Способ получения формованного изделия из пенополиуретана - RU2403270C2
Код документа: RU2403270C2
Чертежи
Описание
Данное изобретение относится к способу получения изделия из пенополиуретана, имеющего как часть высокой плотности, так и вспененное ядро (сердцевинную часть) низкой плотности, за один рабочий цикл непрерывного формования (за одну стадию).
Формованное изделие из пенополиуретана, имеющее наружный слой высокой плотности (далее называемый как "наружный слой") имеет очень хорошие эксплуатационные поверхностные характеристики, за исключением случаев, когда изделие имеет наружный слой из другого материала, например, применение изделия как материал для матрасов и подушек. Также гибкий и полужесткий пенополиуретан обычно используют в производстве мебели, внутренних деталей автомобиля, таких как подлокотники, рулевое колесо и шарообразная ручка рычага переключения передач, подошв для обуви и спортивных товаров. Жесткий пенополиуретан применяется во многих областях, например, в производстве изделий, имитирующих древесину и как материалы конструкционного назначения.
Такие изделия, как рулевое колесо автомобиля и подошва обуви, которые должны обладать высокой износостойкостью, обычно получают из формованной детали, которая покрыта поверхностным слоем (или снизу в случае обуви), с внутренней частью (ядром), желательно, имеющей пониженную плотность для лучшего ощущения на ощупь.
Велосипедные седла также обычно покрываются поверхностным слоем, поскольку необходима высокая прочность поверхности, с которой соприкасается велосипедист, а часть, где седло монтируется на велосипед, имеет сердцевинный слой из материала, желательно, с пониженной плотностью и мягкостью для лучшего комфорта при езде. Для получения окрашенной поверхности с более эстетичным внешним видом наружный слой должен иметь высокую плотность.
В случае материала конструкционного назначения из жесткого пенополиуретана также известно получение поверхностного слоя с целью придания окрашенной поверхности формованного изделия лучшего внешнего вида, в то время как в целях снижения веса формованное изделие должно иметь сердцевинный участок из пеноматериала низкой плотности.
Формованное изделие из пенополиуретана имеет более высокую коммерческую стоимость и находит более широкий диапазон применения, если наружный слой и/или участок высокой плотности сформирован на требуемом при использовании участке поверхности, а сердцевинная часть выполнена из пеноматериала, имеющего пониженную плотность и пониженную жесткость, в соответствии с требуемыми характеристиками изделия.
В качестве вспенивателя для вспенивания полиуретановой смолы использовали воду и так называемую низкокипящую летучую жидкость, такую как фторированный углеводород. Однако очень трудно создать наружный слой на поверхности формованного изделия из пенополиуретана при использовании воды, которая является наиболее часто используемым порообразователем. Поэтому использовали так называемую низкокипящую жидкость, такую как фторированный углеводород, при получении формованного изделия из пенополиуретана, которое имеет наружный слой.
В настоящее время известны различные технологии формования и аппаратура для формования изделия из пенополиуретана, при которых используют три или более типа компонентов для получения полиуретана, в том числе вспениватель на основе низкокипящей жидкости, которые дозируют и смешивают; при этом установка для литьевого формования сконструирована таким образом, что исходные материалы, в состав которых входит вспениватель на основе низкокипящей жидкости, дозируют в заданном соотношении, смешивают и непрерывно загружают. В результате, соотношение поверхностного слоя и вспененной сердцевины формованного изделия остается практически постоянным, при этом наружный слой может покрывать всю поверхность формованного изделия. Однако невозможно создать наружный слой на требуемых участках формованного изделия, а также изменить жесткость этих участков или же изменить плотность самого формованного изделия.
В качестве вспенивателя, вместо фторсодержащего углеводорода, может быть использован диоксид углерода. И недавно был разработан способ вспенивания с использованием диоксида углерода, в котором формованное изделие из пенополиуретана получают из жидкого сырья для образования полиуретана с предварительно введенным в него диоксидом углерода. Однако добавление диоксида углерода к полиольному компоненту приводит к замедлению реакции и не обеспечивает выход пенополиуретанового формованного изделия, удовлетворяющего техническим требованиям. В случае, когда диоксид углерода добавляют в изоцианат, и вследствие того, что количество диоксида углерода, растворенного в изоцианате, остается постоянным, то невозможно сформировать наружный слой на требуемых участках поверхности формованного изделия, а также изменить жесткость этих участков или же изменить плотность самого формованного изделия.
Так, например, предлагалось вводить диоксид углерода в качестве третьего компонента дозирующим насосом непосредственно в смесительную головку вспенивающей машины, и поэтому была разработана установка для литьевого формования, содержащая устройство для вспенивания. Технология формования, где использует такую установку, однако, также предназначена для получения формованного изделия однородной плотности. По существу, она предназначена для подачи исходных материалов, содержащих диоксид углерода в постоянном соотношении при смешивании от начала до окончания загрузки в смесительную головку жидких исходных компонентов, образующих полиуретан. В результате этого, невозможно создать селективно наружный слой на тех участках формованного изделия, где он действительно необходим, а также изменить жесткость этих участков или же изменить плотность самого формованного изделия.
Способ получения пенополиуретанового формованного изделия с использованием машины для вспенивания полиуретана описывается в материалах Polyurethane World Congress-97, стр.185, в соответствии с которым компоненты, необходимые для вспенивания, такие как изоцианат, полиол, катализатор, сшивающий агент и низкокипящая жидкость, такая как фторированный углеводород, вводят, по отдельности, дозирующими насосами из соответствующих расходных емкостей в смесительную головку.
В японской заявке на патент JP-A-11-293027 раскрывается способ получения пенополиуретана низкой плотности путем подачи полиола, который насыщен предварительно растворенным в нем диоксидом углерода, в качестве вспенивателя, полиизоцианатного компонента и полиольного компонента, по отдельности, в смесительную головку.
В японской заявке на патент JP-A-2003-334828 раскрывается способ получения пенополиуретана низкой плотности с повышенной эффективностью улавливания оксида углерода путем введения диоксида углерода газа в жидкую смесь для образования полиуретана, содержащую полиизоцианатный компонент и полиольный компонент в смесительной головке.
В соответствии со способом, описанным в материалах Polyurethane World Congress - 97, стр.185, для получения формованного изделия, имеющего равномерную плотность и жесткость, машина для вспенивания сконструирована таким образом, что обеспечивается загрузка компонентов, необходимых для вспенивания, в заданных количествах и непрерывная подача исходных веществ постоянного состава. В результате, хотя и получают стабильное пенополиуретановое формованное изделие, имеющее, по существу, постоянные соотношения поверхностного слоя и сердцевинной части из пеноматериала, невозможно получить за одну стадию формованное изделие из пенополиуретана, имеющее наружный слой и участки высокой плотности селективно в тех частях формованного изделия, которые действительно требуют наличия поверхностного слоя и участков высокой плотности за счет изменения соотношений поверхностного слоя и вспененной сердцевины.
В способе, описанном в опубликованной, не прошедшей экспертизу японской заявке на выдачу патента (Kokai) No. 11-293027, хотя плотность (степень вспенивания) пенополиуретанового формованного изделия может быть стабилизирована за счет того, что полиольный компонент, насыщенный растворенным в нем диоксидом углерода, используется в качестве вспенивателя, однако невозможно получить за одну стадию формованное изделие из пенополиуретана, которое имело бы наружный слой или участки высокой плотности селективно в тех частях формованного изделия, где действительно требуется их наличие, посредством изменения соотношения поверхностного слоя и вспененной сердцевины.
