Системы эпоксидных смол для композитов - RU2760687C2
Код документа: RU2760687C2
Чертежи



Описание
Данная заявка испрашивает приоритет по предварительной заявке США №62/517,499, поданной 9 июня 2017 года, причем все содержание данной заявки посредством ссылки включается в настоящий документ.
Область техники, к которой относится изобретение
Настоящее изобретение относится к отверждающим композициям для систем эпоксидных смол и эпоксидным смолам, полученным при использовании такой отверждающей композиции. Настоящее изобретение также относится к способам получения систем эпоксидных смол и к изделиям, изготовленным из них. Системы эпоксидных смол изобретения включают отвердитель, содержащий по меньшей мере соединение, содержащее имидазольную группу.
Уровень техники
Системы эпоксидных смол используются при изготовлении различных изделий, в том числе композитов. Примеры изделий, которые оцениваются для изготовления из систем эпоксидных смол, включают лопасти для ветроэнергетических установок и компоненты лопастей для ветроэнергетических установок. Изготовление лопастей для ветроэнергетических установок включает несколько требований к эффективному изготовлению, в особенности при использовании технологического процесса пултрузионного изготовления.
Эпоксидные пултрузионные системы, отвержденные при использовании аминов, обычно могут быть пултрудированы только при скоростях в диапазоне от низкой до очень низкой, если вообще хоть при какой-нибудь, без накопления отвержденной смолы на поверхности фильеры, что ниже обозначается термином «оплывание». Отвержденная смола могла бы «выдалбливать» поверхность менее полно отвержденной смолы на самой пултрудированной заготовке, что приводит к возникновению неровностей поверхности, смещению армирующих волокон, увеличенным требованиям по вытягивающей нагрузке и, в конечном счете, разрыву пучка волокон. Для эпоксидных систем, отвержденных при использовании ангидридов, пултрудирование зачастую может быть проведено лучше, чем для соответствующих систем, отвержденных при использовании аминов. Однако, таким системам свойственны общие недостатки эпоксидных систем, отвержденных при использовании ангидридов, в том числе гидролитическая чувствительность при повышенных температурах и раздражающие и аллергенные свойства ангидридных паров, высвобождаемых во время высокотемпературной переработки.
В свете вышеизложенного на современном уровне техники существует потребность в отвердителях для производства систем эпоксидных смол, которые бы снимали остроту проблемы, связанной с оплыванием у систем эпоксидных смол предшествующего уровня техники (в особенности систем предшествующего уровня техники, отвержденных не при использовании ангидридов), что делает возможным проведение пултрудирования при намного больших скоростях, чем для систем предшествующего уровня техники без оплывания и при получении хорошего качества поверхности в сопоставлении с композициями смол предшествующего уровня техники.
Раскрытие изобретения
В одном аспекте изобретение представляет собой композицию, включающую систему эпоксидной смолы, при этом данная система включает компонент на основе жидкой эпоксидной смолы, содержащий жидкую эпоксидную смолу и акрилатный мономер, отвердительный компонент, содержащий соединение, содержащее имидазольную группу, и необязательно соотвердитель (для соединения, содержащего имидазольную группу), содержащий фенольное мономерное соединение, разветвленно-цепочечную карбоновую кислоту и их комбинации, и неароматическое полиольное соединение. Система эпоксидной смолы может быть свободной от ангидридных соединений, свободной от радикальных инициаторов, свободной от частиц каучуков со структурой «ядро-оболочка» или их комбинаций. Из указанной системы эпоксидной смолы может быть получен композит.
В еще одном варианте осуществления предлагается способ изготовления композита, включающий обеспечение подложки на основе армирующего волокна, смешивание системы эпоксидной смолы, которая включает компонент на основе жидкой эпоксидной смолы, содержащий жидкую эпоксидную смолу и акрилатный мономер, отвердительный компонент, содержащий соединение, содержащее имидазольную группу, и необязательно соотвердитель (для соединения, содержащего имидазольную группу), содержащий фенольное мономерное соединение, разветвленно-цепочечную карбоновую кислоту и их комбинации, и неароматическое полиольное соединение, введение подложки на основе армирующего волокна в контакт с указанной системой эпоксидной смолы и отверждение системы эпоксидной смолы для получения композита. Система эпоксидной смолы может быть свободной от ангидридных соединений, свободной от радикальных инициаторов, свободной от частиц каучуков со структурой «ядро-оболочка» или их комбинаций.
Краткое описание чертежей
Нижеследующее представляет собой краткое описание чертежей, где подобная нумерация указывает на подобные элементы.
Фигура 1 представляет собой чертеж примера конфигурации ветрового энергогенератора;
Фигура 2 представляет собой изображение вида в перспективе для гондолы примера конфигурации ветрового энергогенератора, продемонстрированной на фигуре 1;
Фигура 3 представляет собой изображение вида в поперечном сечении, полученное вдоль линии 3-3 с фигуры 2 и демонстрирующее лопасть ветрового энергогенератора, соответствующую одному варианту осуществления изобретения;
Фигура 4 представляет собой изображение вида в поперечном сечении для аппарата, предназначенного для изготовления лопасти ветрового энергогенератора, соответствующей одному варианту осуществления изобретения; и
Фигура 5 представляет собой изображение вида в поперечном сечении, полученное вдоль линии 3-3 с фигуры 2 и демонстрирующее лопасть ветрового энергогенератора, соответствующую варианту осуществления изобретения с фигуры 4.
Осуществление изобретения
Система эпоксидной смолы изобретения включает компонент на основе жидкой эпоксидной смолы, содержащий жидкую эпоксидную смолу и акрилатный мономер, отвердительный компонент, содержащий соединение, содержащее имидазольную группу, и необязательно соотвердитель (для соединения, содержащего имидазольную группу), содержащий фенольное мономерное соединение, разветвленно-цепочечную карбоновую кислоту и их комбинации, и неароматическое полиольное соединение. Система эпоксидной смолы может быть свободной от ангидридных соединений, свободной от радикальных инициаторов, свободной от частиц каучуков со структурой «ядро-оболочка» или их комбинаций. Изобретение включает применение одного или нескольких соединений, содержащих имидазольную группу, в качестве отвердителей для эпоксидных смол, в особенности в областях применения композитов. Отвердитель может, кроме того, использовать первичные и/или вторичные амины в дополнение к соединению, содержащему имидазольную группу.
В сопоставлении с системами предшествующего уровня техники на основе смесей из эпоксидных смол со стехиометрическими количествами первичных и/или вторичных аминов или каталитическими количествами имидазолов системы эпоксидных смол, описанные в настоящем документе, неожиданным или удивительным образом обеспечили получение преимуществ изобретения в результате снятия остроты проблемы, связанной с оплыванием, что делает возможным проведение пултрудирования при намного больших скоростях, чем для систем предшествующего уровня техники без оплывания и при получении хорошего качества поверхности.
Системы эпоксидных смол изобретения включают компонент на основе жидкой эпоксидной смолы. Эпоксидные смолы представляют собой соответствующие соединения, содержащие по меньшей мере одну вицинальную эпоксидную группу. Эпоксидная смола может быть насыщенной или ненасыщенной, неароматической, ароматической или гетероциклической и может быть замещенной. Термин «жидкая эпоксидная смола» определяют в качестве эпоксидной смолы, характеризующейся вязкостью, составляющей менее, чем 100 Па-сек при 25°С. Жидкая эпоксидная смола также может быть мономерной или полимерной. Компонент на основе жидкой эпоксидной смолы составляет от приблизительно 45 массовых процентов (% (масс.)) до приблизительно 98,5% (масс.), таким образом, как от приблизительно 60% (масс.) до приблизительно 98,5% (масс.), от системы эпоксидной смолы.
В одном варианте осуществления компонент на основе эпоксидной смолы может быть получен в результате проведения реакции между эпигалогенгидрином, таким как эпихлоргидрин, и соединением, содержащим по меньшей мере одну, две или более гидроксильных групп, в основных условиях, таких как в щелочной реакционной среде или в присутствии подходящего для основания.
Примеры таких подходящих жидких эпоксидных смол включают нижеследующее, но не ограничиваются только этим: полиглицидиловые простые эфиры много- или двухатомных фенолов, полиглицидиловые простые эфиры гликолей или полигликолей, эпоксидные новолаки, другие глицидированные полифенольные смолы, полиглицидиловые сложные эфиры поликарбоновых кислот, продукты реакции слияния между эпоксидными смолами и дополнительными многоатомными фенольными соединениями, такие как соответствующие соединения, раскрытые и описанные в патентах США №№3,477,990 и 4,734,468, и их комбинации.
