Композиционные составы с высокой абсорбционной способностью, абсорбирующий листовой материал, покрытый такими составами, и способ его изготовления - RU2186797C2
Код документа: RU2186797C2
Чертежи




Описание
Изобретение относится к новому типу абсорбирующего композиционного материала, в котором твердому, способному набухать от воды телу, в частности, состоящему из частиц различного размера и формы в диапазоне от порошка до гранул, приданы улучшенные функциональные свойства. Более точно настоящее изобретение относится к композиционному материалу с высокой абсорбционной способностью, состоящему из абсорбирующего полимера или содержащего его в качестве твердого тела, способного набухать от воды, имеющего форму, полностью отличающуюся от обычных абсорбирующих материалов, и обладающего способностью стабильно абсорбировать жидкость, многократно превышающую его собственный объем. Настоящее изобретение также относится к композиционному материалу с высокой абсорбционной способностью, состоящему главным образом из такого композиционного материала.
Композиционный материал с высокой абсорбционной способностью в соответствии с настоящим изобретением может широко применяться в подгузниках для детей и взрослых, женских гигиенических изделиях, изделиях, предназначенных для поглощения жидких и твердых экскрементов животных, и абсорбирующих кровь медицинских изделиях точно так же, как обычные изделия с высокой абсорбционной способностью и, таким образом, может применяться, в частности, в качестве не содержащего целлюлозы сверхтонкого абсорбирующего вещества, в котором наилучшим образом используются свойства так называемого абсорбирующего полимера. Кроме того, абсорбирующий композиционный материал может использоваться в качестве изоляционного материала для низких температур, материала для хранения воды, материала, предотвращающего конденсацию, покровного материала подводных кабелей, материала, предотвращающего несчастные случаи на воде.
Кроме того, настоящее изобретение относится к способам и устройствам для изготовления абсорбирующего композиционного материала и композиционного материала, состоящего главным образом из абсорбирующего композиционного материала.
Настоящее изобретение относится к абсорбирующему листовому материалу, обладающему сопротивлением утечке обычного листового материала подложки, когда абсорбирующий композиционный материал применяется в абсорбирующих изделиях в сочетании с различными листовыми подложками, к абсорбирующему листовому материалу, обладающему впитывающей способностью обычного наружного листового материала, когда абсорбирующий композиционный материал применяется в абсорбирующих изделиях в сочетании с различными листовыми подложками, а также к абсорбирующему листовому материалу, который может применяться отдельно и также обладает свойствами обычного наружного листового материала и листового материала подложки.
В соответствии с патентами США 4425127; 4610678; 4784792; 5436066 и 5561862.
Основной абсорбирующий компонент, применяемый в абсорбирующих изделиях, поглощающих воду и жидкие выделения организма, состоит из "вспушенной" древесной целлюлозы в сочетании с так называемым сверхабсорбирующим полимером (далее - "SAP"). Тем не менее, за последние годы выросла общественная потребность уменьшить размеры относительно громоздких абсорбирующих изделий с целью повышения эффективности их сбыта, сокращения занимаемых ими площадей складских и торговых помещений и сохранения природных ресурсов.
Сделать абсорбирующие изделия на основе SAP в сочетании с целлюлозой более компактными и тонкими можно было бы за счет повышения содержания SAP с абсорбционной способностью, превышающей абсорбционную способность целлюлозы в 2-10 раз, и, соответственно, снижения содержания целлюлозы. Впоследствии, если содержание SAP довести до 100%, можно было бы изготовить тончайшее и очень компактное абсорбирующее изделие.
Тем не менее, с ростом содержания SAP при поглощении им воды происходит так называемый феномен "закупорки гелем", причиной возникновения которого являются свойства SAP. Таким образом, абсорбирующие изделия не выполняют поставленные перед ними задачи. В настоящее время считается, что максимально допустимое соотношение между содержанием SAP и целлюлозы составляет 1 к 1. В настоящее время крайне трудно добиться получения состава, в котором соотношение содержания SAP и целлюлозы составляет 2 или более к 1, или так называемого не содержащего целлюлозы состава, в котором содержание SAP приближается к 100%. В соответствии с обычными представлениями, широко применяемыми в области производства абсорбирующих изделий, термин "не содержащий целлюлозы" означает, что соотношение содержания целлюлозы и SAP равно примерно 1 или менее.
До настоящего времени предпринимался ряд попыток добиться получения состава, не содержащего целлюлозы. SAP со структурой волокнистого или тканого типа получают путем непосредственного формования из волокна на основе кислоты типа акриловой или частичного гидролиза волокна на основе кислоты типа акриловой. Еще один способ заключается в получении абсорбирующего полимера со структурой тканого типа путем пропитки тканой структуры мономером, таким как акриловый мономер, а затем полимеризации мономера с помощью ультрафиолетового излучения или электронного луча. Также известен способ, когда получают абсорбирующий листовой полимерный материал путем карбоксиметилирования нетканого целлюлозной ткани или ей подобной, а затем частичного сшивания карбоксиметилцеллюлозы.
Тем не менее до настоящего времени не известно о каких-либо успешных примерах осуществления упомянутых способов в промышленных масштабах по причине высоких затрат на сырье и необходимости значительных капиталовложений.
Жидкие выделения организма, являющиеся продуктами жизнедеятельности живых организмов, сильно отличаются друг от друга в зависимости от окружающей среды и условий обитания организмов, а частота их выделения не является постоянной. Таким образом, абсорбирующий листовой материал, применяемый во многих видах абсорбирующих изделий, должен в соответствии с разнообразием условий окружающей среды обладать стабильной способностью к быстрой и многократной абсорбции.
Согласно вышеописанному обычный двухкомпонентный абсорбирующий материал (целлюлоза и SAP) до некоторой степени отвечает требованию о способности к многократной абсорбции за счет использования свойства целлюлозы временно удерживать жидкости и свойства SAP стабильно удерживать жидкости. Тем не менее абсорбирующее изделие, содержание SAP в котором достаточно велико, или изделие, в котором используется только из SAP с целью обеспечить высокую абсорбционную способность, отличается серьезными недостатками. Когда поступление жидкости только начинается, SAP сразу же абсорбирует всю жидкость, в результате чего начальная стадия абсорбции происходит очень быстро, но по мере повторного поступления жидкости скорость абсорбции резко падает.
В первом варианте осуществления настоящего изобретения предложен композиционный материал с высокой абсорбционной способностью, содержащий гидрофильное тонкое волокно в виде полученной из целлюлозы или ее производных микрофибриллы и набухающие от воды твердые частицы, причем по меньшей мере часть поверхности упомянутых набухающих от воды твердых частиц покрыта упомянутым тонким волокном в виде микрофибриллы.
Применяемое в настоящем изобретении упомянутое гидрофильное тонкое волокно в виде микрофибриллы, полученной из целлюлозы или ее производных, будет далее именоваться "HFFM".
Абсорбирующий композиционный материал может иметь трехмерную структуру и находиться в виде порошка, частиц, гранул, листов и любом ином виде, а также в виде листов с подложкой из нетканой ткани или иного материала в качестве основы.
В настоящем изобретении также предложен способ изготовления абсорбирующего композиционного материала. Способ включает стадию диспергирования набухающего от воды твердого тела и HFFM в дисперсной среде, включающей смесь органического растворителя и воды, причем органический растворитель способен управлять процессом набухания набухающего от воды твердого тела и диспергированием HFFM и, таким образом, способен смешиваться с водой, стадию отделения набухающего от воды твердого тела и HFFM от полученной дисперсной жидкости из дисперсной среды и стадию удаления компонентов жидкости и их сушки.
Абсорбирующий композиционный материал в соответствии с настоящим изобретением преимущественно является композиционным материалом, состоящим из набухающего от воды твердого тела и HFFM, покрывающего твердое тело. Примерами набухающего от воды твердого тела являются различные виды полисахаридов, флокулянтов, частицы набухающего от воды сверхабсорбирующего полимера (SAP) и им подобные вещества. Недостаток входящего в их число SAP, заключающийся в том, что он представляет проблемы для транспортировки и хранения, связанные с его высокой водоабсорбционной способностью, может быть решен за счет покрытия SAP HFFM в соответствии с настоящим изобретением. Кроме того, в структуре, в которой частицы SAP связаны с HFFM, HFFM удерживает частицы SAP в их положении и обеспечивает соответствующее расстояние между частицами. Таким образом, получают абсорбирующий материал в виде очень тонкого листа.
Во втором варианте осуществления настоящего изобретения предложен листвой абсорбирующий материал, состоящий из подложки и абсорбирующего слоя, расположенного на по меньшей мере одной из поверхностей подложки, причем абсорбирующий слой состоит из HFFM, частиц SAP и штапельного волокна короткой резки, длина волокон у которого превышает средний диаметр частиц SAP, и отличается улучшенной стабильностью размеров при набухании от влаги.
В соответствии с настоящим изобретением штапельное волокно короткой резки, длина волокон у которого превышает средний диаметр частиц SAP, соединяет частицы SAP друг с другом и одновременно создает сетчатую структуру, покрывающую верхнюю поверхность слоя, образованного частицами SAP, и тем самым предотвращает отсоединение набухших от влаги частиц SAP.
В настоящем изобретении также предложен способ изготовления листового абсорбирующего материала. Способ включает стадию получения трехкомпонентной дисперсной суспензии путем добавления штапельного волокна короткой резки и частиц SAP в дисперсную жидкость, в которой в дисперсной среде диспергирован HFFM, и их диспергирования в ней, стадию формирования слоя суспензии путем распыления трехкомпонентной дисперсной суспензии на подложку, стадию удаления дисперсной среды из слоя суспензии и затем стадию сушки.
Листовой абсорбирующий материал согласно данному варианту осуществления настоящего изобретения состоит из четырех компонентов: частиц SAP, HFFM, штапельного волокна короткой резки и тканевой подложки. Частицы SAP являются основным компонентом, придающим материалу водоабсорбционную способность. Помимо описанных выше частиц, SAP может использоваться в различных формах, таких как пленка и нетканый материал.
При изготовлении листового абсорбирующего материала в соответствии с настоящим изобретением HFFM предотвращает осаждение SAP в виде стабилизатора дисперсной системы, а также предотвращает коагуляцию частиц SAP друг с другом, а после того как листовой абсорбирующий материал получен, HFFM выступает в качестве связующего вещества, связывающего частицы SAP друг с другом и SAP с тканью подложки. Благодаря штапельному волокну короткой резки частицы SAP удерживаются в сетчатой структуре во взаимодействии с подложкой, при этом частицы SAP, покрытые HFFM, измельчают и затем покрывают их сетчатой структурой.
В третьем варианте осуществления настоящего изобретения предложен композиционный абсорбирующий листовой материал, состоящий из влагопроницаемой подложки и абсорбирующего слоя, содержащего частицы SAP, прикрепленные к одной из поверхностей влагопроницаемой подложки, причем абсорбирующий слой образует множество участков с высокой абсорбционной способностью, превышающей абсорбционную способность других участков, расположенных по заданной схеме на поверхности влагопроницаемой подложки.
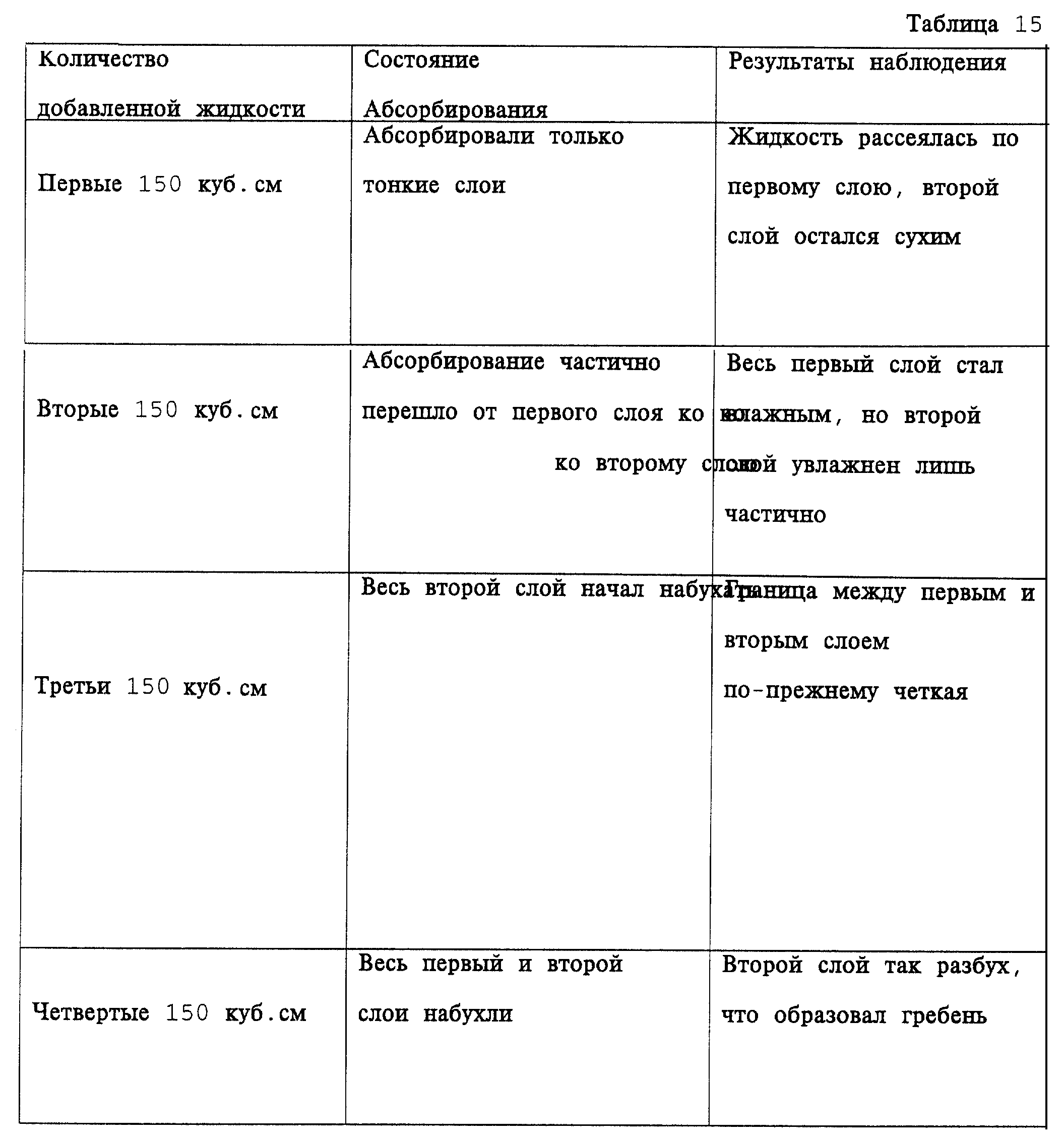
При использовании листового абсорбирующего материала в соответствии с настоящим изобретением при вхождении жидкости, например жидких выделений, в контакт с поверхностью влагопроницаемой подложки абсорбирующего листового материала, т.е. поверхностью, где отсутствует абсорбирующий слой, она сначала абсорбируется влагопроницаемой подложкой, за счет ее влагопроницаемости проникает внутрь листового материала, затем рассеивается, входит в контакт с абсорбирующим слоем и абсорбируется им при условии, что абсорбирующий слой находится в контакте со стороной поверхности, противоположной той, на которую попала жидкость. Скорость абсорбции абсорбирующего листового материала в целом определяется скоростью абсорбции и рассеивания по влагопроницаемой подложке и скоростью набухания и абсорбции, последовательно происходящих от поверхности абсорбирующего слоя по направлению внутрь него.
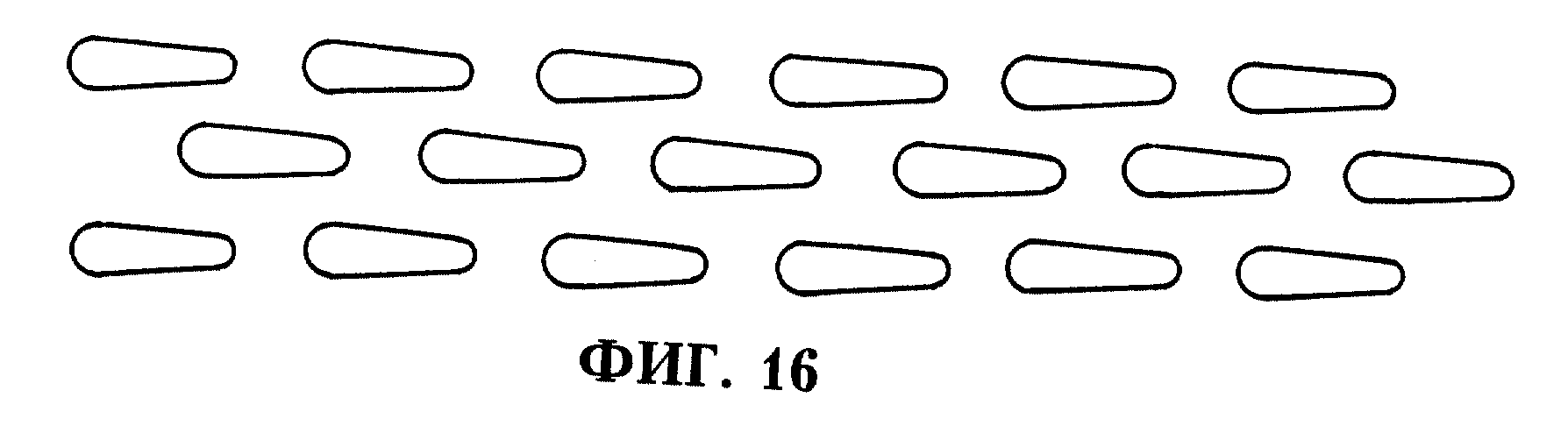
Таким образом, если толщина или плотность абсорбирующего слоя различны, при попадании на него жидкости процесс набухания и абсорбции начнется с участков с большей толщиной или участков с меньшей плотностью. Аналогичным образом, если содержащиеся в абсорбирующем слое частицы SAP имеют различный диаметр, процесс набухания и абсорбции начнется с участков, на которых расположены частицы меньшего диаметра. В основу настоящего изобретения положена концепция, согласно которой различия в абсорбционной способности, связанные с распределением по поверхности абсорбирующего листового материала согласно заданной схеме участков с более высокой абсорбционной способностью, находят отражение в различных скоростях набухания и абсорбции.
Кроме того, за счет придания окружности абсорбирующего слоя неправильной формы длина окружности значительно превышает длину прямой линии или просто кривой линии, которая была бы у окружности, если бы ей не была придана неправильная форма, в результате чего жидкость, абсорбированная подложкой, быстро абсорбируется абсорбирующим слоем, имеющим протяженную линию соприкосновения, благодаря чему скорость абсорбции значительно повышается.
С целью обеспечить распределение образующих абсорбирующий слой элементов на подложке согласно заданной схеме предложен способ изготовления суспензии и нанесения и закрепления суспензии на подложке согласно заданной схеме. Способ должен предусматривать стадию диспергирования, в ходе которой получают дисперсию суспензии в жидкости, содержащую частицы SAP, стадию нанесения покрытия, в ходе которой дисперсную жидкость, полученную на первой стадии, наносят на поверхность влагопроницаемой подложки с целью создания множества участков с повышенной абсорбционной способностью, распределенных согласно заданной схеме и обладающих более высокой абсорбционной способностью, чем остальные, и стадию сушки, на которой абсорбирующий слой, полученный на стадии нанесения покрытия, высушивают.
Дополнительно в настоящем изобретении предложено устройство для осуществления упомянутых способов. Устройство состоит из множества сопл, служащих для нанесения диспергированной в жидкости суспензии, содержащей частицы SAP, полосками на одну из поверхностей непрерывно движущейся влагопроницаемой подложки и подающего средства для подачи диспергированной в жидкости суспензии в сопла, причем упомянутое устройство отличается тем, что подающее средство снабжено для придания пульсации потоку дисперсной жидкости.
В настоящем изобретении дополнительно предложено устройство для изготовления абсорбирующего листового материала, состоящее из множества сопел, служащих для нанесения диспергированной в жидкости суспензии, содержащей частицы SAP, полосками на одну из поверхностей непрерывно движущейся влагопроницаемой подложки и подающего средства для подачи диспергированной в жидкости суспензии в сопла, причем каждое сопло снабжено множеством выпускных отверстий.
Устройство может быть снабжено средством горячего прессования, служащим для прессования влагопроницаемой подложки, нагретой после нанесения на нее диспергированной в жидкости суспензии.
В четвертом варианте осуществления настоящего изобретения предложена поглотительная трубка, включающая подложку, состоящую из волокнистой ткани и частиц SAP или волокон, расположенных на одной из поверхностей подложки, причем подложка имеет форму трубки, а ее поверхность, на которой расположен SAP, обращена внутрь.
Поглотительная трубка в соответствии с настоящим изобретением имеет новую трехмерную структуру, в которой при формовании трубки из абсорбирующего листового материала, покрытого SAP, предусмотрено пространство для его набухания как присущего абсорбенту свойства.
За счет вышеописанной структуры поглотительной трубки в соответствии с настоящим изобретением количество SAP, присутствующего в пересчете на единицу площади в абсолютном исчислении, примерно в два раза превышает количество абсорбента с плоской структурой, а абсорбционная способность в пересчете на единицу площади также примерно в два раза выше абсорбционной способности абсорбента с плоской структурой. Кроме того, поскольку в поглотительной трубке в соответствии с настоящим изобретением SAP покрывает внутреннюю стенку имеющей форму трубки подложки, предусмотрено соответствующее пространство для его набухания, причем даже если в процессе поглощения жидкости произошло набухание SAP до уровня его максимальной абсорбционной способности, абсорбент в целом по-прежнему сохранит свою гибкость.
До настоящего времени получили распространение различные типы абсорбирующих листовых материалов. Чтобы абсорбент мог в максимальной степени продемонстрировать свои свойства в абсорбирующем изделии, до того, как он начнет абсорбировать жидкость, абсорбент должен быть очень тонким подобно нижнему белью, в связи с чем, во избежание создания препятствий его набуханию, должно быть предусмотрено достаточное пространство для набухания абсорбента. В настоящем изобретении данное требование выполнено соответствующим образом и предложен абсорбент, обладающий великолепной абсорбционной способностью в сочетании со способностью подложки рассеивать жидкость.
