочноземельных металлов, первоначальные типичные композиции стекла, описанные в данном документе, могут необязательно дополнительно содержать один или несколько осветлителей, таких как, например, SnO2, As2O3 и/или Cl- (из NaCl или т.п.). Когда осветлитель присутствует в композиции стекла, осветлитель может присутствовать в количестве менее чем или равном примерно 1 мол. % или даже менее чем или равном примерно 0,5 мол. %. Например, в некоторых вариантах осуществления композиция стекла может включать SnO2 в качестве осветлителя. В этих вариантах осуществления SnO2 может присутствовать в композиции стекла в количестве более чем примерно 0 мол. % и менее чем или равном примерно 0,30 мол. %.
Кроме того, композиции стекла, описанные в данном документе, могут содержать один или несколько дополнительных оксидов металла, чтобы дополнительно улучшить химическую стойкость композиции стекла. Например, композиция стекла может дополнительно включать ZnO или ZrO2, каждый из которых дополнительно улучшает устойчивость композиции стекла к химическому воздействию. В этих вариантах осуществления дополнительный оксид металла может присутствовать в количестве, которое более чем или равно примерно 0 мол. % и менее чем или равно примерно 2,0 мол. %. Например, когда дополнительным оксидом металла является ZrO2, ZrO2 может присутствовать в количестве менее чем или равном примерно 1,5 мол. %. В качестве альтернативы или в дополнение, дополнительный оксид металла может включать ZnO в количестве менее чем или равном примерно 2,0 мол. %. В некоторых вариантах осуществления ZnO может быть включен в качестве заместителя одного или нескольких оксидов щелочноземельных металлов. Например, в вариантах осуществления, в которых композиция стекла включает оксиды щелочноземельных металлов MgO, CaO и SrO, количество MgO может быть уменьшено, чтобы понизить температуру ликвидуса и увеличить вязкость ликвидуса, как описано выше. В этих вариантах осуществления ZnO может быть добавлен к композиции стекла в качестве частичного заместителя для MgO, в дополнение к или вместо по меньшей мере одного из CaO или SrO.
На основании вышеизложенного, следует понимать, что, в одном варианте осуществления, первоначальная типичная композиция стекла может включать от примерно 65 мол. % до примерно 75 мол. % SiO2; от примерно 6 мол. % до примерно 12,5 мол. % Al2O3; и от примерно 5 мол. % до примерно 12 мол. % оксида щелочного металла, при этом оксид щелочного металла содержит Na2O и K2O. K2O может присутствовать в количестве менее чем или равном 0,5 мол. %. Композиция стекла может также включать от примерно 8,0 мол. % до примерно 15 мол. % оксида щелочноземельного металла. Композиция стекла может быть восприимчива к упрочнению ионным обменом.
В другом варианте осуществления первоначальной типичной композиции стекла, композиция стекла включает от примерно 67 мол. % до примерно 75 мол. % SiO2; от примерно 6 мол. % до примерно 10 мол. % Al2O3; от примерно 5 мол. % до примерно 12 мол. % оксида щелочного металла; и от примерно 9 мол. % до примерно 15 мол. % оксида щелочноземельного металла. Оксид щелочного металла содержит по меньшей мере Na2O и K2O. Композиция стекла не содержит бора и соединений бора и восприимчива к ионному обмену, что содействует упрочнению стекла химическим образом, чтобы улучшить механическую стойкость.
В еще одном варианте осуществления первоначальной типичной композиции стекла, композиция стекла может включать от примерно 67 мол. % до примерно 75 мол. % SiO2; от примерно 6 мол. % до примерно 10 мол. % Al2O3; от примерно 5 мол. % до примерно 12 мол. % оксида щелочного металла; и от примерно 9 мол. % до примерно 15 мол. % оксида щелочноземельного металла. Оксид щелочноземельного металла содержит по меньшей мере один оксид из SrO и BaO. Композиция стекла не содержит бора и соединений бора и восприимчива к ионному обмену, что содействует упрочнению стекла химическим образом, чтобы улучшить механическую стойкость.
В некоторых вариантах осуществления, описанных в данном документе, стеклянные контейнеры с устойчивой однородностью поверхности и/или устойчивой однородностью слоя могут быть получены при использовании процессов формования, которые придают равномерную тепловую историю по меньшей мере внутренней поверхности корпуса стеклянного контейнера. Например, в одном варианте осуществления корпус стеклянного контейнера может быть сформирован при температурах формования и/или скоростях формования, которые сдерживают улетучивание химических вещества из композиции стекла, из которой сформирован корпус. А именно, формование потока стекла в желательную форму требует регулирования как вязкости стекла, так и скорости формования. Более высокие величины вязкости требуют более низких скоростей формования, в то время как более низкие величины вязкости делают возможными более высокие скорости формования. Суммарный состав стекла и температура являются наиболее важными факторами, оказывающими влияние на вязкость. Возможно применение одного и того же процесса формования для разных стекол посредством согласования величин вязкости на каждой стадии в процессе формования с помощью регулирования температуры. Соответственно, одним из подходов к уменьшению улетучивания из расплава стекла является проведение процесса при более низкой температуре (более высокой вязкости). Этот подход является невыгодным, поскольку он также требует снижения выхода и производительности формующего оборудования, приводя в конечном счете к увеличенным затратам. Фиг. 16 показывает, что температура является значительным побуждающим фактором для улетучивания в двух типичных композициях, и что во всех случаях снижение температуры (и, следовательно, скорости) уменьшает движущую силу потерь при улетучивании. Вязкость, связанная с процессами преобразования «труба во флакон», находится в интервале от 200 П (наиболее высокая температура, при операциях резки и вырубки отверстий) до 20000 П (наиболее низкая температура, на стадиях формования трубы и финишной обработки). Для типичных боросиликатов с расширением 51 эти вязкости соответствуют приблизительно 1100 - 1650°C. Поскольку улетучивание существенно уменьшается при более низких температурах, интервал первичных температур, являющийся предметом беспокойства, находится между 1350-1650°C.
В другом варианте осуществления стеклянные контейнеры с устойчивой однородностью поверхности и/или устойчивой однородностью слоя могут быть получены посредством формования корпуса в форме. Имеется несколько методов формования расплава стекла в виде контейнера с применением форм. Все они основываются на введении равномерно нагретой порции расплавленного стекла в формовочную машину. При формовании выдуванием данную порцию первоначально выдувают при применении сжатого воздуха через фильеру (которая формует кромку/горлышко), чтобы образовать преформу (меньшего размера, чем конечный продукт). Преформу (или пульку) затем помещают в другую форму, где ее дополнительно раздувают до приведения в контакт с формующей поверхностью и определяют конечную форму контейнера. При прессовыдувном формовании порцию расплавленного стекла удерживают посредством кольца, которое определяет кромку/горлышко и плунжер продавливают через данную порцию, чтобы сформировать преформу. Преформу затем помещают во вторую форму и раздувают до приведения в контакт с формующей поверхностью, образуя конечную форму контейнера. Процесс формования в форме обычно придает равномерную тепловую историю корпусу во время формования, что, в свою очередь, может придавать устойчивую однородность поверхности и/или устойчивую однородность слоя по меньшей мере внутренней поверхности стеклянного корпуса, уменьшая тем самым восприимчивость стеклянного корпуса к отслаиванию. Например, расплавленное стекло может быть сформовано в виде контейнера, и температура стекла может быть отрегулирована таким образом, что стеклянный корпус монотонно охлаждается от расплава стекла. Монотонное охлаждение происходит, когда температуру стеклянного корпуса снижают от температуры расплава до температуры затвердевания без каких-либо промежуточных увеличений температуры. Это приводит в результате к меньшему улетучиванию по сравнению с процессами, которые преобразуют трубы во флаконы. Этому виду охлаждения может способствовать применение процессов формования в форме, такие как формование раздувом, прессовыдувное формование, формование с двойным раздувом. В некоторых вариантах осуществления эти методы могут быть применены, чтобы сформировать стеклянный контейнер с коэффициентом отслаивания 10 или менее из композиций стекла Типа I Класса B.
Композиции стекла, описанные в данном документе, образуют посредством смешивания исходных материалов стекла (например, порошков SiO2, Al2O3, оксидов щелочных металлов, оксидов щелочноземельных металлов и т.п.) таким образом, что шихта из исходных материалов стекла имеет требуемый состав. После этого шихту из исходных материалов стекла нагревают, чтобы образовать расплавленную композицию стекла, которую затем охлаждают и отверждают, чтобы образовать композицию стекла. Во время затвердевания (т.е. когда композиция стекла является пластически деформируемой) композиция стекла может быть отформована при применении стандартных методов формования, чтобы придать композиции стекла требуемую конечную форму. В качестве альтернативы, композиция стекла может быть отформована в виде исходной заготовки, такой как лист, труба или т.п., и затем повторно нагрета и сформирована в виде стеклянного контейнера 100.
Композиции стекла, описанные в данном документе, могут быть сформованы в виде различных форм, таких как, например, листы, трубы или т.п. Химически устойчивые композиции стекла особенно хорошо подходят для применения при формировании фармацевтических упаковок для размещения фармацевтического состава, такого как жидкости, порошки и т.п. Например, композиции стекла, описанные в данном документе, могут быть применены для формирования стеклянных контейнеров, таких как флаконы, ампулы, картриджи, корпусы шприцев и/или любые другие стеклянные контейнеры для хранения фармацевтических составов. Кроме того, способность к упрочнению композиций стекла химическим образом посредством ионного обмена может быть использована, чтобы улучшить механическую стойкость таких упаковок для фармацевтических препаратов. Соответственно, следует понимать, что, по меньшей мере в одном варианте осуществления, данные композиции стекла включены в фармацевтическую упаковку для того, чтобы улучшить химическую стойкость и/или механическую стойкость упаковок для фармацевтических препаратов.
Кроме того, в некоторых вариантах осуществления стеклянные контейнеры могут быть сформирован из композиций стекла, которые являются химически стойкими и устойчивы к деградации, как определено стандартом DIN 12116, стандартом ISO 695, стандартом ISO 719, стандартом ISO 720, испытанием USP <660> и/или испытанием в соответствии со статьей Европейской Фармакопеи (European Pharmacopeia) 3.2.1.
Более конкретно, стандарт DIN 12116 является критерием для устойчивости стекла к разложению при размещении в кислом растворе. Стандарт DIN 12116 разбит на отдельные классы. Класс S1 означает потери в массе вплоть до 0,7 мг/дм2; Класс S2 означает потери в массе от 0,7 мг/дм2 вплоть до 1,5 мг/дм2; Класс S3 означает потери в массе от 1,5 мг/дм2 вплоть до 15 мг/дм2; и Класс S4 означает потери в массе более чем 15 мг/дм2. Композиции стекла, описанные в данном документе, имеют кислотостойкость класса S3 или лучше в соответствии с DIN 12116 при некоторых вариантах осуществления, имеющих кислотостойкость по меньшей мере класса S2 или лучше или даже класса S1. Следует понимать, что более низкие классы ранжирования обладают улучшенной кислотостойкостью. Соответственно, композиция, определенная как класс S1, обладает более высокой кислотостойкостью, чем композиция, определенная как класс S2.
Стандарт ISO 695 является критерием устойчивости стекла к разложению при размещении в щелочном растворе. Стандарт ISO 695 разбит на отдельные классы. Класс A1 означает потери в массе вплоть до 75 мг/дм2; Класс A2 означает потери в массе от 75 мг/дм2 вплоть до 175 мг/дм2; и Класс A3 означает потери в массе более чем 175 мг/дм2. Композиции стекла, описанные в данном документе, имеют щелочестойкость в соответствии с ISO 695 класса A2 или лучше при некоторых вариантах осуществления, имеющих класс A1 щелочестойкости. Следует понимать, что более низкие классы ранжирования обладают улучшенной щелочестойкостью. Соответственно, композиция, определенная как класс A1, обладает более высокой щелочестойкостью, чем композиция, определенная как класс A2.
Композиции стекла, из которых формируют стеклянные контейнеры, являются химически стойкими и устойчивыми к деградации, как определено стандартом ISO 720. Стандарт ISO 720 является критерием устойчивости стекла к деградации в дистиллированной воде (т.е. гидролитической устойчивости стекла). Образцы стекла, не подвергнутые ионному обмену, оценивают в соответствии с протоколом ISO 720. Образцы стекла, подвергнутые ионному обмену, оценивают посредством модифицированного протокола ISO 720, в котором стекло измельчают до размера зерна, требующегося в стандарте ISO 720, подвергают ионному обмену в ванне из расплавленной соли из 100% KNO3 при температуре 450°C в течение по меньшей мере 5 часов, чтобы индуцировать слой со сжимающим механическим напряжением в отдельных зернах стекла, и затем испытывают в соответствии с стандартом ISO 720. Стандарт ISO 720 разбит на отдельные типы. Тип HGA1 указывает на количество извлеченного эквивалента Na2O вплоть до 62 мкг; Тип HGA2 указывает на количество извлеченного эквивалента Na2O более чем 62 мкг и вплоть до 527 мкг; и Тип HGA3 указывает на количество извлеченного эквивалента Na2O более чем 527 мкг и вплоть до 930 мкг. Композиции стекла, описанные в данном документе, имеют гидролитическую устойчивость по ISO 720 типа HGA2 или лучше при некоторых вариантах осуществления, имеющих тип HGA1 гидролитической устойчивости или лучше. Следует понимать, что более низкие классы ранжирования обладают улучшенной гидролитической устойчивостью. Соответственно, композиция, определенная как HGA1, обладает более высокой гидролитической устойчивостью, чем композиция, определенная как класс HGA2.
Композиции стекла, из которых формируют стеклянные контейнеры, являются также химически стойкими и устойчивыми к деградации, как определено стандартом ISO 719. Стандарт ISO 719 является критерием устойчивости стекла к деградации в дистиллированной воде (т.е. гидролитической устойчивости стекла). Образцы стекла, не подвергнутые ионному обмену, оценивают в соответствии с протоколом ISO 719. Образцы стекла, подвергнутые ионному обмену, оценивают посредством модифицированного протокола ISO 719, в котором стекло измельчают до размера зерна, требующегося в стандарте ISO 719, подвергают ионному обмену в ванне из расплавленной соли из 100% KNO3 при температуре 450°C в течение по меньшей мере 5 часов, чтобы индуцировать слой со сжимающим механическим напряжением в отдельных зернах стекла, и затем испытывают в соответствии с стандартом ISO 719. Стандарт ISO 719 разбит на отдельные типы. Тип HGB1 указывает на количество извлеченного эквивалента Na2O вплоть до 31 мкг; Тип HGB2 указывает на количество извлеченного эквивалента Na2O более чем 31 мкг и вплоть до 62 мкг; Тип HGB3 указывает на количество извлеченного эквивалента Na2O более чем 62 мкг и вплоть до 264 мкг; Тип HGB4 указывает на количество извлеченного эквивалента Na2O более чем 264 мкг и вплоть до 620 мкг; и Тип HGB5 указывает на количество извлеченного эквивалента Na2O более чем 620 мкг и вплоть до 1085 мкг. Композиции стекла, описанные в данном документе, имеют гидролитическую устойчивость по ISO 719 типа HGB2 или лучше при некоторых вариантах осуществления, имеющих тип HGB1 гидролитической устойчивости. Следует понимать, что более низкие классы ранжирования обладают улучшенной гидролитической устойчивостью. Соответственно, композиция, определенная как HGB1, обладает более высокой гидролитической устойчивостью, чем композиция, определенная как класс HGB2.
Что касается испытания USP <660> и/или испытания в соответствии со статьей Европейской Фармакопеи (European Pharmacopeia) 3.2.1, стеклянные контейнеры, описанные в данном документе, имеют химическую стойкость Типа 1. Как указано выше, испытание USP <660> и испытание в соответствии со статьей Европейской Фармакопеи (European Pharmacopeia) 3.2.1 выполняют на целых стеклянных контейнерах, а не на зернах измельченного стекла и, в качестве таковых, испытание USP <660> и испытание в соответствии со статьей Европейской Фармакопеи (European Pharmacopeia) 3.2.1 могут быть использованы, чтобы непосредственным образом определить химическую стойкость внутренней поверхности стеклянных контейнеров.
Следует понимать, что, при ссылке на представленные выше классификации в соответствии с ISO 719, ISO 720, ISO 695 и DIN 12116, композиция стекла или стеклянное изделие, которые имеют указанный класс «или лучше» означает, что эксплуатационные характеристики композиции стекла не хуже или лучше, чем указанный класс. Например, стеклянное изделие, которое имеет гидролитическую устойчивость по ISO 719 «HGB2» или лучше, может иметь класс по ISO 719 HGB2 или HGB1.
Устойчивость к повреждению
Как указано в данном документе выше, стеклянные контейнеры могут быть подвергнуты повреждениям, таким как повреждение от удара, царапины и/или потертости, когда контейнеры обрабатывают и заполняют. Такие повреждения часто вызываются контактом между отдельными стеклянными контейнерами или контактом между стеклянными контейнерами и производственным оборудованием. Эти повреждения обычно снижают механическую прочность контейнера и могут приводить к сквозным трещинам, которые могут подвергать риску интактность содержимого контейнера. Соответственно, в некоторых вариантах осуществления, описанных в данном документе, стеклянные контейнеры 100 дополнительно включают гладкий покровный слой 160, расположенный по меньшей мере на части внешней поверхности 106 корпуса 102, как показано на Фиг. 8. Гладкий покровный слой уменьшает коэффициент трения части корпуса 102 с таким покровным слоем и, в качестве такового, снижает вероятность возникновения потертостей и поверхностных повреждений на внешней поверхности 106 стеклянного корпуса 102. По существу, покровный слой делает возможным «скольжение» контейнера по отношению к другому объекту (или контейнеру), уменьшая тем самым возможность поверхностного повреждения стекла. Кроме того, гладкий покровный слой 160 также амортизирует корпус 102 стеклянного контейнера 100, уменьшая тем самым вероятность повреждения при тупом ударе о стеклянный контейнер.
Термин «гладкий», как использовано в данном документе, означает, что покровный слой, нанесенный на внешнюю поверхность стеклянного контейнера, имеет более низкий коэффициент трения, чем для непокрытого стеклянного контейнера, предоставляя тем самым стеклянный контейнер с улучшенной устойчивостью к повреждению, такому как следы истирания, потертости или т.п.
Различные свойства покрытых стеклянных контейнеров (т.е. коэффициент трения, прочность на сжатие в горизонтальном направлении, прочность при 4-точечном изгибе, прозрачность, бесцветность и т.п.) могут быть измерены, когда покрытые стеклянные контейнеры находятся в состоянии после нанесения покрытия (т.е. после нанесения покровного слоя без каких-либо дополнительных обработок) или после выполнения одной или нескольких технологических обработок, таких как те, что подобны или идентичны обработкам, выполняемым на линии заполнения фармацевтическим продуктом, включая, без ограничения, промывку, лиофилизацию, депирогенизацию, автоклавную обработку или т.п.
Депирогенизация представляет собой процесс, в котором пирогены удаляют из вещества. Депирогенизация стеклянных изделий, таких как фармацевтические упаковки, может быть выполнена посредством термообработки, применяемой к образцу, при которой образец нагревают до повышенной температуры в течение некоторого периода времени. Например, депирогенизация может включать нагревание стеклянного контейнера до температуры между примерно 250°C и примерно 380°C в течение периода времени от примерно 30 секунд до примерно 72 часов, включая, без ограничения, 20 минут, 30 минут, 40 минут, 1 час, 2 часа, 4 часа, 8 часов, 12 часов, 24 часа, 48 часов и 72 часа. После термообработки стеклянный контейнер охлаждают до комнатной температуры. Одним из обычных условий депирогенизации, применяемой в фармацевтической промышленности, является термообработка при температуре примерно 250°C в течение примерно 30 минут. Однако предполагается, что время термообработки может быть уменьшено, если применяют более высокие температуры. Покрытые стеклянные контейнеры, как описано в данном документе, могут быть подвергнуты повышенным температурам в течение некоторого периода времени. Повышенные температуры и периоды времени нагревания, описанные в данном документе, могут быть или могут не быть достаточными для депирогенизации стеклянного контейнера. Однако следует понимать, что некоторые из температур и периодов времени нагревания, описанных в данном документе, являются достаточными, чтобы дегидрогенизировать покрытый стеклянный контейнер, такой как покрытые стеклянные контейнеры, описанные в данном документе. Например, как описано в данном документе, покрытые стеклянные контейнеры могут быть подвергнуты температурам примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут.
Как использовано в данном документе, условия лиофилизации (т.е. сушки вымораживанием) относятся к процессу, в котором образец заполняют жидкостью, которая содержит протеин, и затем замораживают при -100°C, с последующей сублимацией воды в течение 20 часов при -15°C под вакуумом.
