Способ изготовления армированного волокном полимерного формованного изделия и устройство его изготовления - RU2755905C1
Код документа: RU2755905C1
Чертежи






Описание
УРОВЕНЬ ТЕХНИКИ
Область техники
[1] Настоящее описание изобретения относится к способам изготовления армированных волокном полимерных формованных изделий, таких как армированный волокнами бак высокого давления, и устройствам для их изготовления.
Уровень техники
[2] Транспортные средства на топливных элементах содержат бак высокого давления (далее - просто «бак»), в котором хранят топливный газ, например природный газ или водородный газ. Такой бак высокого давления изготавливается в виде армированного волокном полимерного формованного изделия, содержащего полый вкладыш, обладающий свойством газового барьера, в качестве основного элемента и пластик, армированный углеродным волокном, или пластик, армированный стекловолокном (далее - совместно именуемый армированный волокном полимерный слой), покрывающий вкладыш. Для уменьшения веса в качестве вкладыша обычно используют полый контейнер из полимера.
[3] Баки высокого давления обычно производят способом намотки волокна (НВ) и способом литьевого прессования полимера (ЛПП, англ. RTM). В патентном документе 1, например, раскрыт способ изготовления бака высокого давления способом ЛПП. Согласно этому способу изготовления помещают предварительную заготовку в пресс-форму, предварительная заготовка содержит вкладыш, определяющий внутреннее пространство бака высокого давления и волокнистый слой, образованный на внешней поверхности вкладыша, и вращают предварительную заготовку в направлении окружности вокруг центральной оси предварительной заготовки в пресс-форме, при этом через литниковое отверстие вводят полимер в сторону предварительной заготовки, размещенной в пресс-форме.
Список процитированных материалов
Патентный документ
[4] Патентный документ 1: JP 2019-056415 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[5] В способе изготовления посредством ЛПП полимер могут вводить (заливать) под высоким давлением, чтобы пропитать полимером внутреннюю часть полимерного слоя (пакет) предварительной заготовки. Когда полимер вводят под высоким давлением, давление сосредотачивается на литниковом отверстии (далее - отверстие для впуска полимера) так, что разница между давлением вблизи литникового отверстия (отверстие для впуска полимера) и давлением в конце потока полимера становится большой, и предварительная заготовка может быть деформирована в зоне высокого давления.
[6] Учитывая вышеуказанные проблемы, настоящее описание изобретения предлагает способ изготовления армированного волокном полимерного формованного изделия, способный распределять давление без концентрации вблизи отверстия для впуска полимера и таким образом предотвращающий деформацию предварительной заготовки, и соответствующее устройство для изготовления такого изделия.
[7] Одним объектом настоящего изобретения является способ изготовления армированного волокном полимерного формованного изделия, включающий формирование предварительной заготовки, содержащей волокнистый слой на внешней поверхности вкладыша, пропитывание полимером волокнистого слоя предварительной заготовки и отверждение полимера, при этом способ включает этап подготовки пресс-формы, содержащей первую форму и вторую форму; этап размещения предварительной заготовки между первой формой и второй формой так, чтобы создать первый зазор между первой формой и предварительной заготовкой и второй зазор между второй формой и предварительной заготовкой, причем второй зазор больше первого зазора; этап заливки полимера в пресс-форму через отверстие для впуска полимера в направлении второго зазора; этап отдаления как минимум части первой формы, обращенной к предварительной заготовке, от предварительной заготовки для создания третьего зазора между как минимум частью первой формы и предварительной заготовкой, причем третий зазор больше первого зазора, для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой; и этап сближения второй формы и как минимум части первой формы с предварительной заготовкой для заполнения пресс-формы полимером под давлением.
[8] Другим объектом настоящего изобретения является способ изготовления армированного волокном полимерного формованного изделия, включающий формирование предварительной заготовки, содержащей волокнистый слой на внешней поверхности вкладыша, пропитывание полимером волокнистого слоя предварительной заготовки и отверждения полимера, при этом способ включает этап подготовки пресс-формы, содержащей первую форму и вторую форму, причем первая форма имеет подвижный литейный стержень, обращенный к предварительной заготовке и выполненный с возможностью двигаться относительно предварительной заготовки так, чтобы увеличивать и уменьшать зазор, имеющийся между подвижным литейным стержнем и предварительной заготовкой; этап размещения предварительной заготовки между первой формой и второй формой так, чтобы создать первый зазор между первой формой и предварительной заготовкой и второй зазор между второй формой и предварительной заготовкой, причем второй зазор больше первого зазора; этап заливки полимера в пресс-форму через отверстие для впуска полимера в направлении второго зазора; этап отдаления подвижного литейного стержня от предварительной заготовки для создания третьего зазора между подвижным литейным стержнем и предварительной заготовкой, причем третий зазор больше первого зазора, для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой; и этап сближения второй формы и подвижного литейного стержня с предварительной заготовкой для заполнения пресс-формы полимером под давлением.
[9] В некоторых примерах осуществления изобретения на этапе отдаления подвижного литейного стержня от предварительной заготовки для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой, вторую форму приближают к предварительной заготовке.
[10] В некоторых вариантах осуществления на этапе отдаления подвижного литейного стержня от предварительной заготовки для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой, подвижный литейный стержень отдаляют от предварительной заготовки, определяя давление полимера, залитого между второй формой и предварительной заготовкой.
