Способ изготовления автомобиля и зажимное удерживающее приспособление для изготовления автомобиля - RU2712722C1
Код документа: RU2712722C1
Чертежи
Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу изготовления автомобиля и зажимному удерживающему приспособлению.
Как правило, в автомобильной сборочной линии, когда окрашенный кузов автомобиля транспортируется в поднятом состоянии (например, будучи подвешенным), двигатель, подвески и другие части, прикрепляемые с нижней стороны кузова (далее также именуемые подкузовными частями), монтируют (т.е. прикрепляют) на кузове по порядку с нижней стороны кузова.
В то же время в способе изготовления автомобиля, раскрытом в публикации не прошедшей экспертизу заявки на патент Японии № H5-124547, кузов автомобиля помещают на предварительно собранный комплект подкузовных частей (то есть комплект подкузовных частей, которые уже были собраны в единый комплект), а затем комплект подкузовных частей (в дальнейшем также называемый комплектом подкузовных частей) устанавливают на кузов. Можно устанавливать (например, прикреплять) несколько подкузовных частей на кузов одновременно и тем самым сокращать время сборки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Авторы изобретения обнаружили следующую проблему в способе изготовления автомобиля, в котором кузов помещают на предварительно собранный комплект подкузовных частей, и этот комплект подкузовных частей монтируют на кузове.
В задней подвеске, раскрытой на фиг. 13 публикации не прошедшей экспертизу патентной заявки Японии № H5-124547, амортизатор и пружину соединяют друг с другом посредством вставки амортизатора в пружину.
Между тем, в последнее время стала широко применяться задняя подвеска, в которой пружина и амортизатор размещены в ряд отдельно друг от друга.
Когда комплект подкузовных частей, содержащий такую заднюю подвеску, устанавливают на кузов, необходимо сжать пружину, прижимая кузов к комплекту подкузовных частей, установленному, например, с помощью устройства для транспортировки кузова. Например, сила сжатия пружины составляет около 10 кН. В результате, возникает проблема, заключающаяся в том, что размер сборочного устройства, такого как устройство транспортировки кузова, увеличивается.
Следует отметить, что в задней подвеске, подобной той, что раскрыта в публикации не прошедшей экспертизу заявки на патент Японии H5-124547, в которой пружина и амортизатор объединены друг с другом, нет необходимости сжимать пружину, при установке задней подвески на кузов.
Настоящее изобретение было сделано с учетом вышеописанных обстоятельств, и его цель состоит в том, чтобы обеспечить способ изготовления автомобиля, способный предотвращать или уменьшать увеличение размера сборочного устройства.
Первый иллюстративный объект изобретения представляет собой способ изготовления автомобиля, содержащий:
помещение кузова на предварительно собранный комплект подкузовных частей, а затем
установку комплекта подкузовных частей на кузове, при этом
комплект подкузовных частей содержит заднюю подвеску, в которой пружина и амортизатор размещены в ряд, и
пружину приводят в сжатое состояние в комплекте подкузовных частей перед тем, как кузов будет помещен на комплект подкузовных частей.
В способе изготовления автомобиля в соответствии с вариантом осуществления настоящего изобретения, комплект подкузовных частей содержит заднюю подвеску, в которой пружина и амортизатор размещены в ряд, и пружину задней подвески приводят в сжатое состояние в комплекте подкузовных частей перед помещением кузова на комплект подкузовных частей. Поэтому, когда комплект подкузовных частей устанавливают на кузове, нет необходимости сжимать пружину, прижимая кузов к комплекту подкузовных частей. В результате можно предотвратить или уменьшить увеличение размера сборочного устройства.
Кузов может захватываться, транспортироваться и помещаться на комплект подкузовных частей с помощью роботизированного манипулятора. Можно оперативно транспортировать кузов в точно определенное положение на комплект подкузовных частей.
Кроме того, захватную часть роботизированного манипулятора можно вставить в кузов за счет отверстий для дверных панелей, расположенных с обеих сторон кузова, и кузов можно захватывать захватной частью и транспортировать. Захват кузова осуществляется беспрепятственно.
Днище кузова может быть захвачено захватной частью. Поскольку захватывается днище кузова, которое деформируется с меньшей вероятностью, можно предотвратить деформацию кузова, которая возникла бы в противном случае в процессе транспортировки.
Линия, по которой транспортируется кузов, на котором еще не установлен комплект подкузовных частей, может быть расположена в месте выше, чем место линии, на которой комплект подкузовных частей устанавливают на кузов. Кузов можно транспортировать с небольшими затратами мощности.
Установочный штифт для помещения кузова на комплекте подкузовных частей может быть предусмотрен в линии, на которой комплект подкузовных частей устанавливают на кузов. Установочный штифт может автоматически перемещаться в установленное место в соответствии с типом кузова, прежде чем кузов будет помещен на комплект подкузовных частей. Возможно оперативное позиционирование кузова, даже когда тип кузова меняется.
Установочный штифт может содержать первый установочный штифт, размещенный на передней стороне кузова, и второй установочный штифт, размещенный на задней стороне кузова, и, по меньшей мере, либо первый, либо второй из установочных штифтов может автоматически перемещаться в установленное место, в зависимости от типа кузова.
Другим иллюстративным объектом изобретения является зажимное удерживающее приспособление, выполненное с возможностью вводить пружину в сжатое состояние прежде, чем задняя подвеска, в которой пружина и амортизатор размещены в ряд, будет установлена на кузов, причем зажимное удерживающее приспособление содержит:
резьбовой вал, выполненный с возможностью быть вставленным через пружинное седло, входящее в заднюю подвеску, и пружину, размещенную на пружинном седле;
коническую верхнюю прижимную пластину, выполненную с возможностью разъемного зацепления с верхним концом резьбового вала; и
нижнюю прижимную пластину, выполненную с возможностью надевания на резьбовой вал с его нижнего конца и прижатия пружинного седла с его нижней стороны, при этом
в центральной части верхней прижимной пластины выполнено отверстие, притом упомянутое отверстие выполнено с возможностью быть в зацеплении с верхним концом резьбового вала, и часть верхней прижимной пластины вырезана таким образом, что вырезанная часть имеет форму веера, пролегающего от упомянутого отверстия, и
пружину сжимают между верхней прижимной пластиной и пружинным седлом за счет прикрепления верхней прижимной пластины в середине пружины и, тем самым, зацепляя верхнюю прижимную пластину с резьбовым валом и навинчивая гайку на резьбовой вал с нижней стороны нижней прижимной пластины.
В зажимном удерживающем приспособлении в соответствии с объектом настоящего изобретения, в центральной части верхней прижимной пластины выполнено отверстие, причем упомянутое отверстие выполнено с возможностью быть в зацеплении с верхним концом резьбового вала, и часть верхней прижимной пластины вырезана таким образом, чтобы вырезанная часть имела форму веера, пролегающего от упомянутого отверстия, и пружину сжимают между верхней прижимной пластиной и пружинным седлом за счет прикрепления верхней прижимной пластины в середине пружины и, таким образом, зацепляя верхнюю прижимную пластину с резьбовым валом и навинчивания гайки на резьбовой вал с нижней стороны нижней прижимной пластины. Поэтому, после того, как задняя подвеска установлена на кузове, верхнюю прижимную пластину можно беспрепятственно снять с пружины, отвинтив гайку. То есть можно беспрепятственно снять зажимное удерживающее приспособление с пружины.
Согласно настоящему изобретению, можно обеспечить способ изготовления автомобиля, способный предотвращать или уменьшать увеличение размера сборочного устройства.