Как использовано в данном документе, условия автоклавной обработки относятся к продувке образца паром в течение 10 минут при 100°C, с последующим выдерживанием в течение 20 минут, когда образец подвергают воздействию окружающей среды при 121°C, после чего следует термообработка в течение 30 минут при 121°C.
Коэффициент трения (µ) части покрытого стеклянного контейнера с гладким покровным слоем может иметь меньшую величину, чем поверхность непокрытого стеклянного контейнера, сформованного из такой же композиции стекла. Коэффициент трения (µ) представляет собой величину количественного измерения трения между двумя поверхностями и является функцией механических и химических свойств первой и второй поверхностей, включая шероховатость поверхности, а также условий окружающей среды, таких как, однако без ограничения ими, температура и влажность. Как использовано в данном документе, величина измерения коэффициента трения для покрытого стеклянного контейнера 100 выражается как коэффициент трения между внешней поверхностью первого стеклянного контейнера (имеющего внешний диаметр между примерно 16,00 мм и примерно 17,00 мм) и внешней поверхностью второго стеклянного контейнера, который идентичен первому стеклянному контейнеру, при этом первый и второй стеклянные контейнеры имеют такой же корпус и такой же состав покровного слоя (если он нанесен) и подвергались одним и тем же условиям окружающей среды перед изготовлением, во время изготовления и после изготовления. Если иное не указано в данном документе, коэффициент трения относится к максимальному коэффициенту трения, измеренному под нормальной нагрузкой 30 Н при измерении на испытательном стенде с размещением флакона на флаконе, как описано в данном документе. Однако следует понимать, что покрытый стеклянный контейнер, который проявляет максимальный коэффициент трения при определенной приложенной нагрузке, будет также проявлять такой же или более подходящий (т.е. более низкий) максимальный коэффициент трения при меньшей нагрузке. Например, если покрытый стеклянный контейнер проявляет максимальный коэффициент трения 0,5 или менее при приложенной нагрузке 50 Н, покрытый стеклянный контейнер будет также проявлять максимальный коэффициент трения 0,5 или менее при приложенной нагрузке 25 Н.
В вариантах осуществления, описанных в данном документе, коэффициент трения стеклянных контейнеров (как покрытых, так и непокрытых) измеряют с помощью испытательного стенда с размещением флакона на флаконе. Испытательный стенд 300 схематически изображен на Фиг. 9. Такое же устройство может быть также использовано также для измерения силы трения между двумя стеклянными контейнерами, размещенными на стенде. Испытательный стенд 300 с размещением флакона на флаконе содержит первый зажим 312 и второй зажим 322, расположенные в перекрестной конфигурации. Первый зажим 312 содержит первый фиксирующий кронштейн 314, прикрепленный к первому основанию 316. Первый фиксирующий кронштейн 314 присоединен к первому стеклянному контейнеру 310 и удерживает первый стеклянный контейнер 310 неподвижно по отношению к первому зажиму 312. Аналогичным образом, второй зажим 322 содержит второй фиксирующий кронштейн 324, прикрепленный ко второму основанию 326. Второй фиксирующий кронштейн 324 присоединен ко второму стеклянному контейнеру 320 и удерживает его неподвижно по отношению ко второму зажиму 322. Первый стеклянный контейнер 310 располагают на первом зажиме 312, а второй стеклянный контейнер 320 располагают на втором зажиме 322 таким образом, что длинная ось первого стеклянного контейнера 310 и длинная ось второго стеклянного контейнера 320 расположены под углом примерно 90° одна по отношению к другой и на горизонтальной плоскости обозначены осями координат X и Y.
Первый стеклянный контейнер 310 располагают в контакте со вторым стеклянным контейнером 320 в точке контакта 330. Нормальное усилие прикладывают в направлении, ортогональном горизонтальной плоскости, обозначенной осями координат X и Y. Нормальное усилие может быть приложено посредством неподвижного груза или другого усилия, приложенного ко второму зажиму 322 поверх неподвижного первого зажима 312. Например, груз может быть размещен на втором основании 326, и первое основание 316 может размещено на стабильной поверхности, создавая тем самым измеримое усилие между первым стеклянным контейнером 310 и вторым стеклянным контейнером 320 в точке контакта 330. В качестве альтернативы, усилие может быть приложено посредством механического устройства, такого как UMT (универсальный механический тестер).
Первый зажим 312 или второй зажим 322 может быть перемещен по отношению к другому зажиму в направлении, которое находится под углом 45° по отношению к длинной оси первого стеклянного контейнера 310 и второго стеклянного контейнера 320. Например, первый зажим 312 может поддерживаться неподвижным, а второй зажим 322 может быть перемещен таким образом, что второй стеклянный контейнер 320 перемещается поперек первого стеклянного контейнера 310 в направлении оси X. Подобная установка описана R.L. De Rosa et al. в «Scratch Resistant Polyimide Coatings for Alumino Silicate Glass surfaces» в The Journal of Adhesion, 78: 113-127, 2002. Для того, чтобы измерить коэффициент трения, усилие, требующееся для перемещения второго зажима 322 и нормальное усилие, приложенное к первому и второму стеклянным контейнерам 310, 320, измеряют с помощью динамометрических датчиков, и коэффициент трения вычисляют как соотношение силы трения и нормального усилия. Стенд функционирует в окружающей среде при 25°C и относительной влажности 50%.
В вариантах осуществления, описанных в данном документе, часть покрытого стеклянного контейнера с гладким покровным слоем имеет коэффициент трения менее чем или равный примерно 0,7 по сравнению с покрытым подобным образом стеклянным контейнером, при определении с помощью испытательного стенда с размещением флакона на флаконе, описанного выше. В других вариантах осуществления коэффициент трения может быть менее чем или равным примерно 0,6 или даже менее чем или равным примерно 0,5. В некоторых вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем имеет коэффициент трения менее чем или равный примерно 0,4 или даже менее чем или равный примерно 0,3. Покрытые стеклянные контейнеры с коэффициентами трения менее чем или равными примерно 0,7 обычно проявляют улучшенную устойчивость к фрикционному повреждению поверхности и вследствие этого имеют улучшенные механические свойства. Например, обычные стеклянные контейнеры (без гладкого покровного слоя) могут иметь коэффициент трения более чем 0,7.
В некоторых вариантах осуществления, описанных в данном документе, коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем по меньшей мере на 20% меньше, чем коэффициент трения поверхности непокрытого стеклянного контейнера, сформированного из такой же композиции стекла. Например, коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может быть по меньшей мере на 20% меньше, по меньшей мере на 25% меньше, по меньшей мере на 30% меньше, по меньшей мере на 40% меньше, или даже по меньшей мере на 50% меньше, чем коэффициент трения поверхности непокрытого стеклянного контейнера, сформированного из такой же композиции стекла.
В некоторых вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7 после подвергания воздействию температуры примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут (т.е. условиям депирогенизации). В других вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7, (т.е. менее чем или равный примерно 0,6, менее чем или равный примерно 0,5, менее чем или равный примерно 0,4 или даже менее чем или равный примерно 0,3) после подвергания воздействию температуры примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% после подвергания воздействию температуры примерно 260°C в течение 30 минут. В других вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% (т.е. на примерно 25%, примерно 20%, примерно 15% или даже на примерно 10%) после подвергания воздействию температуры примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут. В других вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 0,5 (т.е. на примерно 0,45, примерно 0,4, примерно 0,35, примерно 0,3, примерно 0,25, примерно 0,2, примерно 0,15, примерно 0,1 или даже на примерно 0,5) после подвергания воздействию температуры примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться совсем после подвергания воздействию температуры примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут.
В некоторых вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7 после погружения в водяную ванну при температуре примерно 70°C на время 10 минут. В других вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7, (т.е. менее чем или равный примерно 0,6, менее чем или равный примерно 0,5, менее чем или равный примерно 0,4 или даже менее чем или равный примерно 0,3) после погружения в водяную ванну при температуре примерно 70°C на время 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже 1 час. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% после погружения в водяную ванну при температуре примерно 70°C на время 10 минут. В других вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% (т.е. на примерно 25%, примерно 20%, примерно 15% или даже на примерно 10%) после погружения в водяную ванну при температуре примерно 70°C на время 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже 1 час. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться совсем после погружения в водяную ванну при температуре примерно 70°C на время 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже 1 час.
В некоторых вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7 после подвергания воздействию условий лиофилизации. В других вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7 (т.е. менее чем или равный примерно 0,6, менее чем или равный примерно 0,5, менее чем или равный примерно 0,4 или даже менее чем или равный примерно 0,3) после подвергания воздействию условий лиофилизации. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% после подвергания воздействию условий лиофилизации. В других вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% (т.е. на примерно 25%, примерно 20%, примерно 15% или даже на примерно 10%) после подвергания воздействию условий лиофилизации. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться совсем после подвергания воздействию условий лиофилизации.
В некоторых вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7 после подвергания воздействию условий автоклавной обработки. В других вариантах осуществления часть покрытого стеклянного контейнера с гладким покровным слоем может иметь коэффициент трения менее чем или равный примерно 0,7 (т.е. менее чем или равный примерно 0,6, менее чем или равный примерно 0,5, менее чем или равный примерно 0,4 или даже менее чем или равный примерно 0,3) после подвергания воздействию условий автоклавной обработки. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% после подвергания воздействию условий автоклавной обработки. В других вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться более чем на примерно 30% (т.е. на примерно 25%, примерно 20%, примерно 15% или даже на примерно 10%) после подвергания воздействию условий автоклавной обработки. В некоторых вариантах осуществления коэффициент трения части покрытого стеклянного контейнера с гладким покровным слоем может не увеличиваться совсем после подвергания воздействию условий автоклавной обработки.
В некоторых вариантах осуществления после того, как стеклянный контейнер 100 с гладким покровным слоем 160 истерт идентичным стеклянным контейнером с применением нормального усилия 30 Н, коэффициент трения истертого участка стеклянного контейнера 100 не увеличивается более чем на примерно 20% после другого истирания идентичным стеклянным контейнером с применением нормального усилия 30 Н на том же самом участке. В других вариантах осуществления после того, как стеклянный контейнер 100 с гладким покровным слоем 160 истерт идентичным стеклянным контейнером с применением нормального усилия 30 Н, коэффициент трения истертого участка стеклянного контейнера 100 не увеличивается более чем на примерно 15% или даже на 10% после другого истирания идентичным стеклянным контейнером с применением нормального усилия 30 Н на том же самом участке. Однако не обязательно, чтобы все варианты осуществления стеклянного контейнера 100 с гладким покровным слоем 160 проявляли такие свойства.
Покрытые стеклянные контейнеры, описанные в данном документе, обладают прочностью на сжатие в горизонтальном направлении. Прочность на сжатие в горизонтальном направлении, как описано в данном документе, измеряют посредством размещения покрытого стеклянного контейнера 100 горизонтально между двумя параллельными плитами, которые ориентированы параллельно длинной оси стеклянного контейнера. Механическую нагрузку затем прикладывают к покрытому стеклянному контейнеру 100 посредством плит в направлении, перпендикулярном длинной оси стеклянного контейнера. Скорость нагружения для сжатия флакона составляет 0,5 дюйма/мин, что означает то, что плиты перемещаются одна к другой при скорости 0,5 дюйма/мин (1,27 см/мин). Прочность на сжатие в горизонтальном направлении измеряют при 25°C и относительной влажности 50%. Показатель прочности на сжатие в горизонтальном направлении может приниматься в качестве вероятности возникновения повреждения при выбранной нормальной сжимающей нагрузке. Как использовано в данном документе, повреждение происходит, когда стеклянный контейнер растрескивается при сжатии в горизонтальном направлении в случае по меньшей мере 50% образцов. В некоторых вариантах осуществления покрытый стеклянный контейнер может иметь прочность на сжатие в горизонтальном направлении по меньшей мере на 10%, 20% или 30% более высокую, чем непокрытый флакон.
При обращении теперь к Фиг. 8 и 9, измерение прочности на сжатие в горизонтальном направлении может быть также выполнено на истертом стеклянном контейнере. А именно, функционирование испытательного стенда 300 может создавать повреждение на внешней поверхности покрытого стеклянного контейнера, такое как царапина или потертость на поверхности, которые снижают прочность покрытого стеклянного контейнера 100. Стеклянный контейнер затем подвергают процедуре сжатия в горизонтальном направлении, описанной выше, при этом контейнер размещают между двумя плитами с царапинами, обращенными наружу параллельно плитам. Царапина может быть охарактеризована посредством выбранного нормального давления, приложенного испытательным стендом с размещением флакона на флаконе и длиной царапины. Если не указано иное, царапины для истертых стеклянных контейнеров для процедуры сжатия в горизонтальном направлении характеризуются длиной царапины 20 мм, образованной посредством нормальной нагрузки 30 Н.
Покрытые стеклянные контейнеры могут быть оценены в отношении прочности на сжатие в горизонтальном направлении после термообработки. Термообработка может быть выполнена при подвергании температуре примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут. В некоторых вариантах осуществления прочность на сжатие в горизонтальном направлении покрытого стеклянного контейнера уменьшена не более чем на примерно 20%, 30% или даже 40% после подвергания термообработке, такой, как описано выше, и последующего истирания, как описано выше. В одном варианте осуществления прочность на сжатие в горизонтальном направлении покрытого стеклянного контейнера уменьшена не более чем на примерно 20% после подвергания термообработке при примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут и последующего истирания.
В некоторых других вариантах осуществления стеклянный контейнер 100 с гладким покровным слоем 160 может быть термически стабильным при повышенных температурах. Выражение «термически стабильный», как использовано в данном документе, означает, что гладкий покровный слой 160, нанесенный на стеклянный контейнер остается по существу неповрежденным на поверхности стеклянного контейнера после подвергания воздействию повышенных температур, так что, после подвергания воздействию, механические свойства покрытого стеклянного контейнера, а именно коэффициент трения и прочность на сжатие в горизонтальном направлении, оказано лишь минимальное влияние, если вообще оказано. Это означает, что гладкий покровный слой остается присоединенным к поверхности стекла после подвергания воздействию повышенной температуры и продолжает защищать стеклянный контейнер от механических повреждений, таких как потертости, ударные повреждения и т.п. Стеклянные контейнеры с гладкими покровными слоями, описанными в данном документе, могут быть термически стабильными после нагревания до температуры по меньшей мере примерно 260°C в течение периода времени 30 минут.
В вариантах осуществления, описанных в данном документе, стеклянный контейнер с гладким покровным слоем (т.е. покрытый стеклянный контейнер) рассматривают как являющийся термически стабильным, покрытый стеклянный контейнер соответствует как стандарту коэффициента трения, так и стандарту прочности на сжатие в горизонтальном направлении после нагревания до определенной температуры и выдерживании при этой температуре в течение определенного промежутка времени. Для того, чтобы определить, соответствует ли коэффициент трения стандарту, коэффициент трения первого покрытого стеклянного контейнера определяют в состоянии после изготовления (т.е. перед каким-либо подверганием термическому воздействию) при применении испытательного стенда, изображенного на Фиг. 9, и приложенной нагрузке 30 Н. Второй покрытый стеклянный контейнер (т.е. стеклянный контейнер, имеющий такую же композицию стекла и тот же самый состав покровного слоя, что и первый покрытый стеклянный контейнер) подвергают термическому воздействию при заданных условиях и охлаждают до комнатной температуры. После этого, коэффициент трения второго стеклянного контейнера определяют при применении испытательного стенда, изображенного на Фиг. 9, чтобы подвергнуть покрытый стеклянный контейнер истиранию при приложенной нагрузке 30 Н, приводящему к истертости (т.е. «царапине»), имеющей длину приблизительно 20 мм. Если коэффициент трения второго покрытого стеклянного контейнера составляет менее чем 0,7, и поверхность стекла второго стеклянного контейнера на истертом участке не имеет какого-либо видимого повреждения, то в таком случае коэффициент трения отвечает стандарту для целей определения термостабильности гладкого покровного слоя. Термин «видимое повреждение», как использовано в данном документе, означает, что поверхность стекла на истертом участке стеклянного контейнера имеет менее чем шесть волосных поверхностных трещин стекла на 0,5 см длины истертого участка, при обследовании с помощью дифференциального интерференционного микроскопа Номарского или дифференциального интерференционного контрастного микроскопа (DIC) при увеличении ×100 с применением СИД или металлогалогенных ламп. Стандартное определение волосных поверхностных трещин стекла или сетки волосных поверхностных трещин стекла описано в G.D. Quinn, «NIST Recommended Practice Guide: Fractography of Ceramics and Glasses», NIST special publication 960-17 (2006).
Для того, чтобы определить, соответствует ли прочность на сжатие в горизонтальном направлении стандарту, первый покрытый стеклянный контейнер подвергают истиранию на испытательном стенде, изображенном на Фиг. 9, под нагрузкой 30 Н, чтобы образовать царапину 20 мм. Первый покрытый стеклянный контейнер затем подвергают испытанию на сжатие в горизонтальном направлении, как описано в данном документе, и определяют остаточную прочность первого покрытого стеклянного контейнера. Второй покрытый стеклянный контейнер (т.е. стеклянный контейнер, имеющий такую же композицию стекла и тот же самый состав покровного слоя, что и первый покрытый стеклянный контейнер) подвергают термическому воздействию при заданных условиях и охлаждают до комнатной температуры. После этого, второй покрытый стеклянный контейнер подвергают истиранию на испытательном стенде, изображенном на Фиг. 9, под нагрузкой 30 Н. Второй покрытый стеклянный контейнер затем подвергают испытанию на сжатие в горизонтальном направлении, как описано в данном документе, и определяют остаточную прочность второго покрытого стеклянного контейнера. Если остаточная прочность второго покрытого стеклянного контейнера не снижается более чем на примерно 20% по сравнению с первым покрытым стеклянным контейнером, то в таком случае прочность на сжатие в горизонтальном направлении отвечает стандарту для целей определения термостабильности гладкого покровного слоя.
В вариантах осуществления, описанных в данном документе, покрытые стеклянные контейнеры рассматриваются как являющиеся термически стабильными, если соответствуют как стандарту коэффициента трения, так и стандарту прочности на сжатие в горизонтальном направлении после подвергания покрытых стеклянных контейнеров воздействию температуры по меньшей мере примерно 260°C в течение периода времени примерно 30 минут (т.е. покрытые стеклянные контейнеры являются термически стабильными при температуре по меньшей мере примерно 260°C в течение периода времени примерно 30 минут). Термостабильность может также быть оценена при температурах от примерно 260°C вплоть до примерно 400°C. Например, в некоторых вариантах осуществления покрытые стеклянные контейнеры будут считаться являющиеся термически стабильными, если стандарты удовлетворяются при температуре по меньшей мере примерно 270°C или даже примерно 280°C в течение периода времени примерно 30 минут. В еще одних вариантах осуществления покрытые стеклянные контейнеры будут считаться являющиеся термически стабильными, если стандарты удовлетворяются при температуре по меньшей мере примерно 290°C или даже примерно 300°C в течение периода времени примерно 30 минут. В других вариантах осуществления покрытые стеклянные контейнеры будут считаться являющиеся термически стабильными, если стандарты удовлетворяются при температуре по меньшей мере примерно 310°C или даже примерно 320°C в течение периода времени примерно 30 минут. В еще одних вариантах осуществления покрытые стеклянные контейнеры будут считаться являющиеся термически стабильными, если стандарты удовлетворяются при температуре по меньшей мере примерно 330°C или даже примерно 340°C в течение периода времени примерно 30 минут. В еще одних вариантах осуществления покрытые стеклянные контейнеры будут считаться являющиеся термически стабильными, если стандарты удовлетворяются при температуре по меньшей мере примерно 350°C или даже примерно 360°C в течение периода времени примерно 30 минут. В некоторых других вариантах осуществления покрытые стеклянные контейнеры будут считаться являющиеся термически стабильными, если стандарты удовлетворяются при температуре по меньшей мере примерно 370°C или даже примерно 380°C в течение периода времени примерно 30 минут. В еще одних вариантах осуществления покрытые стеклянные контейнеры будут считаться являющиеся термически стабильными, если стандарты удовлетворяются при температуре по меньшей мере примерно 390°C или даже примерно 400°C в течение периода времени примерно 30 минут.
