Сосуд под давлением, имеющий купольные вентиляционные отверстия и внутреннюю камеру, и способ образования сосуда под давлением - RU2726956C2
Код документа: RU2726956C2
Чертежи


Описание
УРОВЕНЬ ТЕХНИКИ
[0001] Сосуды под давлением в основном используются для хранения под давлением различных текучих сред, например, таких как водород, кислород, природный газ, азот, пропан, метан и другие горючие материалы. Подходящие материалы для оболочки емкости включают ламинированные слои из намоточных стекловолокон, либо других синтетических волокон, соединенных вместе термореактивной или термопластичной смолой. Полимерная или из другого неметаллического материала эластичная футеровка (лейнер) или баллон часто располагается внутри оболочки из композиционного материала с возможностью уплотнения сосуда и предотвращения контакта содержащейся в сосуде текучей среды с композиционным материалом. Композитная конструкция сосудов обеспечивает множество преимуществ, таких как небольшой вес и устойчивость к коррозии, усталостным нагрузкам и катастрофическому разрушению. Эти свойства обусловлены по меньшей мере частично высокой удельной прочностью армирующих волокон или нитей, которые, как правило, ориентированы в направлении основных сил в конструкции сосудов под давлением.
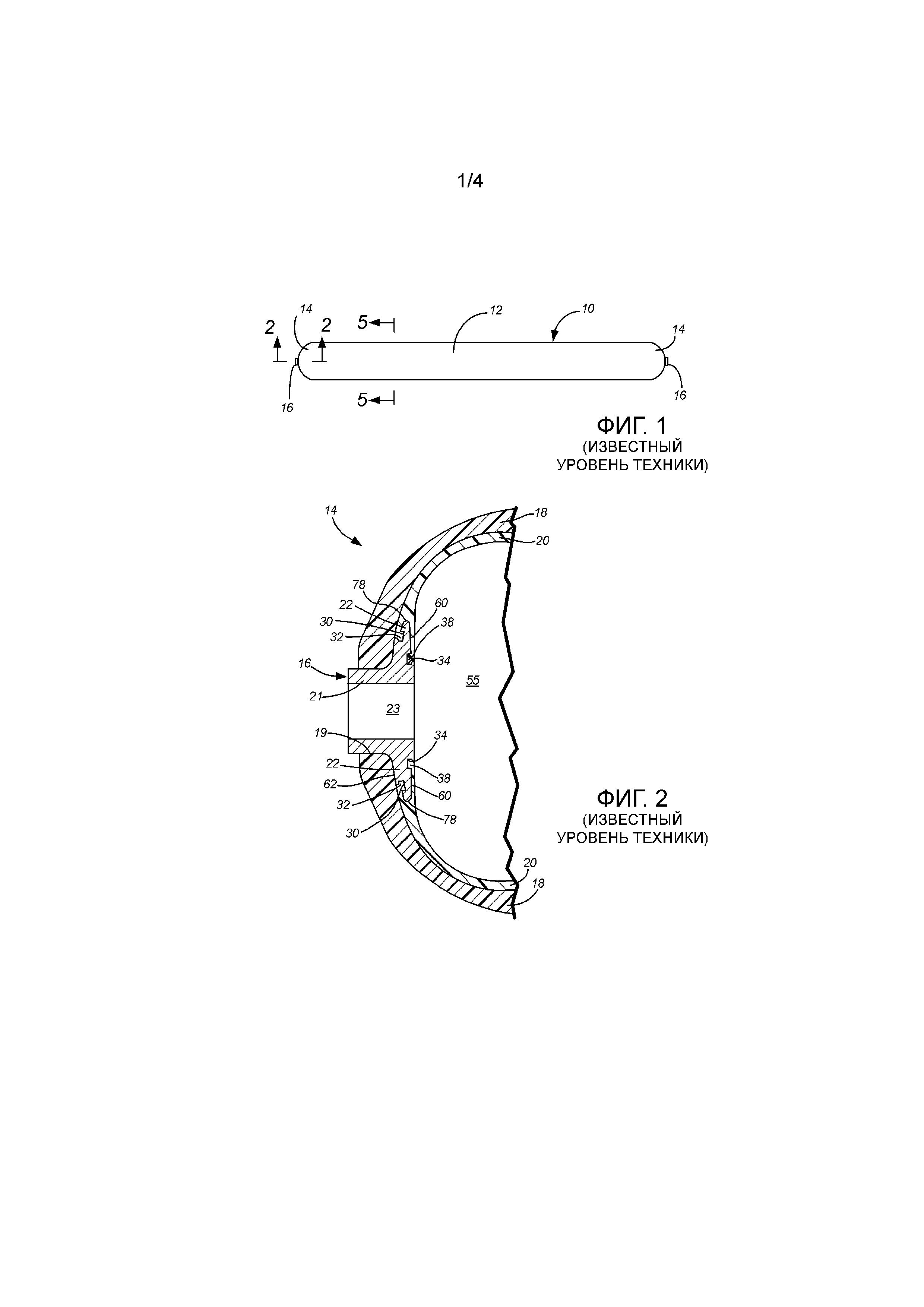
[0002] На Фиг. 1 изображен удлиненный сосуд 10 под давлением, подобный описанному в патенте США № 5,476,189 «Pressure vessel with damage mitigating system», который включен сюда путем ссылки. Сосуд 10 имеет основной участок 12 корпуса с концевыми участками 14. Бобышка 16, обычно выполненная из алюминия, обеспечена на одном или обоих концах сосуда 10 для обеспечения канала, сообщающегося с внутренней частью сосуда 10. Как показано на Фиг. 2, сосуд 10 образован из внутренней полимерной футеровки (лейнера) 20, покрытой внешней композитной оболочкой 18. В данном случае «композитный» означает армированный волокном материал со смоляной матрицей, например, намоточной или слоистой структуры. Композитная оболочка 18 воспринимает конструктивные нагрузки на сосуд 10.
[0003] Фиг. 2 иллюстрирует вид в частичном сечении по линии 2-2, показанной на Фиг. 1, типичного концевого участка 14, включающего в себя бобышку 16, подобную описанной в патенте США № 5,429,845 «Boss for a filament wound pressure vessel», который включен сюда путем ссылки. Бобышка 16 обычно имеет горловину 21 и кольцеобразный фланец 22. Как правило, оболочка 18 сопрягается с горловиной 21 в области 19 сопряжения, а фланец 22 расположен между футеровкой (лейнером) 20 и оболочкой 18. Такая конструкция