Термоформуемые многослойные пленки и изготовленные из них блистерные упаковки - RU2538793C2
Код документа: RU2538793C2
Чертежи
Описание
Область техники
Изобретение относится, в общем, к многослойным пленкам и, более конкретно, к многослойной пленке, имеющей подобно хромированному или зеркальному внешний вид по меньшей мере на одной своей поверхности. Пленки, описанные в настоящем документе, проявляют превосходные влагостойкие свойства, хорошо поддаются термоформованию и являются подходящими в изготовлении блистерных упаковок для содержания множества таблеток, включая бездымные прессованные табачные изделия.
Недавно на рынок поступили или были описаны новые формы бездымных табачных изделий, включая изделия в форме гелей, пленок и таблеток. Конструирование упаковки для использования с бездымным табачным изделием в форме таблетки предоставляет уникальные возможности. Например, в случае изделий на основе табака может стать проблемой влагосодержание, потому что табак является гигроскопичным по своей природе. Защита от детей также представляет собой другое желательное свойство для упаковки, используемой с бездымными табачными изделиями.
Для содержания таблеток, распространяемых среди потребителей, часто используются блистерные упаковки. В частности, для распространения фармацевтических или других определенных потребительских изделий блистерная упаковка обычно имеет преимущество по сравнению с таблетками без упаковки или во флаконах по причинам определенности дозируемого количества, безопасности хранения и удобства использования.
Блистерные упаковки обычно изготавливают формованием тонких листов синтетического пластмассового или ламинированного материала в содержащую множество гнезд или ячеек структуру. Это можно осуществлять посредством непрерывных операций поточного заполнения и герметизации.
Гнезда или ячейки обычно расположены в виде прямоугольной решетчатой матрицы. Как правило, отдельная ячейка предназначена для содержания одного предмета. Содержимое ячеек можно оценивать путем случайной выборки или, в определенных случаях, в заданной последовательности. Можно использовать выступающие вверх периферические ободки, края или кромки, чтобы способствовать жесткости профиля всего лотка и дополнительной защите содержимого ячеек.
Блистерные упаковки обычно изготавливают формованием упругодеформируемых синтетических пластмасс в заданную матрицу из множества отдельных гнезд или пузырьков. Таблетки захватываются или удерживаются в гнездах посредством снимаемого, отделяемого или ломкого защитного слоя, обычно изготавливаемого из металла, включая алюминиевую фольгу, металлизированную пластмассовую фольгу или сочетание ламинированной бумаги и фольги. В сочетании ламинированной бумаги и фольги бумага адгезионно соединена в виде ламинированной многослойной накладки на фольгу и используется в качестве снимаемого защитного слоя. В указанном качестве бумага предназначена для защиты нижележащей фольги, пока бумага остается на своем месте. С этой целью бумага прикреплена к фольге и не соединена иным образом с самой блистерной упаковкой.
Для изготовления блистерных упаковок используют разнообразные пленки. Традиционные пленки, используемые для изготовления блистерных упаковок, как правило, включают полимеры, в том числе поливинилхлорид (PVC), поливинилиденхлорид (PvDC) и/или фторполимеры.
Как правило, пленки, которые используют исключительно для защиты от пыли, включают однослойный лист, включающий только PVC. Эти пленки обычно не включают какие-либо дополнительные полимерные слои вследствие увеличения издержек производства, которые сопровождают использование дополнительных полимеров. Эти пленки также невозможно использовать в качестве эффективных влагостойких средств, потому что известно, что PVC допускает проникновение высоких уровней влаги через пленку. Таким образом, PVC является не пригодным для использования в чистом виде в приложениях, которые требуют защиты от влаги.
Были сделаны попытки решить проблемы влагозащиты пленок. Эти попытки включают использование галогенов и фторполимеров в пленках, которые также включают PVC и PvDC. Галогены и фторполимеры обычно включают фтор и полихлортрифторэтилен. Использование галогенов и фторполимеров позволяет придавать пленкам достаточную влагозащиту и применять их в качестве влагостойких.
Пленка, включающая фторполимеры, которая представляет собой эффективную влагостойкую пленку, предложили Blum и др. в публикации патентной заявки США № 2003/0203141. Blum и др. используют пленку, включающую первый адгезионный слой, содержащий сополимер стирола и бутадиена, основу, наиболее внешний слой, включающий циклические олефиновые сополимеры, и фторполимер во внешнем слое пленки. Blum и др. также используют ациклические олефиновые сополимеры во внешнем слое пленки. Известно, что циклические олефиновые сополимеры подвергаются разложению, если они вступают в контакт с маслами, органическими и щелочными растворителями и при нагревании. Вследствие этого ухудшается состояние и снижается эффективность внешнего слоя пленки.
Циклоолефиновые сополимеры (COC) проявляют превосходные свойства прозрачности и влагонепроницаемости, помимо термостойкости, химической стойкости, стойкости к растворителям и жесткости. Другое преимущество некристаллического сополимера COP (циклоолефиновый полимер) заключается в том, что он поддается термоформованию. Хотя данные свойства делают COC желательными в применении для упаковки, термоформуемый COC иногда является восприимчивым к растрескиванию под действием напряжения при помещении в щелочные среды. Многослойную пленку, включающую слой COC, предложили Itoh и др. в патенте США № 6042906, который описывает пластмассовый контейнер, содержащий слой COC, прикрепленный к слою олефинового полимера или этилен-винилового сополимера. Слой COC прикреплен к слоям нециклического олефина посредством адгезионного полимера.
Многослойные полимерные пленки или ламинаты, производимые вследствие совокупности из свойств, часто включают «связующие» слои адгезионных материалов, поскольку различные полимеры обычно с трудом прикрепляются друг к другу.
Многослойные полимерные пленки или листы можно изготавливать методом соэкструзии. Патенты США № 3479425; 3959431 и 4406547 описывают способы соэкструзии. Многослойные пленки обычно соэкструдируют пропусканием двух или более потоков расплавленных полимеров через фильеру. Материалы сплавляют друг с другом в слоистую структуру и оставляют для охлаждения. После экструдирования из пластмассовых пленок можно формовать контейнеры, подвергая их процессам термоформования. Хорошо известна конструкция блистерной упаковки или других предметов, изготавливаемых способами термоформования.
