Система и способ сборки и собирания незаполненных пакетов с выливными носиками - RU2628915C2
Код документа: RU2628915C2
Чертежи







Описание
Настоящее изобретение относится к системе и способу сборки и собирания незаполненных пакетов с выливными носиками.
Широко известна сборка выливных носиков и пакетов, выполненных из фольги, на сборочной линии. Обычно полученные таким образом пакеты с выливными носиками впоследствии заполняют продуктом и герметично закрывают, например, колпачком. Наполняющее устройство используют для заполнения пакетов с выливными носиками, например, продуктами, такими как пищевые продукты и напитки, химические продукты и продукты для личной гигиены, и медицинские и фармацевтические продукты. Продукт может иметь форму, которая является пастообразной, жидкой, гранулированной или представляет собой комбинацию данных форм. Обычно используются автоматизированные машины для массового производства заполненных пакетов в больших количествах.
По ряду причин часто желательно изготавливать и собирать пакеты с выливными носиками в месте, удаленном от места заполнения. Например, когда продукт производят за короткое время до того, как происходит заполнение, это требует производственного оборудования, пригодного для производства продукта, которое по своей природе имеет другие требования к производственному оборудованию по сравнению с производственным оборудованием для изготовления пакетов с выливными носиками. Могут возникнуть затруднения с обеспечением соответствия данным разным требованиям к производственному оборудованию. Другая причина может быть связана с трудностью согласования производственных возможностей данных разных процессов, в частности, с точки зрения количества.
Следовательно, в области пакетов с выливными носиками известны сборка и собирание незаполненных пакетов с выливными носиками в месте, удаленном от места заполнения, и последующая транспортировка незаполненных пакетов с выливными носиками к наполняющему устройству. Связанные с логистикой затраты на пакеты с выливными носиками будут представлять собой часть общей стоимости продукта.
Задача первого аспекта изобретения состоит в разработке системы и способа сборки и собирания незаполненных пакетов с выливными носиками, обеспечивающих в результате более эффективную логистику для пакетов с выливными носиками и предпочтительно снижение затрат на логистику.
Эта задача решается посредством системы в соответствии с пунктом 1 формулы изобретения и, кроме того, посредством способа в соответствии с пунктом 11 формулы изобретения. При таких способе и устройстве обеспечивают эффективное накопление пакетов с выливными носиками на реек хранения в месте собирания, и рейки, на которых незаполненные пакеты с выливными носиками уложены в стопку, транспортируют к удаленному наполняющему устройству.
В соответствии с первым аспектом изобретения пакеты с выливными носиками выгружаются из сборочной линии и сбрасываются на конвейер. Сборочная линия имеет одну или более станций, на которых выливные носики и пакеты из фольги собирают в пакеты с выливными носиками. Незаполненные пакеты с выливными носиками выгружают из сборочной линии. Конвейер, предпочтительно ленточный конвейер, обеспечен для приема выгруженных незаполненных пакетов с выливными носиками. Поскольку система в соответствии с изобретением выполнена для манипулирования неориентированными пакетами с выливными носиками на конвейере, допускается любой способ выгрузки путем сбрасывания. Как следствие, способ и система в соответствии с первым аспектом изобретения могут быть использованы в сочетании с многими типами существующих сборочных линий для пакетов с выливными носиками. Конвейер, на который сбрасываются пакеты с выливными носиками, может представлять собой любой подходящий конвейер, имеющий подвижную поверхность для приема сброшенных пакетов с выливными носиками, такой как ленточный транспортер, поворотная плита и т.д., и т.п.
В соответствии с первым аспектом изобретения пакеты выполнены из фольги. По существу изготавливают гибкий пакет, предпочтительно посредством противолежащих листов материала, представляющего собой фольгу, который может принимать разные формы, такую как форма пакета с боковыми фальцами, цилиндрическая, кубическая, коническая или тому подобная. Пакет предпочтительно изготавливают из листов фольги, при этом материал листов представляет собой ламинированную фольгу. В одном варианте выполнения пакет изготавливают так, что он имеет отверстие для доступа к содержимому или выдачи содержимого, находящегося в нем. Отверстие может быть образовано в пакете в любом месте, например, вдоль стороны пакета или на части стенки пакета. В отверстие вставляют выливной носик.
Выливные носики могут изготавливаться, например, из пластика посредством литья под давлением. Обычно выливной носик включает в себя горловину, в которой образовано отверстие и которая ограничивает продольный канал для доступа к продукту или для выдачи продукта, находящегося в пакете, и уплотняющую часть, к которой герметично присоединены края отверстия пакета, при этом горловина имеет меньший диаметр, чем уплотняющая часть. На сборочной линии выливные носики обычно удерживают за горловину в то время, когда пакет герметично присоединяют к уплотнительной части, например, путем термосварки.
Выливные носики пакетов с выливными носиками предпочтительно содержат зацепляющие средства для зацепления рейки хранения для собирания выливных носиков пакетов с выливными носиками на рейки хранения. В предпочтительном варианте выполнения пакеты с выливными носиками содержат кольцевой конструктивный элемент, выступающий в радиальном направлении от наружной поверхности выливного носика, в частности, от горловины выливного носика, при этом кольцевой конструктивный элемент имеет опорную поверхность для зацепления рейки хранения.
В способе и системе в соответствии с первым аспектом изобретения пакеты с выливными носиками собирают (аккумулируют) на множестве реек хранения, которые расположены в месте собирания смежном с конвейером. Каждая из данных реек хранения выполнена для удерживания множества пакетов с выливными носиками, предпочтительно, зацеплением за их выливные носики. В одном варианте выполнения каждая из реек хранения выполнена с одним продольным пазом. Подобная рейка хранения особенно предпочтительна для удерживания пакетов с выливными носиками, содержащих кольцевой конструктивный элемент, выступающий в радиальном направлении от наружной поверхности выливного носика, в частности, от горловины выливного носика, при этом кольцевой конструктивный элемент имеет опорную поверхность для зацепления рейки хранения. Выливная часть вместе с кольцевым элементом выполнена для собирания на рейки хранения, при этом рейки входят в зацепление с пакетами с выливными носиками посредством их кольцевого элемента, и обеспечивается возможность выступания остальной части пакета с выливным носиком, в частности, остальной части выливного носика и пакета, из паза рейки. В частности, продольная ось горловины выливного носика проходит через продольный паз и перпендикулярно продольному пазу. При горизонтально ориентированной рейки пакеты свешиваются с рейки. В альтернативном варианте, который предпочтителен, рейки, подлежащие заполнению пакетами с выливными носиками, также могут быть ориентированы вертикально. Вертикальная ориентация является предпочтительной с учетом гравитации.
Когда пакеты размещены на рейки, может быть обеспечена возможность выступания пакетов, герметично присоединенных к выливному элементу, выступающему от рейки, в любой ориентации относительно продольного паза рейки: параллельной или перпендикулярной, или любой ориентации между параллельной и перпендикулярной. Пакеты из множества пакетов с выливными носиками могут находиться в контакте друг с другом.