закрепляет бобышку 16 на сосуде 10 и обеспечивает уплотнение в области сопряжения между бобышкой 16, оболочкой 18 и футеровкой 20. Внешний кольцевой паз 30 во внешней поверхности 62 фланца 22 принимает комплементарный внешний кольцевой выступ 32, образованный в футеровке 20. Аналогично, внутренний кольцевой паз 34 во внутренней поверхности 60 фланца 22 принимает внутренний кольцевой выступ 38, образованный в футеровке 20. Пазы 30, 34 и выступы 32, 38 скрепляют футеровку 20 с бобышкой 16.
[0004] Этот тип конструкции для взаимного блокирования футеровки и бобышки доказал свою эффективность в некоторых применениях, таких как топливные контейнеры для сжатого природного газа (CNG). Однако при эксплуатации под высоким давлением (например, 700 бар), были отмечены деформации пластикового материала футеровки, прилегающего к бобышке, приводящие к некоторой тенденции пластиковой футеровки 20 выходить из установочного паза (т.е., выступы 32, 38 выталкиваются из блокирующих пазов 30, 34). Деформация этой области в областях применения с высоким давлением возникает из-за наличия газа высокого давления в установочном пазу между футеровкой 20 и бобышкой 16. Газ высокого давления насыщает материал футеровки, а затем удаляется, когда давление падает. Таким образом, газ, проникающий в область сопряжения между футеровкой 20 и бобышкой 16, может иметь более высокое давление, чем газ внутри сосуда 10, как, например, при выпускании газа из сосуда 10. В результате, избыточное давление между футеровкой 20 и бобышкой 16 может привести к выталкиванию материала футеровки из установочного паза. Кроме того, уплотнение между фланцем 22 и футеровкой 20 зависит по меньшей мере частично от натяжения футеровки 20, навитой вокруг фланца 22. Если футеровка 20 растягивается, то это может вызвать ослабление натяжения и, тем самым, привести к утечке в области сопряжения между бобышкой 16 и футеровкой 20.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] В одном аспекте это изобретение описывает сосуд под давлением, имеющий внутреннюю камеру и содержащий внешнюю оболочку, бобышку, прилегающую к внешней оболочке, и внутренний лейнер, расположенный внутри внешней оболочки. Бобышка содержит канал, проходящий между внутренней камерой и внешней стороной сосуда под давлением; и кольцеобразный фланец, проходящий радиально от канала и имеющий внешнюю поверхность и внутреннюю поверхность. Внутренний лейнер содержит внешний участок, смежный с внешней поверхностью фланца; внутренний участок, смежный с внутренней поверхностью фланца; и вентиляционное отверстие во внутреннем участке.
