Сосуд под давлением, имеющий вентиляционный канал, (варианты) и способ его изготовления - RU2703869C1
Код документа: RU2703869C1
Чертежи
Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0001] Сосуды под давлением широко используются для хранения множества текучих сред под давлением, например, для хранения водорода, кислорода, природного газа, азота, пропана, метана и других видов топлива. Подходящие материалы оболочки сосуда могут включать в себя ламинированные слои из намотанных стекловолоконных нитей или других синтетических нитей, соединенных с помощью термореактивной или термопластичной смолы. Внутри композитной оболочки часто обеспечена полимерная или другая неметаллическая эластичная футеровка, или камера для герметизации сосуда и предотвращения контакта находящихся внутри текучих сред с композитным материалом. Композитная конструкция сосудов обеспечивает ряд преимуществ, например, небольшой вес и устойчивость к коррозии, усталостному и катастрофическому разрушению. Эти свойства, по меньшей мере, частично обусловлены высокой удельной прочностью армирующих волокон или нитей, которые обычно ориентированы в направлении действия основных сил в конструкции сосудов под давлением.
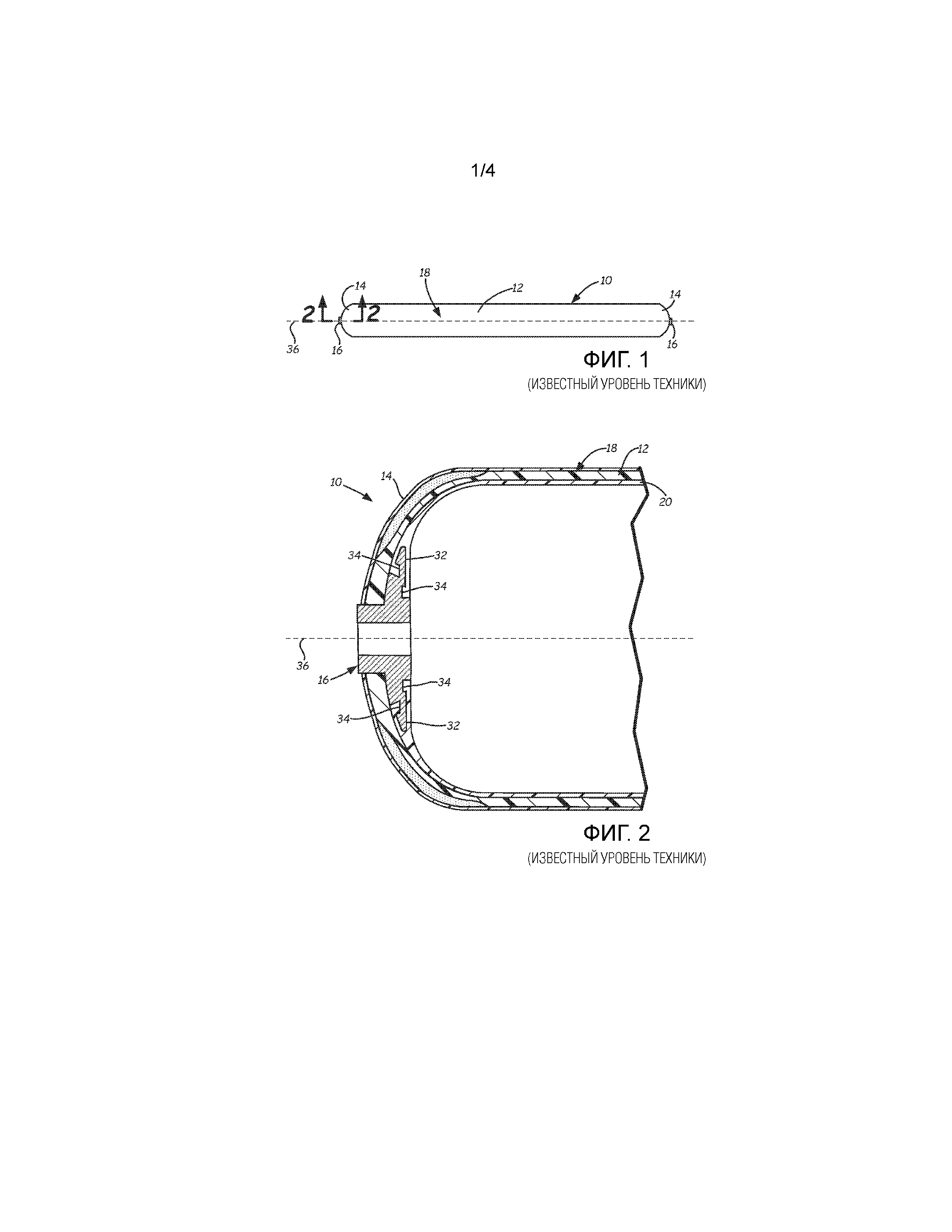
[0002] Фиг. 1 и 2 иллюстрируют традиционный вытянутый сосуд 10 под давлением, такой как раскрыт в патенте США № 5,476,189 под названием «Pressure vessel with damage mitigating system», который настоящим включен сюда путем ссылки. Сосуд 10 имеет основной участок 18 корпуса с концевыми участками 14. На одном или обоих концах сосуда 10 обеспечен штуцер 16, обычно выполненный из алюминия, для обеспечения отверстия, сообщающегося с внутренней областью сосуда 10. Сосуд 10 содержит внутреннюю полимерную футеровку 20, покрытую внешней композитной оболочкой 12. В этом случае термин «композитный» означает волокно, армированное смоляным матричным материалом, например, структуру из намотанных или ламинированных волокон. Композитная оболочка 12 воспринимает конструктивные нагрузки на сосуд 10.