Обычно размеры рейки хранения немного превышают размеры выливного носика, но значительно меньше размеров пакета. Следовательно, обеспечивается возможность вставки выливного носика в рейку хранения, в то время как пакет, имеющий значительно больший размер, выступает от рейки. Следовательно, когда обеспечено множество реек, обеспечивается возможность перекрывания пакетов.
В одном варианте выполнения рейка хранения имеет удлиненную первую стенку и две боковые стенки, проходящие от противоположных сторон первой стенки так, чтобы образовать по существу U-образную форму. Рейка хранения дополнительно имеет две внутренние полки. Одна из двух внутренних полок расположена на одной из двух боковых стенок, и другая из двух полок расположена на другой из двух боковых стенок. Две полки проходят по направлению друг к другу и расположены на заданном расстоянии друг от друга для образования продольного паза, проходящего вдоль длины рейки хранения. Полки рейки хранения выполнены для зацепления кольцевого элемента выливного носика так, чтобы удерживать выливные носики.
Предпочтительно, на, по меньшей мере, одной загрузочной стороне рейки хранения рейка хранения выполнена с открытым концом, в который выливной носик может быть вдвинут таким образом, что опорная поверхность кольцевого элемента каждого выливного носика будет опираться на часть каждой из полок рейки хранения.
Рейка хранения может быть получена штамповкой из долговечного материала, такого как сталь. Следует понимать, что длина U-образной рейки для хранения будет определять число пакетов с выливными носиками, которые может удерживать рейка хранения. Возможно, 40-60 пакетов с выливными носиками будут уложены в стопку на каждой рейки, но также известны варианты выполнения реек хранения, на которых хранятся несколько сотен пакетов с выливными носиками.
Преимущество использования реек хранения заключается в том, что рейки хранения обеспечивают возможность последовательной, точной и быстрой подачи пакетов с выливными носиками к наполняющему устройству. Рейки предпочтительно гарантируют определенную ориентацию пакетов с выливными носиками при их вводе в наполняющее устройство, что обеспечивает уменьшение погрешностей и способствует эффективности процессов собирания.
В системе и способе в соответствии с первым аспектом изобретения содержится и используется перегрузочная роботизированная система, обеспеченная в месте собирания смежном с конвейером. Роботизированные технологии перегрузки часто используют для выполнения задач захвата, в которых скорость и точность имеют решающее значение. Подобную перегрузочную роботизированную систему также можно назвать «дельта-роботом». Данные роботы, содержащие видеосистему, такую как системы плоскостного или объемного технического зрения, и, возможно, также технические средства отслеживания конвейера, могут перегружать до 100-500 предметов в минуту. Высокоскоростные перегрузочные роботы, Обычно используются для быстрой сборки, осмотра и контроля качества, быстрого упаковывания и быстрой сортировки. Данные роботы обеспечивают высокую производительность при одновременном уменьшении текущих затрат и остроты проблем, связанных с эргономикой. Перегрузочная роботизированная система в соответствии с первым аспектом изобретения выполнена для приведения ее в действие для эффективной укладки в стопку и собирания пакетов с выливными носиками в множестве реек хранения в месте собирания.
В соответствии с первым аспектом изобретения перегрузочная роботизированная система содержит видеосистему для осуществления визуальных наблюдений за конвейером, идентифицирующих пакеты с выливными носиками, которые были сброшены на конвейер. Перегрузочная роботизированная система дополнительно содержит захватное устройство, выполненное для захвата одного или более пакетов с выливными носиками, предпочтительно горловин пакетов с выливными носиками, и помещения каждого из пакетов с выливными носиками в, по меньшей мере, одну из множества реек хранения, и манипулятор, соединенный с захватным устройством и выполненный для перемещения захватного устройства. Роботизированная система дополнительно содержит управляющее устройство, выполненное для управления захватным устройством и манипулятором на основе программы укладки в стопку и наблюдений от видеосистемы.
В результате осуществляется управление захватным устройством и манипулятором, соединенной с захватным устройством, для перемещения их к конвейеру, при этом захватное устройство выполнено для захвата при операции захвата одного или более пакетов с выливными носиками с конвейера на основе наблюдений от видеосистемы. Впоследствии обеспечивается возможность перемещения манипулятора вместе с захватным устройством и одним или более пакетами с выливными носиками от конвейера к одной из множества реек хранения на основе программы укладки в стопку, при этом захватное устройство приводится в действие для помещения указанного одного или более пакетов с выливными носиками в рейки хранения. Таким образом, положение пакетов с выливными носиками контролируется видеосистемой, и данное положение пересылается манипулятору и захватному устройству для обеспечения возможности захвата пакета с выливным носиком. Захватное устройство перегрузочной роботизированной системы обеспечивает возможность захвата пакета с выливным носиком из неориентированного положения на конвейере.
В возможном варианте выполнения перегрузочная роботизированная система содержит, по меньшей мере, две независимо работающие манипулятора, каждая из которых снабжена захватным устройством, при этом перегрузочная роботизированная система предпочтительно содержит программное обеспечение для балансировки нагрузки, предназначенное для разделения пакетов с выливными носиками, находящихся на конвейере, между манипуляторами.
В возможном варианте захватное устройство представляет собой захватное устройство с двойной головкой, имеющее два захвата, каждый из которых выполнен для захвата пакета с выливным носиком с конвейера. Следовательно, каждый из двух захватов может захватывать пакет с выливным носиком. Захватывание предпочтительно происходит последовательно, и захватное устройство с двойной головкой предпочтительно обеспечивает возможность захвата двух пакетов с выливными носиками, имеющих разную ориентацию. Захваты предпочтительно расположены в захватном устройстве с двойной головкой так, что захватное устройство с двойной головкой обеспечивает возможность размещения двух пакетов с выливными носиками в двух реек хранения, которые предпочтительно расположены параллельно и бок-о-бок. Следовательно, расстояние между захватами предпочтительно соответствует расстоянию между рейками хранения. Как указано ранее, вследствие больших размеров пакетов обеспечивается возможность перекрывания пакетов, когда множество реек хранения, в частности, реек хранения, расположенных бок-о-бок, заполняются пакетами с выливными носиками. Подобное захватное устройство с двойной головкой предпочтительно обладает способностью захватывать приблизительно 80 пакетов в минуту, предпочтительно до 100 пакетов в минуту. В перегрузочной роботизированной системе, содержащей множество манипуляторов, каждый манипулятор предпочтительно снабжен захватными устройством, выполненным в виде захватного устройства с двойной головкой.
Как указано ранее, выливной носик обычно включает в себя горловину, в которой образовано отверстие и которая ограничивает продольный канал для доступа к продукту или выдачи продукта, находящегося в пакете, и уплотняющую часть, к которой герметично присоединены края отверстия пакета. Захватное устройство предпочтительно захватывает горловину выливного носика.