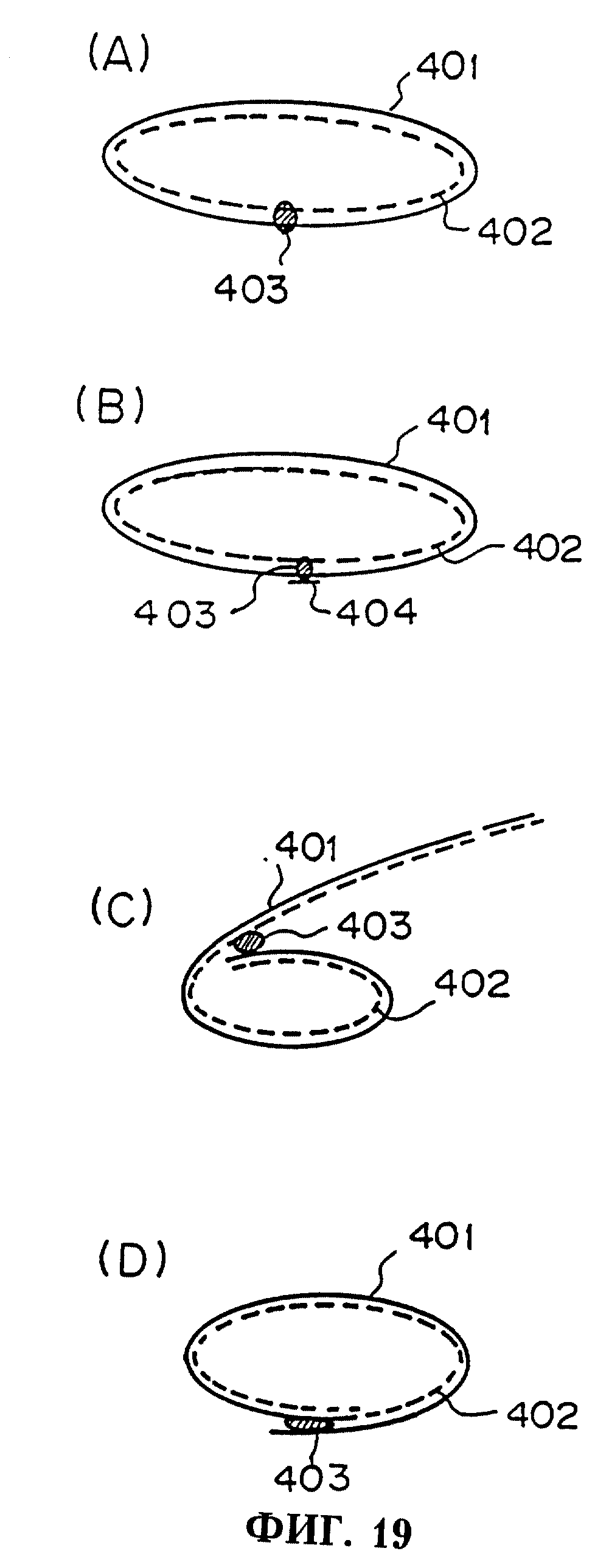
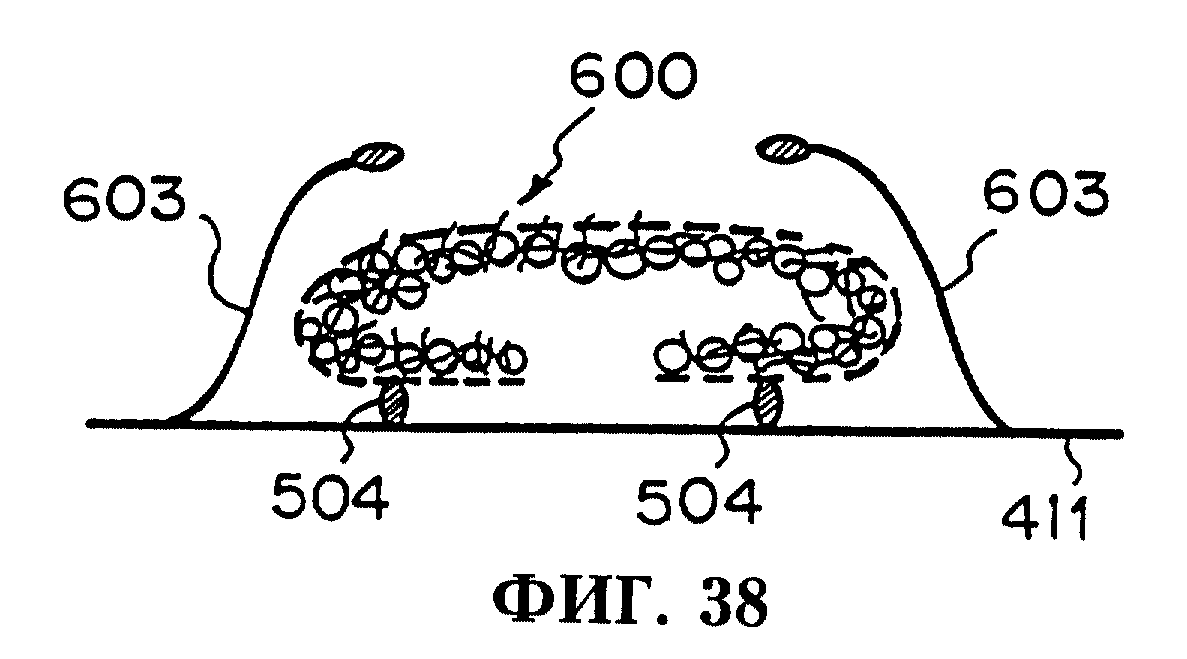
В настоящем изобретении также предложено абсорбирующие изделие, в котором на участках, где требуется абсорбция, в качестве абсорбирующего наполнителя используется поглотительная трубка, состоящая из обладающего высокой абсорбционной способностью композиционного материала с описанной выше трехмерной структурой. Поглотительная трубка в соответствии с настоящим изобретением в ненабухшем состоянии является плоской и очень тонкой подобно полностью раздавленной полой трубке, а по мере поглощения воды она набухает в поперечном сечении и приобретает форму, близкую к кольцевой, так как внутреннее свободное пространство заполнено SAP, увеличивающимся в объеме по мере набухания. В абсорбирующем изделии в соответствии с настоящим изобретением на абсорбирующем участке может находиться одна поглотительная трубка, однако более предпочтительно, чтобы параллельно было расположено множество поглотительных трубок. В последнем случае структура обладает большей стабильностью и гибкостью и способна более плавно следовать за телодвижениями пользователя абсорбирующего изделия.
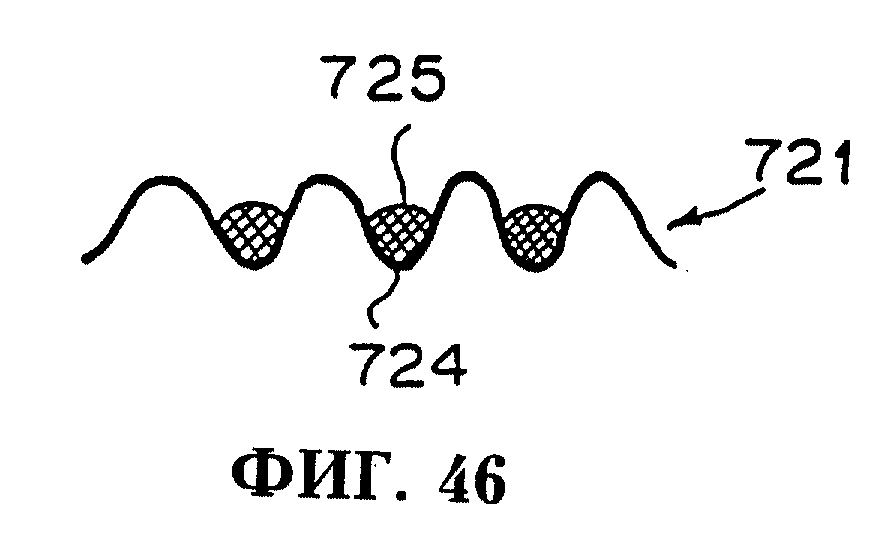
В пятом варианте осуществления настоящего изобретения предложен абсорбирующий листовой материал, представляющий собой влагонепроницаемый листовой материал, одна
из поверхностей которого имеет множество впадин, в которых помещается абсорбирующий материал, за счет чего одновременно обеспечивается сопротивление утечке и абсорбционная способность. В данном
варианте осуществления настоящего изобретения абсорбирующий композиционный материал образует структуру, в которой на одной из поверхностей влагонепроницаемого листового материала имеется множество
впадин, заполненных абсорбирующим материалом, содержащим абсорбирующий полимер. Композиционный абсорбент обладает сопротивлением утечке и абсорбционной способностью и в то же время отвечает следующим
требованиям:
(1) Использован влагонепроницаемый листовой материал со впадинами на его поверхности и предпочтительно обладающий воздухопроницаемостью, а также водостойкостью.
(2) Использован абсорбирующий материал, обладающий максимально высокой абсорбционной способностью.
(3) Абсорбирующий материал заполняет впадины и зафиксирован в них.
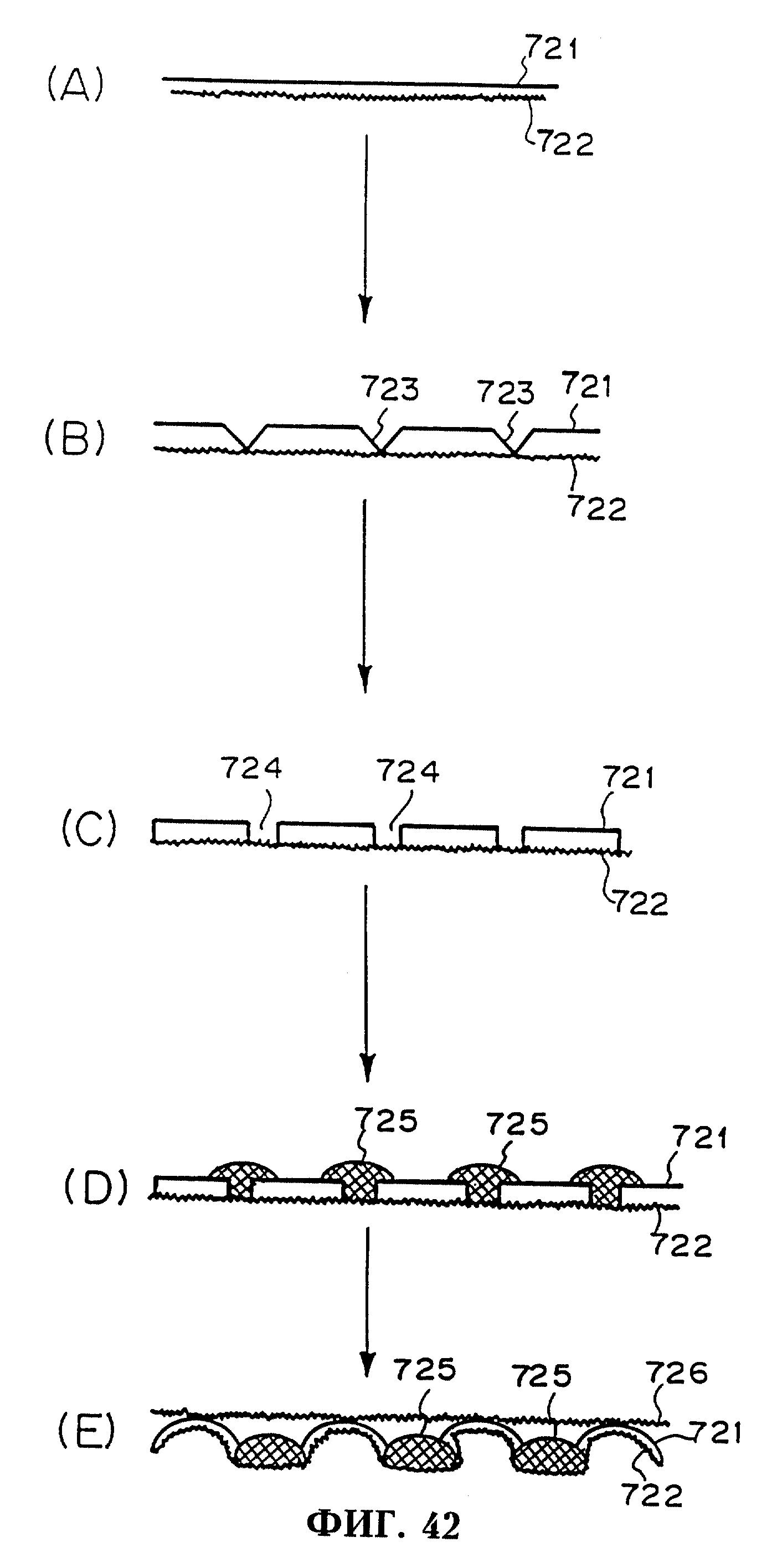
Наиболее распространенным материалом, применяемым в настоящем изобретении, структура которого представляет собой впадины, является гибкая термопластичная пленка, такая как полиэтилен, полипропилен и сополимер этилена и винилацетата толщиной приблизительно 5-50 мкм, в которой механическим перфорированием, термоформованием, вакуумным формованием или подобным способом проделывается множество отверстий или углублений заданной формы. Также может эффективно применяться влагонепроницаемый листовой материал, в части которого имеются отверстия, заполненные абсорбирующим материалом, что будет описано ниже, в результате чего обеспечивается водостойкость и сопротивление утечке.
Абсорбирующий материал, заполняющий впадины, должен состоять из мелких частиц, чтобы заполнить ими относительно малое пространство, и в то же время он должен обладать высокой абсорбционной способностью на единицу объема, чтобы требуемая абсорбционная способность могла быть обеспечена небольшим количеством материала, заполняющего малое пространство.
Влагонепроницаемый листовой материал, представляет собой, например, термопластичную пленку толщиной 5-50 мкм, или сочетание термопластичной пленки толщиной 5-50 мкм и нетканого материала. Впадины, имеющиеся на листовом материале, могут обладать такой же влагонепроницаемостью, как и другие участки или в качестве альтернативной конфигурации в дне всех или части впадин могут быть предусмотрены отверстия или пористые участки, через которые может проходить жидкость, которую задерживает абсорбирующий материал. Абсорбирующий листовой материал данной конфигурации является в целом влагонепроницаемым и в то же время, благодаря тому, что в углублениях находится абсорбирующий материал, он обладает высокой абсорбционной способностью, то есть сочетает в себе как свойства влагонепроницаемого листового материала, так и абсорбента.
В качестве способа заполнения впадин во влагонепроницаемом листовом материале SAP или абсорбирующим материалом, содержащим SAP, и его закрепления в них может использоваться способ, обычно применяемый для изготовления абсорбентов, используемых в подгузниках и санитарных салфетках. Предпочтительный способ включает стадию диспергирования, например, SAP и HFFM в воздушном потоке, стадию заполнения впадин диспергированными материалами и стадию их закрепления в заполненных впадинах с помощью термоклея.
Если каждая впадина во влагонепроницаемом листовом материале снабжена отверстием или влагопроницаемым устройством, при подаче влагонепроницаемого листового материала через вакуумный конвейер и непрерывном поступлении суспензии поверх влагонепроницаемого листового материала жидкость, содержащаяся в суспензии, проходит сквозь листовой материал через отверстия или влагопроницаемые устройства и отделяется, оставляя во впадинах лишь твердый компонент суспензии. За счет удаления жидкого компонента и сушки дополнительно обеспечивается связывание частиц SAP или частиц SAP и листового материала друг с другом с помощью HFFM и их фиксация в том положении, где они находятся, в результате чего также обеспечивается водостойкость. За счет выбора соответствующего соотношения между количеством SAP и HFFM, а также свойств HFFM абсорбирующему материалу могут быть приданы предпочтительные свойства, при этом одновременно обеспечивается требуемое сопротивление утечке и некоторая воздухопроницаемость.
Применяемый в этих целях SAP должен представлять собой частицы, предпочтительно, мелкие частицы, способные стабильно удерживаться на малом пространстве, а диаметр частиц должен составлять предпочтительно 0,4 мм или менее или более предпочтительно от 0,3 мм до 0,1 мм. Очень мелкие частицы диаметром 0,1 мм могут соседствовать с более крупными, например, диаметром 0,4 мм и крупнее. В случае, если наряду с SAP используется волокнистый материал, такой как древесная целлюлоза, результат тем лучше, чем выше содержание SAP: содержание SAP предпочтительно составляет 50% и более.
Как указывалось выше, при изготовлении композиционного абсорбента в соответствии с настоящим изобретением HFFM, SAP и, если необходимо, штапельное волокно короткой резки диспергируют в дисперсной среде. Особо эффективной дисперсной средой является многовалентный спирт, коэффициент вязкости которого имеет тенденцию повышаться при низких температурах и снижаться в логарифмической зависимости при нагревании спирта. В частности, за счет использования изменяющегося в зависимости от соотношения между температурой и коэффициентом вязкости состояния системы, состоящей из смеси многовалентного спирта и воды, перенос и формование осуществляют, пока в процессе диспергирования и выдерживания при низкой температуре и высоком коэффициенте вязкости система поддерживается в стабильном состоянии, а формование и удаление жидкого компонента легче осуществлять, пока в процессе удаления жидкого компонента система нагрета и гидратирована, в результате чего коэффициент вязкости понижен, а текучесть повышена.
Далее будут описаны элементы, образующие каждую структуру композиционного материала с высокой абсорбционной способностью и абсорбирующего листового материала, снабженного абсорбирующим композиционным материалом в соответствии с настоящим изобретением.
В соответствии с первой особенностью настоящего изобретения абсорбирующий композиционный материал состоит из SAP и HFFM.
В соответствии со второй особенностью настоящего изобретения абсорбирующий композиционный материал состоит из SAP, HFFM и штапельного волокна короткой резки, длина волокон у которого превышает размер частиц SAP.
В соответствии с третьей особенностью настоящего изобретения любой из абсорбирующих композиционных материалов согласно первой и второй особенностям изобретения образует абсорбирующий листовой материал в сочетании с подложкой.
Если компоненты выделены из упомянутых абсорбирующих композиционных материалов, а упомянутый абсорбирующий листовой материал изготавливают методом сочетания абсорбирующих материалов, будут использованы четыре следующих компонента.
В первую очередь будет описан каждый компонент:
(1) Частицы SAP
Частицы
абсорбирующего полимера, именуемые здесь "SAP", главным образом представляют собой карбоксиметилцеллюлозу, полиакриловую кислоту и полиакрилаты, сшитые полиакрилаты, привитые сополимеры крахмала и
акриловой кислоты, гидролизаты привитых сополимеров крахмала и акрилонитрила, сшитые полиэтиленоксида, сшитую карбоксиметилцеллюлозу, частично сшитые набухающие от воды полимеры, такие как
полиэтиленоксид и полиакриламид, сополимер изобутилена и малеиновой кислоты и т.д. Частицы полимера получают путем сушки любого из упомянутых полимеров. Затем после проведения обработки с целью
увеличения частоты поперечных связей на поверхности частиц одновременно добавляют ингибитор с целью обеспечения контроля за блокированием частиц вещества, вызванного абсорбированием влаги.
Также добавляют аминокислоту, в частности биоразлагаемую сшитую полиаспарагиновую кислоту, или полимер на основе микроорганизма с высокой абсорбционной способностью, являющийся культивированным продуктом Alcaligenes Latus.
SAP производится в промышленном объеме в виде частиц, гранул, пленок и нетканых тканей. SAP может использоваться в настоящем изобретении в любой из упомянутых форм. Предпочтительным для настоящего изобретения видом SAP являются частицы, гранулы, шарики, хлопья, короткие иголки и аналогичные изделия, которые могут быть равномерно диспергированы в дисперсной среде. В описании настоящего изобретения термин "частица(ы)" используется для обозначения в целом всех упомянутых изделий.
(2) HFFM
В настоящем
изобретении для фиксации микросетчатой структуры, удерживающей частицы SAP, используется HFFM. Такая структура предотвращает коагуляцию частиц SAP друг с другом, а также стабилизирует условия
диспергирования, обеспечивает их равномерность при изготовлении композиционного абсорбента в соответствии с настоящим изобретением и служит в качестве связующего вещества, связывающего частицы SAP
друг с другом и SAP с подложкой, после осуществления сушки.
HFFM в целом представляет собой исключительно тонковолокнистый материал со средним диаметром волокон 2,0-0,01 мкм и среднеарифметическим диаметром волокон 0,1 мкм и тоньше и обладает достаточной водостойкостью для того, чтобы предотвращать сплющивание системы непосредственно после того, как SAP абсорбирует воду и набухнет, помимо этого HFFM обладает способностью не служить препятствием для водопроницаемости и способности набухать SAP. Особенно стоит отметить тот факт, что HFFM обладает исключительно высокой гидрофильностью и способностью связывать воду. В силу своей высокой гидрофильности HFFM при его диспергировании в среде, содержащей воду, увлажняется и демонстрирует высокий коэффициент вязкости, что способствует поддержанию стабильных условий диспергирования.
Показателем высокой степени гидрофильности микрофибриллы является большое количество удерживаемой ею воды. Например,
требуемый показатель гидрофильности микрофибриллы после ее диспергирования в центрифуге при 2000 g в течение 10 мин должен составлять 10 мл/г или выше, предпочтительно 20 мл/г или выше и
рассчитывается по следующей формуле:
Количество удержанной воды (мл/г) = Выпавший в осадок объем (мл)/Микрофибрилла (г)
Используемый в описании настоящего изобретения термин "HFFM"
обозначает в целом обладающие высокой гидрофильностью волокнистые материалы в виде микрофибриллы. В некоторых случаях может использоваться HFFM со средним диаметром волокон 2 мкм или более, а также
смесь так называемой фибриллы и HFFM.
HFFM можно получить путем микрофибриллирования целлюлозы или производных целлюлозы. Например, HFFM получают методом измельчения и размалывания древесной целлюлозы. HFFM называют "микрофибриллированной целлюлозой (MFC)", а если она подвергнута дополнительному фибриллированию, ее называют "супер-микрофибриллированной целлюлозой (S-MFC)".
HFFM может быть также получена методом измельчения и размалывания тонкорезанного целлюлозного искусственного волокна, такого как модифицированное штапельное гидратцеллюлозное волокно Polisonic, медноаммиачная пряжа из искусственного волокна Bemberg и сформованное из раствора гидратцеллюлозное волокно Lyocell.
В качестве альтернативы HFFM может быть также получена методом метаболизации микроорганизма. Обычно используют культуру бактерий уксусной кислоты, таких как Acetobactor Xylinum, перемешивают ее с питательной средой, содержащей соответствующий источник углерода, чтобы получить неочищенную HFFM, которую в свою очередь подвергают очистке с целью получения HFFM. Такую HFFM называют "бактероцеллюлозой (ВС)".