[0003] Хотя футеровка 20 обеспечивает газонепроницаемость в обычных рабочих условиях, для конструкции сосуда 10 под давлением такого типа характерно явление, при котором газ проникает в футеровку 20 при увеличении давления. При сбросе давления в сосуде 10 этот газ проникает в поверхность сопряжения или пространство между футеровкой 20 и композитной оболочкой 12. В связи с этим может образовываться газовый карман, в результате чего футеровка 20 выпирает в направлении внутрь. При низком давлении напряжение в слоистом материале композитной оболочки 12 является низким, и микротрещины в оболочке 18 закрываются, эффективно образуя уплотнение; при достижении более высокого давления эти микротрещины снова открываются, тем самым обеспечивая вытеснение захваченного газового кармана. Таким образом, при повторном повышении давления в сосуде 10 давление на футеровку 20 возрастает, сжимая газовый карман, что приводит к уменьшению выпирания футеровки 20 до тех пор, пока газ не будет окончательно вытеснен через композитную оболочку 12 в атмосферу. Такое вытеснение газа через оболочку 12 может происходить за короткий промежуток времени и может приводить к значительной концентрации газа вокруг сосуда 10. В связи с этим детектор утечки вокруг сосуда 10 может срабатывать, несмотря на фактическое отсутствие постоянной утечки из футеровки 20.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] В соответствии с одним аспектом сосуд под давлением имеет первый конец с первым штуцером, причем первый штуцер имеет первую внешнюю поверхность. Сосуд включает в себя футеровку, имеющую вторую внешнюю поверхность, оболочку, обеспеченную на второй внешней поверхности, и первый вентиляционный канал. Первый вентиляционный канал вытравлен на, по меньшей мере, участке первой внешней поверхности и на, по меньшей мере, участке второй внешней поверхности. Первый вентиляционный канал имеет структуру, которая обеспечивает более высокий расход потока газа через первый вентиляционный канал, чем через участок поверхности сопряжения между футеровкой и оболочкой без указанной структуры.
[0005] В соответствии с другим аспектом сосуд под давлением имеет первый конец и второй конец. Первый конец имеет первый штуцер, имеющий первую внешнюю поверхность, а второй конец имеет второй штуцер, имеющий вторую внешнюю поверхность. Сосуд включает в себя футеровку, имеющую третью внешнюю поверхность, оболочку, обеспеченную на третьей внешней поверхности, множество первых продольных вентиляционных каналов и множество вторых продольных вентиляционных каналов. Каждый из первых продольных вентиляционных каналов вытравлен на участке первой внешней поверхности и на участке третьей внешней поверхности. Каждый из первых продольных вентиляционных каналов имеет структуру, которая обеспечивает более высокий расход потока газа через первый продольный вентиляционный канал, чем через участок поверхности сопряжения между футеровкой и оболочкой без указанной структуры. Каждый из вторых продольных вентиляционных каналов вытравлен на участке второй внешней поверхности и на участке третьей внешней поверхности. Каждый из вторых продольных вентиляционных каналов имеет структуру, которая обеспечивает более высокий расход потока газа через второй продольный вентиляционный канал, чем через участок поверхности сопряжения без указанной структуры. По меньшей мере один из первых продольных вентиляционных каналов смещен по окружности вокруг сосуда под давлением от, по меньшей мере, одного из вторых продольных вентиляционных каналов.
[0006] Настоящее изобретение в различных сочетаниях в форме устройства или способа также может быть охарактеризовано следующими пунктами:
1. Сосуд под давлением, имеющий первый конец с первым штуцером, причем первый штуцер имеет первую внешнюю поверхность, и сосуд включает в себя:
футеровку, имеющую вторую внешнюю поверхность;
оболочку, обеспеченную на второй внешней поверхности; и
первый вентиляционный канал, образованный на, по меньшей мере, участке первой внешней поверхности и на, по меньшей мере, участке второй внешней поверхности, причем первый вентиляционный канал имеет структуру, которая обеспечивает более высокий расход потока газа через первый вентиляционный канал, чем через участок поверхности сопряжения между футеровкой и оболочкой без указанной структуры.
2. Сосуд под давлением по пункту 1, в котором первый вентиляционный канал включает в себя наноструктурированный участок первой внешней поверхности, и в котором первый вентиляционный канал включает в себя наноструктурированный участок второй внешней поверхности.
3. Сосуд под давлением по любому из пунктов 1-2, в котором первый вентиляционный канал имеет вытянутую форму.
4. Сосуд под давлением по пункту 3, в котором первый вентиляционный канал выровнен по существу параллельно продольной оси сосуда под давлением.
5. Сосуд под давлением по любому из пунктов 1-4, в котором сосуд под давлением имеет цилиндрический участок, и в котором первый вентиляционный канал продолжается, по меньшей мере, от цилиндрического участка до первого штуцера.
6. Сосуд под давлением по пункту 5, в котором первый вентиляционный канал продолжается, по меньшей мере, до продольной середины сосуда под давлением.
7. Сосуд под давлением по любому из пунктов 1-6, в котором конец первого вентиляционного канала находится на горловине первого штуцера.
8. Сосуд под давлением по пункту 7, в котором конец открыт в атмосферу.
9. Сосуд под давлением по любому из пунктов 1-8, в котором структура включает в себя множество выступов и впадин, и в котором расстояние между смежными выступами предпочтительно находится в диапазоне от около 5 микрометров до около 20 микрометров, но расстояние между смежными выступами может быть больше или меньше.
10. Сосуд под давлением, имеющий первый конец с первым штуцером, имеющим первую внешнюю поверхность, причем сосуд под давлением имеет второй конец со вторым штуцером, имеющим вторую внешнюю поверхность, причем сосуд включает в себя:
футеровку, имеющую третью внешнюю поверхность;
оболочку, обеспеченную на третьей внешней поверхности;
множество первых продольных вентиляционных каналов, причем каждый из первых продольных вентиляционных каналов образован на участке первой внешней поверхности и на участке третьей внешней поверхности, причем каждый первый продольный вентиляционный канал имеет структуру, которая обеспечивает более высокий расход потока газа через первый продольный вентиляционный канал, чем через участок поверхности сопряжения между футеровкой и оболочкой без указанной структуры; и
множество вторых продольных вентиляционных каналов, причем каждый из вторых продольных вентиляционных каналов образован на участке второй внешней поверхности и на участке третьей внешней поверхности, причем каждый второй продольный вентиляционный канал имеет структуру, которая обеспечивает более высокий расход потока газа через второй продольный вентиляционный канал, чем через участок поверхности сопряжения без указанной структуры;
в котором по меньшей мере один из первых продольных вентиляционных каналов смещен по окружности вокруг сосуда под давлением от, по меньшей мере, одного из вторых продольных вентиляционных каналов.