В предпочтительном варианте выполнения способа и системы в соответствии с первым аспектом изобретения упаковочное устройство обеспечено в позиции упаковывания, при этом упаковочное устройство выполнено для упаковывания реек хранения с уложенными в стопку пакетами с выливными носиками в транспортную упаковку, такую как мешок или коробка, например, выполненная из пластика или картона. Кроме того, обеспечен манипулятор, который выполнен для транспортировки множества реек хранения с уложенными в стопку пакетами с выливными носиками из места собирания к позиции упаковывания. Следовательно, система в соответствии с изобретением обеспечивает собирание пакетов с выливными носиками в реек хранения, которые пригодны для транспортировки как таковые, но также существует возможность того, что множество реек хранения с пакетами с выливными носиками будут впоследствии упакованы в транспортную упаковку посредством упаковочного устройства. Транспортная упаковка может представлять собой мешок или коробку, или их комбинацию. Как разъяснено позднее, в соответствии со вторым аспектом изобретения пакеты с выливными носиками впоследствии упаковывают в первичную упаковку, вторичную упаковку и транспортную коробку, при этом указанный способ упаковывания является особенно предпочтительным, когда пакеты с выливными носиками изготавливаются и подлежат заполнению в чистой комнате.
В месте собирания рейки хранения предпочтительно расположены вертикально и бок-о-бок, при этом они имеют открытый верхний конец и вертикальный паз, что позволяет пакетам выступать по существу горизонтально и перпендикулярно к рейки. Вертикальная ориентация обеспечивает возможность вертикальной укладки в стопку, при этом выливные носики размещаются в открытом верхнем конце рейки и, возможно, немного вдавливаются в рейку, и при этом сила тяжести способствует заполнению всей рейки за счет обеспечения возможности падения или скольжения выливных носиков вниз в рейки.
В месте собирания предпочтительно обеспечен держатель, выполненный для удерживания, по меньшей мере, одного ряда реек хранения бок-о-бок, при этом рейки хранения выполнены с продольными пазами, при этом указанные рейки хранения удерживаются так, что их пазы параллельны и ориентированы вертикально и все пазы обращены в одном и том же направлении в одном ряду. Кроме того, рейки хранения предпочтительно выполнены с открытым концом на одной из загрузочных сторон рейки, при этом указанные открытые концы обеспечены с верхней стороны держателя. Вертикальная ориентация предпочтительно по соображениям, связанным с силой тяжести. Выполнение держателя, предназначенного для удерживания множества реек, предпочтительно для эффективной транспортировки реек с пакетами. Держатель предпочтительно удерживает от 10 до 20 реек хранения, расположенных бок-о-бок. В возможном варианте оператор вручную размещает рейки в держателе. В альтернативном варианте это выполняется автоматически.
Система в соответствии с первым аспектом изобретения, возможно, выполнена с множеством держателей, размещенных в заданном положении одновременно в месте собирания смежном с конвейером. Предпочтительно, по меньшей мере, один, предпочтительно по два держателя обеспечены на один манипулятор.
В одном варианте выполнения держатель выполнен в виде кассеты хранения, содержащей два противоположных ряда реек хранения, при этом пазы одного ряда расположены по существу против пазов противоположного ряда. Следовательно, в такой кассете хранения обеспечено 20-40 реек, каждая из которых выполнена для удерживания 40-60 пакетов с выливными носиками. Следовательно, в кассете хранения может храниться 800-2400 пакетов с выливными носиками. Следует отметить, что на практике доступны наполняющие устройства с производительностью заполнения 1000-6000 пакетов с выливными носиками в час.
В возможном варианте система в соответствии с первым аспектом изобретения выполнена с множеством кассет хранения, размещенных в заданном положении одновременно в месте собирания смежном с конвейером. Следовательно, с помощью системы в соответствии с первым аспектом настоящего изобретения можно одновременно заполнять множество кассет.
Система, возможно, дополнительно содержит в месте собирания множество загрузочных станций, каждая из которых обеспечена для удерживания держателя, такого как кассета, и тележку, выполненную для удаления держателя из загрузочной станции и выполненную для транспортировки держателя с уложенными в стопку пакетами с выливными носиками от загрузочной станции, предпочтительно к позиции (Р) упаковывания. Возможно, обеспечена система загрузки, выполненная для установки держателя в правильном положении, например, реверсный рычаг, приводимый в действие оператором. Комбинация загрузочной станции и тележки обеспечивает возможность — после удаления держателя, в котором пакеты с выливными носиками уложены в стопку, — ввода пустого держателя на загрузочную станцию как можно быстрее, что создает возможность эффективного процесса собирания.
В возможном варианте система в соответствии с первым аспектом изобретения снабжена разгрузочным устройством, выполненным для удаления множества реек хранения с уложенными в стопку пакетами с выливными носиками из держателя для образования комплекта из стопки пакетов с выливными носиками и множества реек хранения. Разгрузка предпочтительно происходит посредством подъема реек хранения вверх из держателя. Подобный комплект предпочтительно может быть подвергнут дополнительному манипулированию посредством манипулятора, перемещающего множество реек хранения с уложенными в стопку пакетами с выливными носиками к позиции упаковывания. Разгрузка держателя, выполненного в виде кассеты хранения, возможна, например, когда кассета хранения содержит верхнюю и нижнюю части кассеты, и при этом верхняя часть кассеты выполнена для отделения от нижней части кассеты, например, вручную, при этом нижняя часть кассеты продолжает поддерживать множество реек хранения. В этом случае манипулятор предпочтительно выполнен для манипулирования всеми пакетами с выливными носиками, обеспеченными в кассете, число которых может составлять 800-2400 пакетов с выливными носиками.
Выполнение держателей, загрузочных станций для держателей, тележек и разгрузочного устройства позволяет реализовать способ сборки и собирания незаполненных пакетов с выливными носиками, в котором первый пустой держатель подают на загрузочную станцию, где его заполняют пакетами с выливными носиками. Как только он будет заполнен, первый держатель удаляют из загрузочной станции посредством тележки и устанавливают в заданном положении смежно с разгрузочным устройством. Второй пустой держатель подают на загрузочную станцию сразу же после удаления первого держателя, что обеспечивает возможность непрерывной работы перегрузочной роботизированной системы. Первый держатель впоследствии разгружают, образуя комплект из стопки пакетов с выливными носиками и множества реек хранения, который может быть подвергнут дополнительной транспортировке посредством манипулятора к позиции упаковывания.
Разгрузочное устройство предпочтительно выполнено для перемещения множества реек хранения ближе друг к другу для получения уплотненного комплекта из стопки пакетов с выливными носиками и множества реек хранения, в результате чего получают еще более эффективную логистику. Например, рейки прижимают друг к другу.
Как указано ранее, после заполнения пакетов с выливными носиками пакеты герметично закрывают, например, герметизирующим колпачком. Существует возможность того, что пакеты с выливными носиками будут снабжены колпачками перед их транспортировкой к наполняющему устройству, при этом колпачки снимают во время процесса заполнения. В альтернативном случае также распространена транспортировка герметизирующих колпачков к наполняющему устройству независимо от пакетов с выливными носиками.
