Способ изготовления композитного сосуда высокого давления и композитный сосуд высокого давления - RU2573414C2
Код документа: RU2573414C2
Чертежи




Описание
Настоящее изобретение относится к способу изготовления композитного сосуда высокого давления, имеющего внутренний сосуд, выполненный из термопластичного материала, имеющий по меньшей мере одну концевую деталь, размещенную на горловинном участке, и имеющий обертку, которая упрочняет внутренний сосуд и выполнена из волокнистого материала, при этом способ включает в себя изготовление внутреннего сосуда путем формования экструзией с раздувом.
Настоящее изобретение также относится к композитному сосуду высокого давления, имеющему внутренний сосуд, выполненный из термопластичного материала, имеющий по меньшей мере один горловинный участок и по меньшей мере одну концевую деталь, которая центрирована на горловинном участке сосуда, и имеющий волокнистую обертку, которая упрочняет внутренний сосуд.
Композитный сосуд высокого давления для хранения газообразной среды под давлением, имеющий вкладыш, выполненный из пластикового материала, известен, например, из DE 19631546 C1. Композитный сосуд высокого давления согласно DE 19631546 C1 содержит вкладыш, выполненный из пластикового материала, и две горловинные детали, которые размещены на горловинном участке, и обертку, которая упрочняет вкладыш и выполнена из волокнистого композитного материала, при этом по меньшей мере одна горловинная деталь выполнена с возможностью вмещения ввинчивающегося клапана. Вкладыш или внутренний сосуд может быть изготовлен с помощью вращательного процесса, термического процесса и с помощью формования экструзией с раздувом. Горловинные детали прикрепляются в соответствии с пригонкой по форме к вкладышу. Горловинная деталь снабжена кольцевой выемкой, в которой материал вкладыша зацепляется в соответствии с пригонкой по форме. Для обеспечения того, что горловинный участок вкладыша в достаточной мере приспособлен к горловинной детали с возможностью обеспечения соответствующего уплотнения, зажимное кольцо запрессовывают в концевом участке вкладыша.
Надежное уплотнение системы является важной особенностью композитного сосуда высокого давления такого типа, который описан выше. Конструктивное исполнение сосуда обеспечивает возможность упрощенного изготовления сосуда только до некоторой степени.
Таким образом, целью настоящего изобретения является создание, в первую очередь, способа, который предназначен для изготовления композитного сосуда высокого давления такого типа, который описан во вводной части, и предусматривает упрощенное изготовление такого сосуда с учетом уплотнения и, в частности, закрепления горловинной детали на внутреннем сосуде.
Цель достигается посредством способа изготовления композитного сосуда высокого давления, имеющего внутренний сосуд, выполненный из термопластичного материала, имеющий по меньшей мере одну концевую деталь, размещенную на горловинном участке, и имеющий обертку, которая упрочняет внутренний сосуд и выполнена из волокнистого материала, при этом способ включает в себя изготовление внутреннего сосуда с помощью формования экструзией с раздувом, и при этом способ отличается тем, что концевая деталь образуется, при конфигурировании внутреннего сосуда в процессе формования с раздувом, на внутреннем сосуде таким образом, чтобы концевая деталь была, по меньшей мере частично, окружена внутренним сосудом. Это позволяет наиболее простым образом введение концевой детали во внутренний сосуд и в то же время присоединение с пригонкой по форме к внутреннему сосуду. Предпочтительно, что концевая деталь размещена по существу внутри внутреннего сосуда.
В предпочтительном варианте способа согласно настоящему изобретению предусмотрено, что концевую деталь размещают на стержнеобразном или штокообразном опорном элементе между открытыми частями выдувной формы и, окруженную трубчатой расплавленной заготовкой или множеством полотнообразных расплавленных заготовок, прессуют с заготовкой, расположенной между частями закрывающейся выдувной формы.
Для этой цели форма может быть снабжена центральными отверстиями в каждом случае. При закрывании половин формы вокруг стержнеобразного или штокообразного опорного элемента материал заготовки/заготовок деформируется на опорном элементе и вокруг опорного элемента посредством закрывания и соединения впритык половин формы.