Для получения материала типа микрофибриллы, который также может быть использован в соответствии с настоящим изобретением, также подвергают очистке так называемый материал типа фибриллы, получаемый методом коагуляции под воздействием сдвигающего усилия медно-аммиачного раствора целлюлозы, аминоксидного раствора целлюлозы, водного раствора ксантогената целлюлозы или ацетонового раствора целлюлозы, причем из всех упомянутых веществ может быть сформовано волокно. Подробно получение HFFM описано в японских патентных публикациях Nos. SHO 48-6641 и SHO 50-38720.
Такая HFFM производится промышленно и выпускается под товарными знаками "CELLICREAM" (изготовитель - Asahi Chemical Industry Co., Ltd.), "CELLISH" (изготовитель - Daicel Chemical Industries, Ltd.) и тому подобными.
MFC, S-MFC и ВС являются особо предпочтительными в соответствии с настоящим изобретением. Технические подробности, касающиеся S-MFC и ВС, описаны в японской патентной публикации No. HEI 8-284090 и японской патентной публикации No. НЕI 5-804484 соответственно.
Ниже подробно описано, как применяется MFC и S-MFC (оба материала далее именуются "MFC"). MFC, концентрированная до приблизительно 30% содержания твердого вещества, производится промышленно. Для применения такой концентрированной MFC необходимо осуществить дополнительное разведение и очистку MFC, что требует дополнительного времени, а процесс концентрации связан с дополнительными расходами. В соответствии с настоящим изобретением предпочтительной является MFC, содержание твердого вещества в которой составляет 10% или менее. Тем не менее, если MFC будет разведена в концентрации до 2% или менее, содержание воды станет слишком высоким, а диапазон выбора MFC в системе из смеси органического растворителя/воды будет слишком узким. В случае, если MFC используется разведенной до такой концентрации, при микрофибриллировании неочищенной целлюлозы рекомендуется использовать не просто водную систему, а систему из органического растворителя/воды, органический растворитель в которой должен использоваться в дисперсной среде. Следовательно, в соответствии с настоящим изобретением в качестве дисперсной жидкости может также использоваться MFC, разведенная в концентрации примерно до 2%.
Ниже так же подробно описано, как используется ВС. ВС получают в качестве продукта метаболизма микроорганизма. Степень концентрации и формы ВС различаются в зависимости от методики культивирования и сбора. Для получения максимально однородных концентраций и форм рекомендуется осуществлять процедуру очистки. Вымачивание собранной и разведенной ВС, разведенной в концентрации до 2% и менее, с помощью смесителя или дефибратора способствует получению более тонкой и однородной HFM в коагулированном состоянии, причем ее коэффициент вязкости будет значительно повышен, а ее способность связывать SAP будет также улучшена. Таким образом, в соответствии с настоящим изобретением рекомендуется применение подвергнутой очистке ВС.
(3) Штапельное волокно короткой резки
Предпочтительный показатель весового номера (денье) штапельного волокна короткой резки
в 10 и более раз превышает показатель MFC. Средний показатель весового номера предпочтительно равен примерно 0,01 денье или более и примерно 3,0 денье или менее.
В соответствии с настоящим изобретением длина штапельного волокна короткой резки является важным элементом. Длина штапельного волокна короткой резки, служащего для разделения на секции частиц SAP, покрытых MFC, и для образования покрытия частиц в сетчатой структуре, должна превышать средний диаметр частиц SAP. Как правило, средний диаметр промышленно производимых частиц SAP составляет примерно 0,1-0,6 мм.
SAP, получаемый методом дисперсной полимеризации, отличается сравнительно малым размером частиц. Если применяется такой SAP, может также использоваться штапельное волокно короткой резки со сравнительно малой длиной волокон. С другой стороны, в случае применения SAP в виде шариков или хлопьев, предпочтительно следует использовать штапельное волокно короткой резки со сравнительно длинными волокнами.
Упомянутое штапельное волокно короткой резки выполняет роль покрытия набухшего SAP. Если штапельное волокно короткой резки будет набухать или растворяться так же, как и SAP, оно не будет выполнять свою роль. Таким образом, штапельное волокно короткой резки должно обладать свойством не набухать от воды и не растворяться в воде.
Штапельное волокно короткой
резки, которое может быть эффективно использовано в соответствии с настоящим изобретением, подразделяется на два следующих вида:
(i) Целлюлозное волокно
Типичным целлюлозным волокном
является древесная целлюлоза, получаемая методом варки из древесины хвойных или лиственных деревьев, линтерная целлюлоза, сырьем для получения которой является хлопковый пух, или нечто подобное.
Другие виды целлюлозного волокна получают методом коагуляции сдвигом, формованием струй или распыленных полимерных растворов с целью получения отвержденных волокон: ацетата (АСе), фибриллы,
полиакрилонитрил (PAN) фибриллы, синтетического целлюлозного волокна на основе полиэтилена (РЕ), синтетического целлюлозного волокна на основе полипропилена (РР) или им подобных. Кроме того, в случае
применения тонковолокнистого SAP в качестве штапельного волокна короткой резки может также использоваться целлюлозное волокно, полученное из отжатых листьев свеклы или кофейных зерен.
Целлюлозное синтетическое волокно на основе РР и РЕ легко поддается плавлению и предпочтительно используется для создания более стабильно структуры путем термической обработки.
(ii)
Синтетическое волокно короткой резки
- Целлюлозное волокно, такое как вискозное волокно, модифицированное штапельное гидратцеллюлозное волокно Polisonic, сформованное из раствора
гидратцеллюлозное волокно Lyocell и их фибриллированные производные с толщиной волокон 10 мм и менее, используемые для изготовления бумаги.
- Штапельное волокно короткой резки, такое как PET, PP, PVA и PAN, а также штапельное двухкомпонентное волокно короткой резки, такое как полиэфир/PET, РР/РЕ и РЕ/PET с низкой точкой плавления.
- Очень тонкое волокно короткой резки, получаемое путем смешивания различных полимеров или прядения из них волокна по типу плетеного.
Двухкомпонентное волокно, в частности, такое как РЕ/PET, PE/PP и полиэфир/PET с низкой точкой плавления являются предпочтительными для их применения в целях стабилизации SAP методом тепловой обработки за счет использования свойств того компонента волокон, который легко растворяется под воздействием тепла. Также предпочтительными являются те из упомянутых волокон, на которые нанесено антибактериальное или дезодорирующее вещество.
(4) Подложка
Принцип действия подложки заключен в следующем: за счет связывания частиц SAP, покрытых MFC и сцепленных с помощью MFC с подложкой, повышается прочность и стабильность размеров, жидкость, которая
должна быть абсорбирована через подложку, рассеивается и распределяется, а частицы SAP задерживаются во впадинах, ворсованных волокнах, переплетенных волокнах или пустотах, которые должны быть
расположены на подложке с целью придания стабильности.
Ниже подробно описана подложка, которая может быть использована в соответствии с настоящим изобретением. В соответствии с настоящим изобретением могут быть использованы пористые листы, такие как наложенный в сухом виде мат из измельченной целлюлозы и сцепленный с ним лист, сформованный способом смачивания мата из целлюлозы, уложенный в сухом виде нетканый материал из пряжи кардного прочеса, штапельное сетчатое полотно, раздутый из расплава нетканый материал и нетканый материал, изготовленный из ацетатного жгута или полиэфирных волокон. Чтобы удерживать и стабилизировать частицы SAP в занимаемом ими пространстве, подложка предпочтительно имеет объемную структуру. Что касается объемности структуры подложки, ее кажущаяся плотность, рассчитанная, исходя из толщины, измеренной с помощью толщиномера (описанного далее), и вес должны составлять 0,2 г/куб.см или менее, предпочтительно 0,1 г/куб.см или менее.
Для получения такого объемного нетканого материала, предлагается использовать следующие средства:
Полотно, состоящее из сочетания волокон более высокого весового номера
и более низкого весового номера
Несмотря на то что волокна более низкого номера отличаются высокой эластичностью и сопротивлением сжатию, полотно из таких волокон не отличается высокой силой
сцепления, при этом волокна более высокого номера демонстрируют противоположные свойства. Таким образом, предпочтительно сочетать оба типа волокон. Такое сочетание достигается путем смешивания волокон
более низкого номера и волокон более высокого номера или наложения слоя волокон более низкого номера поверх слоя волокон более высокого номера. Чтобы цель настоящего изобретения была достигнута,
предпочтительной является двухслойная структура, в частности, представляющая собой нетканый материал, состоящий из сочетания слоя гидрофильных волокон с относительно высокой плотностью и более высоким
весовым номером и слоя гидрофильных волокон с относительно низкой плотностью и более низким весовым номером.
Нетканый материал с заданным объемом
Помимо возможности сочетать
волокна различного весового номера, можно также сочетать дающие усадку волокна. За счет усадки таких волокон получают неровную поверхность со впадинами или гофрированную поверхность с продольными
канавками, что является применимым в соответствии с настоящим изобретением способом изготовления объемной подложки.
Объемная подложка с предварительно обработанной поверхностью
Объемная подложка, применимая в соответствии с настоящим изобретением, может быть изготовлена методом флокирования нетканого материала с гладкой поверхностью или механического ворсования относительно
толстого нетканого материала.
Чтобы композиционный абсорбирующий листовой материал в соответствии с настоящим изобретением, состоящий из описанных выше четырех компонентов, в полной мере обладал свойствами, присущими абсорбирующему листовому материалу, он должен иметь следующую структуру: листовой материал должен отличаться стабильной структурой с тем, чтобы его можно было сгибать, резать в продольном направлении и растягивать в длину, а также придавать ему гофрированную форму, при его применении в качестве абсорбента жидких выделений организма, он должен демонстрировать исключительную абсорбционную и рассеивающую способности, а после его использования от него не должны отслаиваться или отделяться частицы SAP.
Даже листовой материал, обладающий высокой степенью абсорбции, должен иметь такую структуру, которая не поддается сплющиванию. С другой стороны, даже в том случае, когда частицы SAP прочно зафиксированы, а процесс абсорбирования и набухания листового материала занимает продолжительное время, такой листовой материал не подлежит применению в соответствии с настоящим изобретением. Следовательно, важным условием настоящего изобретения является то, как наилучшим образом обеспечить рациональное сочетание четырех описанных выше компонентов.
(5) Сочетания четырех компонентов
Далее будут
подробно описаны различные варианты сочетания четырех компонентов и их преимущества:
(а) Сочетание подложки и штапельного волокна короткой резки
В зависимости от того, является ли
подложка гидрофильной или гидрофобной, определяются требуемые свойства штапельного волокна короткой резки, применяемого в сочетании с подложкой. Иными словами, в случае, когда подложка состоит из
гидрофобного волокна, такого как РР и PET, штапельное волокно короткой резки, используемое в сочетании с подложкой, предпочтительно должно представлять собой целлюлозное волокно, такое как древесная
целлюлоза и фибриллированное волокно Lyocell. При использовании такого волокна будет значительно повышена абсорбционная и рассеивающая способности. С другой стороны, в случае использования
гидрофильного волокна, такого как вискоза, его следует сочетать с синтетическим целлюлозным волокном на основе РЕ или двухкомпонентным целлюлозным волокном короткой резки на основе РЕ/PET, которое
будет способствовать поддержанию предпочтительного равновесия между абсорбционной и рассеивающей способностями и сохранением формы.
(b) Сочетание подложки и нетермостойкого штапельного
волокна короткой резки
Для придания хорошей влагостойкости абсорбирующему листовому материалу предпочтительной является термофиксация сочетания подложки особой структуры со штапельным
волокном короткой резки, что дает возможность обеспечить прочность структуры.
Например, если нетканый материал из пряжи кардного прочеса плотностью 15 г/кв. м, состоящий из волокна с весовым номером 1,5 денье, и нетканый материал из пряжи кардного прочеса плотностью 15 г/кв.м, состоящий из волокна на основе PET с весовым номером 6 денье, переплетены с помощью водяной струи, то будет получен нетканый материал с двухслойной структурой, нижний слой которого будет обладать высокой гидрофильностью, а верхний слой будет объемным.
С другой стороны, в результате диспергирования штапельного волокна короткой резки (легко поддающегося плавлению двухкомпонентного волокна на основе РЕТ/полиэфира с низкой точкой плавления, весовым номером волокна 1,2 денье и длиной волокна 2 мм) в суспензии MFC SAP будет получена совместно диспергированная суспензия, а после нанесения данной совместно диспергированной суспензии на слой PET двухслойного нетканого материала будет получен твердый слой. Затем указанный твердый слой сушат и подвергают термофиксации, после чего образуется сетчатая структура, в которой волокно на основе PET, образующее подложку, и легко поддающийся плавлению полиэфир, входящий в состав штапельного волокна короткой резки, сплавлены термическим способом, при этом частицы SAP в указанной сетчатой структуре расположены в закрытых пространствах.
При абсорбировании жидкости в структуре, подобной этой, жидкость быстро поступает из гидрофильной подложки в частицы SAP, которые начинают набухать, и даже после того как они набухнут в достаточной степени, маловероятно, чтобы они отделились от подложки. В табл. А приведены виды волокон, образующих объемный слой нетканого материала с двуслойной структурой, и возможные сочетания штапельного волокна короткой резки с такими волокнами, образующими объемный слой.
(с) Отношение концентраций смеси MFC и штапельного волокна короткой резки
Как правило,
штапельное волокно короткой резки добавляют в суспензию MFC с целью получения двухкомпонентной дисперсной жидкости, а частицы SAP добавляют дополнительно с целью получения трехкомпонентной суспензии.
Трехкомпонентную суспензию наносят на подложку. Если в трехкомпонентной суспензии количественное отношение штапельного волокна короткой резки и MFC слишком велико, MFC будет действовать только в
качестве вещества, покрывающего и связывающего штапельное волокно короткой резки и снижающего связывающую способность SAP, а стабильность суспензии станет ниже. В то же время, если количество
штапельного волокна короткой резки слишком мало, не будет получена требуемая сетчатая структура. Соотношение MFC (P) и штапельного волокна короткой резки (Q) колеблется в пределах P:Q = 1:5 - 5:1 и
предпочтительно составляет P:Q = 1:3 - 3:1.
Как было указано выше, в соответствии с настоящим изобретением три компонента, а именно SAP, HFFM и при необходимости штапельное волокно короткой резки, диспергируют в дисперсной среде. Ниже дается описание дисперсной среды.
Для поддержания частиц SAP, HFFM и, если потребуется, штапельного волокна короткой резки в виде стабильной дисперсной жидкости по типу суспензии важно выбрать соответствующую дисперсную среду. Если с самого начала процесса получения суспензии частицы SAP уже находятся в виде суспензии, в частности в такой системе, как дисперсная система полимеризации акриловой кислоты, в которой реакцию полимеризации осуществляют в системе, состоящей из циклогексана/воды, методом сшивания в дисперсной системе (если необходимо) после окончания реакции полимеризации и затем добавления в суспензию дисперсной жидкости в виде HFFM или растворителя/дисперсной жидкости при одновременном перемешивании жидкости, то может быть получена стабильная суспензия, содержащая частично набухший SAP и HFFM.
Для получения стабильной диспергированной суспензии с использованием сухого промышленно производимого SAP и HFFM и, если потребуется, штапельного волокна короткой резки предпочтительным является их диспергирование в среде, представляющей собой смесь воды и органического растворителя.
Если частицы SAP, HFFM и, если необходимо, штапельное волокно короткой резки диспергированы в подобной среде, состоящей из органического растворителя и воды, образуется дисперсная жидкость, в которой HFFM и частицы SAP равномерно и стабильно диспергированы за счет ее вязкости, образующейся при сочетании HFFM и дисперсной среды.
В качестве органических растворителей, используемых в соответствии с настоящим изобретением, могут применяться спирты, такие как метанол, этанол и изопропиловый спирт, многовалентные спирты, такие как этиленгликоль, диэтиленгликоль, пропиленгликоль, полиэтиленгликоль с малой молекулярной массой и глицерин, а также растворимые в воде органические растворители, такие как ацетон, метилэтилкетон, диоксан и диметилсульфоксид. При использовании спиртов с низкой точкой кипения, учитывая их высокую летучесть и воспламеняемость, может потребоваться придать конструкции устройства взрывобезопасные свойства. В то же время, этанол и пропиленгликоль являются предпочтительными растворителями в виду их безопасности для окружающей среды и кожи пользователя, а также малой вероятности их сохранения в изделии. К любому из указанных растворителей может быть добавлен нерастворимый в воде растворитель, такой как циклогексан в количестве, не оказывающем воздействие на диспергирование.
Для использования в качестве дисперсной среды, используемой для поддержания в течение относительно длительного времени условий, обеспечивающих равномерное диспергирование HFFM, частиц SAP и, если необходимо, штапельного волокна короткой резки и отсутствие коагуляции и осаждения, особо предпочтительными являются растворители, относящиеся к группе многовалентных спиртов. Растворители из группы многовалентных спиртов растворимы в воде и не обледеневают при температуре даже 0oC или ниже, а смешанные с водой, они отличаются высоким коэффициентом вязкости и, таким образом, могут в течение определенного времени сохранять стабильность. При повышении температуры коэффициент вязкости будет понижаться, что облегчает их подачу с помощью насоса и формование композиционного листового материала.
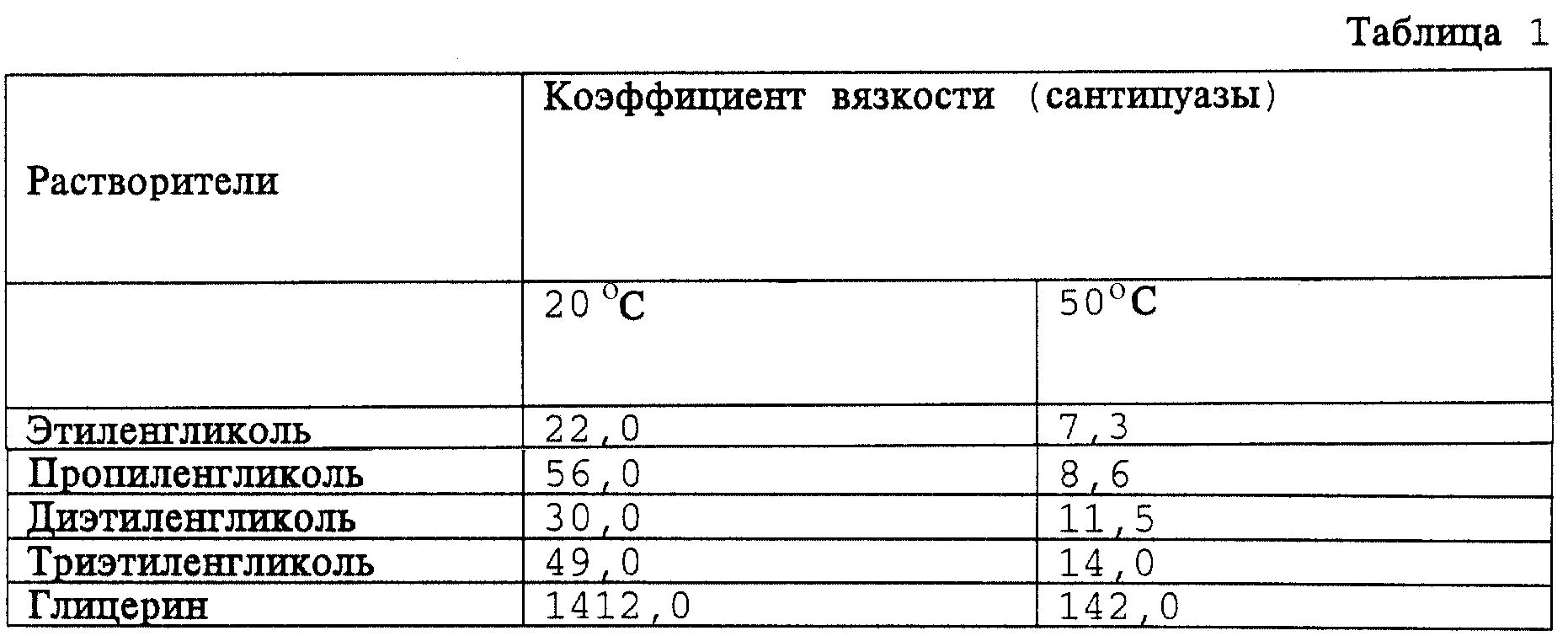
Примерами многовалентных спиртовых растворителей служат этиленгликоль, пропиленгликоль, диэтиленгликоль, триэтиленгликоль, полиэтиленгликоль с малой молекулярной массой и глицерин. Коэффициент вязкости многовалентных спиртовых растворителей будет сильно меняться в зависимости от температуры. Например, как показано в табл. 1, коэффициент вязкости значительно меняется при изменении температуры в диапазоне от 20 до 50oC.
Эффективность производственного процесса может быть повышена, если будут учтены приведенные данные об изменении коэффициента вязкости. Тем не менее, у многовалентных спиртовых растворителей имеется недостаток, заключающийся в том, что из-за сохранения высокой вязкости даже при наличии в них воды, они могут стать причиной неравномерного распределения покрытия на подложке, поскольку, с трудом проникая в материал подложки, они не взаимодействуют с ним должным образом. В таком случае эффективным может быть добавление в многовалентный спиртовой растворитель метанола или этанола, чтобы получить трехкомпонентную систему, состоящую, например, из PG/этанола/воды.
Полученная описанным выше способом суспензия, состоящая из частиц SAP, HFFM и, если необходимо, штапельного волокна короткой резки, образует абсорбирующий слой, который наносят на влагопроницаемую подложку. Как правило, суспензию наносят на всю поверхность абсорбирующего листового материала сплошным равномерным слоем, однако в зависимости от целей использования, она может быть нанесена по соответствующей схеме.
В случае, когда абсорбирующий слой наносят по схеме, влагопроницаемая подложка выступает в качестве основы, на которую наносят абсорбирующий слой, и в то же время играет роль осадителя твердого вещества и жидкости из суспензии в процессе изготовления. Таким образом, предпочтительно, чтобы компоненты подложки обладали сродством к абсорбирующему слою и чтобы структура подложки в то же время предусматривала наличие тонких отверстий, через которые не могут проходить частицы твердого вещества и при этом способна проникать жидкость. Для этих целей предпочтительным материалом для подложки является нетканый материал из природного волокна, химического волокна и синтетического волокна. В случае если при изготовлении подложки связующим веществом служит HFFM из целлюлозного волокна, в сочетании с ним особо предпочтительно использовать целлюлозное волокно, способное образовывать связь с водородом.