Первый аспект настоящего изобретения также относится к способу сборки и собирания незаполненных пакетов с выливными носиками, при этом способ включает следующие стадии:
- сборки выливных носиков и пакетов из фольги в пакеты с выливными носиками на сборочной линии;
- выгрузки пакетов с выливными носиками от сборочной линии и сбрасывание их на конвейер;
- приведения в действие видеосистемы перегрузочной роботизированной системы, обеспеченной смежно с конвейером, для выполнения визуальных наблюдений за конвейером, идентифицирующих пакеты с выливными носиками;
- на основе программы укладки в стопку и наблюдений от видеосистемы, приведения в действие управляющего устройства для управления захватным устройством и манипулятором, соединенной с захватным устройством, для:
- захвата одного или более пакетов с выливными носиками;
- транспортировки пакетов с выливными носиками с конвейера к, по меньшей мере, одной из множества реек хранения, в которых могут собираться пакеты с выливными носиками;
- помещения указанного одного или более пакетов с выливными носиками по меньшей мере в одну из множества реек хранения.
В возможном варианте выполнения за стадиями вышеприведенного способа следуют перемещение множества реек хранения с уложенными в стопку пакетами с выливными носиками посредством манипулятора к позиции упаковывания с упаковочным устройством, при этом на позиции упаковывания упаковочное устройство упаковывает множество реек хранения с уложенными в стопку пакетами с выливными носиками в упаковку, такую как мешок или коробка, например, выполненную из пластика или картона.
Перед перемещением к позиции упаковывания разгрузочное устройство предпочтительно удаляет множество реек хранения с уложенными в стопку пакетами с выливными носиками из кассеты хранения. В возможном варианте разгрузочное устройство перемещает множество реек хранения ближе друг к другу для получения уплотненного комплекта пакетов с выливными носиками и реек хранения.
В возможном варианте способ выполняют в чистой комнате.
Возможно, способ предусматривает последующие:
- транспортировку множества реек хранения с уложенными в стопку пакетами с выливными носиками к удаленному наполняющему устройству;
- удаление пакетов с выливными носиками с реек хранения;
- заполнение пакетов с выливными носиками.
Если требуется, за данными стадиями следует установка колпачка на выливном носике, при этом колпачок может представлять собой колпачок с индикацией вскрытия. В еще одном альтернативном варианте отдельная стадия выполняет поясок индикации вскрытия вокруг колпачка.
Как указано выше, в области пакетов с выливными носиками сборку и накопление незаполненных пакетов с выливными носиками часто выполняют в месте, удаленном от наполняющего устройства, и впоследствии транспортируют незаполненные пакеты с выливными носиками к наполняющему устройству. Когда заполнение происходит в чистой комнате, требуются пакеты с выливными носиками, которые также изготовлены в чистой комнате. Это требует улучшенной логистики при упаковывании и транспортировке собранных пакетов с выливными носиками.
Соответственно, второй аспект настоящего изобретения относится к способу транспортировки пакетов, изготовленных в производственной чистой комнате, в удаленную чистую комнату, содержащую наполняющее устройство, при этом указанные пакеты транспортируют между чистыми комнатами в обычной среде (не в среде чистой комнаты).
Задача второго аспекта изобретения состоит в разработке усовершенствованного способа транспортировки пакетов, результатом выполнения которого является эффективное перемещение пакетов, изготовленных в производственной чистой комнате, в удаленную чистую комнату, содержащую наполняющее устройство.
Данная задача решается посредством способа транспортировки пакетов, изготовленных в производственной чистой комнате, в удаленную чистую комнату, содержащую наполняющее устройство, при этом указанные пакеты транспортируют между чистыми комнатами в обычной среде (не в среде чистой комнаты), в соответствии с пунктом 18 формулы изобретения, при этом способ включает следующие стадии:
- сбор незаполненных пакетов в производственной чистой комнате на позиции упаковывания в чистой комнате с первым упаковочным устройством;
- при этом на позиции упаковывания в чистой комнате первое упаковочное устройство упаковывает собранные пакеты в первичную упаковку, например, образованную пластиковым мешком, которая пригодна для распаковывания ее в чистой комнате;
- при этом на позиции упаковывания в чистой комнате первое упаковочное устройство упаковывает первичную упаковку во вторичную упаковку, например, образованную пластиковым мешком, которая пригодна для ее хранения в транспортной коробке, выполненной для транспортировки между чистыми комнатами, например, в картонной коробке, при этом указанная транспортная коробка непригодна для поступления в чистую комнату;
- перемещение вторичной упаковки, содержащей первичную упаковку и собранные пакеты, из производственной чистой комнаты к позиции упаковывания не в среде чистой комнаты со вторым упаковочным устройством;
- при этом на позиции упаковывания не в среде чистой комнаты второе упаковочное устройство упаковывает вторичную упаковку, содержащую первичную упаковку и собранные пакеты, в транспортную коробку;
- транспортировку транспортной коробки к удаленной чистой комнате, содержащей наполняющее устройство, но не в нее;
- вне удаленной чистой комнаты удаление транспортной коробки и вторичной упаковки с первичной упаковки, в которой собраны пакеты;
- перемещение первичной упаковки с пакетами в чистую комнату заполнения, содержащую наполняющее устройство;
- удаление первичной упаковки с пакетов;
- заполнение пакетов.
Посредством такого способа в соответствии со вторым аспектом изобретения обеспечивается эффективная транспортировка пакетов в первичной и вторичной упаковках и в транспортной коробке из производственной чистой комнаты в удаленную чистую комнату, содержащую наполняющее устройство, при этом в соответствии с указанным способом пакеты могут быть распакованы с гарантией того, что чистая комната останется чистой, то есть без упаковки, загрязняющей среду чистой комнаты.
Первичная и вторичная упаковки предпочтительно образованы пластиковыми мешками, которые пригодны для поступления в чистую комнату. В производственной чистой комнате обеспечивается возможность вноса как первичной, так и вторичной упаковок в чистую комнату для упаковывания пакетов. Обычно применяемые картонные транспортные коробки не допускаются в чистой комнате и пригодны в качестве транспортной коробки. Поскольку упаковки, которые находились в контакте с подобной транспортной коробкой, которая непригодна для поступления в чистую комнату, также не разрешается вносить в чистую комнату, способ предусматривает наличие первичной и вторичной упаковок. В результате перед внесением в удаленную чистую комнату, содержащую наполняющее устройство, и транспортная коробка, и упаковка, которая находилась в контакте с транспортной коробкой, могут быть удалены.
Вышеописанный способ в соответствии со вторым аспектом изобретения пригоден для пакетов любого типа, необязательно пакетов с выливными носиками. В возможном варианте выполнения стадию собирания незаполненных пакетов в производственной чистой комнате на позиции упаковывания в чистой комнате с первым упаковочным устройством выполняют посредством:
- укладки пакетов с выливными носиками в стопку в реек хранения для образования комплекта из стопки пакетов с выливными носиками и множества реек хранения;
- перемещения комплекта из стопки пакетов с выливными носиками и множества реек хранения в позицию упаковывания в чистой комнате;
и при этом после удаления первичной упаковки с пакетов обеспечивают возможность удаления пакетов с выливными носиками из рейки хранения.
В возможном варианте выполнения второго аспекта изобретения в производственной чистой комнате выливные носики прикрепляют к пакетам при сборке, и пакеты с выливными носиками собирают (аккумулируют) посредством использования системы для сборки и собирания незаполненных пакетов с выливными носиками в соответствии с первым аспектом изобретения.