[0006] В другом аспекте это изобретение описывает способ образования сосуда под давлением, содержащий этапы, на которых устанавливают бобышку на оправку, обеспечивают протекание неметаллического полимера вокруг фланца бобышки для образования внутреннего лейнера сосуда под давлением, образуют вентиляционное отверстие во внутреннем участке лейнера; и образуют внешнюю оболочку, окружающую лейнер и по меньшей мере участок фланца бобышки. Бобышка содержит канал, выполненный с возможностью осуществления соединения по текучей среде между внутренней камерой и внешней стороной сосуда под давлением; и кольцеобразный фланец, проходящий радиально от канала и имеющий внешнюю поверхность и внутреннюю поверхность. Внутренний лейнер содержит внешний участок, смежный с внешней поверхностью фланца; и внутренний участок, смежный с внутренней поверхностью фланца.
[0007] Настоящее изобретение в его различных комбинациях, либо в форме устройства, либо в форме способа, также может быть охарактеризовано следующим перечнем пунктов:
1. Сосуд под давлением, имеющий внутреннюю камеру, причем сосуд под давлением содержит:
внешнюю оболочку;
бобышку, прилегающую к внешней оболочке и содержащую:
канал, проходящий между внутренней камерой и внешней стороной сосуда под давлением; и
кольцеобразный фланец, проходящий радиально от канала и имеющий внешнюю поверхность и внутреннюю поверхность; и
внутренний лейнер, расположенный внутри внешней оболочки и содержащий:
внешний участок, смежный с внешней поверхностью фланца;
внутренний участок, смежный с внутренней поверхностью фланца; и
вентиляционное отверстие во внутреннем участке.
2. Сосуд под давлением по пункту 1, в котором:
фланец содержит внутренний кольцевой паз на внутренней поверхности;
лейнер содержит внутренний кольцевой выступ, который принимается внутренним кольцевым пазом; и
вентиляционное отверстие расположено во внутреннем участке радиально наружу от внутреннего кольцевого выступа.
3. Сосуд под давлением по любому из пунктов 1-2, в котором вентиляционное отверстие содержит отверстие, образованное через внутренний участок лейнера для соединения по текучей среде области сопряжения между кольцеобразным фланцем и лейнером с внутренней камерой.
4. Сосуд под давлением по любому из пунктов 1-3, в котором вентиляционное отверстие представляет собой одно из множества вентиляционных отверстий, расположенных симметрично вокруг канала.
5. Сосуд под давлением по любому из пунктов 1-4, в котором вентиляционное отверстие является круглым.
6. Сосуд под давлением по любому из пунктов 1-6, в котором вентиляционное отверстие является вытянутым.
7. Способ образования сосуда под давлением, содержащий этапы, на которых:
устанавливают бобышку на оправке, причем бобышка содержит:
канал, выполненный с возможностью осуществления сообщения по текучей среде между внутренней камерой и внешней стороной сосуда под давлением; и
кольцеобразный фланец, проходящий радиально от канала и имеющий внешнюю поверхность и внутреннюю поверхность;
обеспечивают протекание неметаллического полимера вокруг фланца для образования внутреннего лейнера сосуда под давлением, причем внутренний лейнер содержит:
внешний участок, смежный с внешней поверхностью фланца; и
внутренний участок, смежный с внутренней поверхностью фланца;
образуют вентиляционное отверстие во внутреннем участке лейнера; и
образуют внешнюю оболочку, окружающую лейнер и по меньшей мере участок фланца бобышки.
8. Способ по пункту 7, в котором фланец содержит внутренний кольцевой паз на внутренней поверхности, и образование внутреннего лейнера содержит этап, на котором обеспечивают протекание полимера во внутренний кольцевой паз для образования внутреннего кольцевого выступа, который принимается во внутреннем кольцевом пазу.
9. Способ по пункту 8, в котором образование вентиляционного отверстия содержит этап, на котором позиционируют вентиляционное отверстие во внутреннем участке радиально наружу от внутреннего кольцевого выступа.
