Способ закрытия карпул, опорная конструкция для поддержки закрывающих элементов карпул и транспортировочный или упаковочный контейнер - RU2689863C2
Код документа: RU2689863C2
Чертежи























Описание
Настоящая заявка заявляет приоритет индийской патентной заявки 1590/MUM/2015 «ШТАТИВ С ПРЕДВАРИТЕЛЬНО ОПРЕССОВАННЫМИ И СТЕРИЛИЗОВАННЫМИ КАРПУЛАМИ И ПОДДОН В СБОРЕ ДЛЯ ПОДАЧИ НА СУЩЕСТВУЮЩИЕ МАШИНЫ ДЛЯ ПРЕДВАРИТЕЛЬНОГО НАПОЛНЕНИЯ ШПРИЦЕВ», поданной 17 апреля 2015 года, и заявки РСТ № PCTIN2015000394, «ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ПОДДЕРЖКИ ЗАПЕЧАТАННЫХ КАРПУЛ, ТРАНСПОРТИРОВОЧНЫЙ ИЛИ УПАКОВОЧНЫЙ КОНТЕЙНЕР И ПРОЦЕСС ИХ ОБРАБОТКИ», поданной 16 октября 2015 года, полное содержание которых включено в настоящее описание в справочных целях.
ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится, по существу, к обработке партии запечатанных карпул, в частности, предварительно опрессованных карпул, для использования в фармацевтической, медицинской или косметической промышленности, а также, в частности, к опорной конструкции (также называемой штативом), предназначенной для удерживания закрывающих элементов, например, эластичных пробок или уплотнителей хода поршня, для использования в процессе закрытия или закупоривания карпул. Кроме того, настоящее изобретение относится к штативу и поддону в сборе, выполненному с возможностью установки таких закрывающих элементов и непосредственной подачи на существующие линии для наполнения и закупоривания, предназначенные для обработки герметичных предварительно наполняемых цилиндров шприцев. Кроме того, настоящее изобретение относится к процессу закупоривания и комплексному процессу заполнения и закупоривания для обработки герметичных предварительно наполняемых цилиндров шприцев.
УРОВЕНЬ ТЕХНИКИ
Обычно фармацевтические предприятия получают предварительно стерилизованные предварительно наполняемые цилиндры шприцев в виде штатива и поддона в сборе, герметично закрытых относительно окружающей среды, и помещают лекарственный препарат в предварительно стерилизованные вложенные в гнезда цилиндры шприцев в стерильных условиях с использованием машин для наполнения и закупоривания. На рынке доступны три типа машин для наполнения и закупоривания, а именно 1) ручные машины, 2) полуавтоматические машины и 3) полностью автоматические машины.
На рынке доступен один формат поддона и штатива для предварительно опрессованных карпул, однако его использование в существующих и новых машинах для наполнения и закупоривания имеет множество недостатков, так как этот формат поддона и штатива требует полностью менять настройки от подачи до выхода, чтобы устанавливать в штатив карпулы различной высоты. Кроме того, для поддержания зазора между наполнительными патрубками и верхним краем карпулы необходима полная замена салазок наполняющего механизма. Кроме того, наличие двух различных запчастей требует отдельного валидационного исследования в соответствии с требованиями Правил организации производства и контроля качества лекарственных средств. Если попытаться заполнить доступный на рынке штатив предварительно опрессованными карпулами на одной и той же машине, не меняя настройки высоты машины, возникнет аварийная ситуация, которая может привести к повреждению наполнительных патрубков или стеклянных карпул вследствие недостаточного зазора между наполнительными патрубками и предварительно опрессованными карпулами.
Эти недостатки равным образом справедливы 1) для ручных машин для наполнения и закупоривания с электрическим и пневматическим управлением, в которых процессы запускаются оператором, 2) для полуавтоматических машин для наполнения и закупоривания с электрическим, электронным и пневматическим управлением, в которых оператору необходимо снять наружный пакет поддона и штатива в сборе, а затем верхнюю крышку с цилиндра вместе с внутренним листом, и 3) для полностью автоматических машин для наполнения и закупоривания с электрическим, электронным и пневматическим управлением, в которые последовательно вставляют целые пакеты; машина автоматически снимает наружный пакет и затем верхнюю крышку с цилиндра при помощи автоматического снимающего устройства, после чего автоматически удаляет внутренний лист поддона и штатива в сборе, автоматически подхватывает штативы с помощью чашечной присоски и помещает их на транспортировочные носители, которые впоследствии перемещает к патрубкам наполнительной станции для введения лекарственного средства.
Доступные в настоящее время на рынке сборки из поддонов и штативов требуют замены салазок наполнительного механизма для сохранения точного зазора между наполнительными патрубками и верхним краем карпул. Кроме того, после замены салазок наполнительного механизма запасные части требуют отдельного валидационного исследования в соответствии с требованиями Правил организации производства и контроля качества лекарственных средств. Если непосредственно подавать имеющиеся на рынке сборки из поддона и штатива для заполнения предварительно опрессованных карпул на одной и той же машине для наполнения, не изменяя ее настройки, то наполнительные патрубки или стеклянные карпулы могут быть повреждены вследствие недостаточного зазора между наполнительными патрубками и предварительно опрессованными карпулами. Все вышеуказанное потребует повышенных расходов и дополнительных затрат времени на переоснащение, что выльется в производственные убытки. Кроме того, все полностью автоматические машины и новые отдельные запчасти очень дороги.
Задачу устранения вышеупомянутых недостатков решают поддерживающей конструкцией, предназначенной для поддержки некоторого количества герметично закрытых карпул для использования в фармацевтическом, медицинском или косметическом производстве, транспортировочным или упаковочным контейнером, вмещающим такую поддерживающую конструкцию, и процессом обработки партии герметично закрытых карпул с использованием такой поддерживающей структуры, раскрытыми в одновременно заявленном патенте, основанном на заявке РСТ № PCTIN2015000394 (опубликованной под номером WO 2016/166765) Заявителя, полное содержание которой включено в настоящий документ в справочных целях.
Патентная заявка US 2013/0161225 А1 раскрывает упаковочную единицу для транспортировки и обработки корпусов шприцев, содержащую лоток, способный вмещать некоторое количество корпусов шприцев в подвешенном вертикальном положении, и крышку, выполненную с возможностью закрытия лотка. Крышка содержит, по меньшей мере, две боковые стороны, которые могут охватывать лоток. В одном из вариантов исполнения предусмотрены отверстия в верхней стенке крышки, обеспечивающие циркуляцию пара или газа в процессе стерилизации. В следующем варианте исполнения эти отверстия помещают над отверстиями в сосудах, что позволяет заполнять и/или укупоривать емкости.
Обычно карпулы закрывают путем индивидуальной подачи закрывающих элементов, в частности, эластичных пробок или уплотнений поршня, в машину для укупоривания и закупоривания карпул по отдельности, как описано, например, в заявке US 2014/0069062 А1. Для этого часто требуется снимать карпулы со штатива после заполнения и повторно устанавливать карпулы на штатив после закупоривания, как описано, например, в заявке US 8,978,344 В2.
Обычно закрывающие элементы захватывают вибрационным чашечным питателем и транспортируют с помощью вибрационных лотков. Вибрационный чашечный питатель и лотки вступают в контакт с уплотнителями, поверхности которых в конечном итоге будут находиться в непосредственном контакте с продуктом внутри емкости. Для решения этой проблемы обычно считают необходимой стерилизацию вибрационного чашечного питателя и лотков. Однако обнаружилась практическая невозможность асептического переноса питателя для уплотнителей и лотков из стерилизационного автоклава в технологическую среду.
Заявка US 2012/0248057 А1 раскрывает метод закупоривания, предназначенный для укупоривания сосудов с фармацевтической продукцией. Ряд сосудов располагают вертикально в поддоне, одновременно содержащем соответствующий закрывающий элемент в сборе для каждого сосуда, содержащий предварительно смонтированный эластомерный уплотнитель и фиксирующий элемент. Каждый закрывающий элемент помещают на шейку соответствующего сосуда таким образом, чтобы часть уплотнителя частично закрывала отверстие сосуда. После этого к каждому из закрывающих элементов в сборе прикладывают усилие, достаточное для охвата фланцевой шейки соответствующего сосуда фиксирующими элементами таким образом, чтобы части уплотнителя герметично закрыли отверстие соответствующего сосуда. Такой подход упрощает герметичное закрытие сосудов в асептических условиях.
Процесс заполнения сосудов с фармацевтической продукцией, использующий подобную систему закупоривания, раскрыт в заявке WO 2015/023924 А2. Процесс использует штативы, выполненные с возможностью одновременного концентрического совмещения нескольких закрывающих элементов и сосудов и их одновременного закрытия. Подпружиненные фиксаторы на штативе закрывающих элементов позволяют ему удерживать с возможностью отсоединения несколько закрывающих элементов над соответствующим количеством сосудов. Тем не менее, используемые фиксаторы достаточно сложны, и использование этого подхода в существующих системах фасовки фармацевтической продукции затруднено.
Патентные заявки ЕР 1990068 А1 и WO 2010/062602 А1 раскрывают штативы с поршнями для шприцев, но не относятся именно к способу закрытия (закупоривания) предварительно опрессованных карпул.
Патентная заявка US 2015/089830 А1 раскрывает опорную конструкцию для поддержки некоторого количества сосудов. Если предварительно опрессованные карпулы были помещены в такую опорную конструкцию в перевернутом положении, то уступы карпул не будут надежно удерживаться фиксирующими выступами, в частности, не в соответствии с настоящей заявкой.
Патентная заявка US 2014/027332 А1 раскрывает опорную структуру для поддержки сосудов, геометрия которых существенно отличается от предварительно опрессованных карпул в смысле настоящей заявки. Карпулы не поддерживаются в перевернутом положении.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящим изобретением предложен способ закупоривания или комплексный процесс заполнения и закупоривания для обработки герметично закрытых предварительно заполняемых цилиндров шприцев с использованием опорной конструкции, выполненной с возможностью удержания некоторого количества закрывающих элементов. Согласно следующему аспекту настоящего изобретения предложена опорная конструкция для размещения некоторого количества закрывающих элементов (штатив для закрывающих элементов), в частности, эластичных пробок или уплотнителей поршня, предназначенная для использования в процессе закрытия или закупоривания карпул. Согласно следующему аспекту настоящего изобретения, предложен транспортировочный или упаковочный контейнер (штатив и поддон в сборе), содержащий, по меньшей мере, один штатив для закрывающих элементов, выполненный таким образом, чтобы штатив с закрывающими элементами можно было непосредственно подавать в существующие линии наполнения и закупоривания, предназначенные для обработки герметично закрытых предварительно наполняемых цилиндров шприцев.
Опорная конструкция для закрывающих элементов в соответствии с настоящим изобретением, предназначенная для использования в процессе закупоривания или комплексном процессе заполнения и закупоривания, выполнена с возможностью съемной установки некоторого количества закрывающих элементов, имеющих цилиндрическую форму, изготовленных из упругого материала и предназначеных для закрытия карпул, используемых в фармацевтической, медицинской или косметической промышленности. Опорная конструкция для закрывающих элементов содержит плоскую опорную пластину, в которой выполнено несколько трубчатых гнезд для установки закрывающих элементов и, по меньшей мере, частично для параллельной поддержки некоторого количества закрывающих элементов на опорной пластине. Согласно настоящему изобретению гнезда образованы кольцевыми боковыми стенками, расположенными на опорной пластине с одинаковыми промежутками и выступающими из опорной пластины, причем гнезда выполнены, по меньшей мере, частично с возможностью установки закрывающих элементов.
Опорная конструкция для закрывающих элементов позволяет удерживать с возможностью отсоединения некоторое количество закрывающих элементов в точности в том же двумерном расположении, что и опорная конструкция для карпул, раскрытая в одновременно заявленном патенте на основании заявки РСТ № PCTIN2015000394 (опубликованной под номером WO 2016/166765) Заявителя. Это значительно упрощает процесс закрытия карпул, так как этот процесс требует лишь расположить опорную конструкцию для закрывающих элементов над опорной конструкцией для карпул в среде пониженного давления таким образом, чтобы гнезда опорной конструкции для закрывающих элементов были совмещены с соответствующими гнездами опорной конструкции для карпул, и вытолкнуть закрывающие элементы вниз из гнезд опорной конструкции для закрывающих элементов в отверстия для наполнения на нижних концах карпул, в то время как карпулы находятся в гнездах опорной конструкции для карпул.