[11] В некоторых примерах осуществления изобретения на этапе сближения второй формы и подвижного литейного стержня с предварительной заготовкой для заполнения пресс-формы полимером под давлением, вторую форму и подвижный литейный стержень сближают с предварительной заготовкой так, что давление полимера, залитого между подвижным литейным стержнем и предварительной заготовкой, соответствует давлению полимера, залитого между второй формой и предварительной заготовкой.
[12] Еще одним объектом настоящего изобретения является устройство для изготовления армированного волокном полимерного формованного изделия путем формирования предварительной заготовки, содержащей волокнистый слой на внешней поверхности вкладыша, пропитывания полимером волокнистого слоя предварительной заготовки и отверждения полимера, при этом устройство содержит: пресс-форму, содержащую первую форму и вторую форму; приводной механизм, сконфигурированный для приведения пресс-формы в движение в направлении открытия и направлении закрытия; механизм заливки полимера, сконфигурированный для заливки полимера в пресс-форму через отверстие для впуска полимера; и управляющее устройство, сконфигурированное для управления рабочими состояниями приводного механизма и механизма заливки полимера. Управляющее устройство сконфигурировано для управления приводным механизмом для размещения предварительной заготовки между первой формой и второй формой так, чтобы создать первый зазор между первой формой и предварительной заготовкой и второй зазор между второй формой и предварительной заготовкой, причем второй зазор больше первого зазора; для управления механизмом заливки полимера для заливки полимера в пресс-форму через отверстие для впуска полимера в направлении второго зазора; для управления приводным механизмом для отдаления как минимум части первой формы, обращенной к предварительной заготовке, от предварительной заготовки для создания третьего зазора между как минимум частью первой формы и предварительной заготовкой, причем третий зазор больше первого зазора, для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой; и для управления приводным механизмом для сближения второй формы и как минимум части первой формы близко с предварительной заготовкой для заполнения пресс-формы полимером под давлением.
[13] Еще одним объектом настоящего изобретения является устройство для изготовления армированного волокном полимерного формованного изделия путем формирования предварительной заготовки, содержащей волокнистый слой на внешней поверхности вкладыша, пропитывания полимером волокнистого слоя предварительной заготовки и отверждения полимера, причем устройство содержит: пресс-форму, содержащую первую форму и вторую форму, первая форма имеет подвижный литейный стержень, обращенный к предварительной заготовке и выполненный с возможностью двигаться относительно предварительной заготовки так, чтобы увеличить и уменьшить зазор, определенный между подвижным литейным стержнем и предварительной заготовкой; приводной механизм, сконфигурированный для приведения пресс-формы в движение в направлении открытия и направлении закрытия; механизм заливки полимера, сконфигурированный для заливки полимера в пресс-форму через отверстие для впуска полимера; и управляющее устройство, сконфигурированное для управления рабочими состояниями приводного механизма и механизма заливки полимера. Управляющее устройство сконфигурировано для управления приводным механизмом для размещения предварительной заготовки между первой формой и второй формой так, чтобы создать первый зазор между первой формой и предварительной заготовкой и второй зазор между второй формой и предварительной заготовкой, причем второй зазор больше первого зазора; для управления механизмом заливки полимера для заливки полимера в пресс-форму через отверстие для впуска полимера в направлении второго зазора; для управления приводным механизмом для отдаления подвижного литейного стержня от предварительной заготовки для создания третьего зазора между подвижным литейным стержнем и предварительной заготовкой, причем третий зазор больше первого зазора, для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой; и для управления приводным механизмом для сближения второй формы и подвижного литейного стержня с предварительной заготовкой для заполнения пресс-формы полимером под давлением.
[14] В некоторых примерах осуществления изобретения управляющее устройство сконфигурировано так, чтобы при отдалении подвижного литейного стержня от предварительной заготовки для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой, управлять приводным механизмом для приближения второй формы к предварительной заготовке.
[15] В некоторых примерах осуществления изобретения устройство дополнительно содержит датчик давления, сконфигурированный для определения давления полимера, залитого между второй формой и предварительной заготовкой. Управляющее устройство сконфигурировано так, чтобы при отдалении подвижного литейного стержня от предварительной заготовки для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой, управлять приводным механизмом для отдаления подвижного литейного стержня от предварительной заготовки с определением давления полимера датчиком давления.
[16] В некоторых примерах осуществления изобретения устройство дополнительно содержит первый датчик давления, сконфигурированный для определения давления полимера, залитого между подвижным литейным стержнем и предварительной заготовкой; и второй датчик давления, сконфигурированный для определения давления полимера, залитого между второй формой и предварительной заготовкой. Управляющее устройство сконфигурировано так, чтобы при сближении второй формы и подвижного литейного стержня с предварительной заготовкой для заполнения пресс-формы полимером под давлением, управлять приводным механизмом для сближения второй формы и подвижного литейного стержня с предварительной заготовкой так, что давление полимера, определенное первым датчиком давления, соответствует давлению полимера, определенному вторым датчиком давления.