Изобретение будет описано более подробно в связи с чертежами, в которых:
Фиг.1 - очень схематичный вид сверху системы в соответствии с первым аспектом изобретения;
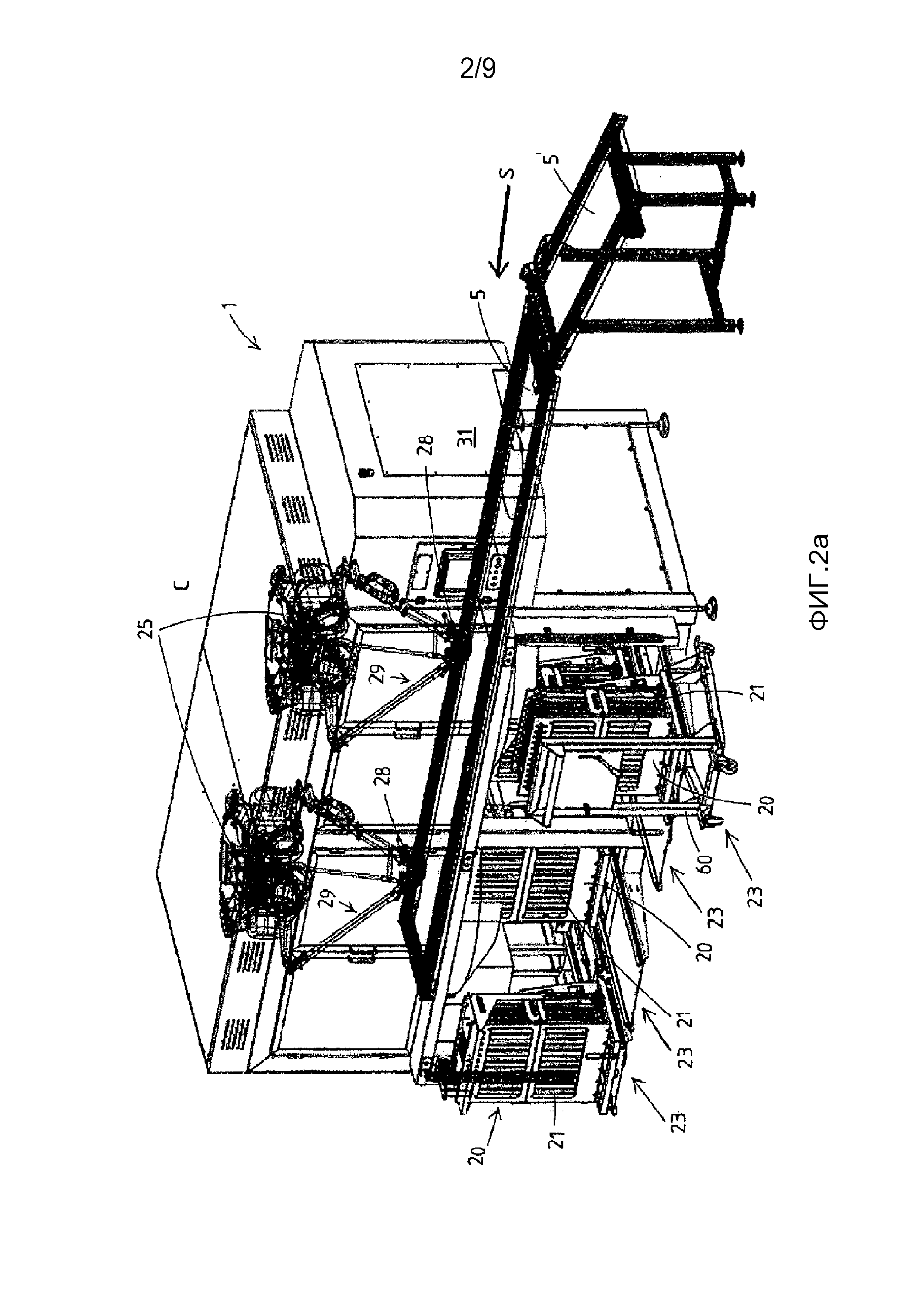
Фиг.2а - вид в перспективе части системы в соответствии с первым аспектом изобретения;
Фиг.2b - вид сверху части системы по Фиг.2а;
Фиг.2с - захватное устройство системы по Фиг.2а, удерживающее два пакета с выливными носиками;
Фиг.2d - захватное устройство по Фиг.2с под другим углом;
Фиг.3 – подробный вид в перспективе тележки с кассетой по Фиг.2а, 2b;
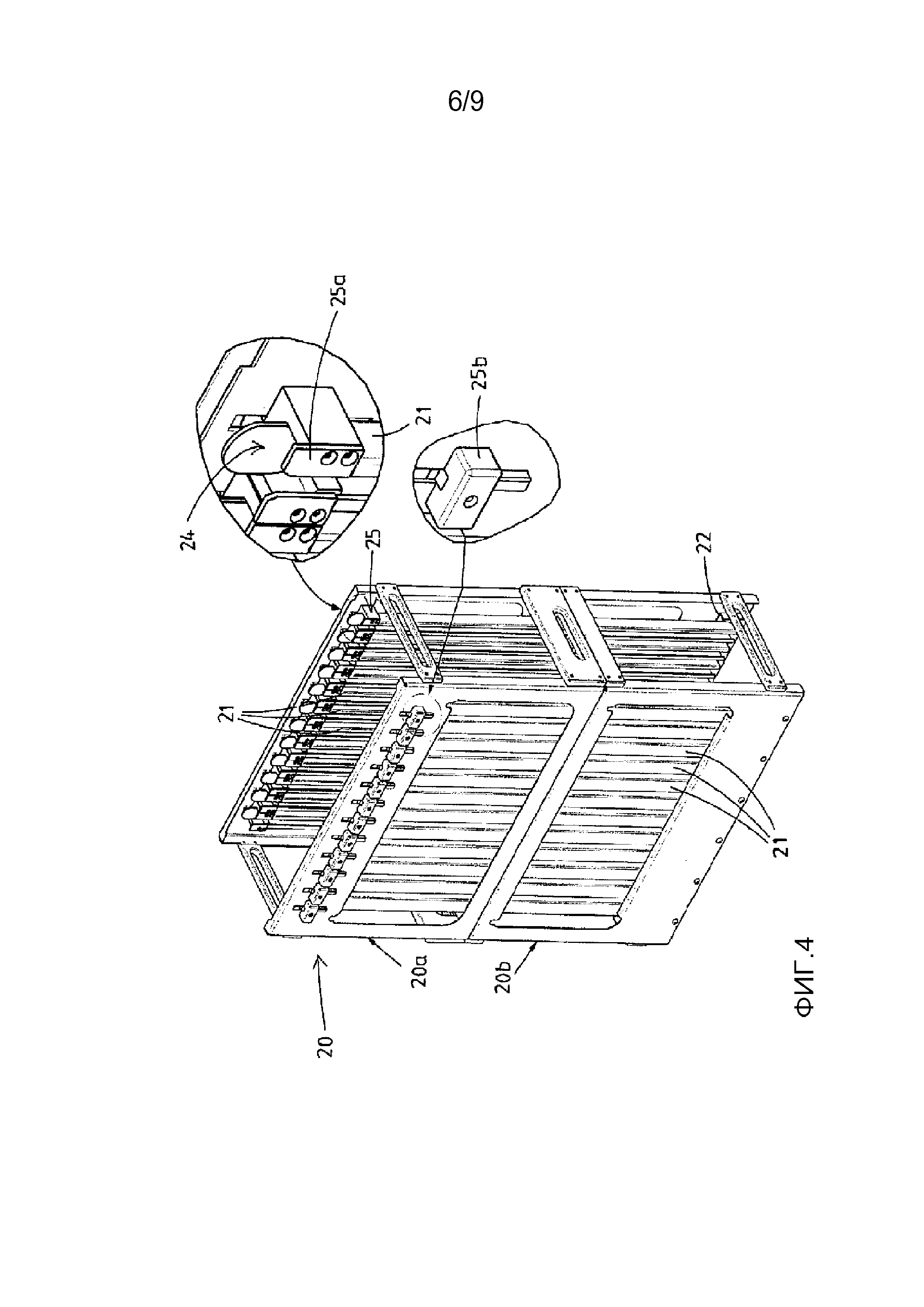
Фиг.4 – подробный вид в перспективе кассеты по Фиг.3;
Фиг.5 – вид в перспективе варианта выполнения рейки хранения и часть пакета с выливным носиком;
Фиг.6 – схематичный вид захватного устройства с двойной головкой в соответствии с предпочтительным вариантом выполнения изобретения;
Фиг.7 – блок-схема способа в соответствии со вторым аспектом изобретения.