11. Сосуд под давлением по пункту 10, в котором, по меньшей мере, один из продольных вентиляционных каналов выровнен по существу параллельно продольной оси сосуда под давлением.
12. Сосуд под давлением по любому из пунктов 10-11, в котором, по меньшей мере, один из первых и вторых продольных вентиляционных каналов включает в себя наноструктурированный участок третьей внешней поверхности.
13. Сосуд под давлением по любому из пунктов 10-12, в котором сосуд под давлением имеет цилиндрический участок, и в котором, по меньшей мере, один из первых продольных вентиляционных каналов продолжается, по меньшей мере, от цилиндрического участка до первого штуцера.
14. Сосуд под давлением по любому из пунктов 10-13, в котором конец, по меньшей мере, одного из первых продольных вентиляционных каналов находится на горловине первого штуцера.
15. Сосуд под давлением по пункту 14, в котором конец открыт в атмосферу.
16. Сосуд под давлением по любому из пунктов 10-15, в котором по меньшей мере один из продольных вентиляционных каналов продолжается, по меньшей мере, до продольной середины сосуда под давлением.
17. Сосуд под давлением по любому из пунктов 10-16, в котором структура включает в себя множество выступов и впадин, и в котором расстояние между смежными выступами предпочтительно находится в диапазоне от около 5 микрометров до около 20 микрометров, но расстояние между смежными выступами может больше или меньше.
18. Способ изготовления сосуда под давлением, включающий в себя этапы, на которых:
обеспечивают штуцер, имеющий первую внешнюю поверхность;
образуют футеровку в контакте со штуцером, причем футеровка имеет вторую внешнюю поверхность; и
образуют вентиляционный канал на штуцере и футеровке путем обеспечения наноструктуры на, по меньшей мере, участке первой внешней поверхности и на по меньшей мере участке второй внешней поверхности.
19. Способ по пункту 18, в котором обеспечение наноструктуры включает в себя лазерное травление.
20. Способ по любому из пунктов 18-19, в котором обеспечение наноструктуры включает в себя химическое травление.
[0007] Данный раздел обеспечен для упрощенного введения понятий, которые дополнительно описаны ниже в Подробном описании. Данный раздел не предназначен для определения ключевых признаков или существенных признаков раскрытого или заявленного изобретения и не предназначен для описания каждого раскрытого варианта выполнения или каждой реализации раскрытого или заявленного изобретения. В частности, признаки, раскрытые в отношении одного варианта выполнения, могут быть в равной степени применены к другим вариантам выполнения. Кроме того, данный раздел не предназначен для использования при определении объема заявленного изобретения. Многие другие новые преимущества, признаки и соотношения станут очевидными при ознакомлении с описанием. Нижеследующие чертежи и описание более конкретно раскрывают иллюстративные варианты выполнения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] Раскрытое изобретение будет дополнительно объяснено со ссылкой на приложенные чертежи, на которых подобные или аналогичные структурные, или системные элементы обозначены одинаковыми ссылочными позициями на разных видах. Все описания конструкций в равной степени применимы к подобным или аналогичным конструкциям.
[0009] Фиг. 1 представляет собой вид сбоку типичного сосуда под давлением.
[0010] Фиг. 2 представляет собой частичный вид в разрезе одного конца такого сосуда под давлением, взятом вдоль линии 2-2, показанной на Фиг. 1.
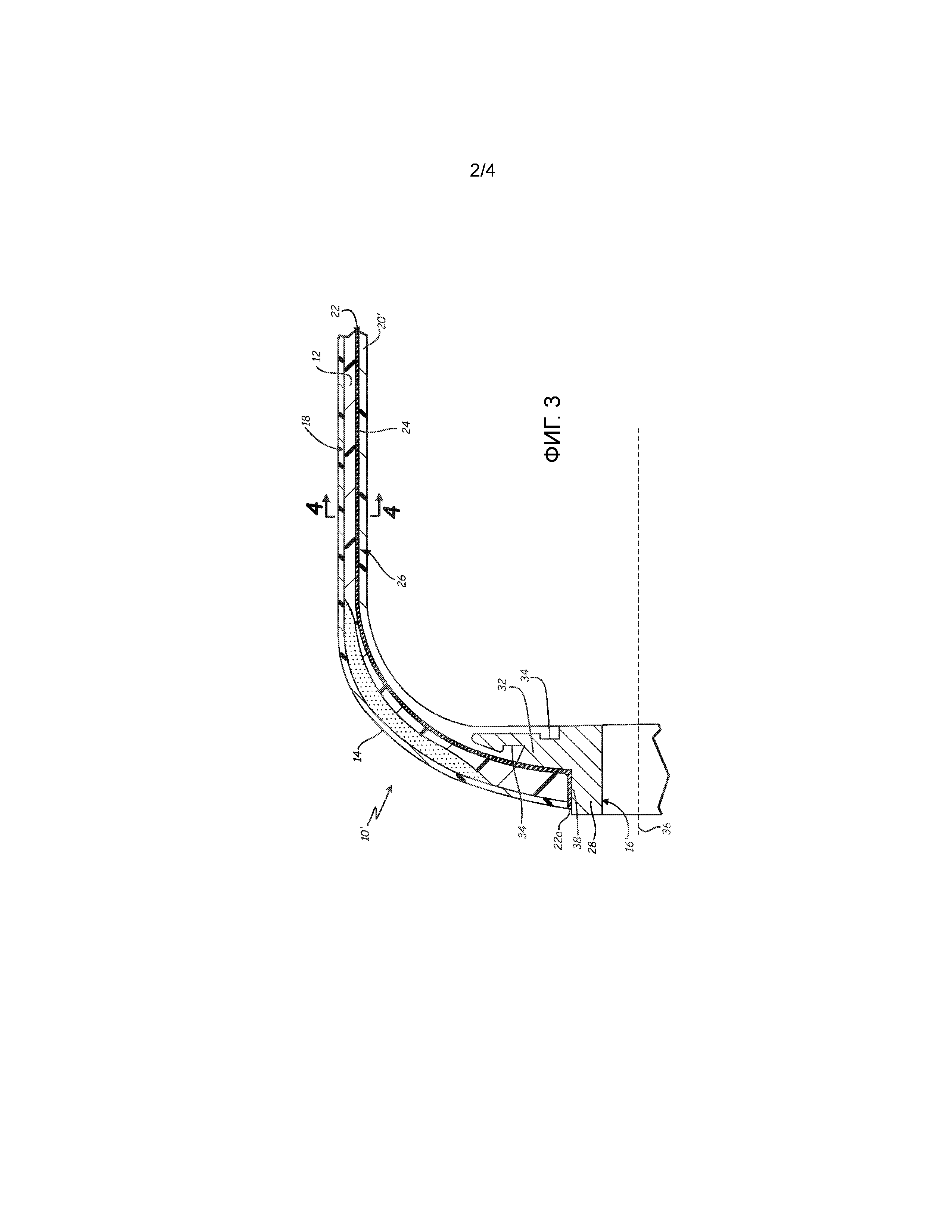
[0011] Фиг. 3 представляет собой увеличенный частичный вид в разрезе сосуда под давлением, включающего в себя примерный вариант выполнения вентиляционного канала с наноструктурированной поверхностью футеровки в соответствии с настоящим изобретением.
