Устройство удерживания обрабатываемой детали - RU2743085C1
Код документа: RU2743085C1
Чертежи










Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству удерживания обрабатываемой детали для удерживания обрабатываемой детали с помощью множества удерживающих захватов.
Предпосылки создания изобретения
Из предшествующего уровня техники известно, что с целью повышения эффективности производства по меньшей мере часть каждого процесса на поточной линии автоматизируется для выполнения некоторых операций роботом. В этом случае, как описано в выложенной заявке на патент Японии, опубликованной под №2013-000857, например, устройство захвата обрабатываемой детали (называемое рукой робота) прикрепляют к роботу для извлечения обрабатываемой детали из заданного положения и транспортировки этой обрабатываемой детали в другое положение.
Сущность изобретения
Известные из уровня техники устройства захвата обрабатываемой детали могут захватывать обрабатываемые детали, имеющие простую форму, такие как детали в форме пластины. Однако такие устройства захвата обрабатываемой детали неспособны захватывать обрабатываемые детали различной формы. Например, устройство захвата обрабатываемой детали в соответствии с выложенной заявкой на патент Японии, опубликованной под №2013-000857, может захватывать обрабатываемые детали различных размеров, но не может захватывать обрабатываемые детали различной формы.
Основная задача настоящего изобретения заключается в создании устройства удерживания обрабатываемой детали, способного удерживать обрабатываемые детали различной формы или в различных положениях.
В соответствии с одним вариантом осуществления настоящего изобретения в настоящем изобретении предлагается устройство удерживания обрабатываемой детали, включающее в себя множество удерживающих захватов для удерживания обрабатываемой детали. Устройство удерживания обрабатываемой детали включает в себя множество средств открывания/закрывания захватов, предусмотренных на каждом из удерживающих захватов и предназначенных для перемещения удерживающих захватов в направлении приближения или удаления от обрабатываемой детали, удерживающий элемент, предназначенный для удерживания каждого из средств открывания/закрывания захватов с возможностью перемещения по отдельности, и средство перемещения, предназначенное для перемещения удерживающих элементов вместе с удерживающими захватами.
Например, если после удерживания и транспортировки обрабатываемой детали, имеющей определенную форму, с помощью средства перемещения требуется удерживать другую обрабатываемую деталь, имеющую другую форму, средства открывания/закрывания захватов могут быть перемещены в положение, при котором можно удерживать эту другую обрабатываемую деталь. Таким образом, в настоящем изобретении в результате обеспечения изменения положения средств открывания/закрывания захватов в зависимости от формы обрабатываемой детали появляется возможность удерживания обрабатываемых деталей различной формы.
Кроме того, множество удерживающих захватов открывается/закрывается по отдельности. Поэтому, например, после того, как один удерживающий захват был использован для изменения положения обрабатываемой детали, при котором обеспечивается возможность беспрепятственного удерживания этой обрабатываемой детали, остальные удерживающие захваты могут быть использованы для удерживания этой обрабатываемой детали. Изменение положения обрабатываемой детали таким образом также позволяет удерживать обрабатываемые детали различной формы. Само собой разумеется, что перемещение средств открывания/закрывания захватов и открывание/закрывание удерживающих захватов по отдельности можно использовать в комбинации.
В предпочтительном варианте осуществления удерживающий захват снабжен магнитным держателем, предназначенным для магнитного прикрепления обрабатываемой детали. Это обусловлено тем, что это магнитное прикрепление позволяет предотвратить выпадение обрабатываемой детали из удерживающих захватов.
Кроме того, в предпочтительном варианте осуществления может быть предусмотрен контактный участок, предназначенный для перемещения в направлении приближения или удаления от обрабатываемой детали и приведения в контакт с обрабатываемой деталью при перемещении этого контактного участка в положение, близкое к обрабатываемой детали. Приведение этого контактного участка в контакт с участком обрабатываемой детали обеспечивает устойчивость положения обрабатываемой детали. То есть раскачивание обрабатываемой детали подавляется. Поэтому появляется возможность беспрепятственной доставки обрабатываемой детали в заданное положение в заданном положении.