Примеры подходящих фенольных соединений, использующихся при получении жидких эпоксидных смол, включают нижеследующее, но не ограничиваются только этим: резорцин, катехин, трет-бутилкатехин, гидрохинон, бисфенол А (ВРА), бисфенол Е (ВРЕ), бисфенол F (BPF), трис(4-гидроксифенил)метан, 1,1-бис(4-гидроксифенил)изобутан, 2,2-бис(4-гидроксифенил)бутан, 2,2-бис(4-гидрокси-3-трет-бутилфенил)пропан, 1,1-бис(4-гидроксифенил)циклогексан, 2,6,2’,6’-тетрахлор-п,п’-бисфенол А, 2,6,2’,6’-тетрабром-п,п’-бисфенол А, 2,6,2’,6’-тетраметил-3,5,3’-трибром-п,п’-бифенол, 2,6,2’,6’-тетраметил-3,5,3’,5’-тетрабром-п,п’-бифенол, тетраметилбифенол, 1,5-дигидроксинафталин, бис(2-гидрокси-1-нафтил)метан, бис(4-гидроксифенил)сульфон, бис(4-гидроксифениловый) простой эфир и тому подобное и их комбинации. Предпочтительными эпоксидными смолами являются ароматические или неароматические эпоксидные смолы на основе бисфенола А, бисфенола F, фенольных новолаков, гидрированного бисфенола А, неароматических диолов или их комбинаций.
Коммерческие примеры подходящих жидких эпоксидных смол включают нижеследующее, но не ограничиваются только этим: продукты EPON™ Resins 825, 826, 828, 860 и 862, доступные на коммерческих условиях в компании Hexion Inc., of Columbus, Ohio.
В еще одном варианте осуществления компонент на основе жидкой эпоксидной смолы может содержать монофункциональный или полифункциональный эпоксидный разбавитель в качестве понизителя вязкости. Подходящие разбавители включают моноглицидиловые простые эфиры спиртов или полиглицидиловые простые эфиры неароматических гликолей или триолов или полиолов или полигликоли. Добавка может представлять собой монофункциональную эпоксидную добавку, которая также может включать моноглицидиловые сложные эфиры.
В еще одном варианте осуществления компонент на основе жидкой эпоксидной смолы необязательно содержит акрилатное вещество, такое как акрилатный мономер, содержащий одну или несколько реакционно-способных акрилатных двойных связей. За исключением случаев, в которых конкретно указано иное, в настоящем документе термин «акрилатный мономер» относится к акрилату или метакрилату. В одном воплощении изобретения акрилатный мономер может представлять собой комбинацию из мономеров в виде акрилата или метакрилата. Подходящие акрилатные мономеры включают акриловый сложный эфир моноола или полиола, метакриловый сложный эфир моноола или полиола или их комбинацию. В альтернативном варианте, акрилатное вещество может представлять собой полиакриловый или полиметакриловый сложный эфир полиола, который содержит более, чем одну концевую акрилатную или метакрилатную группу. Предпочтительными сложными эфирами являются акриловые и метакриловые сложные эфиры неароматических многоатомных спиртов, такие как, например, ди- и полиакрилаты и ди- и полиметакрилаты алкиленгликолей, алкоксиленгликолей, алициклических гликолей и высших полиолов, таких как этиленгликоль, триэтиленгликоль, тетраэтиленгликоль, тетраметиленгликоль, гександиол, триметилолэтан, триметилолпропан, пентаэритрит, дипентаэритрит, трипентаэритрит и тому подобное, или смеси данных сложных эфиров друг с другом и с их аналогами, подвергнутыми частичному этерифицированию с образованием сложных эфиров. Другие предпочтительные сложные эфиры включают моноакриловые или монометакриловые сложные эфиры спирта или полиола.
Примерами подходящих акрилатных веществ являются акриловые или метакриловые сложные эфиры полиолов, включающие нижеследующее, но не ограничивающиеся только этим: триметилолпропантриакрилат, триметилолэтантриакрилат, триметилолпропантриметакрилат, триметилолэтантриметакрилат, неопентилгликольдиакрилат, тетраметиленгликольдиметакрилат, этиленгликольдиметакрилат, триэтиленгликольдиметакрилат, пентаэритриттриакрилат, пентаэритриттетраакрилат, 1,6-гександиолдиакрилат, 1,6-гександиолдиметакрилат, дипентаэритриттетраакрилат, дипентаэритритпентаакрилат и их комбинации. В особенности предпочтительные акриловые или метакриловые сложные эфиры полиолов представляют собой триметилолпропантриакрилат, пентаэритриттетраакрилат, неопентилгликольдиакрилат и их комбинации. Дополнительными акриловыми или метакриловыми сложными эфирами полиолов являются акриловые или метакриловые сложные эфиры эпоксидных смол, где эпоксидные смолы в соответствии с использованием в настоящем документе рассматриваются как представляющие собой полиолы.
В случае присутствия такового в компоненте на основе жидкой эпоксидной смолы необязательное акрилатное вещество, такое как акриловый сложный эфир моноола или полиола, метакриловый сложный эфир моноола или полиола или их комбинация, может быть примешано к компоненту на основе эпоксидной смолы в количестве в диапазоне от приблизительно 1 массового процента (% (масс.)) до приблизительно 50% (масс.), таким образом, как от приблизительно 5% (масс.) до приблизительно 40% (масс.), например, от приблизительно 10% (масс.) до приблизительно 40% (масс.) или от приблизительно 20% (масс.) до приблизительно 40% (масс.), от компонента на основе жидкой эпоксидной смолы.
Система эпоксидной смолы может включать неароматическое полиольное соединение. Неароматическое полиольное соединение может включать гликоль, характеризующийся среднечисленной молекулярной массой в диапазоне приблизительно от 1000 до 10000 (дальтонов).
Примеры подходящих гликолей включают поли(этиленоксид)гликоль, поли(пропиленоксид)гликоль, поли(бутиленоксид)гликоль, политетрагидрофурангликоли, поли(этиленадипинат)гликоль, поли(пропиленсебацинат)гликоль, поли(гексаметиленкарбонат)гликоль, силикон-алкиленоксидный сополимер, сополи(бутадиен-акрилонитрил)гликоль и их комбинации. Одним примером силикон-алкиленоксидного сополимера является сополимер SILWET™ L-7230.
Неароматическое полиольное соединение может составлять от приблизительно 0,5 массового процента (% (масс.)) до приблизительно 20% (масс.), таким образом, как от приблизительно 1% (масс.) до приблизительно 15% (масс.), от системы эпоксидной смолы. Неароматическое полиольное соединение может быть введено отдельно от других соединений или может быть введено в качестве части компонента на основе эпоксидной смолы, отвердительного компонента или обоих этих компонентов. В случае использования такового в качестве части компонента на основе эпоксидной смолы неароматическое полиольное соединение может составлять от приблизительно 1 массового процента (% (масс.)) до приблизительно 50% (масс.), таким образом, как от приблизительно 5% (масс.) до приблизительно 35% (масс.), от компонента на основе эпоксидной смолы. В случае использования такового в качестве части отвердительного компонента неароматическое полиольное соединение может составлять от приблизительно 5 массовых процентов (% (масс.)) до приблизительно 95% (масс.), таким образом, как от приблизительно 10% (масс.) до приблизительно 75% (масс.), от отвердительного компонента.
Системы эпоксидных смол изобретения включают отвердительный компонент, содержащий по меньшей мере соединение, содержащее имидазольную группу. Необязательно в комбинации с соединением, содержащим имидазольную группу, может быть использован соотвердитель. Подходящий соотвердитель для соединения, содержащего имидазольную группу, содержит производное фенольного вещества, (одну или несколько) разветвленно-цепочечных карбоновых кислот или их комбинацию. Отвердительный компонент может, кроме того, (необязательно) содержать один или несколько полифункциональных или монофункциональных неароматических или ароматических первичных или вторичных аминов. Отвердительный компонент составляет от приблизительно 0,5 массового процента (% (масс.)) до приблизительно 20% (масс.), таким образом, как от приблизительно 1% (масс.) до приблизительно 15% (масс.), от системы эпоксидной смолы, например, от приблизительно 1% (масс.) до приблизительно 7% (масс.), от системы эпоксидной смолы.