В предпочтительном варианте настоящего способа может быть предусмотрено, например, что две концевые детали, каждая, определяющие горловинный участок сосуда, размещены на определенном расстоянии друг от друга на опорном элементе.
Опорный элемент может быть выполнен, например, в виде стержня, который снабжен, по меньшей мере частично, внешней резьбой.
Концевые детали могут быть размещены на каждом конце опорного элемента, на участке внешних резьб. Концевые детали, каждая, могут быть выполнены с возможностью вращения относительно опорного элемента таким образом, чтобы, например, концевые детали, каждая, были снабжены внутренней резьбой, которая зацепляется во внешней резьбе опорного элемента.
Особо целесообразно, если в качестве выдувной оправки, посредством которой заготовка распространяется в выдувной форме, используется опорный элемент. Для этой цели опорный элемент может иметь, например, полое исполнение и иметь радиальные выходные отверстия для воздуха при выдувании.
Концевая деталь надлежащим образом присоединяется, с пригонкой по форме, к внутреннему сосуду во время формования с раздувом. Для этой цели концевая деталь, например, может быть снабжена выступами и/или выемками, в которые входит расплавленный материал заготовки во время формования с раздувом. Например, эти углубления также могут быть надрезаны.
Особо предпочтительно, если концевая деталь после завершения внутреннего сосуда крепится и/или фиксируется к стенке сосуда снаружи с помощью крепежного элемента. Например, концевая деталь может иметь горлышко с наружной резьбой, через которое проходит отверстие, остающееся во внутреннем сосуде, и выступает из этого отверстия. После того как было выполнено формование с раздувом вокруг концевой детали или концевых деталей, опорный элемент может быть удален из внутреннего сосуда, и затем надлежащим образом выполненный крепежный элемент может быть навинчен на горлышко концевой детали снаружи, при этом стенка сосуда на горловинном участке зажимается между концевой деталью и крепежным элементом, возможно, с введением между одной или несколькими другими частями. Например, можно предусмотреть концевую крышку, которая зацепляется вокруг внутреннего сосуда снаружи и крепится с помощью крепежного элемента.
В качестве альтернативы, можно предусмотреть, чтобы опорный элемент после завершения сосуда оставался в последнем, в силу чего опорный элемент проектируется, фактически, как "потерянный" опорный элемент.
Опорный элемент также может быть использован для введения, например, упрочняющих элементов, предпочтительно, в виде стеновых сегментов, продолжающихся радиально от опорного элемента внутрь сосуда. Во время формирования внутреннего сосуда эти упрочняющие элементы затем привариваются к внутренней стенке сосуда или, в зависимости от внешнего контура формы, присоединяются, с пригонкой по форме к стенке внутреннего сосуда.
Цель, на которой базируется настоящее изобретение, также достигается с помощью композитного сосуда высокого давления, имеющего внутренний сосуд, выполненный из термопластичного материала, имеющий по меньшей мере один горловинный участок и по меньшей мере одну концевую деталь, которая центрируется на горловинном участке внутреннего сосуда, и имеющий волокнистую обертку, которая упрочняет внутренний сосуд, при этом композитный сосуд высокого давления отличается тем, что концевая деталь размещена, по меньшей мере частично, внутри внутреннего сосуда и закреплена на внутреннем сосуде вращательным закрепляющим образом в отношении него.
Внутренний сосуд может состоять, например, из экструдата, выполненного из одной или нескольких слоев термопластичного материала на основе полиэтилена повышенной плотности. Волокнистая обертка может состоять, например, из углеродных, арамидных, стеклянных, Al2O3 волокон или их смесей. Предпочтительно, что волокна встроены в термопластическую или термореактивную пластиковую матрицу. Волокна могут быть встроены в матрицу, выполненную из эпоксидной или фенольной смолы или, например, полипропиленовой/полиамидной или полиэтиленовой/полиамидной матрицы.
Операция нанесения такого волокнистого упрочнения или волокнистой обертки, которая может быть нанесена как тангенциально, так и аксиально, известна по существу из предшествующего уровня техники.