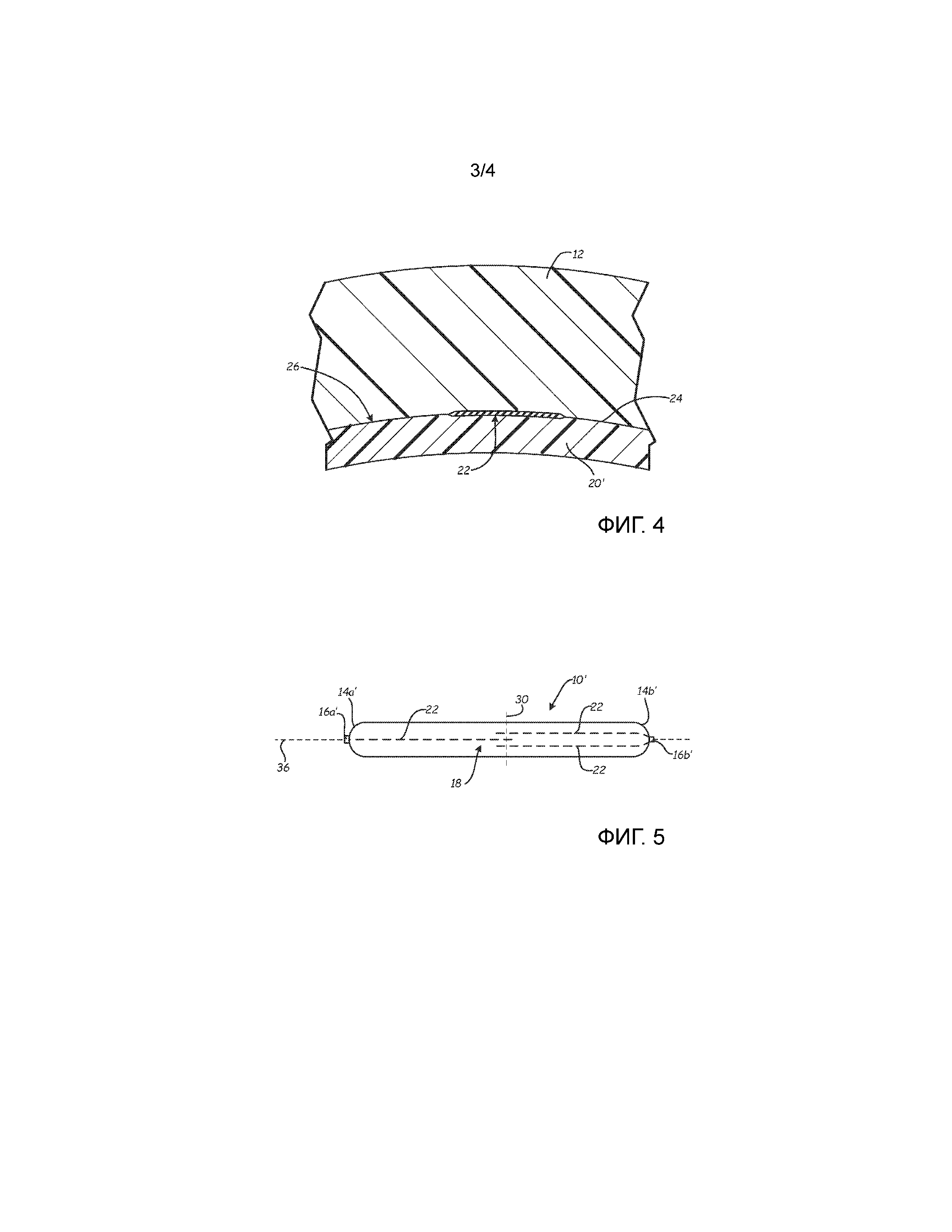
[0012] Фиг. 4 представляет собой частичный вид в разрезе, взятом вдоль линии 4-4, показанной на Фиг. 3, первого примерного продольного вентиляционного канала с наноструктурированной поверхностью футеровки на поверхности сопряжения между футеровкой и композитной оболочкой.
[0013] Фиг. 5 представляет собой вид сбоку вытянутого сосуда под давлением, иллюстрирующий примерные расположения продольных вентиляционных каналов с наноструктурированной поверхностью футеровки.
