Заготовка линзы с элементами для изготовления офтальмологической линзы - RU2630103C2
Код документа: RU2630103C2
Чертежи















Описание
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
В настоящем изобретении описано устройство заготовки линзы с одним или более элементами заготовки линзы, которые могут быть подходящими для изготовления офтальмологической линзы. В частности, заготовка линзы представляет собой составной объект, содержащий форму для заготовки линзы и текучую реакционную среду линзы, контактирующую с формой для заготовки линзы, причем указанная заготовка линзы может быть подходящей для изготовления офтальмологических линз методом свободного формования.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В настоящее время офтальмологические линзы часто изготавливают путем литьевого формования, в котором реакционный материал мономера помещают в полость, образованную между оптическими поверхностями противоположных частей формы для литья. Для получения линзы с помощью таких частей формы для литья неотвержденный состав гидрогелевой линзы помещают между одноразовой пластиковой частью формы для литья передней криволинейной поверхности и одноразовой пластиковой частью формы для литья задней криволинейной поверхности.
Часть формы для литья передней криволинейной поверхности и часть формы для литья задней криволинейной поверхности обычно формируют посредством техник литья под давлением, причем расплавленный пластик нагнетают в оборудование из высокообработанной стали по меньшей мере с одной поверхностью, обладающей оптическим качеством.
Части формы для литья передней криволинейной поверхности и задней криволинейной поверхности сводят вместе для формирования линзы в соответствии с требуемыми параметрами линзы. Затем состав линзы отверждают, например, под воздействием тепла и света, таким образом формируя линзу. После отверждения части формы для литья разделяют и линзу извлекают из частей формы для литья для гидратации и упаковки. Однако характер процессов литьевого формования и соответствующего оборудования затрудняют формирование индивидуальных линз, подходящих для глаза конкретного пациента либо для конкретного применения.
В связи с этим в предыдущих описаниях, составленных тем же авторским коллективом, были описаны способы и устройства для формирования специальных линз посредством применения методов свободного формования. Важный аспект этих новых методов заключается в том, что линза формируется методом свободного формования, то есть при этом одна из двух поверхностей линзы формируется методом свободного формования без необходимости применения литьевого формования, токарной или иной обработки.
Поверхность свободной формы и основа могут включать текучую реакционную среду линзы, включенную в поверхность свободной формы в определенный момент в процессе формования. Эта комбинация приводит к созданию устройства, иногда называемого заготовкой линзы. Излучение для фиксации и процессы гидратации обычно можно использовать для преобразования заготовки линзы в офтальмологическую линзу.
Для некоторых линз свободной формы, созданных этим методом, могут потребоваться различные способы и/или структурные элементы для контроля всех или некоторых из текучих реакционных сред линзы, включенных в заготовку линзы. Путем контроля некоторых из всех текучих реакционных сред линзы можно сформировать физические и/или оптические параметры конфигурации линзы. Новые способы и элементы являются объектом настоящего изобретения.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к заготовке линзы и способам формирования указанной заготовки линзы для изготовления офтальмологической линзы. В частности, к заготовке линзы, которая может содержать один или более элементов заготовки линзы, применяемых как часть опорного основания по меньшей мере для частей части текучей реакционной среды линзы заготовки линзы.
Некоторые аспекты настоящего изобретения включают различные способы и устройства для итерации, например, для создания ЦМУ-демонстрации и ЦМУ-файла, для изготовления заготовки линзы, которая может содержать один или более элементов заготовки линзы. По существу, применимые данные о пациенте и данные об изделии можно собирать и использовать для формирования конфигураций стандартного или индивидуального изделия. Требуемая конфигурация изделия или конфигурация заготовки линзы может содержать один или оба из элементов заготовки линзы и поверхностей текучей реакционной среды линзы.
Конфигурации линзы для требуемого изделия можно создавать на основе конфигураций заготовки линзы, карт толщины и связанных файлов. Отдельные карты толщины и связанные файлы можно применять как независимые файлы или в комбинации с другими картами толщины. Например, ЦМУ-демонстрации можно создавать из карт толщины заготовки линзы и связанных файлов, карт толщины конфигурации линзы и связанных файлов, ЦМУ-последовательности(-ей) или другими способами и использовать для изготовления заготовки линзы.
Изготовленные заготовки линзы можно сопоставлять с картами толщины и связанными файлами для определения соответствия требуемым конфигурациям изделия. В случаях, когда изготовленное изделие не может соответствовать или не соответствует требованиям, можно создать и модифицировать итеративные ЦМУ-демонстрации для изготовления заготовки линзы, которая может быть ближе к требуемой конфигурации изделия.
Ниже приведен неполный перечень примеров вариантов осуществления настоящего изобретения, которые заявлены или могут быть заявлены.
Вариант осуществления 1. Заготовка офтальмологической линзы, содержащая:
форму для заготовки линзы, содержащую среду, выполненную с возможностью поперечной сшивки, содержащую фотопоглощающий компонент;
первую поверхность и вторую поверхность, причем первая поверхность содержит часть материала с первой степенью плотности поперечной сшивки, по меньшей мере частично полимеризованного при температуре гелеобразования или выше нее;
вторую поверхность текучей среды, содержащую материал со второй степенью плотности поперечной сшивки, отвержденный при температуре ниже точки гелеобразования; и
причем первая поверхность включает по меньшей мере частично полимеризованные топологические элементы, которые могут выступать в качестве опорного основания формы для заготовки линзы, и по меньшей мере часть указанной второй поверхности может быть встроена в офтальмологическую линзу.
Вариант осуществления 2. Заготовка офтальмологической линзы по варианту осуществления 1, в которой топологические элементы включают один или более из элемента края линзы, элемента наплыва, элемента отводного канала, элемента регулирования объема, элемента впадины и элемента зоны стабилизации.
Вариант осуществления 3. Заготовка офтальмологической линзы по варианту осуществления 2, дополнительно содержащая более одного из каждого одного или более указанных включенных топологических элементов.
Вариант осуществления 4. Заготовка офтальмологической линзы по варианту осуществления 2, в которой каждый включенный элемент содержит один или более из установленных параметров высоты, длины, контура и ширины.
Вариант осуществления 5. Заготовка офтальмологической линзы по варианту осуществления 4, в которой угловая ширина одного или более из указанных включенных элементов может быть непрерывной на всех 360 градусах заготовки линзы.
Вариант осуществления 6. Заготовка офтальмологической линзы по варианту осуществления 4, в которой угловая ширина одного или более из указанных включенных элементов не является непрерывной и по существу присутствует в дискретных частях указанной первой поверхности.
Вариант осуществления 7. Заготовка офтальмологической линзы по варианту осуществления 1, в которой указанная первая поверхность дополнительно содержит элемент канавки в одной или более дискретных частей.
Вариант осуществления 8. Заготовка офтальмологической линзы по варианту осуществления 1, дополнительно содержащая отметки на одной или обеих из указанных первой поверхности и второй поверхности текучей среды.
Вариант осуществления 9. Заготовка офтальмологической линзы по варианту осуществления 1, в которой по меньшей мере часть может быть осесимметричной.
Вариант осуществления 10. Заготовка офтальмологической линзы по варианту осуществления 1, в которой контур заготовки линзы может по существу быть округлым.
Вариант осуществления 11. Заготовка офтальмологической линзы по варианту осуществления 1, в которой контур заготовки линзы может по существу быть овальным.
Вариант осуществления 12. Заготовка офтальмологической линзы по варианту осуществления 2, в которой один или более из указанных включенных элементов могут быть описаны математически с использованием одного или более из параметров высоты, ширины, длины, контура и местоположения элемента.
Вариант осуществления 13. Заготовка офтальмологической линзы по варианту осуществления 2, в которой один или более из указанных включенных элементов можно получить эмпирически на основе одной или более конфигураций заготовки(-ок) линзы или ее частей.
Вариант осуществления 14. Заготовка офтальмологической линзы по варианту осуществления 1, в которой указанная заготовка линзы может дополнительно обрабатываться до офтальмологической линзы.
Вариант осуществления 15. Заготовка офтальмологической линзы по варианту осуществления 14, в которой обработка содержит стабилизацию по меньшей мере части второй поверхности текучей среды.
Вариант осуществления 16. Заготовка офтальмологической линзы по варианту осуществления 14, в которой обработка дополнительно содержит фиксацию по меньшей мере части второй поверхности текучей среды с помощью актиничного излучения до степени плотности поперечной сшивки по меньшей мере с частичной полимеризацией при температуре гелеообразования или выше нее.
Вариант осуществления 17. Заготовка офтальмологической линзы по варианту осуществления 3, в которой более одного элемента наплыва применяются для формования по меньшей мере части бифокальной линзы.
Вариант осуществления 18. Заготовка офтальмологической линзы по варианту осуществления 3, в которой более одного элемента наплыва применяются для формования по меньшей мере части трифокальной линзы.
Вариант осуществления 19. Заготовка офтальмологической линзы по варианту осуществления 3, в которой более одного элемента наплыва применяются для формования по меньшей мере части набора элементарных линз.
Вариант осуществления 20. Заготовка офтальмологической линзы по варианту осуществления 1, в которой заготовка линзы формируется методом свободного формования.
Вариант осуществления 21. Заготовка офтальмологической линзы по варианту осуществления 20, в которой метод свободного формования включает методы повоксельного свободного формования.
Вариант осуществления 22. Заготовка офтальмологической линзы, содержащая:
форму для заготовки линзы, содержащую среду, выполненную с возможностью поперечной сшивки, содержащую фотопоглощающий компонент;
первую поверхность и вторую поверхность, причем первая поверхность содержит часть материала с первой степенью плотности поперечной сшивки, по меньшей мере частично полимеризованного при температуре гелеобразования или выше нее;
вторую поверхность текучей среды, содержащую материал со второй степенью плотности поперечной сшивки, отвержденный при температуре ниже точки гелеобразования; и
причем первая поверхность включает по меньшей мере частично полимеризованные топологические элементы, которые могут применяться для определения оптического увеличения устройства, применяемого для встраивания заготовки линзы в офтальмологическую линзу.
Вариант осуществления 23. Заготовка офтальмологической линзы по варианту осуществления 22, в которой топологические элементы включают один или более из; элемента края линзы, элемента наплыва, элемента отводного канала, элемента регулирования объема, элемента впадины и элемента зоны стабилизации.
Вариант осуществления 24. Заготовка офтальмологической линзы по варианту осуществления 22, дополнительно содержащая одну или более отметок.
Вариант осуществления 25. Заготовка офтальмологической линзы по варианту осуществления 22, в которой одна или более отметок могут включаться в один или более топологических элементов.
Вариант осуществления 26. Заготовка офтальмологической линзы по варианту осуществления 22, в которой одна или более отметок могут присутствовать на одном или более топологических элементах.
Вариант осуществления 27. Заготовка офтальмологической линзы, содержащая:
форму для заготовки линзы, содержащую среду, выполненную с возможностью поперечной сшивки, содержащую фотопоглощающий компонент;
первую поверхность и вторую поверхность, причем первая поверхность содержит часть материала с первой степенью плотности поперечной сшивки, по меньшей мере частично полимеризованного при температуре гелеобразования или выше нее;
вторую поверхность текучей среды, содержащую материал со второй степенью плотности поперечной сшивки, отвержденный при температуре ниже точки гелеобразования; и
причем первая поверхность включает по меньшей мере частично полимеризованные топологические элементы, которые могут применяться для выравнивания заготовки линзы с одной или более частей устройства, применяемого для встраивания заготовки линзы в офтальмологическую линзу.
Вариант осуществления 28. Заготовка офтальмологической линзы по варианту осуществления 27, в которой топологические элементы включают один или более из элемента края линзы, элемента наплыва, элемента отводного канала, элемента регулирования объема, элемента впадины и элемента зоны стабилизации.
Вариант осуществления 29. Заготовка офтальмологической линзы по варианту осуществления 27, дополнительно содержащая одну или более отметок.
Вариант осуществления 30. Заготовка офтальмологической линзы по варианту осуществления 27, в которой одна или более отметок могут включаться в один или более топологических элементов.
Вариант осуществления 31. Заготовка офтальмологической линзы по варианту осуществления 27, в которой одна или более отметок могут присутствовать на одном или более топологических элементов.
Вариант осуществления 32. Заготовка офтальмологической линзы, содержащая:
форму для заготовки линзы, содержащую среду, выполненную с возможностью поперечной сшивки, содержащую фотопоглощающий компонент;
первую поверхность и вторую поверхность, причем первая поверхность содержит часть материала с первой степенью плотности поперечной сшивки, по меньшей мере частично полимеризованного при температуре гелеобразования или выше нее;
вторую поверхность текучей среды, содержащую материал со второй степенью плотности поперечной сшивки, отвержденный при температуре ниже точки гелеобразования; и
причем первая поверхность включает по меньшей мере частично полимеризованные топологические элементы, которые могут применяться как идентификаторы линзы в ходе встраивания заготовки линзы в офтальмологическую линзу.
Вариант осуществления 33. Заготовка офтальмологической линзы по варианту осуществления 32, в которой идентификаторы линзы применяются как отметки о защите от подделок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеизложенные и прочие элементы и преимущества настоящего изобретения станут понятны после следующего более подробного описания предпочтительных вариантов осуществления настоящего изобретения, показанных в прилагаемых чертежах.
На Фиг. 1А показано изображение в сечении примера вида сбоку формы для заготовки линзы в плоском пространстве.
На Фиг. 1В показано изображение в сечении примера вида сбоку заготовки линзы, которая содержит элементы одной заготовки линзы множества типов в плоском пространстве.
На Фиг. 1С показано изображение в сечении примера вида сбоку заготовки линзы, которая содержит цельный и составной типы элементов заготовки линзы в плоском пространстве.
На Фиг. 1D показано изображение в сечении примера вида сбоку заготовки линзы, которая содержит цельный и составной типы элементов заготовки линзы, в дополнение к элементу канавки, в плоском пространстве.
На Фиг. 1Е показан вид сверху примера некруглой заготовки линзы, которая содержит элементы цельной и составной заготовки линзы, в дополнение к элементам отводного канала.
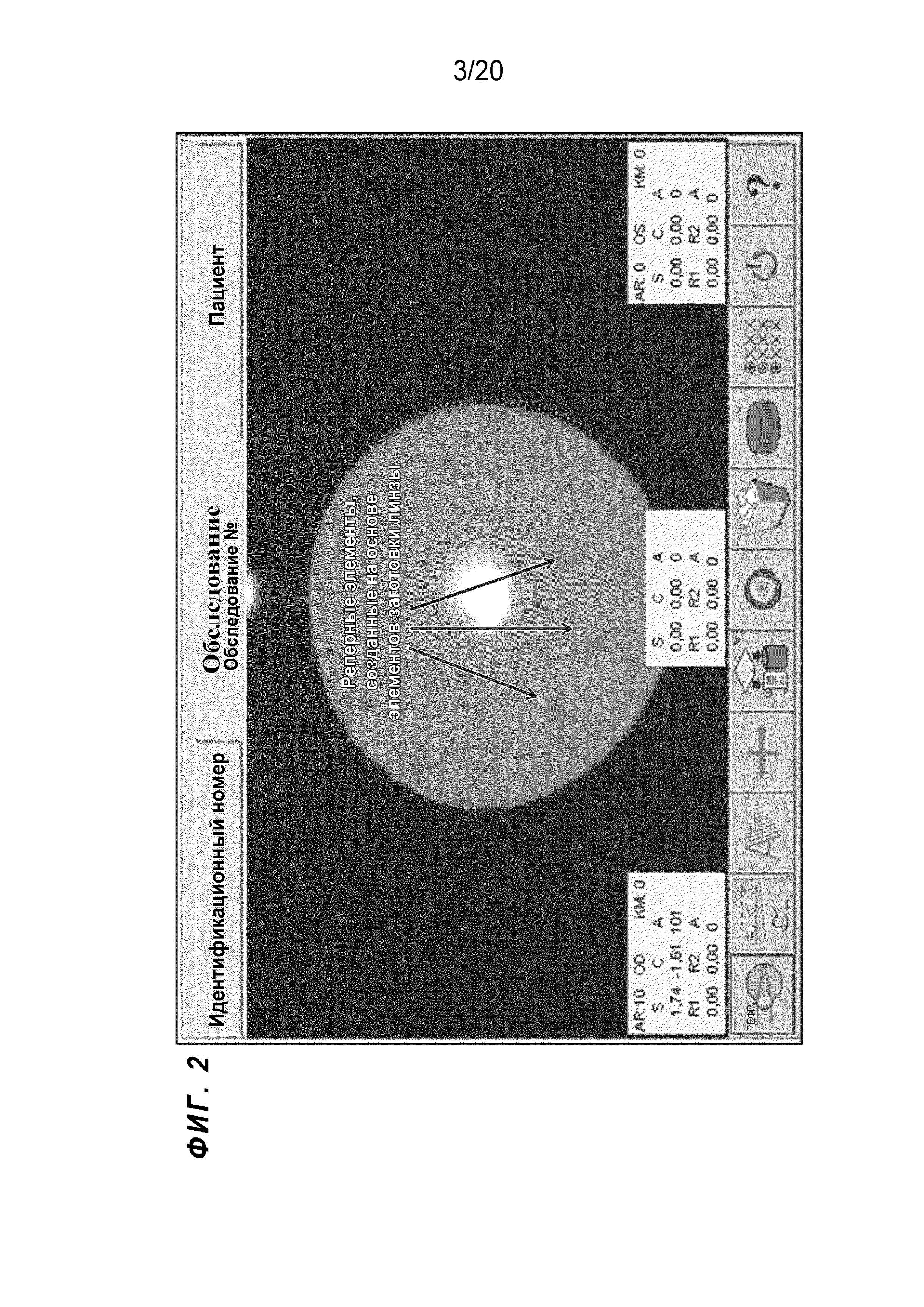
На Фиг. 2 показан пример изображения, представляющего отметки, сформированные на линзе.