Покрытые стеклянные контейнеры, описанные в данном документе, могут также быть термически стабильными на протяжении интервала температур, что означает то, что покрытые стеклянные контейнеры являются термически стабильными посредством удовлетворения стандарту коэффициента трения и стандарту прочности на сжатие в горизонтальном направлении при каждой температуре в данном интервале. Например, в вариантах осуществления, описанных в данном документе, покрытые стеклянные контейнеры могут быть термически стабильными от по меньшей мере примерно 260°C до температуры менее чем или равной примерно 400°C. В некоторых вариантах осуществления покрытые стеклянные контейнеры могут быть термически стабильными в интервале от по меньшей мере примерно 260°C до примерно 350°C. В некоторых других вариантах осуществления покрытые стеклянные контейнеры могут быть термически стабильными от по меньшей мере примерно 280°C до температуры менее чем или равной примерно 350°C. В еще одних вариантах осуществления покрытые стеклянные контейнеры могут быть термически стабильными в интервале от по меньшей мере примерно 290°C до примерно 340°C. В другом варианте осуществления покрытый стеклянный контейнер может быть термически стабильным в интервале температур от примерно 300°C до примерно 380°C. В другом варианте осуществления покрытый стеклянный контейнер может быть термически стабильным в интервале температур от примерно 320°C до примерно 360°C.
Потеря массы относится к измеримой характеристике покрытого стеклянного контейнера, которая связана с количеством летучих веществ, высвобожденных из покрытого стеклянного контейнера, когда покрытый стеклянный контейнер подвергнут воздействию определенной температуры в течение определенного периода времени. Потеря массы является обычно показателем механической деградации покровного слоя вследствие подвергания термическому воздействию. Поскольку стеклянный корпус покрытого стеклянного контейнера не проявляет измеримой потери массы при температурах измерения, испытание на потерю массы, как описано подробно в данном документе, предоставляет данные о потере массы лишь для гладкого покровного слоя, который нанесен на стеклянный контейнер. Многие факторы могут влиять на потерю массы. Например, количество органического материала, который может быть удален из покровного слоя, может влиять на потерю массы. Разрыв углеродных основных цепей и боковых цепей в полимере будет приводить теоретически к 100%-ному удалению покровного слоя. Металлоорганические полимерные материалы обычно теряют весь свой органический компонент, однако неорганический компонент остается. Соответственно, результаты потери массы нормализуют на основании того, какая часть покровного слоя является органической и неорганической (например, % кремнезема покровного слоя) при полном теоретическом окислении.
Для того, чтобы определить потерю массы, покрытый образец, такой как покрытый стеклянный контейнер, первоначально нагревают до 150°C и выдерживают при этой температуре в течение 30 минут, чтобы высушить покровный слой, эффективным образом удаляя H2O из покровного слоя. Образец затем нагревают от 150°C до 350°C при скорости нагревания 10 °C/мин в окислительной среде, такой как воздух. Для определения потери массы учитывают лишь данные, полученные от 150°C до 350°C. В некоторых вариантах осуществления гладкий покровный слой имеет потерю массы менее чем примерно 5% от его массы, когда его нагревают от температуры 150°C до 350°C при скорости нагревания примерно 10°C/мин. В других вариантах осуществления гладкий покровный слой имеет потерю массы менее чем примерно 3% или даже менее чем примерно 2%, когда его нагревают от температуры 150°C до 350°C при скорости нагревания примерно 10°C/мин. В некоторых других вариантах осуществления гладкий покровный слой имеет потерю массы менее чем примерно 1,5%, когда его нагревают от температуры 150°C до 350°C при скорости нагревания примерно 10°C/мин. В некоторых других вариантах осуществления гладкий покровный слой имеет потерю массы менее чем примерно 0,75%, когда его нагревают от температуры 150°C до 350°C при скорости нагревания примерно 10°C/мин. В некоторых других вариантах осуществления гладкий покровный слой по существу не теряет ничего из своей массы, когда его нагревают от температуры 150°C до 350°C при скорости нагревания примерно 10°C/мин.
Результаты потери массы основаны на процедуре, при которой массу покрытого стеклянного контейнера сравнивают перед и после термообработки, такой как при скорости повышения температуры 10°C/мин от 150°C до 350°C, как описано в данном документе. Разность в массе между флаконом перед термообработкой и флаконом после термообработки является потерей в массе покровного слоя, которая может быть нормализована как потеря массы покровного слоя в массовых процентах при условии, что масса покровного слоя перед термообработкой (масса, не включающая стеклянный корпус контейнера и последующую стадию предварительного нагрева) известна посредством сравнения массы непокрытого стеклянного контейнера с массой стеклянного контейнера, покрытого при предварительной обработке. В качестве альтернативы, общая масса покровного слоя может быть определена посредством испытания на общий органический углерод или иными подобными средствами.
При обращении теперь к Фиг. 10, газовыделение относится к измеримой характеристике покрытого стеклянного контейнера 100, которая связана с количеством летучих веществ, высвобожденных из покрытого стеклянного контейнера 100, когда покрытый стеклянный контейнер подвергнут воздействию определенной температуры в течение определенного периода времени. Результаты измерения газовыделения представлены в данном документе как количество по массе высвобожденных летучих веществ на площадь поверхности стеклянного контейнера, имеющего покровный слой, во время подвергания воздействию повышенной температуры в течение некоторого периода времени. Поскольку стеклянный корпус покрытого стеклянного контейнера не проявляет измеримого газовыделения при температурах, указанных для дегазации, испытание на газовыделение, как описано подробно выше, предоставляет данные о газовыделении по существу лишь для гладкого покровного слоя, который нанесен на стеклянный контейнер. Результаты дегазации основаны на процедуре, в которой покрытый стеклянный контейнер 100 помещают в камеру 402 для стеклянных образцов устройства 400, изображенного на Фиг. 10. Фоновую пробу пустой камеры для образцов отбирают перед измерением каждого образца. Камеру для образцов поддерживают при продувке воздухом с постоянным расходом 100 мл/мин при измерении ротаметром 406, в то время как печь 404 нагревают до 350°C и поддерживают при такой температуре в течение 1 часа, чтобы отобрать фоновую пробу камеры. После этого, покрытый стеклянный контейнер 100 помещают в камеру 402 для образцов и поддерживают камеру для образцов при продувке воздухом с постоянным расходом 100 мл/мин и нагревают до повышенной температуры и поддерживают при такой температуре в течение некоторого периода времени, чтобы отобрать пробу от покрытого стеклянного контейнера 100. Камера 402 для стеклянных образцов изготовлена из пирекса, ограничивающего максимальную температуру анализа величиной в 600°C. Адсорбирующая ловушка 408 Carbotrap 300 собрана на выпускном отверстии камеры для образцов, чтобы адсорбировать получаемые летучие вещества, когда они высвобождены из образца и проходят посредством потока продуваемого воздуха 410 поверх абсорбирующей смолы, на которой летучие вещества адсорбируются. Абсорбирующую смолу затем помещают сразу же в узел термической десорбции Gerstel Thermal Desorption, связанный непосредственно с газовым хроматографом Hewlett Packard 5890 Series II / масс-спектрографом Hewlett Packard 5989. Выделенные газообразные вещества термически десорбируют при 350°C из адсорбирующей смолы и криогенным образом концентрируют в головке неполярной газохроматографической колонки (DB-5MS). Температуру внутри газового хроматографа увеличивают при скорости 10°C/мин до конечной температуры 325°C, чтобы обеспечить разделение и очистку летучих и полулетучих органических веществ. Механизм разделения, как было продемонстрировано, основан на теплотах испарения различных органических веществ, приводя, по существу, к хроматограмме по точке кипения или дистилляции. После разделения, очищенные вещества анализируют посредством обычных процедур масс-спектрометрии с ионизацией электронным ударом. Посредством функционирования при стандартизованных условиях, полученные масс-спектры могут быть сравнены с имеющимися масс-спектральными библиотеками.
В некоторых вариантах осуществления покрытые стеклянные контейнеры, описанные в данном документе, проявляют газовыделение менее чем или равную примерно 54,6 нг/см2, менее чем или равную примерно 27,3 нг/см2 или даже менее чем или равную примерно 5,5 нг/см2 во время подвергания воздействию повышенной температуры примерно 250°C, примерно 275°C, примерно 300°C, примерно 320°C, примерно 360°C или даже примерно 400°C в течение периодов времени примерно 15 минут, примерно 30 минут, примерно 45 минут или примерно 1 часа. Кроме того, покрытые стеклянные контейнеры могут быть термически стабильными в определенном интервале температур, что означает то, что покрытые контейнеры проявляют некоторое газовыделение, как описано выше, при каждой температуре в пределах данного определенного интервала. Перед измерением газовыделения, покрытые стеклянные контейнеры могут быть в состоянии после нанесения покрытия (т.е. сразу же после нанесения гладкого покровного слоя) или после любой обработки из депирогенизации, лиофилизации или автоклавной обработки. В некоторых вариантах осуществления покрытый стеклянный контейнер 100 может по существу не проявлять газовыделения.
В некоторых вариантах осуществления данные по газовыделению могут быть использованы, чтобы определить потерю массы гладкого покровного слоя. Масса покровного слоя перед термообработкой может быть определена посредством толщины покровного слоя (определенной по изображению, полученному сканирующей электронной микроскопией (SEM) или иным образом), плотности гладкого покровного слоя и площади поверхности гладкого покровного слоя. После этого, покрытый стеклянный контейнер может быть подвергнут процедуре дегазации, и потеря массы может быть определена посредством вычисления отношения массы, удаленной при газовыделении, к массе перед термообработкой.
Покрытые стеклянные контейнеры, описанные в данном документе, обладают прочностью при четырехточечном изгибе. Для того, чтобы измерить прочность при четырехточечном изгибе стеклянного контейнера, стеклянную трубу, которая является предшественником покрытого стеклянного контейнера 100, используют для измерения. Стеклянная труба имеет такой же диаметр, что и стеклянный контейнер, однако не включает основание стеклянного контейнера или горловину стеклянного контейнера (т.е. находится в состоянии перед формованием трубы в виде стеклянного контейнера). Стеклянную трубу затем подвергают испытанию на напряжение при четырехточечном изгибе, чтобы вызвать механическое разрушение. Испытание выполняют при относительной влажности 50% с помощью внешних контактных элементов, расположенных на расстоянии 9 дюймов (22,86 см) друг от друга, и внутренних контактных элементов, расположенных на расстоянии 3 дюйма (7,62 см) друг от друга, при скорости нагружения 10 мм/мин.
Измерение напряжения при четырехточечном изгибе может также быть выполнено на покрытой и истертой трубе. Функционирование испытательного стенда 300 может создавать потертость на поверхности трубы, например поверхностную царапину, которая ослабляет прочность трубы, как описано для измерения прочности на сжатие в горизонтальном направлении истертого флакона. Стеклянную трубу затем подвергают испытанию на напряжение при четырехточечном изгибе, чтобы вызвать механическое разрушение. Испытание выполняют при 25°C и при относительной влажности 50% при применении внешних зондов, расположенных на расстоянии 9 дюймов (22,86 см) друг от друга, и внутренних контактных элементов, расположенных на расстоянии 3 дюйма (7,62 см) друг от друга, при скорости нагружения 10 мм/мин, наряду с тем, что трубу размещают таким образом, что царапина подвергается растягивающему напряжению во время испытания.
В некоторых вариантах осуществления прочность при четырехточечном изгибе стеклянной трубы с гладким покровным слоем после истирания показывает среднее значение механической прочности по меньшей мере на 10%, 20% или даже на 50% выше, чем в случае непокрытой стеклянной трубы, истертой при тех же самых условиях.
При обращении к Фиг. 11, прозрачность и цвет покрытого контейнера могут быть определены посредством измерения пропускания света контейнером в интервале длин волн 400-700 нм при применении спектрофотометра. Измерения выполняют посредством наведения луча света на контейнер перпендикулярно стенке контейнера, так что луч проходит через гладкий покровный слой дважды, вначале при входе в контейнер и затем при выходе из него. В некоторых вариантах осуществления пропускание света через покрытый стеклянный контейнер может быть равным примерно 55% или более от пропускания света через непокрытый стеклянный контейнер для длин волн от примерно 400 нм до примерно 700 нм. Как описано в данном документе, пропускание света может быть измерено перед термообработкой или после термообработки, такой как термообработки, описанные в данном документе. Например, для каждой длины волны от примерно 400 нм до примерно 700 нм пропускание света может быть равным примерно 55% или более от пропускания света через непокрытый стеклянный контейнер. В других вариантах осуществления, пропускание света через покрытый стеклянный контейнер составляет более чем или равно примерно 55%, примерно 60%, примерно 65%, примерно 70%, примерно 75%, примерно 80% или даже примерно 90% от пропускания света через непокрытый стеклянный контейнер для длин волн от примерно 400 нм до примерно 700 нм.
Как описано в данном документе, пропускание света может быть измерено перед обработкой в окружающей среде, такой как термообработки, описанные в данном документе, или после обработки в окружающей среде. Например, после термообработки при примерно 260°C, примерно 270°C, примерно 280°C, примерно 290°C, примерно 300°C, примерно 310°C, примерно 320°C, примерно 330°C, примерно 340°C, примерно 350°C, примерно 360°C, примерно 370°C, примерно 380°C, примерно 390°C или примерно 400°C в течение периода времени 30 минут или после подвергания воздействию условий лиофилизации, или же после подвергания воздействию условий автоклавной обработки, пропускание света через покрытый стеклянный контейнер составляет более чем или равно примерно 55%, примерно 60%, примерно 65%, примерно 70%, примерно 75%, примерно 80% или даже примерно 90% от пропускания света через непокрытый стеклянный контейнер для длин волн от примерно 400 нм до примерно 700 нм.
В некоторых вариантах осуществления покрытый стеклянный контейнер 100 может восприниматься как бесцветный и прозрачный невооруженным человеческим глазом, под любым углом зрения. В некоторых других вариантах осуществления гладкий покровный слой 160 может иметь заметный цветовой тон, например, когда гладкий покровный слой 160 содержит полиимид, образованный из поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовой кислоты, коммерчески доступный от компании Aldrich.
В некоторых вариантах осуществления стеклянный контейнер 100 с гладким покровным слоем 160 может иметь внешнюю поверхность, которая способна воспринимать клейкую этикетку. А именно, несмотря на то, что гладкий покровный слой 160 имеет низкий коэффициент трения, покровный слой все же способен воспринимать клейкую этикетку, так что клейкая этикетка прикрепляется надежным образом. Однако способность к прикреплению клейкой этикетки не является необходимым требованием для всех вариантов осуществления стеклянного контейнера 100 с гладким покровным слоем 160, описанных в данном документе.
При обращении снова к Фиг. 8, в некоторых вариантах осуществления гладкий покровный слой 160 может быть временным покровным слоем. Выражение «временный покровный слой», как использовано в данном документе, означает, что покровный слой не является перманентно присоединенным к стеклянному контейнеру 100 и может быть удален со стеклянного контейнера 100, например, посредством промывкой, нагревания (т.е. пиролизом) или т.п. Например, в вариантах осуществления, в которых гладкий покровный слой 160 является временным покровным слоем, который может быть удален пиролизом, такой покровный слой может пиролизоваться при температурах менее чем или равных примерно 300°C. В качестве альтернативы, гладкий покровный слой 160 может быть временным покровным слоем, который может быть удален промывкой стеклянного контейнера раствором детергента и воды.
В вариантах осуществления, описанных в данном документе, стеклянный контейнер может быть покрыт неорганическими покровными слоями, временными органическими покровными слоями и/или прочными органическими покровными слоями для того, чтобы достигнуть требуемых низкого коэффициента трения и устойчивости к повреждению.
Неорганический покровный слой
При обращении снова к Фиг. 8, в некоторых вариантах осуществления, описанных в данном документе, гладкий покровный слой 160 является неорганическим покровным слоем. Неорганический покровный слой может быть прочным неорганическим покровным слоем, который перманентно присоединен к внешней поверхности 106 корпуса 102 стеклянного контейнера. Свойства прочного неорганического покровного слоя не деградируют вследствие воздействия повышенных температур и, в качестве таковых, коэффициент трения и прочность на сжатие в горизонтальном направлении стеклянного контейнера с прочным неорганическим покровным слоем являются по существу одними и теми же перед и после подвергания воздействию повышенных температур, включая, без ограничения, температуры в интервале от примерно 260°C до примерно 400°C. Прочный неорганический покровный слой является непрерывным покровным слоем, нанесенным на внешнюю поверхность корпуса, и является обычно нерастворимым в воде и/или органических растворителях. Например, в некоторых вариантах осуществления прочный неорганический покровный слой может содержать металлонитридный покровный слой, металлосульфидный покровный слой, металлооксидный покровный слой, покровный слой из SiO2, алмазоподобного углерода или карбида. Например, прочный неорганический покровный слой может включать по меньшей мере один слой из покровных слоев из олова, BN, гексагонального BN (hBN), TiO2, Ta2O5, HfO2, Nb2O5, V2O5, SnO, SnO2, ZrO2, Al2O3, SiO2, ZnO, MoS2, BC, SiC или подобного оксида металла, нитрида металла и карбида, которые проявляют сравнительно низкий коэффициент трения по сравнению с покрытым подобным образом стеклянным контейнером, а также обладают высокой термической стабильностью. В этих вариантах осуществления покровные слои могут быть нанесены на внешнюю поверхность стеклянного контейнера методами физического осаждения из паровой фазы, такими как испарение, электронно-лучевое испарение, магнетронное распыление при постоянном токе, неустойчивое магнетронное распыление при постоянном токе, магнетронное распыление при переменном токе и неустойчивое магнетронное распыление при переменном токе. В качестве альтернативы, покровные слои могут быть нанесены напылением порошковых материалов. Для нанесения покровных слоев могут также быть использованы методы химического осаждения из паровой фазы (CVD), включая химическое осаждение из паровой фазы в сверхвысоком вакууме, химическое осаждение из паровой фазы при низком давлении, химическое осаждение из паровой фазы при атмосферном давлении, химическое осаждение из паров металлоорганических соединений, лазерно-стимулированное химическое осаждение из паровой фазы, фотохимическое осаждение из паровой фазы, аэрозольно поддерживаемое химическое осаждение из паровой фазы с транспортировкой прекурсоров жидкогазовым аэрозолем, микроволновое плазмохимическое осаждение из паровой фазы, плазмостимулированное химическое осаждение из паровой фазы, химическое осаждение из паровой фазы с прямой инжекцией жидкости, атомно-слоевое химическое осаждение из паровой фазы, химическое осаждение из паровой фазы со сгоранием, химическое осаждение из паровой фазы с применением нагреваемой проволоки, быстродействующее термическое химическое осаждение из паровой фазы, химическую инфильтрацию из паровой фазы и химическую лучевую эпитаксию.
В частном варианте осуществления прочный неорганический покровный слой является слоем алмазоподобного углерода. Пленки или покровные слои, сформированные из алмазоподобного углерода, обычно проявляют низкий коэффициент трения и высокую твердость. А именно, значительное количество углерода в покровных слоях из алмазоподобного углерода (DLC) является sp3-гибридизированным углеродом. Этот материал придает некоторые свойства алмаза этим покровным слоям, такие как высокая твердость и превосходная износостойкость. Твердость покровных слоев из алмазоподобного углерода (DLC) является прямо пропорциональной содержанию sp3-гибридизированного углерода. Покровные слои из алмазоподобного углерода (DLC) могут быть осаждены на внешнюю поверхность стеклянного контейнера ионно-лучевым напылением, напылением катодной дугой, импульсно-лазерной абляцией, напыление пучком ионов аргона и плазмостимулированным химическим осаждением из паровой фазы. В зависимости от толщины осажденного покровного слоя из алмазоподобного углерода (DLC), конкретного метода осаждения и состава покровного слоя, цвет осажденного слоя может варьироваться от оптически прозрачного желтого (т.е. пленка из алмазоподобного углерода (DLC) толщиной 0,1 мкм может быть оптически прозрачной при слабом желтом оттенке) до желтого и черного.
В качестве альтернативы, гладкий покровный слой 160 может быть неорганическим покровным слоем, который временно закреплен на внешней поверхности стеклянного контейнера, таким как временный покровный слой. В этих вариантах осуществления временный покровный слой может включать неорганическую соль, такую как MgSO4, CaSO4, Ca3(PO4)2, Mg3(PO4)2, KNO3, K3PO4 или т.п.
Органические покровные слои
В некоторых альтернативных вариантах осуществления гладкий покровный слой 160 может быть органическим покровным слоем, таким как временный покровный слой, временно закрепленный на внешней поверхности стеклянного контейнера, или прочный органический покровный слой, который перманентно закреплен на внешней поверхности стеклянного контейнера.