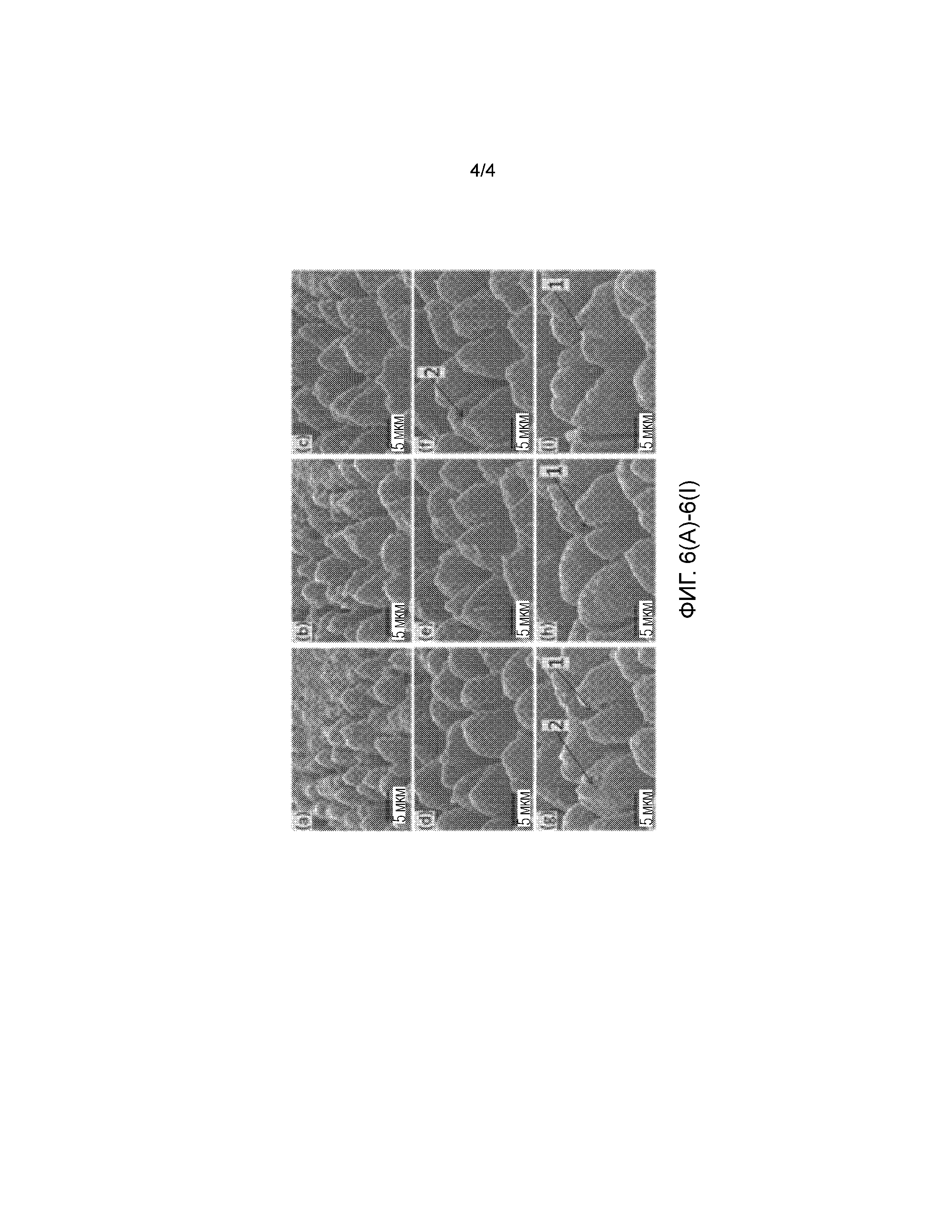
[0014] Фиг. 6(a)-6(i) представляют собой фотографии, иллюстрирующие топографические элементы примерных вентиляционных каналов с наноструктурированной поверхностью футеровки.
[0015] Хотя на вышеописанных фигурах показаны один или более вариантов выполнения раскрытого изобретения, также предусмотрены другие варианты выполнения, изложенные в описании. Во всех случаях описание представляет раскрытое изобретение путем иллюстрации, а не ограничения. Следует понимать, что специалистами в данной области техники может быть разработано множество других модификаций и вариантов выполнения, которые находятся в пределах объема принципов настоящего изобретения.
[0016] Фигуры могут быть изображены не в масштабе. В частности, некоторые элементы могут быть увеличены по сравнению с другими элементами в целях наглядности. Кроме того, при использовании выражений, таких как выше, ниже, над, под, верхний, нижний, боковой, правый, левый и т.д., следует понимать, что они используются только для облегчения понимания описания. Предполагается, что конструкции могут быть ориентированы иным образом.
ПОДРОБНОЕ ОПИСАНИЕ
[0017] Настоящее изобретение относится к обеспечению вентиляционного пути для предотвращения скопления газа и повышения давления между футеровкой 20' и композитной оболочкой 12 сосуда 10' под давлением. Этот вентиляционный путь обеспечивает выпуск газа, например, водорода, с постоянным расходом, что предотвращает возмущения детектора утечки. Кроме того, раскрытый вентиляционный путь предотвращает выпирание или выпучивание футеровки 20' внутрь, тем самым предотвращая локальное ослабление, которое может сокращать срок службы футеровки 20'. Примерные варианты выполнения такого вентиляционного пути обеспечены в виде продольных вентиляционных каналов 22, показанных на Фиг. 3-5. Как показано на Фиг. 3, конец 22a продольного вентиляционного канала 22, смежный со штуцером 16, открыт в атмосферу.
[0018] Способ изготовления сосуда 10' под давлением включает в себя этапы, на которых устанавливают штуцер 16 на оправке (не показано) и подают текучий полимерный материал для футеровки 20' вокруг фланца 32 и в пазы 34 штуцера 16. Затем материал футеровки затвердевает, тем самым образуя футеровку 20', которая механически соединена со штуцером 16. Соответственно, даже в условиях сверхвысокого давления предотвращается отделение футеровки 20' от штуцера 16.
[0019] В некоторых вариантах выполнения футеровка 20' может быть выполнена из пластика, эластомеров или других полимеров и может быть изготовлена путем формования прессованием, выдувного формования, литьевого формования или любой другой общеизвестной технологии. В других вариантах выполнения футеровка 20' может включать в себя другие материалы, в том числе, без ограничения, металлы, например, сталь, алюминий, никель, титан, нержавеющую сталь и любые их сплавы. Подходящие металлы в общем могут быть охарактеризованы как имеющие высокий модуль упругости. В одном варианте выполнения футеровка 20' выполнена из полиэтилена высокой плотности (HDPE) путем выдувного формования.