Вышеуказанные и другие цели, признаки и преимущества настоящего изобретения станут более понятными из подробного описания, приведенного ниже, и сопровождающих чертежей, которые приведены только в качестве иллюстрации, и, таким образом, не должны рассматриваться, как ограничивающие настоящее изобретение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схематический вид сбоку, показывающий способ изготовления автомобиля в соответствии с первым вариантом осуществления;
Фиг 2 - схематический вид сбоку, показывающий пример роботизированного манипулятора для транспортировки кузова, используемого в способе изготовления автомобиля согласно первому варианту осуществления;
Фиг 3 - вид сзади примера задней подвески 54;
Фиг. 4 - схематический вид сбоку, показывающий способ сжатия пружины S2;
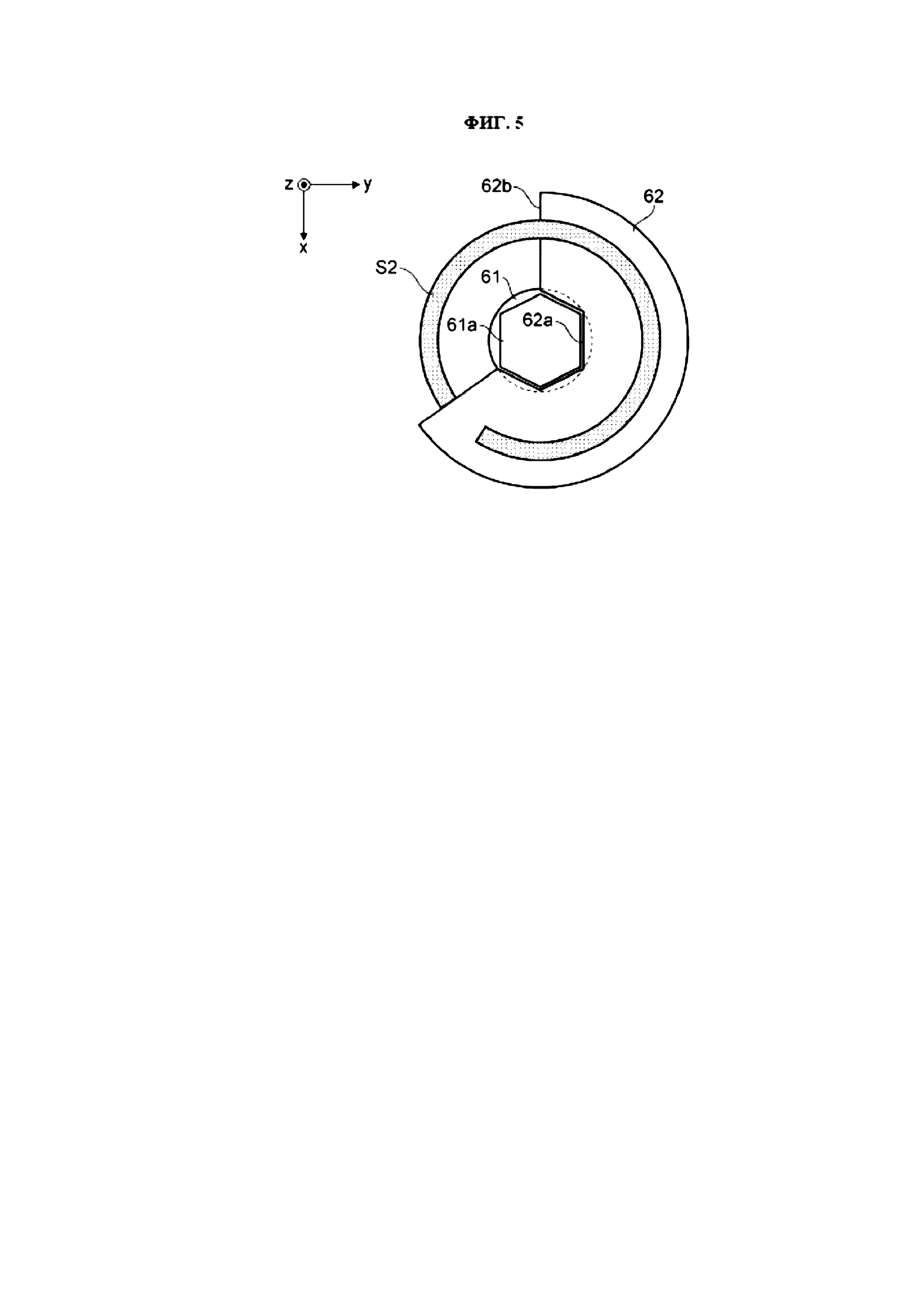
Фиг. 5 - вид в плане, показывающий взаимное расположение между пружиной S2, резьбовым валом 61 и верхней прижимной пластиной 62;
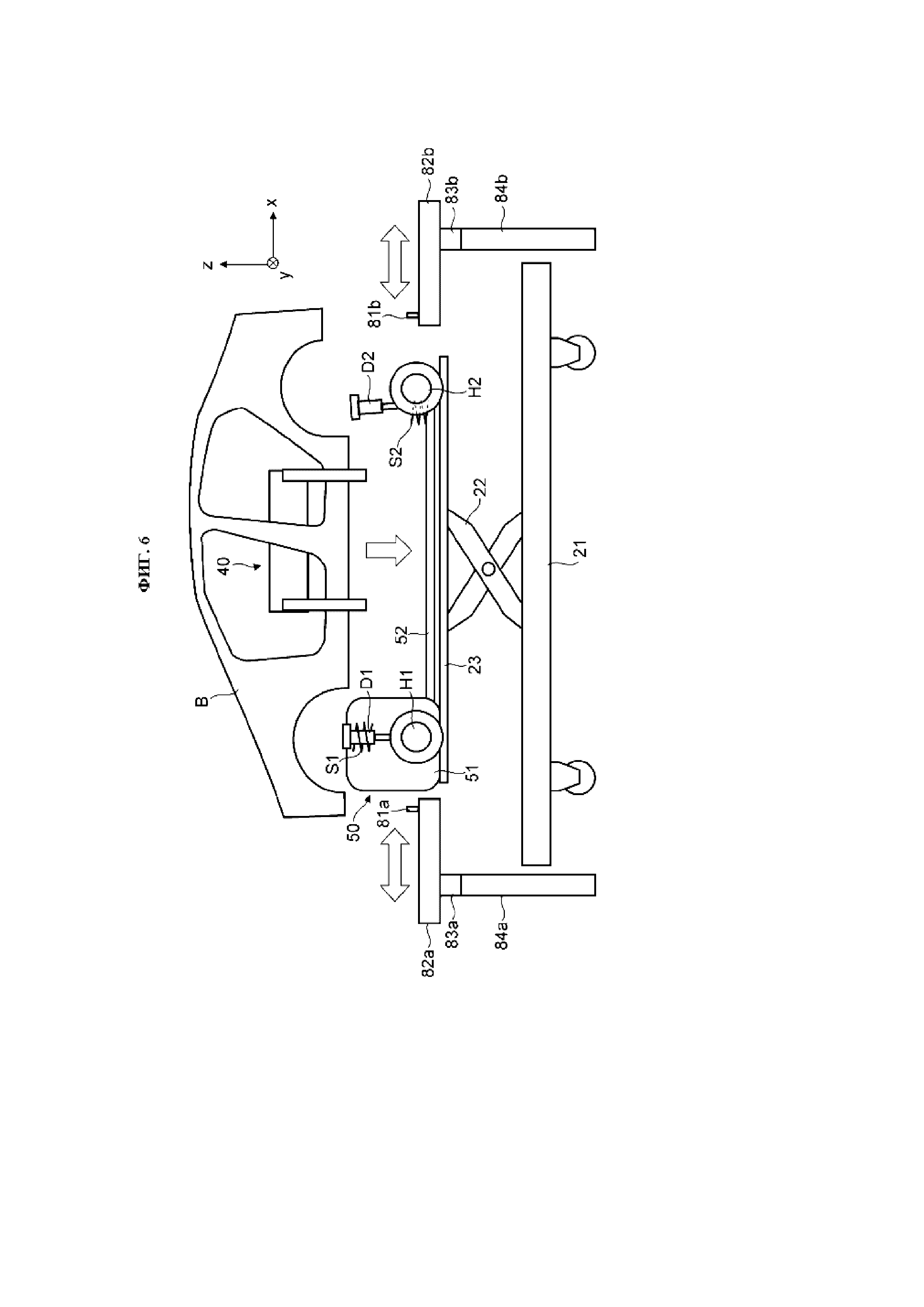