Концевые детали могут состоять из металлического и/или пластикового материала.
В случае целесообразной конфигурации композитного сосуда высокого давления предусмотрено, что концевая деталь имеет резьбовую муфту, которая проходит через горлышко внутреннего сосуда и на которой закреплена концевая крышка, при этом стенка внутреннего сосуда на горловинном участке зажата между концевой деталью и концевой крышкой. Резьбовая муфта концевой детали может быть выполнена с возможностью образования цельной части. Однако концевая часть, в принципе, также может быть предусмотрена в нескольких частях.
Предпочтительно, что внутренний сосуд снабжен по меньшей мере одним опорным элементом, который проходит через него и удерживает или размещает концевую деталь на каждом конце.
Предпочтительный вариант композитного сосуда высокого давления отличается тем, что два горловинных участка сосуда, каждый, снабжены концевой деталью, размещенной центрированным образом в каждом случае относительно соответствующего горловинного участка.
Композитный сосуд высокого давления может быть выполнен как вращательно симметричная часть.
Далее настоящее изобретение будет пояснено со ссылкой на примерный вариант осуществления, проиллюстрированный в чертежах, на которых:
Фиг. 1 и 2, каждая, изображают сечение выдувной формы во время операции формирования внутреннего сосуда композитного сосуда высокого давления,
Фиг. 3 изображает продольный разрез внутреннего сосуда со вставленной концевой деталью,
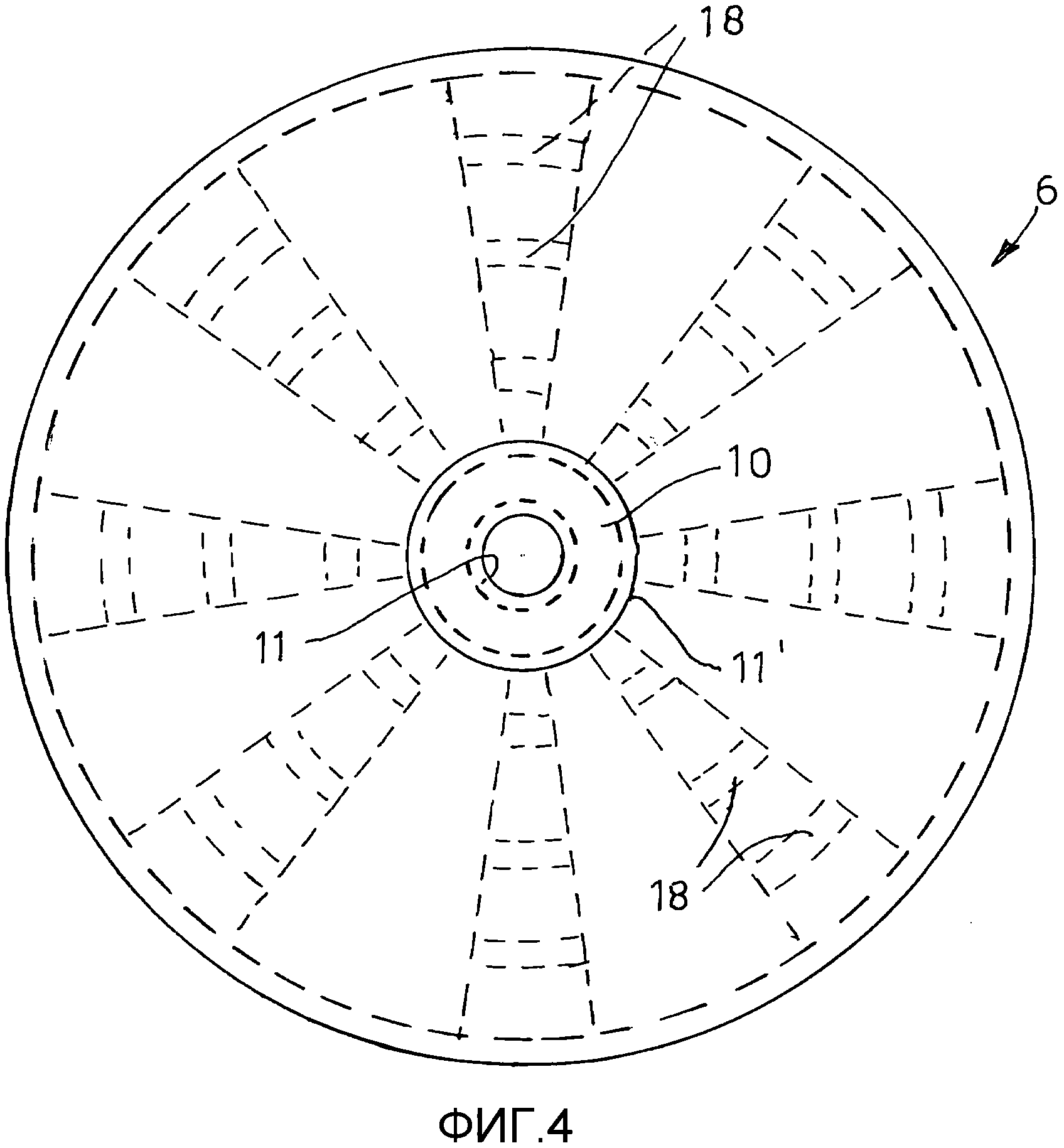
Фиг. 4 изображает вид сверху концевой детали композитного сосуда высокого давления,
Фиг. 5 изображает продольный разрез композитного сосуда высокого давления без обертки, которая упрочняет внутренний сосуд, и
Фиг. 6 изображает схематичный внешний вид композитного сосуда высокого давления согласно настоящему изобретению.
Композитный сосуд 1 высокого давления согласно настоящему изобретению предпочтительно предназначен для хранения газообразной среды под высоким давлением. Под "высоким давлением" в контексте настоящей заявки следует понимать рабочее давление от 30 до 700 бар.
Композитный сосуд 1 высокого давления выполнен в виде примерно цилиндрического сосуда круглого сечения и является вращательно симметричным.