В отношении органических временных покровных слоев, желательно защищать поверхности стеклянных изделий (таких как стеклянный контейнер или т.п.) от повреждения во время изготовления для того, чтобы сдерживать снижение механической прочности стекла вследствие поверхностных дефектов, вызванных контактом со стеклом. Это обычно достигается посредством нанесения покровного слоя, имеющего низкий коэффициент трения, как описано выше. Однако, поскольку стеклянный контейнер может быть подвергнут дополнительной обработке, покровный слой не требуется перманентно приклеивать к внешней поверхности стеклянного контейнера, и, вместо этого, он может быть удален на последующих стадиях обработки после того, как покровный слой выполнил свое назначение в отношении защиты стеклянного изделия. Например, временный покровный слой может быть удален посредством пиролиза. В вариантах осуществления, описанных в данном документе, временный покровный слой может быть пиролизован при температурах менее чем или равных 300°C в течение периода времени менее чем или равного 1 часу. В качестве альтернативы, временный покровный слой может быть пиролизован при температурах 265°C в течение 2,5 часа или даже при 360°C в течение 10 минут или менее.
Различные органические материалы могут быть использованы, чтобы сформировать временный покровный слой. Например, в некоторых вариантах осуществления временный покровный слой может содержать, например, смесь полиоксиэтиленгликоля, метакрилатной смолы, меламинформальдегидной смолы и поливинилового спирта, как описано в патенте США №3577256. Такой покровный слой может быть нанесен на внешнюю поверхность стеклянного контейнера после формирования и может быть удален пиролизом с поверхности стекла в лере для отжига.
В другом варианте осуществления временный органический покровный слой может содержать один или несколько полисахаридов, как описано в патенте США №6715316B2, который описывает удаляемые защитные покровные слои. Такие покровные слои могут быть удалены с поверхности стекла при применении мягкого детергента на водной основе, такого как, например, 2% Semiclean KG в воде.
В другом варианте осуществления временный органический покровный слой может быть покровным слоем, нанесенным на выходе из лера, как описано в патенте США №4055441, или подобными покровными слоями. Такие покровные слои могут быть сформированы из по меньшей мере одного соединения из поли(этиленоксидов), поли(пропиленоксидов), сополимеров этиленоксид-пропиленоксид, поливинилпирролидинонов, полиэтилениминов, поли(метилвинилэфиров), полиакриламидов, полиметакриламидов, полиуретанов, поли(поливинилацетатов), поливинилформаля, полиформальдегидов, включая полиацетали и сополимеры ацеталя, поли(алкилметакрилатов), метилцеллюлоз, этилцеллюлоз, гидроксиэтилцеллюлоз, гидроксипропилцеллюлоз, натрий-карбоксиметилцеллюлоз, метилгидроксипропилцеллюлоз, поли(акриловых кислот) и их солей, поли(метакриловых кислот) и их солей, сополимеров этилен-малеиновый ангидрид, сополимеров этилен-виниловый спирт, сополимеров этилен-акриловая кислота, сополимеров винилацетат-виниловый спирт, сополимеров метилвиниловый эфир-малеиновый ангидрид, эмульгируемых полиуретанов, полиоксиэтиленстеаратов и полиолефинов, включая полиэтилены, полипропилены и их сополимеры, крахмалов и модифицированных крахмалов, гидроколлоидов, полиакрилоамида, растительных и животных жиров, воска, сала, мыла, стеарин-парафиновых эмульсий, полисилоксанов диметила или дифенила или смесей метил/фенил, перфторированных силоксанов и других замещенных силоксанов, алкилсиланов, ароматических силанов и окисленного полиэтилена.
Временные органические покровные слои могут быть нанесены посредством контактирования материала такого покровного слоя непосредственно со стеклянным контейнером. Например, покровный слой может быть нанесен посредством процесса погружения или, в качестве альтернативы, напылением или другими подходящими средствами. Покровный слой может быть затем высушен и, необязательно, отвержден при высоких температурах.
Прочные органические покровные слои
При обращении теперь к Фиг. 8 и 12A, в некоторых вариантах осуществления гладкий покровный слой 160 является прочным органическим покровным слоем, присоединенным к по меньшей мере части внешней поверхности 106 стеклянного корпуса 102. Прочный органический покровный слой имеет низкий коэффициент трения и также является термически стабильным при повышенных температурах, как описано выше. Гладкий покровный слой имеет 160 внешнюю поверхность 162 и поверхность 164, контактирующую со стеклом. В вариантах осуществления, в которых гладкий покровный слой 160 является прочным органическим покровным слоем, гладкий покровный слой 160 может содержать слой 180 связующего агента, который находится в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102, и полимерный слой 170, который находится в непосредственном контакте со слоем 180 связующего агента. Однако следует понимать, что, в некоторых вариантах осуществления гладкий покровный слой 160 может не включать слой 180 связующего агента, и полимерный слой 170 может находиться в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102. В некоторых вариантах осуществления гладкий покровный слой 160 является покровным слоем, описанным в предварительной заявке на патент США №13/780754, зарегистрированной 28 февраля 2013 г. и озаглавленной «Glass Articles with Low Friction Coatings», которая включена в данный документ посредством ссылки во всей ее полноте.
При обращении теперь к Фиг. 8 и 12A, в одном варианте осуществления гладкий покровный слой 160 имеет двухслойную структуру. Фиг. 12A показывает поперечное сечение части покрытого стеклянного контейнера, где гладкий покровный слой 160 содержит полимерный слой 170 и слой 180 связующего агента. Полимерная химическая композиция может содержаться в полимерном слое 170, и связующий агент может содержаться в слое 180 связующего агента. Слой 180 связующего агента может находиться в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102. Полимерный слой 170 может находиться в непосредственном контакте со слоем 180 связующего агента и может образовывать внешнюю поверхность 162 гладкого покровного слоя 160. В некоторых вариантах осуществления слой 180 связующего агента связан с внешней поверхностью 106 стеклянного корпуса 102, и полимерный слой 170 связан со слоем 180 связующего агента на границе раздела 174. Однако следует понимать, что, в некоторых вариантах осуществления гладкий покровный слой 160 может не включать связующий агент, и полимерная химическая композиция может быть расположена в полимерном слое 170 в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102. В другом варианте осуществления полимерная химическая композиция и связующий агент могут быть в основном смешаны в единственном слое. В некоторых других вариантах осуществления полимерный слой 170 может быть размещен поверх слоя 180 связующего агента, что означает то, что полимерный слой 170 является внешним слоем по отношению к слою 180 связующего агента и внешней поверхности 106 стеклянного корпуса 102. Как использовано в данном документе, первый слой, расположенный «поверх» второго слоя, означает, что первый слой может находиться в непосредственном контакте со вторым слоем или быть отделенным от второго слоя, например, посредством третьего слоя, расположенного между первым и вторым слоями.
При обращении теперь к Фиг. 12B, в одном варианте осуществления гладкий покровный слой 160 может дополнительно содержать слой 190 на границе раздела, расположенный между слоем 180 связующего агента и полимерным слоем 170. Слой 190 на границе раздела может содержать одну или несколько химических композиций полимерного слоя 170, связанных с одной или несколькими химическими композициями слоя 180 связующего агента. В этом варианте осуществления граница раздела слоя 180 связующего агента и полимерного слоя 170 образует слой 190 на границе раздела, где образование связей происходит между полимерной химической композицией и связующим агентом. Однако следует понимать, что в некоторых вариантах осуществления может отсутствовать подходящий слой на границе раздела между слоем 180 связующего агента и полимерным слоем 170, где полимер и связующий агент химически связываются один с другим, как описано выше при ссылке на Фиг. 12A.
В другом варианте осуществления полимерная химическая композиция и связующий агент могут быть в основном смешаны в единственном слое, образуя однородный слой являющийся гладким покровным слоем. Такой смешанный единственный слой может находиться в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102. Как описано в данном документе, материалы полимерного слоя 170 и слоя 180 связующего агента (т.е. по меньшей мере полимер и по меньшей мере связующий агент, соответственно) могут быть смешаны, чтобы образовать по меньшей мере один слой, являющийся гладким покровным слоем 160. Смешанный гладкий покровный слой 160 может дополнительно содержать иные материалы, чем полимерная химическая композиция и связующий агент. Для того, чтобы образовать смешанный гладкий покровный слой 160, различные материалы такого слоя могут быть смешаны вместе в растворе перед нанесением гладкого покровного слоя 160 на стеклянный контейнер 100. В других вариантах осуществления смешанные слои могут находиться поверх несмешанных слоев или под ними, такие как, например, смешанный слой полимера и связующего агента под слоем из в основном лишь полимерного материала. В других вариантах осуществления гладкий покровный слой может содержать более чем два слоя, например, три или четыре слоя.
Гладкий покровный слой 160, нанесенный на внешнюю поверхность 106 стеклянного корпуса 102, может иметь толщину менее чем примерно 100 мкм или даже менее чем равную примерно 1 мкм. В некоторых вариантах осуществления толщина гладкого покровного слоя 160 может быть менее чем или равной примерно 100 нм. В других вариантах осуществления гладкий покровный слой 160 может иметь толщину менее чем примерно 90 нм, менее чем примерно 80 нм, менее чем примерно 70 нм, менее чем примерно 60 нм, менее чем примерно 50 нм или даже менее чем примерно 25 нм. В некоторых вариантах осуществления гладкий покровный слой 160 может не иметь равномерную толщину поверх всего стеклянного корпуса 102. Например, покрытый стеклянный контейнер 100 может иметь более толстый гладкий покровный слой 160 на некоторых участках, вследствие процесса контактирования внешней поверхности 106 стеклянного корпуса 102 с одним или несколькими растворами материалов покровного слоя, которые образуют гладкий покровный слой 160. В некоторых вариантах осуществления гладкий покровный слой 160 может иметь неравномерную толщину. Например, толщина покровного слоя может варьироваться поверх разных областей покрытого стеклянного контейнера 100, что может способствовать защите избранной области. В другом варианте осуществления лишь избранные части внешней поверхности 106 стеклянного корпуса покрыты гладким покровным слоем 160.
В вариантах осуществления, которые включают по меньшей мере два слоя, такие как полимерный слой 170, слой 190 на границе раздела и/или слой 180 связующего агента, каждый слой может иметь толщину менее чем примерно 100 мкм или даже менее чем или равную примерно 1 мкм. В некоторых вариантах осуществления толщина каждого слоя может быть менее чем или равна примерно 100 нм. В других вариантах осуществления каждый слой может иметь толщину менее чем примерно 90 нм, менее чем примерно 80 нм, менее чем примерно 70 нм, менее чем примерно 60 нм, менее чем примерно 50 нм или даже менее чем примерно 25 нм.
Как указано в данном документе, в некоторых вариантах осуществления гладкий покровный слой 160 содержит связующий агент. Связующий агент может улучшать адгезию или связывание полимерной химической композиции с внешней поверхностью 106 стеклянного корпуса 102 и обычно расположен между стеклянным корпусом 102 и полимерной химической композицией в полимерном слое 170 или смешан с полимерной химической композицией. Адгезия, как использовано в данном документе, относится к прочности прилипания или связывания полимерного слоя перед и после обработки, выполняемой для покрытого стеклянного контейнера, такой как термообработка. Термообработки включают, без ограничения, автоклавную обработку, депирогенизацию, лиофилизацию или т.п.
В одном варианте осуществления связующий агент может содержать по меньшей мере одну силановую химическую композицию. Как использовано в данном документе, «силановая» химическая композиция является любой химической композицией, содержащей силановый компонент, включая функциональные органосиланы, а также силанолы, образованные из силанов в водных растворах. Силановые химические композиции связующего агента могут быть ароматическими или алифатическими. В некоторых вариантах осуществления по меньшей мере одна силановая химическая композиция может содержать аминовый компонент, такой как компонент первичного амина или компонент вторичного амина. Кроме того, связующий агент может содержать гидролизаты и/или олигомеры таких силанов, например, одну или несколько силсесквиоксановых химических композиций, которые образованы из одной или нескольких силановых химических композиций. Силсесквиоксановые химические композиции могут содержать структуру в виде полной клетки (кейдж-структуру), структуру в виде частичной клетки или не содержать структуру в виде клетки.
Связующий агент может содержать любое число различных химических композиций, например, одну химическую композицию, две различные химические композиции или более чем две различные химические композиции, включая олигомеры, образованные из более чем одной мономерной химической композиции. В одном варианте осуществления связующий агент может содержать по меньшей мере одну из (1) первой силановой химической композиции, ее гидролизата или ее олигомера, и (2) химической композиции, образованной олигомеризацией по меньшей мере первой силановой химической композиции и второй силановой химической композиции. В другом варианте осуществления связующий агент содержит первую и вторую силановые композиции. Как использовано в данном документе, «первая» силановая химическая композиция и «вторая» силановая химическая композиция являются силановыми композициями, имеющими разные химические составы. Первая силановая химическая композиция может быть ароматической или алифатической химической композицией, может необязательно содержать аминовый компонент, и может необязательно являться алкоксисилановой. Аналогичным образом, вторая силановая химическая композиция может быть ароматической или алифатической химической композицией, может необязательно содержать аминовый компонент, и может необязательно являться алкоксисилановой.
Например, в одном варианте осуществления лишь одну силановую химическую композицию наносят в качестве связующего агента. В таком варианте осуществления связующий агент может содержать силановую химическую композицию, ее гидролизат или ее олигомер.
В другом варианте осуществления несколько силановых химических композиций может быть нанесено в качестве связующего агента. В таком варианте осуществления связующий агент может содержать по меньшей мере одну из (1) смеси первой силановой химической композиции и второй силановой химической композиции и (2) химической композиции, образованной олигомеризацией по меньшей мере первой силановой химической композиции и второй силановой химической композиции.
При обращении к вариантам осуществления, описанным выше, первая силановая химическая композиция, вторая силановая химическая композиция или они обе могут быть ароматическими химическими композициями. Как использовано в данном документе, ароматическая химическая композиция содержит одно или несколько колец с шестью атомами углерода, характерных для бензольного ряда и родственных органических веществ. Ароматическая силановая химическая композиция может быть алкоксисилановой, такой как, однако без ограничения ими, диалкоксисилановая химическая композиция, ее гидролизат или ее олигомер, или триалкоксисилановая химическая композиция, ее гидролизат или ее олигомер. В некоторых вариантах осуществления ароматический силан может содержать аминовую группу и может быть алкоксисиланом, содержащим аминовую группу. В другом варианте осуществления ароматическая силановая химическая композиция может быть ароматической алкоксисилановой химической композицией, ароматической ацилоксисилановой химической композицией, ароматической галогенсилановой химической композицией или ароматической аминосилановой химической композицией. В другом варианте осуществления ароматическая силановая химическая композиция может выбрана из группы, состоящей из алкокси-, ацилокси-, галогено- или аминосиланов, замещенных аминофенилом, 3-(м-аминофенокси)пропилом, N-фениламинопропилом или (хлорметил)фенилом. Например, ароматический алкоксисилан может являться, однако без ограничения ими, аминофенилтриметоксисиланом (иногда называемым в данном документе как «APhTMS»), аминофенилдиметоксисиланом, аминофенилтриэтоксисиланом, аминофенилдиэтоксисиланом, 3-(м-аминофенокси)пропилтриметоксисиланом, 3-(м-аминофенокси)пропилдиметоксисиланом, 3-(м-аминофенокси)пропилтриэтоксисиланом, 3-(м-аминофенокси)пропилдиэтоксисиланом, N-фениламинопропилтриметоксисиланом, N-фениламинопропилдиметоксисиланом, N-фениламинопропилтриэтоксисиланом, N-фениламинопропилдиэтоксисиланом, их гидролизатами или их олигомеризованной химической композицией. В типичном варианте осуществления ароматическая силановая химическая композиция может быть аминофенилтриметоксисилановой.
При обращении снова к вариантам осуществления, описанным выше, первая силановая химическая композиция, вторая силановая химическая композиция или они обе могут быть алифатическими химическими композициями. Как использовано в данном документе, алифатическая химическая композиция является неароматической, такой как химическая композиция, имеющая структуру с открытой цепью, такую как, однако без ограничения ими, алканы, алкены и алкины. Например, в некоторых вариантах осуществления связующий агент может содержать химическую композицию, которая является алкоксисилановой и может быть алифатической алкоксисилановой композицией, такой как, однако без ограничения ими, диалкоксисилановая химическая композиция, ее гидролизат или ее олигомер, или триалкоксисилановая химическая композиция, ее гидролизат или ее олигомер. В некоторых вариантах осуществления алифатический силан может содержать аминовую группу и может быть алкоксисиланом, содержащим аминовую группу, таким как аминоалкилтриалкоксисилан. В одном варианте осуществления алифатическая силановая химическая композиция может быть выбрана из группы, состоящей из алкокси-, ацилокси-, галогено- или аминосиланов, замещенных 3-аминопропилом, N-(2-аминоэтил)-3-аминопропилом, винилом, метилом, N-фениламинопропилом, (N-фениламино)метилом, N-(2-винилбензиламиноэтил)-3-аминопропилом, их гидролизатов или их олигомеров. Аминоалкилтриалкоксисиланы включают, однако без ограничения ими, 3-аминопропилтриметоксисилан (иногда называемый в данном документе как «GAPS»), 3-аминопропилдиметоксисилан, 3-аминопропилтриэтоксисилан, 3-аминопропилдиэтоксисилан, N-(2-аминоэтил)-3-аминопропилтриметоксисилан, N-(2-аминоэтил)-3-аминопропилдиметоксисилан, N-(2-аминоэтил)-3-аминопропилтриэтоксисилан, N-(2-аминоэтил)-3-аминопропилдиэтоксисилан, их гидролизаты и их олигомеризованные химические композиции. В других вариантах осуществления алифатическая алкоксисилановая химическая композиция может не содержать аминового компонента, например, алкилтриалкоксисилан или алкилдиалкоксисилан. Такие алкилтриалкоксисиланы или алкилдиалкоксисиланы включают, однако не ограничиваясь ими, винилтриметоксисилан, винилдиметоксисилан, винилтриэтоксисилан, винилдиэтоксисилан, метилтриметоксисилан, метилдиметоксисилан, метилтриэтоксисилан, метилдиэтоксисилан, их гидролизаты или их олигомеризованные химические композиции, включая аминофункциональные силсесквиоксановые олигомеры такие как, однако без ограничения ими, WSA-7011, WSA-9911, WSA-7021, WSAV-6511 производства компании Gelest. В типичном варианте осуществления алифатическая силановая химическая композиция является 3-аминопропилтриметоксисилановой.
В другом варианте осуществления слой 180 связующего агента может содержать химические вещества, которые являются гидролизованными аналогами аминоалкоксисиланов, такие как, однако без ограничения ими, (3-аминопропил)силантриол, N-(2-аминоэтил)-3-аминопропилсилантриол и/или их смеси.
В другом варианте осуществления слой 180 связующего агента может содержать химическое вещество, которое является аминоалкилсилсесквиоксаном. В одном варианте осуществления слой 180 связующего агента содержит олигомер аминопропилсилсесквиоксана (APS) (коммерчески доступный в качестве водного раствора от компании Gelest).
В другом варианте осуществления слой 180 связующего агента может быть неорганическим материалом, таким как металлическая и/или керамическая пленка. Неограничивающие примеры подходящих неорганических материалов, применяемых в качестве слоя 180 связующего агента, включают олово, титан и/или их оксиды.
Было найдено, образование связующего агента из комбинаций разных химических композиций, особенно комбинаций силановых химических композиций, может улучшать термостабильность гладкого покровного слоя 160. Например, было найдено, что комбинации ароматических силанов и алифатических силанов, таких как те, что описаны выше, улучшают термостабильность гладкого покровного слоя, создавая тем самым покровный слой, который сохраняет свои механические свойства, такие как коэффициент трения и способность к адгезии после термообработки при повышенных температурах. Соответственно, в одном варианте осуществления связующий агент содержит комбинацию ароматического и алифатического силанов. В этих вариантах осуществления отношение алифатических силанов к ароматическим силанам (алифатический : ароматический) может составлять от примерно 1:3 до примерно 1:0,2. Если связующий агент содержит две химические композиции или более, такие как по меньшей мере алифатическая силановая композиция и ароматическая силановая композиция, отношение по массе данных двух химических композиций может быть любым отношением, например, с массовым отношением первой силановой химической композиции ко второй силановой химической композиции (первый силан:второй силан) от примерно 0,1:1 до примерно 10:1. Например, в некоторых вариантах осуществления отношение может составлять от 0,5:1 до примерно 2:1, например, 2:1, 1:1, 0,5:1. В некоторых вариантах осуществления связующий агент может содержать комбинации нескольких алифатических силанов и/или нескольких ароматических силанов, которые могут быть нанесены на стеклянный контейнер на одной или нескольких стадиях с органическим или неорганическим наполнителями или без них. В некоторых вариантах осуществления связующий агент содержит олигомеры, такие как силсесквиоксаны, образованные как из алифатических, так и из ароматических силанов.