В соответствии с настоящим изобретением абсорбирующий слой формируется при нанесении описанной выше суспензии на поверхность влагопроницаемой подложки, при этом необходимо, чтобы в результате такого нанесения суспензии образовалось множество участков с более высокой абсорбционной способностью, расположенных в соответствии с заданной схемой.
Типичным средством для формирования неравномерно распределенного абсорбирующего слоя является его нанесение по схеме посредством созданных соответствующим способом импульсных разрядов, содержащих определенное количество или объем диспергированной в жидкости суспензии, или создание абсорбирующего слоя, подлежащего последующему затвердеванию после того, как будет нанесена суспензия.
В качестве средства создания импульсных разрядов дисперсной жидкости используется плунжерный насос или трубный насос, нагнетающий жидкость в виде импульсов. Если используется насос, не нагнетающий жидкость в количестве, необходимом для создания импульсного разряда, со стороны выброса насоса необходимо установить устройство, обеспечивающее создание требуемого импульса.
На фиг. 1 изображена кривая, на которой показано соотношение между концентрацией и коэффициентом вязкости HFFM в растворе.
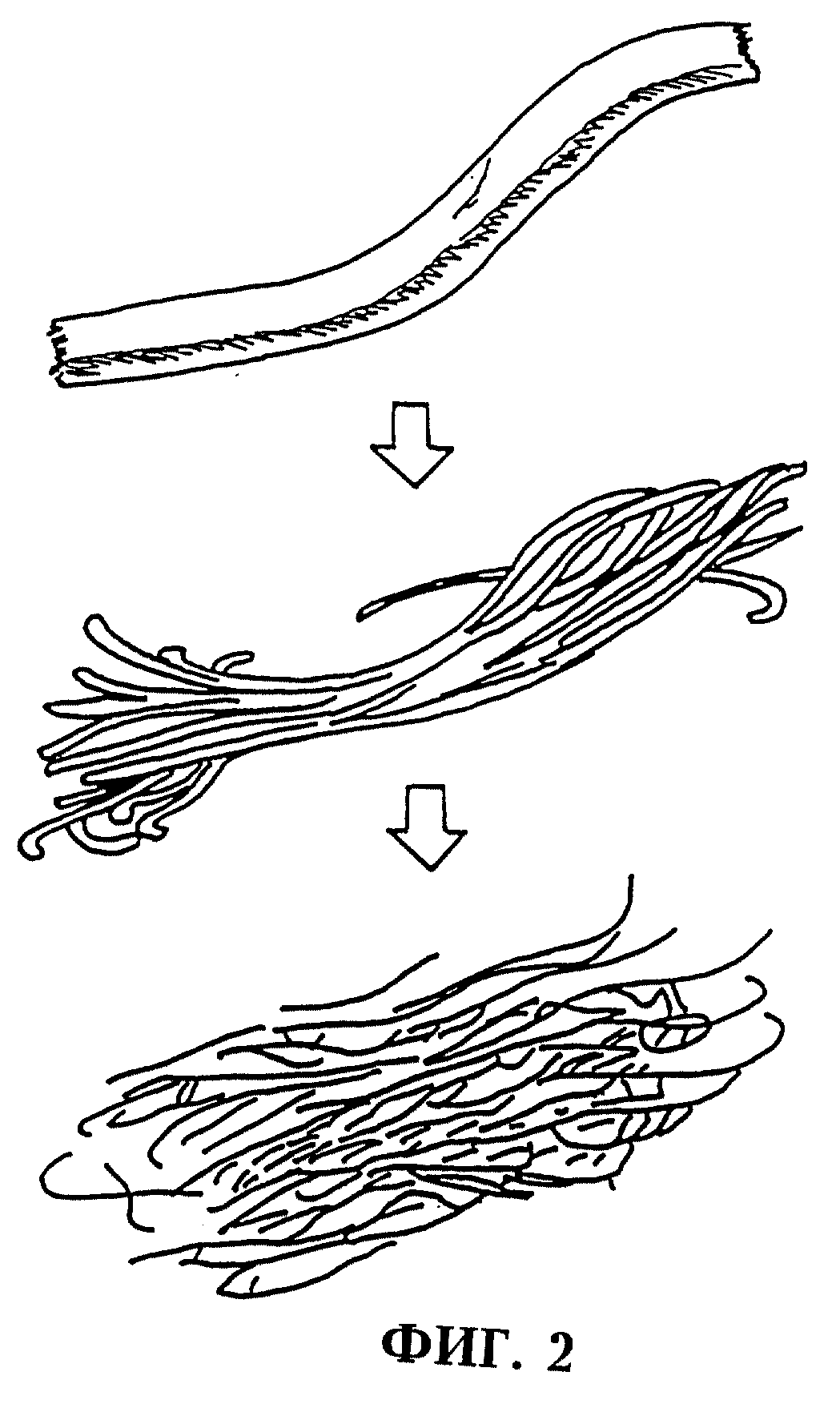
На фиг.2 изображена пояснительная диаграмма, на которой показан процесс получения HFFM из целлюлозы.
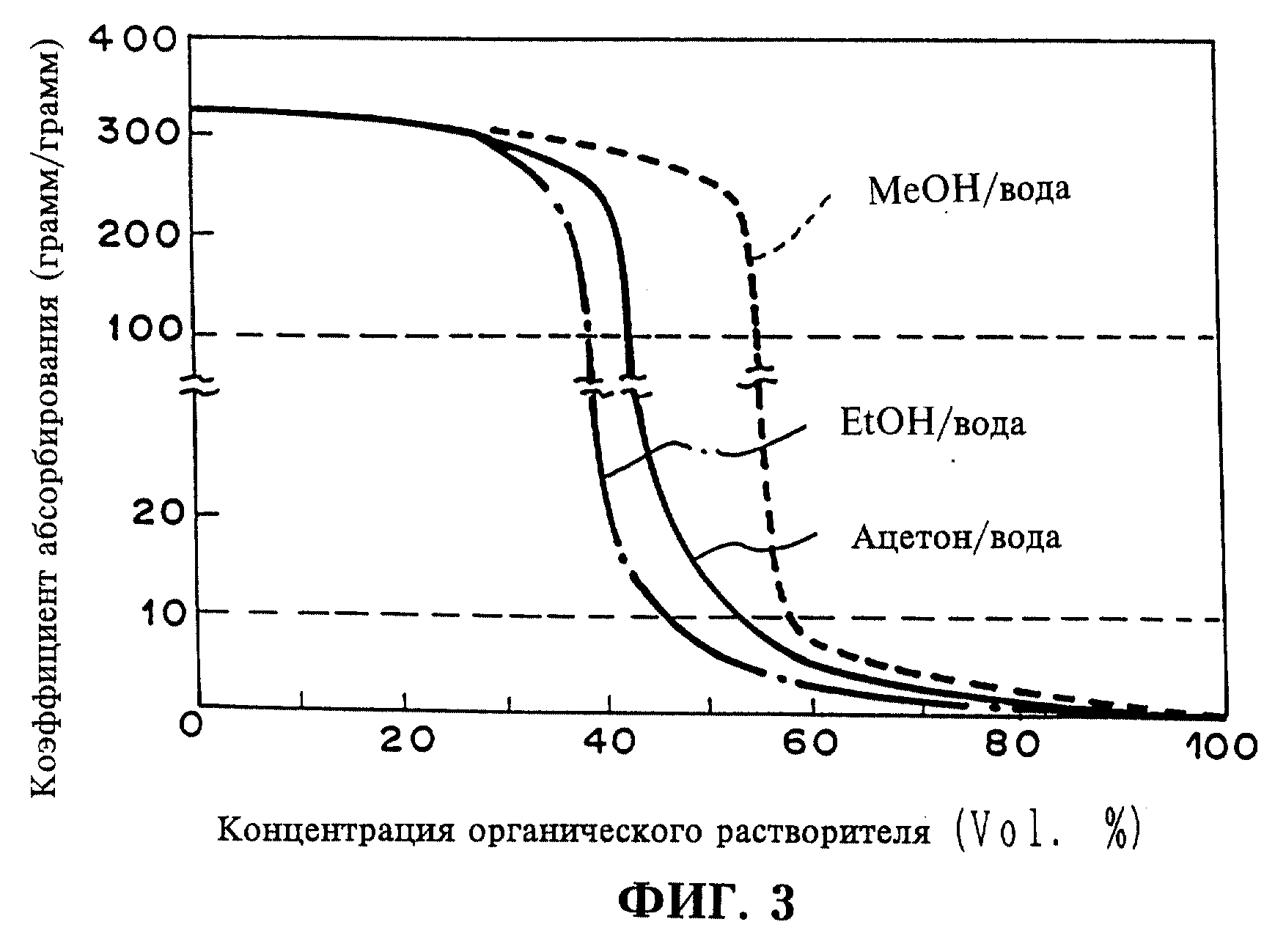
На фиг. 3 изображена кривая, на которой показана концентрация органического растворителя и коэффициент набухания SAP в дисперсной среде.
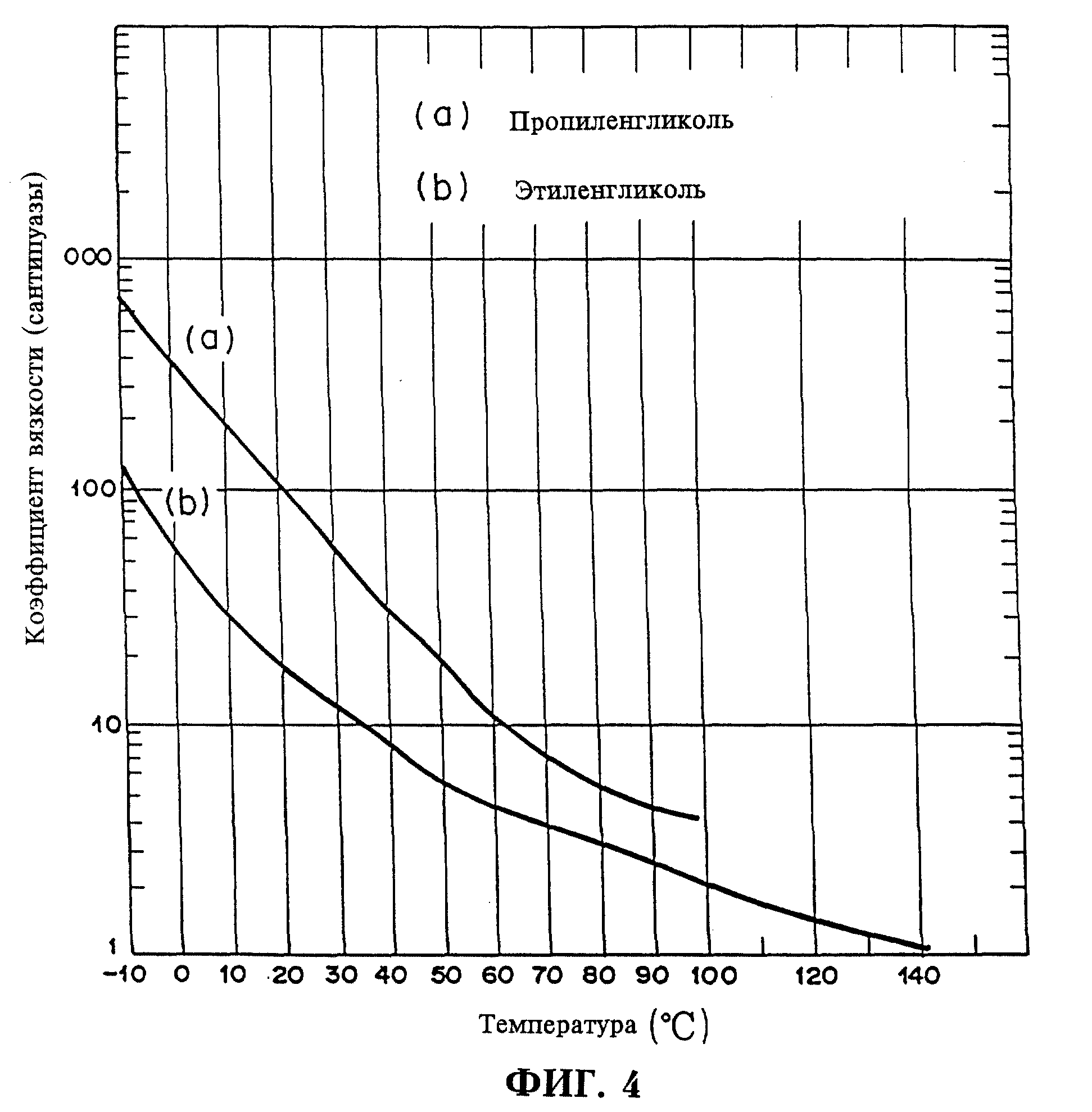
На фиг.4 изображена кривая, на которой показано соотношение между коэффициентом вязкости этиленгликоля и пропиленгликоля и температурой в диапазоне от минус 10oC до 100-140oC.
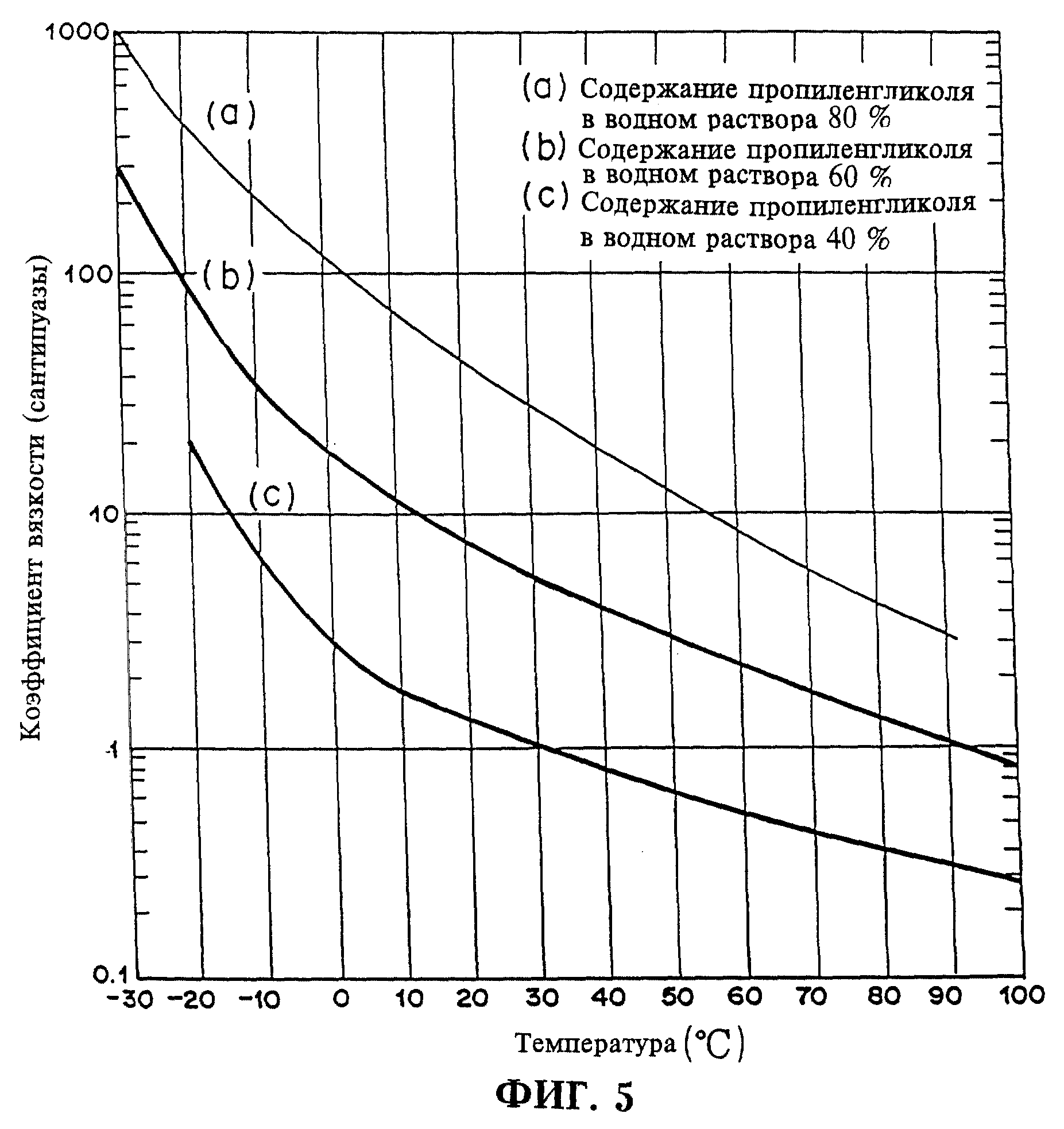
На фиг.5 изображена кривая, на которой показано соотношение между коэффициентом вязкости этиленгликоля и температурой в водном растворе в случаях, когда соотношения концентраций в смеси равны 4:6, 6:4 и 8:2.
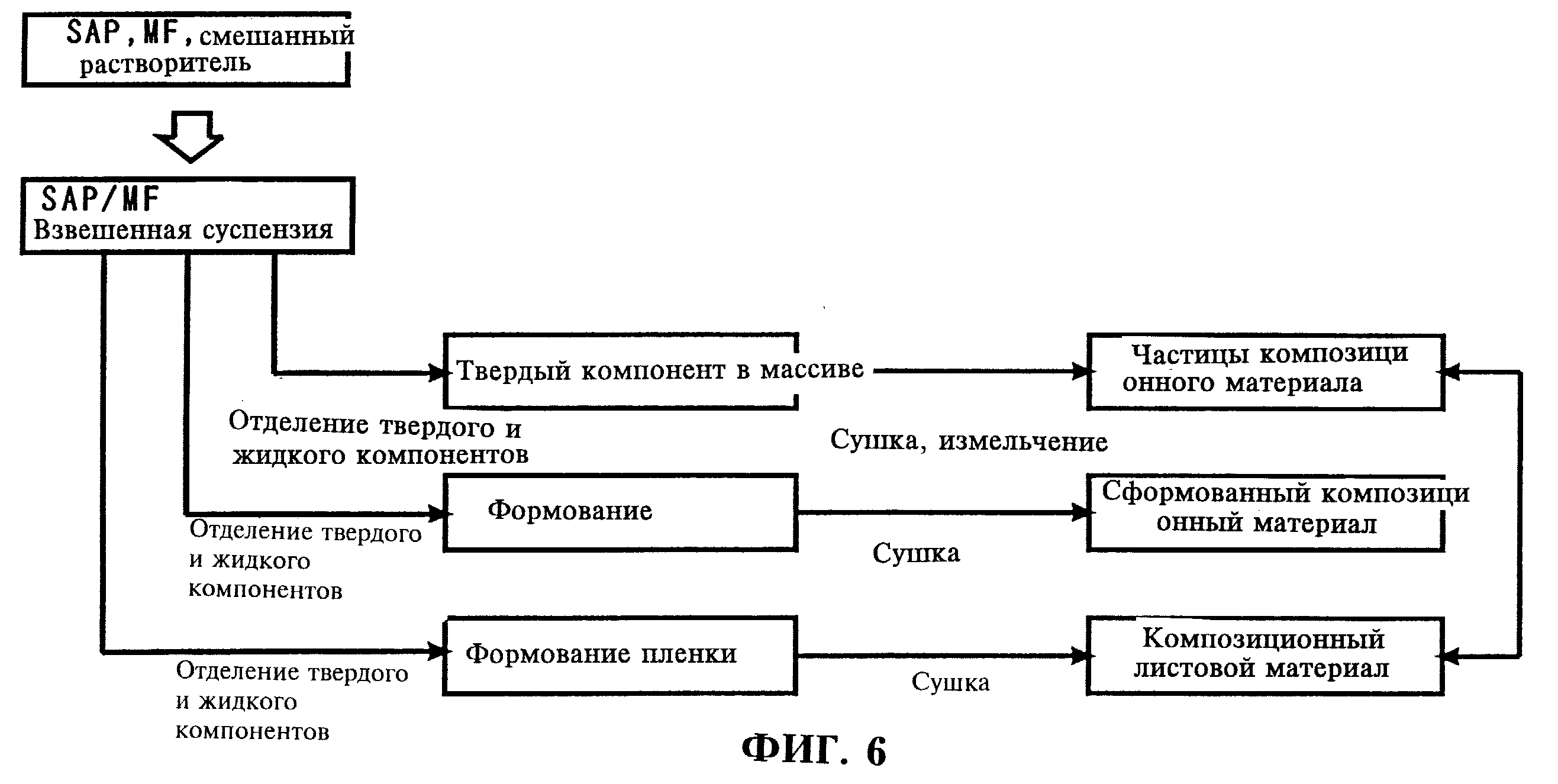
На фиг.6 изображена пояснительная диаграмма, на которой показана концепция получения различных абсорбирующих композиционных материалов из диспергированной в жидкостях суспензии.
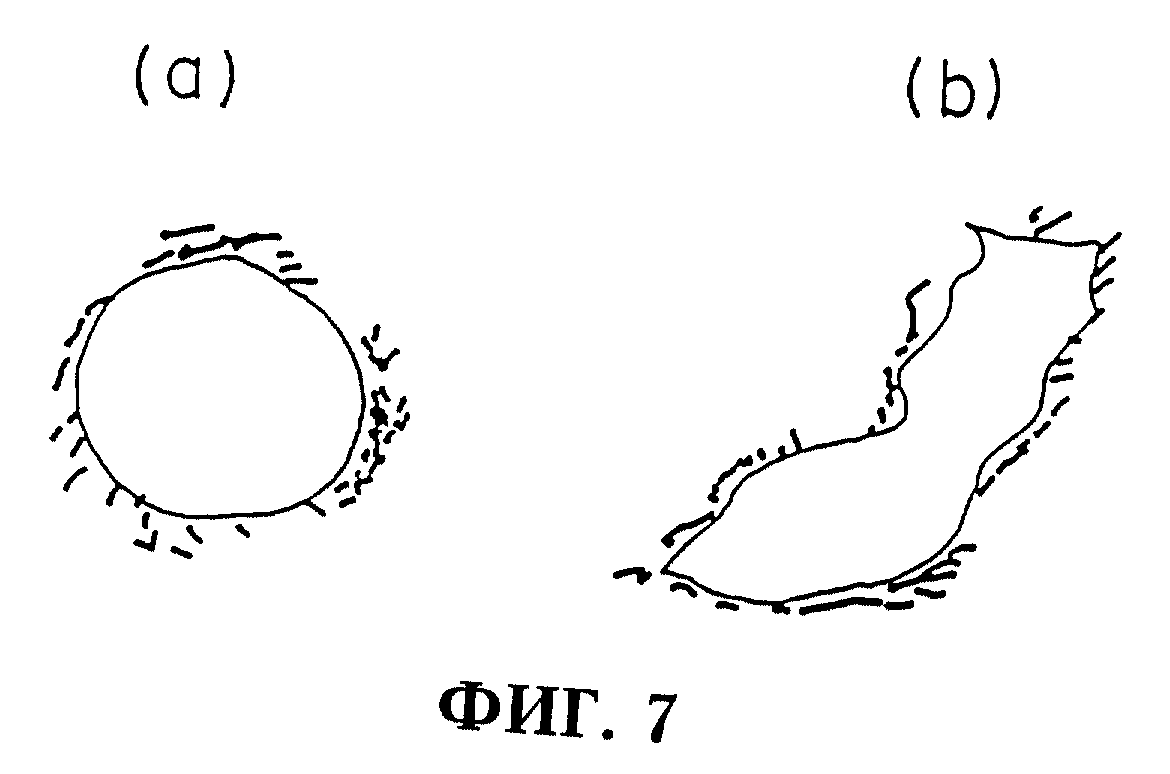
На фиг. 7 изображен вид в разрезе абсорбирующего композиционного материала в соответствии с настоящим изобретением; на фиг.7(а) изображен абсорбирующий композиционный материал в виде частиц, а на фиг.7(b) изображен абсорбирующий композиционный материал в виде хлопьев.