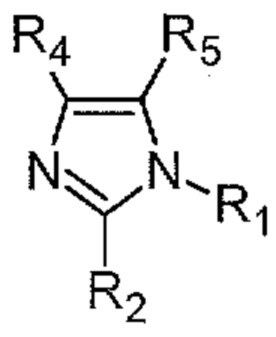
Соединение, содержащее имидазольную группу, может быть описано формулой

где каждый из R1, R2, R4 и R5 может независимо представлять собой атом водорода, алкильную группу или арильную группу. Если все из R1, R2, R4 и R5 представляют собой атомы водорода, соединение будет представлять собой имидазол. Каждая алкильная группа или арильная группа может быть замещенной или незамещенной и может содержать от 1 до 12 атомов углерода, таким образом, как от 1 до 6 атомов углерода. В альтернативном варианте, R1 и R2, R1 и R5 или R4 и R5 могут представлять собой часть структуры неароматического кольца. В альтернативном варианте, R4 и R5 могут представлять собой часть структуры моноциклического ароматического или полициклического ароматического кольца, такой как в случае бензимидазола.
Подходящие соединения, содержащие имидазольную группу, могут включать одно или несколько соединений, выбранных из группы, состоящей из имидазола, 1-метилимидазола, 2-метилимидазола, 4(5)-метилимидазола, 2-пропилимидазола, 2-этил-4-метилимидазола, 2-фенилимидазола, бензимидазола, толуимидазола и их комбинаций.
В случае соединений, содержащих имидазольную группу, которые представляют собой единственный отвердительный компонент, т.е. 100% (масс.), соединения, содержащие имидазольную группу, будут составлять от приблизительно 0,5 массового процента (% (масс.)) до приблизительно 20% (масс.), таким образом, как от приблизительно 1% (масс.) до приблизительно 15% (масс.), от системы эпоксидной смолы, например, от приблизительно 1% (масс.) до приблизительно 7% (масс.), от системы эпоксидной смолы. Например, в случае использования в отвердителе жидкого имидазола, такого как некоторые марки 2-пропилимидазола, и добавления в компонент на основе эпоксидной смолы любого полиола соединение, содержащее имидазольную группу, может составлять вплоть до 100% (масс.) от отвердительного компонента. В случае, когда соединения, содержащие имидазольную группу, не представляют собой единственный отвердительный компонент, соединения, содержащие имидазольную группу, могут составлять от приблизительно 10 массовых процентов (% (масс.)) до приблизительно 80% (масс.), таким образом, как от приблизительно 10% (масс.) до приблизительно 50% (масс.), от отвердительного компонента.
Подходящими разветвленно-цепочечными карбоновыми кислотами являются одна или несколько монофункциональных или полифункциональных неароматических или ароматических разветвленно-цепочечных карбоновых кислот.Разветвленно-цепочечные карбоновые кислоты представляют собой нелинейно-цепочечные карбоновые кислоты, содержащие 2 и более метильных концевых групп разветвленной структуры. Разветвленные карбоновые кислоты, как это представляется, обладают свойством стойкости к кристаллизации. Одним примером разветвленных структур является 2-этилгексановая кислота. Предпочтительные разветвленно-цепочечные карбоновые кислоты содержат от 5 до 40 атомов углерода. Предпочтительные разветвленно-цепочечные карбоновые кислоты включают смеси из карбоновых кислот, содержащие большое количество различных разветвленных структур, таких как неокислоты, в том числе неононановые кислоты и неодекановые кислоты, такие как продукт VERSATIC™ 10 Acid. Примеры подходящих разветвленно-цепочечных карбоновых кислот включают 2-этилгексановую кислоту, неогептановую кислоту, неононановую кислоту, неодекановую кислоту, неотридекановую кислоту, изостеариновую кислоту, димеризованные ненасыщенные жирные кислоты и их комбинацию. Предпочтительные неокислоты представляют собой соответствующие соединения, содержащие множество изомеров высокоразветвленных неокислот, и термин «высокоразветвленный» определяют в качестве изомеров неокислот, содержащих по меньшей мере 5 метильных групп, таких как неононановые кислоты и неодекановые кислоты. Разветвленно-цепочечные карбоновые кислоты в случае использования таковых могут присутствовать в количестве в диапазоне от приблизительно 10 массовых процентов (% (масс.)) до приблизительно 80% (масс.), таким образом, как от приблизительно 20% (масс.) до приблизительно 80% (масс.), от отвердительного компонента.
Фенольные вещества включают вещества, содержащие две и более фенольные группы. Подходящие фенольные вещества включают фенольные смолы, фенольные мономеры и их комбинации. Подходящие фенольные мономеры могут включать бензолдиолы, бисфенолы и их комбинации. Бензолдиол представляет собой соединение, содержащее две фенольные группы на одном и том же ароматическом кольце. Подходящие фенольные смолы включают фенолоформальдегидный новолак, алкоксилированный фенолоформальдегидный новолак, резорциноформальдегидный новолак и их комбинации. Примеры подходящих бензолдиолов и бисфенолов включают бисфенол А, бисфенол F, тетраметилбисфенол F, 4,4’-сульфонилдифенол, резорцин, 4-гексилрезорцин, гидрохинон и их комбинации. Фенольные вещества в случае использования таковых могут присутствовать в количестве в диапазоне от приблизительно 10 массовых процентов (% (масс.)) до приблизительно 80% (масс.), таким образом, как от приблизительно 20% (масс.) до приблизительно 80% (масс.), от отвердительного компонента.
В одном варианте осуществления изобретения в случае использования всех из имидазола, карбоновой кислоты и фенольного вещества, каждый из них присутствовал бы в количестве в диапазоне от 10% (масс.) до 80% (масс.) таких соединений, при этом совокупный массовый процент составляет 100% (масс.) имидазолов, карбоновых кислот и фенольных веществ.
В еще одном варианте осуществления отвердительного компонента отвердительный компонент может, кроме того, содержать амин, такой как один или несколько первичных аминов или вторичных аминов. Первичные амины или вторичные амины могут быть полифункциональными или монофункциональными аминами и могут быть неароматическими или ароматическими аминами. Первичный амин может содержать одну или несколько первичных аминовых групп, таким образом, как в случае диамина, содержащего две первичные аминовые группы; а вторичный амин может содержать по меньшей мере одну вторичную аминовую группу и одну или несколько первичных аминовых групп или вторичных аминовых групп.
Подходящий полиэфирамин на основе простого эфира (поли(пропиленоксид)диамин) может описываться формулой: H2NCH(CH3)CH2[OCH2CH(CH3)]XNH2, где Х представляет собой количество повторяющихся групп простого эфира в основной цепи полиэфирамина на основе простого эфира, а Х может находиться в диапазоне от 1 до 70 по количеству, например, 2,5, 6,1, 33 или 68. Нецелочисленные значения Х представляют собой среднюю величину по всему молекулярно-массовому распределению для соединения. Примерами коммерческих полиэфираминов на основе простого эфира являются полиэфирамины на основе простого эфира Jeffamine™, такие как продукт Jeffamine™ D-230, доступный в компании Huntsman, Inc., of The Woodlands, Texas. В альтернативном варианте, полиэфирамин на основе простого эфира, описанный выше, может содержать одну или несколько аминовых групп, замещенных атомом водорода или органической функциональной группой, такой как этильная группа.
Первичный моноамин может содержать два атома углерода или более, а может быть циклическим первичным моноамином. Первичные моноамины, подходящие для использования в композициях, описанных в настоящем документе, могут включать нижеследующее, но не ограничиваются только этим: N-(3-аминопропил)морфолин, бензиламин, α-метилбензиламин, фенэтиламин, циклогексиламин, бензгидриламин и их комбинации.
Диамин может включать линейное диаминовое соединение или циклическое диаминовое соединение, такое как изофорондиамин. Примеры диаминов, которые могут быть использованы, включают изофорондиамин (IPDA), 1,3-бис(аминометил)бензол, 1,2-диаминоциклогексан, 1,6-гександиамин, 1,2-этандиамин, 2-метил-1,5-пентандиамин, аминоэтилэтаноламин и их комбинации.
Полиамин может представлять собой неароматический первичный или вторичный полиамин. Примеры таких неароматических первичных или полиаминов включают, помимо других, диэтилентриамин, триэтилентетраамин, тетраэтиленпентаамин и их комбинации.