Поскольку опорную конструкцию, описываемую настоящим изобретением, можно легко расположить и хранить или транспортировать в транспортировочном контейнере (поддоне), настоящее изобретение позволяет использовать существующий формат поддона и штатива, широко представленный на рынке, как в существующих, так и в новых машинах для наполнения и закупоривания. Кроме того, опорную конструкцию, описываемую настоящим изобретением, можно использовать для эффективного хранения и подачи некоторого количества закрывающих элементов в заданной геометрической конфигурации в стерильных условиях с использованием широко распространенного на рынке формата поддона и штатива.
Гнезда могут вмещать закрывающие элементы полностью или лишь частично, в зависимости от условий дальнейшей обработки закрывающих элементов и карпул. Опорная пластина выполнена, предпочтительно, из пластмассы, например, методом литья под давлением, и обеспечивает достаточную прочность, жесткость и механическую стабильность, хотя эти требования, по существу, легко удовлетворить, так как устанавливаемые закрывающие элементы имеют малую массу, и при дальнейшей обработке ожидается воздействие на пластину лишь небольших сил.
Закрывающие элементы могут удерживаться в гнездах исключительно за счет трения. Поскольку закрывающие элементы выполнены из эластичного упругого материала, установка закрывающих элементов в гнезда может подразумевать небольшую упругую деформацию закрывающих элементов, в результате которой закрывающие элементы будут упруго прилегать к кольцевым боковым стенкам гнезд. Поскольку масса закрывающих элементов невелика, для надежной установки закрывающих элементов обычно требуется лишь небольшая степень деформации закрывающих элементов, вследствие чего для установки закрывающих элементов в гнезда или их извлечения из гнезд необходимы лишь небольшие усилия. Так как закрывающие элементы для карпул, например, уплотнители поршня, обычно имеют несколько кольцевых буртиков на своей внешней окружности, упомянутая небольшая упругая деформация обычно происходит только в области этих кольцевых буртиков. Таким образом, боковые стенки гнезд, предпочтительно, представляют собой прямые боковые стенки, ограничивающие не сужающиеся цилиндрические гнезда.
Для более надежного размещения закрывающих элементов в емкостях в следующем варианте исполнения гнезда содержат фиксирующие структуры, разъемным образом входящие в зацепление с закрывающими элементами в целях фиксации закрывающих элементов в гнездах. Предпочтительно, фиксирующие структуры входят в зацепление с закрывающими элементами с силовым замыканием. Такое силовое замыкание может быть реализовано на верхнем и нижнем концах закрывающих элементов или в любом ином подходящем положении, например, на нижних концах и в центрах закрывающих элементов, которые могут иметь вогнутую форму, например, в случае уплотнителей поршня. Для этого фиксирующая структура может немного выступать вовнутрь гнезд с целью фиксации закрывающих элементов.
В следующем варианте исполнения выступы сформированы на внутренних сторонах кольцевых боковых стенок гнезд, что можно легко реализовать путем формирования выступов одновременно с боковыми стенками гнезд, например, методом литья пластмассы под давлением.
В следующем варианте исполнения выступы могут быть выполнены таким образом, чтобы они сопрягались с внешним контуром закрывающих элементов. Если, например, внешний контур закрывающих элементов имеет волнистую форму, выступы могут быть, по меньшей мере, частично волнистыми в соответствии с внешним контуром закрывающих элементов.
В следующем варианте исполнения выступы могут быть выполнены на равном угловом расстоянии друг от друга вдоль внутренних сторон кольцевых боковых стенок гнезд, например, в виде небольших точечных выступов. В альтернативном варианте исполнения выступы также могут быть выполнены в виде кольцевых выступов на внутренних сторонах кольцевых боковых стенок гнезд.
В следующем варианте исполнения гнезда могут содержать верхние фиксирующие структуры, сформированные на верхнем конце гнезд или вблизи него, и нижние фиксирующие структуры, сформированные на нижнем конце гнезд, причем расстояние между соответствующими верхними и нижними фиксирующими структурами может быть равно осевой длине закрывающих элементов, благодаря чему закрывающие элементы надежно фиксируются в гнездах в обоих осевых направлениях. Закрывающие элементы могут даже опираться на эти фиксирующие структуры, что позволяет устанавливать закрывающие элементы в гнезда, по существу, без трения и извлекать закрывающие элементы из гнезд лишь с небольшим усилием. Тем не менее, в следующем варианте исполнения это расстояние может быть меньшим, например, если одна из фиксирующих структур входит в зацепление с частями закрывающих элементов с силовым замыканием.
В особенно предпочтительном варианте исполнения верхние фиксирующие структуры могут быть выполнены в виде выпуклых выступов, выступающих от внутренних сторон кольцевых боковых стенок гнезд, что позволяет вводить закрывающие элементы в гнезда с небольшим усилием и небольшой упругой деформацией, в то время как нижние фиксирующие структуры могут быть выполнены в виде крючкообразных выступов, выступающих от внутренних сторон кольцевых боковых стенок гнезд, что позволяет одновременно выталкивать закрывающие элементы из гнезд, поскольку время преодоления фиксирующих сил силой выталкивания машины для закупоривания можно точно отрегулировать, например, с помощью выбора геометрической формы нижних фиксирующих структур, их материала и прочности.
В особенно предпочтительном варианте исполнения нижние фиксирующие структуры могут иметь фаску на верхней и/или нижней стороне. В то время как фаска на верхней стороне облегчает выталкивание закрывающих элементов из гнезд во время процесса закупоривания, фаска на нижней стороне может быть полезна в том случае, если гнезда непосредственно опираются на нижние концы карпул во время процесса закупоривания, поскольку фаски на нижних сторонах могут затем прижиматься к этим нижним концам, что позволяет избежать развития пиковых сил или напряжений, в частности, если нижние фиксирующие структуры выполнены из упругого полимерного материала.
Согласно следующему аспекту настоящего изобретения предложен транспортировочный или упаковочный контейнер для размещения некоторого количества закрывающих элементов, предназначенных для закрытия карпул, используемых в фармацевтической, медицинской или косметической промышленности, причем транспортировочный или упаковочный контейнер имеет форму коробки и содержит: дно, закрытое или уплотненное прокладкой, вертикальные нижние боковые стенки, проходящие, по существу, перпендикулярно вышеупомянутому дну, поддерживающий уступ по периметру, отходящий в горизонтальном направлении от вышеупомянутых боковых стенок, верхние боковые стенки, отходящие вверх от вышеупомянутого поддерживающего уступа, и фланец по периметру, сформированный на верхних концах верхних боковых стенок. Согласно настоящему изобретению, по меньшей мере, одну опорную конструкцию для закрывающих элементов, описанную в настоящей заявке, помещают в транспортировочный или упаковочный контейнер, причем некоторое количество закрывающих элементов помещают в гнезда, по меньшей мере, одной опорной конструкции для закрывающих элементов.
Транспортировочный или упаковочный контейнер для закрывающих элементов позволяет хранить и транспортировать некоторое количество закрывающих элементов в формате, точно соответствующем существующему формату поддона и штатива, широко распространенному на рынке, благодаря чему его можно легко использовать в существующих и новых машинах для наполнения и закупоривания, не меняя настройки машины в целом.
В следующем варианте исполнения кромка самой нижней плоской опорной пластины опорной конструкции для закрывающих элементов может опираться непосредственно на поддерживающий уступ по периметру или транспортировочный или упаковочный контейнер.
В следующем варианте исполнения внутри транспортировочного или упаковочного контейнера можно расположить некоторое количество опорных конструкций для закрывающих элементов, установив их друг на друга. Для этого на нижних сторонах опорных пластин могут быть предусмотрены проставки. Впрочем, обычно этого не требуется, так как нижние концы гнезд верхнего штатива для закрывающих элементов обычно могут опираться непосредственно на нижнюю поверхность другого штатива для закрывающих элементов, поскольку внешний диаметр гнезд больше внутреннего диаметра гнезд, вследствие чего гнезда верхнего штатива для закрывающих элементов не могут входить в гнезда другого штатива для закрывающих элементов. Для этого было бы выгодно расположить верхние концы закрывающих элементов на определенном минимальном расстоянии до верхних концов гнезд.
В следующем варианте исполнения транспортировочный или упаковочный контейнер закрыт или герметизирован относительно окружающей среды защитной пленкой, соединенной с фланцем по периметру. Защитная пленка может быть непроницаемой для газов, обеспечивая при этом полностью стерильные условия хранения и транспортировки закрывающих элементов.
В особенно предпочтительном варианте исполнения защитная пленка может представлять собой газопроницаемую полимерную пленку, позволяющую стерилизовать внутреннее пространство транспортирующего или упаковочного контейнера через защитную пленку потоком стерилизующего газа, например, окиси этилена. Для этого, в частности, защитную пленку можно изготавливать из синтетического волокнистого полотна, в частности, полипропиленового волокна или защитной пленки Tyvek®.
Согласно следующему аспекту настоящего изобретения, предложен способ закрытия некоторого количества карпул, предназначенных для использования в фармацевтической, медицинской или косметической промышленности, причем эти карпулы имеют верхний конец и нижний конец, противоположный верхнему концу, цилиндрический корпус первого наружного диаметра с отверстием для наполнения на нижнем конце и уступ на верхнем конце со вторым герметично закрытым отверстием, причем предварительно заданную осевую длину определяют как расстояние между верхним и нижним концами, причем указанный способ включает следующие этапы: предоставление опорной конструкции для закрывающих элементов, описанной в настоящей заявке и содержащей некоторое количество закрывающих элементов в гнездах, расположенных в правильной геометрической конфигурации; предоставление опорной конструкции для карпул, описанной в одновременно заявленном патенте на основании заявки РСТ № PCTIN2015000394 (опубликованной под номером WO 2016/166765) Заявителя и содержащей некоторое количество карпул в той же правильной геометрической конфигурации, что и в опорной конструкции для закрывающих элементов; размещение опорной конструкции для закрывающих элементом над опорной конструкцией для карпул в среде пониженного давления таким образом, чтобы гнезда опорной конструкции для закрывающих элементов оказались совмещены с гнездами в опорной конструкции для карпул; одновременное выталкивание закрывающих элементов вниз из гнезд опорной конструкции для закрывающих элементов и в отверстия для наполнения на нижних концах карпул, в то время как карпулы находятся в гнездах опорной конструкции для карпул.
Штатив, содержащий закрывающие элементы, можно непосредственно подавать в существующие линии для наполнения и закупоривания, предназначенные для обработки запечатанных предварительно заполняемых цилиндров шприцев. Способ, описываемый настоящим изобретением, можно легко осуществлять для карпул различной длины, так как для этого необходимо только отрегулировать расстояние между опорной конструкцией для закрывающих элементов и опорной конструкцией для карпул, что можно выполнить простым перемещением по вертикали любой опорной конструкции, не нарушая точного совмещения гнезд обеих опорных конструкций.
В следующем варианте исполнения опорная конструкция для карпул опирается на нижнюю удерживающую раму, в то время как опорная конструкция для закрывающих элементов опирается на верхнюю удерживающую раму, причем нижняя удерживающая рама и верхняя удерживающая рама расположены на фиксированном расстоянии друг от друга и совмещены друг с другом с помощью выравнивающих устройств. Для этого одна из удерживающих рам может содержать выравнивающие устройства, например, выступы, шпильки или иные подобные элементы, взаимодействующие с соответствующими выравнивающими устройствами, например, отверстиями или углублениями, на другой удерживающей раме. Это позволяет легко, точно и надежно совместить все гнезда опорных конструкций.
В следующем варианте исполнения верхняя удерживающая рама может быть расположена на таком расстоянии от нижней удерживающей рамы, чтобы нижние концы гнезд верхней удерживающей рамы или нижние концы гнезд опорной структуры для закрывающих элементов, поддерживаемой верхней удерживающей рамой, непосредственно соприкасались с нижними концами карпул, установленных в гнезда опорной структуры для карпул, таким образом, чтобы закрывающие элементы непосредственно направлялись в открытые нижние концы карпул, будучи вытолкнутыми вниз из гнезд опорной структуры для закрывающих элементов.