Фиг.1, Фиг.2а, 2b показывают систему для сборки и собирания незаполненных пакетов с выливными носиками в соответствии с первым аспектом изобретения. Аналогичные компоненты показаны посредством одних и тех же ссылочных позиций.
Фиг. 1, 2а, 2b, 2с, 2d показывают систему для сборки и собирания незаполненных пакетов 10 с выливными носиками, подлежащих транспортировке к удаленному наполняющему устройству (непоказанному).
Если требуется, система расположена в среде с определенными условиями, такой как чистая комната.
Система, схематично показанная в целом на Фиг.1, содержит сборочную линию А, на которой выливные носики и пакеты, выполненные из фольги, собирают в незаполненные пакеты 10 с выливными носиками. Пакеты 10 с выливными носиками выгружаются из сборочной линии А и сбрасываются на конвейер 5, предпочтительно ленточный конвейер с одной или более конвейерными лентами, что видно как на Фиг.1, так и на Фиг.2а, 2b.
Сбрасывание означает, что обеспечивается возможность падения незаполненных пакетов с выливными носиками, выходящих со сборочной линии А, на конвейерную ленту, и, таким образом, они будут или могут лежать на конвейерной ленте или другой поверхности конвейера в неориентированном положении.
Направление подачи на конвейер показано стрелками S, следовательно справа налево на Фиг.2а, 2b. На Фиг.2а, 2b видна часть 5’ конвейера на стороне входа установки для собирания незаполненных пакетов с выливными носиками, которая соединяется с дополнительной лентой 5 конвейера внутри установки для собирания. Можно предусмотреть то, что на выходной стороне ленты 5 пакеты, которые не подверглись манипулированию посредством установки для собирания, будут выгружаться, например, в бункер. Обеспечено, что несобранные пакеты могут быть возвращены в зону S подачи конвейера 5.
Кроме того, система содержит множество снабженных пазами реек 21 хранения, которые — по соображениям, связанным с собиранием и накоплением незаполненных пакетов с выливными носиками, — съемно размещены в кассете 20 хранения, которая выполнена для удерживания множества реек 21 хранения.
Одна или более кассет 20, каждая с множеством реек 21, установлены в заданном положении для удаления в месте С собирания смежно с конвейером 5, в данном случае в пределах роботизированного устройства для собирания пакетов, обеспеченного в установке. Предпочтительно, если в устройстве 1 установлены две кассеты 20 на один робот, что обеспечивает возможность непрерывной работы.
Устройство 1 обеспечено с множеством загрузочных станций 23, три из которых четко видны на Фиг.1, в месте С собирания, при этом каждая загрузочная станция 23 выполнена для загрузки в нее кассеты 20, заполненной рейками 21.
На Фиг. 2а, 2b проиллюстрирована тележка 60, которая выполнена для транспортировки кассеты 20 с рейками 21 и загрузки кассеты в загрузочную станцию 23, а также для удаления заполненной кассеты из загрузочной станции.
Также может быть обеспечен любой другой тип манипулятора 30 (схематично показанного на Фиг.1), выполненного для удаления реек 21 — с кассетой или без кассеты, удерживающей множество реек, — из места С собирания.
Манипулятор 30 или тележка 60 предпочтительно выполнен(-а) для перемещения группы из множества реек 21 хранения с уложенными в стопку, незаполненными пакетами с выливными носиками, например, удерживаемых в кассете 20, в позицию Р упаковывания.
На позиции Р упаковывания предпочтительно обеспечено упаковочное устройство 40, которое выполнено для упаковывания реек 21 с уложенными в стопку пакетами с выливными носиками на них в транспортную упаковку, такую как мешок или коробка, например, выполненную из пластика или картона.
Рейки 21 хранения и кассета 20 хранения будут разъяснены более подробно в связи с Фиг.3-5.
Фиг.1 и Фиг.2а, 2b, 2c, 2d иллюстрируют перегрузочный робот 25, обеспеченный в месте С собирания, предпочтительно в виде компонента роботизированного устройства 1 для собирания пакетов.
На Фиг.2а, b показано, что устройство 1 имеет два робота 25.
Перегрузочный робот 25 в соответствии с первым аспектом изобретения содержит:
- видеосистему 11 для осуществления визуальных наблюдений за конвейером 5, обеспечивающих идентификацию и определение местоположения незаполненных пакетов 10 с выливными носиками, лежащих на ленте 5;
- захватное устройство 28, выполненное для захвата одного или более незаполненных пакетов 10 с выливными носиками с ленты 5, удерживания пакета и помещения пакета 10 в одну из реек 21 хранения;
- манипулятор 29, удерживающий захватное устройство 28 и выполненный для перемещения данных одного или более захваченных пакетов 10 с выливными носиками от конвейера 5 к одной или более рейкам 21 хранения;
- компьютеризированное управляющее устройство 31, выполненное для управления захватным устройством 28 и манипулятором 29 на основе программы укладки в стопку, запускаемой в управляющем устройстве и базирующейся на наблюдениях от видеосистемы.
Роботы 25 устройства 1 на Фиг.2а, 2b имеют независимо перемещаемые манипуляторы 29, каждый из которых снабжен захватным устройством 28.
Робот 25 предпочтительно выполнен в виде дельта-робота, с манипулятором 29 из множества штанг, как видно на Фиг.2а, 2b, 2c.
Захватное устройство 28 каждого робота 25 предпочтительно представляет собой захватное устройство с двойной головкой (схематично показанное на Фиг.6), содержащее два захвата, каждый из которых выполнен для захвата пакета с выливным носиком с конвейера, при этом указанные захваты ориентированы в захватном устройстве с двойной головкой так, что захватное устройство обеспечивает возможность размещения двух пакетов с выливными носиками в двух соседних реек хранения.