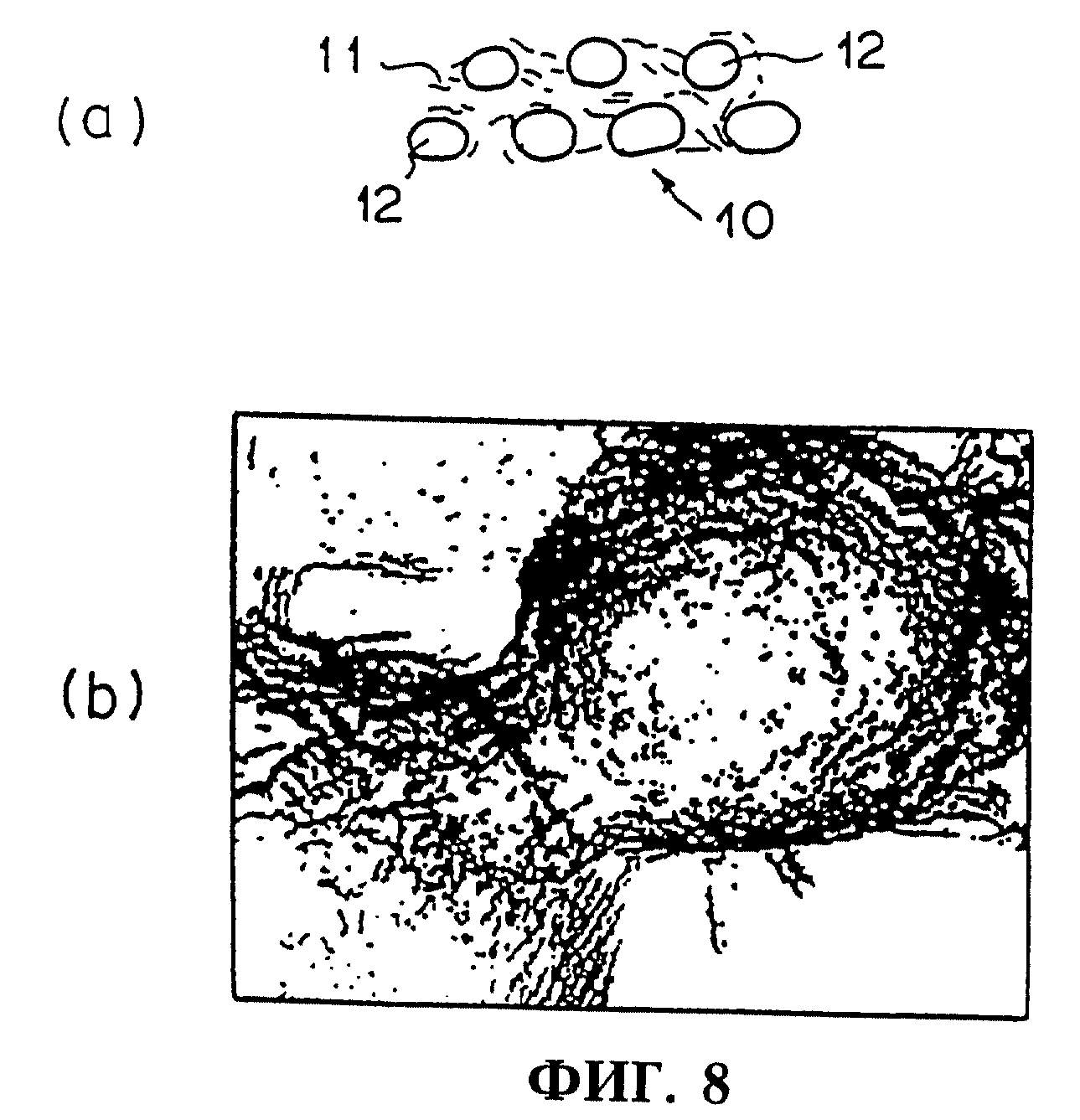
На фиг.8 изображен листовой материал, состоящий из абсорбирующего композиционного материала в соответствии с настоящим изобретением; на фиг.8(а) изображен его вид в разрезе, а на фиг.8(b) - его микрофотосхема.
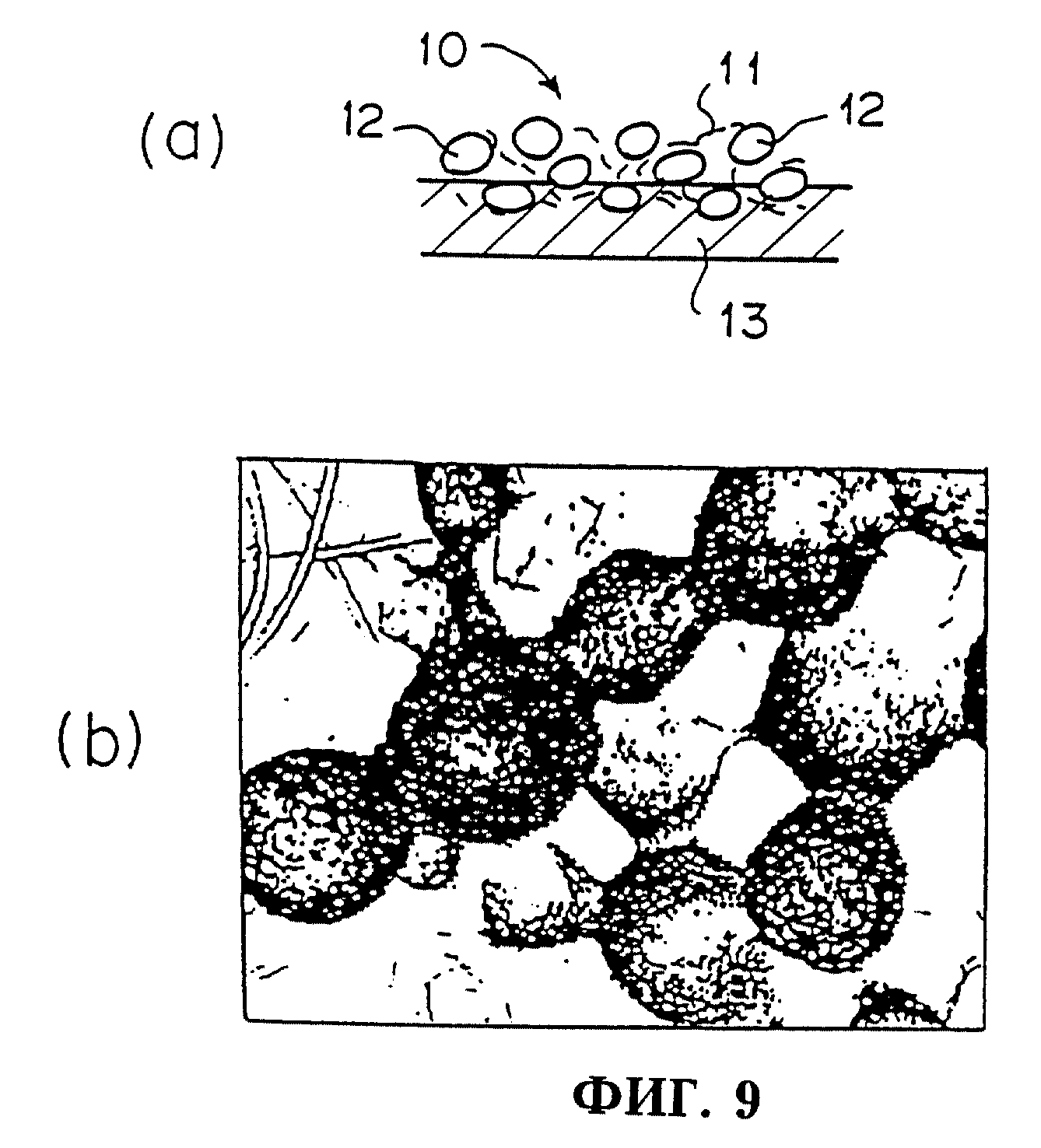
На фиг. 9 изображен еще один листовой материал, состоящий из абсорбирующего композиционного материла в соответствии с настоящим изобретением; на фиг.9(а) изображен его схематический вид в продольном сечении, а на фиг.9(b) - его микрофотосхема.
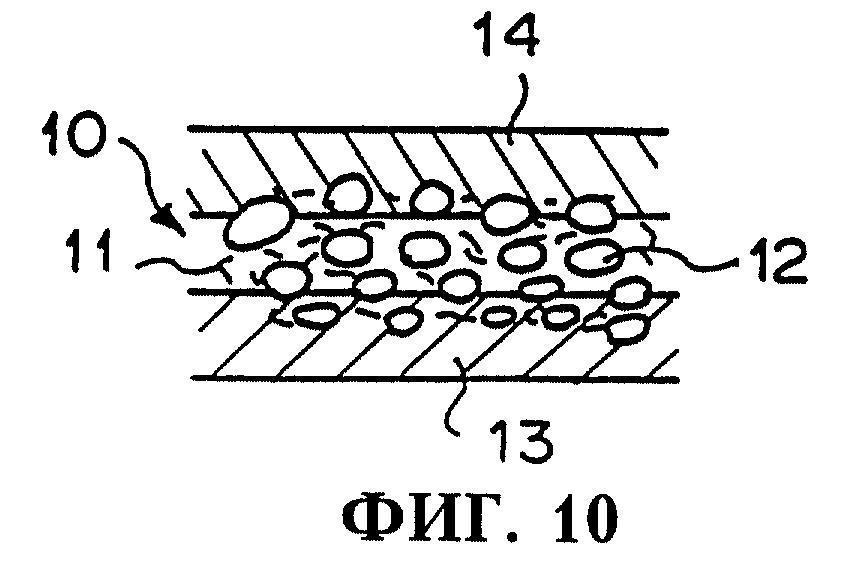
На фиг. 10 изображен схематический вид в продольном сечении композиционного листового материала в соответствии с настоящим изобретением.
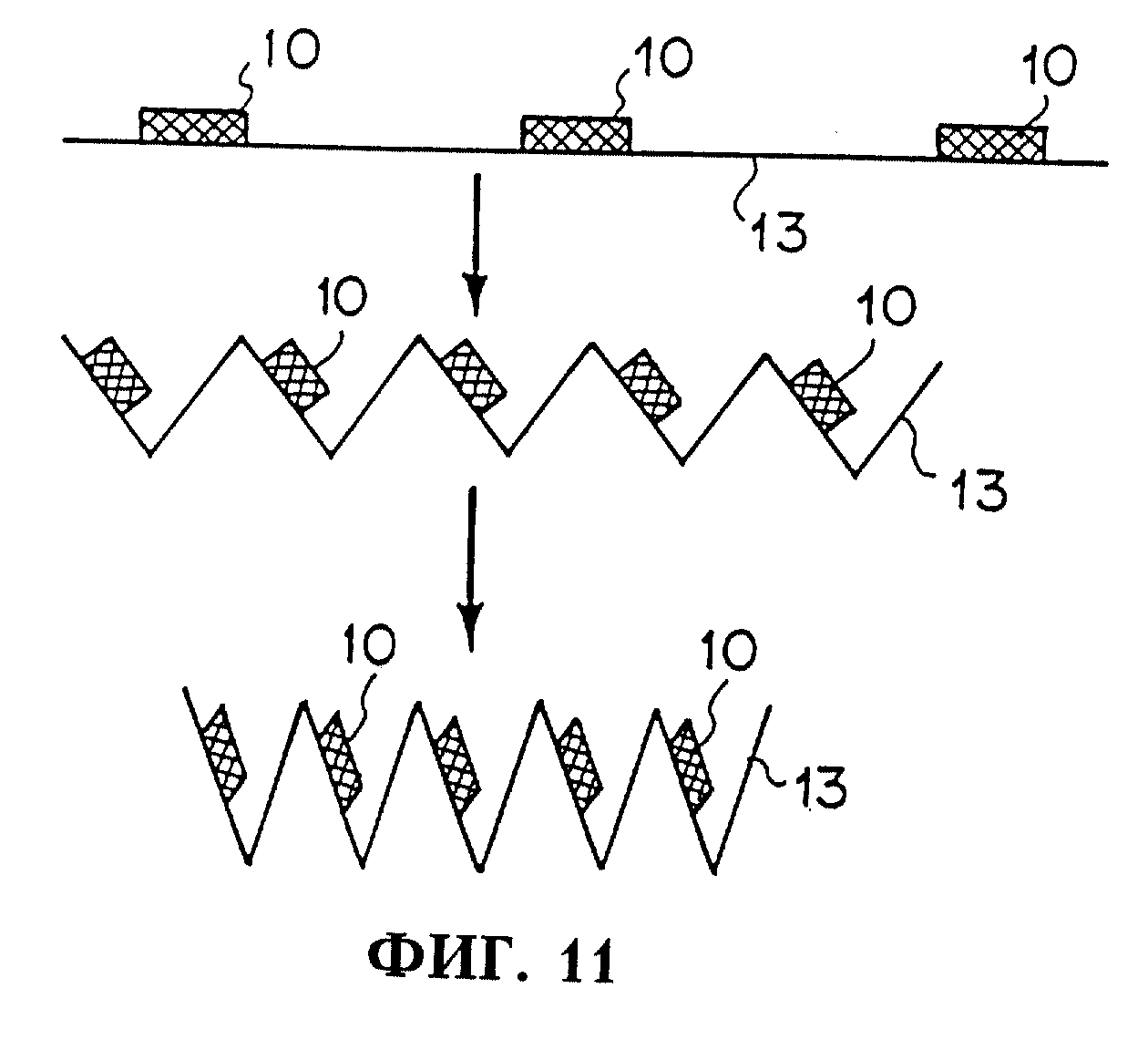
На фиг. 11 изображен вид в продольном сечении композиционного листового материала в соответствии с настоящим изобретением.
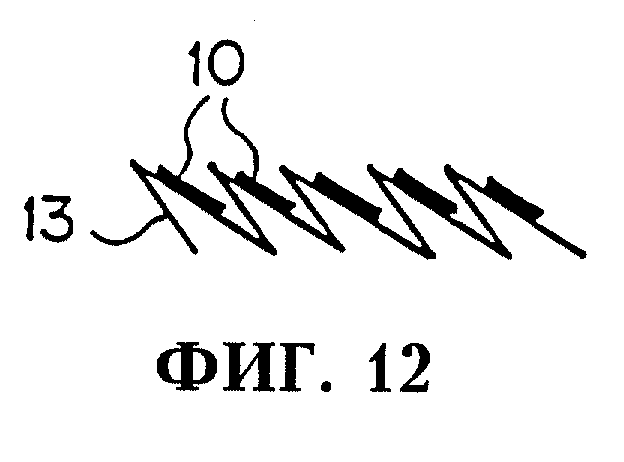
На фиг. 12 изображен вид в продольном сечении композиционного листового материала в соответствии с настоящим изобретением.
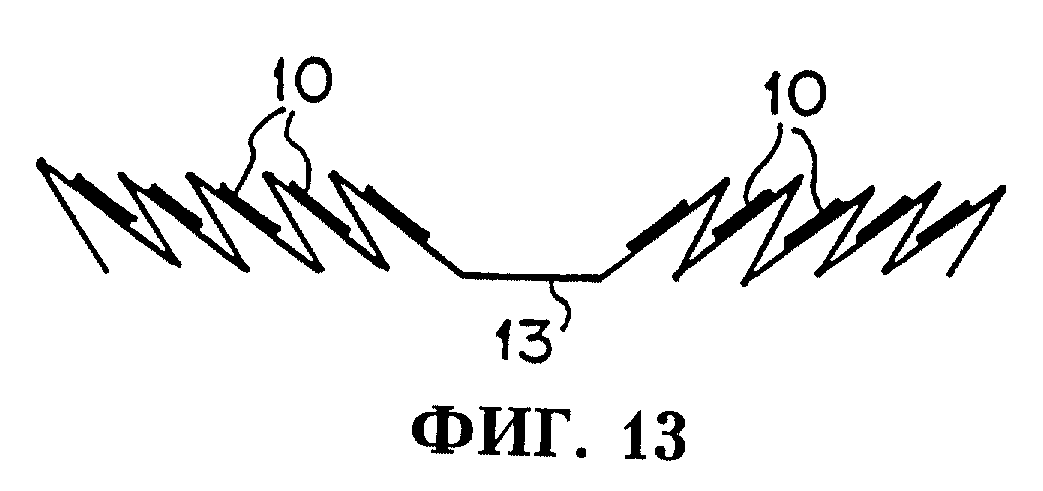
На фиг. 13 изображен вид в продольном сечении композиционного листового материала в соответствии с настоящим изобретением.
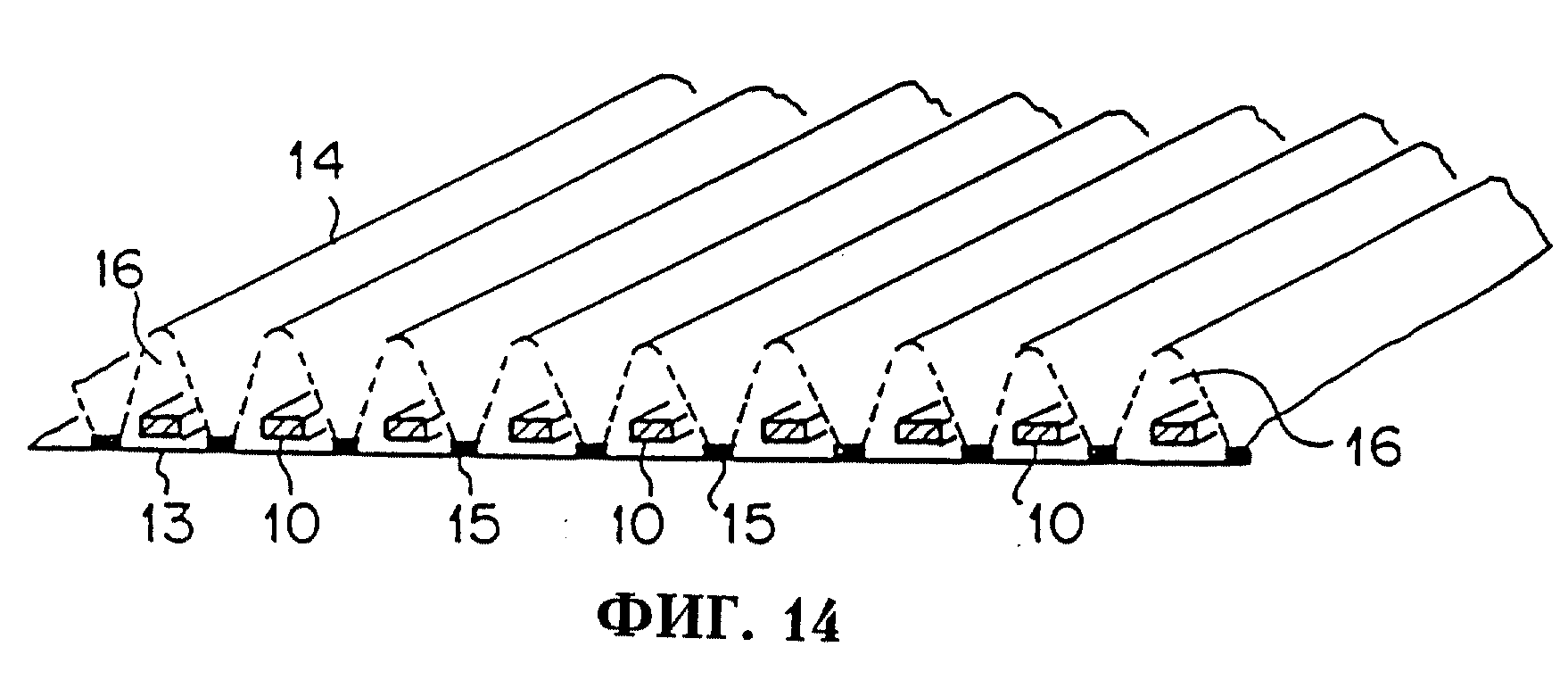
На фиг. 14 изображен частичный вид в перспективе композиционного листового материала в соответствии с настоящим изобретением.