Согласно этому способу, опорные конструкции для закрывающих элементов и/или опорные конструкции для карпул могут поставляться в стерильном состоянии, например, на фармацевтические фасовочные машины, в транспортировочных и упаковочных контейнерах, что будет описано ниже более подробно.
Разумеется, способ, описываемый настоящим изобретением, может содержать дополнительные этапы, в частности, этап заполнения некоторого количества карпул фармацевтическим, медицинским или косметическим продуктом, который может выполняться в любой подходящей последовательности, в частности, по рядам или одновременно для всех карпул в опорной конструкции.
В следующем варианте исполнения этот этап заполнения некоторого количества карпул фармацевтическим, медицинским или косметическим продуктом может выполняться в то время, когда опорная конструкция для карпул опирается на нижнюю удерживающую раму, используемую во время закупоривания.
Вышеупомянутые аспекты настоящего изобретения относятся к опорной конструкции для поддержки некоторого количества запечатанных карпул, предназначенных для использования в фармацевтической, медицинской или косметической промышленности, как описано в одновременно заявленном патенте на основании заявки РСТ № PCTIN2015000394 (опубликованной под номером WO 2016/166765) Заявителя, причем данные карпулы имеют верхний конец и нижний конец, противоположный верхнему концу, цилиндрический корпус первого наружного диаметра с отверстием для наполнения на нижнем конце и уступ на верхнем конце со вторым герметично закрытым отверстием, причем предварительно заданную осевую длину определяют как расстояние между верхним концом и нижним концом. Опорная конструкция содержит плоскую опорную пластину и некоторое количество трубчатых гнезд, расположенных на плоской опорной пластине в правильной геометрической конфигурации и выступающих вниз от нижней стороны плоской опорной пластины для приема закрытых карпул, причем фиксирующие выступы сформированы на нижних концах гнезд и выступают вовнутрь, а осевая длина гнезд меньше осевой длины закрытых карпул.
Согласно настоящему изобретению, фиксирующие выступы входят в зацепление с уступами закрытых карпул таким образом, чтобы уступы закрытых карпул опирались на фиксирующие выступы гнезд, и чтобы нижние концы закрытых карпул выступали из верхних концов гнезд на верхней стороне плоской опорной пластины, когда закрытые карпулы установлены в гнезда в перевернутом положении.
Поскольку уплотнения карпул на их верхних концах, которые могут быть повреждены в случае приложения чрезмерного усилия, не опираются на опорную поверхность, наполненные карпулы можно закупорить (закрыть их нижние концы резиновыми заглушками, уплотнителями поршней или иными подобными уплотнительными элементами), не повреждая уплотнения на верхних концах. В то же время отверстия для наполнения, выступающие за верхние края гнезд, остаются доступными для обработки.
В следующем варианте исполнения гнезда имеют цилиндрическую форму, а некоторое количество ребер сформировано с равными угловыми промежутками на внутренних кольцевых боковых стенках гнезд, предпочтительно в диаметрально противоположных положениях, причем ребра выступают радиально вовнутрь от внутренней стороны кольцевой боковой стенки гнезда в целях центрирования закрытых карпул внутри гнезд. Таким образом, можно обеспечить надежное центрирование карпул, отсутствие биения внутри гнезд при хранении, плавное введение в гнезда и извлечение из гнезд без дребезжания. Кроме того, силы, действующие, например, при закупоривании, можно распределять более эффективно, не деформируя гнезда и повышая, тем самым, точность центрирования и позиционирования карпул внутри гнезд.
В следующем варианте исполнения фиксирующие выступы выполнены в виде кольцевых сегментов, выступающих радиально вовнутрь на нижних концах гнезд с равными угловыми промежутками, предпочтительно, в диаметрально противоположных положениях, что позволяет более равномерно распределять силы, в частности, при закупоривании.
В следующем варианте исполнения наружный диаметр запечатанных верхних концов закрытых карпул больше наружного диаметра уступов карпул, но меньше первого наружного диаметра. Кроме того, толщина фиксирующих выступов в осевом направлении может быть меньше осевой длины запечатанных верхних концов, вследствие чего запечатанные верхние концы закрытых карпул проходят через отверстия, образованные фиксирующими выступами на нижних концах гнезд. Таким образом, запечатанные верхние концы карпул не опираются на какие-либо опорные поверхности, но свободно висят в пространстве, снижая, тем самым, риск механического повреждения при закупоривании и соответствующих этапах обработки.
В следующем варианте исполнения опорная пластина выполнена из пластмассы, а боковые стенки гнезд и фиксирующие выступы выполнены как единое целое с опорной пластиной, причем фиксирующие выступы выполнены с возможностью выдерживания осевых сил, прилагаемых к закрытым карпулам, величиной до 1000 Н, предпочтительно до 750 Н, более предпочтительно до 500 Н.
В следующем варианте исполнения передние концы фиксирующих выступов имеют клиновидную форму, соответствующую внешнему контуру уступов закрытых карпул, что повышает надежность и точность поддержки уступов и дополнительно уменьшает деформацию фиксирующих выступов при закупоривании или соответствующих этапах обработки.
В следующем варианте исполнения воображаемые соединительные линии между центрами соседних гнезд образуют, соответственно, шестиугольник с дополнительным гнездом, расположенным в центре соответствующего шестиугольника, причем гнезда выступают над верхней поверхностью опорной пластины, а ребра жесткости, выступающие вверх от верхней поверхности опорной пластины, сформированы на верхней поверхности опорной пластины таким образом, чтобы они соединяли кольцевые боковые стенки гнезд, придавая жесткость опорной пластине. Это позволяет очень эффективно обеспечить жесткость опорной пластины.
Согласно следующему аспекту настоящего изобретения предложен транспортировочный или упаковочный контейнер (поддон) для размещения некоторого количества закрытых карпул, используемых в фармацевтической, медицинской или косметической промышленности, причем транспортировочный или упаковочный контейнер имеет форму коробки и содержит: дно, закрытое или уплотненное прокладкой, вертикальные нижние боковые стенки, проходящие, по существу, перпендикулярно вышеупомянутому дну, поддерживающий уступ по периметру, отходящий в горизонтальном направлении от вышеупомянутых боковых стенок, верхние боковые стенки, отходящие вверх от вышеупомянутого поддерживающего уступа, и фланец по периметру, сформированный на верхних концах верхних боковых стенок. Опорная конструкция (штатив), раскрытая ниже, помещена в транспортировочный или упаковочный контейнер и поддерживает некоторое количество закрытых карпул, установленных в ее гнезда. Штатив опирается непосредственно на поддерживающий уступ поддона. Таким образом, независимо от того, будут ли карпулы обрабатываться, будучи установленными только в штатив или в штатив и поддон в сборе, можно гарантировать, что нижние концы всех карпул будут находиться на одном уровне по высоте. Таким образом, можно гарантировать точное расстояние между нижними концами карпул и нижними концами наполнительных патрубков или подобных элементов, что позволит избежать поломки или повреждения во время обработки карпул.
В следующем варианте исполнения транспортировочный или упаковочный контейнер дополнительно содержит гибкую крышку, плотно посаженную на фланец по периметру транспортировочного или упаковочного контейнера в целях его герметизации, предпочтительно, в целях герметичного уплотнения внутреннего объема транспортировочного или упаковочного контейнера относительно окружающей среды.
Согласно следующему аспекту настоящего изобретения предложен способ обработки партии закрытых карпул, предназначенных для использования в фармацевтической, медицинской или косметической промышленности, содержащий этапы: а) обеспечение опорной конструкции, раскрытой в деталях далее в данном документе; б) расположение закрытых карпул в перевернутом положении в гнездах с тем, чтобы их нижние концы выступали из верхних концов гнезд на верхней стороне плоской опорной пластины таким образом, чтобы уступы закрытых карпул опирались на фиксирующие выступы гнезд, а нижние концы закрытых карпул располагались на одинаковом уровне по высоте; в) подача опорной конструкции с закрытыми карпулами на станцию обработки; и г) обработка нижних концов закрытых карпул на станции обработки во время нахождения карпул в опорной конструкции.
В следующем варианте исполнения этап г) содержит одну или несколько следующих операций: заполнение закрытых карпул через отверстия для наполнения на нижних концах; закупоривание нижних концов закрытых карпул резиновыми уплотнителями; предварительная и последующая обработка газом.
В следующем варианте исполнения способ содержит дополнительно: размещение опорной конструкции на отдельном фиксирующем столе в виде рамы; подача опорной конструкции с закрытыми карпулами, находящейся на фиксирующем столе в виде рамы, на станцию обработки; и размещение опорной конструкции с закрытыми карпулами после упомянутого этапа г) внутри транспортировочного или упаковочного контейнера в форме коробки, содержащего дно, вертикальные нижние боковые стенки, проходящие, по существу, перпендикулярно дну, поддерживающий уступ по периметру, отходящий в горизонтальной плоскости от упомянутых боковых стенок, верхние боковые стенки, проходящие вверх от упомянутого уступа, и фланец по периметру, сформированный на верхних концах боковых стенок таким образом, чтобы кромка плоской опорной пластины опорной конструкции опиралась на поддерживающий уступ по периметру транспортировочного или упаковочного контейнера, нижние концы закрытых карпул не выступали за фланец по периметру транспортировочного или упаковочного контейнера, а верхние концы закрытых карпул располагались на некотором расстоянии от дна транспортировочного или упаковочного контейнера.
В следующем варианте исполнения изобретения способ дополнительно содержит: размещение опорной конструкции с закрытыми карпулами внутри транспортировочного или упаковочного контейнера в форме коробки, содержащего дно, вертикальные нижние боковые стенки, проходящие, по существу, перпендикулярно этому дну, поддерживающий уступ по периметру, отходящий в горизонтальной плоскости от упомянутых боковых стенок, верхние боковые стенки, проходящие вверх от упомянутого уступа, и фланец по периметру, сформированный на верхних концах боковых стенок таким образом, чтобы кромка плоской опорной пластины опорной конструкции опиралась на поддерживающий уступ по периметру, нижние концы закрытых карпул не выступали за фланец по периметру транспортировочного или упаковочного контейнера, а верхние концы закрытых карпул располагались на некотором расстоянии от дна транспортировочного или упаковочного контейнера; причем этап в) дополнительно содержит: размещение транспортировочного или упаковочного контейнера на фиксирующем столе в виде рамы таким образом, чтобы опорный уступ транспортировочного или упаковочного контейнера опирался на верхнюю сторону фиксирующего стола в виде рамы, и чтобы нижние концы закрытых карпул располагались на одном уровне по высоте; подача фиксирующего стола в виде рамы вместе с транспортировочным или упаковочным контейнером, внутри которого находится опорная конструкция и закрытые карпулы, на станцию обработки.
В следующем варианте исполнения транспортировочный или упаковочный контейнер герметично закрыт гибкой крышкой.
В следующем варианте исполнения изобретения закрытые карпулы представляют собой предварительно опрессованные карпулы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем настоящее изобретение будет раскрыто в деталях на основании вариантов исполнения со ссылками на чертежи, на которых изображено:

На всех чертежах одинаковые ссылочные обозначения относятся к идентичным или, по существу, одним и тем же компонентам или группам компонентов.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ИСПОЛНЕНИЯ
Опорная конструкция (в дальнейшем штатив для карпул) в смысле настоящего изобретения и в соответствии с одновременно заявленным патентом на основании заявки РСТ № PCTIN2015000394 (опубликованной под номером WO 2016/166765) Заявителя используется для одновременной поддержки некоторого количества закрытых карпул для использования на фармацевтических, медицинских или косметических предприятиях. Такие карпулы, в том числе карпулы для шприцев-ручек, перекачивающие и стоматологические карпулы, являются распространенным упаковочным решением для систем поставки лекарственных средств, например, инсулина, шприцев-ручек, насосных систем, автоматических инъекторов и безыгольных инъекторов. Для специальных требований, например, карпул для перекачивания и химически стойких карпул, на рынке предлагаются специальные конструкции. Предлагаемые на рынке карпулы могут быть изготовлены из стекла, в частности, из стекла Fiolax® фирмы SCHOTT AG, и имеют фиксированные объемы для фасовки лекарственных препаратов, например, 1,0 мл, 1,5 мл и 3,0 мл. Различные объемы обычно соответствуют различным осевым длинам карпул.