На Фиг.1 схематично показано разгрузочное устройство 50. Разгрузочное устройство 50 может быть выполнено для удаления множества реек хранения с уложенными в стопку пакетами с выливными носиками из кассеты 20 хранения для образования комплекта 35 из стопки пакетов с выливными носиками и множества реек хранения. Если требуется, разгрузочное устройство 50 может быть приведено в действие для перемещения множества реек хранения ближе друг к другу для получения уплотненного комплекта 38 из стопки пакетов с выливными носиками и множества реек хранения.
Подобный комплект 35 или уплотненный комплект 38 из стопки пакетов с выливными носиками и множества реек хранения может быть перемещен на позицию Р упаковывания посредством манипулятора 30.
На Фиг.4 кассета 20 хранения показана подробно.
В каждой кассете 20 два противоположных ряда из множества реек 21 хранения, расположенных бок-о-бок и в параллельной ориентации, удерживаются для извлечения. Пазы в реек 21 из противоположных рядов направлены к пространству между противоположными рядами реек 21. Расстояние между противоположными рядами реек 21 такое, что пакет 10, выливной носик которого введен в рейку, не становится сложенным вследствие контакта с противоположным смежно реек, например, расстояние между противоположными рядами немного превышает длину выполненной из фольги, основной части пакета.
Как показано, рейки 21 удерживаются в вертикальной ориентации в кассете 20, по меньшей мере, тогда, когда кассета удерживается на загрузочной станции 23 для собирания незаполненных пакетов 10 с выливными носиками в реек 21. Это обеспечивает возможность эффективной работы робота, поскольку захват робота может отпускать пакет 10, как только его выливной носик будет введен в верхнюю часть реек 21.
В показанном варианте выполнения кассета 20 содержит верхнюю часть 20а кассеты и нижнюю часть 20b кассеты, при этом верхняя часть 20а кассеты может быть отделена от нижней части 20b кассеты в то время, когда нижняя часть 20b кассеты продолжает поддерживать множество реек 21 хранения или удерживать множество реек 21 хранения.
Нижняя часть кассеты 20 содержит множество нижних соединителей 22 для реек, выполненных для удерживания нижней части реек 21 хранения для ее отпускания. Верхняя часть 20а кассеты содержит множество верхних соединителей 25а, 25b для реек, выполненных для удерживания верхних частей реек 21 хранения для отпускания.
В рядах реек 21 хранения, удерживаемых соединителями 22, 25, пазы реек 21 с пазами являются параллельными и вертикально ориентированными. Все пазы обращены к центральному пространству между противоположными рядами реек 21.
В кассете 20 пазы противоположных рядов реек 21 обращены друг к другу. Рейки 21 имеют открытый верхний конец 24, в который выливной носик пакета с выливным носиком может быть вставлен посредством захватного устройства 28 робота.
Открытые концы 24 реек 21 расположены в верхних частях реек 21 хранения, с верхней стороны кассеты 20 смежно с верхним соединителем 25 для рейки. Это подробно показано на вставках по Фиг.4, на которых видны открытый конец 24 и верхний соединитель 25 для рейки, образующий входное отверстие для пакетов с выливными носиками. Верхняя удерживающая часть содержит часть 25а для зацепления рейки, обеспеченную с внутренней стороны кассеты, и зацепляющую кассету часть 25b, входящую в зацепление с кассетой 20. Часть 25а для зацепления рейки, и часть для зацепления кассеты, образуют соединение между рейками 21 и кассетой 20.
Как видно на Фиг.1 и 2, устройство 1 обеспечено с множеством загрузочных станций 23 для кассет в месте С собирания, каждая из которых предназначена для удерживания кассеты 20.
Тележка 60 обеспечена и выполнена для удаления полной кассеты 20 из загрузочной станции 23, так что кассета 20, загруженная пакетами с выливными носиками, может быть легко удалена из загрузочной станции 23, и загрузочные станции могут эффективно снабжаться кассетами, удерживающими пустые рейки 21.
Пример тележки 60 подробно показан на Фиг.3. На этом чертеже показан реверсный рычаг 61, который используется для установки кассеты 20 в правильном положении в устройстве 1.
Возможно, как в данном случае, тележка 60 обеспечивает возможность транспортировки кассеты 20 с рейками 21, которые были заполнены пакетами с выливными носиками, к разгрузочному устройству, подобному показанному на Фиг.1, которое выполнено для зацепления множества реек 21 хранения и удаления множества реек 21 хранения как одного целого из кассеты 20 для образования комплекта 35 из стопки пакетов с выливными носиками, по-прежнему удерживаемых двумя рядами из множества реек 21.
Если требуется, разгрузочное устройство 50 может быть приведено в действие для перемещения множества реек 21 с уложенными в стопку пакетами с выливными носиками ближе друг к другу, например, в пределах каждого ряда, для уменьшения расстояния между соседними рейками и/или расстояния между противоположными рядами реек 21 с целью получения дополнительно уплотненного комплекта 38 из стопки пакетов с выливными носиками и реек 21. Подобный комплект 35 или уплотненный комплект 38 из стопки пакетов с выливными носиками и множества реек 21 хранения может быть перемещен в позицию Р упаковывания посредством дополнительного манипулятора 30.
На Фиг.5 один вариант выполнения рейки 21 хранения показан подробно. Каждая рейка хранения имеет паз и выполнена для зацепления выливного носика, например, между двумя разнесенными полками, которые проходят вокруг горловины выливного носика.
В данном варианте выполнения рейка 21 хранения выполнена с продольным пазом 21f, и пакеты 70 с выливными носиками снабжены выливным носиком, имеющим кольцевой элемент 71. Рейка 21 хранения имеет удлиненную первую стенку 21а и две боковые стенки 21b, 21d, проходящие от противоположных сторон первой стенки так, чтобы образовать по существу U-образную форму. Рейка 21 хранения дополнительно включает в себя две полки 21с, 21е. Одна полка 21с из двух полок расположена на боковой стенке 21b, и другая полка 21е расположена на другой боковой стенке 21d. Обе полки 21с, 21е выступают по направлению друг к другу и расположены на заданном расстоянии друг от друга для образования продольного паза 21f, проходящего вдоль длины рейки 21 хранения.
Пакет 70 с выливным носиком показан только частично, а также только схематично на Фиг.5. На данной фигуре видна только небольшая часть основной части 73 пакета, выполненной из фольги, которая герметично присоединена к уплотняющей зоне выливного носика 72. Выливной носик дополнительно содержит горловину 75, в данном случае имеющую меньший диаметр, чем уплотняющая зона 73, и содержащую отверстие 78 для заполнения пакета 70 и для выдачи содержимого из пакета 70. На горловине 75 выливной носик выполнен с буртиком, группой буртиков или кольцевым элементом 71, выступающим в радиальном направлении от наружной поверхности горловины выливного носика. Горловина может дополнительно иметь винтовую резьбу (непоказанную) для колпачка. Возможно, на выливном носике уже имеется колпачок, например, съемный и заменяемый колпачок, прикрепленный к выливному элементу, например, навинчивающийся колпачок.
Кольцевой элемент 71 выливного носика выполнен для зацепления рейки 21, в данном случае посредством полок рейки против паза, за счет скольжения горловины 75 между полками.