Амин в случае использования такового может присутствовать в количестве в диапазоне от приблизительно 1 массового процента (% (масс.)) до приблизительно 90% (масс.), таким образом, как от приблизительно 5% (масс.) до приблизительно 85% (масс.), от отвердительного компонента. Амин в случае использования такового может присутствовать в количестве в диапазоне от приблизительно 0,1 массового процента (% (масс.)) до приблизительно 30% (масс.), таким образом, как от приблизительно 1% (масс.) до приблизительно 5% (масс.), от системы эпоксидной смолы. В одном варианте осуществления изобретения в случае использования всех представителей из имидазола, карбоновой кислоты, амина и фенольного вещества, каждый из них присутствовал бы в количестве в диапазоне от 1% (масс.) до 80% (масс.) таких соединений, при этом совокупный массовый процент составляет 100% (масс.) имидазолов, карбоновых кислот, аминов и фенольных веществ.
В случае неиспользования добавок система эпоксидной смолы может содержать:
1. от приблизительно 60% (масс.) до 98,5% (масс.) компонента на основе жидкой эпоксидной смолы,
2. от приблизительно 1% (масс.) до 20% (масс.) отвердительного компонента и
3. от приблизительно 0,5% (масс.) до 20% (масс.) неароматического полиольного соединения.
В еще одном варианте осуществления композиция может, кроме того, содержать одну или несколько добавок, выбранных из группы, состоящей из неорганических наполнителей, органических наполнителей, неорганических волокон, органических волокон и их комбинаций. Наполнители могут быть добавлены в эффективном количестве для облегчения пултрудируемости. Примерами подходящих добавок являются глина, диоксид кремния, стеклянные микросферы, керамические частицы, тальк и их комбинации.
В еще одном варианте осуществления композиция может, кроме того, содержать одну или несколько добавок, выбранных из группы, состоящей из ускорителя, добавки, придающей ударную прочность, модификатора вязкости и их комбинации. В качестве технологических добавок, способствующих пултрудированию, или ускорителей для имидазолсодержащего отвердительного компонента потенциально могут быть использованы спирты, полиолы или другие гидроксильные соединения. В качестве ускорителей необязательно также могут быть использованы амиды, сульфонамиды, имиды или гидразиды. Примеры придающих ударную прочность добавок, используемых совместно с эпоксидными смолами, включают содержащие концевые карбоксильные группы сополи(бутадиен-акрилонитрильные) каучуки, полиуретановые каучуки, каучуки, содержащие концевые аминовые группы, термопластики и их комбинации. Примеры модификаторов вязкости (реологии) могут включать моноэпоксидные и некоторые полиэпоксидные разбавители из линейки HELOXY™ (от компании Hexion Inc., of Columbus, Ohio), пирогенный диоксид кремния, расслоившиеся глины, подвергнутые обработке при использовании четвертичных аммониевых соединений, анионные полимеры и их комбинации.
Добавки в случае использования таковых могут присутствовать в количестве в диапазоне от приблизительно 0,1 массового процента (% (масс.)) до приблизительно 25% (масс.), таким образом, как от приблизительно 1% (масс.) до приблизительно 15% (масс.), от системы эпоксидной смолы.
В случае использования добавок система эпоксидной смолы может содержать:
4. от приблизительно 45% (масс.) до 98,4% (масс.) компонента на основе жидкой эпоксидной смолы,
5. от приблизительно 1% (масс.) до 20% (масс.) отвердительного компонента,
6. от приблизительно 0,5% (масс.) до 20% (масс.) неароматического полиольного соединения и
7. от приблизительно 0,1% (масс.) до 25% (масс.) добавок.
Система эпоксидной смолы может быть свободной от ангидридных соединений, свободной от радикальных инициаторов, свободной от частиц каучуков со структурой «ядро-оболочка» или их комбинаций.
Ангидридные соединения в соответствии с определением в настоящем документе включают как ангидриды, так и ангидриды кислот в соответствии с пониманием этого специалистами в соответствующей области техники.
Радикальные инициаторы в соответствии с определением в данном случае представляют собой химические соединения, использующиеся для инициирования полимеризации, в результате проведения которой полимер образуется при последовательном присоединении свободно-радикальных структурных элементов. Также обозначаемые термином «радикальные инициаторы полимеризации», радикальные инициаторы могут быть любыми соединениями, известными для специалистов в соответствующей области техники. Например, радикальные инициаторы могут быть радикальным термоинициатором (то есть, инициатором, который образует свободные радикалы при нагревании), радикальным УФ-инициатором (то есть, инициатором, который образует свободные радикалы в результате поглощения УФ-излучения) или их комбинацией. Примеры радикальных инициаторов включают, помимо прочих, камфорхинон, азонитрилы, такие как AIBN (2,2’-азобис(изобутиронитрил)), азобисциклогексанкарбонитрил, 2,2’-азобис(2,4-диметилвалеронитрил), пероксиды, пероксиалканоаты, персульфаты, фенилацетофеноны и фенилкетоны.
Частицы каучуков со структурой «ядро-оболочка» (частицы полимеров со структурой «ядро-оболочка») являются частицами полимеров, включающими ядро частицы каучука, образованное из полимера, включающего эластомерный или каучукообразный полимер в качестве основного ингредиента, необязательно имеющее промежуточный слой, образованный из мономера, содержащего две и более двойные связи, и нанесенный в виде покрытия на слой ядра, и слой оболочки, образованный при использовании полимера, полученного в результате прививочной полимеризации на ядре. Слой оболочки частично или полностью покрывает поверхность ядра частицы каучука в результате проведения прививочной полимеризации мономера на ядре. Материалы каучуков со структурой «ядро-оболочка» на современном уровне техники известны.
Как это было удивительным и неожиданным образом установлено, использование отвердителя совместно с соединением, содержащим имидазольную группу, и полиолом обеспечивает получение уменьшенного оплывания при увеличенных скоростях пултрудирования.
В целях обеспечения лучшего понимания настоящего изобретения, включающего его представительные преимущества, предлагаются следующие далее примеры. Как это необходимо понимать, примеры представлены для иллюстративных целей и не должны рассматриваться в качестве ограничения, накладываемого на объем изобретения какими-либо конкретными веществами или условиями.
Системы эпоксидной смолы, описанные в настоящем документе, могут быть использованы для изготовления композитов. Композиты могут быть получены в результате нанесения отверждаемой композиции эпоксидной смолы на подложку или армирующий материал таким образом, как в результате импрегнирования, инфудирования, формования или нанесения покрытия в отношении подложки или армирующего материала, и отверждения отверждаемой композиции. Отверждение отверждаемых композиций, раскрытых в настоящем документе, может потребовать использования температуры, доходящей вплоть до приблизительно 250°С, таким образом, как температуры, находящейся в диапазоне от приблизительно 30°С до приблизительно 120°С, например, составляющей приблизительно 70°С, на протяжении периодов времени в диапазоне от секунд вплоть до часов в зависимости от компонентов системы эпоксидной смолы. Описанные выше системы эпоксидных смол могут иметь форму порошка, суспензии или жидкости. После производства отверждаемой системы эпоксидной смолы в соответствии с представленным выше описанием изобретения она может быть расположена поверх, внутри или между описанных подложек до или во время отверждения отверждаемой композиции.
В одном варианте осуществления композит может быть изготовлен при использовании технологического процесса пултрузии в результате обеспечения подложки на основе армирующего волокна, смешивания системы эпоксидной смолы, образованной из композиции, содержащей компонент на основе эпоксидной смолы и отвердительный компонент плюс необязательный наполнитель и противоадгезионная добавка в соответствии с описанием изобретения в настоящем документе, введения подложки на основе армирующего волокна в контакт с указанной системой эпоксидной смолы таким образом, как в результате пропускания подложки на основе армирующего волокна через блок импрегнирования, например, ванну для импрегнирования или камеру инжектирования смолы, а после этого через нагретую фильеру, отверждающую систему эпоксидной смолы для получения композита, и вытягивания армированного волокном композитного изделия.