Пример такой карпулы, выполненной в виде цилиндра шприца, показан на фиг. 6b и содержит нижний конец с отверстием 53 для наполнения, верхний конец 52, противоположный нижнему концу, и цилиндрический корпус 50 первого наружного диаметра, обычно совпадающего с диаметром отверстия 53 для наполнения на нижнем конце цилиндра шприца. Цилиндрический корпус 50 переходит в конический уступ 51 на верхнем конце с уменьшенным диаметром, за которым следует расширенная нижняя кромка 52 со вторым отверстием 54, используемым для введения лекарственного средства. После заполнения цилиндрического корпуса 50 отверстие 53 для наполнения закрывают эластомерным закрывающим элементом со фторполимерным барьерным покрытием или без него, например, толстой резиновой или пластиковой заглушкой, которая впоследствии будет работать поршнем при выдавливании содержимого при введении лекарства. Второе отверстие 54 герметично закрыто уплотнением, обычно резиновой пробкой с перегородкой (прокалываемая резина), со фторполимерным барьерным покрытием или без него, или комбинированной пробкой. Для защиты перегородки и фиксации пробки используют внешний закрывающий элемент (отгибающийся колпачок или зажим), часто изготовленный из алюминиевого листа или композитного материала (алюминий / пластмасса), которое обычно обжимают на расширенной нижней кромке 52, плотно фиксируя уплотнение в карпуле и, тем самым, образуют предварительно опрессованную карпулу в смысле настоящей патентной заявки. На разрезе, показанном на фиг. 6b, такая предварительно опрессованная карпул а с уплотнением 55 указанного выше типа показана на правой и левой стороне чертежа, а по центру изображена карпула в разрезе и без уплотнения. Как показано на фиг. 6b, предварительно заданную осевую длину определяют как расстояние между верхним и нижним концом карпулы. В частности, карпулы в смысле настоящего изобретения не имеют ручного штока на нижнем конце подобно обычным шприцам, и, если они будут оснащены таким упором для пальцев, этот упор не будет опираться непосредственно на опорную пластину или ее части, когда карпулы будут находиться в штативе, что будет детально описано ниже.
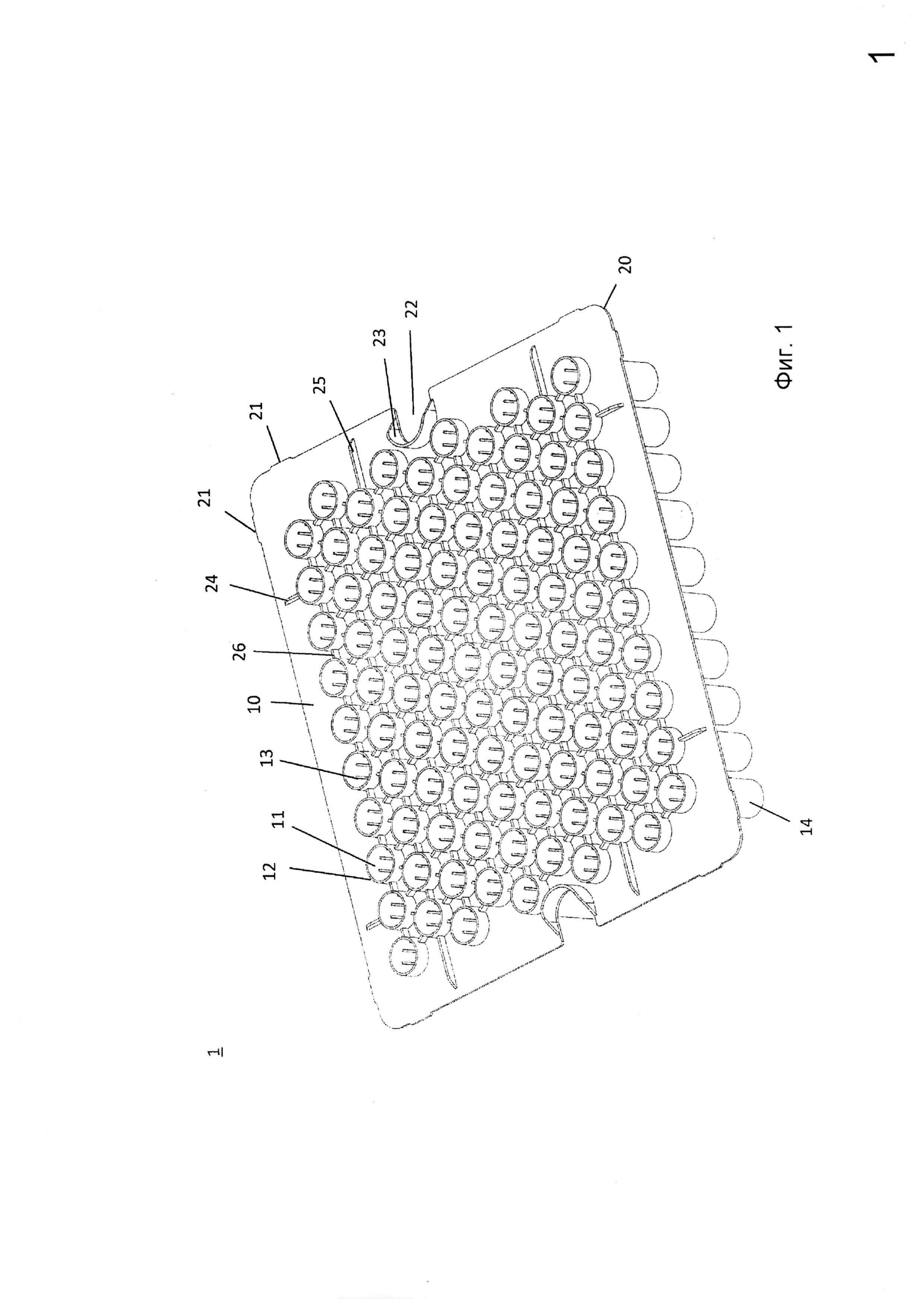
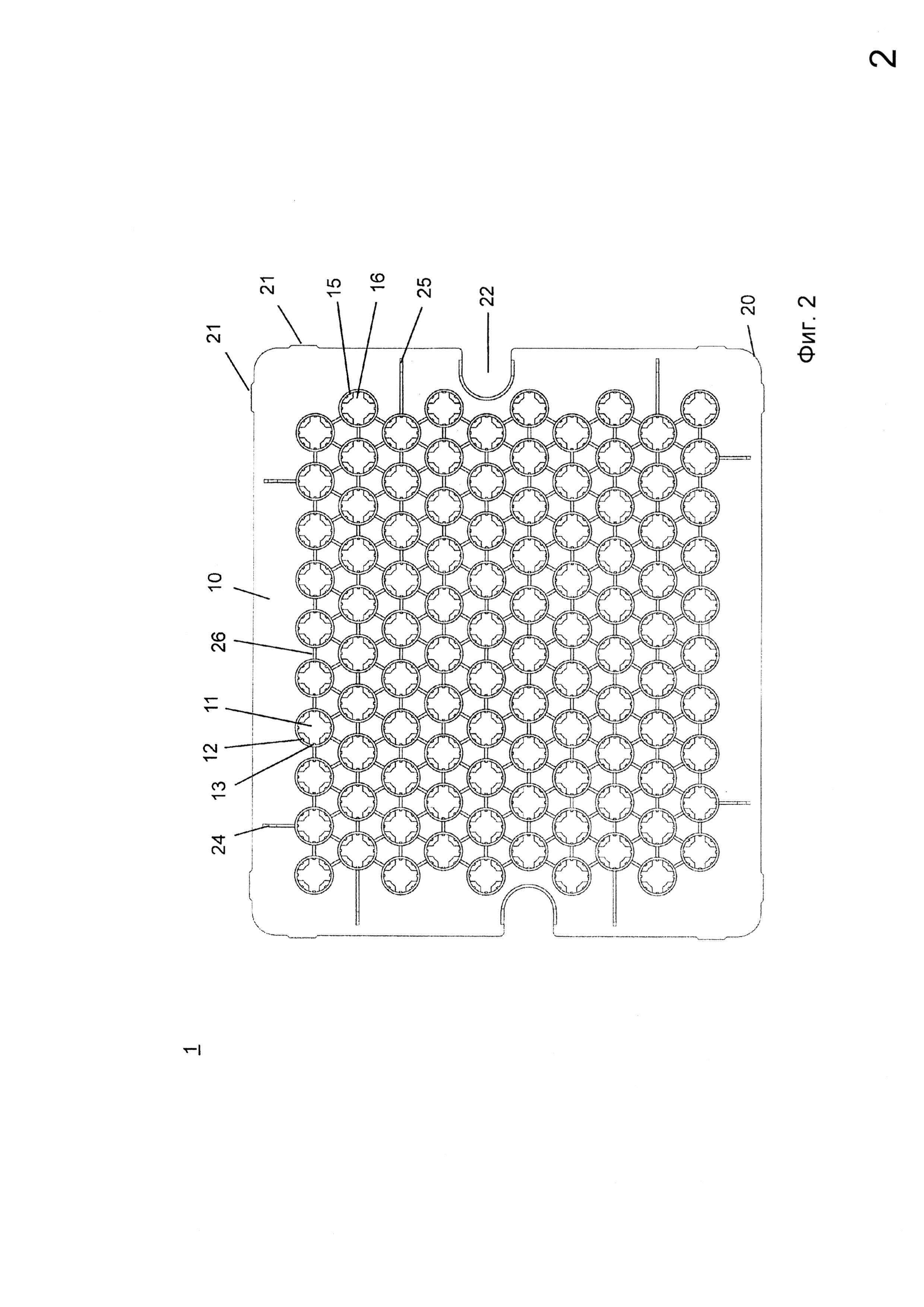
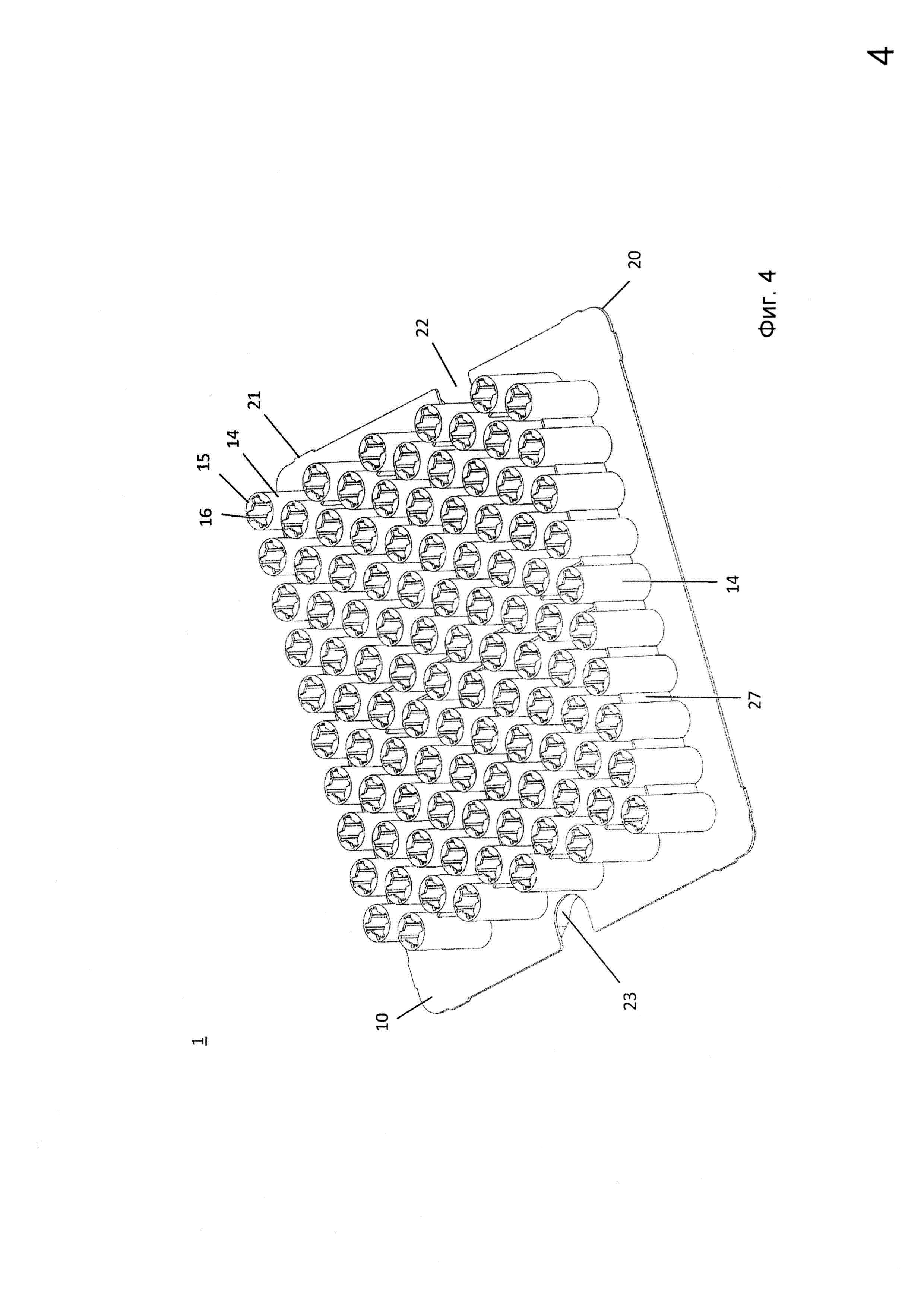
Согласно чертежам 1-4 опорная конструкция для карпул (в дальнейшем штатив для карпул) содержит плоскую опорную пластину 10 с некоторым количеством трубчатых гнезд 11, расположенных в правильной геометрической конфигурации и выступающих, по меньшей мере, вниз от нижней стороны плоской опорной пластины 11 (см. вид снизу на фиг. 4), а предпочтительно также выступающих вверх от верхней стороны опорной пластины, как показано на виде сверху в аксонометрии (фиг. 1). Таким образом, трубчатые гнезда 11 образованы кольцевыми боковыми стенками 12, 14, выступающими из верхней и нижней стороны опорной пластины 10, соответственно. Предпочтительно, эти боковые стенки 12, 14 имеют цилиндрическую форму для установки карпул, хотя возможны и другие формы, например, многоугольные. Эти гнезда 11 расположены в обычной двумерной конфигурации на равном удалении друг от друга. Как показано на виде сверху на фиг. 2, воображаемые соединительные линии между центрами соседних гнезд 11 могут образовывать, соответственно, шестиугольник с еще одним гнездом 11, расположенным в центре соответствующего шестиугольника. В других вариантах исполнения гнезда могут располагаться на равном удалении друг от друга в двух взаимно ортогональных направлениях.