Сосуд снабжен на обоих обозначенных концах горловинным участком 2 и отверстием 3, проходящим через горловинный участок. Каждый из чертежей иллюстрирует только один конец композитного сосуда 1 высокого давления. Настоящее изобретение следует понимать таким образом, что, в принципе, композитный сосуд высокого давления может иметь или один или два горловинных участка 2. Последний случай является стандартным.
Фиттинг для закрывания (не показан) вставляется с уплотнительным действием в отверстие 3 композитного сосуда 1 высокого давления.
Композитный сосуд 1 высокого давления содержит внутренний сосуд 4 (см. фиг. 5 и 6), упрочняющую волокнистую обертку 5, которая нанесена на внутренний сосуд 4, концевую деталь 6 на каждом конце, концевую крышку 7, которая взаимодействует с концевой деталью 6, и крепежный элемент 8. Конструкция из концевой детали 6, концевой крышки 7 и крепежного элемента 8 определяет в каждом случае горловинный участок 2 композитного сосуда 1 высокого давления согласно настоящему изобретению.
Концевая деталь 6, которая предпочтительно состоит из металла, содержит основание 9, которое размещено во внутренней части внутреннего сосуда 4, и резьбовую муфту 10, которая выполнена с возможностью образования цельной части. Резьбовая муфта 10 снабжена как внутренней резьбой 11, так и внешней резьбой 11′. Внутренняя резьба 11, главным образом, предназначена для вмещения фиттинга, который может быть вставлен в композитный сосуд 1 высокого давления, и внешняя резьба 11′ взаимодействует с соответствующими резьбами концевой крышки 7 и крепежного элемента 8. Концевая деталь 6 и концевая крышка 7 зажимают внутренний сосуд 4 между ними, и крепежный элемент 8 закрепляет концевую крышку 7 и концевую деталь 6 относительно друг друга. Как основание 9 концевой детали 6, так и концевая крышка 7 имеют примерно дискообразное исполнение, в котором эта конструкция удерживается аналогичным образом с помощью нанесенной снаружи волокнистой оплетки 5, которая опирается на концевую крышку 7. Как уже упоминалось выше, волокнистая обертка 5 может быть предусмотрена, например, в виде арамидной волокнистой обертки или углеродисто-волокнистой обертки, которая нанесена на внутренний сосуд 4 аксиально и радиально, например, крестообразным или многослойным образом, в котором волокна встроены в термопластическую или термореактивную пластиковую матрицу.