Также на этом контактном участке может быть предусмотрен магнитный держатель, предназначенный для магнитного прикрепления обрабатываемой детали. В этом случае, например, после временного магнитного прикрепления (удерживания) обрабатываемой детали эта обрабатываемая деталь может быть доставлена на магнитный держатель удерживающего захвата. Поэтому можно изменять положение обрабатываемой детали.
Кроме того, например, при одновременном магнитном прикреплении множества обрабатываемых деталей с помощью магнитного держателя на контактном участке на магнитный держатель удерживающего захвата может быть доставлена только одна обрабатываемая деталь. То есть для транспортировки можно выбирать одну обрабатываемую деталь.
Для обеспечения возможности перемещения средств открывания/закрывания захватов на удерживающем элементе может быть сформирована, например, прорезь. В результате перемещения средства открывания/закрывания захвата вдоль прорези и фиксации в неподвижном состоянии в заданном положении появляется возможность открывания/закрывания удерживающего захвата в этом заданном положении с помощью средства открывания/закрывания захвата.
При такой конструкции в предпочтительном варианте осуществления предусмотрено средство направления, предназначенное для направления средства открывания/закрывания захвата при перемещении этого средства открывания/закрывания захвата. Таким образом, можно беспрепятственно перемещать средства открывания/закрывания захвата вдоль прорезей.
Число удерживающих захватов ничем не ограничивается, однако в предпочтительном варианте осуществления число удерживающих захватов составляет три или четыре. В этом случае обрабатываемая деталь может удерживаться достаточно устойчиво, и это позволяет предотвратить чрезмерное увеличение числа удерживающих захватов и увеличение стоимости.
В настоящем изобретении средства открывания/закрывания захватов можно перемещать, а удерживающие захваты можно открывать/закрывать по отдельности. То есть средства открывания/закрывания захватов и удерживающие захваты могут перемещаться, а удерживающие захваты могут открыться/закрыться по отдельности в соответствии с формой обрабатываемых деталей. Следовательно, обеспечивается возможность удерживания и транспортировки обрабатываемых деталей различной формы в различных положениях.