Внутренний диаметр гнезд немного превышает наружный диаметр карпул, устанавливаемых в гнезда. Для точного центрирования карпул на внутренних кольцевых поверхностях боковых стенок 12, 14, выступающих радиально вовнутрь, сформировано несколько ребер 13. Эти ребра 13 сформированы на равных угловых расстояниях друг от друга на внутренних поверхностях боковых стенок 12, 14, предпочтительно, в диаметрально противоположных положениях, в результате чего общее количество этих ребер 13 может быть равно, например, четырем или восьми.
Предпочтительно, верхние концы этих ребер 13 не доходят до верхнего края боковых стенок 12. Для плавного введения карпул в гнезда 11 верхние концы ребер 13, предпочтительно, наклонены радиально внутрь, чтобы направлять карпулы при установке. Ребра 13 совместно охватывают внутренний объем диаметра, равный, по существу, наружному диаметру карпул, что позволяет, по существу, исключить дребезжание при хранении карпул и обеспечить плавное осевое перемещение карпул без дребезжания при установке в гнезда 11 или извлечении из гнезд 11. Ребра 13 обеспечивают точное центрирование карпул в заданных положениях, благодаря чему автоматические системы обработки могут ожидать нахождения карпул в точно определенных положениях при передаче карпул на станцию обработки, что значительно снижает затраты на автоматизацию.
Как показано на фиг. 6а, осевая длина гнезд 11 меньше осевой длины устанавливаемых карпул, вследствие чего при использовании нижние концы с отверстиями 53 для наполнения выступают над верхней кромкой верхних боковых стенок 12 гнезд, то есть отверстия 53 для наполнения доступны для обработки, например, для выполнения операции наполнения, как показано на фиг. 11.
Как показано на фиг. 4-6, фиксирующие выступы 15 сформированы на нижних концах гнезд 11, выступающих радиально вовнутрь. Эти фиксирующие выступы 15 входят в зацепление с уступами 51 карпул таким образом, чтобы уступы 51 непосредственно опирались на фиксирующие выступы 15 гнезд 11, когда карпулы установлены в перевернутом положении в гнезда 11, как показано на фиг. 6. Кроме того, осевую длину гнезд подбирают под осевую длину карпул таким образом, чтобы нижние концы карпул выступали из верхних концов гнезд 11, как показано на фиг. 6.
Как показано на фиг. 3 и 4, фиксирующие выступы 15 выполнены в виде кольцевых сегментов, выступающих радиально вовнутрь на нижних концах гнезд 11 на равном угловом удалении друг от друга, предпочтительно, в диаметрально противоположных положениях. Как показано на фиг. 3, зазоры 16, по существу, прямоугольного профиля образованы между соседними фиксирующими выступами 15. Эти зазоры 16, предпочтительно, проходят до внутренней поверхности боковых стенок 14 гнезд 11. Вышеупомянутые осевые ребра 13 могут проходить вниз до фиксирующих выступов 15, но для точного центрирования карпул это не обязательно.
Для плавной, а также более стабильной и точной поддержки карпул передние концы фиксирующих выступов 15 могут быть скошены или сведены на клин в соответствии с внешним контуром уступов 51 устанавливаемых карпул.
Как показано на фиг. 6b, наружный диаметр запечатанных или предварительно опрессованных верхних концов закрытых карпул 5 больше наружного диаметра уступов 51 карпул, но меньше (первого) наружного диаметра цилиндрического корпуса 50. Кроме того, толщина фиксирующих выступов 15 в осевом направлении меньше осевой длины запечатанных верхних концов закрытых карпул 5, вследствие чего запечатанные верхние концы закрытых карпул проходят через центральные отверстия 17 (см. фиг. 5), образованные фиксирующими выступами 15 на нижних концах гнезд 11.
Опорная пластина 10 штатива 1, описываемого настоящим изобретением, предпочтительно, выполнена из пластмассы, а боковые стенки 12, 14 гнезд 11 и фиксирующие выступы 15 сформированы как единое целое с опорной пластиной 10. Для обеспечения возможности закупоривания отверстий 53 для наполнения резиновыми заглушками или поршнями шприцев, когда карпулы находятся в гнездах 11 штатива 1, фиксирующие выступы 15, предпочтительно, выполнены с возможностью выдерживания стандартных осевых сил, воздействующих на закрытые карпулы при закупоривании, в частности, до 500 Н, предпочтительно, до 750 Н, более предпочтительно до 1000 Н; это можно легко обеспечить путем соответствующего выбора пластмассы и прочности материала опорной пластины 10 и всех ее компонентов.
Как показано на фиг. 2 и 4, для придания жесткости опорной пластине 10 ребра 26, 28 жесткости могут быть выполнены, соответственно, на верхней и нижней стороне опорной пластины 10, соединяя верхние боковые стенки 12 и нижние боковые стенки 14 гнезд. В конфигурации гнезд 11, показанной на фиг. 2, эти ребра 26 жесткости образуют, таким образом, шестиугольники, соединяющие соседние гнезда, и треугольники, соединяющие внешнее из этих гнезд с другим гнездом 11, расположенным в центре соответствующего шестиугольника. Как показано на фиг. 4, эти ребра 28 жесткости могут соединять боковые стенки 14 внешних гнезд 11. Кроме того, центральное ребро 28 жесткости может быть расположено в центре опорной пластины 10, соединяя центральные гнезда 11 этой группы. В предпочтительном варианте исполнения такой штатив 1 изготавливают из пластмассы методом литья под давлением. Несмотря на вышеупомянутые меры по приданию жесткости, опорная пластина 10 может оставаться в определенной степени гибкой, если это необходимо.
Для транспортировки, хранения и упаковки вышеописанного штатива 1 вместе с установленными в него карпулами используют транспортировочный или упаковочный контейнер 3 (далее называемый поддоном для карпул), как схематично показано на фиг. 7. Как показано на фиг. 7, транспортировочный или упаковочный контейнер 3 имеет, по существу, форму коробки или поддона с основанием 30, боковой стенкой 31 по периметру, выступающей, по существу, в вертикальном направлении от основания, поддерживающим уступом 32, выступающим, по существу, под прямым углом от нее, верхней боковой стенкой 33 по периметру и верхней кромкой 34, выполненной в виде фланца. Углы 35 транспортировочного или упаковочного контейнера 3 соответствующим образом закруглены, в частности, вблизи поддерживающего уступа 32. Предпочтительно, верхняя боковая стенка 33 наклонена под небольшим углом к вертикали относительно основания 30, облегчая введение штатива 1. Такой транспортировочный или упаковочный контейнер 3 изготавливают, предпочтительно, из пластмассы, в частности, методом литья под давлением, предпочтительно, из прозрачной пластмассы, что обеспечивает визуальный осмотр штатива 1, расположенного в транспортировочном или упаковочном контейнере 3, и находящихся в штативе карпул 5.
Таким образом, штатив 1 можно точно расположить в транспортировочном или упаковочном контейнере 3, что позволяет установить и удерживать некоторое количество карпул 5 в правильной конфигурации и в точно определенных положениях в транспортировочном или упаковочном контейнере 3 стандартных размеров. В частности, благодаря этому верхние концы всех карпул могут быть расположены в одной общей плоскости, параллельной дну 30, а все нижние стороны или нижние концы карпул будут расположены в одной общей плоскости, параллельной верхней кромке 34 транспортировочного или упаковочного контейнера 3. Как показано на фиг. 9, нижние концы карпул не выступают за верхнюю кромку 34 транспортировочного или упаковочного контейнера 3, но находятся на некотором расстоянии до верхней кромки 34.
Как показано на фиг. 9, упаковочный модуль (также называемый поддоном и штативом в сборе), образованный транспортировочным или упаковочным контейнером (поддоном) 3 и штативом 1 с расположенными в нем карпулами 5, закрыт или герметично закрыт, по меньшей мере, с верхней стороны защитной пленкой или упаковочной пленкой 6, закрепленной на верхней фланцевой кромке 34 поддона 3. Таким образом, внутренняя часть поддона 3 герметично закрыта относительно окружающей среды с момента производства до времени открытия доступа к внутренней части поддона 3 в целях дальнейшей обработки карпул 5. Защитная пленка 6 может представлять собой, в частности, газопроницаемую полимерную пленку, в частности, полотно из синтетических волокон, например, полипропиленовых волокон, или защитную пленку Tyvek®, позволяющую стерилизовать установленные в поддон карпулы через пленку 6.
Специалисту в данной области техники очевидно, что нижняя сторона транспортировочного или упаковочного контейнера (поддона) 3 может быть выполнена открытой, например, подобно поддону 3, показанному на фиг. 9, то есть таким образом, чтобы на нижней стороне поддона имелась фланцевая нижняя кромка, подобная верхней кромке 34, благодаря чему можно обеспечить свободный доступ к нижней стороне карпул 5 для обработки, в том числе, с нижней стороны поддона 3, если в этом есть необходимость.
Как показано на фиг. 1 и 2, для упрощения установки штатива 1 в поддон 3 и извлечения из него на двух продольных сторонах опорной пластины 10 выполнены отверстия 22 для доступа, через которые манипулятора или иные подобные приспособления могут захватывать штатив 22. Как показано на фиг. 1, отверстия 22 для доступа частично окружены вертикальными боковыми стенками 23, что предотвращает столкновение манипуляторов или иных подобных приспособлений с установленными карпулами. Как показано на фиг. 1, отверстия 22 для доступа смещены друг относительно друга, например, на один ряд, что дополнительно облегчает однозначное позиционирование штатива 1 в поддоне 3.