Термоформование хорошо зарекомендовало себя в производстве упаковок, имеющих высокую надежность и целостность. Патенты США №№ 4421721; 4994229; 5106567 и 6086600 описывают разнообразные способы термоформования пластмассовых контейнеров. Как правило, способом термоформования изготавливают пластмассовые контейнеры и упаковочные структуры, нагревая пластмассовый лист до желательной температуры и придавая пластмассе нужную форму, подвергая ее формованию в форме в вакууме или под давлением.
Термоформуемая блистерная упаковка обычно содержит товарные изделия, включая продукты питания, предметы личной гигиены и подобные изделия. Патент США № 6489016 описывает многослойные упаковочные пленки из полиолефинов. Кроме того, предложения таких упаковочных материалов и изготовленных из них упаковок содержатся в патентах США №№ 6383582; 5750262; 5783270 и 5755081. Влагостойкие свойства пленки представляют собой важные характеристики в применении для упаковки. Пропускание влаги через контейнер может неблагоприятно повлиять на содержимое, особенно в применениях, где упаковка содержит фармацевтические изделия, продукты питания, прессованные табачные изделия и подобные предметы.
Несмотря на успехи в технике, по-прежнему существует потребность, особенно в применении для блистерных упаковок, в термоформуемых листах и пленках, которые имеют подходящие влагостойкие свойства и превосходный внешний вид и являются высокотехнологичными, в изготовлении блистерных упаковок для содержания множества таблеток, включая бездымные прессованные табачные изделия.
Сущность изобретения
В настоящем документе описаны многослойные пленочные структуры для использования в изготовлении блистерных упаковок для содержания множества таблеток и способы изготовления указанных структур и блистерных упаковок.
В одном аспекте предложена многослойная пленочная структура для использования в изготовлении блистерной упаковки. Многослойная структура включает первый полимерный слой, имеющий первую поверхность и вторую поверхность, причем первый полимерный слой содержит металлизированный полиэтилентерефталат, второй полимерный слой, имеющий первую поверхность и вторую поверхность, причем первая поверхность второго полимерного слоя расположена рядом со второй поверхностью первого полимерного слоя, и второй полимерный слой содержит циклический олефин или гомополимер хлортрифторэтилена, и третий полимерный слой, имеющий первую поверхность и вторую поверхность, где первая поверхность третьего полимерного слоя расположена рядом со второй поверхностью второго полимерного слоя, и третий полимерный слой содержит полипропилен или поливинилхлорид.
В одной форме многослойная пленочная структура дополнительно включает первый связующий слой, расположенный между второй поверхностью первого полимерного слоя и первой поверхностью второго полимерного слоя.
В другой форме многослойная пленочная структура дополнительно включает второй связующий слой, расположенный между второй поверхностью второго полимерного слоя и первой поверхностью третьего полимерного слоя.
В еще одной форме каждый из первого связующего слоя и второго связующего слоя включают адгезионный лак.
В другой форме многослойная пленочная структура представляет собой ламинированную конструкцию.
В другом аспекте предложен способ изготовления многослойной пленочной структуры. Данный способ включает стадии образования первого полимерного слоя, имеющего первую поверхность и вторую поверхность, причем первый полимерный слой включает металлизированный полиэтилентерефталат, образование второго полимерного слоя, имеющего первую поверхность и вторую поверхность, причем первая поверхность второго полимерного слоя расположена рядом со второй поверхностью первого полимерного слоя, второй полимерный слой содержит циклический олефин, и образование третьего полимерного слоя, имеющего первую поверхность и вторую поверхность, причем первая поверхность третьего полимерного слоя расположена рядом со второй поверхностью третьего полимерного слоя, и третий полимерный слой содержит полипропилен или поливинилхлорид.
В одной форме стадия образования первого полимерного слоя включает экструдирование первого полимерного слоя, стадия образования второго полимерного слоя включает экструдирование второго полимерного слоя, и стадия образования третьего полимерного слоя включает экструдирование третьего полимерного слоя.
В другой форме многослойная пленка является соэкструдированной.
В еще одной форме перед ламинированием первый связующий слой помещают между второй поверхностью первого полимерного слоя и первой поверхностью второго полимерного слоя, и второй связующий слой помещают между второй поверхностью второго полимерного слоя и первой поверхностью третьего полимерного слоя.
В другом аспекте предложена термоформуемая блистерная упаковка, изготавливаемая из многослойной пленочной структуры, причем многослойная пленочная структура включает первый полимерный слой, имеющий первую поверхность и вторую поверхность, первый полимерный слой включает металлизированный полиэтилентерефталат, второй полимерный слой, имеющий первую поверхность и вторую поверхность, причем первая поверхность второго полимерного слоя расположена рядом со второй поверхностью первого полимерного слоя, второй полимерный слой включает циклический олефин или гомополимер хлортрифторэтилена, и третий полимерный слой, имеющий первую поверхность и вторую поверхность, причем первая поверхность третьего полимерного слоя расположена рядом со второй поверхностью второго полимерного слоя, и третий полимерный слой содержит полипропилен или поливинилхлорид, где термоформуемая блистерная упаковка определяет множество частей в виде куполообразных емкостей.
В одной форме части куполообразных емкостей содержатся прессованные табачные изделия в форме таблеток.
Данные и другие отличительные признаки станут очевидными после ознакомления с подробным описанием со ссылкой на сопровождающие чертежи.