На Фиг. 3 показаны примеры стадий способа, которые могут применяться для реализации некоторых вариантов осуществления настоящего изобретения.
На Фиг. 3A показаны дополнительные стадии способа, которые также могут применяться для реализации некоторых вариантов осуществления настоящего изобретения.
На Фиг. 3B показаны другие дополнительные стадии способа, которые также могут применяться для реализации некоторых вариантов осуществления настоящего изобретения.
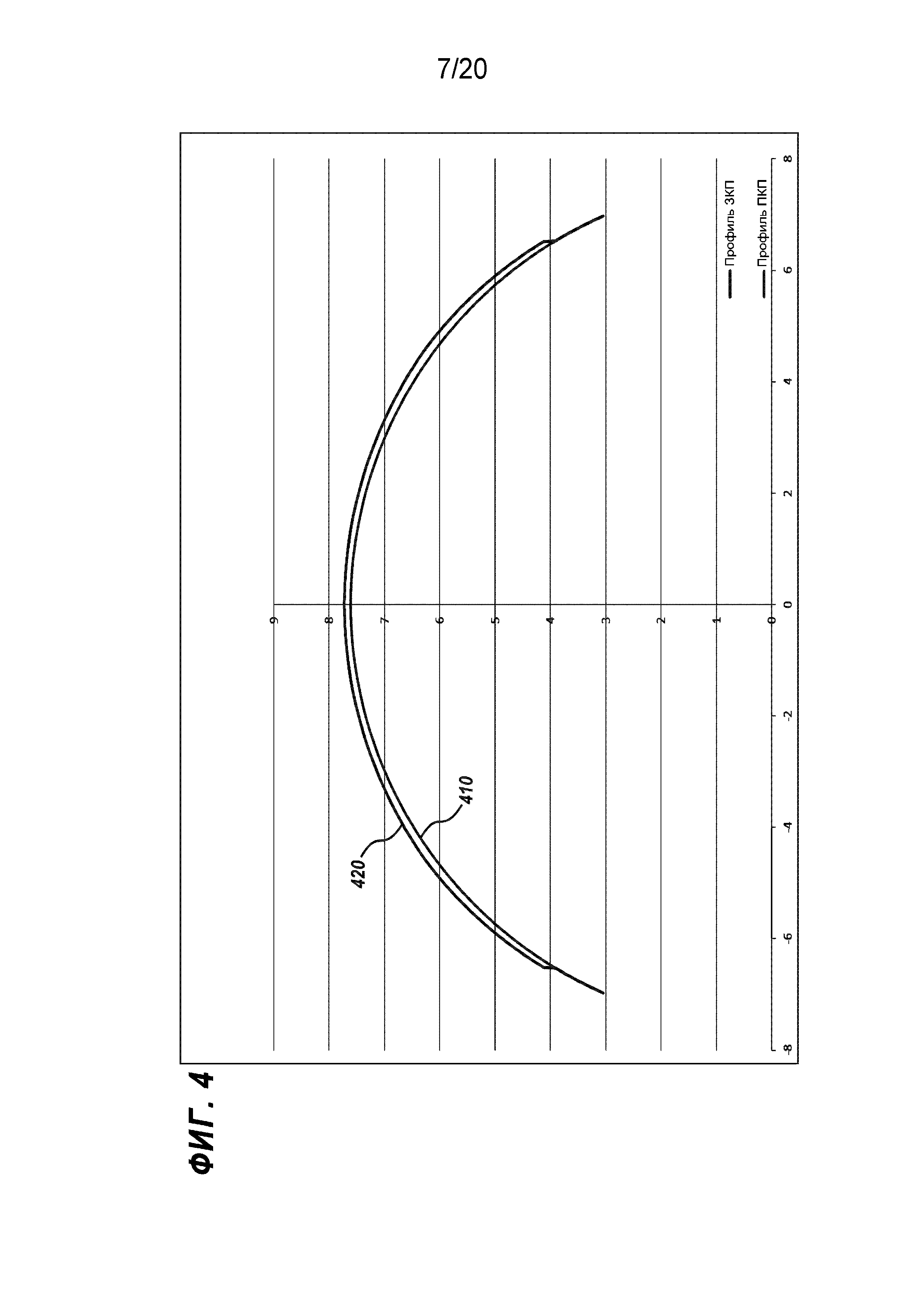
На Фиг. 4 показан пример скриншота, созданного с помощью компьютерной(-ых) программ(-ы), представляющего изображение в сечении целевого файла в искривленном пространстве.
На Фиг. 5 показаны типовые данные, созданные с помощью компьютерной(-ых) программ(-ы), представляющие часть карты толщины.
На Фиг. 6 показан пример скриншота, созданного с помощью компьютерной(-ых) программ(-ы), применяемого для создания и выпуска требуемых оптических и механических элементов, который может использоваться для создания целевого файла.
На Фиг. 6а приводится схематический чертеж примера скриншота из Фиг. 6.
На Фиг. 7 показана принципиальная схема примера процессора, который может применяться для некоторых частей настоящего изобретения.
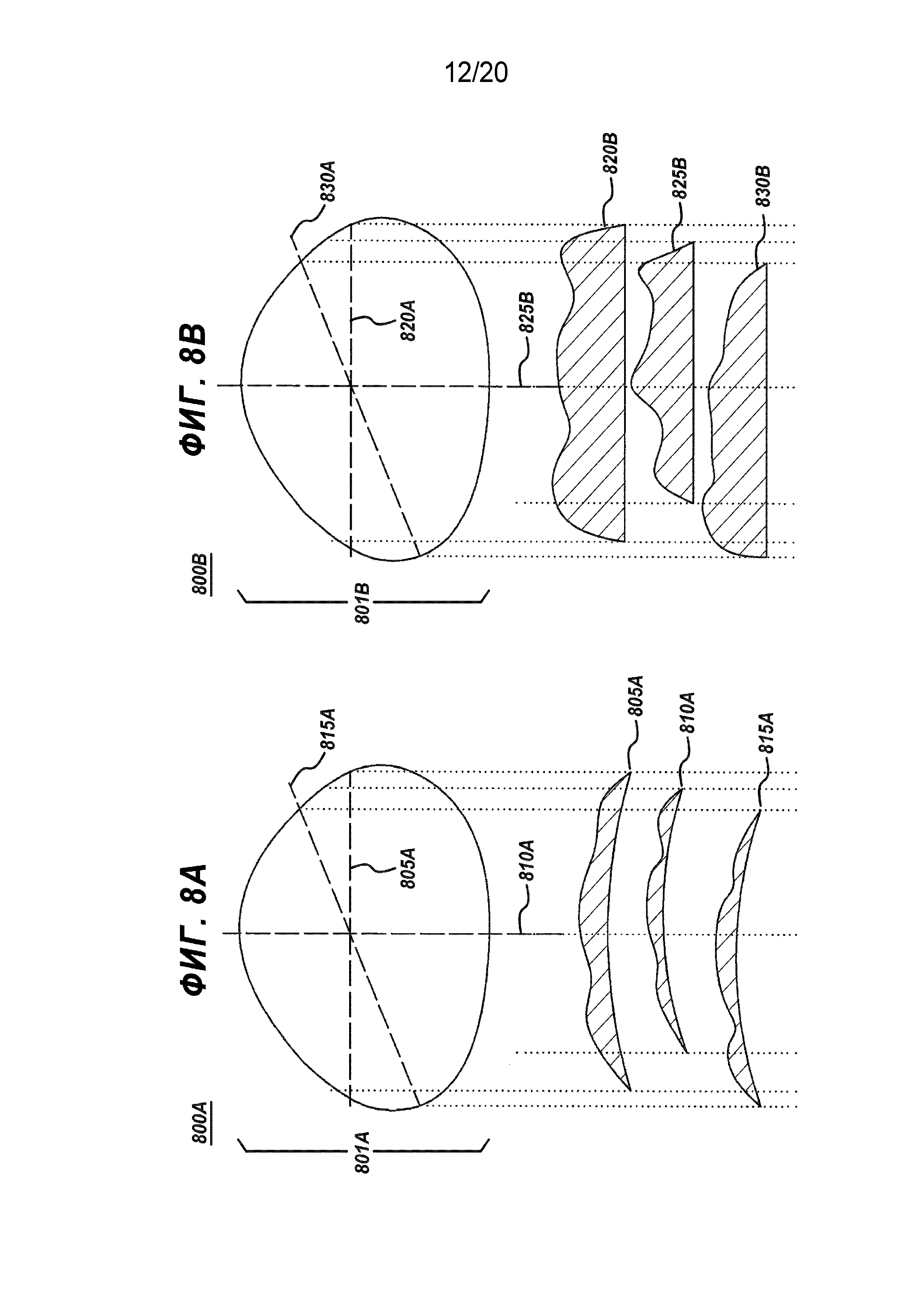
На Фиг. 8А показаны изображения примера вида сверху и в сечении заготовки линзы в искривленном пространстве.
На Фиг. 8В показаны изображения примера вида сверху и вида сбоку в сечении заготовки линзы в плоском пространстве, представляющие увеличенные профили толщины.
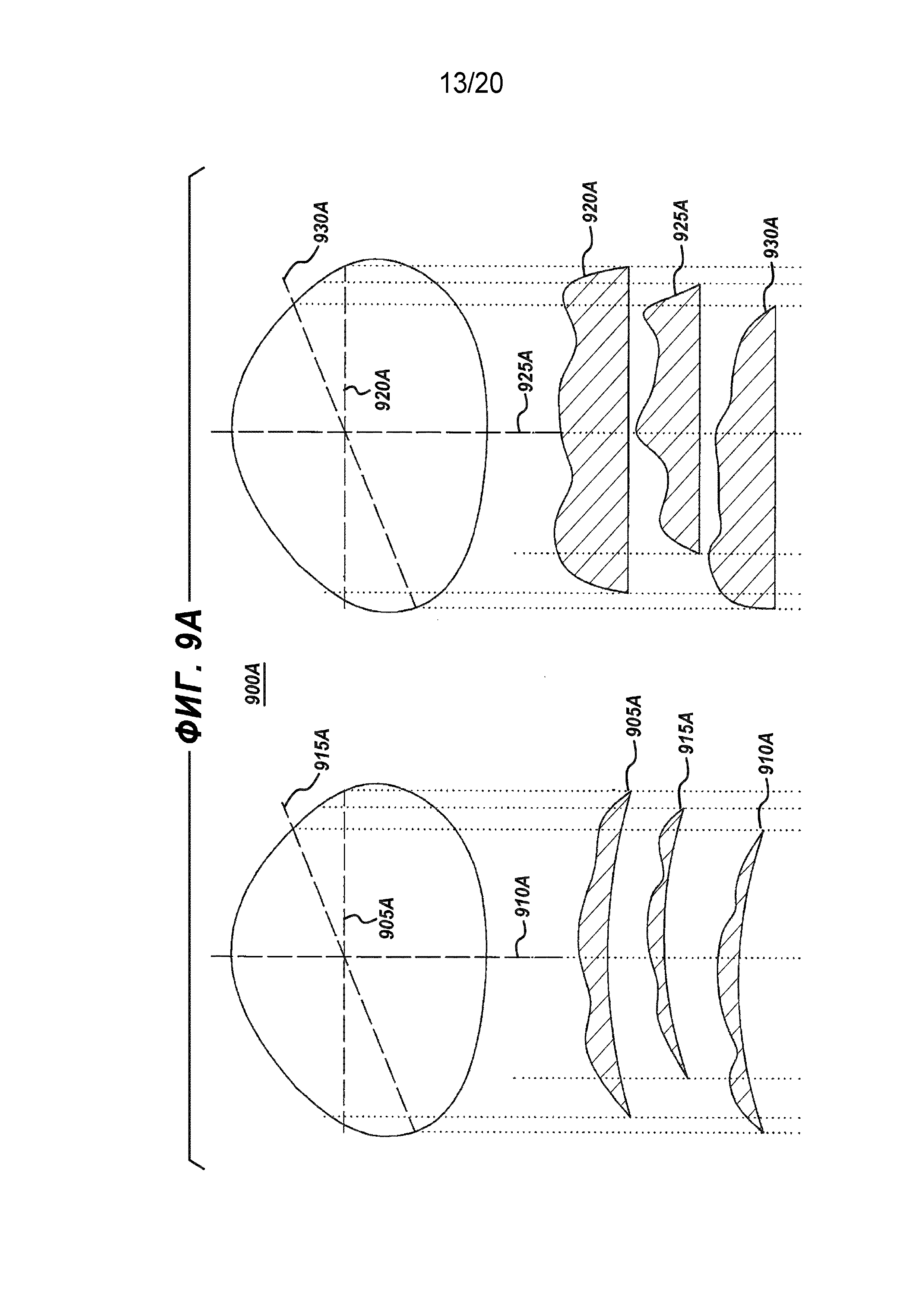
На Фиг. 9А показан пример изображения цельной конфигурации непрерывной поверхности с видами сверху и сбоку в сечении в плоском и искривленном пространстве.
На Фиг. 9В показан пример изображения цельной конфигурации поверхности, не являющейся непрерывной, с видами сверху и сбоку в сечении в плоском и искривленном пространстве.
На Фиг. 9С показан пример изображения составной конфигурации непрерывной поверхности с видами сверху и сбоку в сечении в искривленном пространстве.
На Фиг. 9D показан пример изображения составной конфигурации поверхности, не являющейся непрерывной, с видами сверху и сбоку в сечении в искривленном пространстве.