10. Способ по любому из пунктов 7-9, в котором образование вентиляционного отверстия содержит этап, на котором создают отверстие через внутренний участок лейнера для соединения по текучей среде области сопряжения между кольцеобразным фланцем и лейнером с внутренней камерой.
11. Способ по любому из пунктов 7-10, дополнительно содержащий этап, на котором образуют множество указанных вентиляционных отверстий, расположенных симметрично вокруг канала.
[0008] Приведенное описание сущности настоящего изобретения обеспечено для введения в упрощенной форме концепций, которые описаны ниже в разделе «Подробное описание». Приведенное описание сущности изобретения не предназначено для определения основных признаков или существенных признаков раскрытого или заявленного объекта изобретения и не предназначено для описания каждого раскрытого варианта выполнения или каждой реализации раскрытого или заявленного объекта изобретения. В частности, признаки, раскрытые здесь в отношении одного варианта выполнения, могут быть в равной степени применены к другому варианту выполнения. Кроме того, это описание сущности изобретения не предназначено для определения объема охраны заявленного объекта изобретения. Многие другие новые преимущества, признаки и отношения станут очевидными из дальнейшего описания. Фигуры и описание, которые следуют далее, более конкретно иллюстрируют примерные варианты выполнения изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Раскрытый объект изобретения будет дополнительно объяснен со ссылкой на приложенные фигуры, на которых одинаковые конструктивные или системные элементы на всех видах обозначены одинаковыми ссылочными позициями.
[0010] Фиг. 1 представляет собой вид сбоку типичного сосуда под давлением.
[0011] Фиг. 2 представляет собой вид в частичном сечении одного конца сосуда, показанного на Фиг. 1, по линии 2-2, показанной на Фиг. 1, иллюстрирующий типичную бобышку и лейнер.
[0012] Фиг. 3 представляет собой увеличенный вид участка куполообразного концевого участка сосуда под давлением, аналогичного изображенному на Фиг. 2, но демонстрирует иллюстративный вариант выполнения купольных вентиляционных конструкций настоящего изобретения.
[0013] Фиг. 4 представляет собой частичный вид в сечении в перспективе, демонстрирующий более полное представление о купольных вентиляционных конструкциях, показанных на Фиг. 3.