Упаковочный модуль, показанный на фиг. 9 и содержащий предварительно стерилизованные и предварительно заполняемые карпулы или цилиндры шприцев, можно хранить в безопасных асептических условиях, после чего поставлять фармацевтическим предприятиям для дальнейшей обработки. В частности, фармацевтические предприятия впоследствии фасуют лекарственные средства или другие жидкости в предварительно стерилизованные и установленные в гнезда цилиндры шприцев через отверстия для наполнения, используя обычные машины для наполнения и закупоривания, которые могут относиться к любой из трех следующих категорий таких машин: 1) ручные машины, 2) полуавтоматические машины и 3) полностью автоматические машины.
Пример такой операции наполнения представлен на фиг. 11 в виде схематичного разреза. При поставке в асептических условиях упаковочный модуль будет герметично закрыт крышкой или защитной пленкой, как было описано выше (не показано на чертежах), в то время как штатив 1 будет опираться на поддерживающий уступ 32 поддона 3. При поставке в асептических условиях упаковочный модуль можно дополнительно упаковать, по меньшей мере, в один стерильный полимерный мешок. Карпулы 5, верхние концы которых закрыты пробками 55, например, предварительно опрессованы, будут помещены в перевернутом положении в гнезда штатива 1 таким образом, чтобы их отверстия 53 для наполнения были обращены к верхнему концу поддона 3 и крышке или защитной пленке (не показанной на чертежах). Таким образом, уровень нижних концов карпул 5 по высоте точно определяется относительно уровня опорной пластины 10, который, по существу, соответствует уровню поддерживающего уступа 32 поддона 3, поскольку опорная пластина 10 опирается непосредственно на поддерживающий уступ 32.
Примерный процесс наполнения, показанный на фиг. 11, учитывает, что опорная пластина 10 опирается непосредственно на прямоугольную удерживающую раму 40 после извлечения из поддона 3. Тем не менее, внутренний просвет удерживающей рамы 40 по ширине обеспечивает непосредственную поддержку внешней стороны поддерживающего уступа 32 на удерживающей раме. В любом случае уровень нижних концов карпул 5 по высоте точно определяют относительно уровня удерживающей рамы 40.
Для осуществления процесса наполнения удерживающую раму 40 переносят с точно определенным уровнем по высоте на станцию заполнения, содержащую ряд наполнительных патрубков 41 на консоли 42, используемых для впрыска жидкости, например, лекарственного средства через отверстия 53 для наполнения в карпулы 5, поддерживаемые штативом 1. Уровень нижних концов наполнительных патрубков 41 по высоте точно определяют таким образом, чтобы между нижними концами карпул 5 и нижними концами наполнительных патрубков 41 был обеспечен отличный от нуля зазор с однозначно определенной шириной Δz. Обычно ширину Δz этого зазора точно регулируют перед осуществлением процесса в рамках общей настройки обрабатывающей станции. Ширину Δz этого зазора регулируют в соответствии с общими правилами техники безопасности, в частности, с требованиями Правил организации производства и контроля качества лекарственных средств.
Для заданной длины карпул 5, устанавливаемых в штатив 1, уровень нижних концов карпул 5 по высоте точно определяется осевой длиной гнезд 11 штатива 1 и, следовательно, уровнем фиксирующих выступов 15 по высоте. Таким образом, если на одной и той же обрабатывающей станции необходимо обрабатывать карпулы 5 различных типов с различной осевой длиной, в соответствии с настоящим изобретением не потребуется изменять общие настройки обрабатывающей станции. Вместо этого нужно просто использовать штатив 1 другого типа с гнездами 11 другой осевой длины, чтобы гарантировать возможность подачи карпул 5 другого типа на обрабатывающую станцию на том же уровне нижних концов карпул 5 другого типа по высоте.
Поскольку штатив 1 другого типа, необходимый для карпул 5 другого типа, вместе с установленными в нем закрытыми карпулами 5 можно установить в упаковочный модуль таким же образом, а упаковочный модуль в сборе можно закрыть и транспортировать в асептических условиях до фармацевтических предприятий, в соответствии с настоящим изобретением карпулы другого типа можно обрабатывать с теми же настройками и в тех же условиях, не изменяя общие регулировки обрабатывающей станции. Кроме того, для этого не потребуются дополнительные гигиенические разрешения. Таким образом, согласно настоящему изобретению карпулы различных типов с различной осевой длиной можно обрабатывать одинаковым образом, в одинаковых общих условиях и при одинаковых настройках. Таким образом, настоящее изобретение позволяет с низкими затратами обрабатывать предварительно стерилизованные закрытые карпулы.
Специалисту в данной области техники очевидно, что вышеупомянутый принцип замены штатива одного типа штативом другого типа для компенсации различий в осевой длине партий карпул различных типов можно применять для компенсации различий в наружных диаметрах партий карпул различного типа. В частности, если на одной и той же обрабатывающей станции необходимо обрабатывать первую партию карпул с первым наружным диаметром и вторую партию карпул со вторым наружным диаметром, отличающимся от первого наружного диаметра, в соответствии с изобретением потребуется лишь заменить штатив первого типа, используемый для первой партии карпул и имеющий гнезда с диаметром, соответствующим первому наружному диаметру, на штатив второго типа, используемый для второй партии карпул и имеющий гнезда с диаметром, соответствующим второму наружному диаметру.
Специалисту в данной области техники, ознакомившемуся с вышеизложенным, очевидно, что данный принцип можно также применять для доступа к верхним концам карпул, так как уровень верхних концов всех карпул, установленных в штативе, по высоте также точно определен относительно уровня удерживающей рамы 40 по высоте. Это справедливо, в том числе, для поставки фармацевтическому заказчику поддона 3 с открытым дном, закрытым крышкой или защитной пленкой.
На фиг. 12а в аксонометрии снизу показана опорная конструкция для закрывающих элементов (в дальнейшем штатив для закрывающих элементов), содержащая плоскую опорную пластину 60 с некоторым количеством трубчатых гнезд 61, расположенных в правильной геометрической конфигурации и выступающих, по меньшей мере, вниз от нижней стороны плоской опорной пластины 60, и, предпочтительно, также выступающих вверх от верхней стороны опорной пластины 60, как показано на разрезе следующего варианта исполнения (фиг. 12d и 12е). Таким образом, трубчатые гнезда 61 образованы кольцевыми боковыми стенками 62, 63, выступающими из верхней и нижней стороны опорной пластины 60, соответственно. Предпочтительно, эти боковые стенки 62, 63 имеют цилиндрическую форму для установки закрывающих элементов 200, хотя возможны и другие формы, например, форма эллипса. Эти гнезда 61 расположены в той же правильной двумерной конфигурации, что и описанная выше опорная конструкция для карпул, на равном удалении друг от друга.
На фиг. 12с показана установка некоторого количества закрывающих элементов 200, например, эластичных пробок или уплотнителей поршня, в гнезда 61 штатива 2 для закрывающих элементов. Для этого закрывающие элементы 200 устанавливают сверху или снизу в гнезда 61 на необходимую глубину, предпочтительно, таким образом, чтобы они полностью вошли в гнезда, а верхние концы закрывающих элементов 200 оказались на небольшом расстоянии от верхних концов верхних боковых стенок 63, как определено фиксирующими структурами внутри гнезд 61, как показано на фиг. 12е.
Для надежной фиксации закрывающих элементов 200 в гнездах 61, в частности, для предотвращения простого выскальзывания закрывающих элементов 200 из гнезд 61 во время обработки штатива с закрывающими элементами, которая может включать изменение ориентации штатива для закрывающих элементов, гнезда 61 содержат фиксирующие структуры 66, 67, выполненные с возможностью разъемного соединения с закрывающими элементами 200 с целью удержания закрывающих элементов в гнездах. В частности, фиксирующие структуры 66, 67 сформированы на внутренних сторонах кольцевых боковых стенок 62, 63 гнезд 61 и выполнены с возможностью взаимодействия с закрывающими элементами с силовым замыканием.
Как показано на фиг. 12е, фиксирующие структуры содержат выступы 66, 67, образованные на внутренних сторонах кольцевых боковых стенок 62, 63 гнезд. Выступы могут быть выполнены в виде кольцевых выступов на внутренних сторонах кольцевых боковых стенок 62, 63 гнезд 61. Предпочтительно, выступы 66, 67 могут быть сформированы на равном угловом удалении друг от друга вдоль внутренних сторон кольцевых боковых стенок 62, 63 гнезд 61.
По меньшей мере, один выступ может быть выполнен таким образом, чтобы он входил в зацепление с внешним контуром закрывающих элементов 200. Как показано на фиг. 12е, закрывающие элементы 200 могут иметь волнистый внешний контур, содержащий несколько вогнутых углублений 202 или выпуклостей 201 по периметру, а выступы могут быть сформированы таким образом, чтобы, по меньшей мере, частично входить в зацепление с этим внешним контуром.
Как показано на фиг. 12е, гнезда 61 содержат верхние фиксирующие структуры 66, сформированные на верхнем конце гнезд 61, и нижние фиксирующие структуры 67, сформированные на нижнем конце гнезд 61, причем расстояние между соответствующими верхними и нижними фиксирующими структурами, по существу, равно осевой длине закрывающих элементов 200, то есть закрывающие элементы 200 могут удерживаться свободно, то есть даже с радиальным и/или осевым зазором, между двумя фиксирующими структурами 66, 67 или, по меньшей мере, лишь с незначительным трением.
Как показано на фиг. 12е, верхние фиксирующие структуры 66 выполнены в виде выпуклых выступов, выступающих от внутренних сторон верхних кольцевых боковых стенок 63 гнезд 61, в то время как нижние фиксирующие структуры 67 выполнены в виде крючкообразных выступов, выступающих от внутренних сторон нижних кольцевых боковых стенок 62 гнезд 61.
Согласно фиг. 12е, на верхней стороне нижних фиксирующих структур 67 может быть предусмотрена фаска, предназначенная для поддержки нижней стороны закрывающих элементов 200 и уменьшения усилия, необходимого для выталкивания закрывающих элементов 200 вниз. Согласно фиг. 12е, на нижней стороне нижних фиксирующих структур 67 также может быть предусмотрена фаска, то есть гнезда во время закупоривания могут опираться непосредственно на нижние концы карпул, не вызывая натяжения, как показано на фиг. 15 и детально изложено ниже.
Для транспортировки, хранения и упаковки вышеописанного штатива 2 вместе с установленными в него закрывающими элементами используют транспортировочный или упаковочный контейнер 3а (далее называемый поддоном для закрывающих элементов), как схематично показано на фиг. 13а. Как показано на фиг. 13а, транспортировочный или упаковочный контейнер 3а имеет, по существу, ту же конфигурацию, что была описана ранее в связи с фиг. 7, то есть имеет, по существу, форму коробки или поддона с основанием 30а, боковой стенкой 31а по периметру, выступающей, по существу, в вертикальном направлении от основания, поддерживающим уступом 32а, выступающим, по существу, под прямым углом от нее, верхней боковой стенкой 33а по периметру и верхней кромкой 34а, выполненной в виде фланца. Углы 35а транспортировочного или упаковочного контейнера 3а соответствующим образом закруглены, в частности, вблизи поддерживающего уступа 32а. Предпочтительно, верхняя боковая стенка 33а наклонена под небольшим углом к вертикали относительно основания 30а, облегчая введение штатива 2. Такой транспортировочный или упаковочный контейнер 3а изготавливают, предпочтительно, из пластмассы, в частности, методом литья под давлением, предпочтительно, из прозрачной пластмассы, что обеспечивает визуальный осмотр штатива 2, расположенного в транспортировочном или упаковочном контейнере 3а, и находящихся в штативе закрывающих элементов. Форма закругленных углов 64 опорной пластины 60 соответствует форме внутренних закругленных углов 36а поддона 3а, по меньшей мере, при расположении у нижнего конца верхних боковых стенок 33а.
Как показано на фиг. 13а, некоторое количество штативов 2 для закрывающих элементов можно расположить внутри одного транспортировочного или упаковочного контейнера 3а, уложив их друг на друга. В многослойной конфигурации нижние концы боковых стенок верхней из двух соседних опорных пластин 60 могут опираться непосредственно на верхнюю поверхность нижней из двух соседних опорных пластин 60. Поскольку наружный диаметр гнезд 61 (см. фиг. 12е) больше внутреннего диаметра гнезд 61, боковые стенки 64 не будут входить в верхние концы 65 гнезд 61. Таким образом, между соседними опорными пластинами не нужны проставки, что способствует оптимизации плотности компоновки.