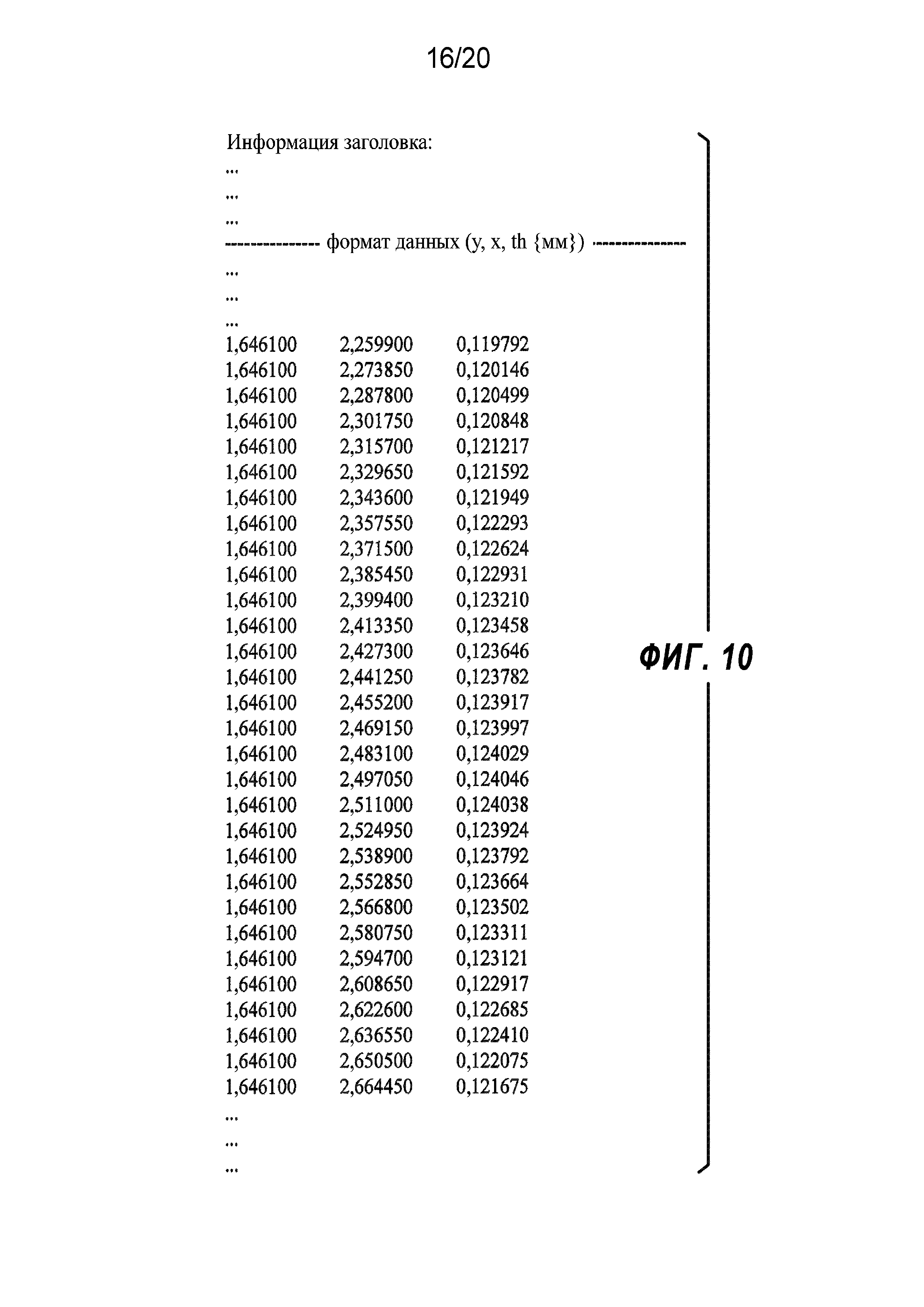
На Фиг. 10 показаны типовые данные, созданные с помощью компьютерной(-ых) программ(-ы), представляющие часть ЦМУ-файла.
На Фиг. 11 показан пример линзы, сформированной с помощью ЦМУ-файла, который может быть реализован в некоторых вариантах осуществления настоящего изобретения, с поворотом на 180° вокруг оси y и поворотом против часовой стрелки на 45° в плоскости (x-y).
На Фиг. 12 показан пример линзы, сформированной с помощью ЦМУ-файла, содержащей кольцевые отводные каналы.
На Фиг. 13А показан пример линзы, сформированной с помощью ЦМУ-файла, содержащего инструкции для кольцевого отводного канала с разделом инструкции об изменении кривизны края.
На Фиг. 13В показана фотография примера не осесимметричной линзы, включающей уплощенный сегмент кривизны края линзы и отводные каналы.
На Фиг. 14 показан пример изображения двух поперечных сечений (45° и 135°) целевой конфигурации линзы, ЦМУ-демонстрация и измеренная заготовка линзы в плоском пространстве.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к заготовке линзы, применяемой для изготовления офтальмологических линз, причем устройство указанной заготовки линзы может содержать набор топологических элементов, применяемых для создания опорного основания, которое может контролировать свойства/характеристики конечной офтальмологической линзы. В следующих разделах приведены подробные описания примеров вариантов осуществления настоящего изобретения. Описания как предпочтительных, так и альтернативных вариантов осуществления, несмотря на подробности, представляют собой лишь примеры вариантов осуществления, и предполагается, что для специалистов в данной области будут понятны возможности их вариаций, модификаций и изменений. Таким образом, необходимо понимать, что указанные примеры вариантов осуществления не ограничивают широту аспектов описываемого изобретения. Стадии способа, описанные в настоящем документе, приведены в этом обсуждении в логической последовательности, однако эта последовательность никоим образом не ограничивает порядок, в котором они могут быть реализованы, если не указано иное.
СПИСОК ТЕРМИНОВ
В описании, относящемся к настоящему изобретению, применяются различные термины, для которых будут приняты следующие определения.
В настоящем документе термин «критерии приемлемости» означает установленные диапазоны параметров и предельные значения в системе, которые можно соотносить с измеренными параметрами и значениями изготовленной офтальмологической линзы, формы для заготовки линзы или заготовки линзы, чтобы определить приемлемость изделия для его предполагаемой цели.
В настоящем документе термин «элементы наплыва(-ов)» означает выступы отвержденной реакционной среды заготовки линзы, которые отверждаются при температуре гелеобразования или выше нее, таким образом создавая топологические элементы. Наплывы можно формировать, например, путем снижения воздействия актиничного излучения в одном или более местоположении(-й) вокселей за счет уменьшения сигнала воздействия, указанного в инструкции(-ях) ЦМУ для этих местоположений. Аналогичным образом, наплывы также могут формироваться путем увеличения воздействия актиничного излучения в одном или более местоположении(-й) вокселей за счет увеличения сигнала воздействия, указанного в инструкции(-ях) ЦМУ для этих местоположений. Наплывы могут размещаться во всей оптической зоне или в ее частях, чтобы способствовать формированию одного или более наборов элементарных линз в ходе отверждения в отдельных частях зоны. Альтернативно или дополнительно, наплывы можно формировать в предварительно заданных областях оптической зоны для формирования бифокальной линзы.
В настоящем документе термин «элемент каталога» означает файл, элемент, компонент, конфигурацию, данные или дескриптор, которые могут временно или постоянно храниться, например, в библиотеках или базах данных, и могут извлекаться для применения.
В настоящем документе термин «искривленное пространство» означает пространство координатного отображения (например, декартово, полярное, сферическое и т.д.), где кривизна конфигурации не устранена. В качестве примера, офтальмологическую линзу можно формировать на задней криволинейной поверхности отливки. Эта линза при осмотре может иметь трехмерный контур, в основном воспроизводящий трехмерный контур отливки. При представлении поперечных сечений для этого примера линзы в искривленном пространстве нижняя часть этих поперечных сечений будет иметь кривизну, аналогичную кривизне отливки. Для более четкого отображения контура передней поверхности линзы в некоторых вариантах изображений в сечении толщина материала над задней криволинейной поверхностью может быть увеличена. В этих случаях поперечное сечение может по-прежнему быть описано как представленное в искривленном пространстве.
В настоящем документе термин «индивидуальное изделие» означает изделие, включающее один или более параметров, которые могут быть доступны в изделиях и/или настройках, не являющихся обычными или стандартными. Параметры индивидуального изделия могут обеспечивать более точные значения сферической силы, цилиндрической силы и цилиндрической оси (например, -3,125 дптр/-0,47 дптр × 18°), чем в стандартных изделиях. Специальные настройки могут также относиться к базовым кривизнам, диаметрам, профилям стабилизации и профилям толщины в зависимости от конкретного предложения изделия и предполагаемого применения изделия.
В настоящем документе термин «раздел цифровой основы» означает ассортимент изделий, для которых выборочные комплекты элементов заготовки линзы или контрольные параметры остаются идентичными. Например, в наборе линз с «разделом цифровой основы», которые предлагаются с различными диапазонами оптической силы и сферичности, край линзы, элементы зоны стабилизации и элементы регулирования объема могут быть идентичными для всех диапазонов коррекции с низкой оптической силой.
В настоящем документе термин «управляющее программное обеспечение ЦМУ» означает программное обеспечение для организации и использования ЦМУ-файлов и ЦМУ-демонстраций по усмотрению пользователя. Например, программное обеспечение может применяться для обеспечения изготовления или последующей обработки заготовок линзы, содержащих элементы заготовки линзы.
В настоящем документе термин «ЦМУ-файл» означает набор точек ввода инструктивных данных, которые можно применять для активации зеркал в ЦМУ и, таким образом, по меньшей мере частичного обеспечения изготовления линзы, или заготовки линзы, или формы для заготовки линзы, или элемента(-ов) заготовки линзы. ЦМУ-файл может иметь различные форматы, наиболее распространенными из которых являются (x, y, th) и (r, θ, th), где «x» и «y», например, являются местоположениями зеркал ЦМУ в декартовой системе координат, «r» и «θ» являются местоположениями зеркал ЦМУ в полярной системе координат, а «th» представляет собой инструкции по толщине, управляющие состояниями зеркал ЦМУ. ЦМУ-файлы могут содержать данные на решетке, имеющей регулярные или нерегулярные интервалы.
В настоящем документе термин «итерационная ЦМУ-демонстрация» означает набор точек ввода инструктивных данных, зависящих от времени, которые можно применять для управления активацией зеркал в ЦМУ и обеспечения изготовления линзы, заготовки линзы, формы для заготовки линзы, или элемента(-ов) заготовки линзы. Итерационную ЦМУ-демонстрацию можно применять для изготовления линзы, заготовки линзы или элемента(-ов) заготовки линзы, которые могут быть ближе к целевой конфигурации, чем линза, заготовка линзы или элемент(-ы) заготовки линзы, изготовленные с помощью предыдущей ЦМУ-демонстрации и/или ЦМУ-последовательности. Итерационные ЦМУ-демонстрации могут содержать данные на решетке, имеющей регулярные или нерегулярные интервалы.
В настоящем документе термин «ЦМУ-демонстрация» означает последовательный временной ряд проекционных профилей, поступающих от ЦМУ-устройства на формирующую оптику для изготовления линзы, или заготовки линзы, или формы для заготовки линзы, или элемента(-ов) заготовки линзы. ЦМУ-демонстрацию можно разделить на определенное число ЦМУ-последовательностей. ЦМУ-демонстрация может иметь различные форматы, наиболее распространенными из которых являются (x, y, t) и (r, θ, t), где «x» и «y», например, являются местоположениями зеркал ЦМУ в декартовой системе координат, «r» и «θ» являются местоположениями зеркал ЦМУ в полярной системе координат, а «t» представляет собой временные инструкции, управляющие состояниями зеркал ЦМУ. ЦМУ-демонстрации могут содержать данные на решетке, имеющей регулярные или нерегулярные интервалы.
В настоящем документе термин «ЦМУ-последовательность» означает одну или более частей ЦМУ-демонстрации, в которой одна или более характеристик проекционного изображения ЦМУ-демонстрации могут модифицироваться. Модификации последовательности могут включать одно или более из пространственного профиля, уровня интенсивности излучения, спектральной области проекта, установки зеркала по битам, направления проекционного профиля и временного порядка проекционного изображения.
В настоящем документе термин «ЦМУ» (цифровое микрозеркальное устройство) означает бистабильный пространственный модулятор света, содержащий набор микрозеркал, выполненных с возможностью перемещения, функционально установленных на статическое ОЗУ КМОП-структуры. Каждым зеркалом управляют независимо путем загрузки данных в ячейку памяти под этим зеркалом для наведения отраженного света, пространственно нанося пиксель видеоданных на пиксель отображения. Данные электростатически управляют углом наклона зеркала двоичным методом, при этом зеркало может находиться в состоянии под углом +X градусов (вкл.) и под углом -X градусов (выкл.). Для доступных в настоящий момент устройств номинальная величина X может составлять 10 или 12 градусов. Свет, отраженный «включенными» зеркалами, проходит через проекционную линзу и направляется на экран. Свет, отраженный «выключенными» зеркалами, создает темное поле, тем самым образуя фоновый уровень черного для изображения. Изображения создаются модуляцией шкалы серого путем быстрого переключения между «включенным» и «выключенным» уровнями с частотой, достаточной для восприятия наблюдателем. ЦМУ (цифровое микрозеркальное устройство) иногда представляет собой проекционную систему цифровой обработки света (DLP).
В настоящем документе термин «отводной канал» означает топологический элемент заготовки линзы, который можно создавать одним или обоими из сокращенного и продленного воздействия актиничного излучения на местоположения вокселей в соответствии с управляющей(-ими) инструкцией(-ями) подобно тому, как это обсуждалось в определении элементов наплыва. Топологический элемент может иметь контур, который может позволять текучей реакционной среде линзы выполнять одно или более из следующего: перетекание через, от и скопление на всей или по меньшей мере части полимеризованной заготовки линзы, формы для заготовки линзы или другого(-их) элемента(-ов) заготовки линзы. Топографический элемент может включать, например, непрерывные или дискретные сегментированные удлиненные углубления в частях гелеобразной части заготовки линзы. Отводные каналы могут быть размещены рядом друг с другом и выполнены с возможностью обеспечивать перетекание текучей реакционной среды линзы через форму для заготовки линзы.
В настоящем документе «условия процесса изготовления» означают настройки, условия, способы, оборудование и процессы, применяемые при изготовлении одного или более из заготовки линзы, формы для заготовки линзы и линзы.
В настоящем документе «плоское пространство» означает пространство координатного отображения (например, декартово, полярное, сферическое), где кривизна рассматриваемой конфигурации устранена/уплощена. В качестве иллюстрации такого изображения пример офтальмологической линзы можно формировать на задней криволинейной поверхности отливки. Этот пример линзы при осмотре может иметь трехмерный контур, в основном воспроизводящий трехмерный контур отливки. При представлении поперечных сечений для этого примера линзы в плоском пространстве нижнюю часть этих поперечных сечений можно «устранить/уплощить», в результате чего контур задней криволинейной поверхности будет представлен прямой линией. Для более четкого отображения контура передней поверхности линзы в некоторых вариантах изображений в сечении толщина материала над уже «устраненной/уплощенной» задней криволинейной поверхностью может быть увеличена. В этих случаях поперечное сечение может по-прежнему быть описано как представленное в плоском пространстве.
В настоящем документе термин «текучая реакционная среда линзы», которую иногда также называют «текучей реакционной смесью линзы» или «линзообразующей смесью», означает реакционную смесь, смесь форполимера или смесь мономера, которая является текучей в своей исходной форме, или прореагировавшей форме, или частично прореагировавшей форме, и в ходе дополнительной обработки может формироваться как часть офтальмологической линзы. Дополнительно, смесь мономера или материал форполимера могут быть отверждены и поперечно сшиты или поперечно сшиты. Линзообразующие смеси могут включать одну или более добавок, таких как УФ-блокаторы, красители, фотоинициаторы или катализаторы и другие добавки, которые могут потребоваться в офтальмологических линзах, таких как контактные или интраокулярные линзы.
В настоящем документе термины «свободного формования» и «свободной формы» означают поверхность, сформированную путем поперечной сшивки реакционной смеси посредством воздействия актиничного излучения повоксельно, со слоем текучей среды или без него, а не сформированную путем отливки, обработки на станке или лазерной абляции. Подробные описания способов и устройств для свободного формования приводятся в заявке на патент США с серийным № 12/194,981, поданной 20 августа 2008 г., в заявке на патент США с серийным № 12/195,132, поданной 20 августа 2008 г., и в EP-A-2,178,695, EP-A-2,228,202, EP-A-2,228,201, EP-A-2,178,694 и EP-A-2,391,500.
В настоящем документе термин «оптическая(-ие) аберрация(-и) высшего порядка» (АВП) означает искажение(-я) в изображении, сформированном оптической системой, ввиду оптических отклонений. В частности, в глазу она может включать один или более симптомов, известных в области коррекции зрения как сферическая(-ие) аберрация(-и), аберрация типа трефойл, несимметричная аберрация и аберрация типа пентафойл.