Фиг. 6 - схематический вид сбоку, показывающий способ изготовления автомобиля согласно второму варианту осуществления; и
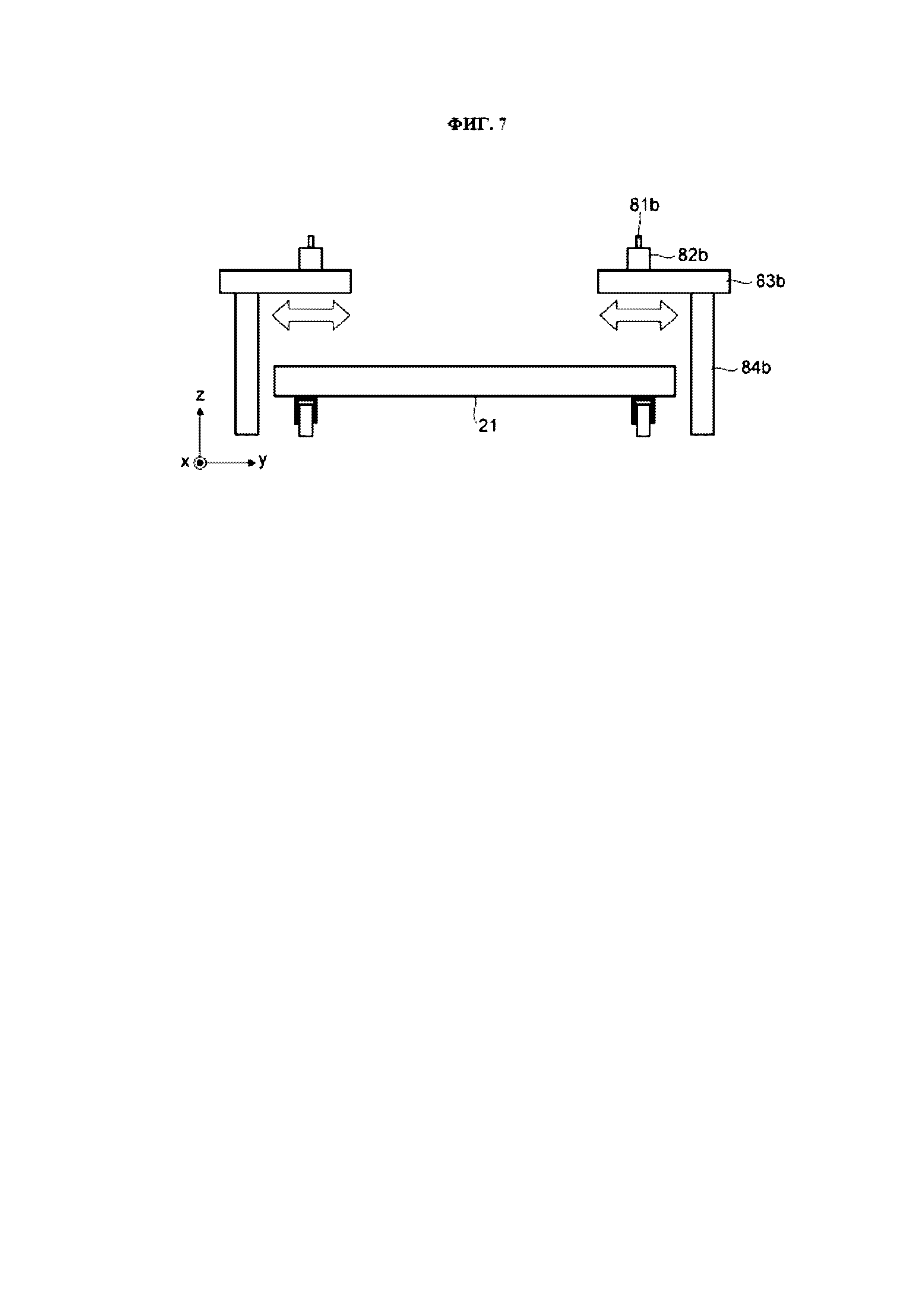
Фиг. 7 - схематический вид сзади, показывающий взаимное расположение между сборочной тележкой 21 и задним установочным штифтом 81b.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Конкретные варианты осуществления, к которым применяется настоящее изобретение, будут подробно описаны ниже со ссылкой на чертежи. Однако настоящее изобретение не ограничено показанными ниже вариантами осуществления. Кроме того, следующие описания и чертежи упрощены по мере целесообразности для пояснения.
Первый вариант осуществления
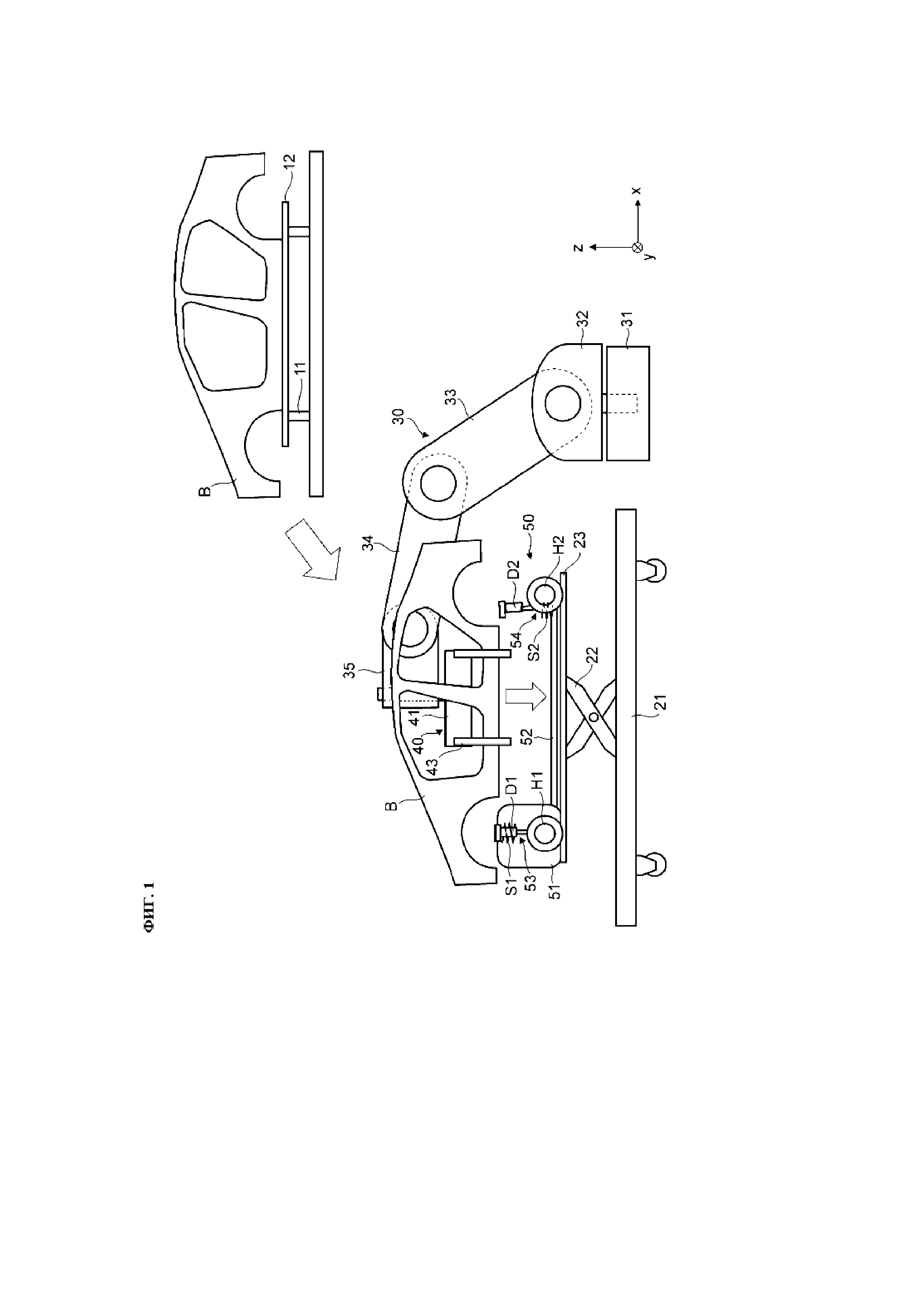
Сначала, со ссылкой на фиг. 1 описан способ изготовления автомобиля в соответствии с первым вариантом осуществления. Фиг. 1 представляет собой схематический вид сбоку, показывающий способ изготовления автомобиля в соответствии с первым вариантом осуществления.