[0020] Обратимся к Фиг. 3 и 4, при изготовлении сосуда 10', перед намоткой волокон композитного материала вокруг футеровки 20' для образования оболочки 12, на, по меньшей мере, участке внешней поверхности 24 футеровки 20' и на, по меньшей мере, участке внешней поверхности штуцера 16' вытравливают один или более вентиляционных каналов 22. Травление обеспечивает вентиляционный канал 22, имеющий шероховатую структуру на поверхности 26 сопряжения между футеровкой и оболочкой, причем эта структура обеспечивает более высокий расход потока газа через вентиляционный канал 22, чем через участок поверхности 26 сопряжения без такой структуры. Таким образом, вентиляционный канал 22 обеспечивает извилистый путь вдоль шероховатой поверхности 24 футеровки 20' для выхода газа с поверхности 26 сопряжения между футеровкой 20' и оболочкой 12. На оболочке 12 также может быть обеспечен опциональный вспомогательный внешний слой.
[0021] Как показано на Фиг. 5, в примерном варианте выполнения каждый вентиляционный канал 22 продолжается от штуцера 16' по меньшей мере до центра 30 сосуда 10' под давлением. В варианте выполнения вентиляционный канал 22 может продолжаться от первого штуцера 16a' до второго штуцера 16b'. В дополнительных вариантах выполнения протравленная поверхность вентиляционного канала может быть обеспечена по существу по всей поверхности 24 футеровки 20', обращенной к оболочке 12, а не вдоль продольных путей. Как показано на Фиг. 3, в примерном варианте выполнения конец вентиляционного канала 22a открыт в атмосферу снаружи сосуда 10' под давлением. Вентиляционный канал 22 образует извилистый путь на участке протравленной поверхности 24, по которому может перемещаться текучая среда с поверхности 26 сопряжения между оболочкой 12 и нижележащей футеровкой 20' и штуцером 16' для выпуска в атмосферу на конце 22a вентиляционного канала. Вентиляционный канал 22 может быть образован, например, путем лазерного, химического или механического травления для модификации, по меньшей мере, участков внешней поверхности 24 футеровки 20' и внешней поверхности штуцера 16'. В примерном варианте выполнения в сосуде 10' под давлением обеспечено от около трех до около четырех вентиляционных каналов 22, образованных путем лазерного травления. Однако также предусмотрено обеспечение большего или меньшего количества вентиляционных каналов 22 в сосуде под давлением.
[0022] Внешняя оболочка 12 окружает футеровку 20' и по меньшей мере участок фланца 32 штуцера 16'. Подходящие материалы для оболочки 12 включают в себя композитный материал из ламинированных слоев намотанного стекловолокна, или нитей или других синтетических нитей, соединенных с помощью термоусадочной или термопластичной смолы. Волокно может представлять собой стекловолокно, арамидное волокно, углеродное волокно, графитовое волокно или любой другой общеизвестный волокнистый армирующий материал или сочетание волокнистых армирующих материалов. Используемая смоляная матрица может представлять собой эпоксидную смолу, полиэфирную смолу, винилэфирную смолу, термопластичную смолу или любой другой подходящий смолистый материал, способный обеспечивать соединение волокон, соединение волоконных слоев и устойчивость к разрыву, требуемую в конкретной области применения сосуда. В примерном способе головку для выдачи волокон перемещают таким образом, чтобы волокно наматывалось на футеровку 20' по заданной схеме. Если сосуд 10 имеет цилиндрическую форму, а не сферическую, намотка волокна обычно осуществляется по существу как по продольной (спиральной), так и по окружной (кольцевой) схеме намотки. Процесс намотки определяется несколькими факторами, например, содержанием смолы, конфигурацией волокна, натяжением намотки и схемой намотки относительно оси футеровки 20'. Подробная информация, касающаяся изготовления примерного сосуда под давлением, раскрыта в патенте США № 4,838,971 под названием «Filament Winding Process and Apparatus», который настоящим включен сюда путем ссылки.
[0023] При нахождении текучей среды в сосуде 10' под давлением часть текучей среды может проникать через футеровку 20' на поверхность 26 сопряжения между футеровкой 20' и оболочкой 12. Наличие газа на поверхности 26 сопряжения может ухудшать герметичное соединение межу штуцером 16 и футеровкой 20', вызывать локальное ослабление футеровки 20' и вызывать вытеснение газа через оболочку 12 в атмосферу снаружи сосуда 10'. В примерном варианте выполнения на внешней поверхности 24 футеровки 20' обеспечен один или множество вентиляционных каналов 22 для сообщения по текучей среде поверхности 26 сопряжения с атмосферой по специальным путям, образованным на участке поверхности 24, который обеспечен наноструктурой, например, путем травления.
[0024] В примерном варианте выполнения, как проиллюстрировано на Фиг. 5, продольные вентиляционные каналы 22 продолжаются от, по меньшей мере, штуцера 16a' или 16b' до точки вблизи центра 30 основного цилиндрического участка 18 цилиндрического сосуда 10' или минуя его. Центр 30 основного цилиндрического участка 18 корпуса обычно является наиболее податливым (т.е. имеет такую же прочность; но меньшую краевую жесткость) участком сосуда 10' и, следовательно, представляет собой область наиболее вероятного появления выпирания или выпучивания футеровки 20 сосуда внутрь вследствие скопления газа. В примерном варианте выполнения, по меньшей мере, один из продольных вентиляционных каналов 22 от штуцера 16a и, по меньшей мере, один из продольных вентиляционных каналов 22 от штуцера 16b продолжаются до и/или за пределы промежуточного участка сосуда 10' под давлением вблизи центра 30. Таким образом, расположение вентиляционных каналов 22, показанное на Фиг. 5, предусматривает вдвое больше вентиляционных каналов 22 вблизи центра 30 по сравнению с количеством вентиляционных каналов вблизи концевых участков 14a', 14b'.