В настоящем документе термин «итерационный процесс изготовления» означает процесс проведения итерационного цикла с помощью одной или обоих из итерационной(-ых) ЦМУ-демонстрации(-й) и модификаций условий процесса изготовления для изготовления линзы, формы для заготовки линзы или заготовки линзы, которая может быть ближе к требуемой карте толщины/целевой конфигурации, чем предыдущий вариант.
В настоящем документе термин «итерационный цикл» означает одно или несколько из стадий, компонентов и/или условий способа, которые могут обеспечить изготовление линзы, заготовки линзы, формы для заготовки линзы или элемента(-ов) заготовки линзы, так что при каждом прохождении цикла линза, заготовка линзы, форма для заготовки линзы или элемент(-ы) заготовки линзы могут соответствовать требуемой цели в большей степени, чем предыдущий вариант.
В настоящем документе термин «элемент впадины» означает топологический элемент заготовки линзы, который включен в некоторые конфигурации заготовки линзы. Элемент впадины можно создавать одним или обоими из сокращенного и продленного воздействия актиничного излучения на местоположения вокселей в соответствии с инструкцией(-ями) ЦМУ подобно тому, как это обсуждалось в определении элементов наплыва. Элемент впадины, иногда называемый «топологическим элементом впадины», может включать углубление в части поперечно сшитой гелеобразной части заготовки линзы, чтобы удерживать больший объем текучей реакционной среды линзы по сравнению со смежными областями.
В настоящем документе термин «конфигурация линзы» означает форму и/или функцию требуемой линзы, которая при изготовлении может обеспечить функциональные характеристики, содержащие коррекцию оптической силы, приемлемое прилегание линзы (например, закрытие роговицы и перемещение) и приемлемую ротационную устойчивость линзы. Конфигурации линзы могут быть представлены, например, в гидратированном или негидратированном состоянии, в плоском или искривленном пространстве, в двухмерном или трехмерном пространстве, и способом, включающим, без ограничений, геометрические чертежи, профиль оптической силы, контур, элементы и значения толщины. Конфигурации линзы могут включать данные, связанные с решеткой, имеющей регулярные или нерегулярные интервалы.
В настоящем документе термин «край линзы» означает топологический элемент, способный обеспечивать определенный край вокруг по меньшей мере части периметра заготовки линзы, формы для заготовки линзы или линзы, который может включать текучую реакционную среду линзы. Топологический элемент края линзы либо может быть непрерывным вокруг заготовки линзы или линзы, либо может присутствовать в отдельных, не являющихся непрерывными зонах. Такой край линзы может содержать структуру ограждения, которая выполнена с возможностью удерживать текучую реакционную среду линзы, присутствующую внутри периметра формы для заготовки линзы.
В настоящем документе термин «элемент заготовки линзы», также называемый «элементом» или «топологическим элементом», означает нетекучую часть опорного основания формы для заготовки линзы, которая может служить структурной основой для заготовки линзы. Элементы заготовки линзы могут быть образованы эмпирически или описаны математически с помощью контрольных параметров, включая высоту, угловую ширину, длину, контур и местоположение. Элементы можно создавать посредством инструкций ЦМУ-демонстрации, с помощью управляемых векторов актиничного излучения, и могут быть встроены в офтальмологическую линзу в ходе дополнительной обработки. Примеры элементов заготовки линзы могут содержать одно или более из края линзы, элемента зоны стабилизации, элемента регулирования объема, оптической зоны, элемента канавки, элемента отводного канала, элемента впадины и элемента наплыва.
В настоящем документе термин «форма для заготовки линзы» означает нетекучий объект по меньшей мере с одной поверхностью оптического качества, который в ходе дополнительной обработки может быть подходящим для встраивания в офтальмологическую линзу.
В настоящем документе термин «заготовка линзы» означает составной объект, содержащий форму для заготовки линзы и текучую реакционную среду линзы, контактирующую с формой для заготовки линзы, которая может быть осесимметричной или не осесимметричной. Например, текучую реакционную среду линзы можно формировать в процессе изготовления формы для заготовки линзы внутри объема реакционной смеси. Отделение формы для заготовки линзы и текучей реакционной среды линзы от объема реакционной смеси, применяемой для формирования формы для заготовки линзы, позволяет создать заготовку линзы. Дополнительно, заготовка линзы может быть преобразована в другой объект путем либо удаления некоторого количества текучей реакционной среды линзы, либо преобразования некоторого количества текучей реакционной среды линзы в нетекучий встроенный материал.
В настоящем документе термин «линза» означает любое офтальмологическое устройство, которое размещается в или на глазу. Эти устройства могут обеспечивать оптическую или косметическую коррекцию. Например, термин «линза» может означать контактную линзу, интраокулярную линзу, накладную линзу, глазную вставку, оптическую вставку или другое аналогичное устройство, с помощью которого осуществляется коррекция или модификация зрения или с помощью которого осуществляется косметическое улучшение физиологии глаза (например, цвета радужной оболочки) без ущерба для зрения. Линзы, составляющие предмет настоящего изобретения, могут быть мягкими контактными линзами, выполненными из силиконовых эластомеров или гидрогелей, которые включают, без ограничений, силиконовые гидрогели и фторированные гидрогели.
В настоящем документе термин «оптическая(-ие) аберрация(-и) низшего порядка» означает искажение(-я) в изображении, сформированном оптической системой, ввиду оптических отклонений. В частности, в глазу она может включать коррекцию одного или более симптомов, известных в области коррекции зрения, за счет изменения одного или более из сферической оптической силы, цилиндрической оптической силы и цилиндрической оси.
В настоящем документе термин «поверхность с минимальной энергией», иногда называемая «ПМЭ», означает поверхность, созданную текучей реакционной средой линзы, сформированной над элементами заготовки линзы, которая может быть в состоянии с минимальной энергией. Поверхности с минимальной энергией могут быть гладкими и непрерывными поверхностями или гладкими отдельными сегментами элементов заготовки линзы.
В настоящем документе термин «канавка» означает топологический элемент заготовки линзы, который можно формировать с помощью фиксированных значений в ЦМУ-демонстрации в одной или более областях и который ниже, чем окружающие элементы. За исключением того, что этот элемент может быть образован с помощью фиксированных значений в ЦМУ-демонстрации, общая процедура формирования канавки или «элемента канавки» может проводиться подобно тому, как это описано в определении элементов наплыва. Дополнительно, канавка может быть продолжением или частью другого элемента, такого как элемент регулирования объема. «Канавка» может определяться по существу скачкообразным снижением высоты формы для заготовки линзы и/или определяться областью формы для заготовки линзы по существу нулевой или нулевой толщины.
В настоящем документе термин «составная конфигурация» означает конфигурацию, в которой необходимая информация для реконструкции требуемого профиля включена в два или более файлов. Дополнительно, два или более файлов могут включать одну или более отдельных, несплошных и не являющихся непрерывными поверхностей. Составные конфигурации могут включать разделение элементов в плоскости (x-y), которая на изображении в плоском пространстве примера поперечного сечения линзы может быть плоскостью, которая «уходит в бумагу», и могут также включать разделение в плоскости (x-z), которая в аналогичном изображении в плоском пространстве примера поперечного сечения линзы может быть представлена собственно плоскостью бумаги.
В настоящем документе термин «оптическая зона» означает область линзы или заготовки линзы, через которую смотрит пользователь линзы после формирования линзы.
В настоящем документе термин «оптическая аберрация» означает искажение в изображении, сформированном оптической системой, которое может включать одну или обе из оптических аберраций низшего порядка и оптических аберраций высшего порядка.
В настоящем документе термин «изделие» означает требуемую линзу или заготовку линзы. Изделие может быть «стандартным изделием» или «индивидуальным изделием».
В настоящем документе термин «цельная конфигурация» означает конфигурацию, в которой необходимая информация о требуемом профиле может быть представлена в одном файле. Цельные конфигурации могут обеспечивать форму для заготовки линзы, которая может иметь непрерывную поверхность или поверхность, не являющуюся непрерывной.
В настоящем документе термин «зона стабилизации» означает топографический элемент, который способствует поддержанию правильной ориентации не осесимметричных контактных линз на глазу и который может быть расположен внутри элемента края и за пределами одной или обеих из области оптической силы и оптической зоны.
В настоящем документе термин «стандартное изделие» означает изделие с ограниченной доступностью параметров изделия, такое как предлагаемые в настоящее время изделия с установленными настройками, которые изменяются с дискретным шагом. Например, стандартные изделия могут образовывать семейство изделий, в которых параметры сферической силы могут быть доступны лишь с шагом 0,25 дптр (например, -3,00 дптр, 3,25 дптр, -3,50 дптр и т.д.); параметры цилиндрической силы могут быть доступны лишь с шагом 0,50 дптр (например,
-0,75 дптр, -1,25 дптр, -1,75 дптр и т.д.); и параметры цилиндрической оси могут быть доступны лишь с шагом 10° (например, 10°, 20°, 30°, и т.д.). Другие параметры и элементы стандартного изделия, предлагаемые с дискретным шагом, включают, без ограничений, радиусы базовой кривизны, диаметр, профили стабилизации и профили толщины.
В настоящем документе термин «подложка» означает физический объект, на котором могут быть размещены или сформированы другие объекты.
В настоящем документе термин «опорное основание» означает топологические элементы или параметры, которые способны поддерживать и иногда влиять по меньшей мере на часть текучей реакционной среды линзы в заготовке линзы. Опорное основание может включать одно или оба из подложки и одного или более элементов заготовки линзы, включенных для конкретной конфигурации линзы. Контроль текучей реакционной среды линзы может включать, например, регулирование количества реакционной среды линзы в заготовке линзы в одном или более участках и влияние на результирующие оптические свойства офтальмологической линзы свободной формы.
В настоящем документе термин «целевой файл», иногда также называемый «целевой конфигурацией линзы», означает данные, которые представляют конфигурацию линзы, карту толщины, конфигурацию заготовки линзы, конфигурацию элемента заготовки линзы или их комбинации. Целевой файл может быть представлен в гидратированном или негидратированном состоянии, в плоском или искривленном пространстве, в двухмерном или трехмерном пространстве и способами, включающими, без ограничений, геометрические чертежи, профиль оптической силы, контур, элементы, значения толщины и т.д. Целевые файлы могут содержать данные, связанные с решеткой, имеющей регулярные или нерегулярные интервалы.
В настоящем документе термин «карта толщины» означает двухмерное или трехмерное представление профиля толщины требуемого изделия или заготовки линзы. Карты толщины могут быть в одном или обоих из плоского координатного пространства и искривленного координатного пространства и могут содержать данные, связанные с решеткой, имеющей регулярные или нерегулярные интервалы.
В настоящем документе термин «элемент регулирования объема» означает элемент, который контролирует перетекание реакционной смеси текучей среды относительно внешнего края заготовки линзы, или другой элемент или область заготовки линзы. Элемент регулирования объема может обеспечивать одно или более из следующего: требуемые значения высоты, значения глубины, значения угловой ширины, значения длины, контуры и углы и т.д. поверхностей с минимальной энергией для формирования требуемых геометрических параметров заготовки линзы. Параметры, определяющие элемент регулирования объема, во многих случаях выбирают на основании по меньшей мере частично параметров, определяющих смежные элементы линзы и требуемый контур линзы.
В настоящем документе термин «воксель», также называемый «вокселем актиничного излучения», означает объемный элемент, представляющий значение на решетке, имеющей регулярные или нерегулярные интервалы в трехмерном пространстве. Однако воксель можно рассматривать как трехмерный пиксель, причем пиксель представляет данные двухмерного изображения, а воксель включает третье измерение. Кроме того, хотя воксели часто применяются для визуализации и анализа медицинских и научных данных, в настоящем изобретении воксель применяется для определения границ количества актиничного излучения, попадающего в некоторый объем реакционной смеси и, таким образом, контролирующего скорость поперечной сшивки или полимеризации конкретного объема реакционной смеси. В качестве примера, в настоящем изобретении воксели считаются существующими в одном слое, соответствующем двухмерной поверхности формы для литья, причем актиничное излучение может быть направлено перпендикулярно данной двухмерной поверхности и вдоль общей для каждого вокселя оси. В качестве примера, конкретный объем реакционной смеси может быть поперечно сшит или полимеризован в соответствии с разбивкой на 768 х 768 вокселей.
Настоящее изобретение включает способы и устройства для формирования заготовки линзы, содержащей топологические элементы как часть опорного основания формы для заготовки линзы/заготовки линзы. Опорное основание может иметь функцию контроля по меньшей мере части неполимеризованной или частично полимеризованной части текучей реакционной среды заготовки линзы. Указанная заготовка линзы может дополнительно обрабатываться до офтальмологической линзы.
Элементы заготовки линзы
Многие типы офтальмологических контактных линз могут представлять собой гораздо более сложные офтальмологические линзы, чем можно было бы ожидать, исходя из их внешнего вида и текущего использования. В некоторых типах офтальмологических линз основные элементы могут быть существенными для обеспечения наивысших показателей, комфорта и различных функций. В описании обладающей признаками изобретения области техники, представленной в настоящем документе, описано некоторое число таких элементов, которые относятся к области изготовления офтальмологических линз методом свободного формования. После описания некоторых инновационных аспектов и характера этих элементов будет приведено описание, в котором на примерах вариантов осуществления настоящего изобретения рассматривается, каким образом элементы могут формироваться, действовать и взаимодействовать друг с другом, и применение примера процесса свободного формования, который может обеспечить требуемые аспекты требуемого изделия или целевой конфигурации линзы. При этом предоставляется основа для описания одного примера методологии, соответствующей обладающей признаками изобретения области техники, представленной в настоящем документе.
Из Фиг. 1А и 1В очевидно, что изображения в сечении демонстрируют тот уровень сложности, который может определяться всей совокупностью элементов. На двух фигурах изображен фундаментальный аспект свободной формы, а именно заготовка линзы. Заготовка линзы, как свидетельствует ее полное определение, содержащееся в определении глоссария, представляет собой комбинацию полимеризованной(-ых) области(-ей) при температуре выше точки гелеобразования в комбинации с неполимеризованными или частично полимеризованными областями при температуре ниже точки гелеобразования текучей реакционной среды линзы. Неполимеризованная или частично полимеризованная при температуре ниже точки гелеобразования текучая реакционная среда линзы может быть основой для создания изделий офтальмологической линзы с высокими оптическими показателями.
Перетекая через гелеобразное опорное основание, по меньшей мере часть текучей реакционной среды линзы может перетекать в определенное состояние, например, состояние поверхности с минимальной энергией. За счет этого можно сформировать гораздо более гладкую поверхность, которая может обеспечивать получение требуемых оптически активных областей, но также может повысить сложность создания изделия линзы в целом. Например, применение инновационной конфигурации свободной формы и технологии изготовления может позволить получить изделие линзы с помощью аспектов текучей реакционной среды линзы в сочетании с опорным основанием.
Как показано на Фиг. 1А и Фиг. 1В; на Фиг. 1А изображено поперечное сечение гелеобразного опорного основания примера одиночной заготовки линзы в плоском пространстве, иногда называемого формой для заготовки линзы. На Фиг. 1В изображено то же опорное основание, тоже в плоском пространстве, вместе со слоем текучей реакционной среды линзы поверх гелеобразного опорного основания.
На Фиг. 1А представлен вид сбоку изображения в сечении примера формы 100А для заготовки линзы в плоском пространстве, где удалена естественная трехмерная кривизна устройств офтальмологической линзы, так что можно четко представить толщину собственно элементов. Пример поперечного сечения включает набор различных элементов заготовки линзы. Форма 100А для заготовки линзы может содержать непрерывный край 110А линзы. Этот элемент можно описать как непрерывный, чтобы определить тот факт, что край линзы примыкает и может соединяться со своими соседними элементами, как показано элементом 115А в сечении на Фиг. 1А. Пониманию характера этого элемента края заготовки линзы может также способствовать то, что в некоторых вариантах осуществления он может существовать вокруг всей периферической зоны, как представлено на Фиг. 1Е в элементе 110Е.