На фиг. 13b показана сборка 4а поддона и штатива со всеми штативами, установленными в поддон 31а для закрывающих элементов. В целях повышения наглядности на фиг. 13а и 13b не показаны закрывающие элементы.
На фиг. 13с показан следующий уровень закрытия сборки 4а поддона и штатива (см. фиг. 13b) путем герметичного закрытия верхнего конца поддона 3а защитной пленкой 6, которая может быть закреплена на фланце 34а по периметру и может обладать газонепроницаемыми свойствами. Тем не менее, предпочтительно, защитная пленка 6 может представлять собой, в частности, газопроницаемую полимерную пленку, в частности, полотно из синтетических волокон, например, полипропиленовых волокон, или защитную пленку Tyvek®, позволяющую стерилизовать внутреннее пространство транспортировочного или упаковочного контейнера 4а потоком стерилизующего газа через защитную пленку 6.
На фиг. 13d показана сборка 4а поддона и штатива (см. фиг. 13с), стерильно герметизированная относительно окружающей среды. В этом случае закрывающие элементы можно хранить и транспортировать в стерильных условиях. Для этого сборку 4а поддона и штатива можно дополнительно упаковать, по меньшей мере, в один газонепроницаемый полимерный мешок.
На основании фиг. 14a-14g будет описана общая настройка закрытия (закупоривания) карпул в соответствии с настоящим изобретением.
Для поддержки и выравнивания опорной пластины 10 штатива для карпул в заданном положении и ориентации используют нижнюю удерживающую раму 80, содержащую центральное отверстие 84, контуры которого точно соответствуют наружным контурам штатива для карпул. В частности, как показано на фиг. 1, гнезда 11 штатива 1 для карпул расположены рядами в первом направлении, но не расположены рядами во втором направлении, перпендикулярном этому первому направлению. Вместо этого во втором направлении каждое второе гнездо 11 смещено, например, на половину расстояния между двумя соседними гнездами 11 в первом направлении. Таким образом, боковые стенки 12 гнезд 11 определяют волнистый контур во втором направлении, то есть на фиг. 1 вдоль левой и правой кромки опорной пластины 10. Две противоположные кромки центрального отверстия 84 нижней удерживающей рамы 80 точно соответствуют этому волнистому контуру, то есть штатив 1 для карпул можно просто вставить в заданной ориентации, однозначно определяемой волнистым контуром, образованным гнездами 11 штатива 1 для карпул. С помощью нижней удерживающей рамы 80 нижние концы карпул 5 располагают на точно определенном уровне по высоте относительно удерживающей рамы 70 машины, которая может входить в состав машины для обработки контейнеров и находиться в чистом помещении или в стерильных условиях, например, на фармацевтическом или фасовочном производстве.
Как показано на фиг. 14а, на удерживающей раме 70 машины расположено несколько распорных стержней 72, предназначенных для точного определения положения и ориентации нижней удерживающей рамы 80. Для этого на передних концах распорных стержней могут быть предусмотрены установочные наконечники 72, входящие в зацепление с установочными отверстиями 81, выполненными в нижней удерживающей раме 80.
На фиг. 14b показан порядок установки и позиционирования штатива для карпул в отверстии нижней удерживающей рамы 80.
Как показано на фиг. 14а и 14с, несколько распорных стержней 82 расположено на верхней стороне нижней удерживающей рамы 80 в целях точного определения положения и ориентации верхней удерживающей рамы 90, используемой для позиционирования и выравнивания штатива для закрывающих элементов выше расположенного ниже штатива для карпул и относительно него. На передних концах распорных стержней 82 предусмотрены установочные наконечники 83, входящие в зацепление с установочными отверстиями 91, выполненными в верхней удерживающей раме 90.
На фиг. 14d показан порядок позиционирования и выравнивания верхней удерживающей рамы 90 на нижней удерживающей раме 80. Некоторое количество отверстий или гнезд 92, выполненных в виде сквозных отверстий, сформировано в верхней удерживающей раме 90 в точности в той же геометрической конфигурации, что и гнезда расположенного ниже штатива для карпул.
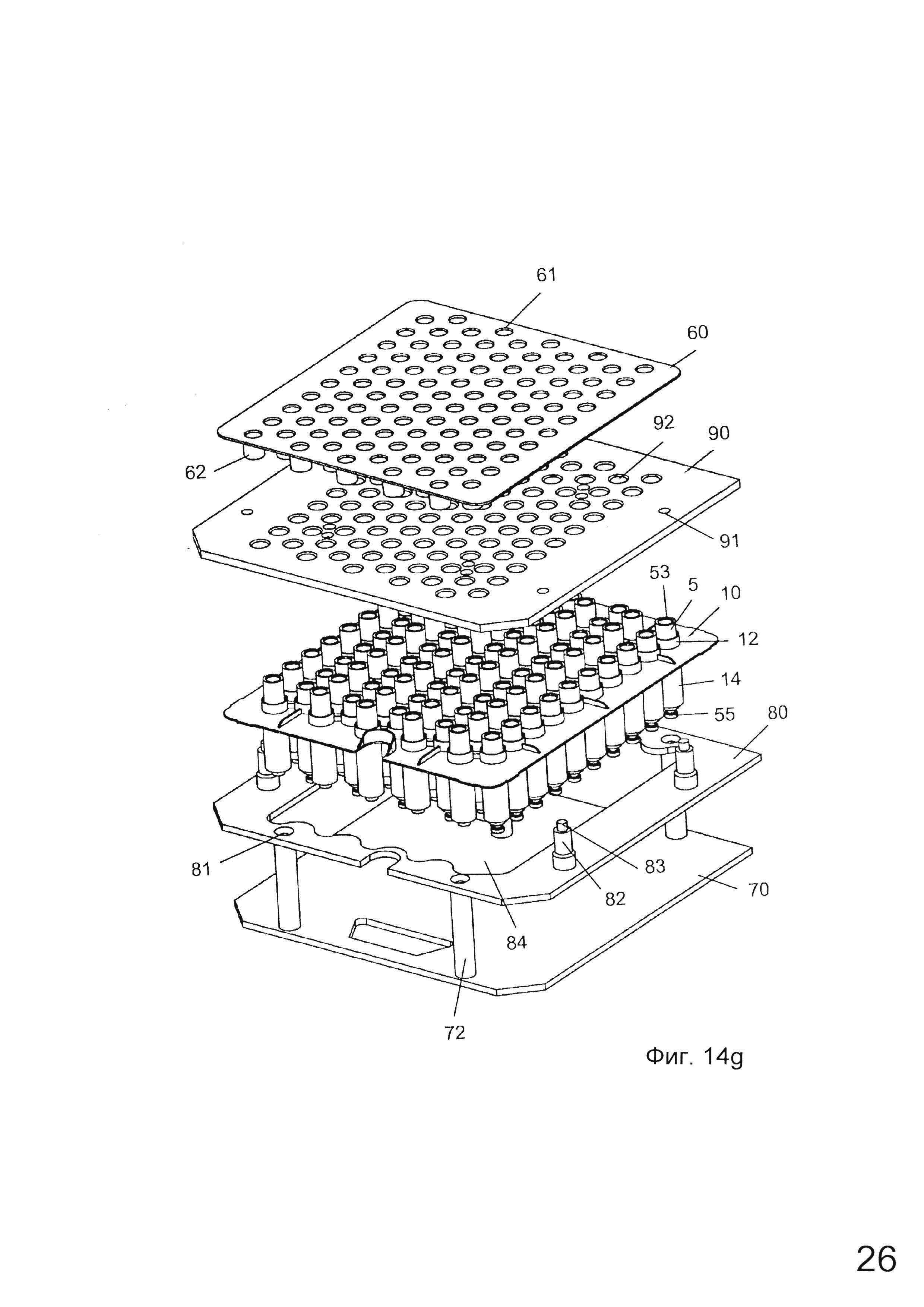
На фиг. 14е показан порядок установки опорной пластины 60 штатива для закрывающих элементов на верхнюю удерживающую раму 90. В целях повышения наглядности на фиг. 14а-14g не показаны закрывающие элементы. Как показано на фиг. 14е, опорную пластину 60 штатива для закрывающих элементов устанавливают на верхнюю удерживающую раму 90 таким образом, чтобы боковые стенки гнезд на нижней стороне опорной пластины 60 входили в отверстия или гнезда 92 верхней удерживающей рамы 90 и, в итоге, полностью располагались в ней. В свою очередь, это может быть реализовано только при условии точной ориентации и позиционирования, однозначно определяемых шаблоном, образованным отверстиями или гнездами 92 верхней удерживающей рамы 90.
Таким образом, в состоянии, показанном на фиг. 14f, все гнезда 61 опорной пластины 60 штатива для закрывающих элементов точно совмещены со всеми гнездами, образованными боковыми стенками 14 штатива для карпул и, тем самым, со всеми карпулами, установленными в штатив для карпул. На фиг. 14g представлен примерный вариант установки в разобранном виде в аксонометрии.
На фиг. 15 схематично в разрезе изображена установка, показанная на фиг. 14f. Эта установка может быть выполнена в машине для закупоривания или в комбинированной машине для наполнения и закупоривания, причем в этом случае нижняя удерживающая рама 80 может быть идентична удерживающей раме 40, изображенной на фиг. 11, а конструкция в целом будет устанавливаться в условиях пониженного давления или вакуума, по меньшей мере, во время осуществления процесса закупоривания.
Как показано на фиг. 15, нижние концы боковых стенок 62 гнезд штатива для закрывающих элементов точно удерживаются на одном уровне крючкообразными выступами 94, образованными на нижних концах цилиндрических боковых стенок 93 гнезд верхней удерживающей рамы 90. В частности, нижние концы боковых стенок 62 гнезд штатива для закрывающих элементов опираются на верхние стороны крючкообразных выступов 94. Поскольку верхняя удерживающая рама 90, изготовленная, предпочтительно, из жесткого металлического листа, обладает высокой механической устойчивостью и жесткостью и не будет изгибаться в процессе закупоривания, вышеупомянутое совмещение закрывающих элементов 200 с расположенными ниже карпулами 5 будет обеспечено на всех этапах процесса закупоривания.
Как показано на фиг. 15, нижние концы цилиндрических боковых стенок 93 гнезд верхней удерживающей рамы 90 скошены вовнутрь, что позволяет прижимать их, при необходимости, к открытым нижним концам карпул 5. На эти нижние концы может нанесено резиновое или пластмассовое покрытие, снижающее напряжение в этой области. Во время процесса закупоривания, предпочтительно, имеет место очень узкий зазор между нижними концами карпул 5 и нижними концами цилиндрических боковых стенок 93 гнезд верхней удерживающей рамы 90.
Как показано на фиг. 15, внутренний диаметр гнезд штатива для закрывающих элементов соответствует внутреннему диаметру карпул 5. Чтобы закрыть нижние концы карпул 5, закрывающие элементы 200 выталкивают вниз из гнезд штатива для закрывающих элементов и вводят в отверстия для наполнения на нижних концах карпул 5, установленных в гнезда штатива для карпул. Закрывающие элементы выталкивают вниз с помощью ряда регулируемых толкающих стержней 121 машины 120 для закупоривания. Этот процесс закупоривания можно выполнять по рядам, так и одновременно для всех закрывающих элементов 200 и карпул 5, установленных в штативы. Для этого опорную пластину 10 штатива для карпул и опорную пластину 60 штатива для уплотнителей делают жесткими в степени, достаточной для обеспечения точного совмещения закрывающих элементов 200 и карпул 5 на всех этапах процесса закупоривания.