Указанные выше и другие задачи, признаки и преимущества настоящего изобретения станут более очевидными из приводимого ниже подробного описания, сопровождаемого ссылками на прилагаемые чертежи, на которых предпочтительные варианты осуществления настоящего изобретения иллюстрированы примерами.
Краткое описание чертежей
Фиг. 1 - схематический вид в перспективе, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в соответствии с первым вариантом осуществления настоящего изобретения;
Фиг. 2 - схематический вид в перспективе, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали, показанного на фиг. 1, в состоянии, при котором первая обрабатываемая деталь удерживается с помощью устройства удерживания обрабатываемой детали;
Фиг. 3 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в состоянии, при котором, первая обрабатываемая деталь удерживается в другом положении;
Фиг. 4 - схематический вид в перспективе, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в соответствии со вторым вариантом осуществления настоящего изобретения;
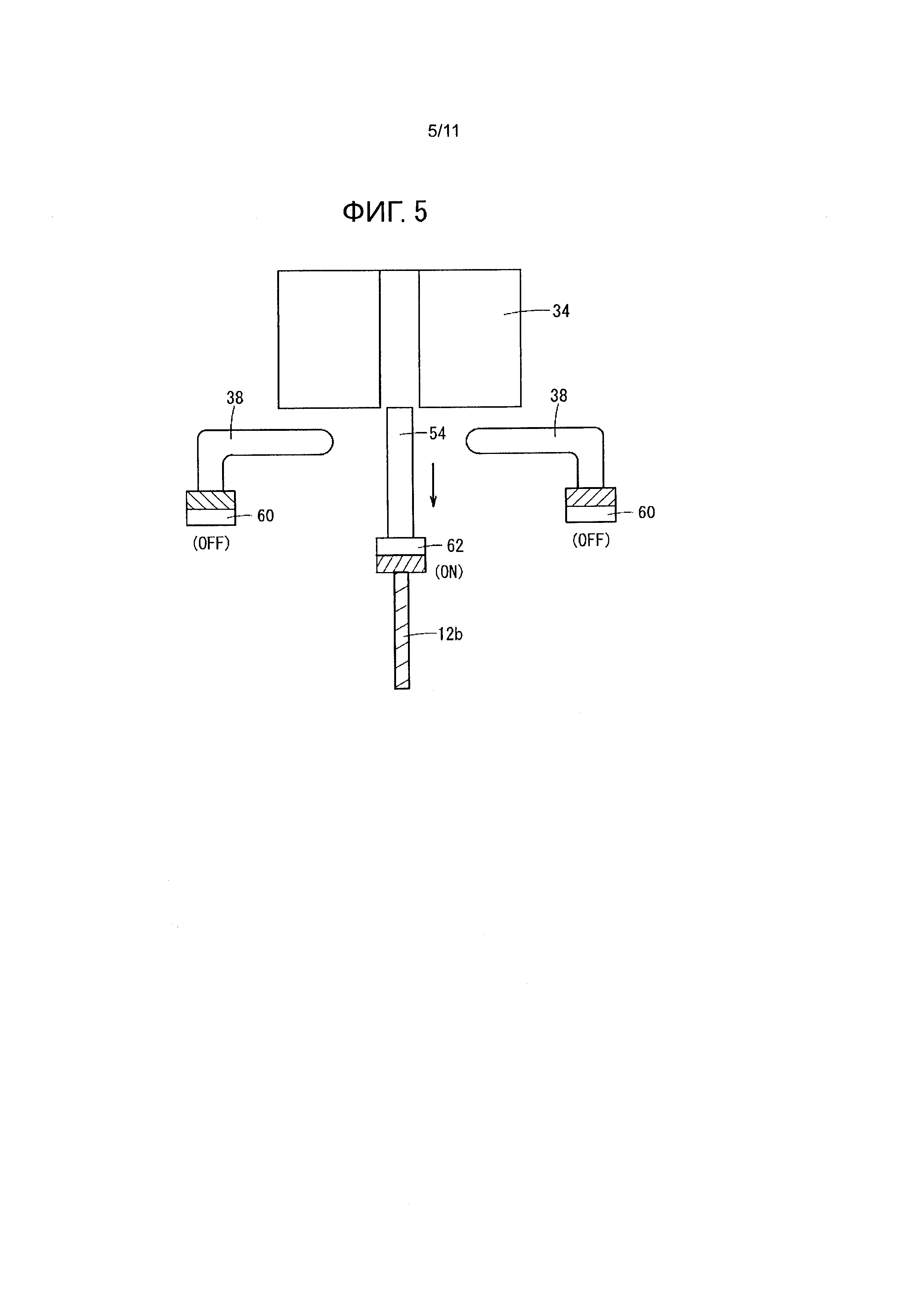
Фиг. 5 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали, показанного на фиг. 4, в состоянии, при котором вторая обрабатываемая деталь магнитно прикреплена с помощью второго магнитного держателя устройства удерживания обрабатываемой детали;
Фиг. 6 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в состоянии, при котором вторая обрабатываемая деталь освобождена из состояния на фиг. 5;
Фиг. 7 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в состоянии, при котором обеспечивается магнитное прикрепление двух вторых обрабатываемых деталей с помощью второго магнитного держателя;
Фиг. 8 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в случае, когда шток поднят из состояния на фиг. 7;
Фиг. 9 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в состоянии, при котором удерживающий захват повернут и приведен в контакт со второй обрабатываемой деталью из состояния на фиг. 8;
Фиг. 10 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в случае, когда второй магнитный держатель находится в нерабочем состоянии (OFF), а первый магнитный держатель находится в рабочем состоянии (ON) и удерживающий захват возвращен в свое исходное положение из состояния на фиг.9; и
Фиг. 11 - схематический вид, демонстрирующий основные элементы конструкции устройства удерживания обрабатываемой детали в случае, когда первый магнитный держатель приведен в нерабочее состояние (OFF), и вторая обрабатываемая деталь освобождена из состояния на фиг. 10.