В продолжение элементов, приведенных на Фиг. 1А, элементом 115А представлен непрерывный элемент зоны стабилизации. Этот элемент зоны стабилизации, если смотреть на вид в горизонтальной проекции на Фиг. 1Е, представлен элементами 115Е по обеим сторонам примера линзы. Как отмечалось выше, эти типы элементов заготовки линзы могут быть важны в обеспечении различных функций. В частности, элементы зоны стабилизации могут быть важны, например, в обеспечении функции размещения офтальмологической линзы в правильном местоположении и/или ориентации, когда она находится на глазу пользователя. В некоторых элементах зоны стабилизации элемент может принимать контур с большей толщиной, чтобы выполнять свою функцию, как показано с левой стороны на Фиг. 1А, элемент 115А. Дополнительно, при рассмотрении примера изображения, которое включает текучую реакционную среду 135B линзы на Фиг. 1В, становится очевидно, что текучая реакционная среда линзы в области элемента 115B может оказывать конкретное воздействие ввиду топологических аспектов локальной большей толщины элемента зоны стабилизации 115B.
Далее в примере поперечного сечения на Фиг. 1А элементом 120А представлен пример непрерывного элемента регулирования объема. Как дополнительно подробно описано в последующих разделах, контур этого элемента может включать различные осуществления. В местоположении этого поперечного сечения этот элемент 120А с левой стороны поперечного сечения может быть составлен из двух частей - нижней полки и второй верхней полки, которая примыкает к области большей толщины элемента 115А зоны стабилизации с левой стороны поперечного сечения. Альтернативно, с правой стороны поперечного сечения, где элемент 115В зоны стабилизации не может быть таким толстым, элемент 120В регулирования объема может быть простой полкой приблизительно такой же толщины, что и зона стабилизации. Благодаря характеру некоторых текучих реакционных материалов линзы, этот пример различия в поперечном сечении элемента регулирования объема наряду с элементами разных значений высоты может обеспечивать требуемые результирующие свойства конечного изделия. Например, для элемента регулирования объема могут потребоваться большие возможности по «объему», чтобы текучая среда перетекала в следующие относительно толстые топологические элементы.
Элементом 125А представлена оптическая зона. Оптическая зона или ее часть могут располагаться на офтальмологической линзе в глазу пользователя перед частями глаза, через которые свет может проходить в тело глаза. Более того, комбинация опорного основания 125В оптической зоны и текучей среды 135В в оптической зоне может создавать комбинированные профили толщины, которые могут обеспечивать требуемые оптические свойства всей оптической зоны.
Еще одним характерным элементом может быть край линзы. Край линзы может присутствовать на внешнем крае заготовки линзы и может иметь одинаковые или различные значения высоты или угловые значения ширины на всем протяжении окружности заготовки линзы. Край линзы может быть непрерывным вокруг заготовки линзы или может присутствовать в отдельных, не являющихся непрерывными зонах. Край линзы может действовать как структура ограждения, чтобы обеспечивать четко определенный край, который может содержать текучую реакционную среду линзы и удерживать ее от перетекания или контролировать перетекание через край заготовки линзы на различных стадиях в ходе изготовления линзы.
На Фиг. 1А высота края 110А линзы на заготовке линзы может меняться от 0,001 мм до 1,000 мм, чтобы формировать по меньшей мере части требуемого опорного основания, причем указанное опорное основание может быть способно влиять на текучую реакционную среду вблизи края заготовки линзы. Определение локального контура или профиля высоты может достигаться различными методами, включая увеличение интенсивности, длины волн или времени воздействия актиничного излучения на смесь мономера в конкретном местоположении, чтобы получить более высокие области, и наоборот, относительную корректировку с противоположной стороны, чтобы получить более низкие области. Функция этих более высоких областей может заключаться в том, например, чтобы обеспечить более высокий край линзы в некоторых отдельных частях образующего края для контроля реакционной среды текучей среды линзы, и, соответственно, получить линзу, которая содержит более толстый край линзы в этих частях.
Значения длины края линзы также могут различаться в разных конфигурациях и могут включать диапазон значений длины от 0,001 мм до 2,00 мм. Край линзы может быть непрерывным вокруг периметра или присутствовать в сегментированных участках в зависимости от целевой конфигурации. Соответственно, длина элемента края может формировать поверхность с минимальной энергией для текучей реакционной смеси линзы.
Элементом 115A представлен непрерывный топологический элемент зоны стабилизации. Топологические элементы зоны стабилизации могут соответственным образом присутствовать в заготовке линзы и включать диапазоны значений высоты или толщины от приблизительно 0,050 мм до 1,000 мм и диапазоны значений длины от приблизительно 0,001 мм до 4,500 мм. Эти зоны стабилизации могут также допускать большое разнообразие аспектов конфигурации и могут быть непрерывными, сегментированными или не являться непрерывными. Например, может присутствовать одно кольцо стабилизации, которое включает две пропорционально увеличенные выступающие области для функции стабилизации.
Элементом 120А представлен топологический элемент регулирования объема. Как уже отмечалось, элемент регулирования объема может помогать в контролировании перетекания реакционной смеси текучей среды между одной или более областями заготовки линзы. В связи с этим, если этот элемент можно сформировать за счет локального пустого объема гелеобразного материала, перетекание текучей среды можно считать «контролируемым». В условиях контролируемого перетекания в нем может присутствовать больший объем реакционной смеси текучей среды линзы; что может, таким образом, обеспечивать последующее отверждение большего объема реакционной смеси текучей среды линзы в этих областях заготовки линзы.
Элемент регулирования объема может быть непрерывным вокруг периметра или не являться непрерывным. Высота или толщина элемента регулирования объема может включать части с диапазонами значений от 0,001 мм до 1,000 мм и диапазоны значений длины от 0,001 мм до 4,500 мм.
На Фиг. 1В показано изображение в сечении заготовки 100B линзы, которая включает элементы цельной заготовки линзы множества типов и значений высоты 105B. Заготовка линзы может включать один непрерывный край 110B линзы, один элемент 115B зоны стабилизации, один непрерывный элемент 120B регулирования объема, одну непрерывную оптическую зону 125B, поверхность 130В с минимальной энергией и текучую реакционную среду 135B линзы. Как представлено, поверхность 130В с минимальной энергией может быть создана реакционной средой, полимеризованной при температуре гелеобразования или выше нее, с формированием заготовки линзы с элементами, которые могут действовать по отдельности или в сочетании друг с другом, чтобы создать поверхность с минимальной энергией для размещения реакционной среды текучей среды линзы и для пребывания поверхности в состоянии 130B с низкой и иногда с минимальной энергией. Как представлено, поверхности с минимальной энергией могут быть гладкими и непрерывными поверхностями. Однако можно осуществить настоящее изобретение так, что поверхности с минимальной энергией могут быть в гладких отдельных сегментах.
Соответственно, в настоящем изобретении максимально используется концепция поверхности с минимальной энергией, контур которой опирается на то, каким образом текучая реакционная среда линзы может размещаться и перетекать через опорное основание формы для заготовки линзы. В связи с этим, перетекание и количество текучей реакционной среды линзы, которая размещается в конкретной части формы для заготовки линзы или прикрепляется к ней, может определяться контуром и топологией этой формы для заготовки линзы. Например, элементы заготовки линзы в форме для заготовки линзы не могут сами по себе создавать гладкий и непрерывный профиль; однако результирующая заготовка линзы может на самом деле быть гладкой и непрерывной, если рассматривать ее как комбинацию, элемент 105В, формы для заготовки линзы и текучей реакционной среды линзы. Эта концепция будет разъяснена дополнительно в следующих разделах настоящего документа.
На Фиг. 1С показано изображение в сечении другого примера заготовки 100C линзы, который включает различные типы элементов 105С заготовки линзы. Характерным отличием этой конфигурации заготовки линзы, однако, является то, что некоторые из представленных элементов могут встречаться в этой конфигурации один раз, тогда как другие элементы могут встречаться множество раз.
В примере заготовки 100C линзы заготовка линзы включает один край 110C линзы, множество элементов 115C зоны стабилизации, множество элементов 120C регулирования объема, одну оптическую зону 125C, поверхность 130C с минимальной энергией и текучую реакционную среду 135C линзы. В некоторых случаях, например, во множестве вариантов элементов зоны стабилизации, одно изображение в сечении может демонстрировать по меньшей мере два различных варианта элемента заготовки линзы, например, элемент регулирования объема, который виден слева от представленного крайнего левого элемента зоны стабилизации, и элемент регулирования объема, который виден справа от этого элемента зоны стабилизации.
Множество вариантов элементов могут быть более очевидными при рассмотрении изображения устройства в плане. В более общем смысле возможно существование большого разнообразия вариантов осуществления конфигураций заготовки линзы, которые могут опираться на множество проявлений определенных элементов заготовки линзы. (Многообразие установленных элементов не ограничивается зонами стабилизации и элементами регулирования объема, поскольку конфигурация может включать более одного из всех упомянутых выше элементов в зависимости от целевой конфигурации линзы конкретного изделия).
На Фиг. 1D показано изображение в сечении заготовки 100D линзы, которая включает различные типы элементов 105D заготовки линзы, однократно и многократно встречающихся в каждой конфигурации и в дополнение к элементу 140D канавки. В настоящий пример заготовки 100D линзы включены один край 110D линзы, множество элементов 115D зоны стабилизации, множество элементов 120D регулирования объема, один элемент 140D канавки, множество оптических зон 125D, поверхность 130D с минимальной энергией и текучая реакционная среда 135D линзы. Специалисту в данной области будет очевидно, что очень сложные офтальмологические линзы могут быть спроектированы, когда отдельные элементы заготовки линзы комбинируются и организуются вместе для получения целевых конфигураций линзы.
Как представлено на Фиг. 1D, элемент 140D канавки представляет другой тип элемента заготовки линзы или топологического элемента, который можно включать в конфигурации. В некотором отношении, аналогично элементам регулирования объема, элементы канавки могут быть значительно ниже по высоте, чем окружающие элементы, и, как правило, могут быть сформированы. Канавка может быть продолжением или частью другого элемента, такого как элемент регулирования объема. Дополнительно, канавка может состоять из участка с температурой ниже точки гелеобразования в заготовке линзы (и потому быть образованной в части заготовки линзы, которая достигла температуры гелеобразования).
На Фиг. 1E представлено изображение вида сверху структуры примера некруглой заготовки 105E линзы, которая включает различные цельные и составные типы элементов заготовки линзы. Кроме того, на виде сверху заметен другой тип элемента заготовки линзы, называемый отводным каналом 145E, который ранее, при обсуждении предыдущего поперечного сечения, не затрагивался. Элементы 145Е отводного канала могут способствовать снижению объема одного или более уменьшенных гелеобразных элементов. Таким образом, характер контура отводного канала может быть таким, чтобы отводить дополнительные объемы текучей реакционной смеси линзы от конкретной области.
В настоящем примере заготовки 100E линзы перечень всех элементов заготовки линзы, которые можно видеть на виде сверху, включает элементы 145Е отводного канала, один край 110Е линзы, множество элементов 115E зоны стабилизации, множество элементов 120E регулирования объема и одну оптическую зону 125E.
Элемент(-ы) 145Е отводного канала можно создавать путем снижения воздействия актиничного излучения в одном или более местоположении(-й) вокселей за счет уменьшения сигнала воздействия, указанного в инструкции(-ях) ЦМУ для этих местоположений. Аналогичным образом, элемент(-ы) отводного канала также может(-гут) формироваться путем увеличения воздействия актиничного излучения в одном или более местоположении(-й) вокселей за счет увеличения сигнала воздействия, указанного в инструкции(-ях) ЦМУ для этих местоположений. В любом случае, относительное изменение воздействия актиничного излучения может создавать относительные углубления, которые могут встречаться в контурах типа прямой линии, аналогичных приведенным в элементах 145Е. Кроме того, с более общей точки зрения, элемент(-ы) отводного канала может(-гут) иметь такой контур, который может позволять текучей реакционной среде линзы выполнять одно или более из следующего: перетекание через, от и скопление на всей или по меньшей мере части полимеризованной заготовки линзы, формы для заготовки линзы или другого(-их) элемента(-ов) заготовки линзы. Топографический элемент может включать, например, непрерывные или дискретные сегментированные углубления в частях гелеобразной части заготовки линзы.
Изменяемые характеристики элементов заготовки линзы
Дополнительный аспект настоящего изобретения связан с изменениями формы и функции офтальмологических линз, которые могут опираться на вариации одного или более параметров одного или более элементов заготовки линзы, например, включая варьирование одного или более из высоты, глубины, значений угловой ширины, длины, контура и местоположения. Кроме того, те же вариации характеристик офтальмологической линзы ввиду вариаций параметров элементов заготовки линзы также создают дополнительную обладающую признаками изобретения область техники, когда они комбинируются различными методами, описанными в настоящем документе.
Элементы заготовки линзы можно параметрически контролировать на основании эмпирически определяемых соотношений между этими элементами и требуемыми характеристиками линзы, и эти элементы могут быть математически или эмпирически связаны с другими элементами заготовки линзы. Например, конфигурация элемента регулирования объема может быть эмпирически связана с элементами зоны стабилизации для создания между ними связей в виде гладких и непрерывных поверхностей и, таким образом, содействия в определении подходящих вариантов конфигурации, которые содержат комбинации этих элементов, и, таким образом, получения заданных свойств или функции линзы.
Более важно то, что другие применения элементов заготовки линзы могут включать, например, влияние на перетекание некоторых частей текучей реакционной среды линзы. Элементы заготовки линзы можно дополнительно использовать для целей центрирования и калибровки при изготовлении заготовки линзы.
Дополнительные элементы могут включать отметки, которые могут включаться в гелеобразный материал и могут быть видимыми во время инспекции. Затем эти метки можно применять в процессе изготовления. Например, может возникать необходимость точно центрировать подложки, применяемые в процессе свободного формования, для изготовления требуемой заготовки линзы, офтальмологической линзы или элементов заготовки линзы. Отметки, включенные в гелеобразный материал системой отображения, можно рассматривать и сравнивать с целевым(-и) местоположением(-ями) отметок, чтобы затем провести центрирование системы отображения с физической подложкой.
Элементы заготовки линзы можно также применять для определения оптического увеличения оборудования для свободного формования. В качестве не имеющего ограничительного характера примера, при включении отметок в гелеобразный материал, например, с помощью системы отображения и конкретного целевого размера, можно провести последующие измерения отметок и затем сравнить результирующие измеренные отметки с отображенным размером для обеспечения определения и контроля увеличения системы. Это может быть важно в процессах изготовления свободным формованием, поскольку значения оптического увеличения могут потребоваться для обеспечения изготовления одного или более из высоты, глубины, ширины, длины, контура и местоположения элементов в соответствии с требованиями.
Оптическое увеличение вместе с отметками может быть подходящим для определения и контроля точного расположения подложки. Например, если элементы заготовки линзы можно применить для одного или более из центрирования, калибровки и определения оптического увеличения, отметки можно измерять с помощью техник отображения, включая технологию волнового фронта.
Отметки могут включать реперные отметки, также называемые координатными отметками, которые могут определяться элементами и параметрами заготовки линзы и изготавливаться на заготовках линзы с помощью способов свободного формования. Реперные отметки можно использовать для определения одного или более из местоположения линзы на глазу, центрирования, вращения и перемещения. Кроме того, можно дополнительно применять техники отображения и технологию волнового фронта, чтобы помочь в определении одного или более из местоположения, размера и контура реперных отметок. На Фиг. 2 показано изображение, представляющее обнаружение реперной отметки на линзе на глазу.
Элементы отметок можно даже превращать в символы, такие как, в не имеющем ограничительного характера смысле, буквы или цифры, для передачи информации. Другие типы элементов отметок, передающих информацию, могут опираться на штрих-коды или другие элементы оптически распознаваемых символов. Существует множество возможных вариантов применения элементов в форме символов, которые могут быть сформированы на заготовке офтальмологической линзы, например, создание элементов защиты от подделки и идентификаторов изделия линзы.