Краткое описание чертежей
Дальнейшее объяснение можно осуществлять путем ссылки на следующее описание и чертежи, которые иллюстрируют, посредством неограничительных примеров, различные формы, где
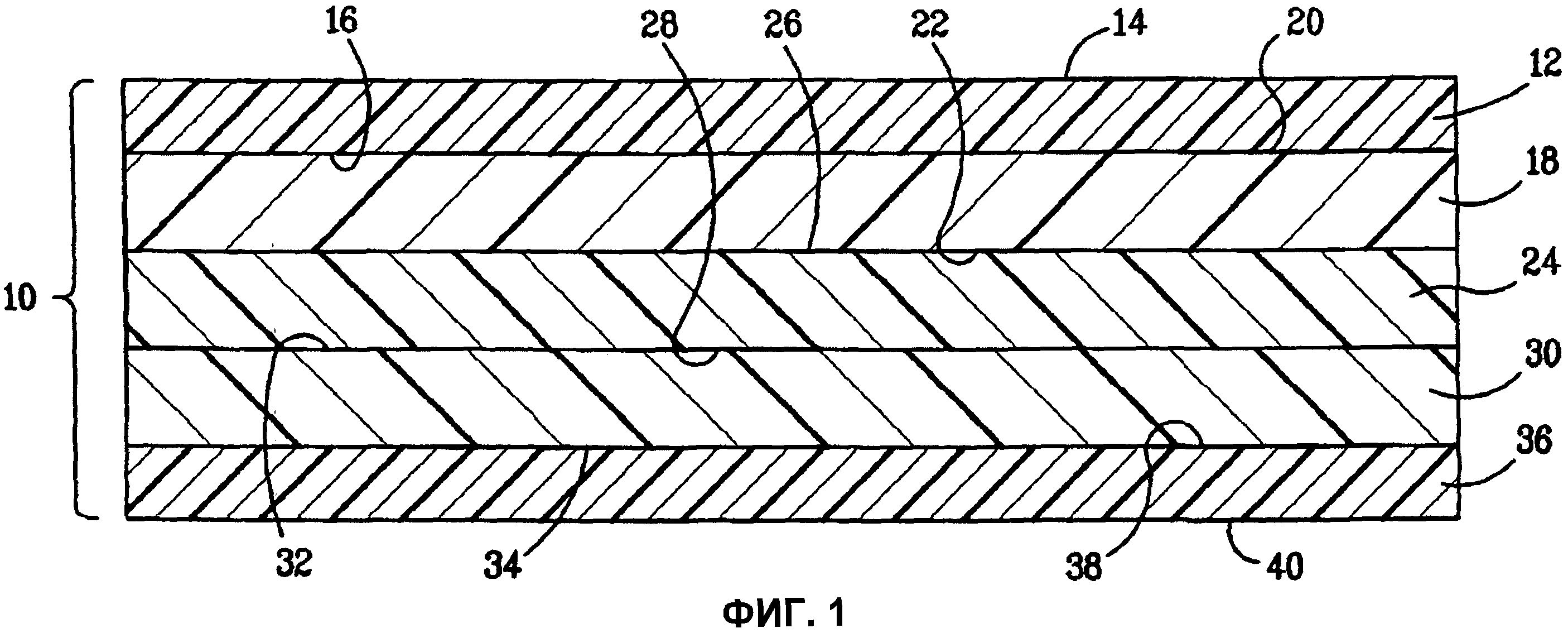
фиг. 1 представляет схематический вид поперечного сечения многослойной пленки для использования в изготовлении блистерных упаковок, описанных в настоящем документе;