Внутренний сосуд 4 состоит, например, из многослойного экструдата на основе полиэтилена повышенной плотности с барьерными слоями для водорода (EVOH). Разумеется, внутренний сосуд 4 также может быть выполнен с использованием только одного слоя.
Как результат способа изготовления согласно настоящему изобретению, который будет обсуждаться более подробно ниже, внутренний сосуд 4 точно подогнан к форме концевой детали 6 и заканчивается с уплотняющим воздействием у резьбовой муфты 10 концевой детали 6.
Обычно концевую деталь также называют в известном уровне техники как "горловинный элемент" или "прилив". Внутренний сосуд также называют в уровне техники как "вкладыш" (liner).
Далее делается обращение к фиг. 1 и 2, которые проясняют способ изготовления согласно настоящему изобретению.
Внутренний сосуд 4 получен с помощью формования экструзией с раздувом трубчатой заготовки 12, которая выпускается из экструзионной головки (не показано на чертежах). Заготовку 12 размещают между открытыми полуформами 13а, 13b выдувной формы. Выдувные полуформы 13а, 13b снабжены полостями 14, которые, каждая, определяют контур окончательного внутреннего сосуда 4 и при закрывании выдувных форм образуют всю полость формы. Заготовка 12 может быть экструдирована непосредственно над выдувной формой или выдувными полуформами 13а, 13b, и в этом случае заготовка разрезается по длине в направлении силы тяжести между открытыми выдувными полуформами 13а, 13b. В качестве альтернативы, заготовка 12 может быть введена в выдувную форму посредством захватной руки или руки робота.
В случае описанного способа экструдируется трубчатая заготовка 12, но настоящее изобретение также следует понимать таким образом, что множество полотнообразных заготовок также могут быть использованы вместо трубчатой заготовки.
Однако применение высокого давления композитного сосуда 1 высокого давления, согласно настоящему изобретению, делает бесшовную конструкцию внутреннего сосуда 4 желательной, и в этом случае экструзия трубчатой заготовки 12 является предпочтительной.
Фиг. 1 изображает открытые выдувные полуформы 13а, 13b, которые могут осуществлять открывающее и закрывающее перемещение друг к другу и друг от друга.
Опорный элемент 15 с двумя концевыми деталями 6, размещенными на нем, вводится снизу внутрь экструдированной заготовки 12, выполненной из расплавленного пластикового материала, все еще находящегося в пластическом состоянии, при этом заготовка может быть расширена на предварительное основание и/или стабилизирована, например, снизу с помощью подпирающего воздуха. Концевые детали 6 имеют свою внутреннюю резьбу 11, взаимодействующую в каждом случае с резьбовым участком 16 опорного элемента 15.
Если внутренний сосуд 4 изготовлен из двух заготовок, экструдированных в полотнообразном виде, опорный элемент 15 может быть размещен сбоку между формами и заготовками.
Выдувные полуформы 13а, 13b, каждая, снабжены проходными втулками 17, которые имеют режущие кромки, каждая, приспособленные к контуру опорного элемента 15.
Концевые детали 6 расположены на определенном расстоянии друг от друга на опорном элементе 15 таким образом, чтобы контур основания 9 устанавливался в соответствующий контур полостей 14 при закрывании выдувных полуформ 13а, 13b друг с другом, как показано на фиг. 2. Резьбовая муфта 10 концевых деталей 6 в этом месте продолжается внутрь проходной втулки 17 выдувной полуформы таким образом, чтобы отсечные края выдувной полуформы отсекали заготовку 12 около резьбовой муфты 10 концевой детали 6.