[0025] В любом конкретном сосуде может быть обеспечен только один продольный вентиляционный канал 22, например, как показано в левой половине на Фиг. 5. Однако также может быть обеспечено множество продольных вентиляционных каналов 22, например, как показано в правой половине на Фиг. 5. В одном примерном варианте выполнения вентиляционные каналы 22 расположены так, что смежные по окружности вентиляционные каналы продолжаются до противоположных штуцеров 16a', 16b'. В таком случае первое множество продольных вентиляционных каналов 22 направлено к штуцеру 16a' на одном конце 14a' сосуда 10', а второе множество продольных вентиляционных каналов 22 направлено к штуцеру 16b' на противоположном конце 14b' сосуда 10'. Два множества продольных вентиляционных каналов 22 расположены чередующимся образом по окружности сосуда 10' так, что они чередующимся образом продолжаются от соответствующего штуцера 16a', 16b', по меньшей мере, до центральной линии 30. В проиллюстрированном варианте выполнения два смежных по окружности продольных вентиляционных канала 22 смещены друг от друга по окружности и направлены к противоположным концам 14a', 14b' сосуда 10'. В еще одном варианте выполнения один продольный вентиляционный канал продолжается от одного штуцера 16a' до противоположного штуцера 16b'. В проиллюстрированном варианте выполнения сосуд 10' под давлением имеет промежуточный, по существу цилиндрический участок вблизи центра 10.
[0026] В примерном варианте выполнения сосуд 10', имеющий длину от около 24 дюймов до около 60 дюймов, включает в себя около четырех вентиляционных каналов 22, каждый из которых имеет ширину от около ¼ дюйма до около ½ дюйма. Однако предполагается, что в любом сосуде может быть обеспечено большее или меньшее количество вентиляционных каналов, а также более широкие или более узкие вентиляционные каналы 22. Хотя в проиллюстрированных вариантах выполнения показан один или множество отдельных продольных вентиляционных каналов 22, также предполагается, что может быть использован более обширный вентиляционный слой, в котором большая поверхность 24 футеровки 20' обеспечена наноструктурой. Кроме того, хотя вентиляционные каналы 22 проиллюстрированы в виде прямых линий, предполагается, что вентиляционные каналы 22 могут альтернативно или дополнительно иметь извилистую или другую форму, или конфигурацию. Предполагается, что в сосуде 10' под давлением может быть обеспечено меньшее или большее количество вентиляционных каналов 22. Кроме того, вентиляционные каналы 22 могут иметь размеры, отличные от размеров в примерных вариантах выполнения. Дополнительно, хотя все из множества вентиляционных каналов 22 конкретного сосуда 10' под давлением могут иметь одинаковый размер и форму и могут быть симметрично расположены по окружности сосуда 10' под давлением, также предполагается, что вентиляционные каналы 22 альтернативно могут иметь сочетание разных размеров, форм, могут иметь разную ширину и места размещения в одном сосуде под давлением.
[0027] Фиг. 6(a)-6(i) представляют собой фотографии, иллюстрирующие топографические элементы примерных наноструктурированных вентиляционных каналов 22. Как показано на Фиг. 3, для образования вентиляционных каналов 22 на внешней поверхности 24 футеровки 20' и на внешней поверхности фланца 32 и горловины 28 штуцера 16 выполняют процесс структурирования или травления. Такой процесс структурирования или травления может быть реализован с помощью пескоструйной обработки, рифления, лазера, химических веществ, обработки кремниевыми наночастицами или других способов обеспечения неровностей на внешней поверхности 24 футеровки 20'. Хотя в процессе травления материал, как правило, удаляется с поверхности, другие подходящие способы обеспечения неровностей на внешней поверхности 24 футеровки 20' включают в себя осаждение материала на внешнюю поверхность 24 футеровки 20' для образования структурированной поверхности, выполненной с возможностью обеспечения более высокого расхода потока газа по сравнению со смежной поверхностью без осажденного материала. Полученная поверхность вентиляционного канала 22, варианты выполнения которой показаны на Фиг. 6(a)-6(i), включает в себя множество поверхностных выступов (некоторые из которых обозначены ссылочными позициями 1 и 2) и впадин между выступами. На Фиг. 6(a)-6(i) показан масштаб 5 микрометров. В примерном варианте выполнения каждый вентиляционный канал 22 имеет структуру поверхности, в которой расстояние между смежными поверхностными выступами в среднем составляет от около 5 микрометров до около 20 микрометров. Из-за малого масштаба структурированной поверхности ее иногда называют «наноструктурированной поверхностью». «Наноструктурированную поверхность» следует отличать от поверхностей, имеющих макроразмерные элементы, например, механически обработанные каналы и канавки. В примерном варианте выполнения структура поверхности вентиляционных каналов 22 является достаточно мелкой, чтобы жидкости, например, матричные материалы (например, смола и нить) для оболочки 12, не полностью проникали или пропитывали поверхность, а плавали на выступах, тем самым оставляя пористый вентиляционный путь 22 для газа во впадинах наноструктурированного участка поверхности 24.
[0028] В настоящем документе описан и показан примерный, неограничивающий вариант выполнения сосуда 10' под давлением. В примерном варианте выполнения, проиллюстрированном на Фиг. 3-5, сосуд 10' под давлением имеет первый конец 14a' с первым штуцером 16a', причем первый штуцер 16a' имеет первую внешнюю поверхность 38. Футеровка 20' имеет вторую внешнюю поверхность 24. На второй внешней поверхности 24 обеспечена композитная оболочка 12. На, по меньшей мере, участке первой внешней поверхности 38 и на, по меньшей мере, участке второй внешней поверхности 24 вытравлен первый вентиляционный канал 22, причем первый вентиляционный канал 22 имеет структуру, которая обеспечивает более высокий расход потока газа через первый вентиляционный канал 22, чем через участок поверхности 26 сопряжения между футеровкой 20' и оболочкой 12 без такой структуры.