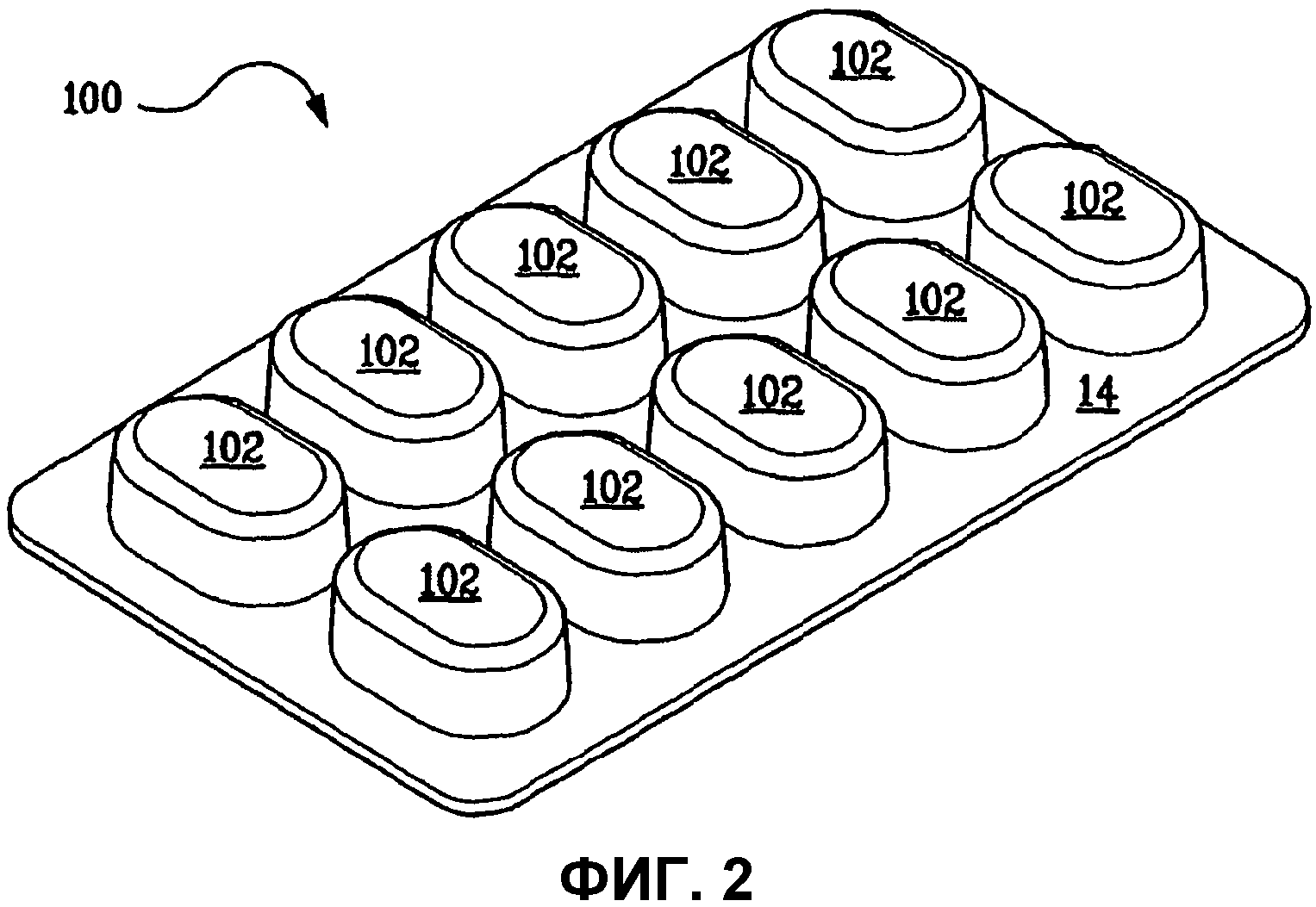
фиг. 2 представляет вид в перспективе блистерной упаковки в соответствии с настоящим документом;
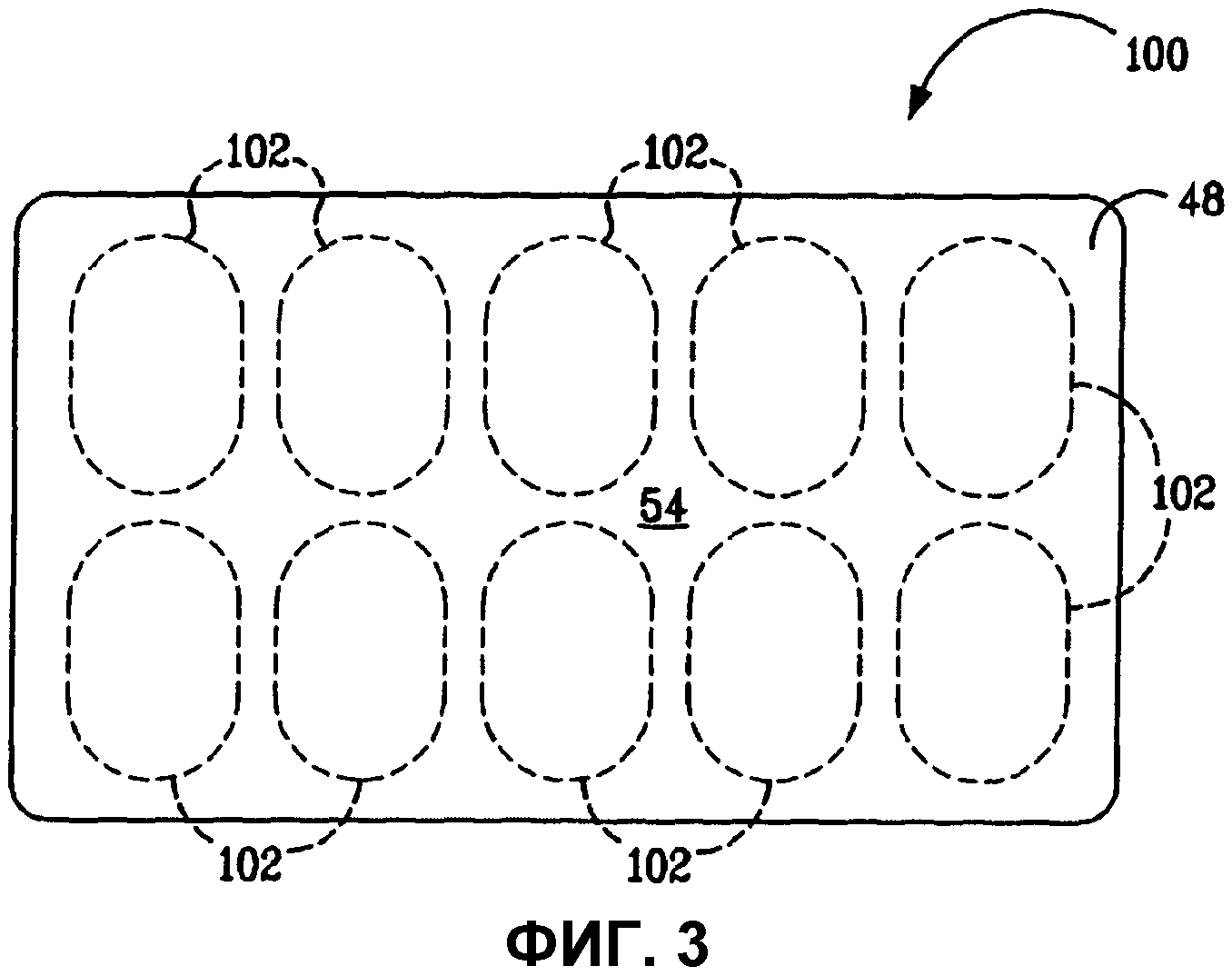
фиг. 3 представляет вид снизу блистерной упаковки на фиг. 2; и
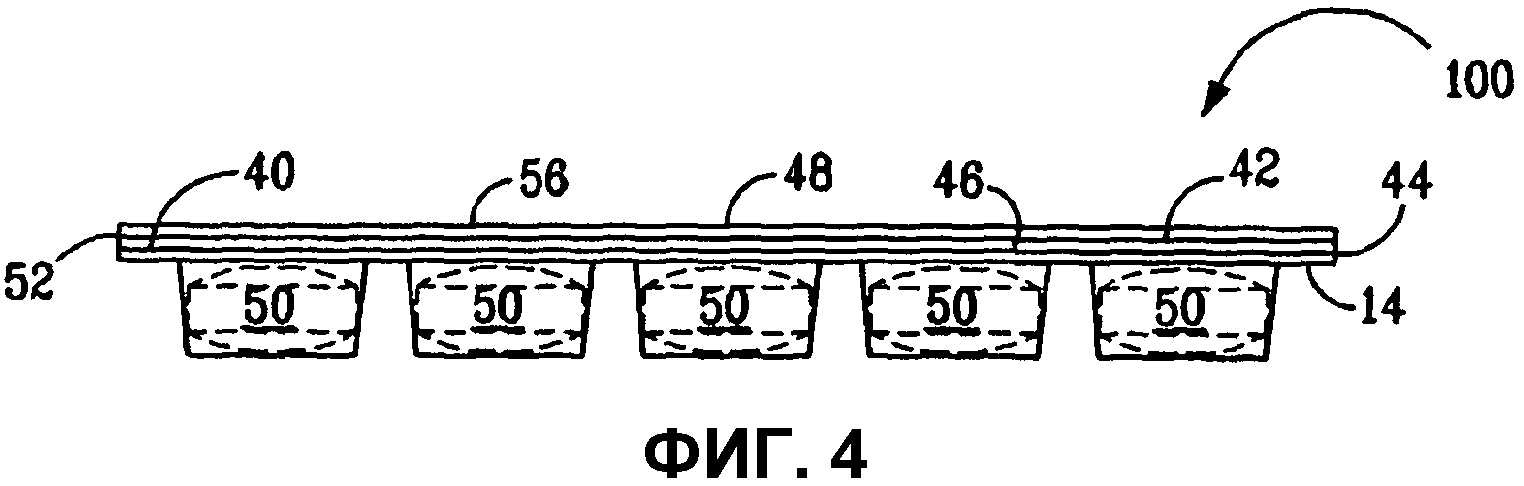
фиг. 4 представляет вид сбоку блистерной упаковки на фиг. 2.