В соответствии со способом, описанным в японской заявке на патент JP-А-2003-334828, хотя может быть получен стабильный пенополиуретан с низкой плотностью, поскольку постоянное количество диоксида углерода непрерывно поступает с момента его введения в жидкое полиуретанобразующее сырье в качестве вспенивателя, невозможно получать в одну стадию пенополиуретановое формованное изделие, которое имеет наружный слой или части высокой плотности селективно там, где действительно требуется их наличие, посредством изменения соотношения поверхностного слоя и вспененной сердцевины.
Таким образом, хотя общепринятые способы с использованием вспенивателя позволяют на одной стадии получить формованное пенополиуретановое изделие с однородной плотностью, до настоящего времени не существовало способов, которые позволяют получить на одной стадии формованное изделие, которое имеет наружный слой или части с высокой плотностью селективно в тех частях формованного изделия, где действительно требуется их наличие, посредством изменения соотношения поверхностного слоя и вспененной сердцевины.
Согласно настоящему изобретению предлагается способ получения за одну стадию формованного изделия из пенополиуретана, имеющего наружный слой и части высокой плотности селективно на тех частях поверхности, где действительно требуется их наличие, причем соотношения поверхностного слоя и части с высокой плотностью и вспененной сердцевины в изделии могут варьироваться в широком диапазоне.
Настоящее изобретение иллюстрируется без ограничения его объема представленными чертежами, где:
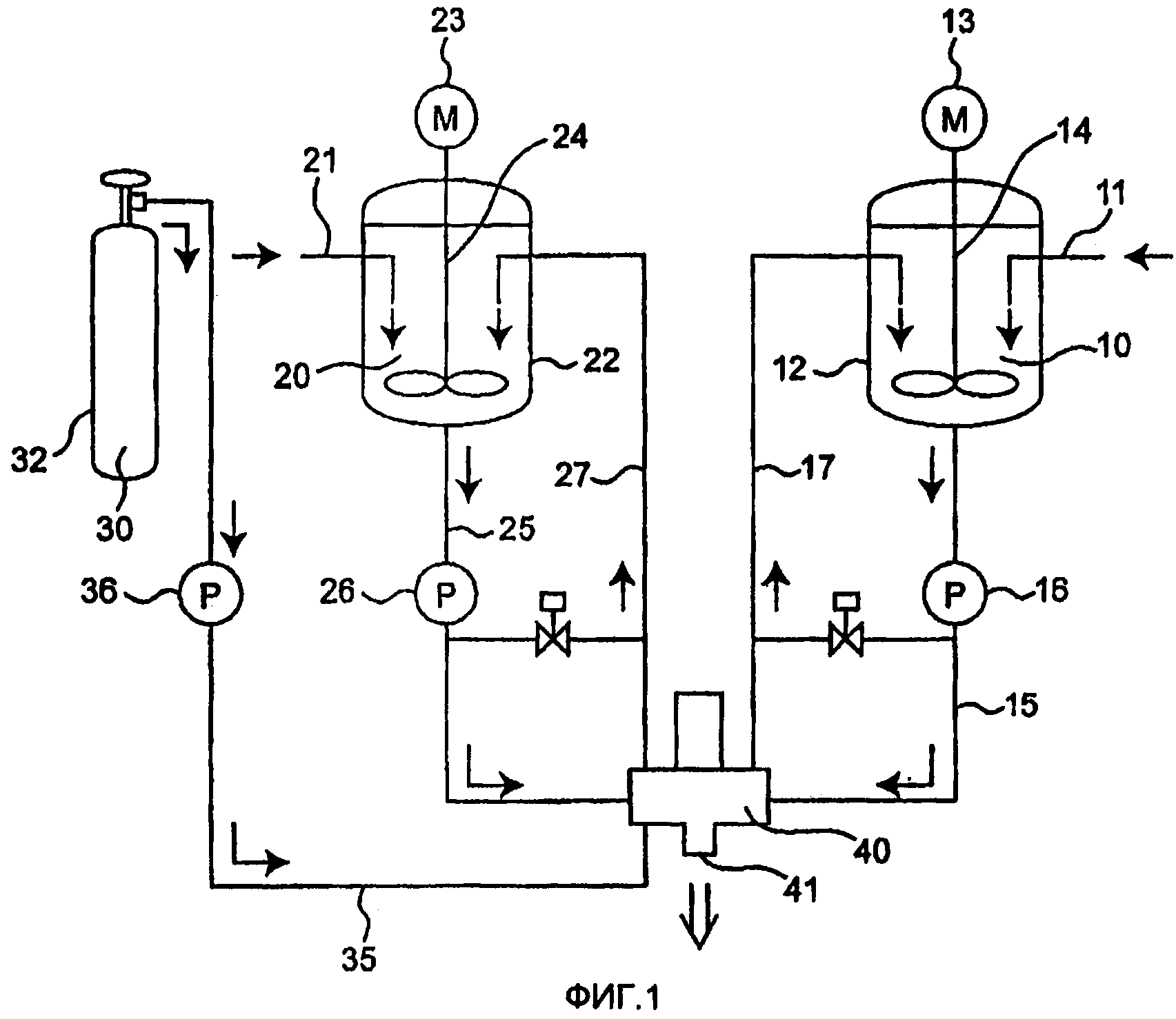
на фиг.1 показана схематически установка, используемая в соответствии с настоящим изобретением; и
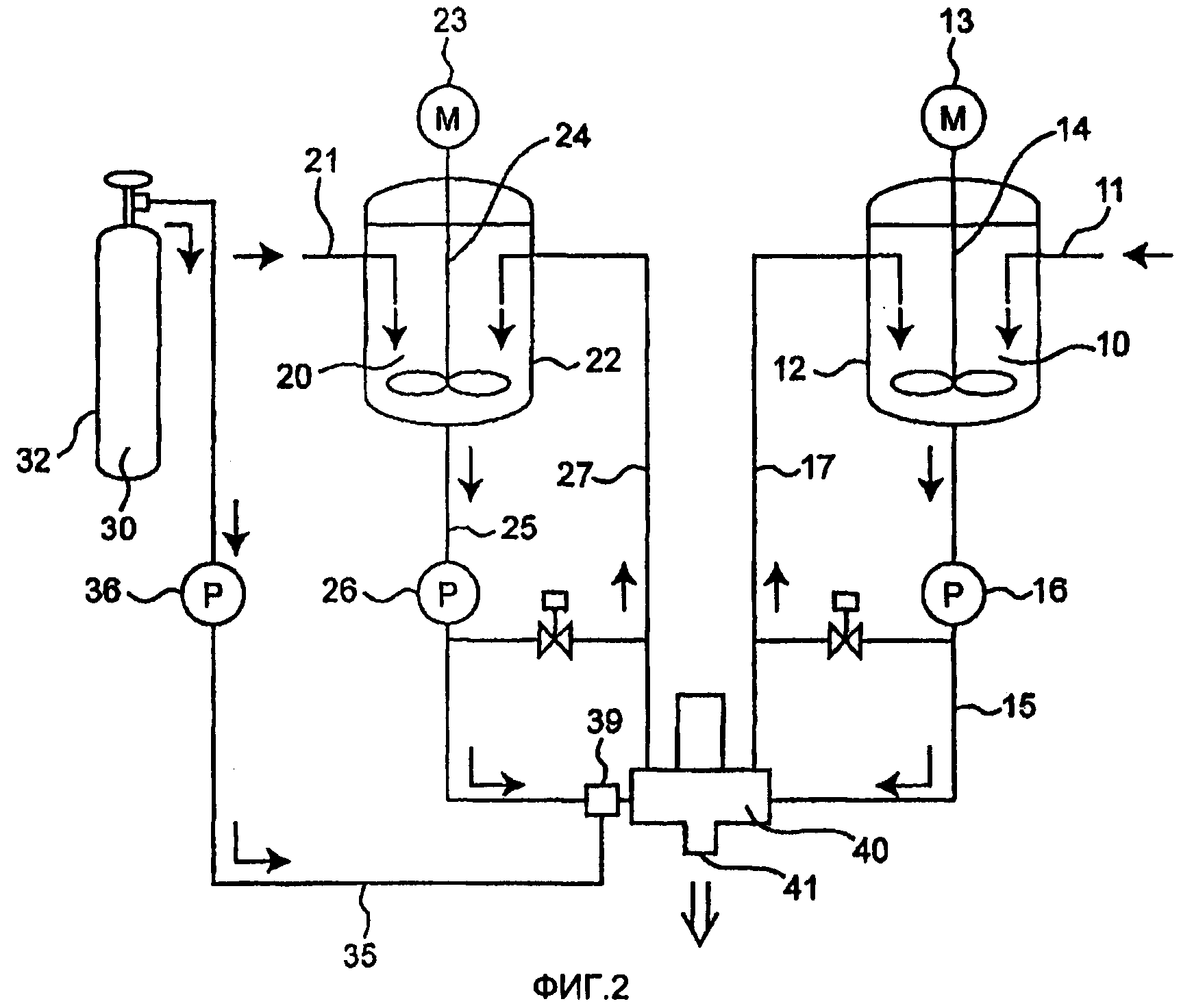
на фиг.2 показан схематически другой вариант установки, используемой в соответствии с настоящим изобретением.