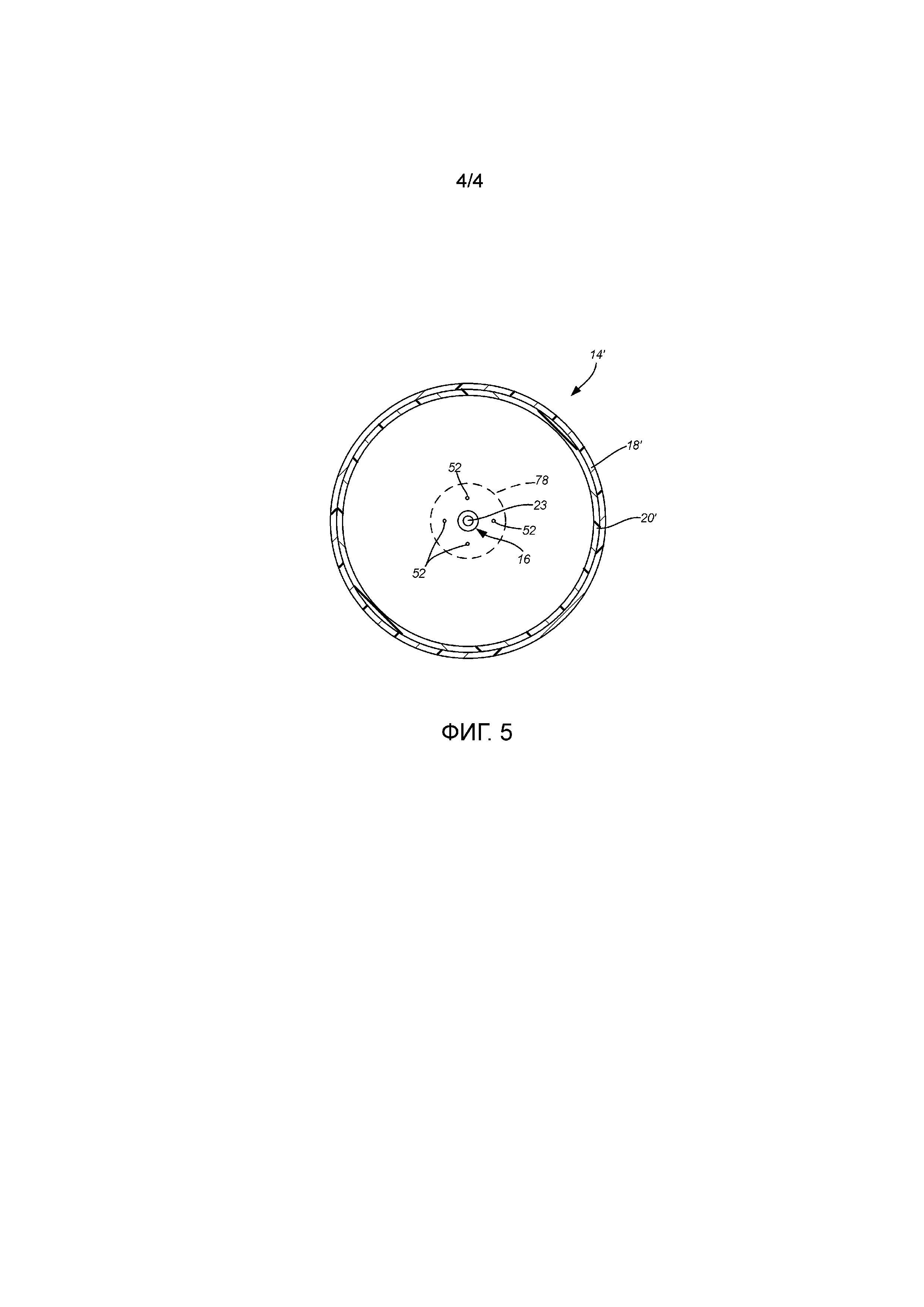
[0014] Фиг. 5 представляет собой вид сбоку в сечении внутренней части концевого участка сосуда под давлением, включающего в себя купольные вентиляционные конструкции настоящего изобретения, по линии 5-5 сосуда под давлением, как показано на Фиг. 1.
[0015] Хотя вышеупомянутые фигуры описывают один или более вариантов выполнения раскрытого объекта изобретения, также предусмотрены и другие варианты выполнения, как отмечено в настоящем раскрытии. Во всех случаях приведенное раскрытие представляет раскрытый объект изобретения путем представления, а не ограничения. Следует понимать, что различные другие модификации и варианты выполнения могут быть разработаны специалистом в данной области техники, которые находятся в пределах объема охраны и сущности настоящего изобретения.
[0016] Чертежи могут быть выполнены не в масштабе. В частности, некоторые признаки могут быть увеличены относительно других признаков для ясности. Кроме того, при использовании таких терминов, как «выше», «ниже», «над», «под», «сверху», «снизу», «сбоку», «справа», «слева» и т.д., следует подразумевать, что они используются только для облегчения понимания настоящего описания. Предполагается, что конструкции могут быть ориентированы иным образом.
ПОДРОБНОЕ ОПИСАНИЕ
[0017] Сохраняется потребность в такой конструкции области сопряжения футеровки (лейнера) с бобышкой, которая предотвращает отделение футеровки и бобышки под действием высокого давления, предотвращает неконтролируемую утечку и позволяет выпускать газ, «запертый» между футеровкой и бобышкой. Данное изобретение относится к сосудам под давлением, имеющим признаки, предотвращающие накопление газа между футеровкой (лейнером) 20' и бобышкой 16 сосуда 10' под давлением. Например, как показано на Фиг. 3, вентиляционные отверстия 52 обеспечивают путь, по которому газ может отводиться от области сопряжения бобышки 16 с футеровкой (лейнером) 20' во внутреннюю камеру 55 сосуда 10'. Внутренняя камера 55 образована как внутреннее пространство внутри футеровки 20'. Поскольку газ, при его наличии, в области сопряжения бобышки 16 и футеровки 20' имеет возможность выходить через вентиляционные отверстия 52, то такой газ не накапливается, а сосуд 10' демонстрирует надежное уплотнение между фланцем 22 бобышки 16 и футеровкой 20'.
