Гибкая производственная система - SU1731593A1
Код документа: SU1731593A1
Чертежи

Описание
Изобретение относится к машиностроению , в частности к гибким производственным системам.
Цель изобретения - расширение технологических возможностей.
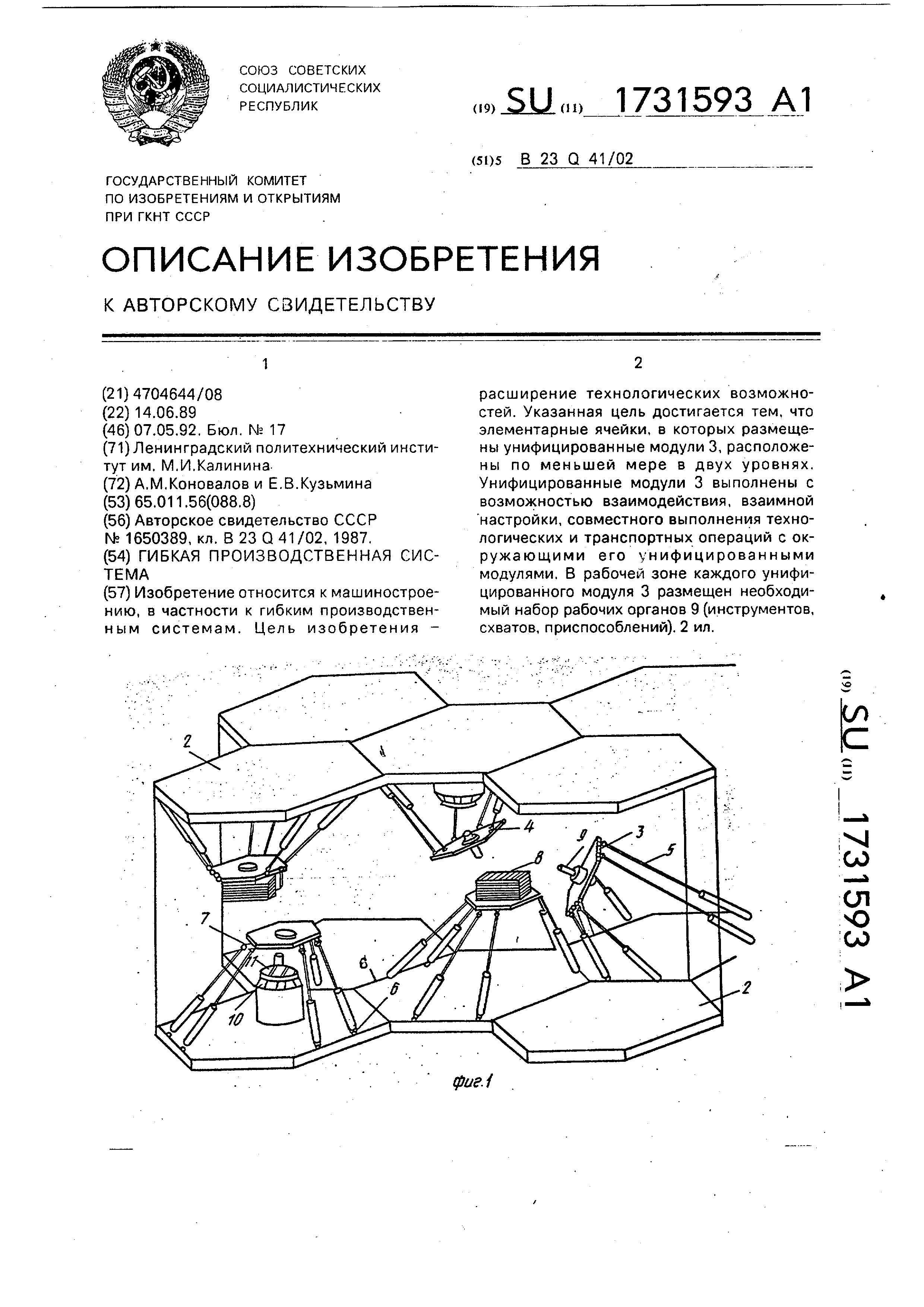
На фиг. 1 приведен пример построения двухуровневой гибкой производственной системы на базе взаимонастраиваемых модулей (фрагмент); на фиг. 2 - схемы различных возможных вариантов функцио- нирования гибкой производственной системы .
Гибкая производственная система со взаимонастраиваемыми модулями (фиг. 1) содержит, например, два уровня эле- ментарных ячеек, ограниченных взаимно параллельными плоскостями 1, образованными основаниями 2 элементарных производственных модулей 3 (в данном примере в основании лежит шестигранник). Каждый унифицированный модуль содержит инструментальную головку 4 и привод подачи головки, выполненный на шести электромеханизмах 5 линейного перемещения, закрепленных шарнирами 6 на основании 2 соответствующей базовой плоскости 1, а шарнирами 7 - на инструментальной головке 4. Каждый модуль 3 установлен с возможностью непосредственного обслуживания: наладки, ремонта, восстановле- ния, сборки и т.д. всех шести окружающих (соседних с ним) модулей своего уровня и всех модулей другого уровня, находящихся в пределах его досягаемости, а также с возможностью согласованного коллективного взаимодействия с соседними модулями обоих уровней по выполнению операций обработки , сборки, транспортировки и т.д. относительно предметов 8 труда. На инструментальной головке 4 каждого модуля 3 закреплен рабочий орган 9 (например, схват или шпиндель).