Дополнительные функции элементов заготовки линзы могут включать создание оптических зон, формирующих топологию, которая отличается оптическими качествами и одновременно обеспечивает корректирующие аспекты зрения пользователя, поскольку это является главной целью процессов свободного формования. За счет контроля топологии гелеобразных поверхностей, например, попиксельно, и контроля характеристик текучей среды на этих гелеобразных поверхностях и прилегающих элементах заготовки линзы можно сформировать конкретную требуемую корректирующую поверхность. Однако специалистам в данной области будет очевидно, что плоские поверхности гелеобразного материала с различными контурами, включая, например, круглые элементы, могут в некоторых случаях и при определенных характеристиках текучей среды формировать небольшие, почти сферические контуры текучей среды, которые при фиксации с помощью актиничного излучения формируют элемент, называемый элементарной линзой. Если эти элементы, в изолированной форме или в форме набора, встречаются на заготовке линзы, они могут вызывать модификацию оптической силы в областях, которые они покрывают.
Взаимодействия между двумя или более элементами заготовки линзы
Как отмечалось в предыдущих разделах, динамика перетекания текучей реакционной среды линзы может сложным образом зависеть от самой текучей среды, а также множества других факторов, включая контур и топологию элементов, окружающих конкретную область. В другом смежном аспекте настоящего изобретения может использоваться воздействие соседних элементов за счет корректировки контрольных параметров этих соседних элементов заготовки линзы. Кроме того, поскольку эти корректируемые параметры могут влиять на динамику текучей среды текучей реакционной среды линзы, поверхность, которая образуется после фиксации текучей среды, может тоже попадать под влияние этих изменений в параметрах конфигурации элементов заготовки линзы. В конкретном примере, не имеющем ограничительного характера, угол, который текучая реакционная среда линзы может создавать при формировании перемычки от оптической зоны до элемента зоны стабилизации, может управляться модификацией контрольных параметров элемента регулирования объема и/или контрольных параметров оптической зоны.
Если высота элемента регулирования объема снижается в его местоположении между соседним элементом зоны стабилизации и соседней оптической зоной, то изменение в форме, которую принимает текучая реакционная среда линзы, протянувшаяся между этими двумя элементами и поверх скорректированного элемента регулирования объема, можно рассмотреть и учесть в конфигурации. Это лишь один из примеров типов изменений, при котором изменение элемента заготовки линзы может повлиять на текучую среду поверх и вокруг других соседних элементов, и возможны изменения других типов, которые могут вызвать конкретное требуемое воздействие.
Другой пример, не имеющий ограничительного характера, может быть описан со ссылкой на астигматическую оптическую зону, где толщина плоскости 0 градусов отличатся от толщины плоскости 90 градусов. Оптический край может, например, иметь толщину 100 микрон в плоскости 0 градусов и толщину 150 микрон в плоскости 90 градусов. Как уже описано выше, в форме для заготовки линзы такую оптическую зону может окружать элемент регулирования объема, снаружи которого могут находиться одна или более зон стабилизации высотой, например, 400 микрон. Если зона стабилизации и наивысшая точка (150 микрон) оптической зоны центрируются под углом, то текучая реакционная среда линзы будет формировать перемычку от зон стабилизации высотой 400 микрон до наивысшей точки оптической зоны поверх элемента регулирования объема. Если применяется та же геометрия и элементы, но теперь оптическая зона повернута на 90 градусов и элемент регулирования объема и зоны стабилизации остаются в той же ориентации, что и ранее, то текучая реакционная среда линзы теперь сформирует перемычку от зон стабилизации на высоте 400 микрон до края оптической зоны, высота которого теперь составляет 100 микрон, отличным образом. Таким образом, угол, который текучая реакционная среда линзы может создавать при формировании перемычки от астигматической оптической зоны до элемента зоны стабилизации, может управляться модификацией контрольных параметров (углового центрирования) зоны стабилизации или оптической зоны.
Еще один пример будет содержать изменение местоположения элементов отводного канала относительно других элементов так, что воздействие отводимого объема будет другим. Например, если бы отводные каналы на Фиг. 12 продолжались до самого центра оптической зоны, то текучая реакционная среда линзы отводилась бы от самой верхней точки линзы, в отличие от показанного воздействия отводных каналов, которые не продолжаются до оптической зоны и, таким образом, не будут отводить из оптической зоны в тех же масштабах. Если бы, например, в оптической зоне был элемент впадины и отводные каналы не продолжались бы до оптической зоны, то элемент впадины нельзя было бы отводить. Таким образом, изменение глубины, ширины, размера, протяженности и местоположения отводных каналов влияет на контур, в котором текучая реакционная среда линзы скопится через заданный период времени.
В различных процессах свободного формования обработка заготовки линзы может включать стабилизацию и фиксацию части реакционной смеси текучей среды линзы на заготовке линзы для формирования линзы. Контролируемое количество текучей реакционной среды линзы может оставаться на поверхности формы для заготовки линзы во время отделения подложки и формы для заготовки линзы от резервуара, содержащего избыток реакционной смеси. В дополнение к элементам заготовки линзы, которые могут помогать контролировать количество текучей реакционной среды линзы, которая прилипает к гелеобразной части, комбинацию реакционной смеси, скорость удаления и/или контроль факторов окружающей среды (например, температуры, уровня кислорода и т.д.) можно менять для контроля количества текучей реакционной смеси, которая присутствует в сформированной заготовке линзы. Кроме того, часть реакционной смеси можно впитывать, или, наоборот, дополнительную текучую реакционную смесь можно добавлять в заготовку линзы с помощью одного из множества способов, известных специалистам в данной области. Каждая из этих возможностей может создавать различные исходные условия, которые воздействуют на взаимодействие различных элементов заготовки линзы, их соответствующие аспекты конфигурации и характер динамики текучей среды текучей реакционной среды поверх нижележащего опорного основания элементов заготовки линзы.
В соответствии с некоторыми способами свободного формования, когда количество текучей реакционной смеси находится на заготовке линзы или вблизи нее, и в соответствующих случаях после стадии стабилизации, можно приступать к процессу фиксации для получения требуемой линзы в негидратированном состоянии. В соответствии с приведенными выше разъяснениями элементов заготовки линзы, некоторые из поверхностей не смогут стать сплошной линзой, пока текучая реакционная среда линзы не будет соответствующим образом зафиксирована. Например, при наличии канавки в части формы для заготовки линзы с нулевой толщиной. В случае канавки с нулевой толщиной гелеобразные элементы могут заканчиваться в ближайшей периферической зоне элемента канавки. В некоторых условиях текучая среда может оставаться в части канавки после удаления заготовки линзы из контакта с резервуаром с реакционной средой. Дополнительная текучая среда из областей вокруг области канавки может затем также перетекать в область канавки. Тем не менее, до фиксации этой текучей среды в этой области не может быть гелеобразного материала, но после фиксации область канавки может впоследствии быть включена как часть гелеобразного изделия линзы по завершении последующей обработки.
Способы формирования заготовки линзы с элементами заготовки линзы
На Фиг. 3 (элемент 300) показаны примеры стадий способа, который может применяться для реализации определенных примеров вариантов осуществления настоящего изобретения. В предыдущем обсуждении приводились описания множества типов элементов заготовки линзы, которые могут быть включены в конфигурацию линзы. Примеры стадий способа предоставляют средства разработки конфигурации линз, которые могут содержать все или некоторые из этих различных элементов.
В элементе 301 можно собирать данные о пациенте. Сбор данных может проходить в различное время и с помощью одной или более техник, известных в данной области. Например, физические данные могут собираться в ходе топографического исследования, которое может привносить сведения о базовой кривизне изделия, вариантах диаметра и толщины; исследования нарушений рефракции глаза, которое может привносить оптическую(-ие) аберрацию(-ии) низшего порядка, такую(-ие) как сферическая сила (sph), цилиндрическая сила (cyl) и цилиндрическая ось; и/или исследования волнового фронта, которое может привносить требования к оптической аберрации среднего и высшего порядка, включая одну или более из сферической аберрации, аберрации типа трефойл, несимметричной аберрации и аберрации типа пентафойл. Дополнительные данные могут включать такие данные, как информация о пациенте, полученная при анкетировании, и/или данные, извлекаемые из полученного изображения.
В элементе 302 можно выбрать один или более комплектов данных о пациенте для идентификации оптических аберраций. Идентифицированные оптические аберрации можно применять для выбора подходящей конфигурации стандартного изделия или конфигурации индивидуального изделия. По существу, стандартные изделия предлагаются в виде отдельных стадий и могут требовать от пользователя определенного приспосабливания к различиям между более точными потребностями и наиболее близким доступным стандартным изделием. При изготовлении конфигурации индивидуального изделия индивидуальное изделие может включать один или более параметров, которые могут быть доступны из выбираемых значений, возможно, лежащих в промежутке между инкрементальными величинами для стандартного изделия или же отличающихся от определений стандартного изделия.
Соответственно, параметры индивидуального изделия могут обеспечивать более точные значения сферической силы, цилиндрической силы и цилиндрической оси (например, -3,125 D/-0,47 D×18°), чем в стандартных изделиях, и могут включать базовые кривизны, диаметры, профили стабилизации и профили толщины в зависимости от конкретного предлагаемого изделия и его предполагаемого применения. Например, результаты сбора данных конкретного пациента на стадии 301, анализ данных на стадии 302 могут привести к определению того, что требуемое изделие может обеспечивать коррекцию астигматизма и в некоторых случаях рекомендаций о том, где желательна коррекция индивидуального изделия с указанием требований по параметрам для более точной сферической силы, цилиндрической силы и оси.
На стадии 303 можно выбирать механические параметры, включая одно или более из требуемой базовой кривизны, диаметра и толщины центра. Если определено, что линза свободной формы может быть подходящей, на стадии 304 можно выбирать один или более элементов заготовки линзы и определяющие параметры на основании одного или обоих из оптических выборов 302 и вводов 303 механических параметров.
В продолжение примера, обсуждаемого со ссылкой на стадию 302, может быть определено, что для конфигурации линзы могут требоваться элементы заготовки линзы, включая зоны стабилизации, для поддержания надлежащей ориентации коррекции астигматизма. Кроме того, может потребоваться, чтобы линза имела цельный край линзы вокруг всей периферической зоны линзы. В качестве примера, ввиду характера оптической зоны коррекции астигматизма, может быть определено, что для достижения требуемой конфигурации и/или изготовления оптической зоны может потребоваться множество элементов регулирования объема.
Для идентификации линз может быть определено, что на конфигурацию элементов будут наноситься различного рода метки. Наконец, опять же в качестве примера, может быть определено, что элементы отводного канала также будут улучшать конфигурацию и/или аспекты изготовления оптических зон.
На стадии 305 можно создавать или идентифицировать из базы данных карты целевой толщины линзы и связанные с ними файлы (которые могут содержать численное представление карты толщины в формате файла данных). На стадии 305 результирующие определения потребностей оптической зоны стадии 302, механические определения стадии 303 и дополнение элементов заготовки линзы стадии 304 могут быть консолидированы в модель. Модель будет определять теоретическую толщину по конфигурации, которая будет надлежащим образом выполнять требуемые функции различных областей. На основании модели можно создавать карты толщины и связанные файлы. Как можно понять из предыдущих разделов, созданные конфигурации и файлы могут быть получены из одного или множества требуемых элементов заготовки линзы и требуемых поверхностей текучей реакционной среды линзы для целевой конфигурации.
Для того чтобы проиллюстрировать тип результатов, которые могут быть получены на стадии 305, на Фиг. 4 приводится изображение в сечении карты толщины целевой линзы. Изображение показывает конфигурацию линзы в искривленном пространстве. Элементом 410 представлено изображение профиля задней криволинейной поверхности (ЗКП). Элементом 420 представлен профиль передней криволинейной поверхности (ПКП). Если говорить о связанном файле для этой карты толщины, это может быть файл данных, который содержит переменные местоположения в различных системах координат, таких как декартова система координат, полярная система координат, сферическая система координат или другие известные формальные системы математических координат. Связанные файлы для каждого из координатных изображений могут также включать значения толщины в той или иной форме.
На Фиг. 5 приводится пример связанного файла данных, где координаты указаны в виде декартовых координат. Целевые файлы и/или конфигурации линз можно создавать путем комбинирования выборочных оптических и механических требований вместе с другими элементами (например, тип механизма стабилизации, такого как зона стабилизации).
На Фиг. 6 и 6А приводится пример использования множества компьютерных программ для создания и выпуска требуемых оптических и механических элементов для создания целевой конфигурации линзы. Элементом 610 представлена модель специальной оптической конфигурации, где изображение может относиться к целевой толщине конфигурации. Эта конфигурация может быть получена по результатам сбора данных рефракции, как показано в элементе 615.
В элементе 620 зоны стабилизации, а в элементе 630 конфигурация интеллектуальной площадки элемента регулирования объема могут быть построены по результатам конфигурации в электронной таблице Excel, как показано в элементе 625, например, в электронной таблице, включающей наборы точек данных в декартовых координатах. Эти три элемента модели могут комбинироваться для получения конфигурации индивидуальной линзы, представленной в элементе 640. Может существовать огромное число способов составления конфигураций линзы из различных элементов и способов моделирования этих элементов, и они не должны ограничиваться конкретным приведенным примером.
В качестве альтернативы, расчет, который выполняется на стадии 305, может приводить к целевому волновому фронту, а не к целевой толщине. Такая целевая конфигурация в некоторых случаях может быть подходящей, поскольку метрология может непосредственно приводить к выпуску волнового фронта. Волновые фронты целевой линзы могут иметь ту же практическую ценность, что и карты толщины целевой линзы, которые можно создавать на стадии 305.
На стадии 306 составляется модель для создания форм для заготовки линзы, которая может надлежащим образом привести к заготовке линзы, соответствующей целям по толщине или целям по волновым фронтам, сформированным на стадии 305. Существует множество возможных средств для создания карт толщины конфигурации формы для заготовки линзы. В некоторых случаях может применяться кинетическая модель текучей среды, которая может моделировать характер перетекания текучей среды по твердому гелеобразному материалу подложки.
Альтернативно, полностью эмпирический алгоритм может приводить к оценкам профиля толщины формы для заготовки линзы, который может потребоваться для получения целевой конфигурации линзы, после того как текучая среда достигнет стабильного состояния, на основании предыдущих результатов обработки при изготовлении линзы. Специалистам в данной области будет очевидно, что множество техник моделирования, которые могут включать комбинации алгоритмов динамического моделирования, а также эмпирические модели, можно применять для преобразования карты толщины целевой линзы в модель. В результате целевые конфигурации линзы, карты толщины и связанные файлы для требуемого изделия можно создавать на основе конфигураций заготовки линзы, карт толщины и файлов.
В общем смысле, целевой файл или его части могут по меньшей мере частично создаваться путем использования одного или более из традиционных способов двухмерного проектирования, способов трехмерного проектирования, эмпирических способов и путем комбинирования традиционных и эмпирических способов. Примеры традиционных способов могут включать одно или более из прослеживания лучей, математических формул, CAD/CAM/CAE, программы двухмерного моделирования, программы трехмерного моделирования, компьютерных языков программирования, Microsoft Excel, статического моделирования, моделирования текучей среды и вычислительных программ динамики текучей среды.
На стадии 308 можно создавать ЦМУ-демонстрации, включая ЦМУ-последовательности, которые могут соотноситься с первой созданной ЦМУ-демонстрацией из ряда демонстраций, созданных путем итерации. На Фиг. 6 элементом 650 представлен пример изображения требуемой модельной кумулятивной дозировки необходимой интенсивности, которая может быть рассчитана на основе конфигурации индивидуальной линзы 640, обсуждавшейся в предыдущих разделах.
На основании моделей, которые проводят корреляцию между интенсивностью и временем воздействия актиничного света на используемую реакционную смесь мономера, значения интенсивности и времени можно рассчитать повоксельно. Эти значения можно применять для создания ЦМУ-демонстрации, которая может осуществлять контроль световой системы с ЦМУ, чтобы открыть соответствующую подложку расчетному воздействию актиничного излучения повоксельно. Дополнительно, существует множество способов преобразования значений необходимого времени и интенсивности в ЦМУ-демонстрацию или ЦМУ-последовательности.