[17] Согласно одному аспекту настоящего изобретения как минимум часть первой формы или подвижного литейного стержня в первой форме отдалена от предварительной заготовки, чтобы позволить полимеру течь к первой форме. Таким образом распределяют давление, сосредоточенное вблизи отверстия для впуска полимера, и таким образом предотвращают деформацию предварительной заготовки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[18] ФИГ. 1 представляет собой вертикальный вид в разрезе устройства для изготовления бака высокого давления (армированного волокном полимерного формованного изделия) согласно одному примеру осуществления изобретения;
ФИГ. 2 представляет собой блок-схему способа изготовления бака высокого давления (армированного волокном полимерного формованного изделия) согласно одному примеру осуществления изобретения;
ФИГ. 3 представляет собой вертикальный вид в разрезе устройства для изготовления бака высокого давления, отображающий этап размещения предварительной заготовки и этап вакуумной дегазации согласно одному примеру осуществления изобретения;
ФИГ. 4 представляет собой вертикальный вид в разрезе устройства для изготовления бака высокого давления, отображающий этап заливки полимера при промежуточном сближении пресс-формы согласно одному примеру осуществления изобретения;
ФИГ. 5 представляет собой вертикальный вид в разрезе устройства для изготовления бака высокого давления, отображающий этап заливки полимера при опускании верхней формы и нижнего литейного стержня согласно одному примеру осуществления изобретения;
ФИГ. 6 представляет собой вертикальный вид в разрезе устройства для изготовления бака высокого давления, отображающий этап заливки полимера при опускании верхней формы и поднятии нижнего литейного стержня согласно одному примеру осуществления изобретения; и
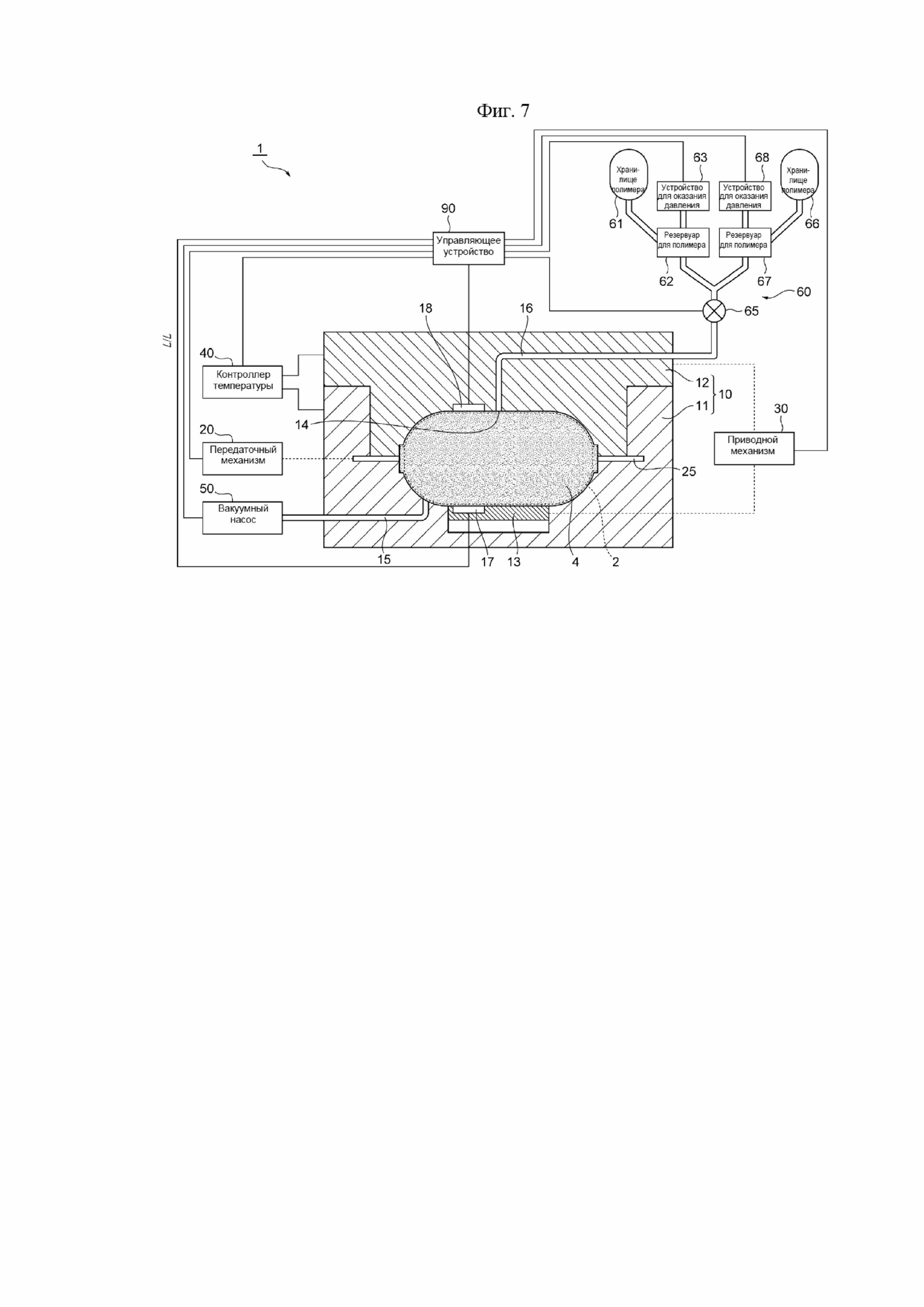
ФИГ. 7 представляет собой вертикальный вид в разрезе устройства для изготовления бака высокого давления, отображающий этап полного сближения и остановки заливки полимера, а также этап отверждения полимера согласно одному примеру осуществления изобретения.
ПОДРОБНОЕ РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[19] Ниже раскрыт один пример осуществления изобретения со ссылкой на приложенные чертежи.
[20] Ниже раскрыт бак высокого давления для транспортного средства на топливных элементах, который является одним примером армированного волокном полимерного формованного изделия. Армированное волокном полимерное формованное изделие, к которому относится настоящее изобретение, не ограничено баком высокого давления для транспортных средств на топливных элементах. Форма, материал и т.д. вкладыша и предварительная заготовка армированного волокном полимерного формованного изделия также не ограничены показанным примером.