На фиг. 10 схематично изображен (вид сверху) пример обрабатывающего устройства или станции для осуществления способа согласно настоящему изобретению, в соответствии с приведенным выше описанием, в стерильных условиях. Обрабатывающее устройство 100 имеет стерильный внутренний объем 101 с секцией подачи на левой стороне и секцией выгрузки на правой стороне. В целях обработки стерильные упаковочные модули, как было описано выше, подают через секцию подачи в стерильный внутренний объем 101. На этом этапе подачи с упаковочных модулей снимают крышки или защитные пленки таким образом, чтобы сборки поддонов и штативов, в которые помещены предварительно стерилизованные карпулы и предварительно стерилизованные закрывающие элементы, в итоге располагались вблизи положения подачи, обозначенного ссылочным номером 102. В целях обработки сборки поддонов и штативов транспортируют при помощи транспортера 106 в направлении стрелки, показанной на фиг. 10, вплоть до достижения положения выгрузки, обозначенного ссылочным номером 103. Для транспортировки штативов штативы помещаю в удерживающие рамы 40 или подобные им удерживающие столы, либо поддоны, в которые, соответственно, установлены штативы, помещают в удерживающие рамы 40 или подобные им удерживающие столы. В любом случае нижние концы карпул поступают на обрабатывающие станции 101 на точно определенных уровнях по высоте.
Секции подачи и выгрузки штативов для карпул и штативов для закрывающих элементов могут находиться в различных положениях и, в частности, могут располагаться на различных уровнях по высоте.
В качестве примера этапа обработки на фиг. 10 изображено наполнение и закупоривание карпул, установленных в штативах в удерживающих рамах 40. В целях наполнения и закупоривания штативы или сборки поддонов и штативов для карпул и закрывающих элементов сначала транспортируют в положение 104 ожидания, а затем на станцию 110 наполнения и закупоривания, где процесс наполнения и закупоривания обычно выполняют по рядам или одновременно для всех карпул и закрывающих элементов. После наполнения и закупоривания штативы, удерживающие наполненные и закупоренные карпулы, или сборки поддонов и штативов, содержащие наполненные и закупоренные карпулы, транспортируют в положение выгрузки, обозначенное ссылочным номером 103.
Во время закупоривания карпул, связанного с приложением сверху к карпулам осевых сил, обычно имеющих большую величину, симметричное расположение фиксирующих выступов 15 (см. фиг. 2) вместе с симметричным расположением осевых ребер 13 обеспечивает симметричное распределение таких сил лишь с незначительной деформацией общей формы гнезд 11 и фиксирующих выступов 15, что позволит сохранить точность центрирования и уровень расположения карпул по высоте.
Помимо заполнения закрытых карпул через отверстия для наполнения на нижних концах и/или закупоривания нижних концов закрытых карпул резиновыми уплотнителями, вышеупомянутая процедура может также выполняться для предварительной и последующей обработки карпул газом. Как можно заключить на основании фиг. 2 и 4, зазоры, образованные между осевыми ребрами 13 гнезд вместе с зазорами 16, образованными между фиксирующими выступами 15 гнезд и отверстиями 22 для доступа, дополнительно способствуют надлежащему движению потока газа для предварительной или последующей обработки карпул газом, когда штатив находится в поддоне, так как стерилизующий газ может, по существу, беспрепятственно распространяться от верхней стороны штатива к нижней стороне штатива, если штатив расположен в поддоне.
Следует понимать, что в соответствии с настоящим изобретением закрытые, в частности, предварительно опрессованные цилиндры карпул имеют, по существу, известную форму и не требуют внесения изменений по сравнению с обычными закрытыми цилиндрами карпул. То же самое относится к поддону, используемому в настоящее время в известных системах обработки предварительно наполняемых шприцев, и лишь штатив был изменен таким образом, чтобы он стал взаимозаменяем с обычным штативом для предварительно наполняемых шприцев в смысле уровня закрытых цилиндров карпул по высоте, а также на столе машины для наполнения или удерживающей раме. Кроме того, поскольку закрытые карпулы позволяют использовать одну и ту же настройку высоты стола машины для наполнения предварительно заполняемых шприцев, нижнее приемное гнездо гарантирует, что закрытые цилиндры карпул будут удерживаться на одном уровне с предварительно заполняемыми шприцами в обычном штативе.
Таким образом, опорную конструкцию для карпул, описываемую настоящим изобретением, можно в равной степени использовать для ручного, полуавтоматического или полностью автоматического процесса наполнения и закупоривания, как описано ниже:
1) Ручная машина для наполнения и закупоривания предварительно заполняемых шприцев
Обычно такую ручную машину для наполнения и закупоривания, как следует из названия, используют для наполнения и закупоривания предварительно наполняемых шприцев в неавтоматизированном технологическом процессе. Согласно настоящему изобретению, заказчик может фасовать лекарственное средство в другие медицинские изделия, то есть в карпулы с различной осевой длиной, используя одну и ту же машину для наполнения и закупоривания, так как сборка поддона и штатива, согласно настоящему изобретению, позволяет выполнять одни и те же этапы обработки на одной и той же машине, не внося какие-либо изменения в конструкцию или настройки машины для наполнения.
Таким образом, может отпадать необходимость в хранении различных запчастей, выполнении различных настроек и применении различных требований к отдельным валидационным исследованиям, которые увеличивали бы затраты и потребовали бы дополнительного времени для замены деталей, следствием чего стало бы снижение производительности.
В случае машины для закупоривания может потребоваться заменить только крепление верхней пластины, чтобы обеспечить соответствие конструкции штатива, не меняя высоту крепления.
2) Полуавтоматическая машина для наполнения и закупоривания предварительно заполняемых шприцев
Обычно такую полуавтоматическую машину для наполнения и закупоривания, как следует из названия, используют для наполнения и закупоривания предварительно наполняемых шприцев. Согласно настоящему изобретению, заказчик может фасовать лекарственное средство в медицинские изделия других типов, то есть в карпулы с различной осевой длиной, используя одну и ту же машину для наполнения и закупоривания, так как сборка поддона и штатива согласно настоящему изобретению позволяет выполнять одни и те же этапы обработки на одной и той же машине, не внося какие-либо изменения в конструкцию или настройки машины для наполнения, в частности, не меняя высоту стола для наполнения. Преимущества описаны выше для ручных машин для наполнения и закупоривания.
3) Полностью автоматическая машина для наполнения и закупоривания предварительно заполняемых шприцев
Поддон со штативом для закрытых, в частности, предварительно опрессованных, предварительно стерилизованных карпул согласно настоящему изобретению можно непосредственно подавать на существующие полностью автоматические машины для наполнения и закупоривания предварительно заполняемых шприцев, не внося какие-либо изменения в настройки машины и не регулируя или не меняя высоту стола для наполнения, а лишь заменив одну деталь, в частности, опорную пластину, для обеспечения соответствия конструкции штатива (при необходимости).
Штатив для карпул, описываемый изобретением, имеет следующие дополнительные преимущества:
1) Конструкция штатива для карпул разработана таким образом, чтобы верхний уровень карпул в поддоне и штативе находился в точности на той же высоте, что и уровень предварительно заполняемых шприцев в обычном формате поддона и штатива.
2) На верхней и/или нижней поверхности штатива предусмотрены ребра для поддержания поверхности штатива в горизонтальном положении, не допуская изгибания или оседания в поддон.
3) Фиксирующие выступы каждого гнезда выполнены в форме цветка (см. фиг. 3 и 4), что позволяет удерживать закрытые карпулы за уступы. Нижний профиль в форме цветка разработан таким образом, чтобы он мог стабильно удерживать карпулу во время ее обработки, в частности, во время операции закупоривания, когда к нижнему профилю штатива, имеющему форму цветка, прилагаются максимальные усилия. Нижний профиль в форме цветка способен выдерживать усилия до 1000 Н.
Несмотря на детальное описание конкретных вариантов исполнения изобретения, содержащееся в заявке, специалистам в данной области техники очевидна возможность разработки различных модификаций и альтернативных вариантов в рамках общих принципов изобретения. Соответственно, раскрытые варианты исполнения носят исключительно иллюстративный характер и не ограничивают защищаемый объем изобретения, определяемый полным объемом прилагаемой формулы изобретения и любых ее эквивалентов.
Список ссылочных обозначений
1 опорная конструкция для карпул (также называемая штативом для карпул)
2 опорная конструкция для закрывающих элементов (также называемая штативом для закрывающих элементов)
3 транспортировочный или упаковочный контейнер для карпул (также называемый поддоном)
3а транспортировочный или упаковочный контейнер для закрывающих элементов (также называемый поддоном)
4 сборка поддона и штатива (для карпул)
4а сборка поддона и штатива (для закрывающих элементов)
5 карпула
6 уплотнительная крышка
10 (плоская) удерживающая пластина штатива 1 для карпул
11 гнездо
12 боковая стенка гнезда 11 на верхней стороне
13 осевое ребро
14 боковая стенка гнезда 11 на нижней стороне
15 фиксирующий выступ
16 зазор между фиксирующими выступами 15
17 отверстие по центру
20 закругленный угол
21 расширение
22 отверстие для захвата
23 боковая стенка отверстия 22 для захвата
24 направляющая перегородка
25 направляющая перегородка
26 ребро жесткости на верхней стороне
27 ребро жесткости на нижней стороне
28 ребро жесткости на нижней стороне
30 дно (поддона для карпул)
30а дно (поддона для закрывающих элементов)
31 нижняя боковая стенка (поддона для карпул)
31а нижняя боковая стенка (поддона для закрывающих элементов)
32 поддерживающий уступ (поддона для карпул)
32а поддерживающий уступ (поддона для закрывающих элементов)
33 верхняя боковая стенка (поддона для карпул)
33а верхняя боковая стенка (поддона для закрывающих элементов)
34 верхний фланец (поддона для карпул)
34а верхний фланец (поддона для закрывающих элементов)
35 закругленный угол (поддона для карпул)
35а закругленный угол (поддона для закрывающих элементов)
36а внутренний закругленный угол (поддона для закрывающих элементов)
40 удерживающая рама
41 наполнительный патрубок
42 консоль для группы наполнительных патрубков 41
43 консоль для закупоривающих устройств
50 цилиндрический корпус
51 уступ
52 расширенная верхняя кромка
53 отверстие для наполнения
54 нижнее отверстие
55 уплотнение
60 опорная пластина штатива 2 для закрывающих элементов
61 гнездо
62 боковая стенка гнезда 61
63 верхнее расширение боковой стенки 62
64 закругленный угол
65 верхний конец гнезда 61
66 верхний фиксирующий выступ
67 нижний фиксирующий выступ
70 удерживающая рама машины
71 отверстие
72 распорный стержень
80 нижняя удерживающая рама
81 установочное отверстие
82 распорный стержень
83 установочный наконечник распорного стержня 82
84 отверстие в центральной удерживающей раме 80
90 верхняя удерживающая рама
91 установочное отверстие
92 гнездо
93 цилиндрическая боковая стенка
94 нижний выступ
100 обрабатывающее устройство
101 стерильный внутренний объем
102 сборка поддона и штатива в области подачи
103 сборка поддона и штатива в области выгрузки
104 штатив в сборе в положении ожидания
105 штатив в сборе на станции для наполнения
106 транспортер
110 обрабатывающая станция для наполнения и закупоривания
111 следующая обрабатывающая станция
120 машина для закупоривания
121 выталкивающий стержень
200 уплотнитель
201 выступ
202 выемка
Реферат
Изобретение относится к обработке партии запечатанных карпул, в частности предварительно опрессованных карпул, предназначенных для использования в медицинской, фармацевтической или косметической промышленности. Согласно способу закрытия некоторого количества медицинских карпул (5) используется штатив для закрывающих элементов, служащий опорой для некоторого количества закрывающих элементов, состоящий из плоской опорной пластины с некоторым количеством гнезд, в частности трубчатых гнезд (61) с фиксирующими структурами для надежного удержания закрывающих элементов (200). Способ предусматривает удержание некоторого количества медицинских карпул (5) в соответствующем штативе для карпул. Штатив для закрывающих элементов расположен над штативом для карпул таким образом, чтобы гнезда штатива для закрывающих элементов были точно совмещены с гнездами штатива для карпул. После этого закрывающие элементы (200) выталкивают вниз из гнезд в штативе для закрывающих элементов в карпулы (5), которые находятся в штативе для карпул. Штатив для закрывающих элементов можно непосредственно подавать в существующие линии для наполнения и закупоривания, предназначенные для обработки запечатанных предварительно заполняемых цилиндров шприцев, по существу не меняя настройки. 3 н. и 18 з.п. ф-лы, 29 ил.
Комментарии