Способ изготовления дверного блока - RU2781334C1
Код документа: RU2781334C1
Чертежи

Описание
Изобретение относится к способам изготовления дверных блоков и может быть использовано в отрасли мебельного производства.
В качестве прототипа выбран способ изготовления дверного блока, включающий в себя закрепление дверной коробки, дверного блока на стапеле устройства для изготовления дверного блока в горизонтальном положении стапеля, сборку дверного блока путем закрепления дверного полотна в дверной коробке [US 3923167 A, дата публикации: 02.12.1975 г., МПК: В25Н 1/00, В62В 3/10].
Недостатком прототипа является высокий риск возникновения брака в процессе изготовления дверного блока из-за отсутствия в способе этапа проверки качества собранного дверного блока в рабочем положении, при котором дверной блок расположен вертикально или около-вертикально, а все узлы и детали испытывают нагрузку, создаваемую закрепленным в дверной коробке дверным полотном. Вследствие этого не обеспечивается возможность выявления таких дефектов сборки дверного блока, как нарушение геометрии дверного полотна или дверной коробки, дефекты в креплении петель, функционировании ручек, замков и прочей фурнитуры, а также не обеспечивается возможность дальнейшего устранения этих дефектов, что существенным образом снижает технологичность способа изготовления дверного блока.
Техническая проблема, на решение которой направлено изобретение, заключается в необходимости повышения технологичности способа изготовления дверного блока.
Технический результат, на достижение которого направлено изобретение, заключается в исключении необходимости демонтажа собранного дверного блока со стапеля для его упаковки за счет получения зазора между дверной коробкой дверного блока и стапелем на этапе закрепления дверной коробки и последующего размещения упаковочного материала в этом зазоре, и снижении риска возникновения брака в процессе упаковки дверного блока.
Дополнительный технический результат, на достижение которого направлено изобретение, заключается в упрощении перемещения стапеля в вертикальное положение для проверки качества собранного дверного блока и снижении риска самопроизвольного перемещения стапеля из положения, при котором осуществляется проверка качества собранного дверного блока, в горизонтальное положение.
Дополнительный технический результат, на достижение которого направлено изобретение, заключается в снижении риска повреждения дверного блока после его изготовления.
Сущность изобретения заключается в следующем.
Способ изготовления дверного блока включает в себя закрепление дверной коробки дверного блока на стапеле устройства для изготовления дверного блока в горизонтальном положении стапеля и сборку дверного блока путем закрепления дверного полотна в дверной коробке. В отличие от прототипа, после сборки дверного блока осуществляется проверка качества собранного дверного блока в положении, при котором стапель с закрепленным дверным блоком располагается под углом 80-90°.
Устройство для изготовления дверного блока обеспечивает реализацию способа изготовления дверного блока и содержит стол и стапель, соединенные между собой шарнирным узлом и узлом регулировки наклона стапеля.
Стол обеспечивает размещение на нем стапеля, закрепленного на нем посредством шарнирного узла и узла регулировки наклона стапеля, обеспечивающими возможность проверки качества собранного дверного блока в положении, при котором стапель с закрепленным дверным блоком располагается под углом 80-90°.
Шарнирный узел содержит кронштейн, стержень и опорный подшипник. Кронштейн обеспечивает крепление стержня к столу и закреплен на ножках. Стержень выступает в качестве внутреннего вала опорного подшипника и обеспечивает соединение кронштейна с опорным подшипником. Стержень может быть закреплен на кронштейне посредством любых видов разъемных и неразъемных соединений. Опорный подшипник закреплен в центральной части стапеля и обеспечивает вращение стапеля относительно стержня, закрепленного на кронштейне, при этом стапель с опорным подшипником образуют равноплечий рычаг, что обеспечивает возможность перемещения стапеля в наклонное положение. Опорный подшипник может быть закреплен на стапеле посредством любых элементов разъемного и неразъемного соединения. Ось стержня при этом выступает в качестве оси шарнирного узла.
Шарнирный узел может быть смещен на стапеле таким образом, что они образуют разноплечий рычаг, при этом длина одного плеча меньше или равна высоте стола, что позволяет осуществлять наклон стапеля до полностью вертикального положения, в котором он расположен под углом 88-90°.