Настоящее изобретение описано ниже подробно только для иллюстрации изобретения, но не ограничивая его объем. За исключением рабочих примеров, или особо оговоренных случаев, все числа, выражающие количества, проценты, числа ОН, функциональности и так далее в данном описании должны пониматься как модифицированные во всех случаях термином "около". Эквивалентные массы и молекулярные массы, приводимые здесь в Дальтонах (Да), означают, соответственно, среднечисловые эквивалентные массы и среднечисловые молекулярные массы, если не указано иное.
Согласно настоящему изобретению предлагается усовершенствованный способ получения формованного изделия из пенополиуретана с использованием исходных полиизоцианата, полиольной смеси, содержащей полиол, катализатор и сшивающий агент, и вспенивателя. Усовершенствование способа заключается в том, что при непрерывном введении в пресс-форму полиизоцианата, полиольной смеси и вспенивателя с использованием машины для формования литьем под давлением, в которой предусмотрена подача по отдельности полиизоцианата, полиольной смеси и вспенивателя, начало введения вспенивателя осуществляется с заданной временной задержкой после начала введения полиизоцианатного компонента и полиольной смеси.
Настоящее изобретение позволяет изготовить за одну стадию (за одну операцию формования при непрерывной подаче сырья) формованное пенополиуретановое изделие, имеющее наружный слой или часть с высокой плотностью и часть с низкой плотностью селективно на частях формованного изделия, где действительно требуется их наличие, при произвольном изменении соотношения поверхностного слоя и/или части с высокой плотностью и вспененной сердцевины. Кроме того, поскольку наружный слой или часть с высокой плотностью формируются селективно на требуемом действительно участке формованного изделия, то плотность формованного изделия может снижаться при сохранении эксплуатационных качеств, аналогичных таковым по известному уровню техники.
В соответствии с настоящим изобретением можно использовать машину для вспенивания полиуретановой смолы, оснащенную емкостями, которые содержат компоненты, необходимые для получения и формования полиуретановой смолы, например, полиизоцианатный компонент и полиольный компонент и, в случае необходимости, вспениватель, дозировочными насосами, которые закачивают и дозируют в заданных соотношениях исходные компоненты, и смесительной головкой для смешивания компонентов.
В соответствии с настоящим изобретением, в машине для литьевого формования пенополиуретановой пены может быть использовано различное оборудование для вспенивания полиуретана, такое как машина для вспенивания при низком давлении, в которой полиизоцианатный компонент и полиольный компонент под давлением от 0,1 до 5 МПа, предпочтительно около 2 МПа, дозируют, подают в смесительную головку (реакционно-смесительный аппарат, где происходит смешение компонентов и введение полученной смеси в форму) и перемешивают мешалкой в смесительной головке; и может быть использована машина для вспенивания полиуретана при высоком давлении, в которой осуществляют смешивание исходных компонентов методом соударения при высоком давлении 10 МПа или выше, предпочтительно в диапазоне от 12 до 25 МПа в смесительной головке. Машина высокого давления для вспенивания полиуретана имеет особенное предпочтение.
Таким образом, способ по настоящему изобретению может найти применение для получения формованного изделия из уретановой пены с использованием пресс-формы и такого изделия из уретановой пены, как пластина, без использования пресс-формы.
Необходимо, однако, чтобы вспенивающая машина, используемая в соответствии с настоящим изобретение, содержала, по меньшей мере, одну емкость с порообразователем, кроме емкостей, которые содержат полиизоцианатный компонент и полиольный компонент, а также отдельный насос, который дозирует и подает вспениватель в смесительную головку.
Вспениватель может быть введен в смесительную головку непосредственно или одновременно с полиольной смесью после того, как она поступит в подающий трубопровод, расположенный перед смесительной головкой, где происходит их смешивание.
Необходимо также наличие переключающего клапана (обычно гидравлического или пневматического действия с электрическим управлением, обеспечиваемым таймером), который может регулировать начало и остановку подачи вспенивателя в смесительную головку, вводимого отдельно от полиизоцианатного компонента и полиольного компонента, и задавать время переключения режима с точностью 0,1 секунды, предпочтительно 0,01 секунды. Для этой цели предпочтительно использовать таймер, который может регулировать вышеописанную функцию.
Подходящей установкой для формования в соответствии с настоящим изобретением можно служить модифицированная формовочная установка с вспениванием полиуретана, производимая фирмой Canon Inc., снабженная блоком CANNOXIDE (который в данном случае подает жидкий диоксид углерода отдельно в смесительную головку), и которая имеют переключающий клапан и таймер для регулирования подачи вспенивателя из блока CANNOXIDE в смесительную головку с заданным режимом переключения (задержка начала подачи и более раннее прекращение подачи вспенивателя) с точностью 0,01 секунды. В частности, осуществляется задержка времени подачи вспенивателя после подачи полиизоцианатного компонента и полиольной смеси, что позволяет загружать полиизоцианатный компонент и полиольную смесь после того, как закончится подача вспенивателя.