[21] Согласно способу ЛПП углеродное волокно оборачивают (наматывают) вокруг вкладыша несколько раз (в несколько слоев) для формирования предварительной заготовки с волокнистым слоем на внешней поверхности вкладыша, пропитывают волокнистый слой предварительной заготовки эпоксидным полимером и дожидаются его отверждения. Таким образом, посредством способа ЛПП производят бак высокого давления для транспортного средства на топливных элементах, содержащего армированный волокном полимерный слой, содержащий углеродное волокно и эпоксидный полимер на внешней поверхности вкладыша. Вкладыш является полым контейнером, изготовленным из полимера (например, полиамида), определяющим внутреннее пространство бака высокого давления.
[22] В таком баке высокого давления для транспортного средства на топливных элементах слой углеродного волокна является толстым, и поэтому полимер с трудом попадает во внутренний слой углеродного волокна. Т.е. бак высокого давления для транспортного средства на топливных элементах имеет очень толстый слой углеродного волокна (приблизительно в 10 раз больше, чем толщина для стандартного способа ЛПП формования корпуса) для поддержания достаточной прочности, и пропитать волокно полимером сложно. Простое вращение бака, как в патентном документе 1, не демонстрирует положительный эффект пропитывания полимером внутреннего слоя углеродного волокна. Когда полимер заливают под высоким давлением для пропитывания полимером внутреннего слоя углеродного волокна, давление не распределяется равномерно, поэтому качество и рабочие характеристики бака снижаются, например, деформируется полимерный вкладыш внутри бака в части с относительно высоким давлением. Например, давление концентрируется на литниковом отверстии (отверстии для впуска полимера). Это означает, что давление высоко рядом со литниковым отверстием, и разница между давлением вблизи литникового отверстия и давлением в конце потока полимера (на стороне, противоположной литниковому отверстию) увеличивается.
[23] Зазор между пресс-формой и баком узкий, и бак имеет цилиндрическую форму, поэтому полимеру трудно течь в сторону, противоположную литниковому отверстию. Таким образом, сложно равномерно заполнить весь зазор полимером, что делает пропитывание полимером неравномерным. Чтобы полимер прошел через весь зазор перед отверждением, бак необходимо вращать с высокой скоростью в пресс-форме, например. Однако пространство маленькое, и поэтому может быть повреждено углеродное волокно.
[24] Во избежание этого настоящее изобретение имеет следующую конфигурацию.
[25] Устройство для изготовления бака высокого давления
ФИГ. 1 представляет собой вертикальный вид в разрезе устройства для изготовления бака высокого давления, являющегося примером армированного волокном полимерного формованного изделия согласно данному примеру осуществления изобретения.
[26] Предварительная заготовка 2 в качестве промежуточного корпусного элемента бака высокого давления в данном примере осуществления изобретения содержит вкладыш и волокнистый слой, сформированный на внешней поверхности вкладыша, который должен быть интегрирован во вкладыш. Вкладыш является полым контейнером из полимера, обладающего свойством быть барьером для газа, и определяет внутреннее пространство бака высокого давления. В одном примере волокнистый слой имеет толщину от 10 до 30 мм. Волокнистый слой сформирован за счет оборачивания волокон вокруг внешней поверхности вкладыша несколько раз посредством способа намотки волокна.
[27] Примеры волокна, обмотанного вокруг вкладыша включают углеродное волокно, стекловолокно и арамидное волокно. Волокна могут содержать непрерывные волокна или содержать длинные волокна или короткие волокна. Как будет раскрыто ниже, волокно (слой), намотанное вокруг вкладыша, пропитывают полимером и дожидаются отверждения для формирования слоя из полимера, армированного волокном, который покрывает периферию вкладыша. Примеры полимера включают термореактивные полимеры, такие как эпоксидные полимеры, ненасыщенные полиэфирные полимеры и полиамидные полимеры, а также термопластичные полимеры, такие как полиэтиленовые полимеры и полиэфирные полимеры.
[28] Устройство 1 для изготовления сконфигурировано для изготовления бака высокого давления способом ЛПП для пропитывания волокнистого слоя предварительной заготовки 2 полимером 3 (номер позиции показан на ФИГ. 4, например) и отверждения пропитывающего полимера 3.
[29] В одном примере устройство 1 для изготовления содержит пресс-форму 10, выполненную из нескольких форм, например нижней формы 11 в качестве фиксированной формы и верхней формы 12 в качестве подвижной формы. Сближение нижней формы 11 и верхней формы 12 (также может быть названо сближением пресс-формы) определяет полость для армированного волокном полимерного слоя. Для размещения предварительной заготовки 2 с ламинацией волокна в пресс-форме 10 полость пресс-формы 10 делают больше, например, за счет допуска предварительной заготовки 2.
[30] Данный пример осуществления изобретения содержит нижнюю форму 11 как фиксированную форму и верхнюю форму 12 как подвижную форму (форму, подвижную относительно фиксированной формы). В другом примере осуществления изобретения верхняя форма 12 может быть фиксированной формой и нижняя форма 11 может быть подвижной формой, или нижняя форма 11 и верхняя форма 12 могут быть подвижными. Пресс-форма 10 в данном примере осуществления изобретения содержит две части в виде нижней формы 11 и верхней формы 12, которые могут представлять три или более частей.