Описание вариантов осуществления
Ниже со ссылками прилагаемые чертежи приводится подробное описание предпочтительных вариантов осуществления устройства удерживания обрабатываемой детали в соответствии с настоящим изобретением.
На фиг. 1 представлен схематический вид в перспективе, демонстрирующий основные элементы конструкции устройства 10а удерживания обрабатываемой детали в соответствии с первым вариантом осуществления. Это устройство 10а удерживания обрабатываемой детали способно удерживать и транспортировать обрабатываемые детали самой различной формы, в том числе первую обрабатываемую деталь 12а.
Сначала будет кратко описана первая обрабатываемая деталь 12а. Эта первая обрабатываемая деталь 12а снабжена двумя столбчатыми выступами 14, предусмотренными на одном торцевом участке. Первая обрабатываемая деталь 12а включает в себя удлиненный плоский участок 16, а также отогнутый участок 18, сформированный на одном торце плоского участка 16, и изогнутый участок 20, сформированный на другом торце плоского участка 16. Кроме того, на плоском участке 16 сформированы сквозное отверстие 22 и полукруглый вырез 24, а на изогнутом участке 20 сформировано другое сквозное отверстие 26. Первая обрабатываемая деталь 12а размещена в накопителе (непоказанном), например, в положении с отогнутым участком 18, направленным вниз, и изогнутым участком 20, направленным вверх.
Устройство 10а удерживания обрабатываемой детали включает в себя робот (непоказанный) в качестве средства перемещения (средства транспортировки) и удерживающий узел 32а, предусмотренный на дистальном рычаге 30 робота и предназначенный для удерживания первой обрабатываемой детали 12а.
Удерживающий узел 32а включает в себя поддерживающий диск 34 практически круглой формы в качестве удерживающего элемента, предусмотренного на дистальном рычаге 30, удерживающие цилиндры 36 в качестве средств открывания/закрывания захватов и множество (в первом варианте осуществления - три) удерживающих захватов 38. В поддерживающем диске 34 сформировано четыре внутренних кольцевых прорези 40 и четыре внешних кольцевых прорези 42. Внутренние кольцевые прорези 40 располагаются вдоль одной и той же окружности, а внешние кольцевые прорези 42 - вдоль одной и той же другой окружности. Эти две окружности являются концентрическими окружностями, имеющими общий центр.
Для каждого из удерживающих захватов 38 предусмотрен отдельный удерживающий цилиндр 36, чтобы открывать/закрывать (поворачивать) удерживающие захваты 38 по отдельности. То есть число удерживающих цилиндров 36 совпадает с числом удерживающих захватов 38. Поэтому эти три удерживающих захвата 38, например, могут открываться/закрываться и т.п.последовательно.
На верхней торцевой поверхности удерживающего цилиндра 36 предусмотрены два участка для размещения цилиндрических болтов (непоказанных) и два фитинга 50 для соединения с подающим/выпускным патрубком для подачи/выпуска сжатого воздуха. Участки для размещения цилиндрических болтов располагаются ниже внешних кольцевых прорезей 42, а в каждой из внутренних кольцевых прорезей 40 располагается один фитинг 50.
В болтовые отверстия на участках для размещения цилиндрических болтов вкручены болты 46, вставленные в сквозные отверстия, сформированные в стопорных планках 44. То есть болты 46 вставлены в сквозные отверстия и внешние кольцевые прорези 42 и введены в болтовые отверстия. Стопорные планки 44 блокированы поддерживающим диском 34. Такая конструкция обеспечивает стопорение болтов 46 и фиксацию удерживающих цилиндров 36 в заданном положении на поддерживающем диске 34. На фиг. 1 три удерживающих цилиндра 36 и три удерживающих захвата 38 удерживаются на поддерживающем диске 34 таким образом, что эти три удерживающих цилиндра 36 и эти три удерживающих захвата 38 отстоят друг от друга приблизительно на 120°. Так как внешние кольцевые прорези 42 располагаются на одной и той же окружности, то и удерживающие захваты 38 располагаются на одной и той же окружности.