Кроме того, совершенно очевидно, что правосторонние -прямоугольные xyz системы координат, показанные на фиг.1 и других чертежах, представлены для удобства, чтобы объяснить взаимное расположение компонентов. В основном положительное направление оси z является вертикальным направлением вверх, а плоскость xy является горизонтальной плоскостью.
Схема способа изготовления автомобиля
Сначала описана схема способа изготовления автомобиля в соответствии с первым вариантом осуществления.
Как показано на фиг.1, в способе изготовления автомобиля согласно первому варианту осуществления, после того, как кузов B автомобиля помещен на предварительно собранный комплект 50 подкузовных частей, комплект 50 подкузовных частей устанавливают (то есть, прикрепляют) на кузов B. Следует отметить, что комплект 50 подкузовных частей содержит заднюю подвеску 54, в которой пружина S2 и амортизатор (также называемый демпфером) D2 размещены в ряд. Пружину S2 приводят в сжатое состояние в комплекте 50 подкузовных частей до того, как кузов B будет помещен на комплект 50 подкузовных частей.
Как описано выше, в способе изготовления автомобиля согласно первому варианту осуществления, пружину S2 приводят в сжатое состояние в комплекте 50 подкузовных частей до того, как кузов B помещают на комплект 50 подкузовных частей. Поэтому, когда комплект 50 подкузовных частей устанавливают на кузов B, нет необходимости сжимать пружину S2 за счет прижатия кузова B к комплекту 50 подкузовных частей. В результате можно предотвратить или уменьшить увеличение размера сборочного устройства.
<Подробности способа изготовления автомобиля>
Далее описаны подробности способа изготовления автомобиля в соответствии с первым вариантом осуществления.
Как показано на фиг.1, кузов B, на который еще не установлен комплект 50 подкузовных частей, помещают на тележку 12 для окраски, которая перемещается по направляющим 11, проходящим в направлении оси y, и транспортируют, например, в положительном направлении оси y от передней стороны чертежа на фиг. 1. Линия, через которую транспортируется кузов B, на которой еще не установлен комплект 50 подкузовных частей, представляет собой, например, линию окраски. То есть комплект 50 подкузовных частей устанавливают на окрашенном кузове B.
В примере, показанном на фиг. 1, комплект 50 подкузовных частей размещен на сборочной тележке 21, которая перемещается в отрицательном направлении оси x. Например, комплект 50 подкузовных частей, который был собран на стороне положительного направления оси y относительно сборочной тележки 21, транспортируют в отрицательном направлении оси y и размещают на сборочной тележке 21, которая находится в неподвижном состоянии. Более конкретно, комплект 50 подкузовных частей опирается на опорную раму 23 сборочной тележки 21. Кроме того, опорная рама 23 опирается на подпирающий элемент 22, предусмотренный на сборочной тележке 21. Подпирающий элемент 22 сформирован парой опорных стоек, которые соединены друг с другом таким образом, что они пересекаются друг с другом в форме Х и могут вращаться относительно друг друга. Поэтому опорная рама 23 может подниматься и опускаться. Следует отметить, что опорная рама 23 может не иметь возможности подниматься и опускаться.
В примере, показанном на фиг. 1, комплект 50 подкузовных частей содержит двигатель 51, выхлопную трубу 52, переднюю подвеску 53 и заднюю подвеску 54. То есть изготавливаемый автомобиль представляет собой автомобиль с двигателем (например, автомобиль с двигателем внутреннего сгорания). Передняя подвеска 53 содержит пружины S1 и амортизаторы D1 и соединена со ступицами H1 передних колес. Каждый амортизатор D1 и соответствующая ему пружина S1 соединены друг с другом путем вставки амортизатора D1 в пружину S1. Задняя подвеска 54 содержит пружины S2 и амортизаторы D2 и соединена со ступицами H2 задних колес.
Следует отметить, что перед помещением кузова B на комплект 50 подкузовных частей, например, перед тем как комплект 50 подкузовных частей будет установлен на кузов B, пружины S2 задней подвески 54 приводят в сжатое состояние.
Следует отметить, что иллюстрация других подкузовных частей, входящих в комплект 50 подкузовных частей, опущена на фиг. 1. Кроме того, подробности конфигурации задней подвески 54 будут описаны позже.
Как показано на фиг. 1, с помощью захватной части 40 роботизированного манипулятора 30, кузов B захватывают, транспортируют из окрасочной линии и помещают на комплект 50 подкузовных частей, который опирается на опорную раму 23 сборочной тележки 21. Следует отметить, что линия окраски, содержащая направляющие 11 и тележку 12 для окраски, расположена в месте выше, чем место линии сборки, на которой комплект 50 подкузовных частей устанавливают на кузов B. То есть, поскольку кузов B транспортируется из верхнего места в нижнее место, кузов B может транспортироваться с небольшим усилием.
Детали конфигурации роботизированного манипулятора 30 будут описаны позже.
После этого комплект 50 подкузовных частей устанавливают на кузов B, который был помещен на комплект 50 подкузовных частей, с нижней стороны кузова B с помощью винтов или тому подобного. Например, несколько подкузовных частей устанавливают на кузов B все одновременно, используя множество роботов для крепления (не показаны), расположенных на обеих сторонах сборочной тележки 21 в поперечном направлении (то есть в направлении оси y). Вместо использования множества роботов для крепления множество рабочих могут одновременно собирать множество подкузовных частей на кузове B. По сравнению с ситуацией, когда подкузовные части устанавливают на кузов одну за другой, при перемещении кузова в поднятом состоянии (например, подвешенном), время сборки может быть уменьшено. Кроме того, нет необходимости удерживать кузов B в поднятом состоянии (например, в подвешенном состоянии) или в приподнятом состоянии, когда подкузовные части устанавливают на кузов B. Кроме того, можно устранить необходимость в самой линии для сборки подкузовных частей. В примере, показанном на фиг.1, кузов B, на котором установлен комплект 50 подкузовных частей, транспортируют в отрицательном направлении по оси x с помощью сборочной тележки 21.