[31] В этом примере нижний литейный стержень 13 находится в нижней форме 11 в положении напротив предварительной заготовки 2. Этот нижний литейный стержень 13 определяет часть полости и является подвижным литейным стержнем, который движется (вертикально) относительно предварительной заготовки 2, размещенной в пресс-форме 10. Т.е. нижний литейный стержень 13 размещен напротив предварительной заготовки 2 в пресс-форме 10, и поверхность (верхняя поверхность) нижнего литейного стержня 13, обращенная к предварительной заготовке 2, является поверхностью полости, определяющей полость вместе с (поверхностью полости) нижней формой 11. Движение этого нижнего литейного стержня 13 относительно предварительной заготовки 2 (вертикально) увеличивает или уменьшает зазор, сформированный между нижним литейным стержнем 13 и предварительной заготовкой 2. В показанном примере нижний литейный стержень 13 расположен напротив центральной части нижней поверхности предварительной заготовки 2. Положение нижнего литейного стержня 13 не ограничено этим, и в некоторых примерах осуществления изобретения нижний литейный стержень 13 может быть размещен таким образом, чтобы находиться напротив всей нижней поверхности предварительной заготовки 2.
[32] В пресс-форме 10 предварительная заготовка 2 поддерживается валом 25, расположенным вдоль оси вкладыша. Т.е. вал 25 представляет собой опорный механизм, поддерживающий предварительную заготовку 2 в пресс-форме 10 (в полости).
[33] Труба 15 вакуумной дегазации встроена в пресс-форму 10 (в нижней форме 11 в показанном примере). Труба 15 вакуумной дегазации присоединена к вакуумному насосу 50. Вакуумный насос 50 предназначен для дегазации (опорожнения) пресс-формы 10 (полости) посредством трубы 15 вакуумной дегазации. Т.е. вакуумный насос 50 и труба 15 вакуумной дегазации представляют собой механизм вакуумной дегазации для вакуумной дегазации пресс-формы 10 (полости).
[34] В пресс-форму 10 (в верхнюю форму 12 в показанном примере) встроена труба 16 заливки полимера, которая определяет литниковое отверстие (отверстие для впуска полимера) 14, который открывается в полость. В этом примере литниковое отверстие 14 находится в положении напротив центральной части (в осевом направлении) предварительной заготовки 2. Труба 16 заливки полимера присоединена к инжектору 60 полимера. Инжектор 60 полимера заливает (подает) полимер 3 в пресс-форму 10 (полость) через литниковое отверстие 14 посредством трубы 16 заливки полимера. Т.е. инжектор 60 полимера и труба 16 заливки полимера составляют механизм заливки полимера для заливки полимера 3 в пресс-форму 10 (полость). В одном примере полимер 3 является двухкомпонентным термореактивным эпоксидным полимером, состоящим из базового полимера и отверждающего вещества. Таким образом, инжектор 60 полимера содержит хранилище 61 полимера, резервуар 62 для полимера и устройство 63 оказания давления для базового полимера, хранилище 66 полимера, резервуар 67 для полимера и устройство 68 оказания давления для отверждающего вещества, а также клапан 65 для подачи полимера 3, являющегося смесью базового полимера и отверждающего вещества, в трубу 16 заливки полимера.
[35] В этом примере датчик 17 давления (первый датчик давления) встроен в нижнюю форму 11 (нижний литейный стержень 13). Датчик 17 давления определяет давление полимера 3 на нижнюю поверхность предварительной заготовки 2, т.е. между нижней поверхностью предварительной заготовки 2 и нижней формой 11 (нижним литейным стержнем 13). Датчик 18 давления (второй датчик давления) встроен в верхнюю форму 12. Датчик 18 давления определяет давление полимера 3 на нижнюю поверхность предварительной заготовки 2, т.е. между верхней поверхностью предварительной заготовки 2 и верхней формой 12. Информация о давлении (давлении полимера), полученная датчиками 17 и 18 давления, вводится в управляющее устройство 90, раскрытое ниже.
[36] Устройство 1 для изготовления содержит: передаточный механизм 20 для передачи предварительной заготовки 2 в заранее заданное положение, приводной механизм 30 для приведения в движение пресс-формы 10 (в частности, нижнего литейного стержня 13 нижней формы 11 и верхней формы 12) в направлении открытия и закрытия пресс-формы (вертикальное направление); контроллер 40 температуры для управления температурой пресс-формы 10 (нижней формы 11, верхней формы 12) и управляющее устройство 90 в качестве контроллера для управления рабочим состоянием всего устройства 1 для изготовления (в частности, рабочим состоянием передаточного механизма 20, приводного механизма 30, контроллера 40 температуры, вакуумного насоса 50 в механизме вакуумной дегазации и устройств 63 и 68 для оказания давления, а также клапана 65 инжектора 60 полимера в механизме заливки полимера).
[37] Способ изготовления бака высокого давления
ФИГ. 2 представляет собой блок-схему, иллюстрирующую способ изготовления бака высокого давления как пример армированного волокном полимерного формованного изделия согласно одному примеру осуществления изобретения. ФИГ. 3–7 представляют собой вертикальные виды в разрезе, демонстрирующие этап размещения предварительной заготовки, этап вакуумной дегазации, этап заливки полимера при промежуточном сближении пресс-формы, этап заливки полимера при опускании верхней формы и нижнего литейного стержня, этап заливки полимера при опускании верхней формы и поднятии нижнего литейного стержня, этап полного сближения и остановки заливки полимера и этап отверждения полимера.