В соответствии с РЛФ-технологией (реакционное литьевое формование), где жидкую смесь для получения полиуретана вводят через впускной литник в пресс-форму закрытого типа, смесь полиизоцианатного компонента и полиольной смеси (далее указывается как "первая жидкая реакционная смесь") поступает первой в пресс-форму, остается вблизи впускного литника и уплотняется под давлением вводимого затем и заполняющего весь объем пресс-формы потока смеси полиизоцианата и полиольной смеси, содержащей вспениватель (далее указывается как "вторая жидкая реакционная смесь"), и под давлением, возникающим в результате взаимодействия реагентов в процессе вспенивания.
Вследствие того что масса первой жидкой реакционной смеси встречает препятствие для ее перемещения на поверхности, которая соприкасается с поверхностью пресс-формы, вторая жидкая реакционная смесь течет через центральную часть внутреннего пространства пресс-формы вследствие туннельного эффекта в соответствии с кинетикой течения жидкостей, в то время как масса первой жидкой реакционной смеси, которая не контактирует с поверхностью пресс-формы, также движется, чтобы заполнить внутреннее пространство до контакта с поверхностью пресс-формы. Первая жидкая реакционная смесь, которая входит в соприкосновение с поверхностью пресс-формы, формирует наружный слой на поверхности формованного изделия. Вторая жидкая реакционная смесь, которую вводят позднее, вспенивается, поскольку она содержит основную часть вспенивателя, так, что формируется вспененная сердцевина, имеющая меньшую плотность, чем плотность поверхностного слоя, сформированного из первой жидкой реакционной смеси.
Требуемого соотношения и толщины поверхностного слоя, образуемого на формованном изделии можно достигнуть регулированием количества первой жидкой реакционной смеси, которую подают перед введением вспенивателя, при этом большая часть поверхностного слоя формируется на требуемых участках большей толщины по мере увеличения количества вводимой первой жидкой реакционной смеси.
Количество первой жидкой реакционной смеси, подаваемое в пресс-форму перед введением вспенивателя, составляет предпочтительно, по меньшей мере, 10 мас.%, более предпочтительно от 10 до 50 мас.% в расчете на общее количество первой жидкой реакционной смеси и второй жидкой реакционной смеси, введенных в пресс-форму.
Временной интервал от начала закачки первой жидкой реакционной смеси до начала закачки вспенивателя составляет предпочтительно не менее 0,1 сек, более предпочтительно от 0,15 сек до 3,0 сек. Если этот промежуток времени превышает указанные пределы, то становится легче сформировать наружный слой на требуемых участках формуемого изделия.
Можно также вводить первую жидкую реакционную смесь в пресс-форму после окончания введения в пресс-форму второй жидкой реакционной смеси, в результате чего первая жидкая реакционная смесь остается в пространстве, прилегающем к впускному литнику и около него. В результате в этой зоне может быть сформирован участок высокой плотности с меньшим размером ячеек. Таким образом, когда отсекается центральный литник, вспененная сердцевина с ячейками больших размеров не появляется на поверхности среза, что обеспечивает решение технологических проблем, таких как дефекты окрашивания и низкая теплостойкость.
Соотношение поверхностного слоя, образуемого в зоне высокой плотности во впускном литнике и около него, а также части высокой плотности и вспененной сердцевины определяется в соответствии с количеством первой жидкой реакционной смеси, вводимой в пресс-форму после завершения ввода второй жидкой реакционной смеси в пресс-форму.
Количество первой жидкой реакционной смеси, вводимое в пресс-форму после окончания ввода в пресс-форму второй жидкой реакционной смеси, составляет, по крайней мере, 1,0 мас.%, например, пределах от 1,0 до 5,0 мас.%, в расчете на общее количество первой жидкой реакционной смеси и второй жидкой реакционной смеси, подаваемых в пресс- форму.
Необходимо также регулировать скорость потока (скорость подачи в смесительную головку) второй жидкой реакционной смеси, содержащей полиизоцианатный компонент, полиольную смесь и вспениватель. Если скорость потока слишком высока, то первая жидкая реакционная смесь, которая была уже введена в пресс-форму, будет смыта давлением потока второй жидкой реакционной смеси, которая вводится позднее. Скорость потока при введении полиизоцианатного компонента и полиольной смеси, когда они уже перемешаны, составляет предпочтительно 800 г/сек или менее, более предпочтительно в пределах от 50 до 800 г/сек, хотя скорость подачи зависит от размера формованного изделия.
Необходимо также регулировать общую продолжительность введения реагентов в пресс-форму, которая предпочтительно составляет до 1,0 сек или более, предпочтительнее от 1,2 до 10 сек, более предпочтительно от 1,5 до 10 сек. В случае когда общая продолжительность введения реагентов в пресс-форму составляет 1,5 сек или более, обеспечивается возможность приостановить подачу реагентов перед началом введения вспенивателя, который подается после начала введения первой жидкой реакционной смеси, а также возможность регулирования переключающим клапаном и таймером, которые перекрывают поступление вспенивателя или второй реакционной смеси жидкости, для того чтобы обеспечить введение первой реакционной смеси жидкости после прекращения ввода вспенивателя. Это позволяет получить формованное изделие, которое имеет различные соотношения поверхностного слоя, части с высокой плотностью и вспененной сердцевины, а также четко сформированную структуру поверхностного слоя, части с высокой плотностью и вспененной сердцевины (ядра).
Для получения поверхностных слоев высокой плотности на обеих (лицевой и нижней) поверхностях формованного изделия в соответствии РЛФ-технологией в рабочих условиях, описанных выше, толщина формованного изделия предпочтительно составляет 20 мм или менее, более предпочтительно 10 мм или менее и наиболее предпочтительно от 2 до 10 мм. Это позволяет упростить получение необходимого поверхностного слоя на поверхности формованного изделия и создание центрального узла единой зоной высокой плотности, если толщина изделия не превышает 10 мм. Хотя здесь возможен вариант части изделия, не имеющей вспененной сердцевины, если толщина ее составляет менее 2 мм, настоящее изобретение не ограничивается описанными выше предельными значениями толщины в случае, когда необходимо получить формованное изделие, которое имеет различную толщину.
Впускной литник предпочтительно находится на дне пресс-формы (нижняя сторона формуемого изделия). Когда впускной литник предпочтительно располагается на дне пресс-формы, первая жидкая реакционная смесь и вторая жидкая реакционная смесь, которые уже были введены, предпочтительно продвигаются от впускного литника к концу пресс-формы, заполняя при этом внутреннее пространство пресс-формы по толщине.
Когда формованное изделие получают с использованием пресс-формы открытого типа, не имеющей впускного литника, осуществляют задержку начала подачи второй жидкой реакционной смеси после инжекции первой жидкой реакционной смеси. При введении второй жидкой реакционной смеси происходит мгновенное вспенивание с образованием пены низкой плотности, остающейся на слое первой жидкой реакционной смеси, которая была уже инжектирована в полость пресс-формы. В результате первая жидкая реакционная смесь сжимается за счет вспенивания второй жидкой реакционной смеси и распределяется в пресс-форме так, что образуется наружный слой, в то время как вторая жидкая реакционная смесь формирует вспененную сердцевину. Требуемую толщину и место формирования поверхностного слоя можно регулировать путем изменения количества и схемы закачки первой жидкой реакционной смеси, которая вводится первой.