В типичном варианте осуществления первая силановая химическая композиция является ароматической силановой химической композицией, и вторая силановая химическая композиция является алифатической силановой химической композицией. В одном из типичных вариантов осуществления первая силановая химическая композиция является ароматической алкоксисилановой химической композицией, содержащей по меньшей мере один аминовый компонент, и вторая силановая химическая композиция является алифатической алкоксисилановой химической композицией, содержащей по меньшей мере один аминовый компонент. В другом типичном варианте осуществления связующий агент содержит олигомер одной или нескольких силановых химических композиций, при этом олигомер является силсесквиоксановой химической композицией, и по меньшей мере одна из силановых химических композиций содержит по меньшей мере один ароматический компонент и по меньшей мере один аминовый компонент. В одном частном типичном варианте осуществления первая силановая химическая композиция является аминофенилтриметоксисилановой композицией, и вторая силановая химическая композиция является 3-аминопропилтриметоксисилановой композицией. Отношение ароматического силана к алифатическому силану может составлять примерно 1:1. В другом частном типичном варианте осуществления связующий агент содержит олигомер, образованный из аминофенилтриметокси и 3-аминопропилтриметокси. В другом варианте осуществления связующий агент может содержать как смесь аминофенилтриметокси и 3-аминопропилтриметокси, так и олигомеры, образованные из них обоих.
В одном варианте осуществления связующий агент наносят на внешнюю поверхность 106 стеклянного корпуса 102 посредством контактирования поверхности с разбавленным связующим агентом в процессе погружения. Связующий агент могут быть примешан в растворитель при нанесении на стеклянный корпус 102. В другом варианте осуществления связующий агент может быть нанесен на стеклянный корпус 102 распылением или другими подходящими средствами. Стеклянный корпус 102 со связующим агентом может быть затем высушен при приблизительно 120°C в течение примерно 15 мин, или при любых времени и температуре, достаточных для адекватного удаления воды и/или другого органического растворителя, присутствующего на внешней поверхности 106 боковой стенки 110.
При обращении к Фиг. 12A, в одном варианте осуществления связующий агент размещают на стеклянном контейнере в качестве слоя 180 связующего агента и наносят в виде раствора, содержащего примерно 0,5 масс. % первого силана и примерно 0,5 масс. % второго силана (суммарно 1 масс. % силана), смешанных с по меньшей мере одним растворителем из воды и органического растворителя, такого как, однако без ограничения им, метанол. Однако следует понимать, что общая концентрация силана в растворе может составлять более или менее чем примерно 1 масс. %, например, от примерно 0,1 масс. % до примерно 10 масс. %, от примерно 0,3 масс. % до примерно 5,0 масс. % или от примерно 0,5 масс. % до примерно 2,0 масс. %. Например, в одном варианте осуществления массовое отношение органического растворителя к воде (органический растворитель:вода) может составлять от примерно 90:10 до примерно 10:90, и в варианте осуществления может составлять примерно 75:25. Массовое отношение силана к растворителю может влиять на толщину слоя связующего агента, поскольку увеличенное процентное содержание силановой химической композиции в растворе связующего агента может увеличивать толщину слоя 180 связующего агента. Однако следует понимать, что другие переменные могут влиять на толщину слоя 180 связующего агента, такие как, однако без ограничения ими, характеристики процесса нанесения покрытия погружением, такие как скорость извлечения из ванны. Например, более высокая скорость извлечения может формировать более тонкий слой 180 связующего агента.
В одном варианте осуществления слой 180 связующего агента наносят в виде раствора, содержащего первый силановый химический компонент и второй силановый химический компонент, что может улучшать термостабильность и/или механические свойства гладкого покровного слоя 160. Например, первый силановый химический компонент может являться алифатическим силаном, таким как 3-аминопропилтриметоксисилан (GAPS), и второй силановый химический компонент может являться ароматическим силаном, таким как аминофенилтриметоксисилан (APhTMS). В этом примере отношение алифатических силанов к ароматическим силанам (алифатический:ароматический) может составлять примерно 1:1. Однако следует понимать, что возможны другие отношения, включая от примерно 1:3 до примерно 1:0,2, как описано выше. Ароматический силановый химический компонент и алифатический силановый химический компонент могут быть смешаны с по меньшей мере одним растворителем из воды и органическим растворителем, таким как, однако без ограничения им, метанол. Этим раствором затем покрывают внешнюю поверхность 106 стеклянного корпуса 102 и отверждают, чтобы сформировать слой 180 связующего агента.
В другом варианте осуществления слой 180 связующего агента наносят в виде раствора, содержащего 0,1 об. % коммерчески доступного аминопропилсилсесквиоксанового олигомера. Могут быть использованы растворы для слоя связующего агента с другими концентрациями, включая, однако без ограничения, растворы 0,01-10,0 об. % аминопропилсилсесквиоксанового олигомера.
В некоторых вариантах осуществления слой 180 связующего агента является достаточно термически стабильным, так что слой 180 связующего агента может, сам по себе, действовать в качестве гладкого покровного слоя 160 без каких-либо дополнительных покровных слоев, таких как полимерный слой 170 или т.п. Соответственно, следует понимать, что, в этих вариантах осуществления гладкий покровный слой 160 включает единственный компонент, а именно, связующий агент.
Как указано в данном документе, когда гладкий покровный слой 160 является прочным органическим покровным слоем, покровный слой может также включать полимерную химическую композицию в качестве полимерного слоя 170. Полимерная химическая композиция может быть термически стабильным полимером или смесью полимеров, таких как, однако не ограничиваясь ими, полиимиды, полибензимидазолы, полисульфоны, полиэфирэфиркетоны, полиэфиримиды, полиамиды, полифенилы, полибензотриазолы, полибензооксазолы, полибистиазолы и полиароматические гетероциклические полимеры с органическими или неорганическими наполнителями или без них. Полимерная химическая композиция может быть сформирована из других термически стабильных полимеров, таких как полимеры, которые не деградируют при температурах в интервале от 200°C до 400°C, включая 250°C, 300°C и 350°C. Эти полимеры могут быть нанесены вместе со связующим агентом или без него.
В одном варианте осуществления полимерная химическая композиция является полиимидной химической композицией. Если гладкий покровный слой 160 содержит полиимид, полиимидная композиция может быть производной от полиаминовой кислоты, которая образуется в растворе посредством полимеризации мономеров. Одной такой полиаминовой кислотой является Novastrat® 800 (коммерчески доступная от компании NeXolve). Стадия отверждения имидизирует полиаминовую кислоту с образованием полиимида. Полиаминовая кислота может быть образована реакционным взаимодействием диаминового мономера, такого как диамин, и ангидридного мономера, такого как диангидрид. Как использовано в данном документе, полиимидные мономеры описаны как диаминовые мономеры и диангидридные мономеры. Однако следует понимать, что наряду с тем, что диаминовый мономер содержит две аминовых группы, в описании, представленном ниже, любой мономер, содержащий по меньшей мере две аминовых группы, может подходить в качестве диаминового мономера. Аналогичным образом, следует понимать, что наряду с тем, что диангидридный мономер содержит две ангидридных группы, в описании, представленном ниже, любой мономер, содержащий по меньшей мере две ангидридных группы, может подходить в качестве диангидридного мономера. Реакционное взаимодействие между ангидридными группами ангидридного мономера и аминовыми группами диаминового мономера образует полиаминовую кислоту. Поэтому, как использовано в данном документе, полиимидная химическая композиция, которая образована полимеризацией определенных мономеров, относится к полиимиду, который образован последующей имидизацией полиаминовой кислоты, которая образована из этих определенных мономеров. Обычно, молярное отношение суммарных ангидридных мономеров и диаминовых мономеров может составлять примерно 1:1. Наряду с тем, что полиимид может быть сформирован из лишь двух разных химических композиций (одной ангидридного мономера и одной диаминового мономера), по меньшей мере один ангидридный мономер может быть полимеризован и по меньшей мере один диаминовый мономер может быть полимеризован из полиимида. Например, один ангидридный мономер может быть полимеризован с применением двух разных диаминовых мономеров. Может быть использовано любое число комбинаций мономерных веществ. Кроме того, отношение одного ангидридного мономера к другому ангидридному мономеру, или одного или нескольких диаминовых мономеров к другому диаминовому мономеру может являться любым отношением, таким как между примерно 1:0,1 и 0,1:1, таким как примерно 1:9, 1:4, 3:7, 2:3:, 1:1, 3:2, 7:3, 4:1 или 1:9.
Ангидридный мономер, из которого, наряду с диаминовым мономером, образуют полиимид, может содержать любой ангидридный мономер. В одном варианте осуществления ангидридный мономер содержит бензофеноновую структуру. В типичном варианте осуществления диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты может быть по меньшей мере одним ангидридным мономером, из которого образуют полиимид. В других вариантах осуществления диаминовый мономер может иметь антраценовую структуру, фенантреновую структуру, пиреновую структуру или пентаценовую структуру, включая замещенные модификации вышеуказанных диангидридов.
Диаминовый мономер, из которого, наряду с ангидридным мономером, образуют полиимид, может содержать любой диаминовый мономер. В одном варианте осуществления диаминовый мономер содержит по меньшей мере одну часть с ароматическим кольцом. Фиг. 13 и 14 показывают примеры диаминовых мономеров, которые, наряду с одним или несколькими выбранными ангидридными мономерами, могут образовывать полимерную химическую композицию, содержащую полиимид. Диаминовый мономер может иметь одну или несколько углеродных молекул, соединяющих две части с ароматическим кольцом вместе, как показано на Фиг. 13, при этом R на Фиг. 13 соответствует алкильной группе, содержащей один или несколько атомов углерода. В качестве альтернативы, диаминовый мономер может иметь две части с ароматическим кольцом, которые связаны непосредственным образом и не разделены по меньшей мере одной углеродной молекулой, как показано на Фиг. 14. Диаминовый мономер может иметь один или несколько алкильных групп, как представлено R' и R'' на Фиг. 13 и 14. Например, на Фиг. 13 и 14, R' и R'' могут представлять алкильную группу, такую как метильную, этильную, пропильную или бутильную группы, связанные с одной или несколькими частями с ароматическим кольцом. Например, диаминовый мономер может иметь две части с ароматическим кольцом, при этом каждая часть с ароматическим кольцом имеет алкильную группу, связанную с ним, и смежную с ней аминовую группу, связанную с частью с ароматическим кольцом. Следует понимать, что R' и R'', на обеих Фиг. 13 и 14, могут быть одинаковыми химическими группами или могут быть разными химическими группами. В качестве альтернативы, R' и/или R'', на обеих Фиг. 13 и 14, могут не представлять атомы вообще.
Две разных химических композиции диаминовых мономеров могут образовывать полиимид. В одном варианте осуществления первый диаминовый мономер содержит две части с ароматическим кольцом, которые соединены непосредственным образом и не разделены связывающей углеродной молекулой, и второй диаминовый мономер содержит две части с ароматическим кольцом, которые соединены с по меньшей мере одной углеродной молекулой, соединяющей две части с ароматическим кольцом. В типичном варианте осуществления первый диаминовый мономер, второй диаминовый мономер и ангидридный мономер имеют молярное отношение (первый диаминовый мономер : второй диаминовый мономер : ангидридный мономер) примерно 0,465:0,035:0,5. Однако отношение первого диаминового мономера и второго диаминового мономера может варьироваться в интервале от примерно 0,01:0,49 до примерно 0,40:0,10, в то время как отношение ангидридного мономера остается при примерно 0,5.
В одном варианте осуществления полиимидную композицию образуют полимеризацией по меньшей мере первого диаминового мономера, второго диаминового мономера и ангидридного мономера, при этом первый и второй диаминовые мономеры являются разными химическими композициями. В одном варианте осуществления ангидридным мономером является бензофенон, первый диаминовый мономер содержит два ароматических кольца, связанных вместе непосредственным образом, и второй диаминовый мономер содержит два ароматических кольца, связанных вместе по меньшей мере одной углеродной молекулой, соединяющей первое и второе ароматические кольца. Первый диаминовый мономер, второй диаминовый мономер и ангидридный мономер могут иметь молярное отношение (первый диаминовый мономер : второй диаминовый мономер : ангидридный мономер) примерно 0,465:0,035:0,5.
В типичном варианте осуществления первый диаминовый мономер является орто-толидином, второй диаминовый мономер является 4,4'-метилен-бис(2-метиланилином), и ангидридный мономер является диангидридом бензофенон-3,3',4,4'-тетракарбоновой кислоты. Первый диаминовый мономер, второй диаминовый мономер и ангидридный мономер могут иметь молярное отношение (первый диаминовый мономер : второй диаминовый мономер : ангидридный мономер) примерно 0,465:0,035:0,5.
В некоторых вариантах осуществления полиимид может быть сформирован полимеризацией одного или нескольких из следующих соединений: диангидрида бицикло[2.2.1]гептан-2,3,5,6-тетракарбоновой кислоты, 1,2;3,4-диангидрида циклопентан-1,2,3,4-тетракарбоновой кислоты, диангидрида бицикло[2.2.2]октан-2,3,5,6- тетракарбоновой кислоты, 2,3:6,7-диангидрида (4arH,8acH)-декагидро-1t,4t:5c,8c-диметанонафталин-2t,3t,6c,7c-тетракарбоновой кислоты, 2,3:6,7-диангидрида 2c,3c,6c,7c-тетракарбоновой кислоты, 2,3:5,5-диангидрида 5-эндо-карбоксиметилбицикло[2.2.1]-гептан-2-экзо,3-экзо,5-экзо-трикарбоновой кислоты, ангидрида 5-(2,5-диоксотетрагидро-3-фуранил)-3-метил-3-циклогексен-1,2-дикарбоновой кислоты, изомеров бис(аминометил)бицикло[2.2.1]гептана, или 4,4'-метиленбис(2-метилциклогексиламина), пиромеллитового диангидрида (PMDA), 3,3',4,4'-бифенил диангидрида (4,4'-BPDA), 3,3',4,4'-бензофенон диангидрида (4,4'-BTDA), 3,3',4,4'-оксидифталевый ангидрида (4,4'-ODPA), 1,4-бис(3,4-дикарбоксил-фенокси)бензол диангидрида (4,4'-HQDPA), 1,3-бис(2,3-дикарбоксил-фенокси)бензол диангидрида (3,3'-HQDPA), 4,4'-бис(3,4-дикарбоксилфеноксифенил)-изопропилиден диангидрида (4,4'-BPADA), 4,4'-(2,2,2-трифтор-1-пентафторфенилэтилиден)дифталевого диангидрида (3FDA), 4,4'-оксидианилина (ODA), м-фенилендиамина (MPD), п-фенилендиамина (PPD), м-толуолдиамина (TDA), 1,4-бис(4-аминофенокси)бензола (1,4,4-APB), 3,3'-(м-фениленбис(окси))дианилина (APB), 4,4'-диамино-3,3'-диметилдифенилметан (DMMDA), 2,2'-бис(4-(4-аминофенокси)фенил)пропана (BAPP), 1,4-циклогександиамина, 2,2'-бис[4-(4-амино-фенокси)фенил] гексафторизопропилидена (4-BDAF), 6-амино-1-(4'-аминофенил)-1,3,3-триметилиндана (DAPI), малеинового ангидрида (MA), цитраконового ангидрида (CA), надикангидрида (NA), ангидрида 4-(фенилэтинил)-1,2-бензолдикарбоновой кислоты (PEPA), 4,4'-диаминобензанилида (DABA), 4,4'-(гексафторизопропилиден)дифталевого ангидрида (6-FDA), пиромеллитового диангидрида, диангидрида бензофенон-3,3',4,4'-тетракарбоновой кислоты, диангидрида 3,3',4,4'-бифенилтетракарбоновой кислоты, 4,4'-(гексафторизопропилиден)дифталевого ангидрида, диангидрида перилен-3,4,9,10-тетракарбоновой кислоты, 4,4'-оксидифталевого ангидрида, 4,4'-(гексафторизопропилиден)дифталевого ангидрида, 4,4'-(4,4'-изопропилидендифенокси)бис(фталевого ангидрида), диангидрида 1,4,5,8-нафталинтетракарбоновой кислоты, диангидрида 2,3,6,7-нафталинтетракарбоновой кислоты, наряду с материалами, описанными в патенте США №7619042, патенте США №8053492, патенте США №4880895, патенте США №6232428, патенте США №4595548, публикации международной заявки № WO 2007/016516, публикации патента США №2008/0214777, патенте США №6444783, патенте США №6277950 и патенте США №4680373. Фиг. 15 изображает химическую структуру некоторых подходящих мономеров, которые могут быть использованы для формирования полиимидного покровного слоя, нанесенного на стеклянный корпус 102. В другом варианте осуществления раствор полиаминовой кислоты, из которого формируют полиимид, может содержать поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовую кислоту (коммерчески доступную от компании Aldrich).
В другом варианте осуществления полимерная химическая композиция может содержать фторполимер. Фторполимер может быть сополимером, при этом оба мономеры являются высокофторированными. Некоторые из мономеров фторполимера могут быть фторэтиленом. В одном варианте осуществления полимерная химическая композиция содержит аморфный фторполимер, такой как, однако без ограничения им, Teflon AF (коммерчески доступный от компании DuPont). В другом варианте осуществления полимерная химическая композиция содержит частицы перфторалкоксисмолы (PFA), такой как, однако без ограничения, Teflon PFA TE-7224 (коммерчески доступной от компании DuPont).
В другом варианте осуществления полимерная химическая композиция может содержать силиконовую смолу. Силиконовая смола может быть высокоразветвленным 3-мерным полимером, который образован разветвленными в виде клетки олигосилоксанами общей формулы RnSi(X)mOy, где R представляет собой нереакционноспособный заместитель, обычно метил или фенил, и X представляет собой OH или H. Не имея намерений в отношении установления связи с теорией, полагают, что отверждение смолы происходит посредством реакции конденсации функциональных групп Si-OH с образованием связей Si-O-Si. Силиконовая смола может иметь по меньшей мере один из четырех возможных функциональных силоксановых мономерных звеньев, которые включают M-смолы, D-смолы, T-смолы и Q-смолы, при этом M-смолы относятся к смолам общей формулы R3SiO, D-смолы относятся к смолам общей формулы R2SiO2, T-смолы относятся к смолам общей формулы RSiO3, и Q-смолы относятся к смолам общей формулы SiO4 (плавленый кварц). В некоторых вариантах осуществления смолы изготовлены из звеньев D и T (DT смолы) или из звеньев M и Q (MQ смолы). В других вариантах осуществления применяют также и другие комбинации (MDT, MTQ, QDT).
В одном варианте осуществления полимерная химическая композиция содержит фенилметилсиликоновые смолы по причине их более высокой термостабильности по сравнению с метил- или фенилсиликоновыми смолами. Отношение фенильных групп к метильным группам в силиконовых смолах может варьироваться в полимерной химической композиции. В одном варианте осуществления отношение фенильных групп к метильным группам составляет примерно 1,2. В другом варианте осуществления отношение фенильных групп к метильным группам составляет примерно 0,84. В других вариантах осуществления отношение фенильных групп к метильным группам может составлять примерно 0,5, 0,6, 0,7, 0,8, 0,9, 1,0, 1,1, 1,3, 1,4 или 1,5. В одном варианте осуществления силиконовая смола является смолой DC255 (коммерчески доступной от компании Dow Corning). В другом варианте осуществления силиконовая смола является смолой DC806A (коммерчески доступной от компании Dow Corning). В других вариантах осуществления полимерная химическая композиция может содержать любую из смол серий DC (коммерчески доступных от компании Dow Corning), и/или смол Hardsil серий AP и AR (коммерчески доступных от компании Gelest). Силиконовые смолы могут быть использованы без связующего агента или со связующим агентом.
В другом варианте осуществления полимерная химическая композиция может содержать полимеры на основе силсесквиоксана, такие как, однако не ограничиваясь ими, T-214 (коммерчески доступный от компании Honeywell), SST-3M01 (коммерчески доступный от компании Gelest), POSS Imiclear (коммерчески доступный от компании Hybrid Plastics) и FOX-25 (коммерчески доступный от компании Dow Corning). В одном варианте осуществления полимерная химическая композиция может содержать силанольные группы.
При обращении снова к Фиг. 8 и 12A, гладкий покровный слой 160 может быть нанесен в многостадийном процессе, в котором стеклянный корпус 102 приводят в контактирование с раствором связующего агента, чтобы образовать слой 180 связующего агента (как описано выше), и сушат, и затем приводят в контактирование с раствором полимерной химической композиции, таким как раствор полимера или предшественника полимера, например, посредством процесса погружения, или, в качестве альтернативы, полимерный слой 170 может быть нанесен распылением или другими подходящими средствами, и сушат, после чего отверждают при высоких температурах. В качестве альтернативы, если слой 180 связующего агента не применяют, слой 170 полимерной химической композиции может быть нанесен непосредственно на внешнюю поверхность 106 стеклянного корпуса 102. В другом варианте осуществления полимерная химическая композиция и связующий агент могут быть смешаны в гладком покровном слое 160, и раствор, содержащий полимерную химическую композиция и связующий агент, может быть нанесен на стеклянный корпус 102 на одной стадии нанесения покровного слоя.