[38] Этап подготовки пресс-формы: S201
Во-первых, согласно способу подготавливают пресс-форму 10, содержащую нижнюю форму 11 с нижним литейным стержнем 13 и верхнюю форму 12, имеющую раскрытую выше конструкцию.
[39] Этап подготовки предварительной заготовки: S202
Согласно раскрытому выше, согласно способу заранее подготавливают предварительную заготовку 2, в которой волокнистый слой сформирован посредством оборачивания (наматывания) волокна вокруг внешней поверхности вкладыша.
[40] Этап поддержания температуры пресс-формы: S203
Затем согласно способу посредством управляющего устройства 90 управляют контроллером 40 температуры так, чтобы поддерживать температуру пресс-формы 10 (нижней формы 11, верхней формы 12) равной заранее заданной температуре. Если полимер 3 является термореактивным полимером, эта заранее заданная температуры равна или превышает температуру отверждения полимера 3.
[41] Согласно способу в данном примере поддерживают в начале температуру пресс-формы 10 на уровне температуры отверждения полимера 3 или выше. В другом примере температура пресс-формы 10 вначале может поддерживаться на уровне ниже температуры отверждения полимера 3, и в определенное время на этапе, раскрытом ниже (например, после полного сближения пресс-формы 10), температура пресс-формы 10 может поддерживаться на уровне температуры отверждения полимера 3 или выше.
[42] Этап размещения предварительной заготовки: S204
Затем управляющее устройство 90 управляет передаточным механизмом 20 и приводной механизм 30 должен поместить предварительную заготовку 2 в пресс-форму 10 (т.е. между нижней формой 11 и верхней формой 12) (ФИГ. 1, ФИГ. 3). В частности, во время открытия верхней формы 12 передаточный механизм 20 помещает предварительную заготовку 2 на нижнюю форму 11 под управлением управляющего устройства 90. В это время вал 25 поддерживает предварительную заготовку 2. После этого приводной механизм 30 начинает сближение пресс-формы под управлением управляющего устройства 90 и промежуточно приближает верхнюю форму 12. Промежуточное сближения является промежуточным состоянием между состоянием, когда верхняя форма 12 открыта, и состоянием полного сближения, и в состоянии промежуточного сближения имеется зазор между нижней формой 11 и верхней формой 12. Как показано на ФИГ. 3, верхняя форма 12 движется к положению с зазором (вторым зазором) в несколько миллиметров с предварительной заготовкой 2. Этот зазор (второй зазор) между верхней формой 12 и предварительной заготовкой 2 больше зазора (первого зазора) между нижней формой 11 и предварительной заготовкой 2.
[43] Этап вакуумной дегазации: S205
Затем управляющее устройство 90 управляет вакуумным насосом 50 с поддержанием состояния вышеуказанного промежуточного сближения (т.е. до полного сближения пресс-формы) для дегазации пресс-формы 10 (ФИГ. 3).
[44] Этап заливки полимера при промежуточном сближении пресс-формы: S206
После остановки (или завершения) вышеуказанной вакуумной дегазации полимер 3 вводят/заливают в пресс-форму 10 (ФИГ. 4). В частности, управляющее устройство 90 открывает клапан 65, оказывает давление на базовый полимер, хранящийся в резервуаре 62 для полимера, при помощи устройства 63 для оказания давления, и оказывает давление на отверждающее вещество, хранящееся в резервуаре 67 для полимера, при помощи устройства 68 для оказания давления, чтобы смешать базовый полимер и отверждающее вещество и подготовить (неотвержденный) полимер 3. Это позволяет (неотвержденному) полимеру 3 течь через трубу 16 заливки полимера в верхнюю форму 12 так, что полимер 3 впрыскивают/заливают в направлении предварительной заготовки 2 через литниковое отверстие 14 (в показанном примере литниковое отверстие находится у середины предварительной заготовки 2). Так как верхняя форма 12 промежуточно сомкнута, полимер 3 впрыскивают и заливают в зазор (второй зазор) между верхней формой 12 и предварительной заготовкой 2 (ее верхней поверхностью).
[45] Этап заливки полимера во время опускания верхней формы и нижнего стержня: S207
Далее управляющее устройство 90 управляет приводным механизмом 30 для опускания нижнего литейного стержня 13 в нижней форме 11 (т.е. отдаления нижнего литейного стержня 13 от предварительной заготовки 2) во время закрытия верхней формы 12 (инжекционное прессование) (ФИГ. 5). Таким образом, увеличивается зазор (третий зазор) между нижним литейным стержнем 13 и предварительной заготовкой 2 (т.е. определяется третий зазор между нижним литейным стержнем 13 и предварительной заготовкой 2 в несколько миллиметров, который больше первого зазора) так, чтобы пропитать предварительную заготовку 2 полимером с верхней поверхности предварительной заготовки 2 и также равномерно заполнить полимером 3 зазор между нижней формой 11 (особенно нижним литейным стержнем 13) и предварительной заготовкой 2 (ее нижней поверхностью). В это время управляющее устройство 90 опускает нижний литейный стержень 13, определяя давление полимера 3 на верхней поверхности предварительной заготовки 2 (т.е. полимер заливают между верхней формой 12 и предварительной заготовкой 2) при помощи датчика 18 давления. Это необходимо для снижения давления полимера 3 на верхнюю поверхность предварительной заготовки 2 и чтобы также дать полимеру 3 равномерно течь в направлении нижней поверхности предварительной заготовки 2. В одном примере управляющее устройство 90 может управлять скоростью опускания верхней формы 12 и нижнего литейного стержня 13 на основе давления (давления полимера), определенного датчиком 18 давления.