После завершения ввода второй жидкой реакционной смеси может быть введена только первая жидкая реакционная смесь. И это позволяет сформировать наружный слой на требуемом участке формуемого изделия и обеспечить желаемую конфигурацию и содержание вспененной сердцевины изделия путем введения первой жидкой реакционной смеси и второй жидкой реакционной смеси, например, горизонтальной инжекцией; при этом вначале подается первая жидкая реакционная смесь, после чего осуществляется инжекция второй жидкой реакционной смеси, и подача завершается впрыскиванием снова первой жидкой реакционной смеси.
В способе литья под давлением открытого типа осуществляют регулирование времени и вводимых количеств полиизоцианатного компонента, полиольной смеси и вспенивателя, предпочтительно, так же, как и при формовании по РЛФ-технологии.
Хотя толщина формованного изделия, полученного способом литья под давлением открытого типа определяется плотностью второй жидкой реакционной смеси, которая вспенивается с образованием вспененной сердцевины, ее также можно устанавливать относительно свободно. Так, можно получить формованное изделие толщиной 10 мм и более, предпочтительнее от 10 до 300 мм и наиболее предпочтительно 100 мм.
Для создания требуемой структуры поверхностного слоя на формованном изделии или части с высокой плотностью в конкретном месте по способу литья под давлением открытого типа предпочтительно сохранять фиксированную схему подачи, чтобы обеспечить воспроизводимость технологического процесса с помощью роботов или тому подобных. В случаях, когда формованное изделие имеет большую площадь поверхности, предпочтительно, чтобы сопло, имеющее форму складывающегося веера или ласточкина хвоста, было соединено со смесительной головкой, в результате чего полиизоцианатный компонент и полиольная смесь закачиваются с выдуванием из смесительной головки.
По способу в соответствии с настоящим изобретением можно использовать либо РЛФ-технологию с использованием закрытой пресс-формы, снабженной впускным литником, или метод литья под давлением открытого типа без использования впускного литника, хотя предпочтительно использование РЛФ-технологии. РЛФ-технология упрощает регулирование доли поверхности формованного изделия, снабженной поверхностным слоем, и обеспечивает более легкое формирование части с высокой плотностью, в частности, вблизи впускного литника.
По способу в соответствии с настоящим изобретением, как указывалось выше, используют установку для формования пенополиуретанового изделия, снабженную переключающим клапаном и таймером, которые обеспечивают регулирование подачи вспенивателя в пресс-форму с точностью до 0,01 сек, и при этом вспениватель загружается в смесительную головку (закачивается в пресс-форму) не одновременно с закачиванием полиизоцианатного компонента и полиольной смеси, а с интервалом (задержкой начала его введения или, в случае необходимости, преждевременным прекращением его подачи). Это позволяет получить формованное изделие, для которого можно варьировать структуру поверхностной оболочки и соотношения части с высокой плотностью и вспененной сердцевины, с использованием РЛФ-технологии, а именно сформировать наружный слой только на требуемом участке поверхности формованного изделия, и сформировать в центральном литнике часть изделия с высокой плотностью. Было также установлено, что формованное изделие, имеющее наружный слой, сформированный на требуемом участке поверхности изделия и вспененную сердцевину с низкой плотностью, может быть также изготовлено способом литья под давлением в открытой пресс-форме.
Установка, показанная на фиг.1, состоит из первой расходной емкости 12, в которую поступает полиизоцианатный компонент 10 через трубопровод 11, второй расходной емкость 22, в которую поступает полиольная смесь 20 через трубопровод 21, и смесительной головки 40. Расходные емкости 12, 22 снабжены мешалками 14, 24 с электроприводом 13, 23 соответственно, которые функционируют так, что происходит непрерывное смешивание исходных материалов, находящихся в расходных емкостях, и их перемешивание. Расходные емкости 12, 22 и смесительная головка 40 соединены друг с другом подающими трубами 15, 25, на которых находятся дозировочные насосы 16, 26 и выпускные трубы 17, 27. Полиизоцианатный компонент 10 и полиольная смесь 20 транспортируются из расходных емкостей 12, 22 в смесительную головку в направлении, указанном стрелкой.
Вспениватель (например, углекислый газ) 30 хранится в баллоне 32 и подается через трубопровод 35, оснащенный дозировочным насосом 36, в смесительную головку 40 в направлении, указанном стрелкой. Смесительная головка 40 имеет клапан, который может регулировать подачу вспенивателя (например, с задержкой по времени).
Вначале полиизоцианатный компонент 10 и полиольная смесь 20 непрерывно подаются в смесительную головку 40 и непрерывно закачиваются в пресс-форму (не показано) из выпускного отверстия 41 в смесительную головку 40. Такой порядок операций приводит к тому, что формирование поверхностного слоя и участка высокой плотности уретановой пены происходит позднее. Затем с временной задержкой в смесительную головку непрерывно подается вспениватель 30, который непрерывно впрыскивается в пресс-форму вместе с полиизоцианатным компонентом 10 и полиольной смесью 20 через выпускное отверстие 41. Это приводит к тому, что пеноуретановое ядро образуется позднее. Затем на последней стадии закачки материалов в пресс-форму подачу вспенивателя 30 в смесительную головку прекращают, в то время как полиизоцианатный компонент 10 и полиольная смесь 20 непрерывно подаются в смесительную головку 40. Таким образом, наружный слой и часть с высокой плотностью формируются в зоне у впускного литника пресс-формы (и на поверхности формованного изделия вблизи выпускного литника).
Установка, показанная на фиг.2, аналогична установке, представленной на фиг.1, за исключением того, что подающие трубы 25, 35 подсоединены к смесителю 39 перед тем, как они достигнут смесительной головки. Полиольную смесь 20 и вспениватель 30 смешивают в смесителе 39 перед тем, как они достигнут смесительной головки. Эта установка предпочтительна для использования в случае, когда существует необходимость приготавливать заранее комбинацию полиольной смеси 20 и вспенивателя 30.
Предпочтительно использовать полиизоцианатный компонент и полиольную смесь, которые дают возможность получить требуемые эксплуатационные качества поверхностного слоя и вспененной сердцевины с низкой плотностью формованного изделия, а также дают возможность сформировать вспененную часть с низкой плотностью, которая не демонстрирует эффекта открытых ячеек вследствие введения вспенивателя. В этом случае, плотность самопроизвольно вспенившегося пенопласта, полученного в емкости открытого типа, не имеющей крышки, в результате взаимодействия только лишь первой жидкой реакционной смеси, который содержит наружный слой и часть с высокой плотностью в формованном изделии, составляет предпочтительно, по меньшей мере, 0,8 г/см3 и более предпочтительно, по меньшей мере, 0,85 г/см3. Когда его плотность составляет, по меньшей мере, 0,85 г/см3, даже если ее доводят до интервала от 0,2 до 0,8 г/см3, например 0,20 г/см3, то полученная часть с низкой плотностью не демонстрирует эффекта открытых ячеек при вспенивании вследствие добавления вспенивателя. Становится также возможным получить требуемые эксплуатационные качества поверхностного слоя, сформированного из первой реакционной смеси жидкости.
Что касается вязкости при 25°С полиизоцианатного компонента и полиольной смеси, то вязкость полиизоцианатного компонента составляет предпочтительно 2000 мПа·с или менее и более предпочтительно в пределах от 30 до 1000 мПа·с, а вязкость полиольной смеси составляет предпочтительно 10000 мПа·с или менее и более предпочтительно от 500 до 5000 мПа·с.