[0018] На Фиг. 3-5 показан иллюстративный вариант выполнения примерного сосуда 10' под давлением настоящего изобретения, имеющего концевой участок 14 по существу полусферической или куполообразной формы, содержащий бобышку 16 (т.е. проводящий канал), которая установлена на внешнюю оболочку 18 и футеровку 20'. В примерном варианте выполнения бобышка 16 является металлической и может быть выполнена, например, из углеродистой стали. Канал 23 бобышки 16 проходит между внутренней камерой 55 сосуда 10' под давлением и наружной стороной сосуда 10' под давлением. В примерном варианте выполнения бобышка 16 имеет кольцевой фланец 22, продолжающийся радиально от канала 23 и имеющий внутреннюю поверхность 60 и внешнюю поверхность 62. В примерном варианте выполнения кольцевой фланец 22 имеет кольцевой внутренний паз 34, расположенный на внутренней поверхности 60 фланца 22, и кольцевой внешний паз 30, расположенный на внешней поверхности 62 фланца 22. В примерном варианте выполнения пазы 30, 34 являются более широкими у соответствующих нижних стенок 40, 44, чем у соответствующих отверстий 42, 46, чтобы принимать и удерживать выступы 32, 38 футеровки 20'.
[0019] В примерном варианте выполнения сосуд 10' под давлением включает в себя футеровку 20', расположенную внутри оболочки 18. Иллюстративная неметаллическая футеровка 20' имеет внутренний участок 68, смежный с внутренней поверхностью 60 фланца 22, и внешний участок 72, смежный с внешней поверхностью 62 фланца 22. Выступы 32, 38 продолжаются по кругу вокруг бобышки 16 и имеют профили, дополняющие форму пазов 30, 34. Внутренний паз 34 принимает внутренний выступ 38, тем самым образуя механическую блокировку, которая скрепляет футеровку 20' с бобышкой 16. Внешний выступ 32 принимается внешним пазом 30, образуя еще одну механическую блокировку, которая дополнительно скрепляет футеровку 20' с бобышкой 16. Показаны механические блокирующие средства типа «ласточкин хвост»; термин «ласточкин хвост», используемый в данном описании, описывает конфигурацию установочного паза или блокирующего паза, содержащую край, выемку, расширение, выступ или подобную конфигурацию или соответствующую конструкцию для того, чтобы соединение или соединения (непрерывные, либо прерывистые), выполненные между пазом 30, 34 бобышки 16 и блокирующими выступами 32, 38 футеровки 20', конструктивно блокировались от разъединения. Однако предполагается, что могут быть использованы другие средства или способы механического, фрикционного или химического (например, с применением адгезивов) скрепления футеровки 20' с бобышкой 16. Таким образом, фланец 22 по меньшей мере частично заключен в материале футеровки, тем самым механически уплотняя между собой бобышку 16 и футеровку 20'. Однако в иллюстративном варианте выполнения внутренний участок 68 футеровки 20' не соединен с внутренней поверхностью 60 фланца 22, так что любой газ, проникающий внутрь области сопряжения между этими частями, способен перемещаться в вентиляционное отверстие 52 для его выталкивания во внутреннюю камеру 55 сосуда 10' под давлением.
[0020] В некоторых вариантах выполнения футеровка 20' может быть изготовлена из пластика, эластомеров или других полимеров и может быть изготовлена путем прессования, выдувания, литьевого формования или любым другим общеизвестным методом. В других вариантах выполнения футеровка 20' может состоять из других материалов, включая сталь, алюминий, никель, титан, платину, золото, серебро, нержавеющую сталь и любые их сплавы. Такие металлы обычно характеризуются как имеющие высокий модуль упругости. В одном варианте выполнения футеровка (лейнер) 20 выполнена путем литья с раздувом из полиэтилена высокой плотности (HDPE).
[0021] Способ образования сосуда 10' под давлением включает в себя этапы, на которых устанавливают бобышку на оправке и обеспечивают подачу текучего полимерного материала футеровки 20' вокруг фланца 22 и в пазы 30, 34 бобышки 16. Затем материал футеровки затвердевает, образуя тем самым внешний участок 72, смежный внешней поверхности 62 фланца 22, включая внешний выступ 32, принимаемый пазом 30; и внутренний участок 68, смежный внутренней поверхности 60 фланца 22, включая внутренний выступ 38, принимаемый пазом 34. Футеровка 20' тем самым механически блокируется с бобышкой 16. Соответственно, даже в условиях экстремально высокого давления предотвращается отделение футеровки 20' от бобышки 16.