[46] Этап заливки полимера во время опускания верхней формы и подъема нижнего литейного стержня: S208
Затем управляющее устройство 90 управляет приводным механизмом 30 для опускания верхней формы 12 максимально вниз, чтобы закрыть пресс-форму, во время поднятия нижнего литейного стержня 13 в нижней форме 11 (т.е. приближения его к предварительной заготовке 2) (к исходному положению вровень с поверхностью полости нижней формы 11) (ФИГ. 6). В это время, когда датчик 18 давления определяет давление полимера 3 на верхней поверхности предварительной заготовки 2, датчик 17 давления определяет давление полимера 3 на нижней поверхности предварительной заготовки 2. Затем управляющее устройство 90 управляет опусканием верхней формы 12 и поднятием нижнего литейного стержня 13 (т.е. приближением верхней формы 12 и нижнего литейного стержня 13 к предварительной заготовке 2) так, чтобы значения давления полимера 3, определенные датчиками 18 и 17 давления, соответствовали друг другу. В результате полимер 3 в пресс-форме 10 равномерно сжимается и заливается так, что волокнистый слой предварительной заготовки 2 пропитывается полимером 3. В одном примере при (одновременном) сближении верхней формы 12 и нижнего литейного стержня 13 для приближения к предварительной заготовке 2 управляющее устройство 90 может управлять снижающейся скоростью верхней формы 12 и увеличивающейся скоростью нижнего литейного стержня 13 на основе давления (давления полимера), определенного датчиками 18 и 17 давления.
[47] Этап полного сближения и остановки заливки полимера: S209
По окончании заполнения полимером 3 управляющее устройство 90 управляет приводным механизмом 30 для полного закрытия (полного сближения) верхней формы 12 и нижнего литейного стержня 13 в нижней форме 11. Затем, когда полимер 3 полностью пропитывает волокнистый слой, заливку полимера 3 останавливают (ФИГ. 7).
[48] Этап отверждения полимера: S210
Согласно способу после того остановки заливки полимера 3 согласно описанному выше, выполняют отверждение полимера 3 (ФИГ. 7).
[49] Этап извлечения из формы: S211
После того как полимер 3 отвержден, управляющее устройство 90 управляет приводным механизмом 30, чтобы открыть верхнюю форму 12. По окончании отверждения полимера 3 получают бак 4 высокого давления с армированным волокном полимерным слоем, сформированным на внешней периферии вкладыша.
[50] Согласно раскрытому выше, когда бак высокого давления для транспортного средства на топливных элементах произведен по способу ЛПП, сложно приложить давление к полимеру равномерно для большого бака с углеродным волокном (волокнистый слой), уложенным толстым слоем (обернутым вокруг) на бак для заполнения и пропитывания эпоксидным полимером и отверждения эпоксидного полимера. Кроме того, бак имеет толстый слой углеродного волокна и таким образом, если полимер вводят под высоким давлением, полимер не может пропитать самый глубокий слой. Давление непосредственно под литниковым отверстием (отверстием для впуска полимера) слишком высокое, и возникнут критические проблемы качества, такие как деформация полимерного вкладыша внутри бака и смещение волокна, что снизит производительность и эффективность бака.
[51] Во избежание концентрации давления на литниковом отверстии 14 и для равномерного пропитывания полимером 3 толстой слоистой части углеродного волокна, другими словами, для распределения давления, прикладываемого к литниковому отверстию 14 во время введения полимера, и для равномерного приложения низкого давления полимера ко всему баку настоящее изобретение содержит нижний литейный стержень 13 в нижней форме 11 пресс-формы 10, при этом нижний литейный стержень 13 является подвижным стержнем, имеющим возможность двигаться вертикально, и датчики 18 и 17 давления в верхней форме 12 и нижней форме 11 для определения давления полимера. При размещении бака (предварительной заготовки 2) в пресс-форме 10 и сближении пресс-формы сохраняется зазор между верхней формой 12 и нижней формой 11 для определения зазора между верхней формой 12 и баком (предварительная заготовка 2). Это снижает сопротивление потока полимера во время пропитки эпоксидным полимером и регулирует скачки давления. Дополнительно, чтобы давление во всем баке стало равномерным и низким для проникания полимера 3 в ламинированный слой, когда верхняя форма 12 сближается (инжекционное прессование) для введения полимера 3 в верхнюю поверхность бака, встроенный нижний литейный стержень 13 опускают при определении давления на верхней поверхности бака для снижения давления на верхней поверхности бака так, чтобы сформировать зазор между нижней формой 11 и баком (зазор как канал потока полимера). Это также позволяет полимеру 3 равномерно течь до нижней поверхности бака и достигать снижения давления и равномерной пропитки полимером.
[52] Таким образом распределяется давление, прилагаемое к литниковому отверстию 14 во время заливки полимера, а также обеспечивается приложение равномерного давления ко всему баку. Таким образом также улучшается пропитка полимером в направлении укладки с оптимизацией режима потока в пресс-форме 10. Также возможно пропитка полимером 3 с управлением с обратной связью от поведения давления в пресс-форме 10. Равномерное давление в направлении штабелирования улучшает пропитку полимером и качество поверхности бака.