Если вязкость при 25°С полиизоцианатного компонента составляет от 30 до 1000 мПа·с, а полиольной смеси от 500 до 5000 мПа·с, то первая жидкая реакционная смесь легко распределяется в пространстве пресс-формы, когда закачивается на начальной стадии, и также легко выдавливается напором второй жидкой реакционной смеси.
Исходные материалы, используемые в настоящем изобретении, будут описаны ниже.
В соответствии с настоящим изобретением полиизоцианатный компонент и полиол, катализатор, сшивающий агент и, при необходимости, стабилизаторы пены, активные наполнители и другие вспомогательные добавки, используемые в полиольной смеси, специально не ограничиваются.
Примеры пригодных для использования полиизоцианатов включают дифенилметандиизоцианат, полиметилен-полифенилен-полиизоцианат, толуолдиизоцианат, гексаметилендиизоцианат, изофорондиизоцианат, модифицированные полиизоцианаты, полученные модификацией этих полиизоцианатов уретановыми, аллофанатными, карбодиимидными или изоциануратными группами, и их смеси.
Полиольная смесь содержит полиол, катализатор, сшивающий агент и, при необходимости, стабилизаторы пены, активные наполнители и другие вспомогательные добавки.
В качестве полиола, например, можно использовать простые полиэфирполиолы, содержащие 2-6 гидроксильных групп в молекуле и со средним гидроксильным эквивалентом от 100 до 3000, которые получают реакцией присоединения алкиленоксида, такого как этиленоксид или пропиленоксид к гидроксилсодержащим соединениям, таким как пропиленгликоль, диэтиленгликоль, глицерин, триметилолпропан, пентаэритрит, сорбитол и сахароза, соединения, содержащие аминогруппу и гидроксильную группу, такие как триэтаноламин и диэтаноламин, или аминогруппусодержащие соединения, такие как этилендиамин и диаминтолуол; или полимер-полиолы, полученные полимеризацией присоединения винильного соединения к этим простым полиэфирполиолам.
Кроме того, можно использовать сложные полиэфирполиолы, полученные из поликарбоновой кислоты и низкомолекулярного гидроксилсодержащего соединения, сложного полиэфира на основе капролактона, полученного полимеризацией капролактона с раскрытием кольца, поликарбонатполиола, политетраметиленгликоля, полученного полимеризацией тетрагидрофурана с раскрытием кольца, и полиэфирполиамина, который получают путем аминирования гидроксильной группы простого полиэфирполиола или путем гидролиза изоцианатного форполимера простого полиэфирполиола, которые имеют средний эквивалент активного водорода от около 100 до 3000.
Количество изоцианатного компонента и количество полиольной смеси предпочтительно регулируют так, чтобы изоцианатный индекс составлял от 80 до 120.
В качестве катализатора, например, можно использовать третичные амины, такие как метилендиамин, пентаметилдиэтилентриамин, 1,8-диазабицикло-5,4,0-ундецен-7, диметиламиноэтанол, тетраметил-этилен-диамин, диметилбензиламин, тетраметилгексаметилендиамин и бис-(2-диметилэтиловый) эфир; и металлоорганические соединения, такие как дилаурат дибутилолова, октаноат олова и диацетат дибутилолова.
В качестве сшивающего агента, например, можно использовать, при необходимости, двухатомные спирты с молекулярной массой от 62 до 300, такие как этиленгликоль, пропиленгликоль, бутандиол, гександиол, неопентилгликоль, диэтиленгликоль, триэтиленгликоль, полиэтиленгликоль, дипропиленгликоль и полипропиленгликоль; а также двухвалентные амины, такие как диэтилтолуолдиамин, трет-бутилтолуолдиамин, диэтилдиаминобензол, триэтилдиаминобензол и тетраэтилдиаминодифенилметан. Кроме того, можно использовать простые полиэфирполиолы, полученные реакцией присоединения к ним алкиленоксида. Эти сшивающие агенты описаны в японских заявках на патент JP-A-54-17359, JP-A-57-74325, JP-B-63-47726 и JP-B-01-34527.
В качестве вспомогательных добавок можно, при необходимости, использовать стабилизаторы пены, такие как стабилизаторы пены на основе силикона; ПАВ; активные наполнители; добавки, повышающие атмосферостойкость, такие как антиоксиданты; поглотители ультрафиолетовых лучей; стабилизаторы, такие как 2,6-ди-трет.-бутил-4-метилфенол и тетра-кис[метилен3-(3′,5′-ди-трет.-бутил-4-гидроксифенил)-пропионат]метан; и пигменты.
В качестве активных наполнителей, например, можно, при необходимости, использовать волокна, изготовленные из стеклообразных, неорганических и минеральных веществ, например, измельченное стекловолокно, волластонитовое волокно и обработанное минеральное волокно; и хлопья, такие как слюда и стеклянные чешуйки. Эти наполнители обычно добавляются к полиольной смеси в качестве второго компонента.
В качестве вспенивателя можно использовать воду (которая реагирует с полиизоцианатом с выделением углекислого газа), диоксид углерода, углеводороды, такие как пентан и циклопентан, и фторированные углеводороды, такие как хлорфторуглерод (например, HCFC141b) и фторуглерод (например, HFC245fa и HFC365mfc) в зависимости от конструкции машины для вспенивания полиуретана. Смесь вспенивающих агентов также может быть использована в зависимости от обстоятельств. Кроме того, может быть использована смесь вспенивателя и высокомолекулярного полиола, имеющего ОН-эквивалент, по меньшей мере, 1000 (например, от 1500 до 30000) (например, смесь, полученную путем растворения под давлением) (массовое соотношение вспенивателя к высокомолекулярному полиолу варьируется от 5:95 до 95:5). Даже если в качестве третьего компонента используется высокомолекулярный полиол, имеющий ОН-эквивалент, по меньшей мере, 1000, нет необходимости изменять загружаемую дозу полиизоцианата вследствие низкого реакционного соотношения к полиизоцианату.
Кроме того, можно использовать в качестве вспенивателя смесь карбонатной соли аминного соединения (которая диссоциирует в результате реакции уретанизации с выделением газообразного диоксида углерода) или органической кислоты, такой как муравьиная кислота (которая реагирует с полиизоцианатом с выделением углекислого газа), и полиола.
Вспенивателем предпочтительно является, по меньшей мере, один агент вспенивания, выбираемый из группы: диоксид углерода, углеводород, фторированные углеводороды и вода. Жидкий диоксид углерода, полученный сжижением СO2, или смесь жидкого диоксида углерода и полиола является более предпочтительной, а жидкий диоксид углерода является наиболее предпочтительным. Использование жидкого диоксида углерода в качестве вспенивателя не создает ни проблемы, связанной с защитой окружающей среды вследствие обеднения озонового слоя, ни таких проблем, как воспламеняемость и высокая стоимость. Во второй реакционной смеси, содержащей жидкий углекислый газ, после поступления ее в пресс-форму происходит вспенивание с образованием массы с низкой плотностью. Следовательно, она не проникает в первую жидкую реакционную смесь, введенную ранее, и может накапливаться в верхней части первой жидкой реакционной смеси, образуя, таким образом, четкую границу раздела между поверхностным слоем и слоем сердцевины.
Средняя плотность пенополиуретанового формованного изделия варьирует предпочтительно от 0,2 до 0,8 г/см3.