Кроме того, фитинги 50 введены во внутренние кольцевые прорези 40. Фитинги 50 частично выведены на поверхность из внутренних кольцевых прорезей 40. Как описано ниже, при перемещении удерживающих цилиндров 36 фитинги 50 перемещаются вдоль внутренних кольцевых прорезей 40 для направления удерживающих цилиндров 36. То есть фитинги 50 служат средством направления.
Торцевые участки удерживающих захватов 38 с одной стороны прикреплены к удерживающим цилиндрам 36, а другие торцевые участки удерживающих захватов 38 изогнуты в сторону центра концентрических окружностей. Когда другие торцевые участки удерживающих захватов 38 находятся на самом близком расстоянии друг от друга, эти удерживающие захваты 38 закрываются для захвата первой обрабатываемой детали 12а, то есть удерживающие захваты 38 переводятся в зажатое состояние. Другие торцевые участки удерживающих захватов 38 могут быть повернуты в направлениях удаления друг от друга, указанных стрелками. При этом удерживающие захваты 38 переводятся в разжатое состояние для освобождения первой обрабатываемой детали 12а.
В центре концентрических окружностей предусмотрен нажимной цилиндр 52. На дистальном конце штока 54 этого нажимного цилиндра 52 имеется толкатель 56, служащий в качестве контактного участка. Когда шток 54 выдвигается (перемещается вниз), толкатель 56 приводится в контакт с изогнутым участком 20 первой обрабатываемой детали 12а (и отжимает этот изогнутый участок). Когда шток 54 втягивается (перемещается вверх) толкатель 56 отделяется от первой обрабатываемой детали 12а.
Устройство 10а удерживания обрабатываемой детали в соответствии с первым вариантом осуществления в основном имеет описанную выше конструкцию. Ниже приводится описание принципа действия и технических эффектов устройства 10а удерживания обрабатываемой детали.
Первая обрабатываемая деталь 12а размещена, например, в заданном накопителе обрабатываемых деталей. Робот перемещает дистальный рычаг 30 соответствующим образом, чтобы приблизить дистальный рычаг 30 к первой обрабатываемой детали 12а и совместить изогнутый участок 20 первой обрабатываемой детали 12а с центром концентрических окружностей, т.е. разместить этот участок практически непосредственно под толкателем 56. При этом удерживающие захваты 38 находятся в разжатом состоянии и располагаются на расстоянии друг от друга.
В этом состоянии, например, три удерживающих цилиндра 36 одновременно приводятся в действие, и дистальные концы трех удерживающих захватов 38 перемещаются в направлении приближения к первой обрабатываемой детали 12а. То есть эти три удерживающих захвата 38 закрываются. При этом два удерживающих захвата 38 приводятся в контакт с одной торцевой поверхностью плоского участка 16, а оставшийся один удерживающий захват 38 приводится в контакт с задней поверхностью плоского участка 16. В результате, как показано на фиг.2, удерживающие захваты 38 переводятся в зажатое состояние, и первая обрабатываемая деталь 12а захватывается удерживающими захватами.
В случае необходимости в действие приводится нажимной цилиндр 52, и шток 54 перемещается вниз. Вследствие этого толкатель 56 отжимает изогнутый участок 20 (приводится в контакт с этим изогнутым участком). В результате этого отжатия первая обрабатываемая деталь 12а подвергается нажатию сверху, и раскачивание этой первой обрабатываемой детали 12а подавляется. То есть первая обрабатываемая деталь 12а надежно захватывается в устойчивом состоянии.
Затем робот соответствующим образом перемещает дистальный рычаг 30, чтобы вместе переместить удерживающий узел 32а и первую обрабатываемую деталь 12а. Таким образом, первая обрабатываемая деталь 12а транспортируется в заданное положение вместе с удерживающим узлом 32а. После этого приводится в действие нажимной цилиндр 52, чтобы переместить шток 54 вверх. В результате толкатель 56 отделяется от первой обрабатываемой детали 12а. Кроме того, одновременно приводятся в действие три удерживающих цилиндра 36. В результате три удерживающих захвата 38 одновременно отделяются от первой обрабатываемой детали 12а. То есть удерживающие захваты 38 открываются и переводятся в разжатое состояние. Первая обрабатываемая деталь 12а освобождается от этих удерживающих захватов 38.