В не имеющем ограничительного характера смысле, ЦМУ-
демонстрация(-и) может(-гут) применять модуляцию оттенков серого, чтобы передавать переменное воздействие на воксели, которое связано с расчетным воздействием. Альтернативные способы могут включать воздействие на воксели с максимальной интенсивностью в течение конкретного рабочего цикла или за определенный процент времени от всей ЦМУ-демонстрации. Если каждый воксель имеет расчетный процент времени, то ЦМУ-демонстрация может быть аналогична фильму, где определено число кадров для всей ЦМУ-демонстрации (которую можно назвать «фильмом»), и тогда процент будет представлять собой отношение числа кадров в конкретном местоположении вокселей с высокой интенсивностью к общему числу кадров.
Если ЦМУ-демонстрация применяется для контроля системы воздействия актиничного излучения, которая может включать ЦМУ в качестве модулирующего свет элемента, заготовку линзы можно формировать на подложке на стадии номер 309. После завершения этой обработки заготовка линзы может существовать в виде гелеобразного формованного материала, в форме для заготовки линзы, и поверх этой гелеобразной среды иметь слой текучей среды, достигшей состояния с минимальной энергией. Затем эта заготовка линзы может подвергаться воздействию актиничного излучения для фиксации заготовки линзы до полностью гелеобразной формы, что в некоторых случаях приводит к получению офтальмологической линзы. Такая заготовка линзы или линза могут быть результатом стадии обработки, обозначенной номером 309.
На стадии 310 изготовленная заготовка линзы или готовая офтальмологическая линза могут измеряться по своей толщине различными способами. Эти результаты измерения толщины можно затем сопоставлять с картами толщины и связанными с ними файлами, которые были составлены на стадии 305, для определения соответствия требуемой конфигурации изделия. Как отмечалось ранее, «картой толщины» может быть целевая карта волнового фронта. В этих случаях измерение на стадии 310 может обеспечить собственно данные волнового фронта. Реализация других подходов к измерению толщины или к оценке информации о волновом фронте линзы или заготовки линзы входит в объем настоящего изобретения.
В некоторых случаях результат измерения на стадии 310 может привести к получению заготовки линзы или линзы, которые достаточно близки к целевой конфигурации линзы, чтобы считаться приемлемыми. При таких обстоятельствах способ, показанный на Фиг. 3, может считаться полным. С другой стороны, результат измерений на стадии 310 может быть неприемлемым. Если результат слишком далек от требуемой цели, в некоторых случаях может потребоваться вернуться на стадию 303 и, возможно, внести существенные изменения в конфигурацию заготовки линзы. Поэтому при необходимости на стадии 311 можно добавлять, удалять или модифицировать и использовать комбинацию из оптических параметров, механических параметров, элементов заготовки линзы, параметров элементов заготовки линзы, параметров поверхности текучей реакционной среды линзы, условий процесса изготовления, карт толщины, связанных файлов, ЦМУ-демонстраций и т.д. в попытке изготовления заготовки линзы, более близкой к требуемой конфигурации изделия/целевой конфигурации.
Альтернативно, описанная выше стадия 311 может наступать, когда измерения на стадии 310 будут указывать на приемлемый результат. В этих случаях ЦМУ-демонстрация может представлять собой приемлемую демонстрацию для создания заготовки линзы или линзы с расчетными характеристиками. Такая демонстрация и связанная конфигурация могут быть требуемой отправной точкой для измененной конфигурации, которая по расчетным характеристикам значительно ближе к приемлемому результату. Опять же, в таких случаях, на стадиях 311 и 312 можно добавлять, удалять или модифицировать и использовать в обработке комбинацию из оптических параметров, механических параметров, элементов заготовки линзы, параметров элементов заготовки линзы, параметров поверхности текучей реакционной среды линзы, условий процесса изготовления, карт толщины, связанных файлов, ЦМУ-демонстраций и т.д.
Все эти способы могут обеспечивать параллельное добавление в процедуру способа дополнительных изменений элементов, в частности, для оптической зоны. На Фиг. 3А (элемент 320) приводится дополнительная стадия 327. В примере более общей техники добавления деталей конфигурации в способ может быть включена стадия, на которой коррекции аберраций среднего и высшего порядка могут добавляться к целевой конфигурации линзы на стадии 305 или к конфигурации формы для заготовки линзы на стадии 306. Также очевидно, что эти отдельные добавляемые элементы можно применять независимым образом, при котором добавляемый элемент 327 полностью определяет характер области целевой конфигурации или конфигурации заготовки линзы, к которой он имеет отношение.
Альтернативно, добавляемые файлы можно комбинировать с существующими определениями в целевой конфигурации линзы и конфигурации формы для заготовки линзы, что приводит к стандартной процедуре способа. Добавленные файлы, размещенные на стадии 327, могут относиться к картам толщины, связанным с добавленным содержанием, или, альтернативно, как уже обсуждалось, могут относиться к добавленным аспектам волновой формы или картам для конкретной области.
Альтернативный процесс, который может иметь сходство со стадией 327, можно найти на Фиг. 3В (элемент 340). Точно так же или в значительной мере аналогично тому, как аспекты конфигурации дополнительных элементов могут добавляться в процедуру способа в качестве добавлений целевой толщины и волнового фронта, детали ЦМУ-демонстрации могут модифицироваться ЦМУ-последовательностями. Как показано в стадии 343, не имеющим ограничительного характера примером ЦМУ-файла может служить ситуация, когда коррекции аберраций среднего и высшего порядка для диоптрий линзы добавляются непосредственно в существующую ЦМУ-демонстрацию. В некоторых случаях для комбинирования добавленной ЦМУ-последовательности можно применять математическую операцию. Например, можно выполнить операцию арифметического сложения, чтобы изменить существующую ЦМУ-демонстрацию или фильм так, чтобы для этого определенного местоположения вокселей рассчитывалась сумма значений вокселей в конкретных местоположениях, которая затем применялась бы для замены значения покадрово. Существует возможность выполнять многие другие типы операций, включая, например, вычитания, умножения, деления, булевы операции и т.д.
Аналогичным образом, если файл ЦМУ-последовательности на стадии 343 определяет элементы, которые добавляют дополнительную толщину элементов или эквивалентную толщину волнового фронта, тогда аддитивный процесс может быть результатом включения кадров дополнительного ЦМУ-файла для выполнения после завершения существующей ЦМУ-демонстрации. Очевидно, что существующие кадры можно добавлять к ЦМУ-демонстрации в любом конкретном местоположении в ЦМУ-демонстрации.
В предыдущих обсуждениях, касающихся способов формирования офтальмологических линз и заготовок линзы с различными элементами, которые являются возможными и которые упомянуты, терминология и обсуждения относятся, в частности, к технологиям, касающимся изготовления офтальмологических линз и заготовок линзы свободной формы с использованием актиничного излучения и цифровых микрозеркальных устройств для управления деталями процесса изготовления. Обладающие признаками изобретения концепции, представленные в настоящем документе, относятся к области свободной формы на основе ЦМУ, но также имеют более широкое применение. Например, стадия номер 308, обозначенная как начальная ЦМУ-демонстрация, может относиться к созданию управляющей программы для стереолитографического производственного оборудования.
Заготовку линзы можно формировать с помощью производственного оборудования этого типа с помощью стереолитографического оборудования для формирования формы для заготовки линзы. На второй стадии, например, на форму для заготовки линзы, изготовленную с помощью стереолитографии, можно добавить текучую реакционную среду. После добавления текучей реакционной среды комбинацию можно определить как эквивалент заготовки линзы. Характер перетекания текучей среды через форму может быть аналогичным перетеканию в заготовке линзы, изготовленной повоксельно методом свободного формования. Поэтому дополнительная методология может опираться на определение элементов заготовки линзы способами различных типов для формирования базовой формы для заготовки линзы, которая затем будет взаимодействовать с текучей средой, и все они входят в объем настоящего изобретения. В более общем смысле, любой способ, включая повоксельную литографию свободной формы, стереолитографию, механическую токарную обработку, отливку частей, в качестве лишь нескольких примеров, может содержать область техники, входящую в объем настоящего описания.
Автоматизация проектирования и изготовления заготовок линзы с элементами
На Фиг. 7 представлена принципиальная схема примера процессора, который можно применять для моделирования программного обеспечения, применяемого в некоторых частях настоящего изобретения. Контроллер 700 включает процессор 710, который может включать один или более компонентов процессора, соединенных с устройством 720 связи. Устройство 720 связи может также быть выполнено с возможностью передачи информации посредством канала связи для электронной передачи и приема цифровых данных, касающихся функций, описанных в настоящем документе.
Устройство 720 связи можно также применять для связи, например, с одним или более удобочитаемых устройств отображения, таких как, например, ЖК-панель, светодиодный дисплей или другое устройство отображения или принтер.
Процессор 710 также может обмениваться данными с устройством 730 хранения данных. Устройство 730 хранения данных может содержать любое надлежащее устройство хранения информации, включая комбинации магнитных устройств хранения данных (например, магнитная лента, высокочастотные кодовые знаки и жесткие диски), оптических устройств хранения данных и/или полупроводниковых устройств хранения данных, таких как оперативные запоминающие устройства (ОЗУ) и постоянные запоминающие устройства (ПЗУ).
Устройство 730 хранения данных может хранить программу 740 моделирования для управления процессором 710. Процессор 710 выполняет команды программы 740 и, таким образом, работает в соответствии с настоящим изобретением. Например, процессор 710 может получать информацию, описывающую целевую конфигурацию линзы, заготовку линзы, файлы ЦМУ, информацию о пациенте, оптические характеристики линзы, данные из кабинета офтальмолога, элементы заготовки линзы, измеренные профили толщины и т.д. Устройство 730 хранения также может хранить и отправлять всю или некоторую из указанной информации, отправленной в процессор, в одну или более баз 750 и 760 данных.
Моделирующая программа 740 взаимодействует с процессором 710 для обеспечения получения устройством 700 цифровых данных, описывающих одну или более оптических аберраций, связанных с пользователем офтальмологической линзы (Фиг. 3, стадия 302), получения цифровых данных, описывающих по меньшей мере один требуемый механический параметр офтальмологической линзы (Фиг. 3, стадия 303), получения исходных данных от оператора, описывающих по меньшей мере один топологический элемент опорного основания формы для заготовки линзы (Фиг. 3, стадия 304), и создания ЦМУ-демонстрации для применения в производственном оборудовании для стереолитографического изготовления формы для заготовки офтальмологической линзы (стадия 308). Она может также обеспечивать прием устройством цифровых данных, содержащих карту толщины конфигурации по меньшей мере части формы для заготовки линзы или заготовки линзы (Фиг. 3, стадия 305 или 306), прием цифровых данных, содержащих измеренные значения толщины по меньшей мере части формы для заготовки линзы или заготовки линзы, изготовленных с помощью производственного оборудования, и сравнение измеренных значений толщины с картой толщины конфигурации для определения соответствия требуемой конфигурации (Фиг. 3, стадия 310), и при необходимости создание альтернативного набора инструкций для применения в производственном оборудовании для изготовления формы для заготовки офтальмологической линзы (Фиг. 3, стадия 311).
Таким же образом, моделирующая программа 740 может взаимодействовать с процессором 710 для обеспечения выполнения устройством 700 стадии 312, показанной на Фиг. 3, стадий 302-308, 310-312 и 327, показанных на Фиг. 3А и стадий 302-308, 310-312 и 343, показанных на Фиг. 3B.
Эмпирические методы определения целевых файлов
Эмпирическое определение целевого файла или его частей может предусматривать применение способа свободного формования для изготовления одной или более из линзы, заготовки линзы, формы для заготовки линзы и элементов заготовки линзы, в которых измеренные профили толщины или их части можно заменять или применять в последующих целевых файлах. Например, ввиду сложного характера взаимодействия текучей среды и гелеобразной формы, иногда можно будет изготавливать требуемые оптические зоны только с сокращенными по высоте элементами зоны стабилизации по сравнению с элементами зоны стабилизации с системной конфигурацией. Поэтому рассчитанные системой элементы зоны стабилизации впоследствии можно заменять на соответствующие результирующие профили измеренной толщины для сокращенных по высоте элементов зоны стабилизации, которые эмпирически продемонстрировали улучшенные результаты изготовления.
Методы представления конфигураций в изображениях в сечении
На Фиг. 8А представлено изображение в сечении примера некруглой заготовки 800A линзы в двухмерном искривленном пространстве. Этот пример линзы можно классифицировать как цельную конфигурацию. На представленном виде сверху (элемент 801А) с различными изображениями в сечении можно видеть часть сложной структуры актуальных топологических вариаций и вариаций толщины. Поперечное сечение 805А показывает пример в значительной мере симметричного (то есть приблизительно симметричного) профиля толщины, поскольку относительно фокуса линзы, который в некоторых примерах может быть центром оптической зоны, материал линзы может иметь аналогичную длину от фокуса до края «правой» стороны и до края «левой» стороны на изображении поперечного сечения. Поперечные сечения 810А и 815А показывают примеры несимметричных профилей толщины, поскольку в этих направлениях поперечного сечения значения длины и ширины вокруг фокуса различны.
Другой метод представления линз в поперечном сечении можно увидеть на Фиг. 8В, где изображен в сечении пример некруглой заготовки 800В линзы в двухмерном плоском пространстве. (Изображение вида сверху представлено элементом 801В). В этом примере изображения, где показанные профили толщины увеличены, изображение в плоском пространстве трансформирует контур задней криволинейной поверхности в плоский контур. На изображении этого типа поперечное сечение 820В показывает пример в значительной мере симметричного профиля толщины. Поперечные сечения 825B и 830B показывают примеры несимметричных профилей толщины.
Цельные и составные конфигурации - общие сведения
Целевые файлы могут быть представлены одним или более из элементов непрерывной поверхности, элементов поверхности, не являющейся непрерывной, и отдельных элементов, которые при их комбинировании могут сформировать одну или более из полных непрерывных поверхностей, поверхностей, не являющихся непрерывными, и отдельных зон. Например, целевые файлы, представленные одной или обеими из цельной, гладкой, непрерывной и цельной, не являющейся непрерывной поверхностей, могут в общем называться цельными конфигурациями, которые могут быть представлены контуром на Фиг. 3А и Фиг. 3B. Дополнительно, целевые файлы, например, могут быть представлены множеством отдельных элементов. Эти типы изображений конфигурации могут в общем называться составными конфигурациями.
Способ применения профилей составных линз для создания заготовки линзы с элементами
Как только что упоминалось, целевая конфигурация линзы может иметь отдельные характеристики, которые делают их кандидатами на звание составных конфигураций. Отдельные характеристики могут формироваться случайным образом в результате процесса разработки конфигурации, однако, как правило, они формируются потому, что конфигурацию можно формировать путем непосредственного комбинирования различных «участков» конфигурации, которые относятся лишь к области всей конфигурации линзы. Эти участки могут также рассматриваться как независимые «части», которые при комбинировании вместе могут создавать составную конфигурацию.
Такая концепция составной конфигурации может обеспечивать неполную поверхность требуемого изделия или целевого файла для использования при изготовлении заготовки линзы. В результате на практике полная поверхность может даже не создаваться, не храниться в виде отдельного или множества файлов или не передаваться на производственное предприятие.
Например, может возникать необходимость передавать дискретные, негладкие, не являющиеся непрерывными данные, касающиеся только оптической зоны, базовой кривизны и диаметра требуемого изделия, из кабинета офтальмолога на производственное предприятие для изготовления требуемого изделия с помощью технологии способа контурного формования. Передаваемые данные, которые сами по себе могут представлять или устанавливать лишь участок конфигурации линзы, можно позднее комбинировать с другими участками для остальной части полной конфигурации. Например, после получения данных о конфигурации оптической зоны изделия с базовой кривизной и диаметром всей конфигурации линзы можно комбинировать эти компоненты с краем линзы и требуемыми элементами зоны стабилизации.
Более того, в другом месте, таком как производственные предприятия, эти дополнительные элементы можно извлекать из элементов каталога, и вместе с конфигурациями текучей реакционной среды линзы они могут дополнять изготовление гладкой и непрерывной заготовки линзы. Другие техники изготовления линзы могут требовать данные о целых полных поверхностях требуемого изделия. Например, при прямой токарной обработке линз алмазные инструменты должны следовать заранее созданным полным траекториям движения инструментов для разрезания всей поверхности требуемого изделия.