Узел регулировки угла наклона стапеля обеспечивает фиксацию положения стапеля относительно стола и содержит зажимной механизм и направляющую пластину. Зажимной механизм обеспечивает фиксацию положения направляющей пластины и может быть представлен в виде соосных соединенных между собой подвижной и неподвижной частей. Направляющая пластина закреплена на стапеле. Направляющая пластина для регулировки угла наклона стапеля может иметь продолговатое отверстие для установки в него подвижной части зажимного механизма. Зажимной механизм может содержать ручку для упрощения процесса ослабления или затягивания зажимного механизма посредством вращения его подвижной части. При ослаблении зажимного механизма его подвижная часть свободно скользит внутри продолговатого отверстия направляющей так, что она может быть зафиксирована в любом положении, посредством затягивания зажимного механизма. Ось зажимного механизма при этом выступает в качестве оси узла регулировки наклона стапеля.
Шарнирный узел и узел регулировки угла наклона стапеля имеют такое взаимное расположение, при котором ось шарнирного узла и ось узла регулировки угла наклона стапеля смещены друг относительно друга и параллельны друг другу. Это позволяет зафиксировать стапель с закрепленным на нем дверным блоком в положении, при котором углом наклона стапеля к горизонтали составляет от 80 до 90° и обеспечить возможность проверки качества собранного дверного блока. Однако наиболее предпочтительным положением стапеля для осуществления проверки качества собранного дверного блока является положение, при котором угол наклона стапеля к горизонтали составляет от 88 до 90°, что позволяет повысить эффективность проверки качества собранного дверного блока, за счет принятия дверным блоком рабочего положения, в котором он может быть установлен в дверной проем и введен в эксплуатацию.
Стол содержит ножки, а также может содержать полку для размещения на ней вспомогательного оборудования для работы с дверным блоком. В ножках могут быть выполнены отверстия для размещения в них элементов шарнирного узла и/или узла регулировки наклона стапеля.
Стапель обеспечивает размещение и фиксацию на нем дверной коробки для осуществления этапа сборки дверного блока. Стапель состоит из рамы, на которой закреплены опоры.
Рама содержит элементы для фиксации положения дверного блока, элементы для размещения на раме пары опор и элементы для фиксации положения каждой из опор относительно центра рамы. Рама может быть выполнена из поперечин, соединенных между собой посредством любых видов разъемных и неразъемных соединений. Элементы для фиксации положения дверного блока, могут быть представлены подвижными и неподвижными упорами, зажимами или направляющими. Элементы для размещения на раме пары опор могут быть представлены направляющими, гладкими, резьбовыми или телескопическими стержнями. Элементы для фиксации положения каждой из опор относительно центра рамы могут быть представлены резьбовыми и нерезьбовыми втулками или гайками, установленными на стержень, а также пружинными или уплотнительными стопорными устройствами, размещенными внутри направляющих.
Также рама может содержать противовес, упрощающий перемещение стапеля в вертикальное положение для проверки качества собранного дверного блока и снижающий риск самопроизвольного перемещения стапеля из положения, при котором осуществляется проверка качества собранного дверного блока, в горизонтальное положение.
Противовес может быть установлен в той части рамы, где расположены элементы для фиксации положения дверного блока. Противовес может быть закреплен на раме с возможностью его перемещения вдоль плоскости рамы. Такое закрепление противовеса может обеспечиваться, например, за счет фиксирующих болтов и пары продолговатых отверстий, выполненных в противовесе, или за счет направляющих, выполненных в поперечинах рамы и выступов на корпусе противовеса.
Опоры обеспечивают фиксацию положения дверного блока. Каждая из опор может быть выполнена в виде пластины, содержащей планку и пару резьбовых зажимов, обеспечивающих фиксацию положения дверного блока, посредством затягивания резьбовых зажимов и прижатия его к планкам опор. Для размещения опор на стапеле пластина каждой из опор может иметь пару отверстий круглой, овальной, продолговатой или любой другой формы, ответной форме стержней, которые могут выступать в качестве элементов для размещения на раме опор. При этом отверстия могут быть размещены на одном уровне.
Также для регулировки положения опор в зависимости от высоты дверного блока и необходимой величины зазора между дверным блоком и рамой стапеля, каждая из опор может иметь средство регулировки зазора между плоскостью опор и плоскостью рамы, которое может быть представлено несколькими парами отверстий, расположенными на разных уровнях, что позволяет осуществить этап упаковки собранного дверного блока после проверки его качества, снизить риск возникновения брака в процессе изготовления дверного блока и повысить технологичность его изготовления. На этом этапе в зазоре между дверным блоком и рамой стапеля размещается упаковочный материал для формирования защитного короба для хранения и транспортировки дверного блока. Таким образом не возникает необходимости в транспортировке собранного дверного блока на другой верстак, манипулятор или технологическую линию для его упаковки, позволяя завершить цикл изготовления дверного блока.