[0022] Вентиляционные отверстия 52 могут быть образованы во время или после изготовления футеровки 20' любым подходящим способом, например, путем высверливания, литья или пробивания и могут быть любого размера и формы, пригодной для того, чтобы позволять газу вытекать из области сопряжения бобышки 16 и футеровки 20' во внутреннюю камеру 55. Например, вентиляционное отверстие 52 может быть круглым, вытянутым или может содержать одну или более областей сгруппированных отверстий. В случае вытянутого вентиляционного отверстия 52 такое вытянутое вентиляционное отверстие может продолжаться радиально, по окружности или иным образом относительно канала 23. Вентиляционные отверстия 52 показаны в виде отдельных отверстий (например, отверстий, которые не соединены по текучей среде друг с другом), но может быть использована любая другая подходящая газопроницаемая конструкция или механизм, которые обеспечивают выход газа между бобышкой 16 и футеровкой 20' во внутреннюю камеру 55 сосуда 10' под давлением.
[0023] Фиг. 5 представляет собой вид сбоку в сечении внутреннего пространства концевой части 14' сосуда 10' под давлением. В примерном варианте выполнения множество вентиляционных отверстий 52 симметрично расположены вокруг канала 23. В проиллюстрированном варианте выполнения показаны четыре круглых вентиляционных отверстия 52, разнесенные равномерно по кругу вокруг бобышки 16, каждое на одинаковом расстоянии от канала 23 бобышки 16. Однако предполагается, что вентиляционные отверстия 52 могут быть обеспечены любого размера, в любом количестве и в любом месте на внутреннем участке 68 футеровки 20' смежно фланцу 22 и, в частности, между внутренним выступом 38 футеровки 20' и дальним краем 78 фланца 22. Предполагается, что может быть достаточно даже одного вентиляционного отверстия 52, так как любое проникание газа через футеровку 20' будет происходить при относительно низкой скорости.
[0024] Внешняя оболочка 18 образована вокруг футеровки 20' и по меньшей мере участка фланца 22 бобышки 16. Подходящие материалы оболочки 18 включают в себя композитные материалы из ламинированных слоев из намоточных стекловолокон или нитей или других синтетических нитей, соединенных вместе термореактивной или термопластичной смолой. Волокно может быть выполнено из стекловолокна, арамида, углерода, графита либо из любого другого хорошо известного волоконного армирующего материала. Используемой смоляной матрицей может быть эпоксидная смола, полиэфир, виниловый эфир, термопластик или любой другой подходящий смолистый материал, способный обеспечить соединение волокна с волокном, соединение волокнистого слоя с волокнистым слоем и устойчивость к разрыву, необходимые для конкретной области применения, в которой должен использоваться сосуд под давлением. В примерном способе головка выдачи для волокон перемещается таким образом, чтобы наматывать волокно на футеровку 20' по заданной схеме. Если сосуд 10' является цилиндрическим, а не сферическим, то волоконная обмотка обычно применяется в обоих направлениях: в преимущественно продольном (спиральном) и в окружном (круговом). Этот процесс обмотки определяется рядом факторов, таких как содержание смолы, конфигурация волокон, натяжение намотки и схема намотки относительно оси футеровки 20'. Детали, относящиеся к образованию примерного сосуда под давлением, раскрыты в патенте США № 4,838,971 «Filament Winding Process and Apparatus», который включен сюда путем ссылки.
[0025] Когда текучая среда содержится в сосуде 10' под давлением, то некоторая часть текучей среды может проникать через футеровку 20' и в область сопряжения между футеровкой 20' и фланцем 22 бобышки 16. Наличие газа в области сопряжения может ослаблять уплотнение между бобышкой 16 и футеровкой 20'. В примерном варианте выполнения обеспечено одно или несколько вентиляционных отверстий 52 (например, отверстие(я) любого подходящего размера и формы), проходящих через внутренний участок 68 футеровки 20' для соединения по текучей среде внутренней камеры 55 сосуда 10' и внутренней поверхности 60 фланца 22 (например, в области сопряжения между кольцевым фланцем 22 и футеровкой 20'). В примерном варианте выполнения вентиляционное отверстие 52 расположено между выступом 38 футеровки 20' и дальним краем 78 фланца 22. Таким образом, вентиляционное отверстие 52 расположено во внутреннем участке 68 радиально наружу от внутреннего кольцевого выступа 38. В иллюстративном варианте выполнения вентиляционное отверстие 52 продолжается через всю толщину внутреннего участка 68 футеровки 20'. Таким образом, любой газ, который накапливается между бобышкой 16 и футеровкой 20', может перемещаться между футеровкой 20' и фланцем 22 через вентиляционное отверстие 52 и во внутреннюю камеру 55 сосуда 10'.