Подробное описание
Далее разнообразные аспекты будут описаны со ссылкой на конкретные формы, выбранные в целях иллюстрации. Следует отметить, что идея и сфера упаковок и способов, описанных в настоящем документе, не ограничены выбранными формами. Кроме того, необходимо подчеркнуть, что чертежи, представленные в настоящем документе, не относятся к каким-либо определенным пропорциям или масштабу и что можно изготовить многочисленные варианты согласно проиллюстрированным формам. Теперь рассмотрим фиг. 1-4, в которых аналогичные численные обозначения использованы для описания аналогичных элементов во всем тексте настоящего документа.
Определения
Термин «блистерная упаковка» использован в настоящем документе для обозначения предварительно изготовленных или предварительно конфигурированных упаковочных листов или пленок, например имеющих конфигурацию мелкого лотка, предварительно профилированного с множеством локализованных ячеек или гнезд. Профиль отдельной ячейки надлежащим образом соответствует предназначенному для нее содержимому, чтобы обеспечить его надежное закрепление. Стенка гнезда имеет некоторую ударопрочность, но обычно является деформируемой, чтобы обеспечивать перемещение и извлечение содержимого, а также обладает умеренным амортизационным действием.
Термины «пленка» и «лист» во всем настоящем документе использованы взаимозаменяемо, хотя термин «лист» можно также использовать для обозначения пленки толщиной более 100 мкм. Термин «мил» означает одну тысячную долю дюйма (0,025 мм), и его можно использовать для выражения толщины пленки.
Термин «защита от детей» означает определенные меры, препятствующие детям открывать упаковку или получать к ней доступ без разрешения, что могло бы в противном случае произойти в результате случайности или любопытства, которые возникают в детских играх. Данное условие представляет собой меры предосторожности или сдерживания, а не необходимую абсолютную защиту.
Термин «таблетка» использован в его общем смысле и означает твердую композицию, изготавливаемую прессованием и/или формованием смеси компонентов в форме, удобной для перорального применения.
Рассмотрим фиг. 1, на которой представлена одна форма многослойной пленочной структуры 10. Многослойная структура 10 включает первый полимерный слой 12, имеющий первую поверхность 14 и вторую поверхность 16. Первый полимерный слой 12 включает металлизированный полиэтилентерефталат. Предусмотрен первый связующий слой 18, имеющий первую поверхность 20 и вторую поверхность 22, причем первая поверхность 20 первого связующего слоя 18 расположена на второй поверхности 16 первого полимерного слоя 12. Первый связующий слой 18 может включать адгезионный лак, и адгезионный лак служит в качестве связующего слоя, как должно быть понятно специалистам в данной области техники.
Многослойная пленочная структура 10 также включает второй полимерный слой 24, имеющий первую поверхность 26 и вторую поверхность 28, причем первая поверхность 26 второго полимерного слоя 24 расположена на второй поверхности 22 первого связующего слоя 18. Второй полимерный слой 24 включает циклический олефин или гомополимер хлортрифторэтилена. Предусмотрен второй связующий слой 30, имеющий первую поверхность 32 и вторую поверхность 34. Первая поверхность 32 второго связующего слоя 30 расположена на второй поверхности 28 второго полимерного слоя 24. Как и в случае первого связующего слоя 8, второй связующий слой 30 может включать адгезионный лак, который может служить в качестве связующего слоя. Предусмотрен третий полимерный слой 36, имеющий первую поверхность 38 и вторую поверхность 40. Как показано на фиг. 1, первая поверхность 38 третьего полимерного слоя 36 расположена на второй поверхности 34 второго связующего слоя 30. Третий полимерный слой 36 включает полипропилен или поливинилхлорид.
В одной форме первый полимерный слой 12 может представлять собой металлизированный слой сложного полиэфира, в том числе полиэтилентерефталата. Металлизированный полиэтилентерефталат может представлять собой металлизированную алюминием полиэтилентерефталатную пленку, полученную методом вакуумной металлизации. Имеющий двуосную ориентацию металлизированный полиэтилентерефталат поставляется под товарным знаком Mylar® и производится совместным предприятием DuPont Teijin Films. Преимущества металлизированного полиэтилентерефталата заключаются в том, что он является инертным по отношению к воде, служит в качестве влагостойкого материала и не подвергается воздействию масел, смазок и большинства ароматических соединений. Металлизированный полиэтилентерефталат сохраняет тягучесть и гибкость в интервале от -100°F (-73°C) до более чем 300°F (149°C).
Металлизированный слой можно создавать на первом полимерном слое или наносить на первый полимерный слой. Металлизированный слой можно создавать на первом полимерном слое, используя один или более способов металлизации, включая вакуумное напыление, косвенную металлизацию, химическое осаждение, электролитическое покрытие и лакирование. Как правило, металлизированный слой состоит по меньшей мере из одного металла, выбранного из группы металлов, которую составляют алюминий, медь, серебро, золото, латунь и бронза. Благодаря своим хорошим отражающим свойствам металлизированный алюминием полиэтилентерефталат образует поверхность, которая выглядит почти зеркальной.