Формованное изделие из пенополиуретана содержит как часть с высокой плотностью, так и часть с низкой плотностью (а именно, область вспенивания). Предпочтительно, чтобы часть формованного изделия с высокой плотностью имела плотность не менее 0,8 г/см3, например от 0,8 до 1,2 г/см3, и, по меньшей мере, 50% всей поверхности формованного изделия имело покрытие с высокой плотностью. Плотность части с низкой плотностью предпочтительно составляет 0,7 г/см3 или менее, например, от 0,05 до 0,5 г/см3.
Если часть с высокой плотностью в формованном изделии имеет плотность, по меньшей мере, 0,8 г/см3, это может быть достаточно для обеспечения того, чтобы служить в качестве поверхностного слоя. Когда, по меньшей мере, 50% всей поверхности формованного изделия имеет покрытие из части с высокой плотностью, полученное пеноуретановое изделие можно применять в различных областях, например, в производстве обуви и велосипедных седел, где не менее 50% (на соответствующей стороне) формованного изделия может иметь наружный слой.
Ниже представлены примеры, которые иллюстрируют варианты осуществления настоящего изобретения, и сравнительные примеры. Все количества компонентов приводятся в этих примерах в "мас.%." и "мас. частях", если не указано иное.
Толщина поверхностного слоя и размеры ячеек, такие как сердцевинная часть пено-слоя формованного изделия, подтверждаются результатами исследования поперечного среза образца формованного изделия под микроскопом.
В примерах осуществления настоящего изобретения и сравнительных примерах были использованы следующие исходные материалы.
Полиметилен-полифенилен-полиизоцианат, имеющий содержание NCO 31,5% и вязкость 130 мПа·с/25°С, использовали в качестве полиизоцианатного компонента.
Смешивали 45 частей простого полиэфирполиола с гидроксильным числом 35 мг KОН/г, полученного путем полиприсоединения оксипропилена и оксиэтилена к глицерину, 45 частей простого полиэфирполиола с гидроксильным числом 28 мг КОН/г, полученного путем полиприсоединения оксипропилена и оксиэтилена к пропиленгликолю, 14 частей этиленгликоля, 0,54 части 33% раствора триэтилдиамина в этиленгликоле, 0,125 части PELCAT9540 (75 мас.% кислого октилата калия, растворенного в диэтиленгликоле, производимого фирмой Pelron Corp.) и 0,2 части кремнийорганического ПАВ; полученную смесь использовали в качестве полиольной смеси. Вязкость полиольной смеси составляла 1000 мПа·с/25°С.
Использовали машину высокого давления для вспенивания полиуретана (ASYSTEM60 с оборудованием CANNOXIDE серии 3-9, снабженную блоком подачи жидкого диоксида углерода и смесительной головкой FPL14, выпускаемой фирмой Canon Inc.), оснащенную таймером и переключающим клапаном, способными регулировать подачу жидкого диоксида углерода с точностью 0,01 сек. Температуру исходного материала устанавливали 30°С, а температуру жидкого диоксида углерода устанавливали 5°С. Массовое соотношение полиизоцианата и полиольной смеси составляло 100:67.
Формование осуществляли по РЛФ-технологии с использованием пресс-формы (1) с размером 9 мм (толщ.) × 300 мм × 900 мм или пресс-формы (2) с размером 9 мм (толщ.) × 300 мм × 450 мм, которая имела впусной литник размером 2 мм (толщ.) × 300 мм, расположенный в конце формы. Первую жидкую реакционную смесь закачивали в пресс-форму, в которой была установлена температура 60°С, и выемку материала из формы осуществляли через 6 минут после начала инжекции. В случае формования методом литья под давлением открытого типа использовали пресс-форму размером 100 мм (толщ.) × 300 мм × 300 мм. Первую жидкую реакционную смесь закачивали в пресс-форму, в которой была установлена температура 60°С, и выемку полученного продукта из формы осуществляли через 10 минут после начала инжекции.
Примеры
Общий пример 1
Измерить плотность поверхностного слоя было трудно, поскольку отделить от полученного формованного изделия только оболочку трудно из-за ее толщины. По этой причине отверждали образующую поверхностный слой на формованном изделии первую жидкую реакционную смесь, содержащую полиизоцианат и полиольную смесь и не содержащую жидкий диоксид углерода. Затем измеряли плотность и средний размер ячеек в формованном изделии (при формовании по РЛФ-технологии). Полученные данные использовали в качестве руководства для разработки рабочих условий формирования поверхностного слоя и части с высокой плотностью формованного изделия.
В результате, общая плотность в условиях отверждения вне формы составляла около 0,85 г/см3, и микропористая структура имела средний размер ячейки около 20 мкм.
В случае формованного изделия толщиной 9 мм плотность при достаточном заполнении составляла около 0,9 г/см3, микропористая структура имела средний размер ячеек менее, чем около 20 мкм.
Пример 1
Использовали пресс-форму (2), полиизоцианат и полиольную смесь подавали со скоростью потока 600 г/сек, продолжительность подачи была 1,2 сек, а таймер для подачи жидкого диоксида углерода был установлен с задержкой времени 0,17 сек. Скорость подачи (количество при подаче или впрыскивании) жидкой двуокиси углерода составляла 4,5 г/сек, и получили по РЛФ-технологии формованное изделие со средней плотностью 0,55 г/см3.
При исследовании полученного формованного изделия оказалось, что оно надлежащим образом заполнило пространство в пресс-форме и его поверхность имела в основном темный цвет и высокую плотность. Как показывают результаты наблюдения под микроскопом образцов участков, вырезанных на расстоянии 10 см и 40 см от впускного литника, соответственно, средний размер ячеек всех частей составлял менее 20 мкм, при этом наружный слой, имеющий толщину около 200 мкм, сформировался в зоне 10 см, и наружный слой, имеющий толщину около 70 мкм, сформировался в зоне 40 см. Что касается других частей сердцевины, было подтверждено, что средний размер ячейки любой части составлял более 100 мкм при вспенивании.
Пример 2
Использовали пресс-форму (1), скорость подачи полиизоцианата и полиольной смеси была 300 г/сек, продолжительность закачки составила 4,2 сек, а таймер для контроля подачи жидкого диоксида углерода был установлен с задержкой времени 1,35 сек. Скорость подачи (количество при подаче или впрыскивании) жидкой двуокиси углерода составляла 4,5 г/сек, и получили по РЛФ-технологии формованное изделие со средней плотностью 0,52 г/см3.
В результате исследования полученного формованного изделия было установлено, что оно надлежащим образом заполнило пространство в пресс-форме и его поверхность имела в основном темный цвет и высокую плотность. Как показывают результаты наблюдения под микроскопом образцов участков, вырезанных на расстоянии 10 см и 45 см и 80 см от впускного литника, соответственно, средний размер ячеек всей частей составлял менее 20 мкм, при этом наружный слой, имеющий толщину около 200 мкм, сформировался в зоне 10 см, и наружный слой, имеющий толщину около 700 мкм, сформировался в зоне 45 см. В зоне, находящейся 80 см от впускного литника, наружный слой со средним размером ячеек менее 20 мкм почти полностью покрывал этот участок, и средняя плотность этого участка составляла 0,95 г/см3. Что касается других частей сердцевины, то было подтверждено, что средний размер ячейки любой части сердцевины составлял более 100 мкм, когда осуществляли вспенивание.