Как описано выше, в способе изготовления автомобиля согласно первому варианту осуществления, пружины S2 приводят в сжатое состояние в комплекте 50 подкузовных частей до того, как кузов B помещают на комплект 50 подкузовных частей. Поэтому, когда комплект 50 подкузовных частей устанавливают на кузов B, нет необходимости сжимать пружины S2, прижимая кузов B к комплекту подкузовных частей с помощью, например, роботизированного манипулятора 30. В результате можно предотвратить или уменьшить увеличение размера сборочного устройства, такого как роботизированный манипулятор 30.
Следует отметить, что выпускаемые автомобили не ограничены только автомобилям с двигателями. То есть, они могут представлять собой электромобили, гибридные автомобили или автомобили на топливных элементах, или же могут содержать их в комбинированном виде. Излишне говорить, что подкузовные части, входящие в комплект 50 подкузовных частей, меняются в зависимости от типа автомобилей. Однако в любом случае комплект 50 подкузовных частей содержит заднюю подвеску 54, в которой пружина S2 и амортизатор D2 размещены рядом.
<Конфигурация роботизированного манипулятора 30>
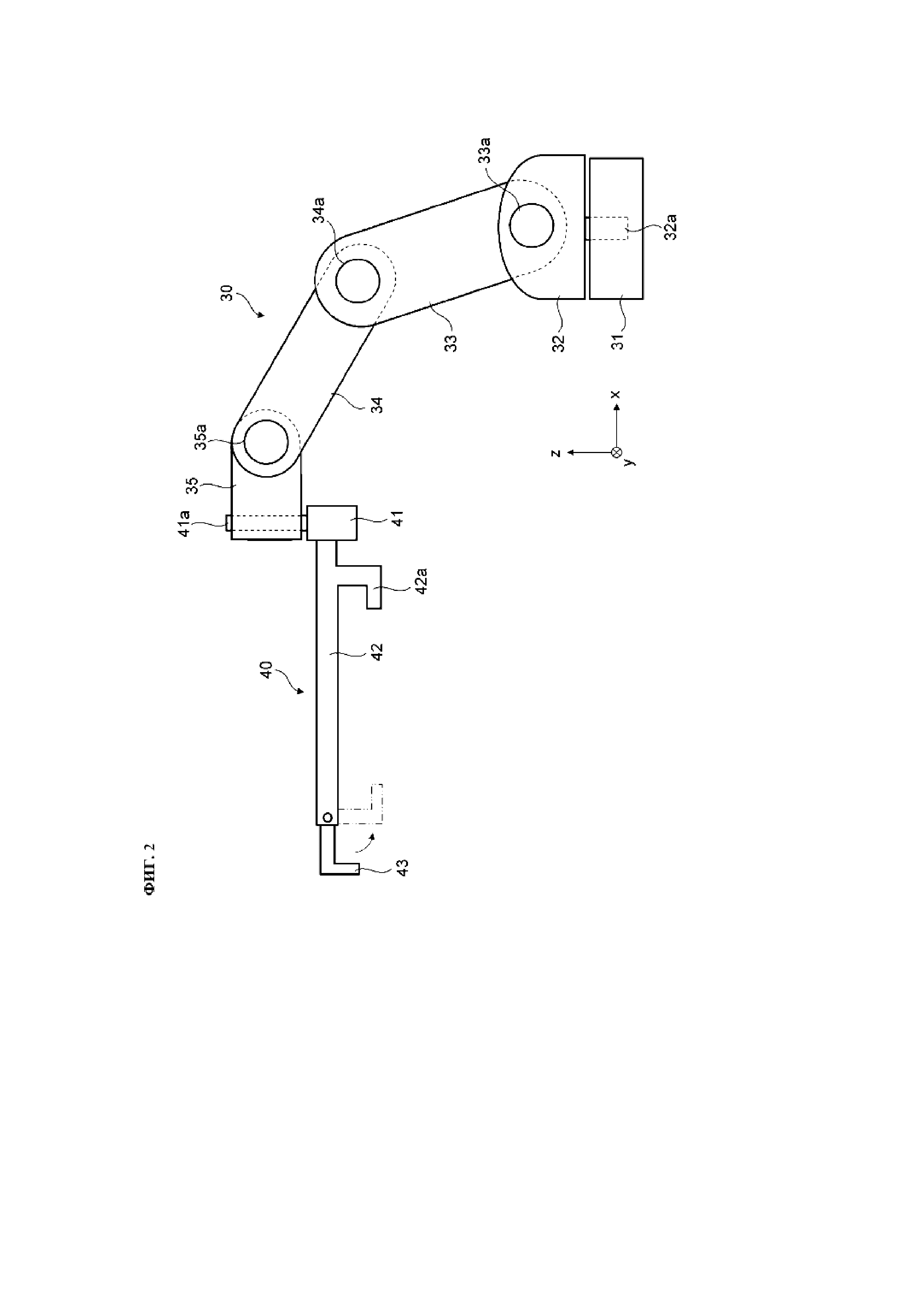
Далее подробности роботизированного манипулятора 30 описаны со ссылкой на фиг.2, а также на фиг.1. Фиг.2 представляет собой схематический вид сбоку, показывающий пример роботизированного манипулятора для транспортировки кузова, используемого в способе изготовления автомобиля согласно первому варианту осуществления.
Роботизированный манипулятор 30 представляет собой транспортировочное устройство для кузова, предназначенное для транспортировки кузова B. Как показано на фиг.2, роботизированный манипулятор 30 представляет собой шарнирный роботизированный манипулятор, содержащий базовую часть 31, базовую часть 32 шарнира, первый шарнир 33, второй шарнир 34, третий шарнир 35 и захватную часть 40.
Базовая часть 32 шарнира соединена с базовой частью 31 через вращающийся вал 32a таким образом, что базовая часть 32 шарнира может вращаться вокруг вращающегося вала 32a. Вращающийся вал 32а базовой части 32 шарнира является валом, параллельным оси z. Базовая часть 32 шарнира приводится во вращение электродвигателем или чем-либо подобным (не показано).
Первый шарнир 33 соединен с возможностью вращения с базовой частью 32 шарнира через первую соединительную часть 33а, предусмотренную на заднем конце первого шарнира 33. Кроме того, второй шарнир 34 соединен с возможностью вращения с передним концом первого шарнира 33 через вторую соединительную часть 34a, предусмотренную на заднем конце второго шарнира 34. Следует отметить, что вращающиеся валы первой и второй соединительных частей 33a и 34a являются валами, параллельными оси y, в положении, показанном на фиг. 1 и фиг.2. Высота захватной части 40 может быть изменена путем вращения первого и второго шарнира 33 и 34. Первый и второй шарнир 33 и 34 приводятся во вращение соответствующими электродвигателями или т.п. (не показаны).