Изобретение может быть выполнено из известных материалов с помощью известных средств, что свидетельствует о его соответствии критерию патентоспособности «промышленная применимость».
Изобретение характеризуется ранее неизвестной из уровня техники совокупностью существенных признаков, отличающейся тем, что после сборки дверного блока осуществляется проверка качества собранного дверного блока в положении, при котором стапель с закрепленным дверным блоком располагается под углом 80-90°, что позволяет выявить дефекты, возникшие в процессе сборки дверного блока, и обеспечивает возможность своевременного их устранения, что существенным образом снижает риск того, что дверь, имеющая искаженную геометрию дверной коробки или дверного полотна, или имеющая дефекты в креплении петель, функционировании ручек, замков и другой фурнитуры, будет допущена к работе с ней на последующих технологических этапах.
Благодаря этому обеспечивается достижение технического результата, заключающегося в исключении необходимости демонтажа собранного дверного блока со стапеля для его упаковки за счет получения зазора между дверной коробкой дверного блока и стапелем на этапе закрепления дверной коробки и последующего размещения упаковочного материала в этом зазоре, и снижении риска возникновения брака в процессе упаковки дверного блока, тем самым повышается технологичность способа изготовления дверного блока.
Изобретение обладает ранее неизвестной из уровня техники совокупностью существенных признаков, что свидетельствует о его соответствии критерию патентоспособности «новизна».
Из уровня техники известен способ изготовления дверного блока, в котором осуществляется закрепление дверной коробки дверного блока на стапеле устройства для изготовления дверного блока в горизонтальном положении стапеля и сборка дверного блока путем закрепления дверного полотна в дверной коробке. Однако из уровня техники не известен способ изготовления дверного блока, в котором осуществляется проверка качества собранного дверного блока