Подложка на основе армирующего волокна может содержать волокна и/или текстильные полотна из органических материалов, таких как полимерные материалы, неорганических материалов, таких как стекло, керамика, металлсодержащие волокна или их комбинации, и комбинаций из органических или неорганических материалов. Волокна могут включать арамид, полибензимидазол, углерод/графит, бор, кварц, оксид алюминия; стекло, такое, как стекло Е (электротехническое стекло), стекло S, материал S-2 GLASS®, стекло С или базальтовое стекло; карбид кремния или карбидокремниевые волокна, содержащие титан, и их комбинации. Волокна могут характеризоваться случайной ориентацией или могут представлять собой однонаправленные волокна или волокна, характеризующиеся направлениями+/– 45°, такие как однонаправленные волокна из стекла Е или волокна из стекла Е, характеризующиеся направлениями+/– 45°. Примеры доступных на коммерческих условиях волокон могут включать органические волокна, такие как продукт KEVLAR™, волокна, содержащие оксид алюминия, такие как волокна NEXTEL™ от компании 3М, карбидокремниевые волокна, такие как продукт NICALON™ от компании Nippon Carbon, и карбидокремниевые волокна, содержащие титан, такие как продукт TYRANNO™ от компании Ube.
Текстильные полотна могут быть изготовлены из тканых или нетканых волокон в соответствии с описанием изобретения в настоящем документе. Текстильные полотна могут быть образованы из волокон, характеризующихся множеством направлений, в том числе волокон, характеризующихся направлениями 0°, 0°/90°,+/– 45°, статистическими ориентациями или другими ориентациями. Текстильные полотна могут быть образованы из двух и более слоев волокон.
Подложка может обладать структурой однослойного или многослойного материала. Например, подложка может представлять собой, помимо прочего, например, композит из двух сплавов, многослойное полимерное изделие и полимер с нанесенным металлическим покрытием. В других различных вариантах осуществления на подложке могут быть расположены один или несколько слоев отверждаемой композиции.
Системы эпоксидных смол, описанные в настоящем документе, могут быть использованы для армированных волокном подложек, описанных в настоящем документе. В одном варианте осуществления армированные волокном подложки включают высокопрочные филаменты или волокна из углерода (графита), стекла, бора и тому подобного. Композиты могут содержать вплоть до приблизительно 75% (об.), таким образом, как от приблизительно 55% (масс.) до приблизительно 65% (масс.), данных волокон на основе совокупного объема (% (об.)) композита. Например, волокна композита могут содержать приблизительно 60% (об.) непрерывных однонаправленных волокон из стекла Е или содержать вплоть до приблизительно 65% (об.) непрерывных волокон из стекла Е, характеризующихся направлениями+/– 45°.
Пултрудированный композит может характеризоваться любым профилем и любыми размерами на основе фильеры для пултрузии. Примеры подходящих размеров включают прямоугольное внутреннее поперечное сечение в диапазоне от приблизительно 0,0625 (1/16’’) дюйма (1,5875 мм) до 4 дюймов (101,2 мм), таким образом, как от приблизительно 0,125 дюйма (3,175 мм) до 1 дюйма (25,4 мм), по толщине и от 0,25 дюйма (6,35 мм) до 36 дюймов (914,4 мм) по ширине. В альтернативном варианте, композиты могут иметь форму прутков, характеризующихся диаметром поперечного сечения в диапазоне от 0,25 дюйма (6,35 мм) до 3 дюймов (76,2 мм), таким образом, как 0,375 дюйма (3/8’’; 9,525 мм), по диаметру. В одном варианте осуществления фильера для пултрузии может характеризоваться прямоугольным внутренним поперечным сечением при 25,4 мм по ширине и 3,25 мм по толщине. Композиты, изготовленные при прохождении фильеры для пултрузии, могут иметь любую длину, желаемую для производителя, например, в диапазоне от приблизительно 0,305 метра до приблизительно 150 метров по длине в зависимости от конечного продукта из композитов. В одном примере для пояса лонжерона лопасти ветроэнергетической установки композит может иметь от приблизительно 20 метров до любой длины в соответствии с конструктивными решениями для лопасти, таким образом, как от приблизительно 20 метров до приблизительно 100 метров по длине для наиболее коммерческого изготовления таких лопастей.
ПРИМЕРЫ
Системы эпоксидных смол, описанные в настоящем документе, получали в результате подачи компонента на основе эпоксидной смолы в смесительное устройство и подачи отвердительного компонента в смесительное устройство. После этого продукт из смесительного устройства подавали в устройство для пултрузии. В настоящих примерах проводили смешивание в периодическом режиме при использовании смесителя, относящегося к лопастному типу. Однако, изобретение предусматривает смешивание и при использовании других форм таким образом, как в смесительной установке непрерывного действия.
Пултрузионный аппарат использовали совместно с фильерой, и материал подложки такой, как стеклянное волокно, протягивали через ванну для импрегнирования смолой, а впоследствии через фильеру. Система вытягивающих устройств вытягивала из фильеры пултрудированный материал, характеризующийся прямоугольным однонаправленно армированным поперечным сечением. Фильеру нагревали при указанной температуре. На практике, смоляную смесь выливали в ванну для импрегнирования смолой и проводили пултрудирование при указанных скоростях. Отмечали состояние поверхности пултрудированного материала и измеряли и/или рассчитывали свойства.
Температуры стеклования (Tg) для отвержденных смол в примерах измеряли при использовании дифференциальной сканирующей калориметрии (ДСК) при скорости нагревания 20°С/минута от 50°С до 220°С со следующими далее быстрым охлаждением и вторым сканированием при идентичной скорости нагревания. Серединную точку на кривой, по которой теплоемкость (Ср) увеличивается от плато стеклообразного состояния до плато каучукообразного состояния, принимали за Tg. Использованный прибор для метода ДСК представлял собой устройство TA Instruments DSC Model Q20, и его температуру калибровали при использовании индиевого и оловянного стандарта.
Вытягивающая нагрузка на современном уровне техники пултрузии в общем случае известна для специалистов в соответствующей области техники как усилие, воздействующее на пултрудированный композит при использовании вытягивающих устройств, вытягивающих пултрудированный материал из фильеры. Вытягивающую нагрузку для машины измеряли при использовании динамометрического датчика, прикрепленного к блоку с плавающей фильерой. В общем случае чем меньшей будет вытягивающая нагрузка, тем более эффективным будет технологический процесс пултрудирования, и при более высоких вытягивающих нагрузках пултрудированный материал может проскальзывать, становиться поврежденным или просто быть неподдающимся для вытягивания из фильеры.
Скорость технологической линии на современном уровне техники пултрузии в общем случае известна для специалистов в соответствующей области техники как скорость, при которой пултрудированный материал вытягивают через фильеру, или эквивалентным образом как скорость, при которой подложку, такую как волокна, протягивают через ванну для импрегнирования смолой или другое устройство для нанесения смолы.
Теплофизические свойства измеряли в соответствии с документом AS™ D-3418.
Качество поверхности определяли в результате визуального осмотра на основании оценок коммерческого продукта. Для такого визуального осмотра «хорошо» представляет собой гладкую поверхность, а «оплывание» представляет собой присутствие отвержденной порошкообразной смолы и/или дефектов вогнутой формы на пултрудированном изделии. Термин «оплывание» определяется в качестве отвержденной порошкообразной смолы, осажденной на поверхности пултрудированного изделия (заготовки), при выходе его из фильеры, где отвержденная порошкообразная смола либо может быть удалена при использовании простых механических средств, либо не может быть удалена, и в общем случае это сопровождают дефекты вогнутой формы (выдолбленности) в пултрудированном изделии.
В отношении образцов, отрезанных от пултрудированных секций, проводили измерения на трехточечное изгибание короткой балки в соответствии с документом AS™ D-2344.
Характеристики адгезии при сдвиге для соединения внахлестку определяли следующим далее образом. Образец пултрудированной заготовки разрезали надвое и получали квадратное клеевое соединение при наличии перекрывания в 25,4 мм по длине между секциями (которые сами имели 25,4 мм по ширине). Толщина слоя клея между двумя секциями составляла 0,61 мм (зазор, выдерживаемый при использовании проволочного дистанционного ограничителя вдоль кромок соединения). Использованная рецептура клея представляла собой нижеследующее:
1. 80 частей (61,54% (масс.)) продукта EPON™ Resin 828 (смотрите ниже),
2. 20 частей (15,38% (масс.)) продукта HELOXY™ Modifier 66 (1,6-гександиолдиглицидиловый простой эфир),
3. 15,6 части (12,00% (масс.)) поли(пропиленоксид)диамина, характеризующегося среднечисленной молекулярной массой, составляющей приблизительно 240, и эквивалентной массой по атому аминового водорода, составляющей приблизительно 60,
4. 11,4 части (8,77% (масс.)) изофорондиамина,
5. 2,4 части (1,85% (масс.)) N-(2-аминоэтил)пиперазина и
6. 0,6 части (0,46% (масс.)) смеси из ускорителей отверждения.