[0026] В примерном сосуде 10' под давлением типа 4 (неметаллический), имеющем диаметр около 13 дюймов (33,02 см) и длину около 35 дюймов (88,9 cм), четыре вентиляционных отверстия 52 были просверлены во внутреннем участке 68 футеровки 20'; каждое вентиляционное отверстие 52 располагалось на расстоянии около трех дюймов (7,62 см) от радиального центра симметрично вокруг окружности бобышки 16 сосуда 10' под давлением. В примерном варианте выполнения каждое из четырех вентиляционных отверстий 52 имеет диаметр около 0,125 дюймов (0,3175 см). Проводилось испытание этого примерного сосуда 10' под давлением на циклическое изменение давления с использованием воды от менее 360 фунтов на квадратный дюйм (psi) (2,482 Мпа) до более 4500 psi (31,026 МПа) в течение 15000 циклов. После испытания на циклическое изменение давления сосуд 10' под давлением был испытан на утечки и продемонстрировал отсутствие признаков утечки. Кроме того, сосуд 10' под давлением не продемонстрировал видимых признаков вздутия футеровки или другого повреждения вблизи внутреннего участка 68.
[0027] Предполагается, что меньше или больше вентиляционных отверстий 52 могут быть использованы на сосуде 10' под давлением. Кроме того, вентиляционные отверстия 52 могут быть другого размера, чем в примерных вариантах выполнения. Дополнительно, хотя множество вентиляционных отверстий 52 для конкретного сосуда 10' под давлением могут иметь одинаковый размер, форму и симметричное расположение, также предполагается, что вентиляционные отверстия 52 могут альтернативно иметь комбинацию разных размеров, форм и мест размещения в одном сосуде под давлением.
[0028] Не смотря на то, что объект настоящего изобретения описан со ссылкой на несколько вариантов выполнения, специалистам в данной области техники будет понятно, что изменения могут быть выполнены в форме и деталях, не отходя от объема охраны настоящего изобретения. Например, в то время как внутренний паз 34 проиллюстрирован расположенным радиально внутрь на фланце 22 по сравнению с расположением внешнего паза 30, предполагается, что внутренний паз 34 может располагаться радиально наружу на фланце 22 по сравнению с расположением внешнего паза 30. Кроме того, фланец 22 может иметь конфигурацию, отличную от показанной. Кроме того, футеровка 20' может быть выполнена так, что внутренний участок 68 и/или внешний участок 72 покрывает фланец 22 в большей или меньшей степени, чем проиллюстрировано. К тому же, любой раскрытый признак относительно одного варианта выполнения может быть включен в другой вариант выполнения, и наоборот.
Реферат
Сосуд (10') под давлением имеет внутреннюю камеру (55) и включает в себя внешнюю оболочку (18), бобышку (16) и внутренний лейнер (20'), расположенный внутри наружной оболочки (18). Бобышка (16) включает канал (23), продолжающийся между внутренней камерой (55) и наружной стороной сосуда (10') под давлением, и кольцевой фланец (22), продолжающийся радиально от канала (23) и имеющий внешнюю поверхность (62) и внутреннюю поверхность (60). Лейнер (20') включает внешний участок (72), смежный с внешней поверхностью (62) фланца (22), внутренний участок (68), смежный с внутренней поверхностью (60) фланца (22), и вентиляционное отверстие (52) во внутреннем участке (68). Способ образования сосуда (10') под давлением включает в себя этапы, на которых устанавливают бобышку (16) на оправку, подают неметаллический полимер вокруг фланца (22) бобышки (16) для образования внутреннего лейнера (20') сосуда (10') под давлением, образуют вентиляционное отверстие (52) во внутреннем участке (68) лейнера(20'), и образуют внешнюю оболочку (18), окружающую лейнер (20') и по меньшей мере участок фланца (22) бобышки (16). Техническим результатом является предотвращение возникновения избыточного давления между оболочкой и лейнером. 2 н. и 7 з.п. ф-лы, 5 ил.
Комментарии