в положении, при котором стапель с закрепленным дверным блоком располагается под углом 80-90°, а также неизвестно влияние от введения данного этапа в способ изготовления дверного блока на технический результат, заключающийся в снижении риска возникновения брака в процессе изготовления дверного блока.
Ввиду этого изобретение соответствует критерию патентоспособности «изобретательский уровень».
Изобретение поясняется следующими фигурами.
Фиг. 1 - Устройство для изготовления дверного блока, стапель имеет горизонтальное положение, изометрия.
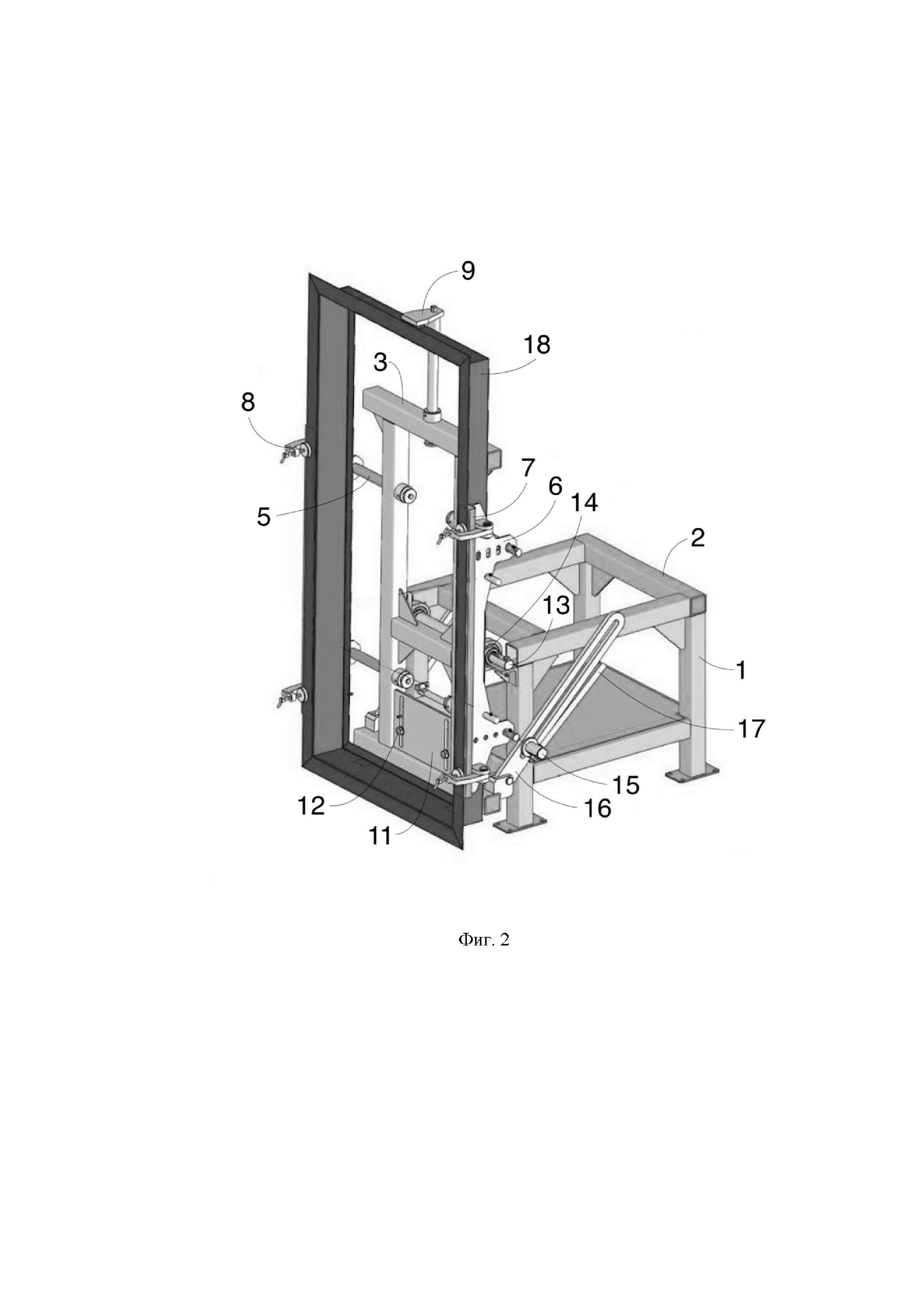
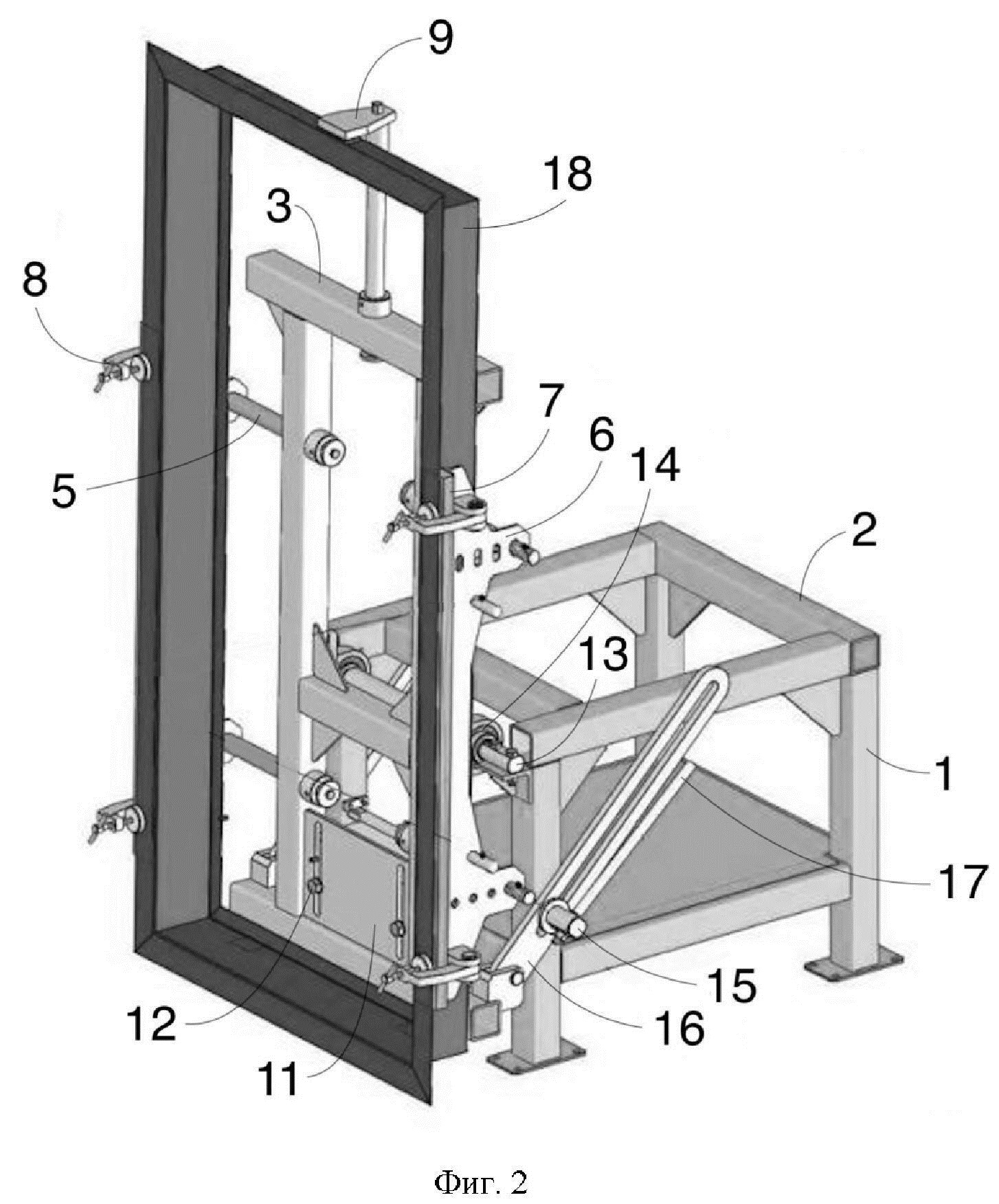
Фиг. 2 - Устройство для изготовления дверного блока с закрепленной на стапеле дверной коробкой, рама стапеля расположена под углом 88-90° к горизонтали, изометрия.
Для иллюстрации возможности реализации и более полного понимания сути изобретения ниже представлен вариант его осуществления, который может быть любым образом изменен или дополнен, при этом настоящее изобретение ни в коем случае не ограничивается представленным вариантом.
Устройство для изготовления дверного блока состоит из стола и стапеля соединенных между собой шарнирным узлом и узлом регулировки наклона стапеля.
Стол содержит ножки 1 и поперечины 2, скрепленные посредством сварки.
Стапель содержит раму 3, на которой посредством фиксирующих штырей 4 с резьбовыми втулками 5 и групп цилиндрических и продолговатых отверстий закреплена пара опор 6. Каждая из опор 6 содержит планку 7 и пару резьбовых зажимов 8, закрепленных шарнирами. Рама 3 содержит прижимную телескопическую штангу 9 и упоры 10 для размещения на них дверного порога. Также рама 3 содержит противовес 11 из листового металла, размещенный в части рамы, содержащей упоры 10. Противовес 11 имеет продолговатые отверстия закреплен на раме при помощи фиксирующих болтов 12, проходящих через продолговатые отверстия.
Шарнирный узел состоит из кронштейна, стержня 13 и опорного подшипника 14. Кронштейн закреплен на ножках 1, а опорный подшипник 14 закреплен на раме 3. При этом кронштейн соединен с опорным подшипником 14 посредством стержня 13.