На Фиг. 9А показано изображение некруглой цельной конфигурации примера заготовки 900А линзы и изображения в сечении в искривленном и плоском пространстве. На этом изображении вся выпуклая поверхность может быть гладкой и непрерывной по своему характеру. Выпуклые профили поперечных сечений в элементах 905A, 910A, 915A, 920A, 925A и 930A также показаны в виде гладких, непрерывных сечений.
Обозначение конфигурации «цельной конфигурацией» может быть обусловлено тем фактом, что способ создания конфигурации линзы создает аспекты конфигурации из полного начального набора спецификаций элементов. Поэтому сам по себе контур результирующей линзы может казаться состоящим из отдельных частей, но поскольку они были скомбинированы вместе в начальной спецификации, такая линза по-прежнему может классифицироваться как цельная конфигурация.
На Фиг. 9В показаны изображения некруглой цельной конфигурации примера заготовки 900В линзы и изображения в сечении в искривленном и плоском пространстве. Можно видеть, что на этих изображениях показана конфигурация в поперечном сечении, в которой поверхность не носит ни гладкий, ни непрерывный характер. Тем не менее, как уже отмечалось, она может считаться цельной конфигурацией, и на начальной стадии проектирования может быть выбран элемент, который повлечет за собой характер конфигурации, не являющийся непрерывным. Например, как показано, разрыв в поперечном сечении может быть вызван элементом 990B канавки. Также показаны поперечные сечения поверхности на элементах 935B, 940B, 945B, 950B, 955B и 960B, которые могут четко показывать отсутствие гладкости и непрерывности в этой цельной конфигурации.
На Фиг. 9С даны изображения концепции составной конфигурации для примера гладкой, непрерывной заготовки 900С линзы. На Фигуре также приводятся изображения в сечении отдельных элементов, которые могут составлять конфигурацию заготовки линзы. Например, три различных элемента, представленные элементами 965C, 970C и 975C. Можно также видеть гладкое и непрерывное выпуклое поперечное сечение 980C, сформированное из этой комбинации отдельных элементов. Также показано изображение в горизонтальной проекции, элемент 901С, где представлена гладкая и непрерывная круглая заготовка 900C линзы составной конфигурации, причем все они даны в двухмерном искривленном пространстве. Показаны примеры различных «частей», которые включены в эту составную конфигурацию, это могут быть кольцевой край 965С линзы, элемент 970С зоны стабилизации и оптическая зона 975С. Также показана комбинация отдельных элементов, формирующих гладкое и непрерывное выпуклое поперечное сечение 980C, и вид в горизонтальной проекции конфигурации 900С заготовки линзы.
На Фиг. 9D представлены изображения концепции составной конфигурации примера негладкой, не являющейся непрерывной заготовки 900D линзы. Фиг. 9D также включает изображения в сечении отдельных элементов, которые могут составлять конфигурацию заготовки линзы. Как можно видеть, составная конфигурация может включать негладкое, не являющееся непрерывным выпуклое поперечное сечение 985D, сформированное из комбинации отдельных элементов. Вид в горизонтальной проекции также может показать изображение вида сверху этой негладкой, не являющейся непрерывной, круглой заготовки 900D линзы составной конфигурации. Аналогичным образом, эти изображения могут быть сделаны в двухмерном искривленном пространстве. Дополнительно, элемент кольцевого края 965D линзы, элемент оптической зоны 975D и комбинация отдельных элементов могут не являться непрерывными, иметь негладкое поперечное сечение 985D, как показано. Могут существовать разрывы между краем 965D линзы и оптической зоной 975D.
Концепция раздела цифровой основы
На Фиг. 1A, 1B, 1C, 1D и 1E представлено множество типов элементов заготовки линзы, которые можно комбинировать, чтобы сформировать различные конфигурации. Связанные целевые файлы можно строить путем комбинирования вместе нескольких таких различных элементов. Каждый из этих комбинируемых элементов можно выбирать из одного или обоих из элементов каталога и элементов, отсутствующих в каталоге. В этом случае элемент, отсутствующий в каталоге, может указывать на что-то, что было заново смоделировано или создано для конкретной конфигурации линзы.
Если конфигурацию линзы можно сформировать комбинацией различных элементов заготовки линзы, то можно определить новую целевую конфигурацию заготовки линзы. Однако очевидно, что большое число разных линз, которые аналогичны целевой конфигурации заготовки линзы, можно также сформировать, собрав такую же комбинацию элементов заготовки, но с другими параметрическими значениями.
Например, высота конкретной конфигурации стабилизации и/или конфигурации линзы, глубина конкретного элемента регулирования объема могут варьироваться, создавая аналогичные, но разные конфигурации. Для некоторых семейств родственных конфигураций может потребоваться сохранять неизменными выборочные элементы заготовки линзы и/или выборочные контрольные параметры элемента в диапазоне конфигураций линзы. Если комплект контрольных параметров элемента для набора выборочных элементов заготовки линзы остается постоянным, тогда как параметры других элементов могут варьироваться, результирующее семейство конфигураций можно назвать разделом цифровой основы. Кроме того, в диапазоне конфигураций линзы может присутствовать один или более разделов цифровой основы. Из положений настоящего описания специалистам в данной области будет очевидно, что части ЦМУ-файлов или ЦМУ-демонстраций, связанные с изготовлением различных линз в разделе цифровой основы, могут быть аналогичны или идентичны друг другу.
Для более глубокого понимания этой концепции раздела цифровой основы рассмотрим гипотетическую линзу Acuvue Toric Precise Limited™, индивидуальное изделие, созданное системой. В семействе этого изделия существует большое число линз со множеством различных значений сферической силы низшего порядка, цилиндрической силы и коррекции цилиндрической оси, которые могут предлагаться. Однако вариация может охватывать только диапазон сферической силы от -3,00 дптр до 0,00 дптр и диапазон цилиндрической силы от -2,00 дптр до 0,00 дптр. В продолжение этого примера, эти изделия в этих различных диапазонах могут иметь идентичные край линзы, элементы зоны стабилизации и элементы регулирования объема, независимо от предлагаемых сферической силы, цилиндрической силы и цилиндрической оси. Поэтому изделие Acuvue Toric Precise Limited™ можно охарактеризовать как имеющее только один раздел цифровой основы.
Еще одним примером может быть Acuvue Toric Precise Plus™, гипотетическое индивидуальное изделие, где бесконечное число параметров только для сферической силы низшего порядка, цилиндрической силы и коррекции цилиндрической оси может предлагаться в широком диапазоне сферической силы от -20,00 дптр до +20,00 дптр и диапазоне цилиндрической силы от -10,00 дптр до 0,00 дптр. Acuvue Toric Precise Plus™ может иметь три раздела цифровой основы, поскольку в каждом диапазоне сферической силы, например от -20,00 дптр до -10,00 дптр, от -9,99 дптр до +9,99 дптр и от +10,00 дптр до +20,00 дптр, край линзы, элементы зоны стабилизации и элементы регулирования объема могут быть идентичными, но при этом различаться в каждом из трех разделов цифровой основы.
Расширенный целевой файл можно создать, начав с базового целевого файла и модифицировав его для добавления характеристик. Например, конфигурация линзы для обеспечения коррекции аберрации типа трефойл и несимметричной аберрации вместе с коррекциями сферической силы -5,67 дптр и цилиндрической силы -4,56 дптр при цилиндрической оси 78° может быть создана путем извлечения элементов каталога для Acuvue Toric Precise Plus™ с конфигурацией -5,67 дптр/-4,56 дптр × 78° и встраивания требуемых компонентов коррекции высшего порядка в эти выборочные извлеченные элементы каталога.
В целом может существовать множество различных методов и техник, входящих в объем этой обладающей признаками изобретения области техники, для создания ЦМУ-файлов или ЦМУ-демонстраций. Можно применять традиционные способы, представленные на Фиг. 3.
Дополнительно, ЦМУ-файлы или ЦМУ-демонстрации можно также создавать путем извлечения элементов каталога, которые затем можно по необходимости модифицировать. Предыдущие ЦМУ-файлы или ЦМУ-демонстрации можно также модифицировать множеством методов, включая добавление ЦМУ-файлов для новых или модифицированных элементов. Аналогично целевым файлам, ЦМУ-файлы и/или ЦМУ-демонстрации можно создавать на основе базовых целевых файлов, ЦМУ-файлов и/или ЦМУ-демонстраций, и встраивать в них инструкции, которые могут привносить в изготовленную линзу коррекцию среднего или высшего порядка. Примеры типовых частей ЦМУ-файлов показаны на Фиг. 5 и 10.
В некоторых дополнительных аспектах заготовка линзы или форма для заготовки линзы могут изготавливаться с использованием одного или обоих из ЦМУ-файлов и ЦМУ-демонстраций. Например, соответствующие данные для изготовления требуемой заготовки 105В линзы или формы 100А для заготовки линзы могут содержаться в одном ЦМУ-файле или ЦМУ-демонстрации, таких как инструкции для создания краев линзы, элементов зоны стабилизации и оптических зон. Дополнительно, например, соответствующие данные для изготовления требуемой заготовки линзы или формы для заготовки линзы могут содержаться во множестве ЦМУ-файлов или ЦМУ-демонстраций, так что один ЦМУ-файл или ЦМУ-демонстрация могут включать инструкции для создания краев линзы и элементов зоны стабилизации, а другой ЦМУ-файл или ЦМУ-демонстрация могут содержать инструкции для создания оптических зон и элементов отводного канала. Кроме того, соответствующие данные для изготовления требуемых элементов заготовок линзы в требуемой заготовке линзы или форме для заготовки линзы могут быть распределены, например, по одному или обоим из ЦМУ-файлов и ЦМУ-демонстраций. Пример типовой ЦМУ-демонстрации с поворотом на 180° вокруг оси у и поворотом против часовой стрелки на 45° в плоскости x-y показан на Фиг. 11.
Весь ЦМУ-файл или ЦМУ-демонстрацию или их части можно использовать для перезаписывания предыдущего ЦМУ-файла или ЦМУ-демонстрации или их частей. Например, ЦМУ-файл, включающий элементы кольцевого отводного канала, может накладываться на предыдущий ЦМУ-файл, чтобы обеспечить изготовление элементов отводного канала в заготовке линзы без изменения предыдущего ЦМУ-файла. Пример типовой ЦМУ-демонстрации с ЦМУ-файлом, включающим кольцевые отводные каналы, показан на Фиг. 12. В еще одном примере ЦМУ-файл может использоваться для наложения его на предыдущую ЦМУ-демонстрацию для изменения одного или обоих из контура края и профиля изготавливаемой заготовки линзы, как показано на Фиг. 13А и 13В.
Фиг. 13А показывает пример типовой ЦМУ-демонстрации с ЦМУ-файлом, содержащим инструкции для кольцевого отводного канала, и ЦМУ-файлом, содержащим раздел инструкций по изменению кривизны края с поворотом на 180° вокруг оси у и поворотом против часовой стрелки на 45° в плоскости x-y, в отличие от линзы, изготовленной на основе ЦМУ-демонстрации, фотография которой показана на Фиг. 13В.
Полные или неполные целевые файлы конфигурации, ЦМУ-файлы, ЦМУ-демонстрации, итерационные ЦМУ-демонстрации, элементы каталога, элементы, отсутствующие в каталоге, и т.д. можно комбинировать с другими полными или неполными целевыми файлами конфигурации, ЦМУ-файлами, ЦМУ-демонстрациями, итерационными ЦМУ-демонстрациями, элементами каталога, элементами, отсутствующими в каталоге, и т.д. и можно встраивать в ЦМУ-файлы и ЦМУ-демонстрации, по которым может изготавливаться заготовка линзы. Например, если на производственное предприятие передается только описание толщины оптической зоны, его можно конвертировать в ЦМУ-файл и можно комбинировать с другим ЦМУ-файлом, который может содержать край линзы и элементы зоны стабилизации. Поэтому заготовку линзы можно изготовить без какого-либо установления полной конфигурации линзы или профиля конфигурации заготовки линзы. Например, если ни отдельные, ни комбинированные ЦМУ-файлы не описывают полный профиль поверхности, текучая реакционная среда линзы все равно может связывать оптическую зону с элементами зоны стабилизации, таким образом дополняя профиль поверхности.
Заготовку линзы или форму для заготовки линзы можно измерять на соответствие целевому файлу конфигурации до, после, или до и после процессов фиксации. Результаты измерений могут использоваться в итерационном цикле и обеспечивать изготовление требуемой заготовки 105 линзы. Пример изображения двух поперечных сечений (при 45° и 135°) конфигурации линзы, ЦМУ-демонстрации и измеренной заготовки линзы в плоском пространстве показаны на Фиг. 14.
В некоторых случаях изготовленная заготовка линзы может не вполне соответствовать целевому файлу или не вполне отвечать установленным критериям приемлемости. Например, изготовленная заготовка линзы может включать области, которые могут иметь одну или более из следующих характеристик: толще требуемого, тоньше требуемого или требуемой целевой толщины. Может существовать несколько вариантов изготовления последующей заготовки линзы, которая может быть ближе к целевому файлу, чем ее предшественница. Варианты, например, могут включать использование одного или более из той же ЦМУ-демонстрации с идентичными условиями процесса изготовления, что и в предыдущей попытке, модифицированной ЦМУ-демонстрации с идентичными условиями процесса изготовления, что и в предыдущей попытке, той же ЦМУ-демонстрации с модифицированными условиями процесса изготовления и модифицированной ЦМУ-демонстрации с модифицированными условиями процесса изготовления.
Один или оба из ЦМУ-файла и ЦМУ-демонстрации могут модифицироваться множеством разных способов и могут основываться на одном или обоих из опыта и различий между измеренными заготовками линзы и требуемыми картами толщины. Например, ЦМУ-файл можно модифицировать одним или более из меняющихся выборочных значений и параметров конфигурации элемента заготовки линзы в файле, например, для оптической зоны, добавляя значения и параметры для изготовления дополнительных элементов заготовки линзы, таких как элемент канавки, удаляя значения и параметры выборочных изготовленных элементов заготовки линзы, таких как элементы отводного канала, и пространственно перераспределяя значения и параметры выборочных изготовленных элементов заготовки линзы, таких как элемент регулирования объема.
Конкретные примеры были описаны, чтобы показать создание элементов заготовки линзы и способы создания линз и заготовок линз со множеством различных элементов, а также характер и способы формирования ЦМУ-демонстраций и ЦМУ-файлов для формирования линз и заготовок линзы. Эти примеры предназначены для целей иллюстрации и никоим образом не призваны ограничивать объем настоящего изобретения. Соответственно, описание и формула изобретения призваны охватить все вариации и альтернативы, которые будут очевидны специалистам в данной области.
Реферат
Группа изобретений относится к форме для заготовки линзы, способу разработки конфигурации формы для заготовки линзы, способу изготовления формы для заготовки линзы, заготовке офтальмологической линзы, способу изготовления офтальмологической линзы, содержащему обработку заготовки линзы, устройству для осуществления способа создания набора инструкций для применения в устройстве для изготовления формы для заготовки офтальмологической линзы. Заготовка офтальмологической линзы содержит форму для заготовки линзы, содержащую край линзы, который определяет внешний периметр формы для заготовки линзы и элемент края линзы, который присутствует вдоль по меньшей мере части края линзы или вблизи него. Элемент края линзы содержит структуру ограждения, выполненную с возможностью удерживать текучую реакционную среду линзы, присутствующую внутри периметра формы для заготовки линзы. Среда выполнена с возможностью поперечной сшивки и содержит фотопоглощающий компонент. Первая поверхность содержит часть материала с первой степенью плотности поперечной сшивки, по меньшей мере частично полимеризованного при температуре гелеобразования или выше нее, и включает указанные элементы. Вторая поверхность текучей среды содержит материал со второй степенью плотности поперечной сшивки, отвержденный при температуре ниже точки гелеобразования, в которой по меньшей мере часть второй поверхности может быть встроена в офтальмологическую линзу. Изобретение обеспечивает повышение скорости изготовления линз. 6 н. и 28 з.п. ф-лы, 26 ил.
Формула
Документы, цитированные в отчёте о поиске
Литьевое формование в охлаждаемой форме, используемое при изготовлении линз
Комментарии