Жидкую клеевую смесь намазывали между двумя секциями (зазор выдерживали при использовании проволочного дистанционного ограничителя, как и выше), а после этого ей давали возможность отверждаться на протяжении ночи при комнатной температуре и на протяжении 8 часов при 80°С. После этого в отношении клеевого соединения проводили испытание на сдвиг для соединения внахлестку в соответствии с документом AS™ D-1002.
Жидкая эпоксидная смола А представляет собой диглицидиловый простой эфир бисфенола F (бисфенола формальдегида), характеризующийся эпоксидной эквивалентной массой в диапазоне 165-173 и вязкостью при 25°С в диапазоне 2,5-4,5 Па-сек.
Жидкая эпоксидная смола В представляет собой диглицидиловый простой эфир бисфенола А, характеризующийся эпоксидной эквивалентной массой в диапазоне 185-192 и вязкостью при 25°С в диапазоне 11-15 Па-сек.
Жидкая эпоксидная смола С представляет собой диглицидиловый простой эфир бисфенола F (бисфенола формальдегида), характеризующийся эпоксидной эквивалентной массой в диапазоне 162-167 и вязкостью при 25°С в диапазоне 2,0-3,0 Па-сек.
Жидкая эпоксидная смола D представляет собой эпоксидную смолу, имеющую в своей основе новолак на основе бисфенола А и характеризующуюся эпоксидной эквивалентной массой в диапазоне 195-230 и вязкостью при 130°С в диапазоне 1-6 Па-сек.
Модификатор вязкости представляет собой диглицидиловый простой эфир неопентилгликоля (2,2-диметил-1,3-пропандиола), характеризующийся эпоксидной эквивалентной массой в диапазоне 130-145 и вязкостью при 25°С в диапазоне 13-25 мПа-сек.
Глина наполнителя и технологической добавки представляет собой измельченную в порошок алюмосиликатную каолиновую глину, характеризующуюся средним размером частиц 3,5 мкм.
Продукт Axel INT-XP-I-107-N1 представляет собой противоадгезионную добавку, характеризующуюся композицией собственной разработки и продаваемую компанией Axel Plastics Research Laboratories, Inc..
Пример 1: Пултрудирование эпоксидных смол, содержащих эпоксидные смолы, акриловый мономер и имидазол при наличии или в отсутствие полиола.
Пултрузионный аппарат использовали совместно с фильерой в 914 мм по длине с прямоугольным внутренним поперечным сечением при 25,4 мм по ширине и 3,25 мм по толщине. Стеклянное волокно (PPG Hybon 2026-206, 2400 текс и 59 ровингов) протягивали через ванну для импрегнирования смолой, а впоследствии через фильеру. Система вытягивающих устройств вытягивала из фильеры пултрудированный материал, характеризующийся прямоугольным однонаправленно армированным поперечным сечением. Температура фильеры составляла 230°С поблизости от входной зоны фильеры и в середине и 220°С поблизости от выхода. При пултрузии подвергали испытаниям различные системы, содержащие жидкие эпоксидные смолы, триметилолпропантриакрилат (ТМРТА), 2-пропилимидазол (отвердитель), наполнитель и технологическую добавку и противоадгезионную добавку (поли(пропиленоксид)гликоль при среднечисленной молекулярной массе 400 или, в альтернативном варианте, коммерческую смесь из противоадгезионных добавок Axel INT-XP-I-107-N1). Смоляную смесь выливали в ванну для импрегнирования смолой (с фильерой при указанной температуре) и проводили пултрудирование при указанных скоростях. Отмечали состояние поверхности пултрудированной детали и определяли температуру стеклования (Tg) для пултрудированной детали (серединная точка согласно дифференциальной сканирующей калориметрии, ДСК). Результаты продемонстрированы в представленной ниже таблице 1.
Что касается данных, выраженных в следующих далее таблицах 1-7, то технологические процессы, где данные произведены не были, представлены сокращением «н/д», что обозначает «не доступно». В соответствии с представленным ниже указанием изобретения данные, по меньшей мере, не производили в экспериментах в случаях, где предшествующие прогоны при меньших скоростях пултрудирования приводили к получению неприемлемых результатов. Также в случае приведения первой скорости пултрудирования, подвергнутой испытанию при использовании конкретной системы, к получению пултрудированного композита, характеризующегося приемлемым качеством поверхности, меньшие скорости для данной конкретной системы в общем случае не подвергали испытанию.
Таблица 1
Как это раскрывает представленная выше таблица 1, для системы на основе 60 частей жидкой эпоксидной смолы В и 40 частей ТМРТА использование составленной рецептуры коммерческой противоадгезионной добавки Axel при двух уровнях содержания (системы предшествующего уровня техники 1-1 и 1-2) сделало пултрудирование возможным только вплоть до скорости технологической линии 763 мм/минута при получении хорошего качества (визуально гладкой) поверхности. При более высокой скорости технологической линии 1015 мм/минута поверхность продемонстрировала обширное «оплывание» при смещении волокнистых ровингов из своих обычных местоположений и зачастую разрыв. Такие явления являются неприемлемыми в большинстве коммерческих пултрудированных деталей и могут иногда приводить к разрыву всего пучка волокон во время продолжительного периода пултрудирования. Также температуры стеклования двух систем (без проведения последующего отверждения) находились в диапазоне от низкой до очень низкой даже при скоростях технологической линии, достаточно маленьких для обеспечения получения хорошего качества поверхности (42,2°С и 68,7°С при скорости технологической линии 763 мм/минута).
Системы предшествующего уровня техники №№1-3 и 1-4, содержащие две различные эпоксидные смолы и только половину уровня содержания ТМРТА, использованного в прежней системе, продемонстрировали оплывание даже при скорости технологической линии 763 мм/минута (системы №1-3, содержащие больше противоадгезионной добавки Axel, могли бы пултрудироваться с хорошим качеством поверхности при 609 мм/минута, но характеризовались значением Tg, составляющим только 49,1°С, при 763 мм/минута).
В противоположность этому, системы №1-5 и №1-6 настоящего изобретения, в которых противоадгезионную добавку Axel заменяли на поли(пропиленоксид)гликоль, характеризующийся молекулярной массой 4000, при двух различных уровнях содержания, могли бы пултрудироваться с хорошим качеством поверхности и приемлемым значением Tg (>80°C) при скоростях технологической линии, составляющих по меньшей мере 1525 мм/минута. Систему №1-7, подобную системе №1-6, но при меньшем уровне содержания жидкой эпоксидной смолы А и большем уровне содержания триметилолпропантриакрилата, пултрудировали при получении подобных хороших результатов. Поэтому системы изобретения, содержащие полиол, демонстрируют ясное улучшение в сопоставлении с системами, которые его не содержат.
Пример 2: Пултрудирование эпоксидных систем, содержащих эпоксидные смолы, акриловый мономер и имидазол, при различных уровнях содержания полиола.
Системы в представленной ниже таблице 2 использовали при пултрудировании в рамках той же самой методики, что и в примере 1. Как это демонстрируют данные в таблице 2, пултрудированные секции с хорошим качеством поверхности могли бы быть получены при скорости пултрудирования 1015 мм/мин при уровнях содержания, составляющих всего лишь 2 части полипропиленгликоля 4000 при расчете на сто частей эпокси/акрилового компонента (1,68% (масс.) от совокупной системы) в соответствии с описанием для системы 2-4. Однако вытягивающая нагрузка при наименьшем уровне содержания полипропиленгликоля 4000 была значительно большей, чем вытягивающая нагрузка при более значительных уровнях содержания полипропиленгликоля 4000 для одной и той же скорости пултрудирования. Более значительная вытягивающая нагрузка требует проведения большей работы системой пултрудера для одного и того же количества продукта и является нежелательной.
Таблица 2
Пример 3: Пултрудирование эпоксидных систем, содержащих эпоксидные смолы, акриловый мономер, полиол и имидазол, при различных уровнях содержания глины наполнителя и технологической добавки.