В случае, когда обрабатываемая деталь может надежно удерживаться только с помощью удерживающих захватов 38, нет никакой необходимости в толкателе 56, чтобы отжимать обрабатываемую деталь. Кроме того, в случае, когда продольное направление обрабатываемой детали проходит в горизонтальном направлении, как показано на фиг. 3, на которой показано только два удерживающих захвата 38, и эти два удерживающих захвата 38, шток 54 и толкатель 56 показаны в упрощенном виде, обрабатываемая деталь, может быть поднята с помощью закрытых удерживающих захватов 38, и обрабатываемая деталь может удерживаться с помощью толкателя 56, чтобы отжимать верхнюю торцевую поверхность обрабатываемой детали.
Кроме того, в зависимости от формы обрабатываемой детали можно надлежащим образом изменять положения удерживающих захватов 38. То есть после ослабления болтов 46 для освобождения удерживающих цилиндров 36 эти удерживающие цилиндры 36 перемещают вдоль окружности поддерживающего диска 34. При этом фитинги 50 перемещаются вдоль внутренних кольцевых прорезей 40 для направления удерживающих цилиндров 36. Таким образом, за счет формирования внутренних кольцевых прорезей 40 в поддерживающем диске 34 и ввода фитингов 50 во внутренние кольцевые прорези 40 с возможностью перемещения появляется возможность беспрепятственного перемещения удерживающих цилиндров 36 в заданные положения.
В зависимости от формы или положения обрабатываемой детали удерживающие захваты 38 можно поворачивать (закрывать) по отдельности. Этот случай будет описан в качестве второго варианта осуществления, в котором на удерживающих захватах предусмотрены магнитные держатели. При этом элементы конструкции, соответствующие элементам конструкции, описанным в первом варианте осуществления, обозначены одинаковыми ссылочными позициями, и их подробного описания не приводится.
На фиг. 4 представлен схематический вид в перспективе, демонстрирующий основные элементы конструкции устройства 10b удерживания обрабатываемой детали в соответствии со вторым вариантом осуществления настоящего изобретения. Устройство 10b удерживания обрабатываемой детали предназначено для подъема одной из множества вторых обрабатываемых деталей 12b в форме пластин, размещенных в накопителе (непоказанном), и транспортировки этой детали в заданное положение.
Устройство 10b удерживания обрабатываемой детали включает в себя робот в качестве средства перемещения (средства транспортировки) и удерживающий узел 32b, предусмотренный на дистальном рычаге 30 этого робота для удерживания второй обрабатываемой детали 12b.
Удерживающий узел 32b включает в себя поддерживающий диск 34, четыре удерживающих цилиндра 36, четыре удерживающих захвата 38 и нажимной цилиндр 52. В поддерживающем диске 34 сформированы четыре внутренних кольцевых прорези 40 и четыре внешних кольцевых прорези 42. Стопорные планки 44 и болты 46 обеспечивают фиксацию удерживающих цилиндров 36 в заданном положении на поддерживающем диске 34.
На каждом из дистальных концов удерживающих захватов 38, обращенных друг к другу, имеется первый магнитный держатель 60. С первым магнитным держателем 60 соединен подающий/выпускной патрубок (непоказанный) для подачи/выпуска сжатого воздуха. При подаче сжатого воздуха обеспечивается магнитное прикрепление первого магнитного держателя 60 ко второй обрабатываемой детали 12b, а при выпуске сжатого воздуха этот первый магнитный держатель 60 отделяется от второй обрабатываемой детали 12b.