Способ содержит, по порядку, операции в отношении заготовки 12, подвергаемой экструзии, и опорного элемента 15, снабженного концевыми деталями 6, введенного внутрь стабилизированной трубчатой заготовки 12 снизу. Затем выдувные полуформы 13а, 13b закрываются и заготовка 12 расширяется внутри всей полости формы до контура внутреннего сосуда 4. В ходе процесса, на этом этапе, заготовка 12 на горловинном участке 2 внутреннего сосуда 4, который должен быть изготовлен, отсекается около резьбовой муфты 10 концевой детали 6.
Для достижения ситуации, когда концевая деталь 6 зацепляется с внутренней стенкой внутреннего сосуда 4 настолько плотным, вращательно закрепляющим и соответствующим форме образом, насколько возможно, концевая деталь 6, как может быть видно из фиг. 3 и 4, снабжена профилем на ее стороне, которая обращена к внутреннему сосуду 4. Например, на верхней стороне концевой детали 6 предусмотрены сегментообразные радиально продолжающиеся углубления 18, и расплавленный материал заготовки 12 входит в них, это создает вращательно крепежное зацепление концевой детали в отношении внутреннего сосуда 4.
После завершения формования с раздувом внутреннего сосуда 4 опорный элемент 15 может быть удален из внутреннего сосуда 4. Затем концевые крышки 7 навинчиваются снаружи, при этом в каждом случае концевые крышки 7 и концевая деталь 6 зажимают внутренний сосуд 4 между ними. Конструкция закрепляется крепежным элементом 8. После этого наносится волокнистая обертка 5, при этом волокнистая обертка опирается на внешнюю сторону концевой крышки 7.
Список обозначений
1 композитный сосуд высокого давления
2 горловинный участок
3 отверстие
4 внутренний сосуд
5 волокнистая обертка
6 концевая деталь
7 концевая крышка
8 крепежный элемент
9 основание
10 резьбовая муфта
11 внутренняя резьба
11′ внешняя резьба
12 заготовка
13а, 13b выдувные полуформы
14 полости
15 опорный элемент
16 резьбовой участок
17 проходная втулка
18 углубление
Реферат
Способ изготовления композитного сосуда (1) высокого давления, имеющего внутренний сосуд (4), выполненный из термопластичного материала, имеющий по меньшей мере одну концевую деталь (6), размещенную на горловинном участке (2), и имеющий обертку (5), которая упрочняет внутренний сосуд (4) и выполнена из волокнистого материала, при этом способ включает в себя изготовление внутреннего сосуда (4) путем формования экструзией с раздувом, и концевая деталь (6) при конфигурировании внутреннего сосуда образуется на внутреннем сосуде таким образом, чтобы концевая деталь (6) была, по меньшей мере частично, окружена внутренним сосудом (4). Технический результат - упрощение изготовления сосуда. 2 н. и 10 з.п. ф-лы, 6 ил.
Формула
при этом способ включает в себя изготовление внутреннего сосуда с помощью формования экструзией с раздувом,
причем концевую деталь, при конфигурировании внутреннего сосуда, образуют на внутреннем сосуде таким образом, чтобы она была, по меньшей мере частично, окружена внутренним сосудом, и концевую деталь размещают на стержнеобразном или штокообразном опорном элементе между открытыми частями выдувной формы и, окруженную трубчатой расплавленной заготовкой или множеством полотнообразных расплавленных заготовок, прессуют с заготовкой, расположенной между частями закрывающейся выдувной формы, при этом опорный элемент используют в качестве выдувной оправки, посредством которой заготовка расширяется в выдувной форме.
причем концевая деталь (6) размещена, по меньшей мере частично, внутри внутреннего сосуда (4) и закреплена на внутреннем сосуде (4) удерживающим от вращения образом относительно него, при этом концевая деталь (6) выполнена из двух частей и содержит концевую крышку (7), размещенную снаружи внутреннего сосуда (4), и при этом стенка внутреннего сосуда (4) на горловинном участке (2) зажата между концевой деталью (6) и концевой крышкой (7).
Документы, цитированные в отчёте о поиске
Сосуд высокого давления для текучей среды
Резервуар для текучего агента и способ его изготовления
Комментарии