Металлизированный слой можно наносить в виде тонкого металлического покрытия, как правило, алюминиевого, имеющего толщину в интервале от 0,005 мкм до 2 мкм. При осаждении металла в виде таких тонких слоев образуется металлизированная пленка с улучшенными влагостойкими свойствами без потери прозрачности пленки, в результате чего металлизированная пленка получается от полупрозрачной до непрозрачной.
В одной форме первый связующий слой 18 может включать адгезионный материал таким образом, чтобы служить в качестве адгезионного связующего слоя. Первый связующий слой 18 можно наносить непосредственно на первый полимерный слой 12 или второй полимерный слой 24 любым соответствующим способом, известным в технике, в том числе путем покрытия. Можно использовать любой подходящий адгезионный материал, в том числе полиуретан, эпоксид, сложный полиэфир, акриловый полимер, модифицированный ангидридом полиолефин и их смеси. Один тип адгезионного материала включает композиции модифицированных полиолефинов, содержащих по меньшей мере один функциональный фрагмент, выбранный из группы, которую составляют ненасыщенные поликарбоновые кислоты и их ангидриды. В число таких ненасыщенных карбоновых кислот и ангидридов входят малеиновая кислота и ангидрид, фумаровая кислота и ангидрид, кротоновая кислота и ангидрид, цитраконовая кислота и ангидрид, итаконовая кислота и ангидрид и т.п. Модифицированные полиолефины, подходящие для использования, включают композиции, описанные в патентах США №№ 3481910, 3480580, 4612155 и 4751270.
Другие адгезионные слои могут включать алкилэфирные сополимеры олефинов и сложных алкилэфиров α,β-этиленовых ненасыщенных карбоновых кислот, включая те, которые описаны в патенте США № 5139878. Модифицированная полиолефиновая композиция может включать от приблизительно 0,001 до приблизительно 20 мас.% или от приблизительно 0,05 мас.% до приблизительно 10 мас.%, или от приблизительно 0,1 мас.% до приблизительно 5 мас.% функционального фрагмента по отношению к полной массе модифицированного полиолефина. Модифицированная полиолефиновая композиция может также содержать вплоть до приблизительно 40 мас.% термопластичных эластомеров и сложных алкилэфиров. В одной форме первый связующий слой 18 может включать адгезионный лак.
В одной форме второй полимерный слой 24 может включать циклический олефин, в том числе циклоолефиновый сополимер. Известны полезные циклоолефиновые сополимеры, в совокупности именуемые в настоящем документе термином «COC». Например, патент США № 5912070 и патент США № 6068936 описывают несколько циклоолефиновых сополимеров, и данные описаны во всей своей полноте, включены в настоящий документ посредством ссылки. Подходящие циклоолефиновые сополимеры могут также включать сополимеры циклоолефиновых мономеров и ациклических олефиновых мономеров.
Как известно специалистам в данной области техники, циклоолефины представляют собой полиненасыщенные полициклические кольцевые системы, в том числе циклоалкены, бициклоалкены, трициклоалкены или тетрациклоалкены. Кольцевые системы могут содержать один или более заместителей. В одной форме циклический олефин может включать по меньшей мере одну органическую группу в боковой цепи. Органическая группа в боковой цепи может включать спирты, амины, карбонилы, простые эфиры, углеводороды, нитриты, сульфиды и их сочетания. Примеры подходящих циклических олефинов включают, но не ограничиваются этим, норборнен, диметилоктагидронафталин, циклопентен, (5-метил)норборнен и их сочетания.
В одной форме мономеры можно превращать в гомополимер COC или полимеризовать с ациклическими сомономерами, которые можно в целом называть термином «сшиватель» или просто «сомономер». Примеры подходящих ациклических олефиновых мономеров, которые могут полимеризоваться с указанными выше циклоолефинами, представляют собой этилен, пропилен, бутилен и т.п. или их смеси. Предпочтительным циклическим олефином является норборнен, и предпочтительным ациклическим олефином для реакции с ним является этилен. Если циклический олефиновый сополимер включает норборнен, норборнен можно включать в количестве от 10 мол.% до 70 мол.% или от 25 мол.% до 45 мол.%. Если циклический олефиновый сополимер включает этилен, этилен можно включать в количестве от 30 мол.% до 90 мол.% или от 55 мол.% до 75, мол.%.
Циклоолефиновые полимеры можно синтезировать с помощью катализаторов на основе соединений переходных металлов, например металлоценов. Подходящие способы синтеза известны и описаны, например, в патентах США № 5912070; 6008298; 6489016 и 6608936, описания которых во всей своей полноте включены в настоящий документ посредством ссылки.
Подходящие циклоолефиновые сополимеры имеются в продаже, и их примеры включают Topas® 8007F04 от фирмы Ticona (Саммит, штат Нью-Джерси), Zeonex® от фирмы Zeon Chemicals (Луисвилль, штат Кентукки) и Arton® от фирмы JSR Corporation (Токио, Япония). Фирма Mitsui Petrochemical Industries (Токио, Япония) также производит подходящие циклоолефиновые сополимеры.
В другой форме второй полимерный слой 24 может включать фторполимер. Подходящие фторполимеры включают, но не ограничиваются этим, сополимер этилена и хлортрифторэтилена (ECTFE), сополимер этилена и тетрафторэтилена, сополимер фторированных этилена и пропилена, перфторалкоксиэтилен, гомополимер или сополимер полихлортрифторэтилена (PCTFE), политетрафторэтилен, поливинилфторид, поливинилиденфторид и их сополимеры и смеси. В одной форме фторполимеры включают гомополимеры и сополимеры PCTFE и сополимеры ECTFE. При использовании в настоящем документе термин «сополимер» включает полимер, содержащий два или более мономерных компонентов. Такие сополимеры могут содержать до 10 мас.% и предпочтительно до 8 мас.% других сомономеров, включая винилиденфторид и тетрафторэтилен. Подходящие фторполимеры имеются в продаже, и их примеры включают фторполимеры PCTFE, поставляемые под товарным знаком Aclar® от фирмы Honeywell International Inc. (Морристаун, штат Нью-Джерси). В одной форме фторполимер представляет собой гомополимер хлортрифторэтилена.