В одном варианте осуществления полимерная химическая композиция содержит полиимид, при этом раствор полиаминовой кислоты наносят поверх слоя 180 связующего агента. В других вариантах осуществления может быть использовано производное полиаминовой кислоты, такое как, например, соль полиаминовой кислоты, сложный эфир полиаминовой кислоты или т.п. В одном варианте осуществления раствор полиаминовой кислоты может содержать смесь 1 об. % полиаминовой кислоты и 99 об. % органического растворителя. Органический растворитель может содержать смесь толуола и по меньшей мере одного растворителя из N,N-диметилацетамида (DMAc), Ν,Ν-диметилформамида (DMF), и 1-метил-2-пирролидинона (NMP) или их смеси. В одном варианте осуществления раствор органического растворителя содержит примерно 85 об. % по меньшей мере одного растворителя из DMAc, DMF и NMP и примерно 15 об. % толуола. Однако могут быть использованы другие подходящие органические растворители. Покрытый стеклянный контейнер 100 может быть затем высушен при приблизительно 150°C в течение примерно 20 минут или при любых времени и температуре, достаточных для адекватного удаления органического растворителя, присутствующего в гладком покровном слое 160.
В варианте осуществления многослойного временного органического гладкого покровного слоя после того, как стеклянный корпус 102 приводят в контактирование со связующим агентом, чтобы образовать слой 180 связующего агента, и раствором полиаминовой кислоты, чтобы образовать полимерный слой 170, покрытый стеклянный контейнер 100 может быть отвержден при высоких температурах. Покрытый стеклянный контейнер 100 может быть отвержден при 300°C в течение примерно 30 минут или менее или может быть отвержден при температуре выше чем 300°C, такой как по меньшей мере 320°C, 340°C, 360°C, 380°C или 400°C в течение более короткого времени. Полагают, без намерения установления связи с теорией, что стадия отверждения имидизирует полиаминовую кислоту в полимерном слое 170 посредством реакционного взаимодействия групп карбоновой кислоты и амидных групп, что создает полимерный слой 170, содержащий полиимид. Отверждение может также промотировать образование связей между полиимидом и связующим агентом. Покрытый стеклянный контейнер 100 затем охлаждают до комнатной температуры.
Кроме того, без связывания ограничениями, полагают, что отверждение связующего агента, полимерной химической композиции или того и другой, удаляет летучие материалы, такие как вода и другие органические молекулы. В качестве таковых, эти летучие материалы, которые высвобождены во время отверждения, не присутствуют, когда изделие, если его применяют в качестве контейнера, термически обрабатывают (например, для депирогенизации) или приводят в контактирование с материалом, для которого оно является упаковкой, таким как фармацевтический продукт. Следует понимать, что процессы отверждения, описанные в данном документе, являются термообработками, отличными от других термообработок, описанных в данном документе, таких как те термообработки, что сходны или идентичны процессам в индустрии упаковок фармацевтических препаратов, таким как депирогенизация или термообработки, применяемые для определения термостабильности, как описано в данном документе.
В одном варианте осуществления связующий агент содержит химическую композицию силана, такого как алкоксисилан, которая может улучшать адгезию полимерной химической композиции со стеклянный корпус. Без намерения установления связи с теорией, полагают, что молекулы алкоксисилана быстро гидролизуются в воде с образованием изолированных мономеров, циклических олигомеров и большие внутримолекулярные циклы. В различных вариантах осуществления контроль над тем, какие компоненты преобладают, может быть установлен посредством вида силана, концентрации, pH, температуры, условий хранения и времени. Например, при низких концентрациях в водном растворе, аминопропилтриалкоксисилан (APS) может быть стабильным и образовывать трисиланольные мономеры и олигомерные циклы с очень низкой молекулярной массой.
Полагают, однако без намерения установления связи с теорией, что реакционное взаимодействие одного или нескольких силановых химических композиций со стеклянным корпусом может включать несколько стадий. Как показано на Фиг. 17, в некоторых вариантах осуществления после гидролиза силановой химической композиции могут быть сформированы реакционноспособные силанольные группы, которые могут конденсироваться с другими силанольными группами, например, теми, что находятся на поверхности основы, такой как стеклянный корпус. После того, как первые и вторые гидролизуемые группы гидролизованы, может быть инициализирована реакция конденсации. В некоторых вариантах осуществления тенденция к самоконденсации может быть отрегулирована посредством применения свежих растворов, спиртовых растворителей, разбавления и посредством тщательного выбора интервалов pH. Например, силантриолы являются наиболее стабильными при pH 3-6, однако быстро конденсируются при pH 7-9,3, и частичная конденсация силанольных мономеров может производить силсесквиоксаны. Как показано на Фиг. 17, силанольные группы образованных веществ могут образовывать водородные связи с силанольными группами на основе, и во время сушки или отверждения ковалентные связи могут быть образованы с основой при выделении воды. Например, цикл умеренного отверждения (110°C в течение 15 мин) может оставлять силанольные группы, остающиеся в свободной форме, которые, наряду с любой другой органофункциональностью силана, могут связываться с последующим верхним покровным слоем, предоставляя улучшенную адгезию.
В некоторых вариантах осуществления одна или несколько силановых химических композиций связующего агента могут содержать аминовые группы. Опять же без намерения установления связи с теорией, полагают, что эти аминовые группы могут действовать в качестве основного катализатора при гидролизе и соконденсационной полимеризации и улучшать скорость адсорбции силанов, имеющих аминовые группы, поверхности стекла. Это может также создавать высокую величину pH (9,0-10,0) в водном растворе что приводит в определенное состояние поверхность стекла и увеличивает плотность поверхностных силанольных групп. Сильное взаимодействие с водой и протонными растворителями поддерживает растворимость и стабильность химической композиции силана, имеющего аминовые группы, такого как аминопропилсилсесквиоксан (APS).
В типичном варианте осуществления стеклянный корпус 102 может содержать стекло, подвергнутое ионному обмену, и связующий агент может быть силаном. В некоторых вариантах осуществления адгезия гладкого покровного слоя к стеклянному корпусу, подвергнутому ионному обмену, может быть сильнее, чем адгезия гладкого покровного слоя к стеклянному корпусу, не подвергнутому ионному обмену. Полагают, без намерения установления связи с теорией, что любой из нескольких аспектов стекла, подвергнутого ионному обмену, может способствовать связыванию и/или адгезии, по сравнению со стеклом, не подвергнутым ионному обмену. Во-первых, стекло, подвергнутое ионному обмену, может иметь повышенную химическую/гидролитическую стабильность, которая может влиять на стабильность связующего агента и/или его адгезию к поверхности стекла. Стекло, не подвергнутое ионному обмену, обычно имеет более низкую гидролитическую стабильность, и при условиях с высокой влажностью и/или повышенной температурой щелочные металлы могут перемещаться из стеклянного корпуса к границе раздела поверхности стекла и слоя связующего агента (если он присутствует) или даже перемещаться в слой связующего агента, если он присутствует. Если щелочные металлы перемещаются, как описано выше, и имеет место изменение в pH, гидролиз связей Si-O-Si на поверхности раздела стекло/слой связующего агента или в самом слое связующего агента может ослаблять механические свойства связующего агента или его адгезию к стеклу. Во-вторых, когда стекла, подвергнутые ионному обмену, подвергаются воздействию ванн с сильным окислителем, таким как ванны с нитритом калия, при повышенных температурах, таких как от 400°C до 450°C, и извлекаются, органические химические композиции на поверхности стекла удаляются, что делает это особенно хорошо подходящим для силановых связующих агентов без дополнительной очистки. Например, для стекла, не подвергнутого ионному обмену, может потребоваться дополнительная обработка для очистки поверхности, дополнительное время и затраты на процесс.
В типичном варианте осуществления связующий агент может содержать по меньшей мере один силан, содержащий аминовую группу, и полимерная химическая композиция может содержать полиимидную химическую композицию. При обращении теперь к Фиг. 18, без намерения установления связи с теорией, полагают, что взаимодействие между этой аминовой группой и полиаминовой кислотой, являющейся предшественником полиимида протекает в виде ступенчатого процесса. Как показано на Фиг. 18, первой стадией является формирование соли полиаминовой кислоты между карбоксильной группой полиаминовой кислоты и аминовой группой. Второй стадией является термическое преобразование соли в амидную группу. Третьей стадией является дальнейшее преобразование амидной группы в имидную группу при расщеплении полимерной амидной связи. Результатом является ковалентное имидное присоединение укороченной полимерной цепи (полиимидной цепи) к аминовой группе связующего агента, как показано на Фиг. 18.
Примеры
Различные варианты осуществления стеклянных контейнеров с улучшенными свойствами будут далее разъяснены посредством приведенных ниже примеров. Данные примеры являются иллюстративными по своему характеру, и не должны рассматриваться как ограничивающие предмет данного изобретения.
Пример 1
Стеклянные флаконы формировали из стекла Schott Типа IB и композицию стекла идентифицировали как «Пример E» Таблицы 1 заявки на патент США с порядковым №13/660394, зарегистрированной 25 октября 2012 г. и озаглавленной «Glass Compositions with Improved Chemical and Mechanical Durability (Композиции стекла с повышенной химической и механической стойкостью», переуступленной компании Corning, Incorporated (далее в данном документе «Сравнительная композиция стекла»). Флаконы промывали деионизированной водой, сушили азотом и наносили покрытие погружением с применением 0,1% раствора аминопропилсилсесквиоксана (APS). Покровный слой из аминопропилсилсесквиоксана (APS) сушили при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в 0,1%-ный раствор полиаминовой кислоты Novastrat® 800 в смеси 15/85 толуола/DMF (диметилформамида) или в раствор от 0,1% до 1% поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовой кислоты (предшественник Kapton® - поли(4,4'-оксидифенилен-пиромеллитимид) в N-метил-2-пирролидоне (NMP). Покрытые флаконы нагревали до 150°C и выдерживали в течение 20 минут, чтобы испарить растворители. После этого, покровные слои отверждали посредством размещения покрытых флаконов в предварительно нагретой печи при 300°C с выдерживанием в течение 30 минут. После отверждения флаконы покрывали 0,1%-ным раствором Novastrat® 800, не имевшем видимого цвета. Однако флаконы, покрытые раствором поли(пиромеллитовый диангидрид-со-4,4'оксидианилина) имели заметный желтый цвет вследствие толщины покровного слоя. Оба покровных слоя проявляли низкий коэффициент трения в контактных испытаниях «флакон на флаконе».
Пример 2
Стеклянные флаконы, сформированные из стекла Schott Типа IB (после изготовления/в непокрытом состоянии), и флаконы, покрытые гладким покровным слоем, сравнивали, чтобы оценить потерю механической прочности вследствие потертости. Покрытые флаконы изготавливали посредством первоначального упрочнения ионным обменом стеклянных флаконов, изготовленных из Сравнительной композиции стекла. Упрочнение ионным обменом выполняли в ванне 100% KNO3 при 450°C с выдерживанием в течение 8 часов. После этого, флаконы промывали деионизированной водой, сушили азотом и наносили покрытие погружением с применением 0,1% раствора аминопропилсилсесквиоксана (APS) в воде. Покровный слой из аминопропилсилсесквиоксана (APS) сушили при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в 0,1%-ный раствор полиаминовой кислоты Novastrat® 800 в смеси 15/85 толуола/Ν,Ν-диметилформамида (DMF). Покрытые флаконы нагревали до 150°C и выдерживали в течение 20 минут, чтобы испарить растворители. После этого, покровные слои отверждали посредством размещения покрытых флаконов в предварительно нагретой печи при 300°C с выдерживанием в течение 30 минут. Покрытые флаконы затем погружали при 70°C в деионизированную воду на 1 час и нагревали на воздухе при 320°C в течение 2 часов, чтобы моделировать фактические условия обработки.
Неистертые флаконы, сформированные из стекла Schott Типа IB, и неистертые флаконы, сформированные из упрочненной ионным обменом и покрытой Сравнительной композиции стекла испытывали на разрушение при сжатии в горизонтальном направлении (т.е. плиту размещали поверх верхнего конца флакона и плиту размещали под дном флакона, плиты смещали одна к другой, и приложенную нагрузку при разрушении определяли с помощью динамометрического датчика). Фиг. 19 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки в испытании на сжатие в горизонтальном направлении для флаконов, сформированных из Сравнительной композиции стекла, флаконов, сформированных из Сравнительной композиции стекла, в покрытом и истертом состоянии, флаконов, сформированных из стекла Schott Типа IB, и флаконов, сформированных из стекла Schott Типа IB, в истертом состоянии. Нагрузки разрушения неистертых флаконов графически изображены на графиках распределения Вейбулла. Образец флаконов, сформированных из стекла Schott Типа IB, и неистертых флаконов, сформированных из упрочненного ионным обменом и покрытого стекла размещали затем на испытательном стенде с размещением флакона на флаконе в соответствии с Фиг. 9, чтобы подвергнуть флаконы истиранию и определить коэффициент трения между флаконами, когда они были протерты один относительно другого. Нагрузку на флаконы во время испытания прикладывали посредством универсального механического тестера (UMT) и изменяли между 24 Н и 44 Н. Приложенные нагрузки и соответствующий максимальный коэффициент трения представлены в Таблице, приведенной на Фиг. 20. Для непокрытых флаконов максимальный коэффициент трения изменялся от 0,54 до 0,71 (как показано на Фиг. 20 для образцов флаконов «3 и 4» и «7 и 8», соответственно), в то время как для покрытых флаконов максимальный коэффициент трения изменялся от 0,19 до 0,41 (как показано на Фиг. 20 для образцов флаконов «15 и 16» и «12 и 14», соответственно). После этого, испытывали неисцарапанные флаконы в испытании на сжатие в горизонтальном направлении, чтобы оценить потерю механической прочности по сравнению с неистертыми флаконами. Нагрузки разрушения, приложенные к неистертым флаконам, графически изображены на графиках распределения Вейбулла на Фиг. 19.
Как показано на Фиг. 19, непокрытые флаконы имели значительное уменьшение прочности после истирания, в то время как покрытые флаконы имели сравнительно небольшое уменьшение прочности после истирания. На основании этих результатов, полагают, что коэффициент трения между флаконами должен составлять менее чем 0,7 или 0,5, или даже менее чем 0,45 для того, чтобы снижать уменьшение прочности после истирания флакона на флаконе.
Пример 3
В этом примере, несколько порций стеклянных труб испытывали изгибом в четырех точках, чтобы оценить их соответствующие прочности. Первую партию труб, сформированных из сравнительной композиции стекла, испытывали изгибом в четырех точках в состоянии непосредственно после изготовления (непокрытом, не упрочненном ионным обменом). Вторую партию труб, сформированных из сравнительной композиции стекла, испытывали изгибом в четырех точках после упрочнения ионным обменом в ванне 100% KNO3 при 450°C с выдерживанием в течение 8 часов. Третью партию труб, сформированных из сравнительной композиции стекла, испытывали изгибом в четырех точках после упрочнения ионным обменом в ванне 100% KNO3 при 450°C с выдерживанием в течение 8 часов и нанесения покрытия с применением 0,1% аминопропилсилсесквиоксана (APS)/0,1% Novastrat® 800, как описано в Примере 2. Покрытые трубы также погружали при 70°C в деионизированную воду на 1 час и нагревали на воздухе при 320°C в течение 2 часов, чтобы моделировать фактические условия обработки. Эти покрытые трубы также истирали на испытательном стенде с размещением флакона на флаконе, показанном на Фиг. 9, под нагрузкой 30 Н перед испытанием на изгиб. Четвертую партию труб, сформированных из сравнительной композиции стекла, испытывали изгибом в четырех точках после упрочнения ионным обменом в ванне 100% KNO3 при 450°C с выдерживанием в течение 1 часа. Эти непокрытые, упрочненные ионным обменом трубы также истирали на испытательном стенде с размещением флакона на флаконе, показанном на Фиг. 9, под нагрузкой 30 Н перед испытанием на изгиб. Пятую партию труб, сформированных из стекла Schott Типа IB, испытывали изгибанием в четырех точках в состоянии непосредственно после изготовления (непокрытом, не упрочненном ионным обменом). Шестую партию труб, сформированных из стекла Schott Типа IB, испытывали изгибом в четырех точках после упрочнения ионным обменом в ванне 100% KNO3 при 450°C с выдерживанием в течение 1 часа. Результаты испытания графически изображены на графиках распределения Вейбулла, представленных на Фиг. 21.
При обращении к Фиг. 21, вторая партия труб, которые были неистерты и сформированы из сравнительной композиции стекла и упрочнены ионным обменом, противостояла наиболее высокому механическому напряжению перед разрушением. Третья партия труб, которые были покрыты 0,1% аминопропилсилсесквиоксаном (APS)/0,1% Novastrat® 800 перед истиранием, показала небольшое снижение прочности по сравнению с их непокрытыми, неистертыми эквивалентами (т.е. второй партии труб). Однако снижение прочности было сравнительно небольшим, несмотря на то, что они были подвергнуты истиранию после нанесения покровного слоя.
Пример 4
Две группы флаконов приготавливали и пропускали через линию заполнения фармацевтическим продуктом. Клейкую ленту, чувствительную к давлению, (коммерчески доступную от компании FujiFilm) помещали между флаконами, чтобы измерить контактные/ударные усилия между флаконами и между флаконами и оборудованием. Первую группу флаконов формировали из стекла Типа IB и не покрывали. Вторую группу флаконов формировали из сравнительной композиции стекла и покрывали покровным слоем на основе полиимида с низким коэффициентом трения, имеющим коэффициент трения примерно 0,25, как описано выше. Клейкие ленты, чувствительные к давлению, анализировали после того, как флаконы пропускали через линию заполнения фармацевтическим продуктом, и они демонстрировали, что покрытые флаконы второй группы проявляли уменьшение механического напряжения в 2-3 раза по сравнению с непокрытыми флаконами первой группы.
Пример 5
Приготавливали три группы по четыре флакона в каждой. Все флаконы формировали из сравнительной композиции стекла. Первую группу флаконов покрывали покровным слоем из APS/Novastrat® 800, как описано в Примере 2. На вторую группу флаконов наносили покрытие погружением с применением 0,1% DC806A в толуоле. Растворитель испаряли при 50°C и отверждали покровный слой при 300°C в течение 30 мин. Каждую группу флаконов помещали в трубу и нагревали до 320°C в течение 2,5 часа при продувке воздухом, чтобы удалить следовые количества загрязняющих веществ, адсорбированных во флаконах в лабораторной среде. Каждую группу образцов затем нагревали в трубе в течение дополнительных 30 минут и выделившиеся летучие вещества захватывали на ловушке с активированным углем в качестве сорбента. Ловушку нагревали до 350°C в течение 30 минут, чтобы десорбировать любой захваченный материал, который подавали в газовый хроматограф/масс-спектрометр. Фиг. 22 изображает выходные данные газового хроматографа/масс-спектрометра для покровного слоя из APS/Novastrat® 800. Фиг. 23 изображает выходные данные газового хроматографа/масс-спектрометра для покровного слоя из DC806A. Не было обнаружено газовыделение из покровного слоя из 0,1% аминопропилсилсесквиоксана (APS)/0,1% Novastrat® 800 или покровного слоя из DC806A.
Группу из четырех флаконов покрывали связующим слоем при применении раствора 0,5%/0,5% GAPS/APhTMS (3-аминопропилтриметоксисилан/аминофенилтриметоксисилан) в смеси метанол/вода. Каждый флакон имел площадь покрытой поверхности примерно 18,3 см2. Растворителю предоставляли возможность испарения при 120°C в течение 15 мин от покрытых флаконов. Затем 0,5%-ный раствор Novastrat® 800 в диметилацетамиде наносили на образцы. Растворитель испаряли при 150°C в течение 20 мин. Эти флаконы, не подвергнутые отверждению, подвергали испытанию на газовыделение, описанному выше. Флаконы нагревали до 320°C в потоке воздуха (100 мл/мин) и по достижении 320°C выделенные газообразные летучие вещества захватывали на ловушках с активированным углем в качестве сорбента каждые 15 мин. Ловушки затем нагревали до 350°C в течение 30 минут, чтобы десорбировать любой захваченный материал, который подавали в газовый хроматограф/масс-спектрометр. Таблица 3 показывает количество захваченных материалов материалы на протяжении сегментов времени, на протяжении которых образцы поддерживали при 320°C. Начало отсчета времени (нулевой момент времени) соответствует моменту времени, когда образец только что достиг температуры 320°C. Как видно из Таблицы 3, после 30 мин нагревания количество летучих веществ уменьшается ниже предела обнаружения прибором, равного 100 нг. Таблица 3 также предоставляет потерю летучих веществ на квадратный см покрытой поверхности.