[53] В этом примере осуществления после того как верхняя и нижняя формы будут заполнены полимером 3, верхняя форма 12 и нижний литейный стержень 13 закрываются одновременно для заполнения под давлением с определением значений давления на верхней поверхности и нижней поверхности бака датчиками 18 и 17 давления соответственно, чтобы значения давления были одинаковыми. Это необходимо для поддержания равномерного давления на верхней поверхности и нижней поверхности бака и для снижения (распределения) давления. Таким образом достигается снижение давления и равномерная пропитка полимером и, следовательно, улучшается пропитка полимером, эксплуатационные характеристики бака и качество поверхности бака.
[54] Это позволяет прилагать равномерное давление ко всему баку. Таким образом, также улучшается пропитка полимером в направлении укладки с оптимизацией поведения потока в пресс-форме 10. Также возможна пропитка полимером 3 с управлением с обратной связью от поведения давления в пресс-форме 10. Равномерное давление в направлении штабелирования улучшает пропитку полимером и качество поверхности бака.
[55] Таким образом, настоящее изобретение позволяет проводить пропитку эпоксидным полимером при использовании способа ЛПП, чтобы поддерживать равномерную пропитку в направлении штабелирования (направление толщины) во всем баке, с применением более низкого давления, и таким образом улучшает эксплуатационные характеристики бака высокого давления и стабилизирует качество бака. Настоящее изобретение также обеспечивает высокоскоростное введение и таким образом значительно сокращает цикл формования.
[56] Таким образом, в настоящем изобретении опускают нижний литейный стержень 13 как подвижный литейный стержень в нижней форме 11 (первой форме) (в направлении от предварительной заготовки 2), чтобы позволить полимеру 3 течь в сторону нижней формы 11 (первая форма). Таким образом, распределяется давление, сосредоточенное вблизи литникового отверстия 14 для впуска полимера, и таким образом предотвращается деформация предварительной заготовки 2.
[57] В настоящем примере осуществления изобретения опускают нижний литейный стержень 13 как подвижный стержень в нижней форме (первой форме) 11 (отодвигают нижний литейный стержень от предварительной заготовки 2) в зависимости от давления полимера 3 между верхней формой (второй формой) 12 и предварительной заготовкой 2 и таким образом обеспечивает равномерную пропитку полимером 3 по всей предварительной заготовке 2.
[58] В настоящем примере осуществления изобретения также поднимают нижний литейный стержень 13 как подвижный литейный стержень в нижней форме (первой форме) 11 (приближают нижний литейный стержень к предварительной заготовке 2) так, что давление полимера 3 между нижней формой (первой формой) 11 и предварительной заготовкой 2 согласовывают с давлением полимера 3 между верхней формой (второй формой) 12 и предварительной заготовкой 2. Это обеспечивает равномерное распределение давления по всей предварительной заготовке 2, и таким образом обеспечивается равномерная пропитка полимером 3 всей предварительной заготовке 2.
[59] Это было подробное раскрытие примеров осуществления изобретения со ссылкой на чертежи. Конкретная конфигурация настоящего изобретения не ограничена вышеописанным примером осуществления изобретения, и конструкция может быть изменена различными способами без отступления от сущности изобретения. Настоящее изобретения содержит такие измененные варианты осуществления изобретения.
ПОЗИЦИИ ЧЕРТЕЖЕЙ
[60]
1 Устройство для изготовления бака высокого давления (армированного волокном полимерного формованного изделия)
2 Предварительная заготовка
3 Полимер
4 Бак высокого давления (армированное волокном полимерное формованное изделие)
10 Пресс-форма
11 Нижняя форма (первая форма)
12 Верхняя форма (вторая форма)
13 Нижний литейный стержень (подвижный литейный стержень)
14 Литниковое отверстие (отверстие для впуска полимера)
15 Труба вакуумной дегазации (механизм вакуумной дегазации)
16 Труба заливки полимера (механизм заливки полимера)
17 Датчик давления (первый датчик давления)
18 Датчик давления (второй датчик давления)
20 Передаточный механизм
25 Вал
30 Приводной механизм
40 Контроллер температуры
50 Вакуумный насос (механизм вакуумной дегазации)
60 Инжектор полимера (механизм заливки полимера)
61, 66 Хранилище полимера
62, 67 Резервуар для полимера
63, 68 Устройство для оказания давления
65 Клапан
90 Управляющее устройство.
Реферат
Изобретение относится к способам и устройствам изготовления армированных волокном полимерных формованных изделий, например бака высокого давления. Способ включает формирование предварительной заготовки, пропитывание полимером волокнистого слоя предварительной заготовки и отверждение полимера, размещение предварительной заготовки между первой формой и второй формой пресс-формы так, чтобы создать первый зазор между первой формой и предварительной заготовкой и второй зазор между второй формой и предварительной заготовкой, заливку полимера в пресс-форму через отверстие для впуска полимера в направлении второго зазора, отдаление как минимум части первой формы, обращенной к предварительной заготовке, от предварительной заготовки для создания третьего зазора между как минимум частью первой формы и предварительной заготовкой для перемещения в пресс-форме полимера, который был залит в направлении второго зазора, в зазор между первой формой и предварительной заготовкой, и сближение второй формы и как минимум части первой формы с предварительной заготовкой для заполнения пресс-формы полимером под давлением. Техническим результатом изобретения является предотвращение деформации заготовки. 4 н. и 6 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Усовершенствованный способ и установка для литья под давлением с усовершенствованным отсоединяемым от машины для литья под давлением зажимным блоком с раскрываемыми по типу книги пресс-формами с горизонтальным усилием сжатия
Оборудование и способ изготовления держателей, в частности, ящиков
Комментарии