Кроме того, на дистальном конце штока 54 нажимного цилиндра 52 имеется второй магнитный держатель 62 в виде диска практически круглой формы. Подобно первому магнитному держателю 60 второй магнитный держатель 62 прикрепляется ко второй обрабатываемой детали 12b при подаче сжатого воздуха через подающий/выпускной патрубок (непоказанный) и отделяется от второй обрабатываемой детали 12b при выпуске сжатого воздуха. Описанная выше конструкция является общеизвестной, и поэтому подробного описания первого магнитного держателя 60 и второго магнитного держателя 62 не приводится.
Ниже приводится описание принципа действия и технических эффектов устройства 10b удерживания обрабатываемой детали в соответствии со вторым вариантом осуществления.
Робот перемещает дистальный рычаг 30 соответствующим образом, чтобы приблизить дистальный рычаг к накопителю и совместить одну из заданных вторых обрабатываемых деталей 12b, размещенных параллельно друг другу, с центром концентрических окружностей, образованных внутренними кольцевыми прорезями 40 и внешними кольцевыми прорезями 42, т.е. разместить эту обрабатываемую деталь практически непосредственно под вторым магнитным держателем 62. При этом удерживающие захваты 38 находятся в разжатом состоянии и располагаются на расстоянии друг от друга.
В этом состоянии приводится в действие нажимной цилиндр 52, и шток 54 опускается. В результате, как показано на фиг. 5, второй магнитный держатель 62 приводится в контакт с верхней поверхностью второй обрабатываемой детали 12b. Следует отметить, что на фиг. 5 и точно так же на следующих чертежах показаны только два удерживающих захвата 38, и эти два удерживающий захвата 38, шток 54, первые магнитные держатели 60 и второй магнитный держатель 62 показаны в упрощенном виде. Кроме того, первые магнитные держатели 60 и второй магнитный держатель 62 обозначены двойными рамками. Штриховка в рамке, примыкающей ко второй обрабатываемой детали 12b, указывает на то, что магнитный держатель находится в рабочем состоянии (ON), а штриховка в рамке, удаленной от второй обрабатываемой детали 12b, указывают на то, что магнитный держатель находится в нерабочем состоянии (OFF). То есть в первом случае обеспечивается магнитное прикрепление второй обрабатываемой детали 12b ко второму магнитному держателю 62, а во втором случае -освобождение второй обрабатываемой детали 12b от второго магнитного захвата 62.
В состоянии, показанном на фиг. 5, второй магнитный держатель 62 находится в рабочем состоянии (ON). Поэтому обеспечивается магнитное прикрепление второй обрабатываемой детали 12b, которая приведена в контакт со вторым магнитным держателем 62, и, таким образом, вторая обрабатываемая деталь 12b удерживается с помощью второго магнитного держателя 62.
В случае, когда число магнитно прикрепленных вторых обрабатываемых деталей 12b составляет единицу, транспортировка может быть выполнена в этом состоянии. То есть робот соответствующим образом перемещает дистальный рычаг 30, чтобы вместе переместить удерживающий узел 32b и вторую обрабатываемую деталь 12b. В результате вторая обрабатываемая деталь 12b транспортируется в заданное положение вместе с удерживающим узлом 32b. После этого, как показано на фиг.6, второй магнитный держатель 62 переводится в нерабочее состояние (OFF). При этом второй магнитный держатель 62 отделяется от второй обрабатываемой детали 12b, и в действие приводится нажимной цилиндр 52, чтобы переместить шток 54 вверх. Таким образом, вторая обрабатываемая деталь 12b освобождается от второго магнитного держателя 62.
Следует отметить, что, как показано на фиг. 7, второй магнитный держатель 62 может обеспечивать магнитное прикрепление множества вторых обрабатываемых деталей 12b. В этом случае, как показано на фиг. , после подъема штока 54, например, как показано на фиг.9, в действие приводится только один удерживающий цилиндр 36, и первый магнитный держатель 60 одного удерживающего захвата 38 приводится в контакт с одной основной поверхностью второй обрабатываемой детали 12b, обращенной к этому первому магнитному держателю 60. При этом первый магнитный держатель 60 переводится в рабочее состояние (ON), а второй магнитный держатель 62 переводится в нерабочее состояние (OFF).