Таблица 3. Летучие вещества в расчете на флакон и на покрытую площадь.
Пример 6
Несколько флаконов приготавливали с различными покровными слоями на основе силиконовой смолы или полиимидов со связующими агентами или без них. Когда использовали связующие агенты, данные связующие агенты включали аминопропилсилсесквиоксан (APS) и 3-аминопропилтриметоксисилан (GAPS), который является предшественником аминопропилсилсесквиоксана (APS). Внешний покровный слой приготавливали из Novastrat® 800, поли(пиромеллитовый диангидрид-со-4,4'-оксидианилина), описанного выше, или силиконовых смол, таких как DC806A и DC255. Покровные слои из аминопропилсилсесквиоксана (APS)/поли(4,4'-оксидифенилен-пиромеллитимида) приготавливали при применении 0,1%-ного раствора аминопропилсилсесквиоксана (APS) и 0,1%-ного, 0,5%-ного или 1,0%-ного растворов поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовой кислоты (предшественник Kapton® - поли(4,4'-оксидифенилен-пиромеллитимид) в N-метил-2-пирролидоне (NMP). Покровные слои из поли(4,4'-оксидифенилен-пиромеллитимида) также наносили без связующего агента при применении 1,0%-ного раствора поли(пиромеллитовый диангидрид-со-4,4'оксидианилина) в NMP. Покровные слои из APS/Novastrat® 800 приготавливали при применении 0,1%-ного раствора аминопропилсилсесквиоксана (APS) и 0,1%-ного раствора полиаминовой кислоты Novastrat® 800 в растворе 15/85 толуола/Ν,Ν-диметилформамида (DMF). Покровные слои из DC255 наносили непосредственно на стекло без связующего агента при применении 1,0%-ного раствора DC255 в толуоле. Покровные слои из APS/DC806A приготавливали посредством нанесения вначале 0,1%-ного раствора аминопропилсилсесквиоксана (APS) в воде и затем 0,1%-ного раствора или 0,5%-ного раствора DC806A в толуоле. Покровные слои из GAPS/DC806A наносили при применении 1,0%-ного раствора 3-аминопропилтриметоксисилана (GAPS) в растворе 95 масс. % этанола в воде в качестве связующего агента и затем 1,0%-ного раствора DC806A в толуоле. Связующие агенты и покровные слои наносили при применении методов нанесения покрытия погружением, как описано в данном документе, при том, что связующие агенты термообрабатывали после нанесения и покровные слои из силиконовой смолы и полиимида сушили и отверждали после нанесения. Толщины покровных слоев оценивали на основании концентраций использованных растворов. Таблица, содержащаяся на Фиг. 24, представляет перечень составов различных покровных слоев, рассчитанные толщины покровных слоев и условия испытания.
После этого, некоторые из флаконов перемешивали во вращающемся барабане, чтобы моделировать повреждение покровного слоя, а другие подвергали истиранию потертость при нагрузках 30 Н и 50 Н на испытательном стенде с размещением флакона на флаконе, изображенном на Фиг. 9. После этого, все флаконы подвергали лиофилизации (процессу сушки вымораживанием), при этом флаконы заполняли 0,5 мл раствора хлорида натрия и затем замораживали при -100°C. Лиофилизацию затем выполняли в течение 20 часов при -15°C под вакуумом. Флаконы обследовали с помощью оптического оборудования для контроля качества и под микроскопом. Не было обнаружено повреждения покровных слоев вследствие лиофилизации.
Пример 7
Три группы из шести флаконов приготавливали, чтобы оценить влияние увеличения нагрузки на коэффициент трения для непокрытых флаконов и флаконов, покрытых силиконовой смолой Dow Corning DC255. Первую группу флаконов формировали из стекла Типа IB и оставляли непокрытой. Вторую группу флаконов формировали из сравнительной композиции стекла и покрывали 1%-ным раствором DC255 в толуоле и отверждали при 300°C в течение 30 мин. Третью группу флаконов формировали из стекла Schott Типа IB и покрывали 1%-ным раствором DC255 в толуоле. Флаконы каждой группы размещали на испытательном стенде с размещением флакона на флаконе, изображенном на Фиг. 9, и коэффициент трения по отношению к аналогичным образом покрытому флакону измеряли во время истирания при статических нагрузках 10 Н, 30 Н, и 50 Н. Результаты в графическом виде представлены на фиг. 25. Как показано на Фиг. 25, покрытые флаконы проявляли существенно более низкие коэффициенты трения по сравнению с непокрытыми флаконами при истирании при тех же самых условиях, независимо от композиции стекла.
Пример 8
Три группы из двух стеклянных флаконов приготавливали с покровным слоем из APS/поли(4,4'-оксидифенилен-пиромеллитимида). Вначале, каждый из флаконов покрывали погружением в 0,1%-ный раствор аминопропилсилсесквиоксана (APS). Покровный слой из аминопропилсилсесквиоксана (APS) сушили при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в 0,1%-ный раствор поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовой кислоты (предшественник Kapton® - поли(4,4'-оксидифенилен-пиромеллитимид) в N-метил-2-пирролидоне (NMP). После этого, покровные слои отверждали посредством размещения покрытых флаконов в предварительно нагретой печи при 300°C с выдерживанием в течение 30 минут.
Два флакона размещали на испытательном стенде с размещением флакона на флаконе, изображенном на Фиг. 9, и истирали под нагрузкой 10 Н. Процедуру истирания повторяли еще 4 раза на одном и том же участке, и коэффициент трения определяли для каждого истирания. Флаконы протирали между истираниями, и начальную точку каждого истирания располагали на ранее не истертом участке. Однако каждое истирание проводили поверх одного и того же «следа». Такую же процедуру повторяли для нагрузок 30 Н и 50 Н. Коэффициенты трения для каждого истирания (т.е. A1-A5) графически изображены на Фиг. 26 для каждой нагрузки. Как показано на Фиг. 26, коэффициент трения флаконов, покрытых аминопропилсилсесквиоксаном (APS)/поли(4,4'-оксидифенилен-пиромеллитимидом), составлял обычно менее чем 0,30 для всех истираний при всех нагрузках. Примеры демонстрируют улучшенную устойчивость к истиранию полиимидного покровного слоя при нанесении на поверхность стекла, обработанную связующим агентом.
Пример 9
Три группы из двух стеклянных флаконов приготавливали с покровным слоем из аминопропилсилсесквиоксана (APS). Каждый из флаконов покрывали погружением в 0,1%-ный раствор аминопропилсилсесквиоксана (APS) и нагревали при 100°C в конвекционной печи в течение 15 минут. Два флакона размещали на испытательном стенде с размещением флакона на флаконе, изображенном на Фиг. 9, и истирали под нагрузкой 10 Н. Процедуру истирания повторяли еще 4 раза на одном и том же участке, и коэффициент трения определяли для каждого истирания. Флаконы протирали между истираниями, и начальную точку каждого истирания располагали на ранее не истертом участке. Однако каждое истирание проводили поверх одного и того же «следа». Такую же процедуру повторяли для нагрузок 30 Н и 50 Н. Коэффициенты трения для каждого истирания (т.е. A1-A5) графически изображены на Фиг. 27 для каждой нагрузки. Как показано на Фиг. 27, коэффициент трения флаконов, покрытых лишь аминопропилсилсесквиоксаном (APS), обычно составляет более чем 0,3 и часто достигает 0,6 или даже более.
Пример 10
Три группы из двух стеклянных флаконов приготавливали с покровным слоем из APS/поли(4,4'-оксидифенилен-пиромеллитимида). Каждый из флаконов покрывали погружением в 0,1%-ный раствор аминопропилсилсесквиоксана (APS). Покровный слой из аминопропилсилсесквиоксана (APS) нагревали при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в 0,1%-ный раствор поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовой кислоты (предшественник Kapton® - поли(4,4'-оксидифенилен-пиромеллитимид) в N-метил-2-пирролидоне (NMP). После этого, покровные слои отверждали посредством размещения покрытых флаконов в предварительно нагретой печи при 300°C с выдерживанием в течение 30 минут. Покрытые флаконы затем депирогенизировали (нагревали) при 300°C в течение 12 часов.
Два флакона размещали на испытательном стенде с размещением флакона на флаконе, изображенном на Фиг. 9, и истирали под нагрузкой 10 Н. Процедуру истирания повторяли еще 4 раза на одном и том же участке, и коэффициент трения определяли для каждого истирания. Флаконы протирали между истираниями, и начальную точку каждого истирания располагали на ранее истертом участке, и каждое истирание выполняли поверх одного и того же «следа». Такую же процедуру повторяли для нагрузок 30 Н и 50 Н. Коэффициенты трения для каждого истирания (т.е. A1-A5) графически изображены на Фиг. 28 для каждой нагрузки. Как показано на Фиг. 28, коэффициенты трения флаконов, покрытых аминопропилсилсесквиоксаном (APS)/поли(4,4'-оксидифенилен-пиромеллитимидом), были обычно постоянными и составляли приблизительно 0,20 или менее для потертостей, образованных при нагрузках 10 Н и 30 Н. Однако, когда приложенную нагрузку увеличивали до 50 Н, коэффициент трения увеличивался для каждого последующего истирания, при пятом истирании, имеющем коэффициент трения несколько менее чем 0,40.
Пример 11
Три группы из двух стеклянных флаконов приготавливали с покровным слоем из аминопропилсилсесквиоксана (APS). Каждый из флаконов покрывали погружением в 0,1%-ный раствор аминопропилсилсесквиоксана (APS) и нагревали при 100°C в конвекционной печи в течение 15 минут. Покрытые флаконы затем депирогенизировали (нагревали) при 300°C в течение 12 часов. Два флакона размещали на испытательном стенде с размещением флакона на флаконе, изображенном на Фиг. 9, и истирали под нагрузкой 10 Н. Процедуру истирания повторяли еще 4 раза на одном и том же участке, и коэффициент трения определяли для каждого истирания. Флаконы протирали между истираниями, и начальную точку каждого истирания располагали на ранее истертом участке, и каждое истирание выполняли поверх одного и того же «следа». Такую же процедуру повторяли для нагрузок 30 Н и 50 Н. Коэффициенты трения для каждого истирания (т.е. A1-A5) графически изображены на Фиг. 29 для каждой нагрузки. Как показано на Фиг. 29, коэффициенты трения флаконов, покрытых аминопропилсилсесквиоксаном (APS), депирогенизированных в течение 12 часов, были значительно выше, чем для флаконов, покрытых аминопропилсилсесквиоксаном (APS), показанных на Фиг. 27, и были сходны с коэффициентами трения, проявленными непокрытыми стеклянными флаконами, указывая на то, что флаконы могут претерпевать значительную потерю механической прочности вследствие истирания.
Пример 12
Три группы из двух стеклянных флаконов, сформированных из стекла Schott Типа IB, приготавливали с покровным слоем из поли(4,4'-оксидифенилен-пиромеллитимида). Флаконы погружали в 0,1%-ный раствор поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовой кислоты (предшественник Kapton® - поли(4,4'-оксидифенилен-пиромеллитимид) в N-метил-2-пирролидоне (NMP). После этого, покровные слои сушили при 150°C в течение 20 мин и затем отверждали посредством размещения покрытых флаконов в предварительно нагретой печи при 300°C с выдерживанием в течение 30 минут.
Два флакона размещали на испытательном стенде с размещением флакона на флаконе, изображенном на Фиг. 9, и истирали под нагрузкой 10 Н. Процедуру истирания повторяли еще 4 раза на одном и том же участке, и коэффициент трения определяли для каждого истирания. Флаконы протирали между истираниями, и начальную точку каждого истирания располагали на ранее не истертом участке. Однако каждое истирание проводили поверх одного и того же «следа». Такую же процедуру повторяли для нагрузок 30 Н и 50 Н. Коэффициенты трения для каждого истирания (т.е. A1-A5) графически изображены на Фиг. 30 для каждой нагрузки. Как показано на Фиг. 30, коэффициенты трения флаконов, покрытых поли(4,4'-оксидифенилен-пиромеллитимидом), обычно увеличены после первого истирания, демонстрируя слабую устойчивость к истиранию полиимидного покровного слоя, нанесенного на стекло без связующего агента.
Пример 13
Флаконы, покрытые APS/Novastrat® 800, Примера 6 испытывали в отношении их коэффициента трения после лиофилизации при применении испытательного стенда с размещением флакона на флаконе, показанном на Фиг. 9, под нагрузкой 30 Н. Увеличение в коэффициенте трения не было обнаружено после лиофилизации. Фиг. 31 содержит Таблицы, показывающие коэффициент трения для флаконов, покрытых APS/Novastrat® 800, перед лиофилизацией и после нее.
Пример 14
Флаконы из сравнительной композиции стекла подвергали ионному обмену и покрывали, как описано в Примере 2. Покрытые флаконы подвергали автоклавной обработке при применении следующего протокола: продувка паром в течение 10 минут при 100°C, с последующим выдерживанием в течение 20 минут, когда покрытый стеклянный контейнер 100 подвергают воздействию окружающей среды при 121°C, с последующей обработкой в течение 30 минут при 121°C. Коэффициент трения для флаконов, подвергнутых автоклавной обработке и не подвергнутых автоклавной обработке, измеряли при применении испытательного стенда с размещением флакона на флаконе, показанном на Фиг. 9, под нагрузкой 30 Н. Фиг. 32 показывает коэффициент трения для флаконов, покрытых APS/Novastrat® 800, перед автоклавной обработкой и после нее. Увеличение в коэффициенте трения не было обнаружено после автоклавной обработки.
Пример 15
Три группы флаконов покрывали связующим слоем APS/APhTMS (соотношение 1:8) и внешним слоем, состоящим из полиимида Novastrat® 800, нанесенного в виде раствора полиаминовой кислоты в диметилацетамиде и имидизированного при 300°C. Одну группу депирогенизировали в течение 12 часов при 320°C. Вторую группу депирогенизировали в течение 12 часов при 320°C и затем подвергали автоклавной обработке в течение 1 часа при 121°C. Третью группу флаконов оставляли непокрытой. Каждую группу флаконов затем подвергали испытанию при размещении флакона на флаконе под нагрузкой 30 Н. Коэффициент трения для каждой группы флаконов представлен на Фиг. 33. Фотографии поверхности флакона, показывающие повреждение (или отсутствие повреждения), которому подвергся каждый флакон, также представлены на Фиг. 33. Как показано на Фиг. 33, непокрытые флаконы обычно имели коэффициент трения более чем примерно 0,7. Непокрытые флаконы также претерпевали визуально различимое повреждение в процессе испытания. Однако покрытые флаконы имели коэффициент трения менее чем 0,45 без какого-либо визуально различимого поверхностного повреждения.
Покрытые флаконы также подвергали депирогенизации, как описано выше, условиям автоклавной обработки, или одной и другой. Фиг. 34 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки при испытании на сжатие в горизонтальном направлении для флаконов. Отсутствовало статистически значимое различие между депирогенизированными флаконами и депирогенизированными и подвергнутыми автоклавной обработке флаконами.
Пример 16
Флаконы, сформированные из стекла Типа IB, подвергнутого ионному обмену, приготавливали с гладкими покровными слоями, имеющими разные соотношения силанов. При обращении теперь к Фиг. 35, флаконы приготавливали с применением трех разных композиций покровного слоя, чтобы оценить влияние разных соотношений силанов на коэффициент трения нанесенного покровного слоя. Первая композиция покровного слоя включала слой связующего агента, имеющий отношение 1:1 для 3-аминопропилтриметоксисилана (GAPS) к аминофенилтриметилоксисилану (APhTMS), и внешний покровный слой, который состоял из 1,0% полиимида Novastrat® 800. Вторая композиция покровного слоя включала слой связующего агента, имеющий отношение 1:0,5 для GAPS к APhTMS, и внешний покровный слой, который состоял из 1,0% полиимида Novastrat® 800. Третья композиция покровного слоя включала слой связующего агента, имеющий отношение 1:0,2 для GAPS к APhTMS, и внешний покровный слой, который состоял из 1,0% полиимида Novastrat® 800. Все флаконы депирогенизировали в течение 12 часов при 320°C. После этого флаконы подвергали испытанию на трение при размещении флакона на флаконе при нагрузках 20 Н и 30 Н. Среднее приложенное нормальное усилие, коэффициент трения и максимальна сила трения (Fx) для каждого флакона представлены на Фиг. 35. Как показано на Фиг. 35, уменьшение количества ароматического силана (т.е. аминофенилтриметилоксисилан) увеличивает коэффициент трения между флаконами, а также силу трения, которой подвергались флаконы.
Пример 17
Флаконы, сформированные из стекла Типа IB, подвергнутого ионному обмену, приготавливали с гладкими покровными слоями, имеющими разные соотношения силанов.
Образцы приготавливали с применением композиции, которая включала слой связующего агента, сформированный из 0,125% аминопропилсилсесквиоксана (APS) и 1,0% аминофенилтриметилоксисилана (APhTMS), имеющий отношение APS/APhTMS, составляющее 1:8, и внешний покровный слой, сформированный из 0,1% полиимида Novastrat® 800. Термостабильность нанесенного покровного слоя оценивали посредством определения коэффициента трения и силы трения флаконов перед депирогенизацией и после нее. А именно, покрытые флаконы подвергали испытанию на трение при размещении флакона на флаконе под нагрузкой 30 Н. Коэффициент трения и силу трения измеряли и наносили на график, представленный на Фиг. 36, в зависимости от времени. Вторую группу флаконов депирогенизировали в течение 12 часов при 320°C и подвергали такому же испытанию на трение при размещении флакона на флаконе под нагрузкой 30 Н. Коэффициент трения оставался одним и тем же, как перед депирогенизацией, так и после нее, указывая на то, что покровные слои были термически стабильными и защищали поверхность стекла от фрикционного повреждения поверхности. Также представлена фотография контактного участка стекла.
Образцы приготавливали с применением композиции, которая включала слой связующего агента, сформированный из 0,0625% аминопропилсилсесквиоксана (APS) и 0,5% аминофенилтриметилоксисилана (APhTMS), имеющий отношение APS/APhTMS, составляющее 1:8, и внешний покровный слой, сформированный из 0,05% полиимида Novastrat® 800. Термостабильность нанесенного покровного слоя оценивали посредством определения коэффициента трения и силы трения флаконов перед депирогенизацией и после нее. А именно, покрытые флаконы подвергали испытанию на трение при размещении флакона на флаконе под нагрузкой 30 Н. Коэффициент трения и силу трения измеряли и наносили на график, представленный на Фиг. 37, в зависимости от времени/расстояния. Вторую группу флаконов депирогенизировали в течение 12 часов при 320°C и подвергали такому же испытанию на трение при размещении флакона на флаконе под нагрузкой 30 Н. Коэффициент трения оставался одним и тем же, как перед депирогенизацией, так и после нее, указывая на то, что покровные слои были термически стабильными. Также представлена фотография контактного участка стекла.
Фиг. 38 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки при испытании на сжатие в горизонтальном направлении для флаконов с гладкими покровными слоями, сформированными из 0,125% аминопропилсилсесквиоксана (APS) и 1,0% аминофенилтриметилоксисилана (APhTMS), и внешним покровным слоем, сформированным из 0,1% полиимида Novastrat® 800, (представлены как «260» на Фиг. 38), и сформированными из 0,0625% APS и 0,5% APhTMS и внешним покровным слоем, сформированным из 0,05% полиимида Novastrat® 800, (представлены как «280» на Фиг. 38). Данные показывают, что нагрузка разрушения остается неизмененной по сравнению с непокрытыми неисцарапанными образцами для покрытых, депирогенизированных и истертых образцов, демонстрируя защиту стекла от повреждения посредством нанесения покровного слоя.
Флаконы приготавливали с гладкими покровными слоями при применении гидролизата 3-аминопропилтриметоксисилана (GAPS). Образцы приготавливали с применением композиции, которая включала слой связующего агента, сформированный из 0,5% Dynasylan® Hydrosil 1151 (гидролизата 3-аминопропилтриметоксисилана) и 0,5% аминофенилтриметилоксисилана (APhTMS), имеющий отношение APS/APhTMS, составляющее 1:1, и внешний покровный слой, сформированный из 0,05% полиимида Novastrat® 800. Характеристики покровного слоя оценивали посредством определения коэффициента трения и силы трения флаконов перед депирогенизацией и после нее. А именно, флаконы из стекла Типа IB, которые были упрочнены ионным обменом (100% KNO3 при 450°C, 8 ч) подвергали испытанию на трение при размещении флакона на флаконе под нагрузкой 30 Н. Коэффициент трения и силу трения измеряли и наносили на график, представленный на Фиг. 39, в зависимости от времени/расстояния. Вторую группу флаконов депирогенизировали в течение 12 часов при 320°C и подвергали такому же испытанию на трение при размещении флакона на флаконе под нагрузкой 30 Н. Коэффициент трения оставался одним и тем же, как перед депирогенизацией, так и после нее, указывая на то, что покровные слои были термически стабильными. Также представлена фотография контактного участка стекла. Это указывает на то, что гидролизаты аминосиланов также применимы в составах покровного слоя.