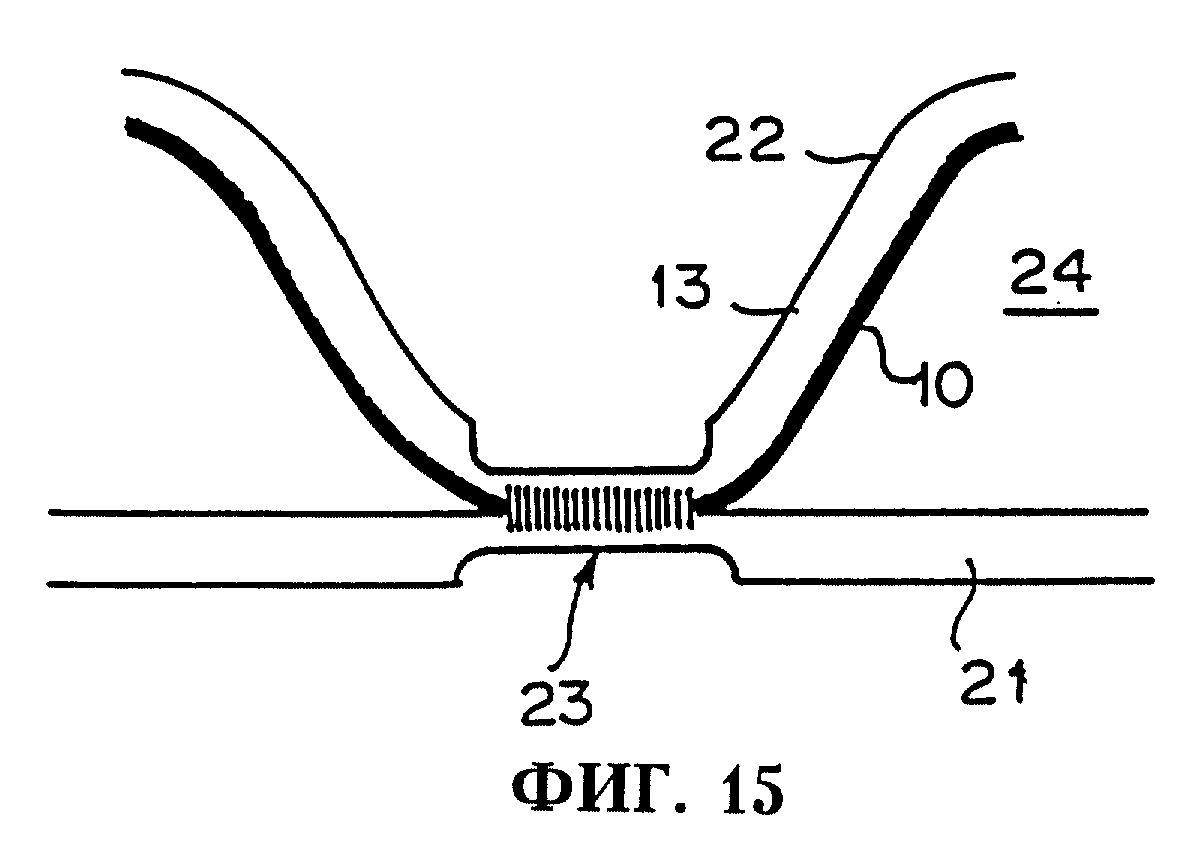
На фиг. 15 изображен вид в продольном сечении композиционного листового материала в соответствии с настоящим изобретением.
На фиг. 16 изображен пояснительный рисунок, на котором показан типичный пример абсорбирующего листового материала с заданной схемой распределения абсорбирующих участков.
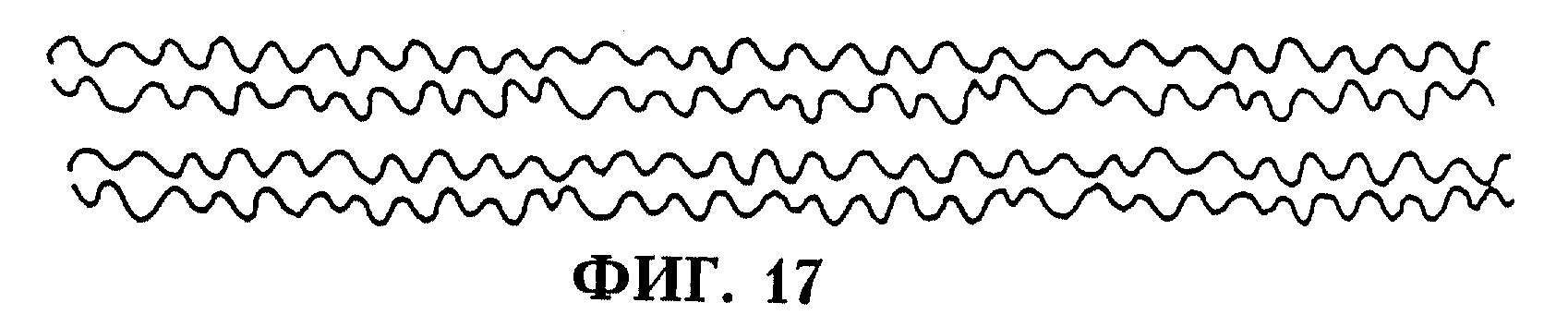
На фиг. 17 изображен пояснительный рисунок, на котором показан еще один типичный пример абсорбирующего листового материала с заданной схемой распределения абсорбирующих участков.
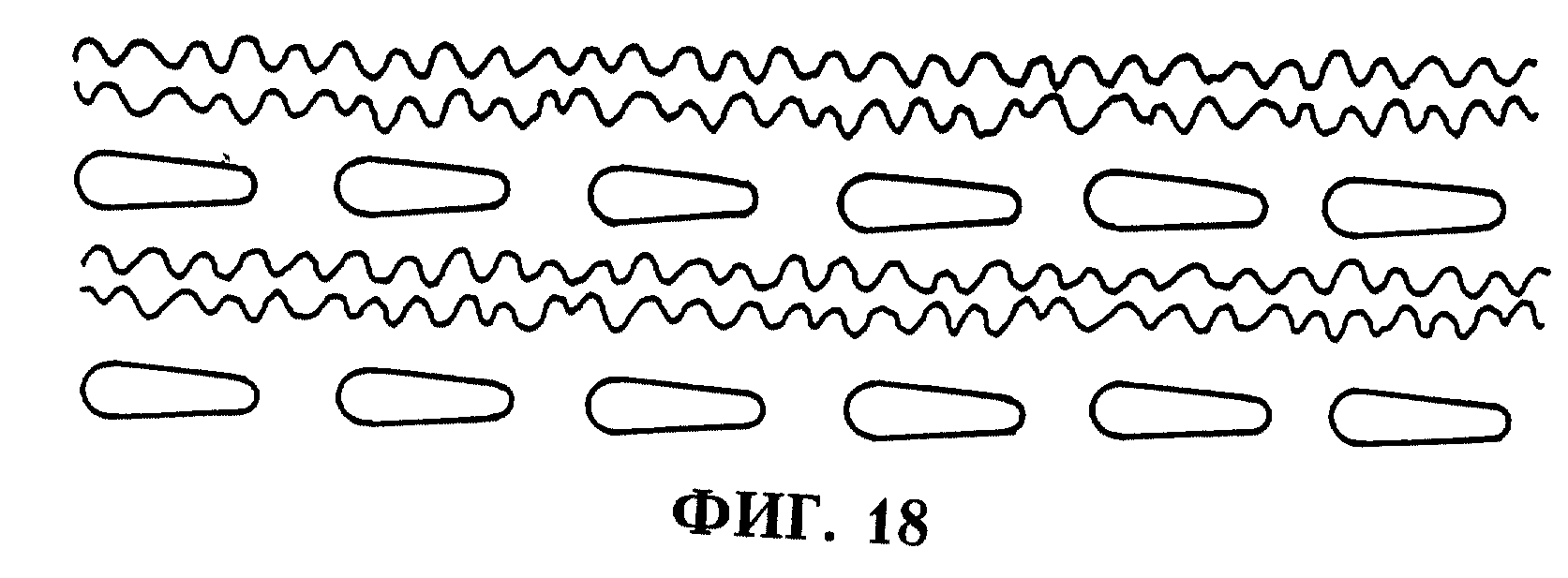
На фиг. 18 изображен пояснительный рисунок, на котором показан дополнительный типичный пример абсорбирующего листового материала с заданной схемой распределения абсорбирующих участков.
На фиг.19(А), (В), (С) и (D) изображены виды в продольном сечении поглотительной трубки различных форм в соответствии с настоящим изобретением.
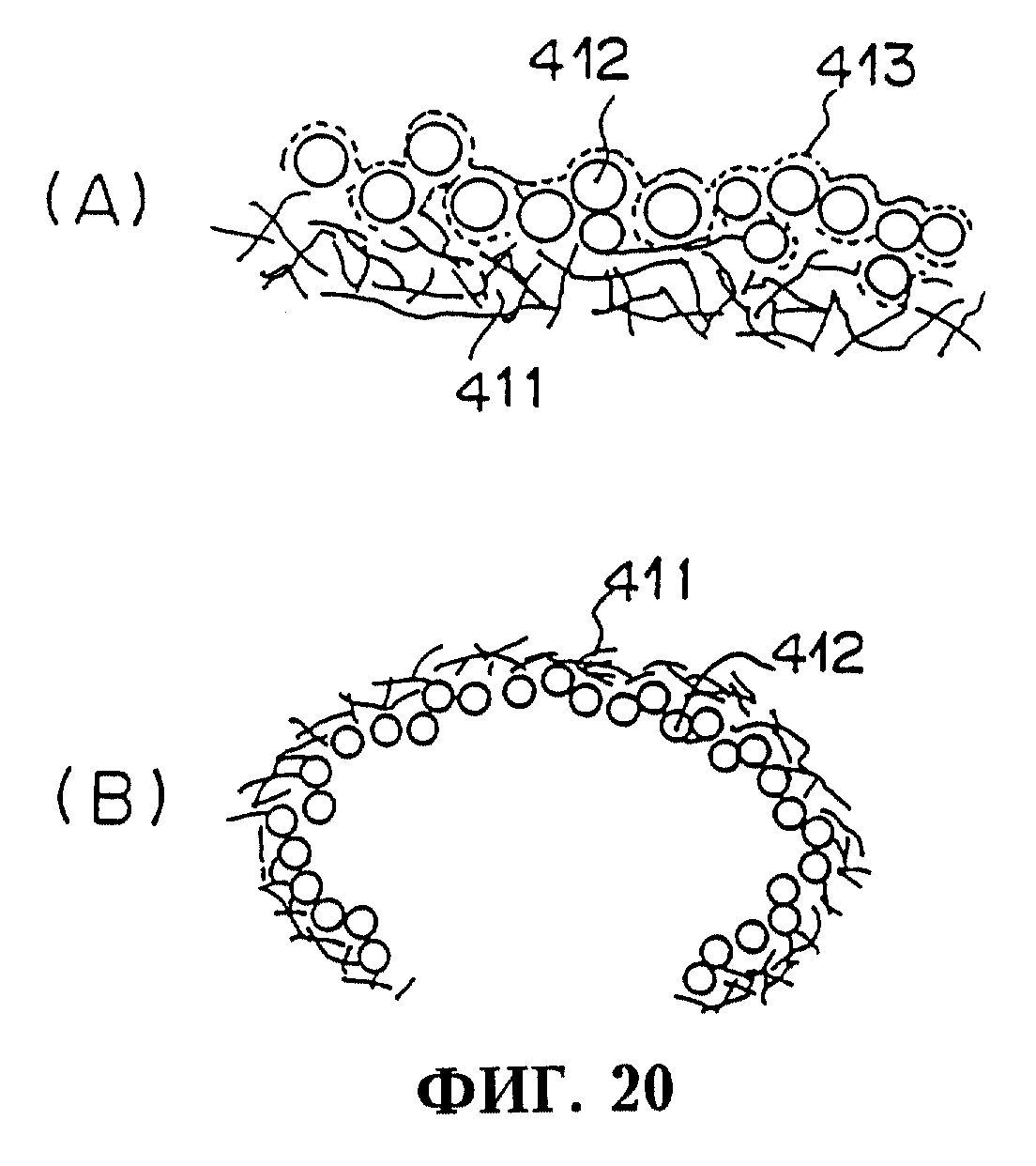
На фиг.20(А) изображен вид в разрезе абсорбирующего листового материала, который может быть использован в соответствии с настоящим изобретением, а на фиг.20(B) изображен вид в поперечном сечении поглотительной трубки, состоящей из абсорбирующего листового материала согласно фиг.20(А).
На фиг.21(А) изображен вид в разрезе абсорбирующего листового материала, который может быть использован в соответствии с настоящим изобретением, а на фиг.21(B) изображен вид в поперечном сечении поглотительной трубки, состоящей из абсорбирующего листового материала согласно фиг.21(А).
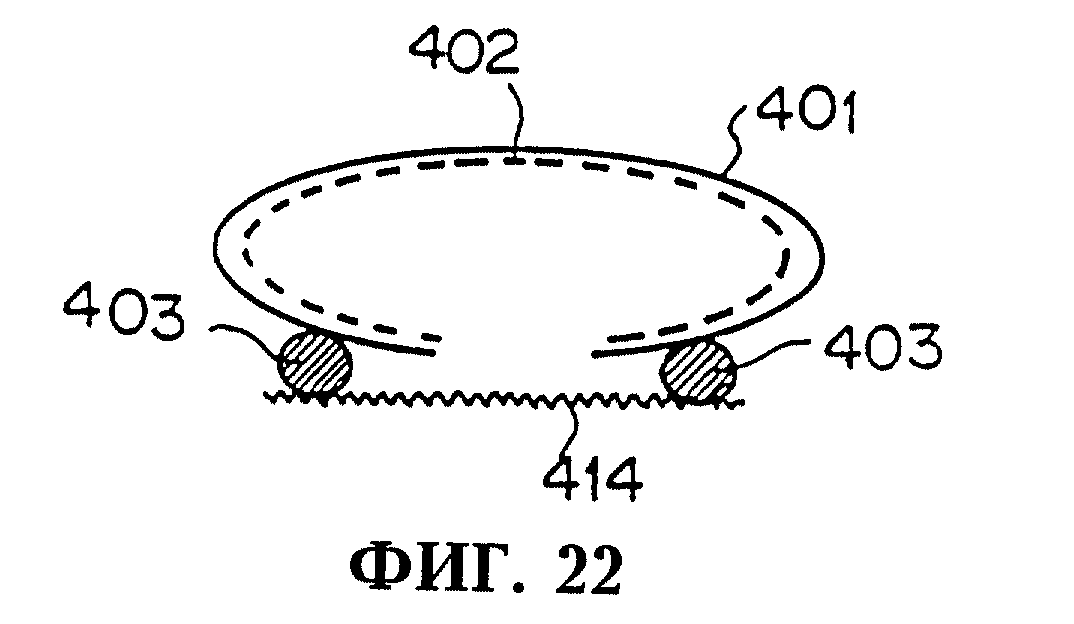
На фиг.22 изображен вид в поперечном сечении еще одного примера поглотительной трубки в соответствии с настоящим изобретением.
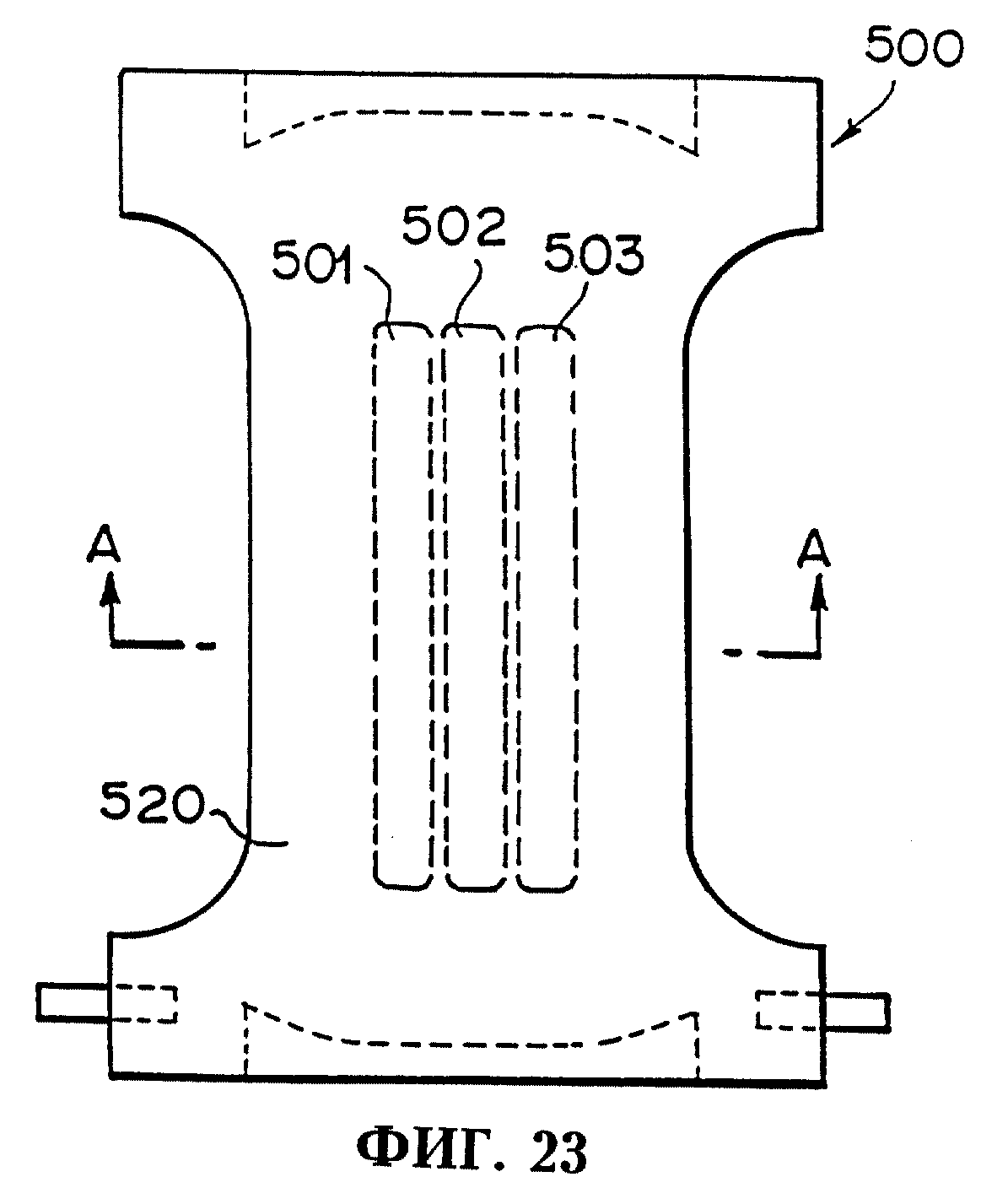
На фиг.23 изображен вид сверху примера абсорбирующего изделия в соответствии с настоящим изобретением.
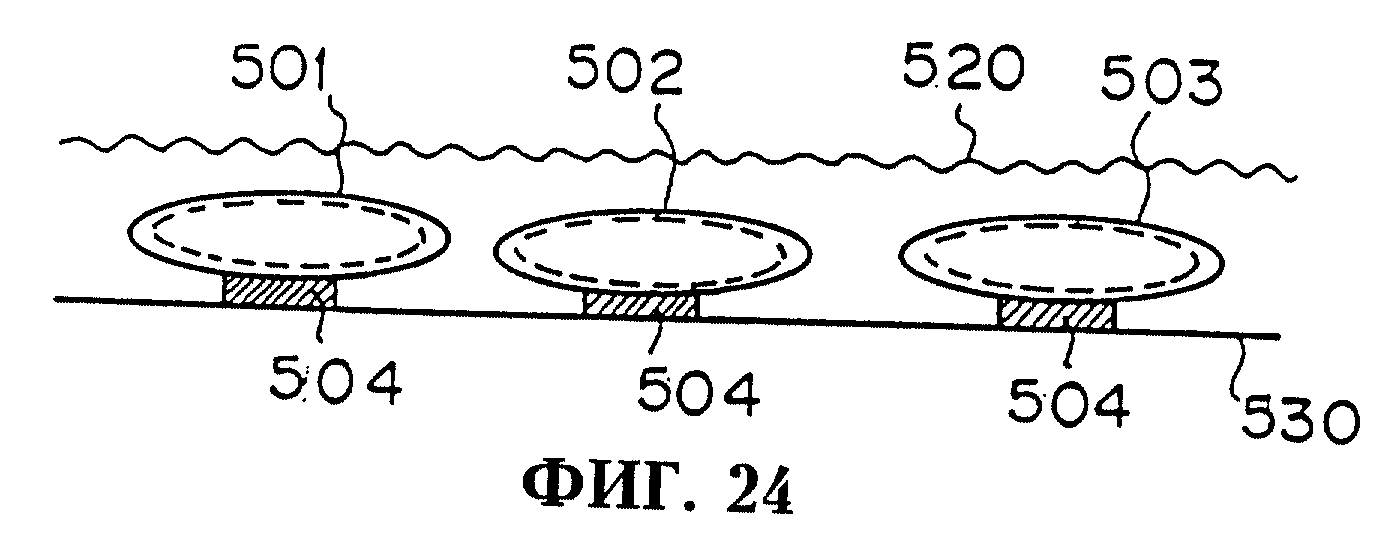
На фиг.24 изображен местный вид в разрезе по линиям А-А на фиг.23.
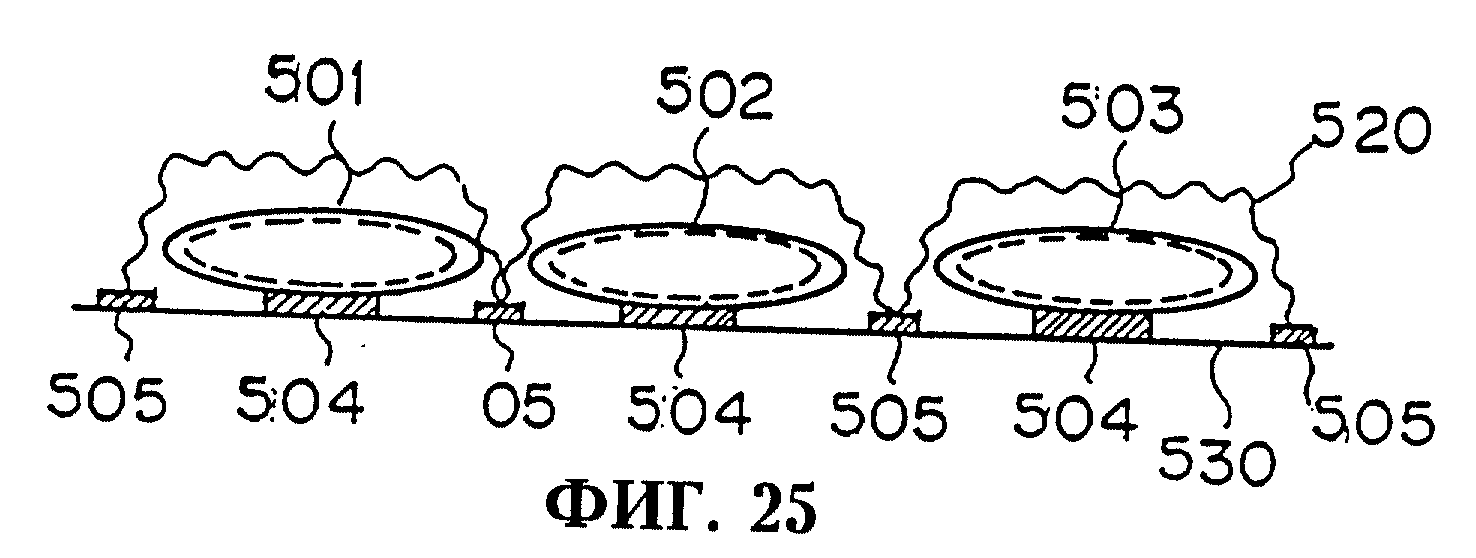
На фиг. 25 изображен вид в разрезе еще одного абсорбирующего изделия в соответствии с настоящим изобретением, изображенного так же, как на фиг.23.