В одной форме второй связующий слой 30 может также включать адгезионный материал, чтобы тем самым служить в качестве адгезионного связующего слоя. Второй связующий слой 30 можно также наносить непосредственно на второй полимерный слой 24 или третий полимерный слой 26 любыми соответствующими способами, известными в технике, в том числе путем покрытия. Можно использовать любой подходящий адгезионный материал, в том числе полиуретан, эпоксид, сложный полиэфир, акриловый полимер, модифицированный ангидридом полиолефин и их смеси. Можно использовать композиции модифицированных полиолефинов, содержащих по меньшей мере один функциональный фрагмент, выбранный из группы, которую составляют ненасыщенные поликарбоновые кислоты и их ангидриды. В число таких ненасыщенных карбоновых кислот и ангидридов входят малеиновая кислота и ангидрид, фумаровая кислота и ангидрид, кротоновая кислота и ангидрид, цитраконовая кислота и ангидрид, итаконовая кислота и ангидрид и т.п. Снова подходящие модифицированные полиолефины включают композиции, описанные в патентах США № 3481910; 3480580; 4612155 и 4751270.
Как и в случае первого связующего слоя 18, другие адгезионные слои могут включать алкилэфирные сополимеры олефинов и сложных алкилэфиров α,β-этиленовых ненасыщенных карбоновых кислот, включая те, которые описаны в патенте США № 5139878. Модифицированная полиолефиновая композиция может включать от приблизительно 0,001 до приблизительно 20 мас.% или от приблизительно 0,05 мас.% до приблизительно 10 мас.%, или от приблизительно 0,1 мас.% до приблизительно 5 мас.% функционального фрагмента по отношению к полной массе модифицированного полиолефина. Модифицированная полиолефиновая композиция может также содержать вплоть до приблизительно 40 мас.% термопластичных эластомеров и сложных алкилэфиров, как описано в патенте США № 5139878. В одной форме второй связующий слой 30 может включать адгезионный лак.
Третий полимерный слой 36 может включать поливинилхлорид (PVC), сополимеры и тройные полимеры винилхлорида, в том числе тройной полимер поливинилхлорида, полиэтилена и полипропилена, и их смеси. Как широко признано специалистами в данной области техники, имеющийся в продаже PVC поступает из широкого круга источников.
В альтернативной форме предложен способ создания металлизированной внешней поверхности, придающей превосходный внешний вид блистерной упаковке, который может включать использование таких материалов, как сополимер полипропилен/циклический олефин/полипропилен или поливинилхлорид/циклический олефиновый сополимер/ поливинилхлорид. Металлический слой можно создавать путем осаждения покрытия на блистерный материал, используя вакуумную металлизацию. Покрытие можно наносить на блистерный материал как до, так и после термоформования блистерных емкостей. Перед металлизацией на блистерную упаковку можно наносить предварительное покрытие или грунтовочное покрытие, чтобы заполнить поверхностные неоднородности и поверхностные дефекты, которые могут существовать в блистерном материале. Затем можно наносить верхнее покрытие на металлизированный слой, чтобы защитить его от царапин или истирания. Можно создать яркий металлический цвет над металлизированным слоем путем добавления цветного пигмента в материал верхнего покрытия.
Теперь рассмотрим на фиг. 2-4 одну форму, в которой из пленок, описанных в настоящем документе, изготавливают блистерную упаковку. Из пленочной структуры можно термоформованием изготовить блистерную упаковку, используя способы, которые хорошо известны в технике.
Как показано на чертежах, блистерная упаковка 100 включает множество емкостей 102. Согласно фиг. 4 каждая емкость 102 может содержать таблетку 50. В одной форме множество емкостей 102 блистерной упаковки 100 расположены по меньшей мере в две колонки.
Теперь обратимся к фиг. 3, которая показывает, что на блистерной упаковке 100, описанной в настоящем документе, можно создавать поверхностную область 54 для печати графических материалов и информации о продукте.
Пленку формуют таким образом, что пузырек приобретает внешнюю поверхность, внутреннюю поверхность и полость. После термоформования таблетку 50, которая может представлять собой прессованное табачное изделие или аналогичное изделие, вставляют в полость, и структура термогерметизируется покровной пленкой 42 путем термосваривания внешней поверхности покровной пленки 42 непосредственно с третьим полимерным слоем 36. В данной форме покровная пленка 42 может включать несущий слой 46, прикрепленный к третьему полимерному слою 36 посредством третьего связующего слоя 44, и слой металлической фольги 48, прикрепленный к несущему слою 46 посредством четвертого связующего слоя 52. Несущий слой 46 может состоять из термопластического материала, включая материал, выбранный из группы, которую составляют полиолефины, полиамиды, сложные полиэфиры, полистирол, поливинилхлорид, поливинилиденхлорид, полиуретаны и их сочетания.
В другой форме таблетка 50, которая может представлять собой прессованное табачное изделие или аналогичное изделие, захватывается или удерживается внутри емкости 102 посредством снимаемого, удаляемого или ломкого защитного слоя 56, обычно изготавливаемого из металлической, в том числе алюминиевой, фольги, металлизированной пластмассовой фольги или сочетания ламинированной бумаги и фольги. В сочетании ламинированной бумаги и фольги бумага 48 адгезионно прикреплена к ламинированному многослойному покрытию фольги 46 и используется в качестве снимаемого защитного слоя. В указанном качестве бумага 48 предназначена для защиты нижележащей фольги 46, когда бумага 48 находится на своем месте. С этой целью бумага 48 прикреплена к фольге 46 и не прикреплена иным образом к самой блистерной упаковке 100.
В данной форме фольгу 46 сплавляют методом термосварки, в том числе с помощью нагретой профилированной плиты, с емкостью 102, за исключением занимающих определенные положения областей, в том числе на краях, которые служат в качестве точек начала снятия несущей бумаги, чтобы отделять бумагу и удалять ее с фольги 46. Покровный слой бумаги 48 эффективно скрывает фольгу 46 и препятствует постепенному разделению фольги и емкости.