На Фиг.2 и 6 схематично показано захватное устройство 28 с двойной головкой смежно с смежно 85 реек 21 хранения, например, смежно 85, удерживаемым для отпускания вдоль стороны рамы кассеты 20, не показанной здесь.
Показанная часть ряда реек 21 хранения содержит шесть реек 21 хранения, каждая из которых выполнена с продольным пазом 21f. Пазы 21f являются параллельными и вертикально ориентированными, и они все обращены в одном и том же направлении в ряду 85.
Каждое захватное устройство 28 с двойной головкой имеет общий держатель 32 с двумя независимо приводимыми в действие захватами 28а, 28b, каждый из которых выполнен для захвата одного единственного пакета 10 с выливным носиком с конвейерной ленты 5.
Каждый захват 28а, 28b предпочтительно имеет два зажимных пальца, которые могут быть приведены в действие для зажима выливного носика между ними.
Захваты 28а, 28b приводятся в действие для захвата двух пакетов 10 с выливными носиками последовательно, следовательно, захват 28а может захватить пакет 10 с выливным носиком с ленты 5, после чего обеспечивается возможность перемещения захвата 28b к другому пакету с выливным носиком, при этом захват 28b захватывает второй пакет 10 с выливным носиком.
В соответствии с предпочтительным вариантом выполнения первого аспекта изобретения захваты 28а, 28b расположены в захватном устройстве 28 с двойной головкой так, что захватное устройство 28 обеспечивает возможность размещения двух пакетов 10 с выливными носиками по существу одновременно в двух соседних реек 21 хранения, которые предпочтительно размещены параллельно и бок-о-бок.
Следовательно, расстояние между захватами 28а, 28b предпочтительно соответствует расстоянию между соседними рейками 21 в ряду 85, например, когда они удерживаются в кассете 20.
Каждый захват 28а, 28b предпочтительно выполнен для перемещения в вертикальном направлении, например, посредством пневмопривода, относительно держателя 32.
Предпочтительно, если держатель 32 выполнен для его поворота вокруг вертикальной оси 33. Это позволяет быстро выставить захваты 28а, b относительно одного из противоположных рядов реек 21, удерживаемых кассетой 20.
Держатель 32 предпочтительно обеспечен с одним или боле толкателями 34, которые выполнены и расположены для толкания одного или более пакетов с выливными носиками дальше вниз вдоль реек 21 во время помещения вновь собранных пакетов или пакетов в одну или более реек.
Как показано здесь, толкатели 34 выполнены и расположены для зацепления выливных носиков пакетов, уже собранных в реек в ряду, противоположном по отношению к ряду реек, в которых захватное устройство 28 размещает один или более пакетов с выливными носиками. Таким образом, расстояние между зажимными пальцами захватов 28а, 28b и толкателями 34 по существу соответствует расстоянию между центрами противоположных реек 21.
Захватная головка 28 также может быть снабжена одним или более толкателями 35, которые взаимодействуют с основными частями 73 пакетов, представляющих собой уже собранные пакеты 70 с выливными носиками.
Как видно, рейки 21 хранения удерживаются в кассете 20 бок-о-бок, в результате чего основные части 73 пакетов перекрываются, когда они накоплены посредством реек 21 хранения. Соответственно, основные части 73 пакетов, представляющих собой пакеты с выливными носиками, также перекрываются в захватном устройстве 28 с двойной головкой, поскольку захваты 28а, 28b обеспечены на таком же близком расстоянии друг от друга.
Фиг.7 схематично показывает способ в соответствии со вторым аспектом изобретения. Способ в соответствии со вторым аспектом изобретения относится к транспортировке пакетов, изготовленных в производственной чистой комнате 100, в удаленную чистую комнату 200, содержащую наполняющее устройство 210, при этом указанные пакеты транспортируют между чистыми комнатами 100, 200 не в среде чистой комнаты. В производственной чистой комнате пакеты изготавливают в месте 110 изготовления. Пакеты собирают (аккумулируют) в упаковочном устройстве 115, обеспеченном на позиции упаковывания в производственной чистой комнате. Собранные пакеты схематично показаны и обозначены позицией 120.
В производственной чистой комнате 100 собранные пакеты 120 помещают в первичную упаковку 125, например, в пластиковый мешок, пригодный для распаковывания его в чистой комнате. Впоследствии, по-прежнему в производственной чистой комнате 100 первичную упаковку 125 с собранными пакетами 120 упаковывают во вторичную упаковку 130, например, образованную пластиковым мешком, которая пригодна для хранения в транспортной коробке 135, предназначенной для транспортировки между чистыми комнатами 100 и 200, например, в картонной коробке, при этом указанная транспортная коробка непригодна для поступления в чистую комнату.
Впоследствии вторичную упаковку 130, содержащую первичную упаковку 125 и собранные пакеты 120, перемещают из производственной чистой комнаты 100. Снаружи, не в среде чистой комнаты, вторичную упаковку 130, содержащую первичную упаковку 125 и собранные пакеты 120, упаковывают в транспортную коробку 135. Схематично показана транспортировка транспортной коробки 135 посредством вильчатого подъемника 140, но, само собой разумеется, возможен любой тип транспортировки — по воздуху, по воде, по железной дороге, грузовым автотранспортом и т.д., и т.д.
После прибытия в зону смежно с удаленной чистой комнатой 200, содержащей наполняющее устройство 210, но по-прежнему вне действительно чистой комнаты 200 транспортную коробку 135 и вторичную упаковку 130 отделяют от первичной упаковки 125, в которой собраны пакеты. Обеспечивают возможность перемещения данной первичной упаковки 125 с пакетами 120 в удаленную чистую комнату 200, содержащую наполняющее устройство 210. Впоследствии в чистой комнате первичную упаковку 125 снимают с собранных пакетов 120. Впоследствии обеспечивают возможность заполнения пакетов посредством наполняющего устройства 210.
Реферат
Система сборки и собирания незаполненных пакетов с выливными носиками, подлежащих транспортировке к удаленному наполняющему устройству, содержит сборочную линию, имеющую одну или более станций, на которых выливные носики и пакеты из фольги собирают в пакеты с выливными носиками, и незаполненные пакеты с выливными носиками выгружаются из сборочной линии. Также содержит конвейер, выполненный для приема выгруженных незаполненных пакетов с выливными носиками от сборочной линии, множество реек хранения, выполненных для удерживания множества пакетов с выливными носиками, при этом указанные рейки хранения расположены в заданном положении в месте собирания, смежном с конвейером, перегрузочный робот, обеспеченный в месте собирания, содержащий видеосистему для осуществления визуальных наблюдений за конвейером, идентифицирующих пакеты с выливными носиками, захватное устройство, выполненное для захвата одного или более пакетов с выливными носиками и помещения каждого из пакетов с выливными носиками по меньшей мере в одну из множества реек хранения, манипулятор, соединенный с захватным устройством и выполненный для перемещения захватного устройства, управляющее устройство, выполненное для управления захватным устройством и манипулятором на основе программы укладки в стопку и наблюдений от видеосистемы. 3 н. и 18 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для изготовления и упаковки пакетов из фольги
Комментарии