В результате, как показано на фиг.10, вторая обрабатываемая деталь 12b, приведенная в контакт с первым магнитным держателем 60, освобождается от удерживающей силы магнитного поля второго магнитного держателя 62 и обеспечивается магнитное прикрепление этой детали к первому магнитному держателю 60. В то же время вторая обрабатываемая деталь 12b, не приведенная в контакт с первым магнитным держателем 60, освобождается от удерживающей силы магнитного поля второго магнитного держателя 62 и отделяется от удерживающего узла 32b. После этого в действие приводится удерживающий цилиндр 36, и закрытые удерживающие захваты 38 открываются и возвращаются в свои исходные положения. То есть вторая обрабатываемая деталь 12b удерживается с помощью первого магнитного держателя 60 в положении, при котором продольное направление второй обрабатываемой детали 12b проходит в горизонтальном направлении.
Затем робот соответствующим образом приводит в действие дистальный рычаг 30 и перемещает удерживающий узел 32b и вторую обрабатываемую деталь 12b, удерживаемую с помощью первого магнитного держателя 60. Таким образом, вторая обрабатываемая деталь 12b транспортируется в заданное положение вместе с удерживающим узлом 32а. После этого, как показано на фиг. 11, первый магнитный держатель 60 переводится в нерабочее состояние (OFF). В результате вторая обрабатываемая деталь 12b освобождается от первого магнитного держателя 60.
Как описано выше, удерживающий цилиндр 36 имеется на каждом из удерживающих захватов 38, и каждый удерживающий захват 38 можно по отдельности открывать и закрывать (или поворачивать), что обеспечивает возможность отделения и удерживания только одной из множества вторых обрабатываемых деталей 12b, размещенных параллельно друг другу. То есть можно транспортировать только требуемое число вторых обрабатываемых деталей 12b.
Кроме того, как показано на фиг.5 и 10, можно транспортировать вторую обрабатываемую деталь 12b в различных положениях. Из этого понятно, что при различной форме обрабатываемых деталей транспортировка каждой из них может осуществляться за счет размещения в соответствующем положении. В случае необходимости положения удерживающих захватов 38 могут быть изменены на соответствующие положения таким же образом, как в случае первого варианта осуществления. Таким образом, устройство 10b удерживания обрабатываемой детали в соответствии со вторым вариантом осуществления способно удерживать обрабатываемые детали различной формы.
Настоящее изобретение не ограничивается первым вариантом осуществления и вторым вариантом осуществления, описанными выше, и в него могут быть внесены различные изменения, не выходящие за пределы сущности настоящего изобретения.
Например, число удерживающих захватов 38 не ограничивается тремя или четырьмя. Число удерживающих захватов 38 может быть составлять два или четыре или более.
Кроме того, необязательным является наличие первого магнитного держателя 60, второго магнитного держателя 62, нажимного цилиндра 52 и толкателя 56. Устройства удерживания обрабатываемой детали может иметь конструкцию, в которой эти элементы конструкции не используются.
Реферат
Устройство (10а) удерживания обрабатываемой детали включает в себя множество удерживающих захватов (38) для удерживания обрабатываемой детали (12а) и цилиндры (36) для удерживания в качестве средств открывания/закрывания захватов, обеспечивающих перемещение удерживающих захватов (38) в направлении приближения или удаления от первой обрабатываемой детали (12а). Цилиндр (36) для удерживания предусмотрен на каждом из удерживающих захватов (38), что обеспечивает возможность открытия/закрытия множества удерживающих захватов (38) по отдельности. При этом цилиндры (36) для удерживания удерживаются на поддерживающем диске (34) в качестве удерживающего элемента с возможностью перемещения. То есть перемещение цилиндров (36) для удерживания в произвольные положения на поддерживающем диске (34) обеспечивает возможность фиксации цилиндров (36) для удерживания в заданном положении. Технический результат заключается в создании устройства удерживания обрабатываемой детали, способного удерживать обрабатываемые детали различной формы или в различных положениях. 5 з.п. ф-лы, 11 ил.
Комментарии