Пример 3
Использовали пресс-форму (1), скорость подачи полиизоцианата и полиольной смеси составляла 300 г/сек, продолжительность закачки была 4,4 сек, а таймер для контроля подачи жидкого диоксида углерода был установлен с задержкой времени 1,00 сек. Таймер для непрерывной закачки полиизоцианата и полиольной смеси после остановки ввода жидкого диоксида углерода был установлен на временной интервал в 0,5 сек. Скорость подачи жидкой двуокиси углерода составляла 4,5 г/сек, и получили по РЛФ-технологии формованное изделие со средней плотностью 0,52 г/см3.
В результате исследования образцов участков изделия, вырезанных на расстоянии 10 см и 45 см и 80 см от впускного литника, соответственно, установили, что средний размер ячеек всех частей составлял менее 20 мкм, при этом наружный слой, имеющий толщину около 200 мкм, сформировался в зоне 10 см, и наружный слой, имеющий толщину около 700 мкм, сформировался в зоне 45 см. В зоне, находящейся 80 см от впускного литника, наружный слой почти полностью покрывал этот участок, и средняя плотность этого участка составляла 0,95 г/см3. Что касается других частей сердцевины, то было подтверждено, что средний размер ячейки любой части сердцевины составлял более 100 мкм, когда осуществляли вспенивание.
Кроме того, средний размер ячеек в образце, вырезанном из зоны впускного литника был менее 20 мкм, и результаты исследования под микроскопом свидетельствовали о том, что ячейка ядра имела микропористую структуру и высокую плотность.
Пример 4
Использовали пресс-форму (2), скорость подачи полиизоцианата и полиольной смеси была 170 г/сек, продолжительность закачки была 4,2 сек, а таймер для контроля подачи жидкого диоксида углерода был установлен с задержкой времени 1,35 сек. Скорость подачи (количество при подаче или впрыскивании) жидкой двуокиси углерода составляла 0,8 г/сек, и получили по РЛФ-технологии формованное изделие со средней плотностью 0,56 г/см3.
Результаты исследования полученного формованного изделия свидетельствовали, что оно надлежащим образом заполнило пространство в пресс-форме и его поверхность имела в основном темный цвет и высокую плотность. Как показывают результаты наблюдения под микроскопом образцов участков, вырезанных на расстоянии 10 см и 40 см от впускного литника, соответственно, средний размер ячеек всей частей составлял менее 20 мкм, при этом наружный слой, имеющий толщину около 400 мкм, сформировался в зоне 10 см, а наружный слой, имеющий толщину около 700 мкм, сформировался в зоне 40 см. Что касается других частей сердцевины, то было подтверждено, что средний размер ячейки любой части сердцевины составлял более 100 мкм, когда осуществляли вспенивание.
Пример 5
Скорость подачи полиизоцианата и полиольной смеси была составляла 300 г/сек, продолжительность закачки была 6,5 сек, а таймер для контроля подачи жидкого диоксида была установлен с задержкой времени 0,67 сек. Скорость подачи жидкой двуокиси углерода составляла 1,00 г/сек, и получили по РЛФ-технологии формованное изделие со средней плотностью 0.22 г/см3.
Результаты исследований образцов участков изделия, вырезанных в центре поверхности (нижняя часть пресс-формы) полученного формованного изделия, свидетельствовали, что средний размер ячейки был менее 20 мкм, и был получен наружный слой, имеющий толщину около 1,0 мкм. Кроме того, полученные данные подтверждали, что сердцевинная часть представляла собой четко выраженную пористую структуру и что формованное изделие было получено за одну стадию формования.
Сравнительный пример 1
Хотя формованное изделие получали по РЛФ-технологии, как и в примере 1, однако закачку жидкого диоксида углерода начинали одновременно с началом закачки полиизоцианата и полиольной смеси, а также прекращение подачи жидкого диоксида углерода осуществляли в то же самое время, когда прекращали закачку полиизоцианата и полиольной смеси. Формованное изделие заполняло полностью пространство в пресс-форме и имело среднюю плотность 0,52 г/см3.
Хотя ячейки в каждом срезе из разных участков формованного изделия были однородными в направлении по толщине, оказалось, поскольку ячейка размером менее 20 мкм не была обнаружена на поверхности каждой части формованного изделия, а также поскольку ячейка с размером более 200 мкм была обнаружена на конечном участке жидкого потока, наружный слой не был сформирован на этих обоих участках. Кроме того, средняя плотность конечной части жидкого потока составляла 0,45 г/см3, что ниже, чем плотность в примере 1.
То, что средний размер ячейки в образце, срезанном в зоне впускного литника, составлял не менее 20 мкм и микропористая структура не была сформирована, служит доказательством того, что плотность пены была невысокой.
Сравнительный пример 2
Хотя формованное изделие получали методом литья под давлением в открытой форме, как в примере 3, однако начало закачки жидкого диоксида углерода осуществляли одновременно с началом закачки полиизоцианата и полиольной смеси, а также прекращение подачи жидкого диоксида углерода осуществляли в то же самое время, когда прекращали закачку полиизоцианата и полиольной смеси. Средняя плотность полученного формованного изделия составляла 0,2 г/см3.
В результате исследования образца, вырезанного в центре поверхности (нижняя часть пресс-формы) формованного изделия, ячейка размером более 100 мкм была обнаружена в зоне, прилегающей к поверхности, а ячейку размером 500 мкм наблюдали в нижней части поверхности. Ячейки размером менее 20 мкм не было на участке, находящемся близко к поверхности, и не наблюдалось образование поверхностного слоя.
Формованные изделия из полиуретана согласно настоящему изобретению, например из гибкого пенополиуретана или полужесткого пенополиуретана, могут найти применение в производстве мебели, элементов интерьера автомобиля, таких как подлокотниками, рулевое колесо и рычаг переключения передач, в производстве обуви и спортивных товаров. Жесткие пенополиуретаны применяются во многих областях, например в производстве материалов, имитирующих древесину, и материалов конструкционного назначения.
Вышеприведенные примеры представлены только для лучшего понимания изобретения и ни в коем случае не ограничивают его объем. Специалистам в данной области техники должны быть понятны различные модификации изобретения, не выходящие за рамки его существа и объема изобретения, охарактеризованные в нижеследующей формуле изобретения.
Реферат
Пенополиуретановое формованное изделие получают по технологии реакционного литьевого формования из полиизоцианата, полиольной смеси, содержащей полиол, катализатор и сшивающий агент, и вспенивателя. Полиизоцианат, полиольную смесь и вспениватель непрерывно вводят в пресс-форму формовочной машины, в которой предусмотрена подача по отдельности полиизоцианата, полиольной смеси и вспенивателя. Начало введения вспенивателя осуществляют с задержкой по времени, по меньшей мере, в 0,1 секунду после начала введения полиизоцианата и полиольной смеси. Количество полиизоцианата и полиольной смеси до начала введения вспенивателя составляет, по меньшей мере, 10 мас.% в расчете на общее количество полиизоцианата и общее количество полиольной смеси соответственно. Обеспечивается получение за одну стадию пенополиуретанового изделия, которое на требуемых участках имеет наружный слой с плотностью, по меньшей мере, 0,8 г/см3 и покрывает, по меньшей мере, 50% общей площади формованного изделия. 4 з.п. ф-лы, 2 ил.
Комментарии