Каждый модуль 3 оснащен функционально полным набором рабочих органов 9, находящихся в инструментальном магазине
10,расположенном на соответствующем основании 2 базовой плоскости 1 в рабочей зоне соответствующего модуля 3, в случае одновременной настройки однородной производственной среды или поставляв- мым посредством самих модулей 3 в ходе производственного процесса в инструментальный магазин 10 соответствующего модуля 3 в случае изменений в производственном процессе. Предметы 8 труда во время выполнения модулями 3 технологических , транспортных, сборочных и настроечных операций устанавливаются например,
на рабочую поверхность поворотного стола
11,расположенного в рабочей зоне соответствующего модуля 3 на основании 2, или на внешнюю поверхность инструментальной головки 4 модуля 3, который в этом случае выступает в качестве многостепенного подвижного стола.
Гибкая производственная система работает следующим образом.
При поступлении на вход гибкой производственной системы предмета 8 труда рас- пределенная система управления (не показана) принимает решение, в каком количестве и какие модули 3 в данный момент свободны (или освободятся первыми) и обладают необходимым, требуемым для данного производственного процесса, набором рабочих органов 9 (в случае одновременной настройки достаточным условием является незанятость модуля 3 на текущий момент, так как все модули обладают при начальном формировании гибкой производственной системы функционально полным набором средств производства). К выбранным модулям 3 предметы 8 труда передаются посредством последовательного перемещения с помощью свободных модулей 3 согласно выбранному оптимальному маршруту следования . При этом в случае выхода из строя любого (или нескольких) модулей 3 можно найти обходной маршрут доставки предмета 8 труда к месту обработки. Аналогичным образом производится передача предметов 8 труда (обработанных деталей, собранных узлов и т.д.) на выход гибкой производственной системы,
В случае выхода из строя любого модуля 3 в зависимости от вида неисправности, определяемой распределенной системой управления , данный модуль 3 подвергается ремонту (восстановлению) посредством соседних модулей 3 или оперативно разъединяется и передается на общесистемный склад (не показан) посредством самих модулей 3, а вместо него аналогичным образом доставляется и собирается новый модуль 3 средствами соседних с неисправным модулем 3. Сбор ка нового модуля может осуществляться посредством двух одновременно действующих элементарных производственных модулей 3 обоих уровней (фиг. 2а). В случае невозможности ремонта неисправного или сборки модуля 3 в данный момент или при отсутствии обходного маршрута к определенному системой управления месту обработки, всегда можно произвести необходимые технологические операции на любом свободном модуле 3, который может полностью заменить отказавший по своим функциональным возможностям.
На фиг. 26 показан возможный вариант обработки и транспортировки малогабаритных деталей. Предмет 8 труда посредством модуля 3 верхнего уровня 1 доставляется к месту обработки, например на модуль 3 нижнего уровня, где она устанавливается на рабочую поверхность поворотного стола 11 посредством координатных перемещений инструментальной головки 4 нижнего модуля 3 и разжимом рабочего органа 9 верхнего модуля 3. Далее производятся необходимые технологические операции рабочим ор- ганом 9, например шпинделем, нижнего модуля 3 автономно.
На фиг. 2в показан вариант обработки и транспортировки крупногабаритных изделий посредством попарного согласованно- го функционирования модулей 3 обоих уровней. Крупногабаритный предмет 8 труда доставляется аналогичным образом к месту обработки, но устанавливается не на рабочую поверхность поворотного стола 11, а на внешнюю поверхность инструментальных головок 4 двух модулей 3 нижнего уровня , которые в этом случае выступают в качестве рабочих столов. Далее предмет 8 труда подвергается необходимой обработ- ке посредством согласованной совместной работы модулей 3 верхнего уровня, а затем перемещается к выходу посредством координатных перемещений тех же модулей 3 верхнего уровня, которые к этому моменту произвели необходимую смену рабочих органов 9, и/или посредством координатных перемещений модулей 3 нижнего уровня.
На фиг. 2г представлен возможный вариант коллективной смены рабочего органа
9 у одного модули 3 верхнего уровня посредством другого (соседнего) модуля 3, После доставки и установки предмета 8 труда на рабочее место в целях сокращения времени на вспомогательные операции соседний модуль 3 оперативно производит смену рабочих органов 9 у данного модуля 3 (в случае негабаритного инструмента) для дальнейшей обработки предмета 8 труда. Возможна также и индивидуальная смена инструмента каждым модулем 3 по необходимости в ходе производственного процесса.
Формула изобретения
Гибкая производственная система, содержащая элементарные ячейки, включающие накопители инструмента, приспособлений и заготовок, унифицированные модули, выполненные с возможностью совмещения технологических и транспортных функций и установленные с возможностью взаимодействия друг с другом по соприкасающимся граням,отличающаяся тем, что, с целью расширения технологических возможностей, элементарные ячейки размещены по меньшей мере в двух уровнях, а каждый из унифицированных модулей установлен с возможностью взаимодействия, взаимной настройки и совместного выполнения технологических и транспортных операций с окружающими его унифицированными модулями, а также размещения в его рабочей зоне накопителей инструмента, приспособлений и заготовок.
Реферат
Изобретение относится к машиностроению , в частности к гибким производственным системам. Цель изобретения расширение технологических возможностей . Указанная цель достигается тем, что элементарные ячейки, в которых размещены унифицированные модули 3, расположены по меньшей мере в двух уровнях. Унифицированные модули 3 выполнены с возможностью взаимодействия, взаимной настройки, совместного выполнения технологических и транспортных операций с окружающими его унифицированными модулями. В рабочей зоне каждого унифицированного модуля 3 размещен необходимый набор рабочих органов 9 (инструментов, схватов, приспособлений). 2 ил.
Формула
Комментарии