Как правило, бумажный слой 48 представляет собой предохраняющий от ударов и защищающий от детей слой, который препятствует случайному извлечению содержимого из блистерной упаковки, в том числе в результате любознательного исследования и экспериментирования. Когда бумажный покровный слой 48 снимают с нижележащего слоя фольги 46 над выбранной емкостью с таблеткой 102 блистерной упаковки 100, становится возможным прокалывание фольги.
Чтобы способствовать локализованному снятию защитного бумажного слоя 48, как известно, наносят перфорированную матрицу или сетку, скажем, при изготовлении и сборке. Таким образом, местное удаление части бумажного защитного покрытия 48, расположенного над определенной емкостью 102, и местное открытие фольги 46, расположенной над соответствующим гнездом, позволяет перемещать и, в конечном счете, извлекать содержимое путем разрыва или разлома фольги и надавливания на стенку соответствующей упругодеформируемой емкости блистера.
Можно отметить, что предусмотрены машины, предназначенные для изготовления блистерных упаковок и способные работать с высокой скоростью, для использования в производстве блистерной упаковки 100.
Как указано выше, блистерную упаковку 100 можно преимущественно использовать для упаковки множества растворимых прессованных табачных изделий, которые приспособлены для перорального применения. Прессованные табачные изделия данного типа описаны в патентной заявке США № 60/990661, содержание которой во всей своей полноте включено в настоящий документ. Такие прессованные табачные изделия изготавливают из композиции, которая включает по меньшей мере один табачный компонент, по меньшей мере одну вкусовую добавку, по меньшей мере один подсластитель, по меньшей мере один связующий наполнитель, по меньшей мере один смазочный материал, по меньшей мере один влагопоглотитель и усилитель скольжения. Внешние поверхности прессованных табачных изделий, упакованных в блистерную упаковку 100, можно необязательно покрывать оболочкой, обрабатывать, наносить тиснение или гравировку.
Блистерная упаковка 100 преимущественно предназначена для возможности высокоскоростной сборки, и для этого можно использовать соответствующие обслуживающие машины и связанные с ними способы.
Можно отметить, что блистерные упаковки, описанные в настоящем документе, могут обладать следующими отличительными признаками: ударопрочность, пригодность поверхностной области для графических изображений и превосходная внешняя отделка, которая производит нелекарственное впечатление.
Конструкция блистерных упаковок, описанных в настоящем документе, позволяет упаковывать различные количества предметов в данные упаковки. Предусмотренные формы могут включать упаковки на 8, 10, 16 и 20 предметов.
Все патенты, процедуры испытаний и другие документы, цитированные в настоящем документе, включая приоритетные документы, в полном объеме включены в настоящий документ посредством ссылки в такой степени, в которой они не являются не соответствующими настоящему документу, и для всех юрисдикций, в которых разрешено такое включение.
Хотя иллюстративные варианты осуществления, приведенные в настоящем документе, были описаны подробно, следует понимать, что другие разнообразные модификации будут очевидными для специалистов в данной области техники и могут быть легко изготовлены ими без отклонения от идеи и сферы настоящего описания. Соответственно, не предполагается, что объем прилагаемой к настоящему описанию формулы изобретения должен быть органичен примерами и описаниями, приведенными в настоящем документе, но данная формула изобретения истолковывается таким образом, чтобы объединять все отличительные признаки патентоспособной новизны, которые содержатся в настоящем документе, включая все отличительные признаки, которые могли бы рассматривать в качестве их эквивалентов специалисты в области техники, к которой относится настоящее изобретение.
Реферат
Изобретение относится к многослойным материалам и касается термоформуемых многослойных пленок и изготовленных из них блистерных упаковок. Многослойная структура включает первый полимерный слой, имеющий первую поверхность и вторую поверхность, где первый полимерный слой включает металлизированный полиэтилентерефталат. Многослойная структура также включает второй полимерный слой, имеющий первую поверхность и вторую поверхность, где первая поверхность второго полимерного слоя расположена рядом со второй поверхностью первого полимерного слоя, второй полимерный слой включает циклический олефин или гомополимер хлортрифторэтилена. Многослойная структура дополнительно включает третий полимерный слой, имеющий первую поверхность и вторую поверхность, где первая поверхность третьего полимерного слоя расположена рядом со второй поверхностью второго полимерного слоя. Третий полимерный слой включает полипропилен или поливинилхлорид. Также предложен способ изготовления многослойной пленочной структуры и термоформуемой блистерной упаковки. Изобретение обеспечивает создание высокотехнологичных пленок, обладающих влагостойкими свойствами для применения их в блистерных упаковках, включая бездымные прессованные табачные изделия. 3 н. и 27 з.п. ф-лы, 4 ил.
Формула
(a) первый полимерный слой, имеющий первую поверхность и вторую поверхность, причем указанный первый полимерный слой включает металлизированный полиэтилентерефталат;
(b) второй полимерный слой, имеющий первую поверхность и вторую поверхность, причем указанная первая поверхность указанного второго полимерного слоя расположена рядом с указанной второй поверхностью указанного первого полимерного слоя, и указанный второй полимерный слой включает циклический олефин или гомополимер хлортрифторэтилена; и
(c) третий полимерный слой, имеющий первую поверхность и вторую поверхность, причем указанная первая поверхность указанного третьего полимерного слоя расположена рядом с указанной второй поверхностью указанного второго полимерного слоя, и указанный третий полимерный слой включает полипропилен или поливинилхлорид.
(а) образование первого полимерного слоя, имеющего первую поверхность и вторую поверхность, где первый полимерный слой включает металлизированный полиэтилентерефталат;
(b) образование второго полимерного слоя, имеющего первую поверхность и вторую поверхность, где первая поверхность второго полимерного слоя расположена рядом со второй поверхностью первого полимерного слоя и второй полимерный слой включает циклический олефин; и
(c) образование третьего полимерного слоя, имеющего первую поверхность и вторую поверхность, где первая поверхность третьего полимерного слоя расположена рядом со второй поверхностью второго полимерного слоя и третий полимерный слой включает полипропилен или поливинилхлорид.
Документы, цитированные в отчёте о поиске
Подложка блистерной упаковки и блистерная упаковка
Комментарии