Узел регулировки наклона стапеля состоит из зажимного механизма 15 и направляющей пластины 16, имеющей продолговатое отверстие. Зажимной механизм 15 состоит из соосных подвижной и неподвижной частей, установленных в отверстиях ножек 1 и соединенных между собой при помощи резьбы. Подвижная часть при этом установлена в продолговатое отверстие направляющей пластины 16 и содержит ручку 17. Направляющая пластина 16 подвижно закреплена на части рамы 3, содержащей упоры 10.
Шарнирный узел и узел регулировки наклона стапеля взаимно расположены таким образом, что ось стержня 13 шарнирного узла и ось зажимного механизма 15 смещены друг относительно друга и параллельны друг другу.
Способ изготовления дверного блока реализуется рядом основных этапов, которые включают в себя: этап подготовки устройства для изготовления дверного блока, этап закрепления дверной коробки дверного блока на стапеле, этап сборки дверного блока, этап проверки качества собранного дверного блока и этап упаковки дверного блока.
Этап подготовки устройства для изготовления дверного блока реализуется следующим образом.
Опоры 6 устанавливаются в рабочее положение посредством размещения фиксирующих штырей 4 в цилиндрическом и продолговатом отверстиях опор, расположенных на одном уровне. В зависимости от высоты дверной коробки и необходимой величины зазора между дверной коробкой 18 и рамой 3, выбираются соответствующие по высоте цилиндрическое и продолговатое отверстия опор 6 для размещения в них фиксирующих штырей 4. Расстояние между опорами 6 фиксируется при помощи резьбовых втулок 5, установленных на фиксирующие штыри 4. Прижимная телескопическая штанга 9 выдвигается на максимальное расстояние. Перемещение противовеса 11 в направлении к упорам 10 осуществляется за счет ослабления фиксирующих болтов 12 и скольжения их внутри продолговатых отверстий. Положение противовеса фиксируют за счет затягивания фиксирующих болтов 12.