Системы в представленной ниже таблице 3 использовали при пултрудировании в рамках той же самой методики, что и в примере 1. Как это демонстрируют данные в таблице 3, пултрудированные секции с хорошим качеством поверхности могли бы быть получены при скорости пултрудирования 1015 мм/мин при всех уровнях содержания использованной глины наполнителя и технологической добавки без какого-либо согласованного воздействия уровня содержания наполнителя и технологической добавки на вытягивающую нагрузку или на температуру стеклования после отверждения.
Таблица 3
Пример 4: Пултрудирование эпоксидных систем, содержащих эпоксидные смолы, акриловые мономеры, имидазолы и карбоновые кислоты, при наличии или в отсутствие полиолов.
С жидкой эпоксидной смолой А и жидкой эпоксидной смолой В, триметилолпропантриакрилатом, глиной наполнителя и технологической добавки и поли(пропиленоксид)гликолем 4000, как это продемонстрировано в представленной ниже таблице 4, смешивали 2-метилимидазол и продукт VERSATIC™ 10 Acid для составления рецептуры систем, которые пултрудировали так же, как и в примерах от 1 до 4.
Таблица 4
* Значение Tg увеличивалось до 96,2°С после второго нагревания в методе ДСК, что указывает на недоотверждение во время пултрудирования.
Как это можно видеть исходя из представленной выше таблицы, удовлетворительные пултрудированные детали могли бы быть получены при скоростях пултрудирования, доходящих вплоть до 1525 мм/мин, при двух наибольших использованных уровнях содержания 2-метилимидазола (системы №4-2 и №4-3), но не при наименьшем уровне содержания (недостаточном для полного отверждения детали в фильере, система №4-1). Однако присутствие монокарбоновой кислоты уменьшало температуру стеклования по отношению к системам в предшествующих примерах, отвержденных при использовании жидкой марки 2-пропилимидазола. В случае неиспользования полипропиленгликоля 4000 в рецептуре (система №4-4) пултрудированная деталь застревала в фильере при запуске, и фильеру необходимо было снимать и прочищать.
Пример 5: Пултрудирование эпоксидных систем, содержащих эпоксидные смолы, акриловые мономеры, имидазолы, бисфенол и полиол, при использовании углеродного волокна.
Использовали пултрузионный аппарат, подобный тому, что и в примере 1, за исключением выдерживания температуры фильеры на уровне 210°С поблизости от входной зоны фильеры и в середине и 200°С поблизости от выхода. Вместо стеклянного волокна, использованного в предшествующих примерах, в качестве армирующего элемента использовали 22 ровинга из углеродного волокна (Zoltek 50K). С жидкой эпоксидной смолой С и жидкой эпоксидной смолой В, триметилолпропантриакрилатом, глиной наполнителя и технологической добавки и дополнительным поли(пропиленоксид)гликолем 4000, как это продемонстрировано в представленной ниже таблице 6, смешивали имидазол, 2-метилимидазол, резорцин (фенольный компонент) и поли(пропиленоксид)гликоль 4000.
Таблица 5
Как это можно видеть исходя из представленной выше таблицы 5, в случае использования представленной выше системы смола-отвердитель при скоростях пултрудирования, доходящих вплоть до 1270 мм/мин, при пониженном уровне содержания совокупных использованных имидазолов, как это продемонстрировано в системе 5-1, могли бы быть получены продукты пултрузии, характеризующиеся хорошим качеством поверхности и высоким значением Tg после отверждения.
Пример 6: Пултрудирование эпоксидных систем, содержащих эпоксидные смолы, неароматические амины и 2-пропилимидазол.
Использовали пултрузионный аппарат, подобный тому, что и в примере 1, за исключением выдерживания температуры фильеры на уровне 220°С поблизости от входной зоны фильеры и в середине и 210°С поблизости от выхода. Использовали стеклянное волокно, как и в примерах 1-4. Получали системы смол, в которых эпоксидный компонент содержал эпоксидную смолу на основе бисфенола F (жидкую эпоксидную смолу А), эпоксид, имеющий в своей основе новолак на основе бисфенола А, (эпоксидную смолу D) и диглицидиловый простой эфир неопентилгликоля (модификатор вязкости), использованный для уменьшения вязкости. Отвердитель представлял собой смесь из 2-пропилимидазола, поли(пропиленоксид)диамина и изофорондиамина. Добавляли глину наполнителя и технологической добавки и использовали различные количества поли(пропиленоксид)гликоля, характеризующегося среднечисленной молекулярной массой 4000. Использовали те же самые волокна, что и в примере 1. Результаты продемонстрированы в представленной ниже таблице 6.
Таблица 6
Как это можно видеть исходя из таблицы 6, по мере увеличения концентрации поли(пропиленоксид)гликоля в системе для пултрудированной детали имело место значительно меньшее оплывание поверхности. Однако, в противоположность поведению систем в прежних примерах, включающих компонент на основе сложного эфира акриловой кислоты, оплывание поверхности не исключалось полностью даже при скорости технологической линии, составляющей только 763 мм/мин. Также температура стеклования была значительно меньшей, чем соответствующая температура для систем, характеризующихся наибольшими значениями Tg, в примерах 1-3 и 5.
Композиты, полученные при использовании композиций, описанных в настоящем документе, могут быть использованы для получения компонентов лопасти ветроэнергетической установки, в том числе поясов лонжеронов, стенок, работающих на срез, и компонентов обшивки.
В одном варианте осуществления фигура 1 демонстрирует ветровой энергогенератор 100, имеющий гондолу 102, вмещающий генератор (не показано на фигуре 1). Гондола 102 представляет собой кожух, смонтированный поверх стойки 104, только участок которой продемонстрирован на фигуре 1. Высоту стойки 104 выбирают на основании факторов и условий, известных на современном уровне техники, и она может продлеваться до высот, доходящих вплоть до 60 метров и более. Ветровой энергогенератор 100 может быть установлен на любой местности, обеспечивающей доступ к областям, характеризующимся желательной ветровой обстановкой. Местность может варьироваться в значительных масштабах и может включать нижеследующее, но не ограничивается только этим: гористая местность или прибрежные территории. Ветровой энергогенератор 100 также включает ротор 106, который включает одну или несколько лопастей ротора 108, прикрепленных к вращающейся ступице 110. Несмотря на включение в ветровой энергогенератор 100, проиллюстрированный на фигуре 1, трех лопастей ротора 108 отсутствуют какие-либо конкретные ограничения, накладываемые на количество лопастей ротора 108, требуемых в настоящем раскрытии изобретения.
На фигуре 2 иллюстрируется лопасть энергогенератора 108, имеющая переднюю кромку 201 и заднюю кромку 203. Лопасть энергогенератора 108 включает участок аэродинамического профиля 205, проходящий от вершины 207 до комеля 209, который может быть соединен со ступицей 110 ветрового энергогенератора.
На фигуре 3 иллюстрируется еще один дополнительный вариант осуществления лопасти ветрового энергогенератора 108, в том числе стенка 353, работающая на срез, между участком первой обшивки 301 и участком второй обшивки 302. Фигура 3 включает пояса лонжерона 351, перпендикулярные стенке 353, работающей на срез. Пояс лонжерона 351 включает композицию и структуру, которые обеспечивают получение армирования конструкции для лопасти ветрового энергогенератора 108. Волокна, подходящие для использования в поясе лонжерона, включают нижеследующее, но не ограничиваются только этим: стеклянные, углеродные или гибридные волокна. Пояс лонжерона 351 также может содержать материал смолы, включающий нижеследующее, но не ограничивающийся только этим: материал эпоксида, сложного полиэфира или смолы на основе винилового сложного эфира. Как это продемонстрировано на фигуре 3, участок второй обшивки 302 прикрепляют к неразъемной первой обшивке 301 при использовании клеевых соединений 305 поблизости от каждой кромки, выбираемой из передней кромки 201 и задней кромки 203. Однако к участку первой обшивки 301 прикрепляют «Т»-образную стенку 353, работающую на срез. Прикрепление стенки 353, работающей на срез, может быть обеспечено при использовании клеевых соединений 305 и может необязательно включать подготовку поверхности, такую как придание шероховатости. Стенка 353, работающая на срез, включает участок 355 пояса лонжерона, который включает пояс лонжерона 351, прикрепленный к участку первой обшивки 301 и участку стенки 354. Стенку 353, работающую на срез, кроме того, прикрепляют к поясу лонжерона 351, прикрепленному к участку второй обшивки 301. Клеевые соединения 305 могут включать клеи или могут включать внедрение в участки обшивки 301 или 302 в результате инфудирования смолы.