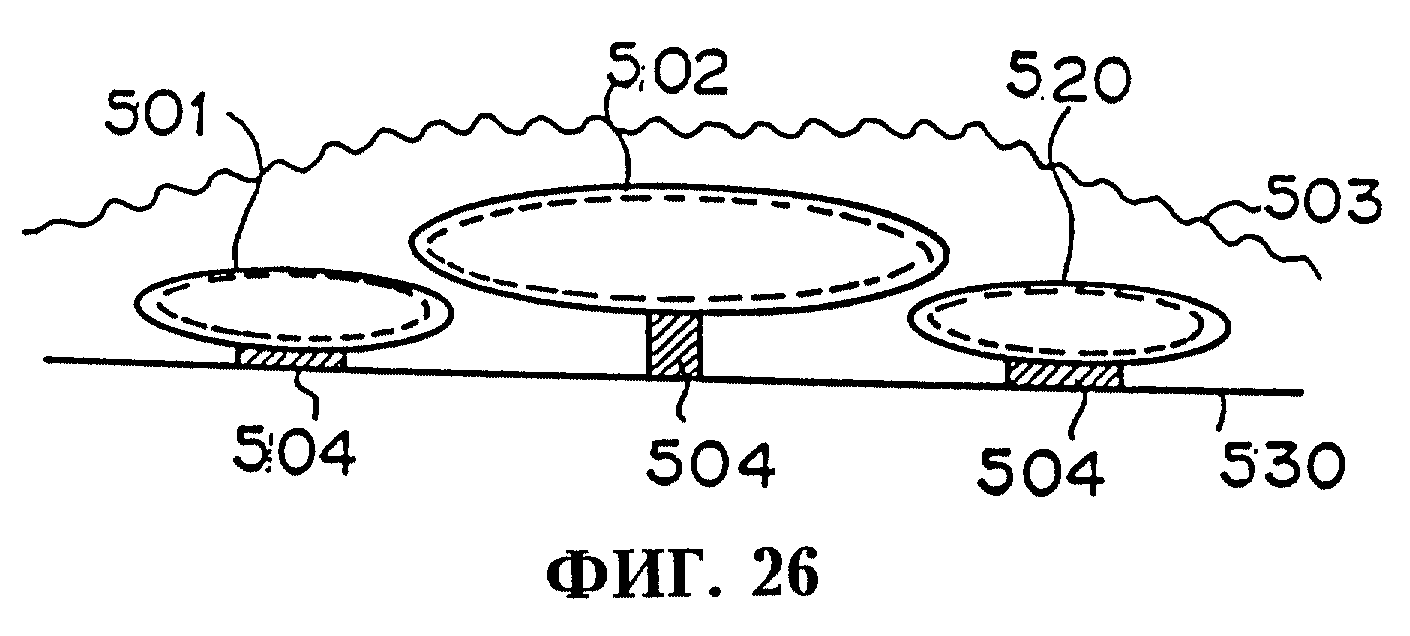
На фиг.26 изображен вид в разрезе другого абсорбирующего изделия в соответствии с настоящим изобретением, изображенного так же, как на фиг.23.
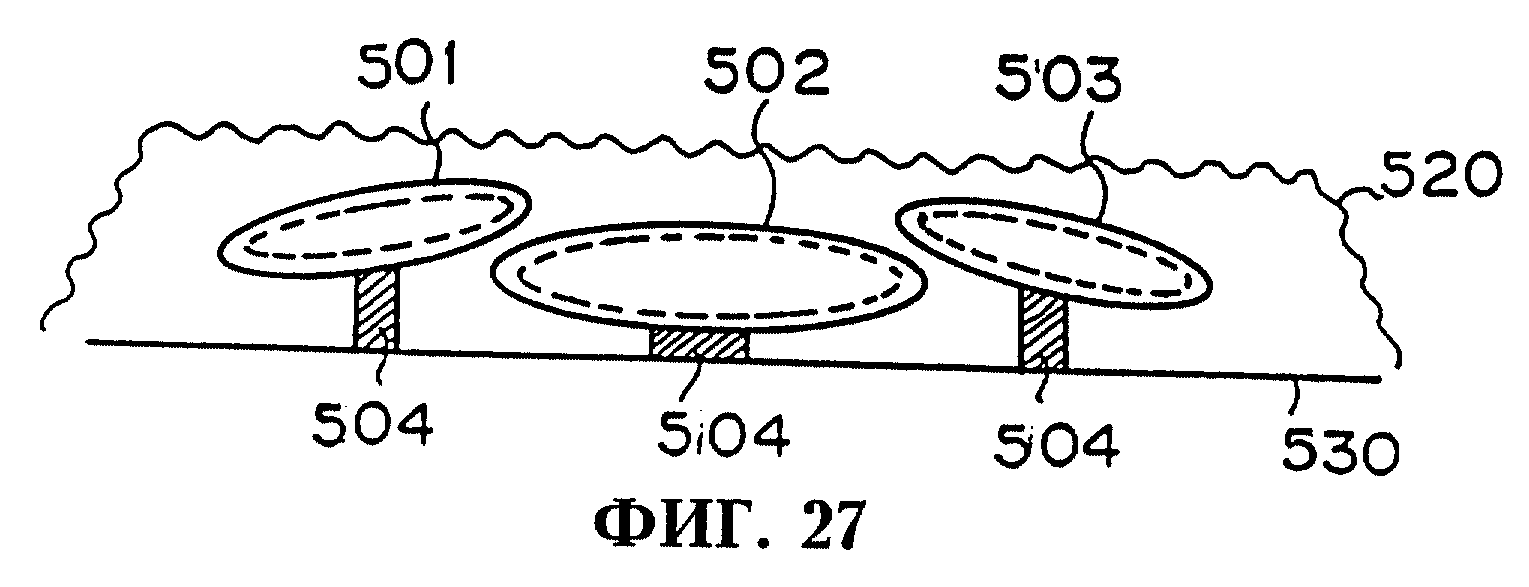
На фиг.27 изображен вид в разрезе дополнительного абсорбирующего изделия в соответствии с настоящим изобретением, изображенного так же, как на фиг. 23.
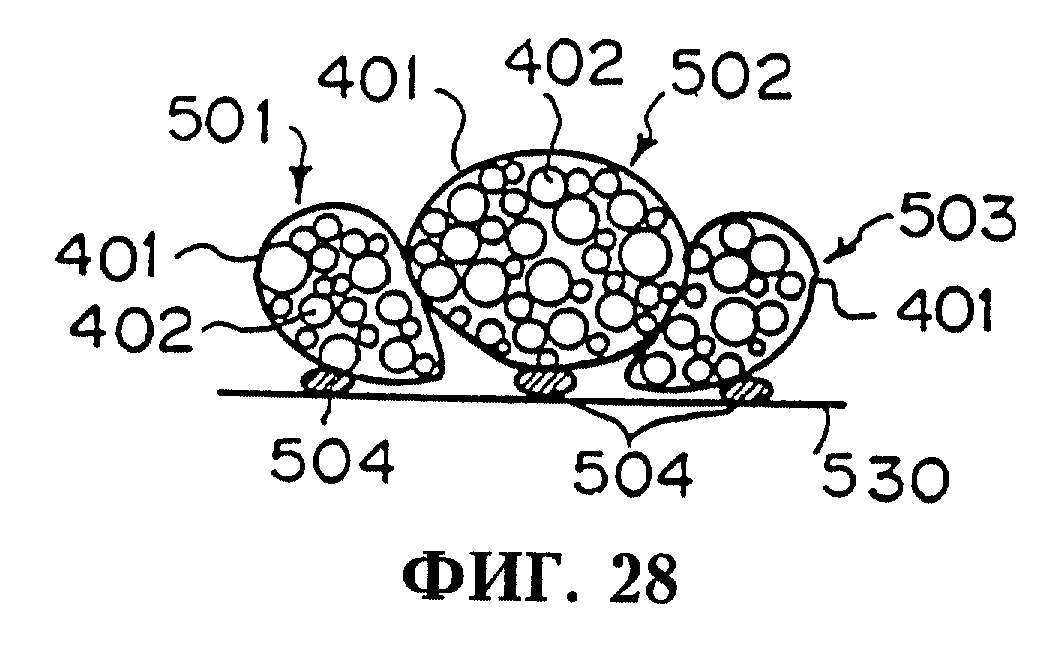
На фиг.28 изображен вид в разрезе поглотительной трубки в набухшем виде, применяемой в абсорбирующем изделии в соответствии с настоящим изобретением, изображенным на фиг.24.
На фиг.29 изображен вид в разрезе еще одного абсорбента в соответствии с настоящим изобретением, изображенного так же, как на фиг.23.
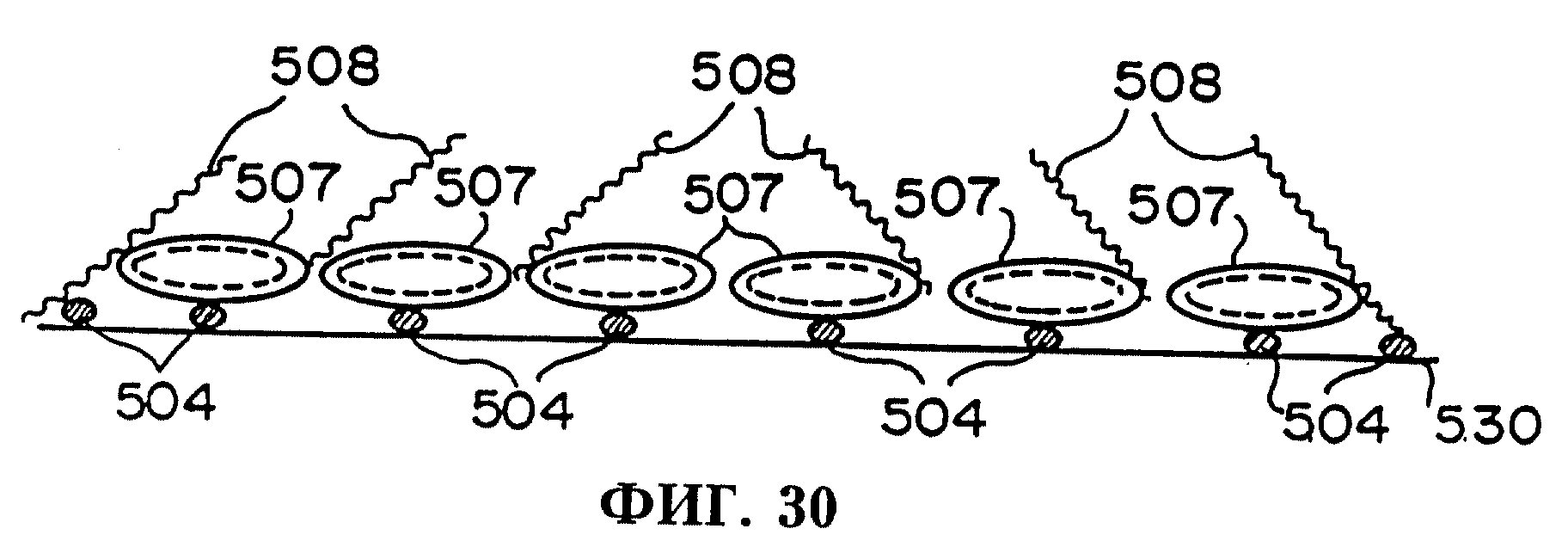
На фиг.30 изображен вид в разрезе еще одного абсорбента в соответствии с настоящим изобретением, изображенного так же, как на фиг.23.
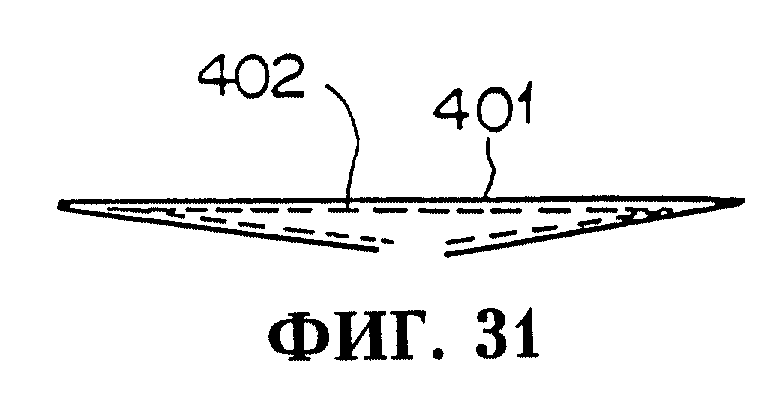
На фиг. 31 изображен вид в поперечном сечении другого примера поглотительной трубки в соответствии с настоящим изобретением.
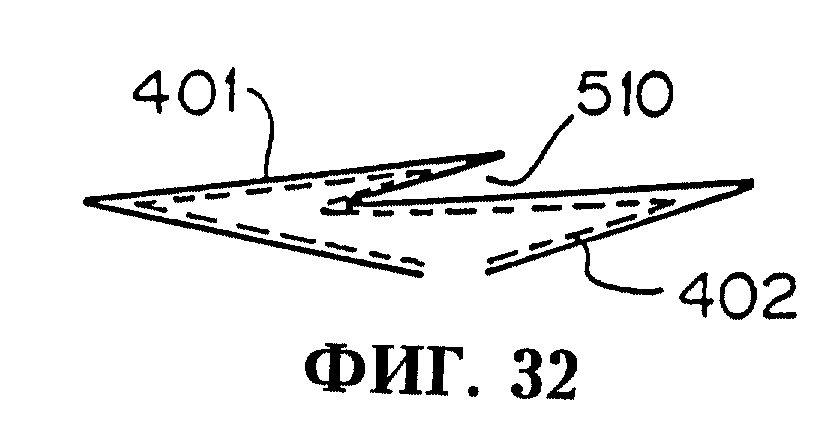
На фиг. 32 изображен вид в поперечном сечении другого примера поглотительной трубки в соответствии с настоящим изобретением.
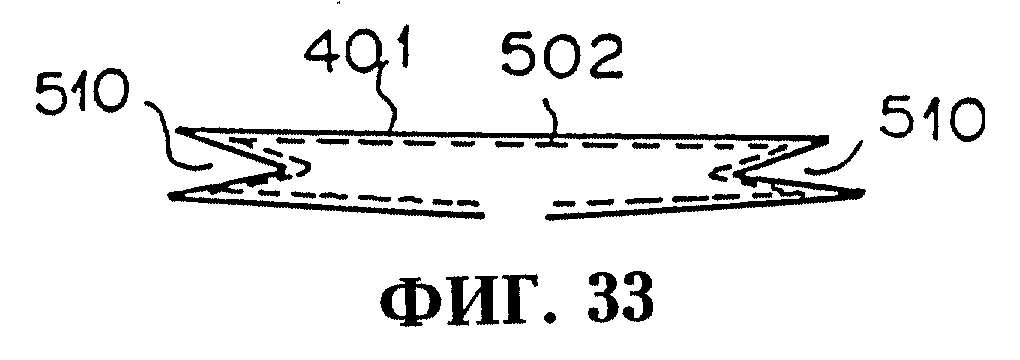
На фиг. 33 изображен вид в поперечном сечении другого примера поглотительной трубки в соответствии с настоящим изобретением.
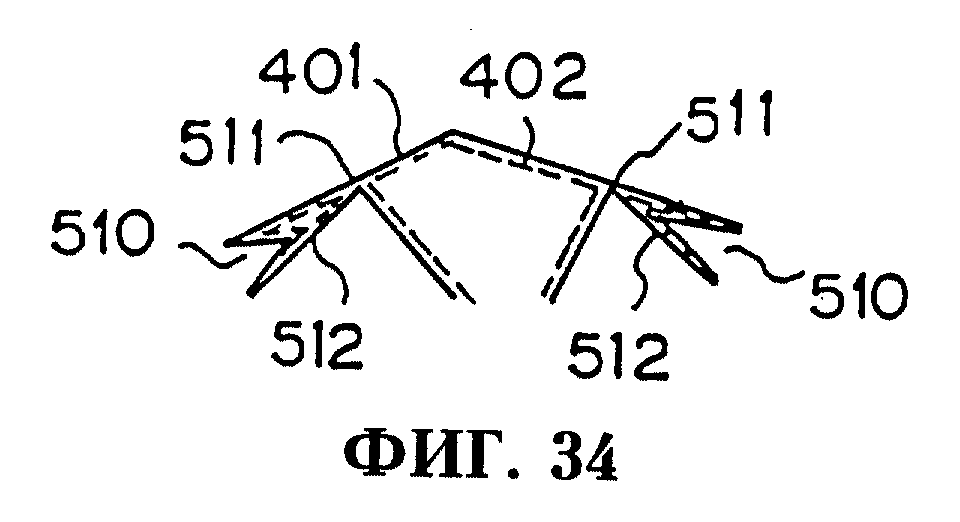
На фиг. 34 изображен вид в поперечном сечении другого примера поглотительной трубки в соответствии с настоящим изобретением.
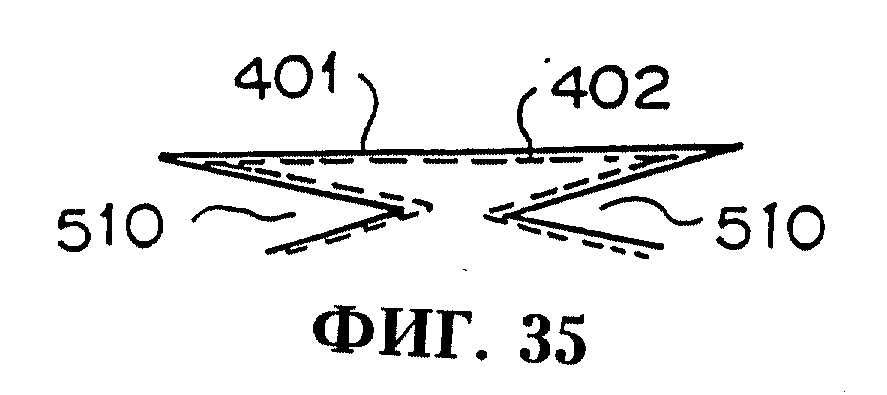
На фиг. 35 изображен вид в поперечном сечении другого примера поглотительной трубки в соответствии с настоящим изобретением.
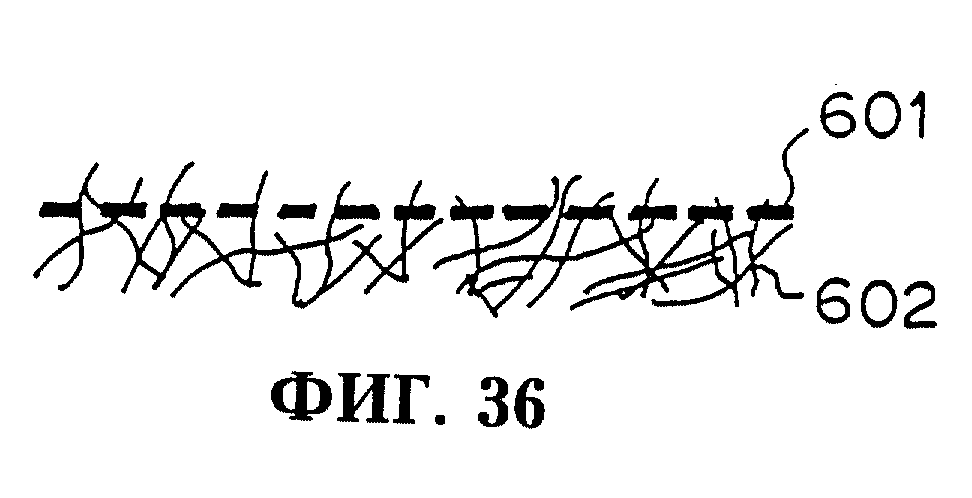
На фиг.36 изображен вид в разрезе подложки, которая может быть использована для образования поглотительной трубки в соответствии с настоящим изобретением.
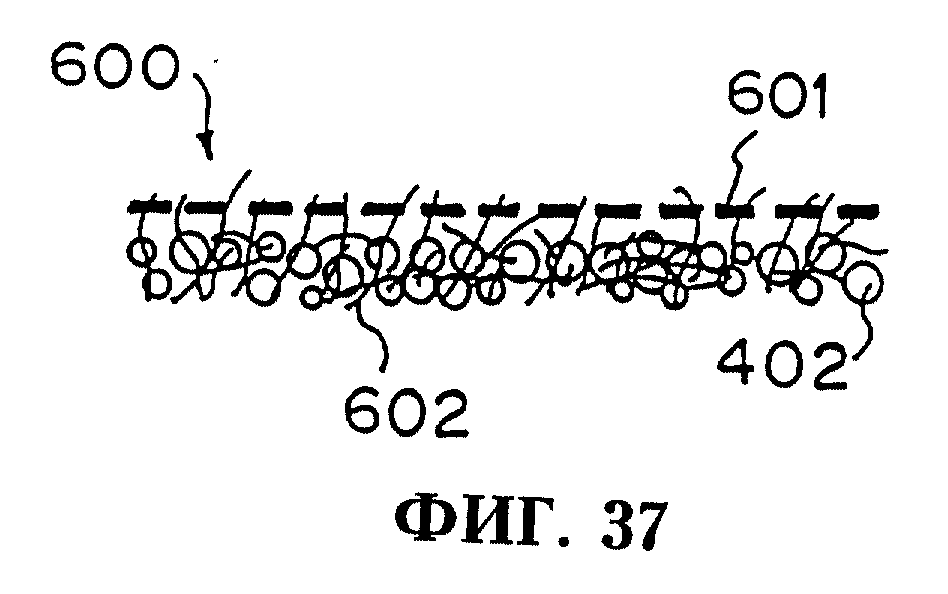
На фиг. 37 изображен вид в разрезе, на котором показано условие, при котором частицы SAP увлекаются и удерживаются подложкой согласно фиг.37.
На фиг. 38 изображен местный вид в разрезе абсорбирующего изделия, образованного за счет применения поглотительной трубки, имеющей структуру согласно фиг.37.