Третий шарнир 35 соединен с возможностью вращения с передним концом второго шарнира 34 через третью соединительную часть 35а, предусмотренную на заднем конце третьего шарнира 35. Следует отметить, что вращающийся вал третьей соединительной части 35а представляет собой вал, параллельный оси y в положении, показанном на фиг. 1 и фиг.2. Захватная часть 40 соединена с возможностью вращения с передним концом третьего шарнира 35 через вращающийся вал 41а. Когда кузов B транспортируют, захватная часть 40, удерживающая кузов B, поддерживается, по существу, в горизонтальном положении, так что третий шарнир 35 также поддерживается, по существу, в горизонтальном положении. Третий шарнир 35 приводится во вращение с помощью электродвигателя или тому подобного (не показано).
Захватная часть 40 содержит базовую часть 41, вилку 42 и передний крюк 43. Следует отметить, что на фиг. 2 показан вид сбоку захватной части 40, а на фиг. 1 показан вид спереди захватной части 40, удерживающей кузов B. Как показано на фиг. 1 и фиг.2, вращающийся вал 41a, который проходит в вертикальном направлении (направлении оси z), расположен в центре верхней поверхности базовой части 41, и захватная часть 40 может вращаться вокруг вращающегося вала 41a. Захватная часть 40 приводится во вращение с помощью электродвигателя или чего-либо подобного (не показано).
Как показано на фиг. 1 и фиг.2, два зубца вилки 42 проходят от базовой части 41 параллельно друг другу, по существу, в горизонтальном направлении. Кроме того, L-образный передний крюк 43 соединен с возможностью вращения с передним концом каждого из двух зубцов вилки 42. Кроме того, как показано на фиг. 2, в части вилки 42 вблизи базовой части 41 расположен L-образный задний крюк 42a. Передние крюки 43 приводятся во вращение электродвигателем (-ями) или чем-либо подобным (не показано).
Когда захватная часть 40 удерживает кузов B, передние крюки 43 поворачиваются вниз из положения, обозначенного сплошными линиями на фиг. 2, в положение, обозначенное последовательностью штриховых с двумя пунктирами линий на фиг. 2. В частности, как показано на фиг. 1, например, после того, как зубцы вилки 42 вставляют в отверстия для дверных панелей, расположенных на обеих боковых поверхностях кузова B, днище кузова B захватывается повернутыми вниз передними крюками 43 и задним крюком 42a. Поскольку зубцы вилки 42 вставляют в отверстия для дверных панелей, кузов B легко удерживается. Кроме того, поскольку удерживается днище кузова B, которое с меньшей вероятностью будет деформировано, можно предотвратить деформацию кузова B, которая, в противном случае, возникла бы во время процесса транспортировки.
Следует отметить, что захватная часть 40 может быть выполнена так, что ее можно наклонить (или повернуть) вокруг продольной оси вилки 42 (то есть вокруг оси в направлении оси x на фиг. 2).
Следует отметить, что транспортное устройство для транспортировки кузова B не ограничено роботизированным манипулятором. Таким образом, транспортное устройство может представлять собой держатель, вилочный погрузчик или другие типы транспортных устройств. Тем не менее, захватывая и транспортируя кузов B с помощью роботизированного манипулятора 30, кузов B можно оперативно транспортировать в точное положение на комплект 50 подкузовных частей.
Конфигурация задней подвески 54
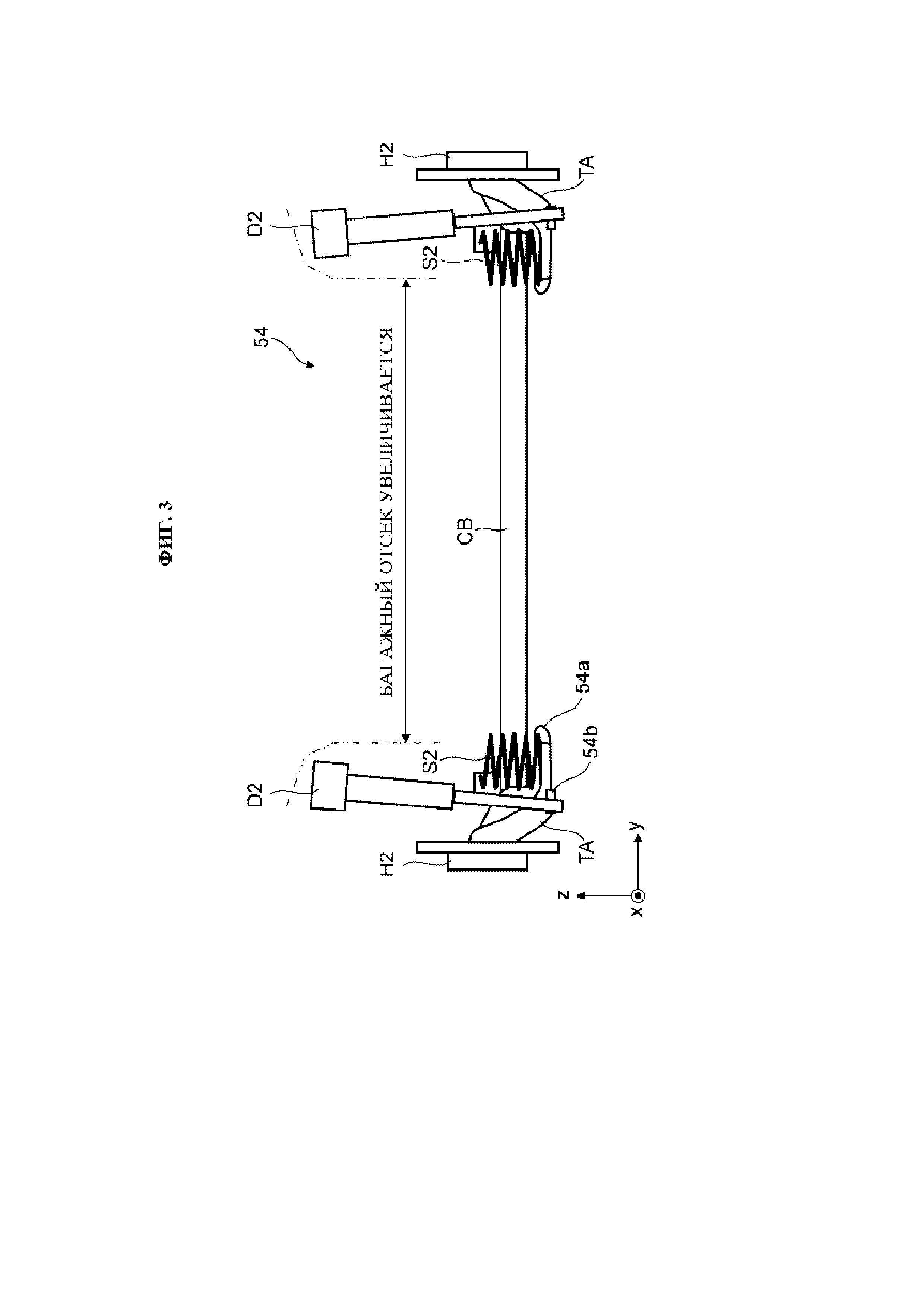
Далее со ссылкой на фиг.3 описана конфигурация примера задней подвески 54, входящей в комплект 50 подкузовных частей. На фиг.3 показан вид сзади примера задней подвески 54. Задняя подвеска 54, показанная на фиг.3 - подвеска типа торсионной балки, содержащая пару пружин S2, пару амортизаторов D2, пару продольных рычагов ТА и поперечную балку (также называемую торсионной балкой) CB.