Этап закрепления дверной коробки дверного блока на стапеле реализуется следующим образом.
Дверная коробка 18 размещается на раме 3 стапеля таким образом, что наличники размещены на планках 7 опор, а дверной порог прижат к упорам 10. Прижимная телескопическая штанга 9 придвигается к дверной коробке 18. Наличники дверной коробки прижимаются к планкам 7 резьбовыми зажимами 8. Таким образом фиксируется положение дверной коробки 18 относительно стапеля, при этом между дверной коробкой 18 и рамой 3 имеется зазор.
Этап сборки дверного блока реализуется следующим образом.
В горизонтальном положении стапеля относительно стола дверное полотно (не показано на фигурах) крепится к дверной коробке 18 при помощи петель (не показаны на фигурах). К дверному полотну крепится ручка, и другая фурнитура (не показаны на фигурах).
Этап проверки качества собранного дверного блока реализуется следующим образом.
После сборки дверного блока зажимной механизм 15 ослабляют за счет вращения ручки 17. Посредством вращения подшипников 14 относительно стержня 13 и скольжения подвижной части зажимного механизма внутри продолговатого отверстия направляющей пластины 16, стапель переводят в положение, при котором рама 3 расположена под углом 88-90°. Фиксация угла наклона стапеля осуществляется за счет вращения ручки 17 и затягивания таким образом зажимного механизма 15. Фиксация стапеля под углом 88-90° к горизонтали обеспечивается за счет того, что ось стержня 13 шарнирного узла и ось зажимного механизма 15 смещены друг относительно друга и параллельны друг другу.
При фиксации вертикального положения стапеля дверной блок расположен под углом 88-90° к горизонтали. В таком положении дверного блока производится проверка работоспособности элементов фурнитуры двери, а также проверка ее корректного открывания и закрывания. При выявлении дефектов сборки, с дверным блоком производятся работы по их устранению.
Этап упаковки дверного блока реализуется следующим образом.
После успешного прохождения проверки или устранения дефектов сборки дверного блока, стапель переводится в горизонтальное положение. Зажимной механизм 15 ослабляется, подшипники 14 вращают в обратную сторону относительно стержня 13, при этом направляющая пластина 16 перемещается относительно подвижной части зажимного механизма 15 и стапель переводится в горизонтальное положение, которое затем фиксируется зажимным механизмом 15.
В горизонтальном положении стапеля резьбовые зажимы 8 ослабляются, прижимная телескопическая штанга 9 выдвигается на максимальное расстояние, а наличники свободно опираются на планки 7.
Упаковку дверного блока производят посредством размещения плоского гофрированного картонного материала (не показан на фигурах) в зазоре между дверным блоком и рамой 3, после чего гофрированный картонный материал сгибают, формируя таким образом короб для хранения и транспортировки дверного блока.
Таким образом, обеспечивается достижение технического результата, заключающегося в исключении необходимости демонтажа собранного дверного блока со стапеля для его упаковки за счет получения зазора между дверной коробкой дверного блока и стапелем на этапе закрепления дверной коробки и последующего размещения упаковочного материала в этом зазоре и снижении риска возникновения брака в процессе упаковки дверного блока, тем самым повышается технологичность способа изготовления дверного блока.
Реферат
Изобретение относится к способам изготовления дверных блоков и может быть использовано в отрасли мебельного производства. Способ изготовления дверного блока включает в себя закрепление дверной коробки дверного блока на стапеле устройства для изготовления дверного блока в горизонтальном положении стапеля. Осуществляют сборку дверного блока путем закрепления дверного полотна в дверной коробке и проверку качества собранного дверного блока в положении, при котором стапель с закрепленным дверным блоком располагается под углом 80-90°. Технический результат, на достижение которого направлено изобретение, заключается в исключении необходимости демонтажа собранного дверного блока со стапеля для его упаковки за счет получения зазора между дверной коробкой дверного блока и стапелем на этапе закрепления дверной коробки и последующего размещения упаковочного материала в этом зазоре и снижении риска возникновения брака в процессе упаковки дверного блока. 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Переносной стол-верстак
Комментарии