В одном варианте осуществления обшивку 301 изготавливают в качестве единственного компонента, где участок пояса лонжерона 355 и участок стенки 354 преобразуют в единый композитный компонент в результате обеспечения наличия одного армирующего текстильного полотна, включающего участок стенки 354 и участок пояса лонжерона 355, или в результате расположения армирующего текстильного полотна для участка стенки 354 по соседству с армирующим текстильным полотном для участка пояса лонжерона 355 и совместного инфудирования участка стенки 354 и участка пояса лонжерона 355 для получения единого композитного компонента.
Композиты, описанные в настоящем документе, могут быть использованы при получении полной обшивки или половины обшивки. В любом варианте осуществления обшивка или половина обшивка могут быть получены, используя любой подходящий способ получения композита. Подходящие способы включают нижеследующее, но не ограничиваются только этим: трансферное формование смолы (R™), трансферное формование смолы при использовании вакуума (VAR™), способ инфудирования смолы (RIM) или любой другой подходящий способ инфудирования смолы, предназначенный для получения армированных волокном композитов.
Несмотря на иллюстрирование на фигурах 4 и 5 формы для выкладки при изготовлении может быть использован любой тип формы, который обеспечивает получение желаемой геометрии лопасти ветрового энергогенератора, в том числе геометрии форм, которые способны согласовываться с профилем лопастей ветровых энергогенераторов 108.
В одном варианте осуществления настоящего изобретения, продемонстрированном на фигуре 4, конструкцию пояса лонжерона 402 располагают поверх нескольких слоев текстильного полотна на форме для обшивки 403, а волокнистое текстильное полотно обшивки 401, образующее сэндвичевую конструкцию с пенополимером и/или пробковой древесиной, располагают на форме для обшивки 403 по соседству с конструкцией пояса лонжерона 402. Позиция конструкции пояса лонжерона 402 является иллюстративной и не должна интерпретироваться в качестве ограничения, накладываемого на расположение или позиционирование поясов лонжерона при получении компонента обшивки. В одном варианте осуществления конструкцию пояса лонжерона получают из последовательностей продуктов пултрузии, выровненных в направлении длины в желаемой геометрической конфигурации пояса лонжерона, таким образом, как это продемонстрировано в виде последовательности из уложенных в стопку столбцов продуктов пултрузии, характеризующихся прямоугольным поперечным сечением, 406 на фигуре 4. Как это предусматривает изобретение, в других конфигурациях для получения пояса лонжерона могут быть использованы и другие пултрузионные профили, поперечные сечения и длины.
Поверх формы для обшивки 403, включающей конструкцию пояса лонжерона 402 и волокнистое текстильное полотно обшивки 401, образующее сэндвичевую конструкцию с пенополимером и/или пробковой древесиной, может быть расположена конструкция для инфудирования смолы 407, такая как вакуумная пленка или вакуумный мешок, способные конфигурироваться согласно геометрии поверхности, имеющей конструкцию пояса лонжерона 402. Конструкцию для инфудирования смолы герметизировали относительно формы для обшивки 403 при использовании ленты 409 в целях обеспечения создания вакуума в отношении конструкции пояса лонжерона 402 и волокнистого текстильного полотна обшивки 401 и соответствующих пространств. Лента 409 сможет включать любой обычный герметизирующий материал, подходящий для использования при вакуумном герметизировании. До просачивания смолы удаляют воздушные карманы в результате создания вакуума при использовании подводов 411. После этого происходит просачивание смолы, и материал смолы вводится через впускные отверстия 413 (продемонстрировано одно), и происходит заполнение смолой сэндвичевой конструкции, образованной из пенополимера и/или пробковой древесины при использовании волокон и пояса лонжерона. Сразу после отверждения смола затвердевает и образует армированную композитную обшивку 415. При получении лопасти ветрового энергогенератора 108 могут быть использованы противоадгезионные материалы/покрытия, материалы армирующего наполнителя, смоляные добавки, разделительный слой, передающие среды, противоадгезионная пленка и/или другой расходуемый и/или обычный материал, предназначенный для использования в технологических процессах инфудирования. Данный технологический процесс делает возможными одновременные инфудирование и получение конструкции пояса лонжерона 402 и волокнистого текстильного полотна обшивки 401 таким образом, чтобы получить армированную композитную обшивку 415 на одной стадии инфудирования. Поскольку данный технологический процесс исключает стадию отверждения для каждой обшивки, использованной при получении лопасти, данный технологический процесс укорачивает производственное время при уменьшенной занимаемой производственной площади на производственном предприятии.
В альтернативном варианте, конструкция пояса лонжерона 402 может быть отдельно изготовлена в результате инфудирования смолы для продуктов пултрузии, описанных в настоящем документе, в виде конструкции пояса лонжерона на одной или нескольких стадиях получения композита. После этого предварительно полученная конструкция пояса лонжерона может быть позиционирована в форме, как это продемонстрировано на фигуре 4 для конструкции пояса лонжерона 402, и описанный выше технологический процесс инфудирования может быть завершен при получении армированной композитной оболочки 415.
Стенка 405, работающая на срез, после этого может быть получена отдельно и может быть изготовлена при использовании текстильного полотна, инфудированного смолой, в соответствии с описанием изобретения в настоящем документе для композита 415. В альтернативном варианте, стенка 405, работающая на срез, может быть изготовлена в результате инфудирования смолы для продуктов пултрузии, описанных в настоящем документе, в виде конструкции стенки, работающей на срез, на одной или нескольких стадиях получения композита.
Для получения лопасти 108 первая обшивка, включающая первый пояс лонжерона, такой, как это продемонстрировано на фигуре 4, может быть введена в контакт со второй обшивкой, включающей второй пояс лонжерона, такой, как это также продемонстрировано на фигуре 4. Стенку 405, работающую на срез, обычно предварительно прикрепляют к одной из первой или второй обшивок на соответствующем поясе лонжерона и выравнивают для введения в контакт с другим поясом лонжерона при введении обшивок в контакт друг с другом. Для введения в контакт поверхностей создают клеевые соединения 305. Клеевым соединениям дают возможность отверждаться с образованием конструкции лопасти ветрового энергогенератора 108, как это продемонстрировано на фигуре 5.
В еще одном варианте осуществления обшивки пояса лонжерона и стенки, работающие на срез, собирают, а после этого подвергают технологическому процессу инфудирования или другому технологическому процессу нанесения смолы и технологическому процессу отверждения для получения неразъемной конструкции в одном технологическом процессе, а не в двух- или трехстадийном технологическом процессе в соответствии с описанием изобретения на фигурах 4 и 5. В альтернативном варианте, обшивки, пояса лонжерона и стенки, работающие на срез, могут быть обработаны частично или полностью при использовании клеев до какого-либо технологического процесса нанесения смолы.
Изобретение также предусматривает получение лопастей ветроэнергетической установки и при использовании других методик, в которых применяют получение поясов лонжерона и/или стенок, работающих на срез, при использовании композитов в соответствии с описанием изобретения в настоящем документе.
Несмотря на описание и иллюстрирование настоящего изобретения при обращении к конкретным вариантам осуществления специалисты в соответствующей области техники должны понимать и то, что изобретение делает возможными и вариации, необязательно проиллюстрированные в настоящем документе.
Реферат
Изобретение относится к отверждаемым композициям эпоксидных смол. Предложена система эпоксидной смолы для нанесения на подложку, состоящая из компонента на основе жидкой эпоксидной смолы, отвердителя, содержащего соединение, имеющее имидазольную группу, и неароматического полиольного соединения, где компонент на основе жидкой эпоксидной смолы, в свою очередь, содержит помимо жидкой эпоксидной смолы акрилатный мономер, включающий акриловый сложный эфир монола или полиола, метакриловый сложный эфир моноола или полиола, полиакриловый или полиметакриловый сложный эфир полиола или их комбинацию. Указанная система свободна от радикального инициатора. Предложены также способ изготовления композита с использованием указанной системы эпоксидной смолы и соответствующий композит. Технический результат – состав предложенной системы позволяет получать изделия без оплывания и с улучшенным качеством поверхности. 3 н. и 13 з.п. ф-лы, 5 ил., 6 табл., 6 пр.
Формула
Комментарии