Как показано на фиг.3, в задней подвеске 54 пружина S2 и амортизатор D2 размещены рядом с каждой стороны, то есть как на левой, так и на правой сторонах. В частности, пружины S2 размещены на соответствующих тарелочных пружинных седлах 54a, предусмотренных в соответствующих продольных рычагах TA. Следует отметить, что в комплекте 50 подкузовных частей каждая из пружин S2 прикреплена к соответствующему пружинному седлу 54а в сжатом состоянии. Амортизаторы D2 опираются с возможностью вращения на соответствующие штыревые кронштейны 54b, предусмотренные в соответствующих продольных рычагах ТА.
Как описано выше, пружины S2 и амортизаторы D2 отдельно соединены с соответствующими продольными рычагами TA и соединены с соответствующими ступицами H2 задних колес через продольные рычаги TA. Кроме того, левый и правый продольные рычаги TA соединены друг с другом поперечной балкой CB, проходящей в направлении слева направо (в направлении оси y).
Поскольку пружины S2 и соответствующие амортизаторы D2 размещены рядом друг с другом, объем пространства багажника, обозначенный последовательностью штриховых с двумя пунктирами линий на фиг.3, может быть увеличен по сравнению со случаем, когда пружины и соответствующие амортизаторы выполнены как единое целое друг с другом. Теоретически, можно увеличить ширину пространства багажника на длину, эквивалентную удвоенной разности между наружным диаметром пружины и наружным диаметром амортизатора в целом с левой и правой сторон.
Следует отметить, что задняя подвеска 54 не ограничена типом торсионной балки, с условием, что пружина S2 и амортизатор D2 размещены рядом. Таким образом, задняя подвеска 54 может представлять собой многошарнирную, двухрычажную или другие типы подвесок.
Способ сжатия пружины S2
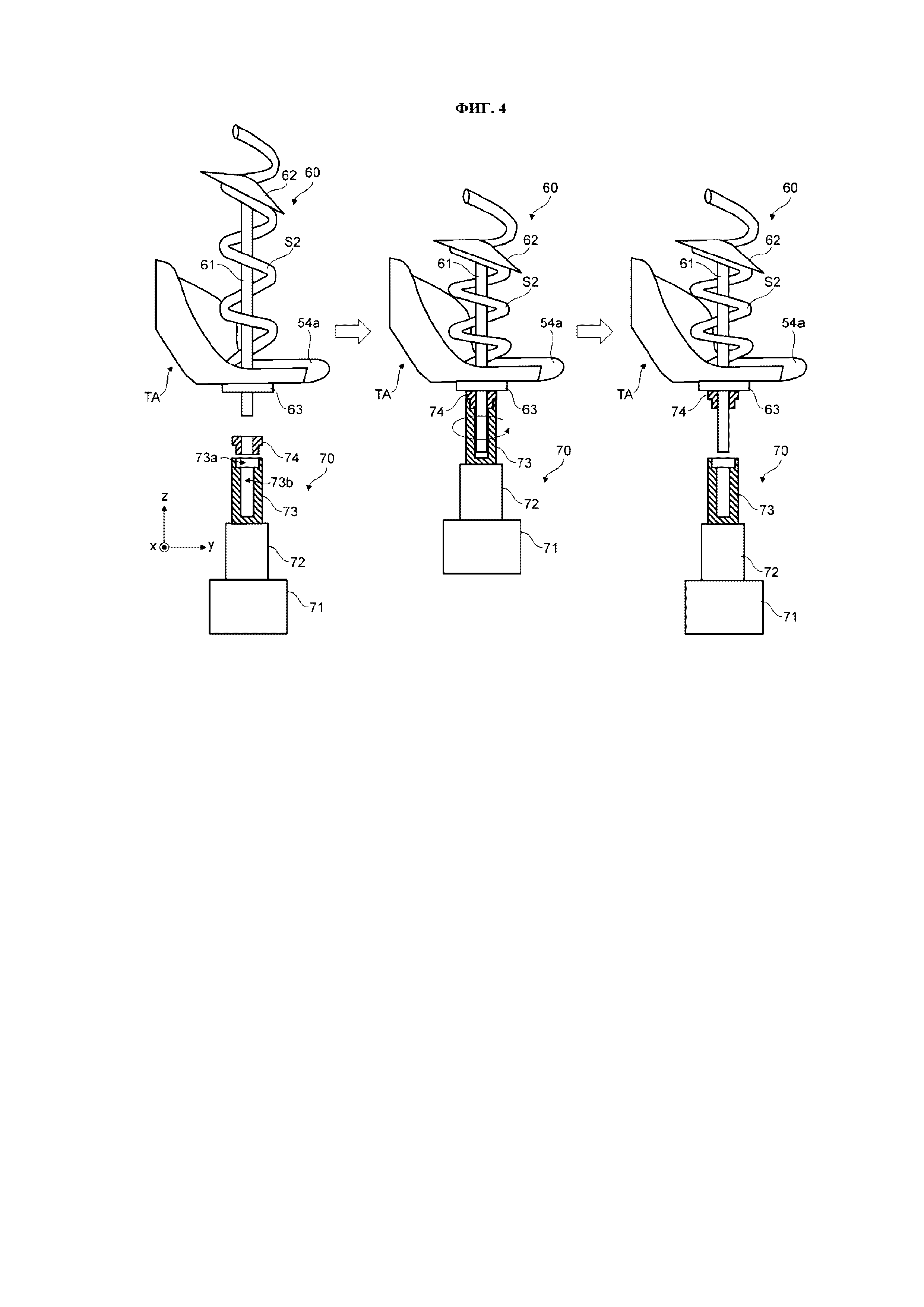
Далее со ссылкой на фиг.4 описан способ сжатия пружины S2. Фиг.4 представляет собой схематический вид сбоку, показывающий способ сжатия пружины S2. Как показано на фиг.4, с помощью зажимного удерживающего приспособления 60 и устройства 70 сжатия, пружину S2, размещенную на пружинном седле 54а заднего рычага ТА, прикрепляют к пружинному седлу 54а при сжатии. Зажимное удерживающее приспособление 60 содержит резьбовой вал 61, верхнюю прижимную пластину 62 и нижнюю прижимную пластину 63. Устройство 70 сжатия содержит источник 71 привода, редуктор 72 скорости, втулку 73 и гайку 74. Для облегчения понимания, втулка 73 и гайка 74 показаны в разрезе на фиг. 4.
Как показано на левой стороне фиг.4, резьбовой вал 61 установлен через пружинное седло 54а, а пружина S2 размещена на пружинном седле 54а. Сквозное отверстие, через которое проходит резьбовой вал 61, предусмотрено в пружинном седле 54а. Затем верхняя прижимная пластина 62 в форме зонтика (коническая) входит в зацепление с верхним концом резьбового вала 61. Между тем нижняя прижимная пластина 63 надевается на резьбовой вал 61 с его нижнего конца и прилегает к нижней стороне пружинного седла 54а. Нижняя прижимная пластина 63 представляет собой, например, большую плоскую шайбу.
Здесь на фиг.5 показан вид сверху, показывающий взаимное расположение пружины S2, резьбового вала 61 и верхней прижимной пластины 62. Для лучшего понимания, пружина S2 обозначена пунктирной линией. Как показано на фиг. 5, верхний конец 61а резьбового вала 61 обработан (например, обработан на станке) до шестиугольной формы.
Как показано на фиг.5, отверстие 62а, которое входит в зацепление с шестиугольным верхним концом 61а резьбового вала 61, выполнено в центре верхней прижимной пластины 62. Кроме того, верхняя прижимная пластина 62 не является идеальным кругом на виде в плане, а содержит вырезанную часть 62b в виде веера, имеющую центральный угол около 120°. Таким образом, часть верхней прижимной пластины 62 в форме зонтика вырезана так, что вырезанная часть имеет форму веера, простирающуюся от отверстия 62а. Поэтому, можно устанавливать верхнюю прижимную пластину 62 в середине пружины S2, а не на верхнем конце пружины S2.