[0029] В примерном варианте выполнения первый вентиляционный канал 22 включает в себя наноструктурированный участок первой внешней поверхности 38 и наноструктурированный участок второй внешней поверхности 24. В примерном варианте выполнения первый вентиляционный канал 22 имеет вытянутую форму. В примерном варианте выполнения первый вентиляционный канал 22 выровнен по существу параллельно продольной оси 36 сосуда 10' под давлением. В примерном варианте выполнения сосуд 10' под давлением имеет цилиндрический участок 18, и первый вентиляционный канал 22 продолжается, по меньшей мере, от цилиндрического участка 18 до первого штуцера 16a'. В примерном варианте выполнения первый вентиляционный канал 22 продолжается, по меньшей мере, до продольной середины 30 сосуда 10' под давлением. В примерном варианте выполнения конец 22a первого вентиляционного канала 22 находится на горловине 28 первого штуцера 16a'. В примерном варианте выполнения конец 22a открыт в атмосферу. В примерном варианте выполнения структура включает в себя множество выступов и впадин, и расстояние между смежными выступами находится в диапазоне от около 5 микрометров до около 20 микрометров, как проиллюстрировано на Фиг. 6(a)-6(i).
[0030] В примерном варианте выполнения сосуд 10' под давлением имеет первый конец 14a' с первым штуцером 16a', имеющим первую внешнюю поверхность 38, и второй конец 14b' со вторым штуцером 16b', имеющим вторую внешнюю поверхность 38. Футеровка 20' имеет третью внешнюю поверхность 24. На третьей внешней поверхности 24 обеспечена оболочка 12. На участке первой внешней поверхности 38 и на участке третьей внешней поверхности 24 вытравлено множество первых продольных вентиляционных каналов 22, причем каждый первый продольный вентиляционный канал 22 имеет структуру, которая обеспечивает более высокий расход потока газа через первый продольный вентиляционный канал 22, чем через участок поверхности 26 сопряжения между футеровкой 20' и оболочкой 12 без такой структуры. На участке второй внешней поверхности 38 и на участке третьей внешней поверхности 24 вытравлено множество вторых продольных вентиляционных каналов 22, причем каждый второй продольный вентиляционный канал 22 имеет структуру, которая обеспечивает более высокий расход потока газа через второй продольный вентиляционный канал 22, чем через участок поверхности 26 сопряжения между футеровкой 20' и оболочкой 12 без такой структуры. В примерном варианте выполнения, по меньшей мере, один из первых продольных вентиляционных каналов 22 смещен по окружности вокруг сосуда 10' под давлением от по меньшей мере одного из вторых продольных вентиляционных каналов 22. В примерном варианте выполнения, по меньшей мере, один из продольных вентиляционных каналов 22 выровнен по существу параллельно продольной оси 36 сосуда 10' под давлением. В примерном варианте выполнения, по меньшей мере, один из первых и вторых продольных вентиляционных каналов 22 включает в себя наноструктурированный участок третьей внешней поверхности 24.
[0031] В примерном варианте выполнения сосуд 10' под давлением имеет цилиндрический участок 18 и, по меньшей мере, один из первых продольных вентиляционных каналов 22 продолжается по меньшей мере от цилиндрического участка 18 до первого штуцера 16a'. В примерном варианте выполнения конец 22a, по меньшей мере, одного из первых продольных вентиляционных каналов 22 находится на горловине 28 первого штуцера 16'. В примерном варианте выполнения конец 22a открыт в атмосферу. В примерном варианте выполнения, по меньшей мере, один из продольных вентиляционных каналов 22 продолжается, по меньшей мере, до продольной середины 30 сосуда 10' под давлением. В примерном варианте выполнения структура включает в себя множество выступов и впадин, и расстояние между смежными выступами находится в диапазоне от около 5 микрометров до около 20 микрометров, как проиллюстрировано на Фиг. 6(a)-6(i).
[0032] В примерном варианте выполнения способ изготовления сосуда 10' под давлением включает в себя этапы, на которых обеспечивают штуцер 16', имеющий первую внешнюю поверхность 38; образуют футеровку 20' в контакте со штуцером 16', причем футеровка 20' имеет вторую внешнюю поверхность 24; и образуют вентиляционный канал 22 на штуцере 16' и футеровке 20' путем обеспечения наноструктуры на, по меньшей мере, участке первой внешней поверхности 38 и на, по меньшей мере, участке второй внешней поверхности 24. В примерном варианте выполнения обеспечение наноструктуры включает в себя лазерное травление. В примерном варианте выполнения обеспечение наноструктуры включает в себя химическое травление.
[0033] Хотя настоящее изобретение описано со ссылкой на несколько вариантов выполнения, специалистам в данной области техники будет понятно, что в форму и содержание могут быть внесены изменения без отклонения от объема изобретения. Кроме того, любой признак, раскрытый в отношении одного варианта выполнения, может быть включен в другой вариант выполнения, и наоборот.
Реферат
Изобретение относится к хранению сжиженных газов. Сосуд под давлением имеет первый конец с первым штуцером, причем первый штуцер имеет первую внешнюю поверхность. Сосуд включает в себя футеровку, имеющую вторую внешнюю поверхность, оболочку, обеспеченную на второй внешней поверхности, и первый вентиляционный канал, образованный на участке первой внешней поверхности и на наноструктурированном участке второй внешней поверхности. Структура поверхности наноструктурированного участка является достаточно мелкой, чтобы материал оболочки не полностью проникал в наноструктурированный участок второй внешней поверхности, а плавал на выступах наноструктурированного участка второй внешней поверхности, тем самым оставляя пористый вентиляционный путь для газа во впадинах наноструктурированного участка второй внешней поверхности. В соответствии с другим аспектом сосуд (10') под давлением имеет первый конец (14a') и второй конец (14b'), множество первых продольных вентиляционных каналов (22) и множество вторых продольных вентиляционных каналов (22). По меньшей мере один из первых продольных вентиляционных каналов (22) смещен по окружности вокруг сосуда (10') под давлением от по меньшей мере одного из вторых продольных вентиляционных каналов (22). Техническим результатом является повышение безопасности хранения газа. 3 н. и 16 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Продольные вентиляционные каналы сосуда высокого давления
Комментарии