Термостабильность нанесенного покровного слоя также оценивали для ряда условий депирогенизации. А именно, флаконы из стекла Типа IB, подвергнутого ионному обмену, приготавливали с применением композиции, которая включала слой связующего агента, имеющий отношение 1:1 3-аминопропилтриметоксисилана (GAPS) (0,5%) к аминофенилтриметилоксисилану (APhTMS) (0,5%), и внешний покровный слой, который состоял из 0,5% полиимида Novastrat® 800. Флаконы покрывали погружением в раствор при применении автоматизированного аппарата для нанесения покрытий методом погружения со скоростью извлечения 2 мм/с. Образцы флаконов подвергали одному из следующих циклов депирогенизации: 12 часов при 320°C; 24 часа при 320°C; 12 часов при 360°C; или 24 часа при 360°C. Коэффициент трения и силу трения затем измеряли при применении испытания на трение при размещении флакона на флаконе и наносили на график в зависимости от времени для каждого условия депирогенизации, как показано на Фиг. 40. Как показано на Фиг. 40, коэффициент трения флаконов не изменялся с изменением условий депирогенизации, указывая, что покровный слой являлся термически стабильным. Фиг. 41 графически изображает коэффициент трения после изменения времени термообработки при 360°C и 320°C.
Пример 18
Флаконы покрывали, как описано в Примере 2, покровным слоем APS/Novastrat 800. Пропускание света покрытыми флаконами, а также непокрытыми флаконами измеряли в интервале длин волн 400-700 нм при применении спектрофотометра. Измерения выполняют таким образом, что луч света направляют перпендикулярно стенке контейнера, так что луч проходит через гладкий покровный слой дважды, вначале при входе в контейнер и затем при выходе из него. Фиг. 11 графически изображает данные о светопропускании флаконов с покрытием и без покрытия, измеренных в видимой области спектра от 400 до 700 нм. Линия 440 представляет непокрытый стеклянный контейнер, и линия 442 представляет покрытый стеклянный контейнер.
Пример 19
Флаконы покрывали связующим агентом из смеси 0,25% 3-аминопропилтриметоксисилана (GAPS)/0,25% аминофенилтриметилоксисилана (APhTMS) и 1,0% полиимидом Novastrat® 800 и испытывали на пропускание света перед депирогенизацией при 320°C в течение 12 часов и после нее. Также испытывали непокрытый флакон. Результаты представлены на Фиг. 42.
Пример 20
Для того, чтобы улучшить равномерность полиимидного покровного слоя, полиаминовую кислоту Novastrat® 800 преобразовывали в соль полиаминовой кислоты и растворяли в метаноле, значительно быстрее испаряющемся растворителе по сравнению с диметилацетамидом, посредством добавления 4 г триэтиламина к 1 л метанола и последующего добавления полиаминовой кислоты Novastrat® 800, чтобы образовать 0,1%-ный раствор. При этом может быть получена соль поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)аминовой кислоты, растворимая в метаноле.
Покрытие на флаконах из стекла Типа IB, подвергнутых ионному обмену, формировали из 1,0% 3-аминопропилтриметоксисилан (GAPS)/0,25% аминофенилтриметилоксисилана (APhTMS) в смеси метанол/вода и 0,1% соли полиаминовой кислоты Novastrat® 800 в метаноле. Покрытые флаконы депирогенизировали в течение 12 ч при 360°C и недепирогенизированные и депирогенизированные образцы подвергали истиранию на испытательном стенде с размещением флакона на флаконе при нормальных нагрузках 10, 20 и 30 Н. Повреждения стекла не наблюдали при нормальных усилиях 10 Н, 20 Н и 30 Н. Фиг. 43 показывает коэффициент трения, приложенное усилие и силу трения для образцов после термообработки при 360°C в течение 12 часов. Фиг. 44 графически изображает вероятность возникновения повреждения в зависимости от приложенной нагрузки при испытании на сжатие в горизонтальном направлении для образцов. Статистически ряды образцов при 10 Н, 20 Н и 30 Н были неотличимы друг от друга. Образцы, разрушаемые при низкой нагрузке, разламывались от источников, расположенных в стороне от царапины.
Толщина покровных слоев, оцененная при применении эллипсометрии и сканирующей электронной микроскопии (SEM), показана Фиг. 45-47, соответственно. Образцы для измерений толщины покровного слоя изготавливали при применении кремниевой пластины (эллипсометрия) и предметных стекол (SEM). Данные методы показывают толщины, варьирующиеся от 55 до 180 нм для связующего слоя и 35 нм для соли полиаминовой кислота Novastrat® 800.
Пример 21
Пластины из Si, очищенные плазмой, покрывали погружением при применении раствора 0,5% 3-аминопропилтриметоксисилана (GAPS)/0,5% аминофенилтриметилоксисилана (APhTMS) в смеси 75/25 (объем/объем) метанол/вода. Покровный слой нагревали при 120°C в течение 15 минут. Толщину покровного слоя определяли при применении эллипсометрии. Приготавливали три образца, и они имели толщины 92,1 нм, 151,7 нм и 110,2 нм, соответственно, при среднеквадратичном отклонении 30,6 нм.
Предметные стекла покрывали погружением и испытывали с помощью сканирующего электронного микроскопа. Фиг. 45 показывает изображение, полученное сканирующей электронной микроскопией (SEM), предметного стекла, покрытого погружением в раствор материалов покровного слоя из 1,0% 3-аминопропилтриметоксисилана (GAPS), 1,0% аминофенилтриметилоксисилана (APhTMS) и 0,3% 1-метил-2-пирролидинона (NMP) в смеси 75/25 метанол/вода при скорости извлечения 8 мм/с с последующим отверждением при 150°C в течение 15 минут. Покровный слой характеризовался толщиной примерно 93 нм. Фиг. 46 показывает изображение, полученное сканирующей электронной микроскопией (SEM), предметного стекла, покрытого погружением в раствор материалов покровного слоя из 1,0% 3-аминопропилтриметоксисилана (GAPS), 1,0% аминофенилтриметилоксисилана (APhTMS) и 0,3% 1-метил-2-пирролидинона (NMP) в смеси 75/25 метанол/вода при скорости извлечения 4 мм/с с последующим отверждением при 150°C в течение 15 минут. Покровный слой характеризовался толщиной примерно 55 нм. Фиг. 47 показывает изображение, полученное сканирующей электронной микроскопией (SEM), предметного стекла, покрытого погружением в раствор покровного слоя с 0,5% Novastrat® 800 при скорости извлечения 2 мм/с с последующими отверждением при 150°C в течение 15 минут и термообработкой при 320°C в течение 30 минут. Покровный слой характеризовался толщиной примерно 35 нм.
Сравнительный пример А
Стеклянные флаконы, сформированные из стекла Типа IB, покрывали разбавленным покровным слоем водной эмульсии Bayer Silicone из Baysilone M, с содержанием твердого вещества примерно 1-2%. Флаконы обрабатывали при 150°C в течение 2 часов, чтобы удалить воду с поверхности, оставляя полидиметилсилоксановый покровный слой на внешней поверхности стекла. Номинальная толщина покровного слоя составляла примерно 200 нм. Первую группу флаконов поддерживали в необработанном состоянии (т.е. «флаконы в состоянии после нанесения покрытия»). Вторую группу обрабатывали при 280°C в течение 30 минут (т.е. «обработанные флаконы»). Некоторые из флаконов из каждой группы первоначально подвергали механическому испытанию посредством нанесения царапины с помощью линейно увеличивающейся нагрузки от 0 до 48 Н и при длине приблизительно 20 мм при применении трибометра UMT-2 и испытательного стенда с размещением флакона на флаконе. Царапины оценивали в отношении коэффициента трения и морфологии, чтобы определить, повредила ли процедура царапания стекло, или покровный слой защитил стекло от повреждения царапанием.
Фиг. 48 представляет собой график, показывающий коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для флаконов в состоянии после нанесения покрытия. Как графически изображено на Фиг. 48, флаконы в состоянии после нанесения покрытия проявляли коэффициент трения приблизительно 0,03 вплоть до нагрузок примерно 30 Н. Данные показывают, что ниже приблизительно 30 Н коэффициент трения (COF) составляет всегда менее 0,1. Однако при нормальных усилиях более чем 30 Н, покровный слой начинал повреждаться, как видно из наличия сетки волосных поверхностных трещин стекла вдоль длины царапины. Сетка волосных поверхностных трещин стекла указывает на повреждение поверхности стекла и увеличенной склонности стекла к разрушению вследствие повреждения.
Фиг. 49 представляет собой график, показывающий коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для обработанных флаконов. Для обработанных флаконов коэффициент трения оставался низким до тех пор, пока приложенная нагрузка не достигала величины приблизительно 5 Н. В этой точке покровный слой начинал разрушаться, и поверхность стекла была существенно повреждена, как видно из увеличенного количества волосных поверхностных трещин стекла, которые возникают при увеличении нагрузке. Коэффициент трения обработанных флаконов возрастал до примерно 0,5. Однако покровный слой был не в состоянии защищать поверхность стекла при нагрузках 30 Н после подвергания термическому воздействию, и это указывало на то, что покровный слой не являлся термически стабильным.
Флаконы затем испытывали посредством приложения статических нагрузок 30 Н на протяжении всей длины царапины 20 мм. Десять образцов флаконов в состоянии после нанесения покрытия и десять образцов обработанных флаконов испытывали на сжатие в горизонтальном направлении посредством приложения статической нагрузки 30 Н на протяжении всей длины царапины 20 мм. Ни один из образцов в состоянии после нанесения покрытия не повреждался при царапании, в то время как 6 из 10 обработанных флаконов повреждались при царапании, и это указывало на то, что обработанные флаконы имели более низкую остаточную прочность.
Сравнительный пример B
Раствор Wacker Silres MP50 (серия #60078465, партия #EB21192) разбавляли до 2% и наносили на флаконы, сформированные из сравнительной композиции стекла. Флаконы первоначально очищали применением плазмы в течение 10 секунд перед нанесением покрытия. Флаконы сушили при 315°C в течение 15 минут, чтобы удалить воду из покровного слоя. Первую группу флаконов сохраняли в состоянии «после нанесения покрытия». Вторую группу флаконов обрабатывали в течение 30 минут при температурах в интервале от 250°C до 320°C (т.е. «обработанные флаконы»). Некоторые из флаконов из каждой группы первоначально подвергали механическому испытанию посредством нанесения царапины с помощью линейно увеличивающейся нагрузки от 0 до 48 Н и при длине приблизительно 20 мм при применении трибометра UMT-2. Царапины оценивали в отношении коэффициента трения и морфологии, чтобы определить, повредила ли процедура царапания стекло, или покровный слой защитил стекло от повреждения царапанием.
Фиг. 50 представляет собой график, показывающий коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для флаконов в состоянии после нанесения покрытия.
Фиг. 51 представляет собой график, показывающий коэффициент трения, проникновение царапины, приложенное нормальное усилие и силу трения (ординаты) в зависимости от длины нанесенной царапины (абсцисса) для флаконов, обработанных при 280°C. Обработанные флаконы проявляли значительное повреждение поверхности стекла при приложенных нагрузках более чем примерно 20 Н. Также было определено, что пороговое значение нагрузки для повреждения стекла уменьшался с увеличением температур подвергания термическому воздействию, и это указывало на то, что покровные слои деградировали с увеличением температуры (т.е. покровный слой не являлся термически стабильным). Образцы, обработанные при температурах ниже чем 280°C, проявляли повреждение стекла при нагрузках выше 30 Н.
Сравнительный пример C
Флаконы, сформированные из сравнительной композиции стекла, обрабатывали с помощью Evonik Silikophen P 40/W, разбавленного до содержания 2% твердого вещества в воде. Образцы затем сушили при 150°C в течение 15 минут и затем отверждали при 315°C в течение 15 минут. Первую группу флаконов сохраняли в состоянии «после нанесения покрытия». Вторую группу флаконов обрабатывали в течение 30 минут при температуре 260°C (т.е. «флаконы, обработанные при 260°C»). Третью группу флаконов обрабатывали в течение 30 минут при температуре 280°C (т.е. «флаконы, обработанные при 280°C»). Флаконы подвергали царапанию при статической нагрузке 30 Н при применении испытательного стенда, изображенного на Фиг. 9. Флаконы затем испытывали на сжатие в горизонтальном направлении. Флаконы, обработанные при 260°C, и флаконы, обработанные при 280°C, разрушались при сжатии, в то время как 2 из 16 флаконов в состоянии после нанесения покрытия повреждались при царапании. Это означает, что покровный слой деградировал при подвергании воздействию повышенных температур, и вследствие этого покровный слой не защищал адекватным образом поверхность от нагрузки 30 Н.
Следует теперь понимать, что стеклянные контейнеры, описанные в данном документе, имеют по меньшей мере два эксплуатационных свойства, выбранных из устойчивости к отслаиванию, улучшенной прочности и увеличенной устойчивости к повреждению. Например, стеклянные контейнеры могут обладать комбинацией устойчивости к отслаиванию и улучшенной прочности; улучшенной прочности и увеличенной устойчивости к повреждению; или устойчивости к отслаиванию и увеличенной устойчивости к повреждению.
Например, в одном варианте осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может иметь коэффициент отслаивания менее чем или равный 10. Корпус может также иметь напряженный сжатый слой, простирающийся от внешней поверхности корпуса в направлении толщины стенки. Напряженный сжатый слой может иметь поверхностное сжимающее напряжение более чем или равное 150 МПа.
В другом варианте осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. В этом варианте осуществления корпус может быть сформирован из композиции стекла Типа IB. Корпус может также иметь напряженный сжатый слой, простирающийся от внешней поверхности корпуса в направлении толщины стенки. Напряженный сжатый слой может иметь поверхностное сжимающее напряжение более чем или равное 150 МПа. Барьерный покровный слой может быть размещен на внутренней поверхности корпуса таким образом, что состав, содержащийся в стеклянном контейнере, контактирует с барьерным покровным слоем и не контактирует с внутренней поверхностью корпуса, посредством чего предотвращается отслаивание.
В качестве альтернативы, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине от внешней поверхности к внутренней поверхности. Корпус может быть сформирован из композиции стекла, которая по существу не содержит бора и соединений, содержащих бор. Корпус может также иметь напряженный сжатый слой, который простирается от внешней поверхности корпуса в направлении толщины стенки. Напряженный сжатый слой может иметь поверхностное сжимающее напряжение более чем или равное 150 МПа.
В еще одном варианте осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может быть сформирован из композиции стекла Типа IB при условиях обработки, которые сдерживают испарение летучих веществ в композиции стекла. Корпус может также включать напряженный сжатый слой, простирающийся от внешней поверхности корпуса в направлении толщины стенки. Напряженный сжатый слой имеет поверхностное сжимающее напряжение более чем или равное 150 МПа.
В еще одном варианте осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может являться корпусом, сформованным в форме, содержащим композицию стекла Типа IB. Корпус может также включать напряженный сжатый слой, простирающийся от внешней поверхности корпуса в направлении толщины стенки. Напряженный сжатый слой имеет поверхностное сжимающее напряжение более чем или равное 150 МПа.
В еще одном варианте осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может иметь напряженный сжатый слой, простирающийся от внешней поверхности корпуса в направлении толщины стенки. Напряженный сжатый слой может иметь поверхностное сжимающее напряжение более чем или равное 150 МПа. Гладкий покровный слой может быть расположен по меньшей мере на части внешней поверхности корпуса. Внешняя поверхность корпуса с гладким покровным слоем может иметь коэффициент трения менее чем или равный 0,7.
В еще одном варианте осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может быть сформирован из композиции стекла Типа IB. Напряженный сжатый слой может простираться от внешней поверхности корпуса в направлении толщины стенки, данный напряженный сжатый слой имеет поверхностное сжимающее напряжение более чем или равное 150 МПа. Гладкий покровный слой может быть размещен по меньшей мере на части внешней поверхности корпуса, при этом внешняя поверхность корпуса с гладким покровным слоем имеет коэффициент трения менее чем или равный 0,7.
В некоторых других вариантах осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине от внешней поверхности к внутренней поверхности, при этом корпус сформирован из композиции стекла, которая по существу не содержит бора и соединений, содержащих бор. Напряженный сжатый слой может простираться от внешней поверхности корпуса в направлении толщины стенки, данный напряженный сжатый слой имеет поверхностное сжимающее напряжение более чем или равное 150 МПа. Гладкий покровный слой может быть расположен по меньшей мере на части внешней поверхности корпуса. Внешняя поверхность корпуса с гладким покровным слоем может иметь коэффициент трения менее чем или равный 0,7.
В еще одних вариантах осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент отслаивания менее чем или равный 10. Прочный неорганический покровный слой может быть расположен по меньшей мере на части внешней поверхности корпуса. Внешняя поверхность корпуса с прочным неорганическим покровным слоем имеет коэффициент трения менее чем или равный 0,7.
В качестве альтернативы, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент отслаивания менее чем или равный 10. Временный покровный слой может быть расположен по меньшей мере на части внешней поверхности корпуса. Временный покровный слой может пиролизоваться при температурах менее чем или равных 300°C в течение 1 часа или менее. Внешняя поверхность корпуса с временным покровным слоем может иметь коэффициент трения менее чем или равный 0,7.
В еще одних вариантах осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент отслаивания менее чем или равный 10. Прочный органический покровный слой может быть расположен по меньшей мере на части внешней поверхности корпуса. Внешняя поверхность корпуса с прочным органическим покровным слоем может иметь коэффициент трения менее чем или равный 0,7.
В некоторых других вариантах осуществления стеклянный контейнер включает корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Стеклянный корпус может быть сформирован из композиции стекла Типа IB. Барьерный покровный слой может быть размещен на внутренней поверхности корпуса таким образом, что состав, содержащийся в стеклянном контейнере, не контактирует с внутренней поверхностью корпуса. Гладкий покровный слой может быть расположен по меньшей мере на части внешней поверхности корпуса. Внешняя поверхность корпуса с гладким покровным слоем может иметь коэффициент трения менее чем или равный 0,7.
В качестве альтернативы, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине от внешней поверхности к внутренней поверхности. Корпус может быть сформирован из композиции стекла, которая по существу не содержит бора и соединений, содержащих бор. Гладкий покровный слой может быть размещен по меньшей мере на части внешней поверхности корпуса, при этом внешняя поверхность корпуса с гладким покровным слоем имеет коэффициент трения менее чем или равный 0,7.
В некоторых других вариантах осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может быть сформирован из композиции стекла Типа IB при условиях обработки, которые сдерживают испарение летучих веществ в композиции стекла. Гладкий покровный слой может быть размещен по меньшей мере на части внешней поверхности корпуса, при этом внешняя поверхность корпуса с гладким покровным слоем имеет коэффициент трения менее чем или равный 0,7.
В некоторых других вариантах осуществления стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и стенку, простирающуюся по толщине между внешней поверхностью и внутренней поверхностью. Корпус может являться корпусом, сформованным в форме, содержащим композицию стекла Типа IB. Гладкий покровный слой может быть размещен по меньшей мере на части внешней поверхности корпуса, при этом внешняя поверхность корпуса с гладким покровным слоем имеет коэффициент трения менее чем или равный 0,7.
Специалистам в данной области будет очевидно, что различные модификации и изменения могут быть сделаны в вариантах осуществления, описанных в данном документе, без отклонения от сущности и объема заявленного предмета изобретения. Соответственно, предполагается, что данное описание охватывает модификации и изменения различных вариантов осуществления, описанных в данном документе, при условии, что такие модификации и изменения входят в объем прилагаемой формулы изобретения и ее эквивалентов.
Реферат
Изобретение относится к стеклянному контейнеру из боросиликатного стекла. Технический результат – повышение устойчивости к отслаиванию, повреждению, повышение прочности стеклянного контейнера. Корпус, сформированный из композиции стекла Типа I, Класса B в соответствии со стандартом ASTM Е438-92, причем корпус имеет гидролитическую устойчивость класса HGB2 или более высокую в соответствии с ISO 719. Корпус стеклянного контейнера упрочнен ионным обменом. На внешней поверхности корпуса размещен гладкий покровный органический слой. Внешняя поверхность корпуса с гладким покровным слоем имеет коэффициент трения менее чем или равный 0,7. Покровный слой термически стабилен при температуре по меньшей мере примерно 260°С в течение 30 минут. 9 з.п. ф-лы, 51 ил., 3 табл.
Комментарии