Как показано на левой стороне фиг. 4, гайка 74 входит в охватывающее отверстие 73a, расположенное на верхнем конце втулки 73. Затем, как показано в центральной части на фиг. 4, втулка 73 приводится во вращение посредством источника 71 привода, такого как электродвигатель, соединенного через редуктор 72 скорости, например, шестерню. Гайка 74, сцепленная с втулкой 73, навинчивается и затягивается на резьбовом валу 61. Таким образом, резьбовой вал 61 перемещается в направлении вниз (в отрицательном направлении оси z), и, соответственно, пружина S2 сжимается между верхней прижимной пластиной 62 и пружинным седлом 54а. В результате резьбовой вал 61, выступающий от нижнего конца гайки 74, проходит (то есть продвигается) вниз и размещается в вертикальном отверстии 73b, выполненном внутри втулки 73.
Как показано на правой стороне фиг.4, после того, как сжатие пружины S2 завершено, гайку 74 извлекают из втулки 73. Сжатое состояние пружины S2 может поддерживаться зажимным удерживающим приспособлением 60 и гайкой 74. То есть в состоянии, когда зажимное удерживающее приспособление 60 и гайку 74 прикрепляют к пружине S2, пружину S2 устанавливают на кузове B как часть комплекта 50 подкузовных частей.
Следует отметить, что на фиг.3 иллюстрация зажимного удерживающего приспособления 60 для удерживания пружины S2 в сжатом состоянии и т.п., опущена.
После сборки верхнюю прижимную пластину 62 можно легко снять с пружины S2, сняв гайку 74 с резьбового вала 61. То есть можно легко снять зажимное удерживающее приспособление 60 с пружины S2. Следует отметить, что, если верхняя прижимная пластина 62 установлена на верхнем конце пружины S2, она оказывается зафиксирована между пружиной S2 и кузовом B и, соответственно, не может быть снята с пружины S2. Соответственно, верхняя прижимная пластина 62 установлена в середине (то есть в части, отличной от концов) пружины S2, а не на верхнем конце пружины S2. Следует отметить, что чем ближе к верхнему концу верхней прижимной пластины 62 установлена пружина S2, тем более эффективно пружину S2 можно сжать.
Второй вариант осуществления
Далее подробности способа изготовления автомобиля согласно второму варианту осуществления описаны со ссылкой на фиг. 6 и фиг.7. Фиг. 6 - схематический вид сбоку, показывающий способ изготовления автомобиля согласно второму варианту осуществления. Фиг.7 - схематичный вид сзади, показывающий взаимное расположение между сборочной тележкой 21 и установочным штифтом 81b задней стороны.
Как показано на фиг. 6 и фиг.7, в способе изготовления автомобиля согласно второму варианту осуществления установочные штифты 81a и 81b для помещения кузова B на комплект 50 подкузовных частей предусмотрены в линии сборки, на которой комплект 50 подкузовных частей устанавливают на кузов B. Следует отметить, что установочные штифты 81a (первый установочный штифт) предусмотрены на передней стороне кузова B, а установочный штифт 81b (второй установочный штифт) предусмотрен на задней стороне кузова B. Кроме того, установочные штифты 81a и 81b автоматически перемещаются в положения, которые определяются в соответствии с типом кузова B. Поэтому, в способе изготовления автомобиля согласно второму варианту осуществления можно устанавливать множество типов комплектов 50 подкузовных частей на соответствующие типы кузовов B в одной сборочной линии.
Следует отметить, что только один из установочных штифтов 81a и 81b может быть выполнен с возможностью автоматического перемещения в положение, которое определяется в соответствии с типом кузова B.
Как показано на фиг.7, каждый из пары установочных штифтов 81b размещен на соответствующей одной из опорных стоек 84b, которые размещены рядом в поперечном направлении транспортного средства (в направлении оси y) со сборочной тележкой 21, установленной между ними. Более конкретно, каждый из пары установочных штифтов 81b размещен на верхней поверхности соответствующего одного из ползунов 82b, проходящих в продольном направлении транспортного средства (в дальнейшем также называемых ползунами 82b в продольном направлении транспортного средства). Как показано на фиг.6, ползуны 82b в продольном направлении транспортного средства установлены на верхних поверхностях ползунов 83b, проходящих в поперечном направлении транспортного средства (в дальнейшем также называемые ползунами 83b в поперечном направлении транспортного средства), чтобы они могли скользить в продольном направлении транспортного средства (в направлении оси х). Как показано на фиг.7, ползуны 83b в продольном направлении транспортного средства установлены на верхних поверхностях опорных стоек 84b, так, чтобы они могли скользить в поперечном направлении транспортного средства (в направлении оси y).
Поэтому, установочные штифты 81b могут свободно перемещаться в плоскости xy в пределах диапазонов перемещения ползуна 82b в продольном направлении транспортного средства и ползуна 83b в поперечном направлении транспортного средства. Благодаря вышеописанной конфигурации, установочные штифты 81b автоматически перемещаются в положения, определенные в соответствии с типом кузова B. Поэтому, можно оперативно устанавливать в требуемое положение установочные штифты 81b даже при изменении типа кузова B.
Как показано на фиг. 6, аналогично установочному штифту 81b на задней стороне, установочный штифт 81a на передней стороне размещен на опорной стойке 84а с ползуном 82а в продольном направлении транспортного средства и ползуном 83а в поперечном направлении транспортного средства, размещенными между ними. Конфигурация и работа установочного штифта 81a на передней стороне аналогичны таковым у установочного штифта 81b на задней стороне, и поэтому их подробное описание опущено.
Следует отметить, что установочные штифты 81a и 81b могут быть выполнены с возможностью их перемещения по высоте транспортного средства (в направлении оси z). Кроме того, установочные штифты 81a и 81b могут перемещаться, по меньшей мере, в одном направлении, то есть они не обязательно должны быть подвижны в двух или более направлениях.
Остальная конфигурация является такой же, как и в способе изготовления автомобиля в соответствии с первым вариантом осуществления, и поэтому подробные описания его опущены.
Из раскрытого таким образом изобретения будет очевидно, что варианты осуществления изобретения могут изменяться многими способами. Такие изменения не должны рассматриваться как отступление от сущности и объема изобретения, и все такие модификации, которые будут очевидны для специалиста в данной области техники, предназначены для включения в объем следующей формулы изобретения.
Реферат
Группа изобретений относится к области транспортного машиностроения. Способ изготовления автомобиля содержит этапы, на которых помещают кузов на предварительно собранный комплект подкузовных частей. Устанавливают комплект подкузовных частей на кузове. Пружину приводят в сжатое состояние в комплекте подкузовных частей перед тем, как кузов будет помещен на комплект подкузовных частей. Зажимное удерживающее приспособление для изготовления автомобиля содержит резьбовой вал, коническую верхнюю прижимную пластину и нижнюю прижимную пластину. Резьбовой вал вставлен через пружинное седло, входящее в заднюю подвеску, и пружину, размещенную на пружинном седле. Коническая верхняя прижимная пластина выполнена с возможностью разъемного зацепления с верхним концом резьбового вала. Нижняя прижимная пластина выполнена с возможностью надевания на резьбовой вал с его нижнего конца и прижатия пружинного седла с его нижней стороны. Достигается повышение эффективности изготовления автомобиля. 2 н. и 6 з.п. ф-лы, 7 ил.
Комментарии