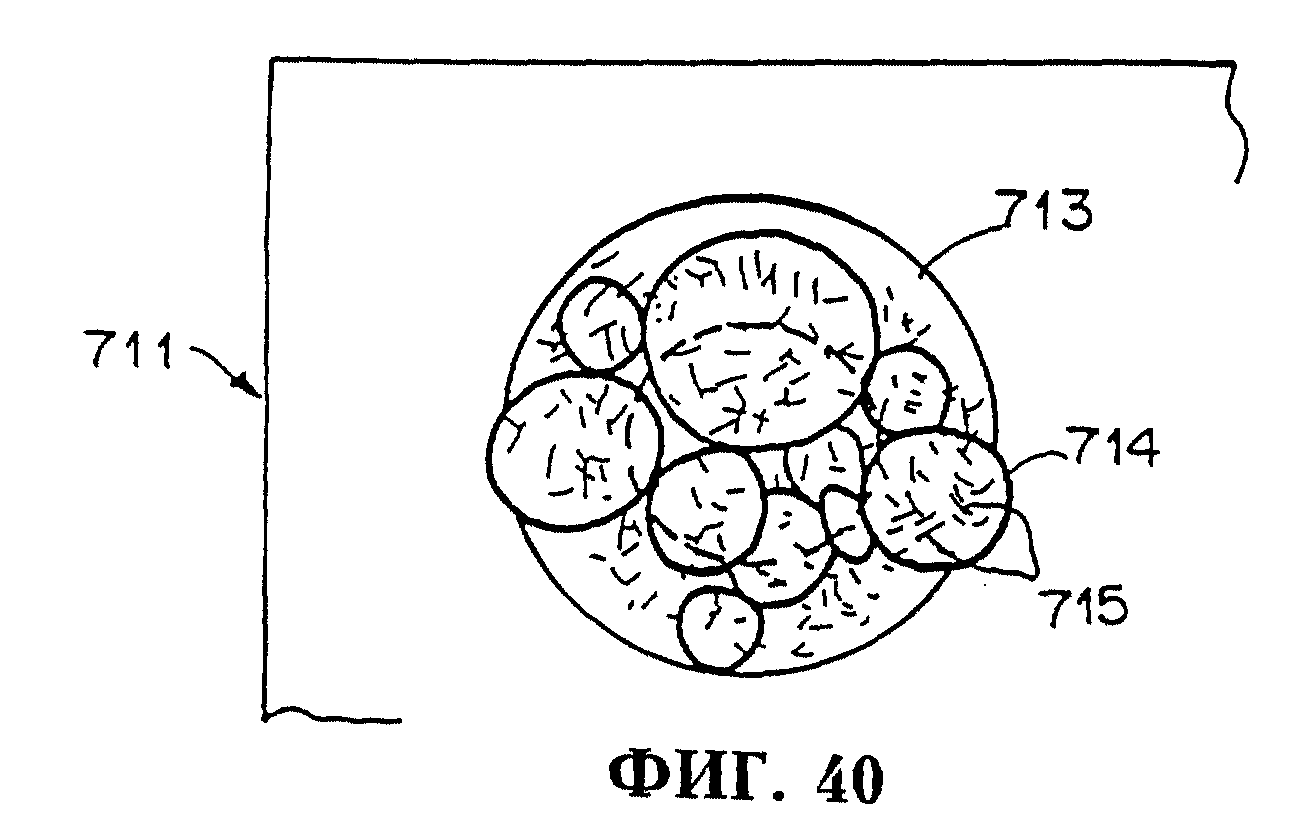
На фиг. 40 изображен вид сверху, на котором показана часть поверхности абсорбирующего листового материала в соответствии с настоящим изобретением.
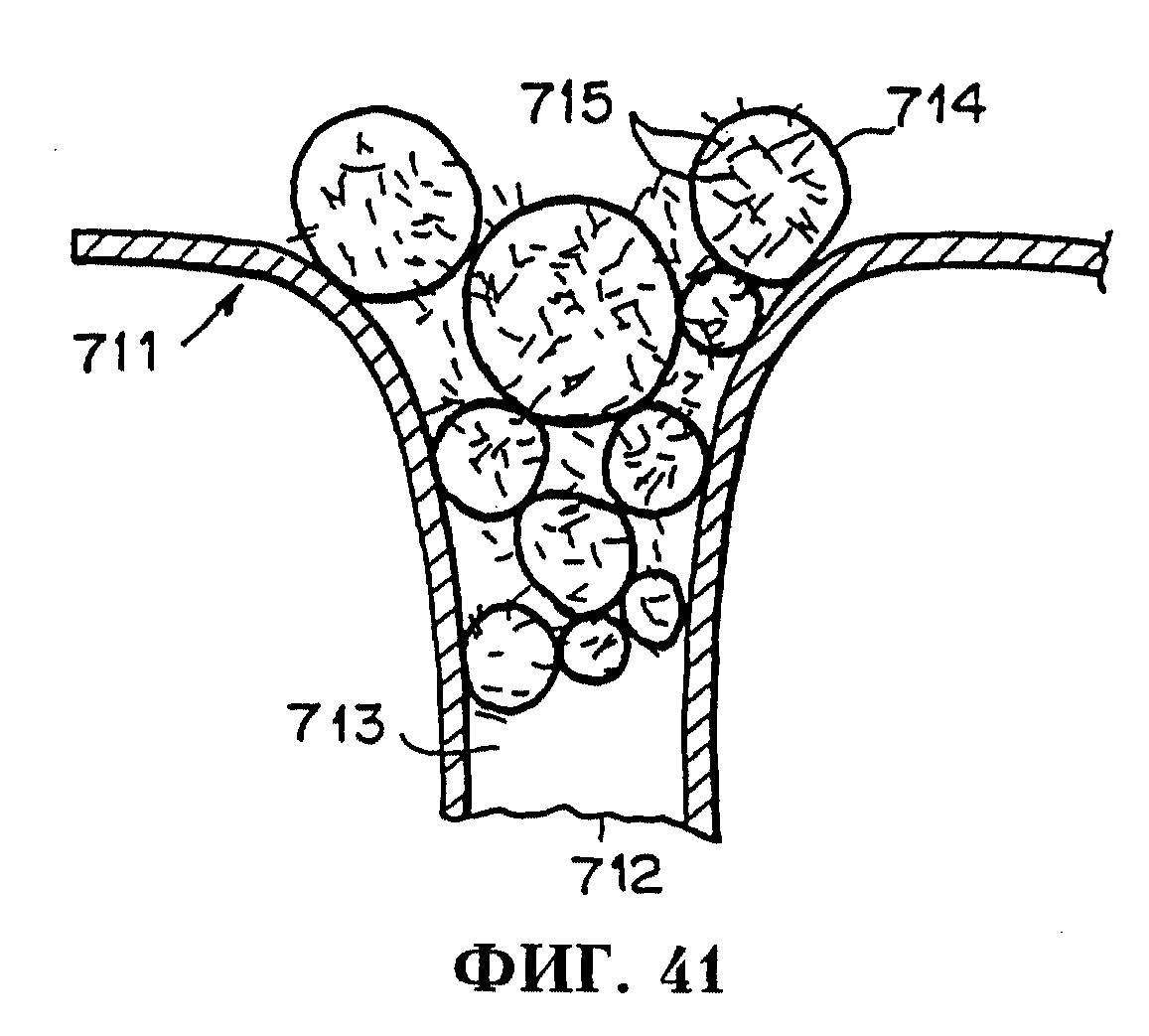
На фиг.41 изображен вид в продольно сечении абсорбирующего листового материала согласно фиг.40.
На фиг. 42 изображена диаграмма, на которой схематически показана технология изготовления абсорбирующего листового материала в соответствии с настоящим изобретением.
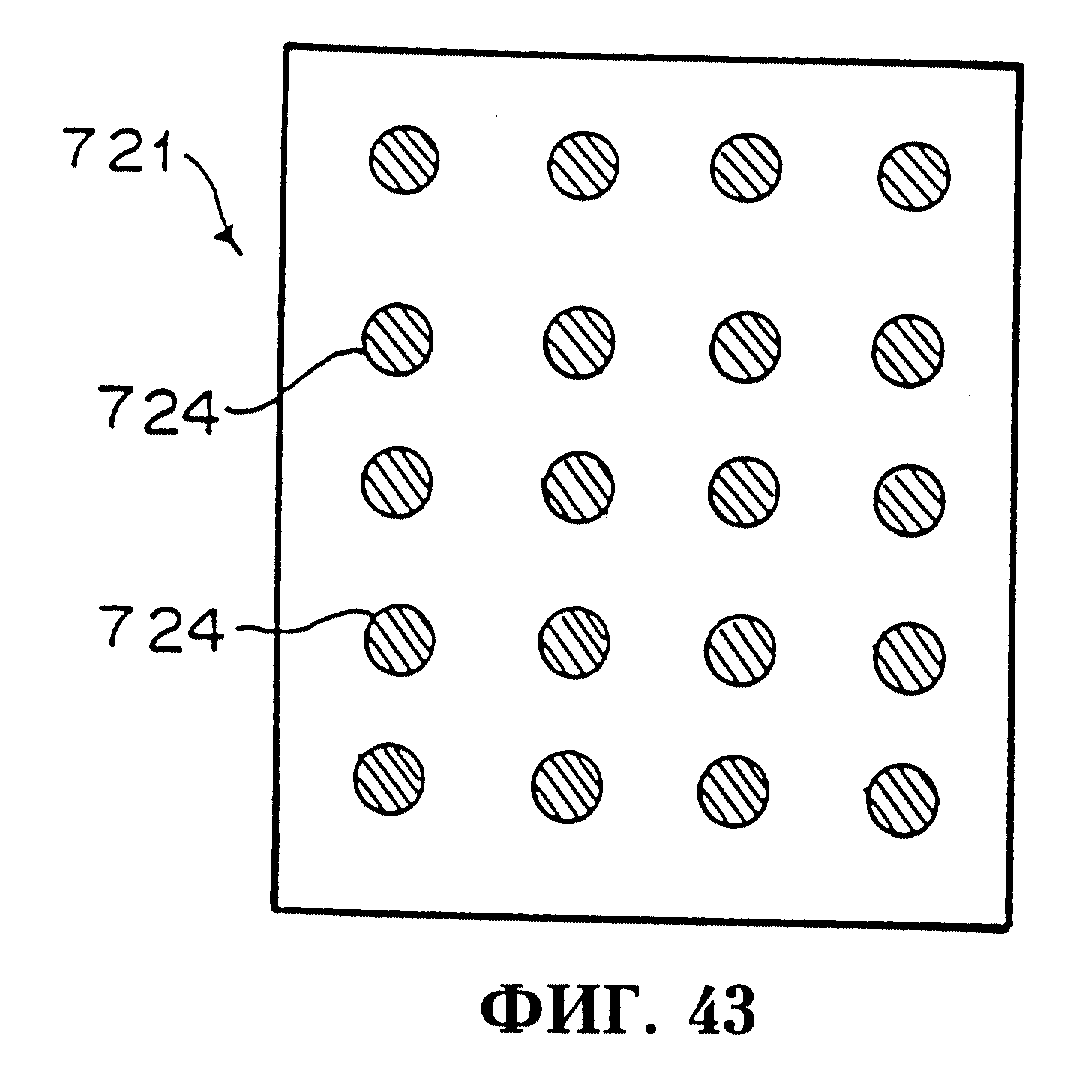
На фиг. 43 изображен вид сверху влагопроницаемого листового материала, используемого для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
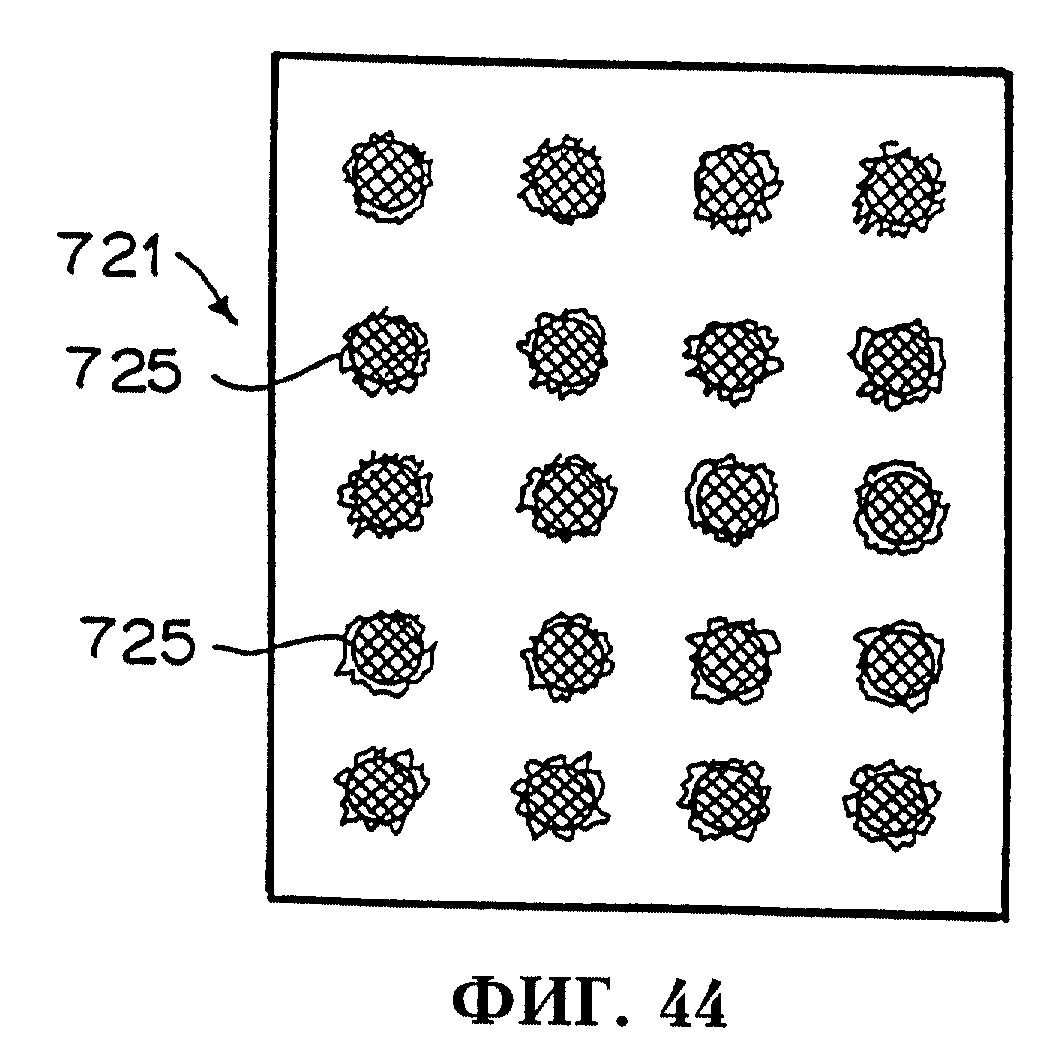
На фиг. 44 изображен вид сверху, на котором показаны углубления во влагопроницаемом листовом материале согласно фиг.43, заполненные абсорбирующим веществом.
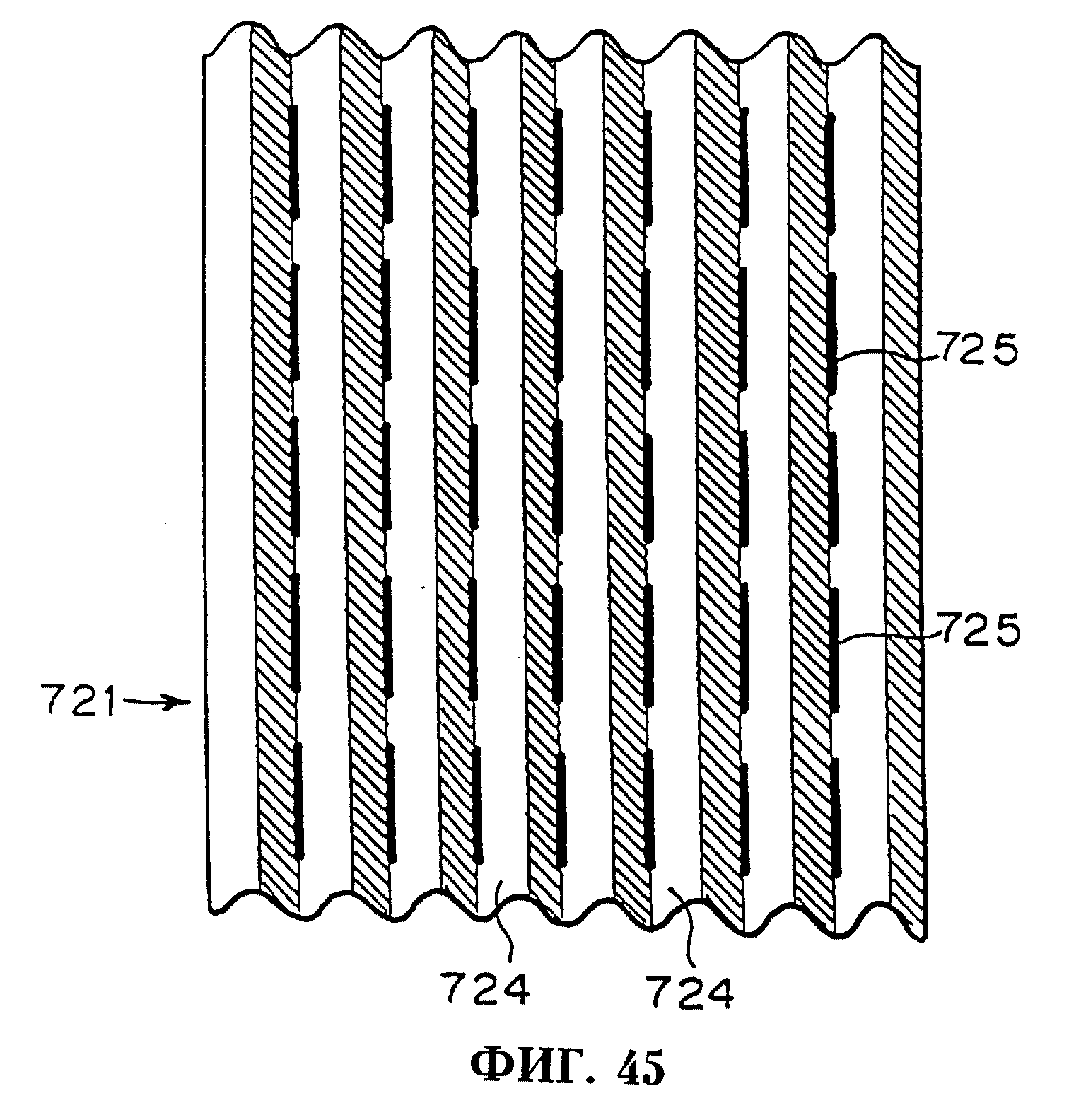
На фиг.45 изображен местный вид сверху, на котором показан другой абсорбирующий лист в соответствии с настоящим изобретением.
На фиг.46 изображен местный вид согласно фиг.45 в продольном сечении.
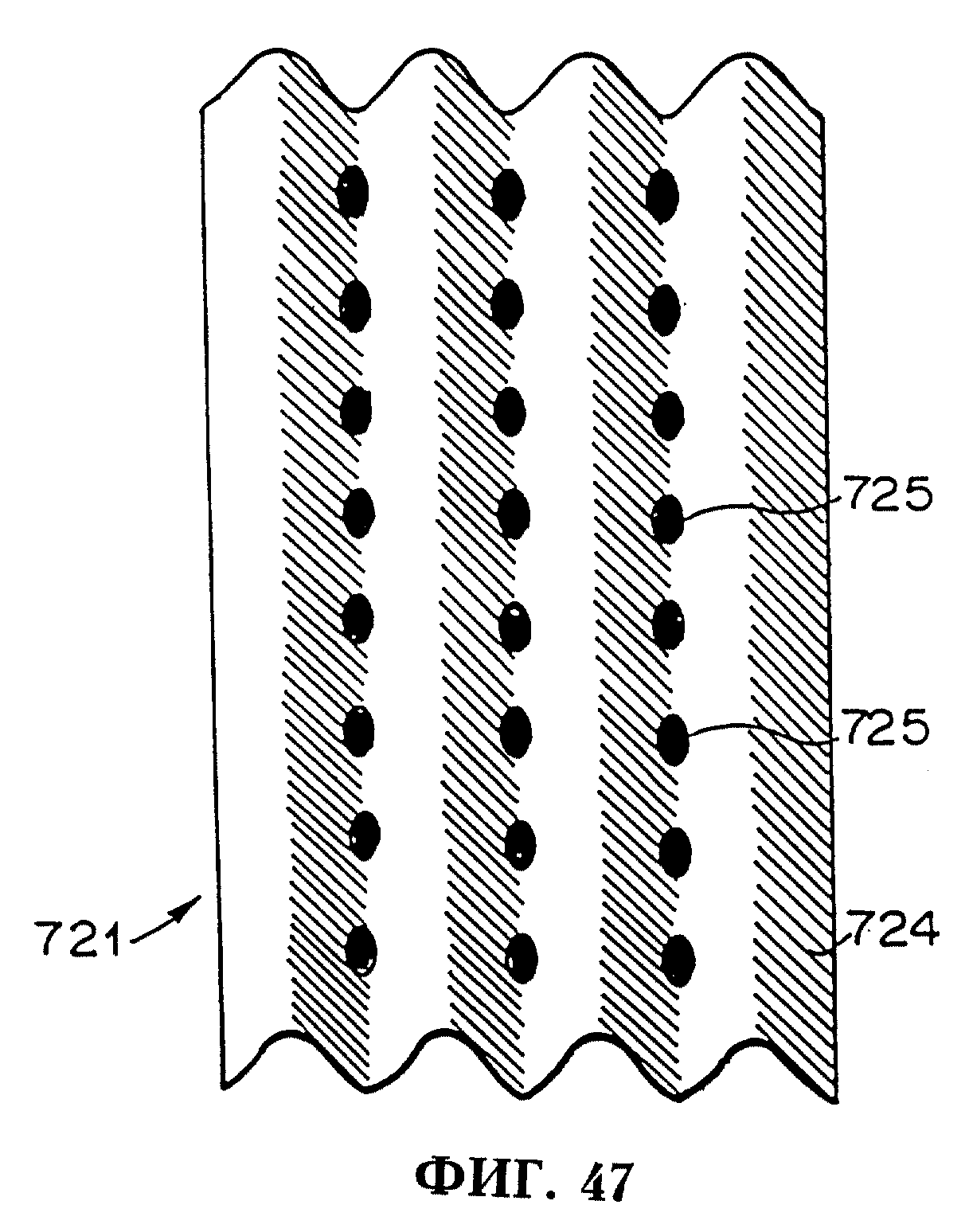
На фиг.47 изображен местный вид сверху, на котором показан еще один абсорбирующий лист в соответствии с настоящим изобретением.
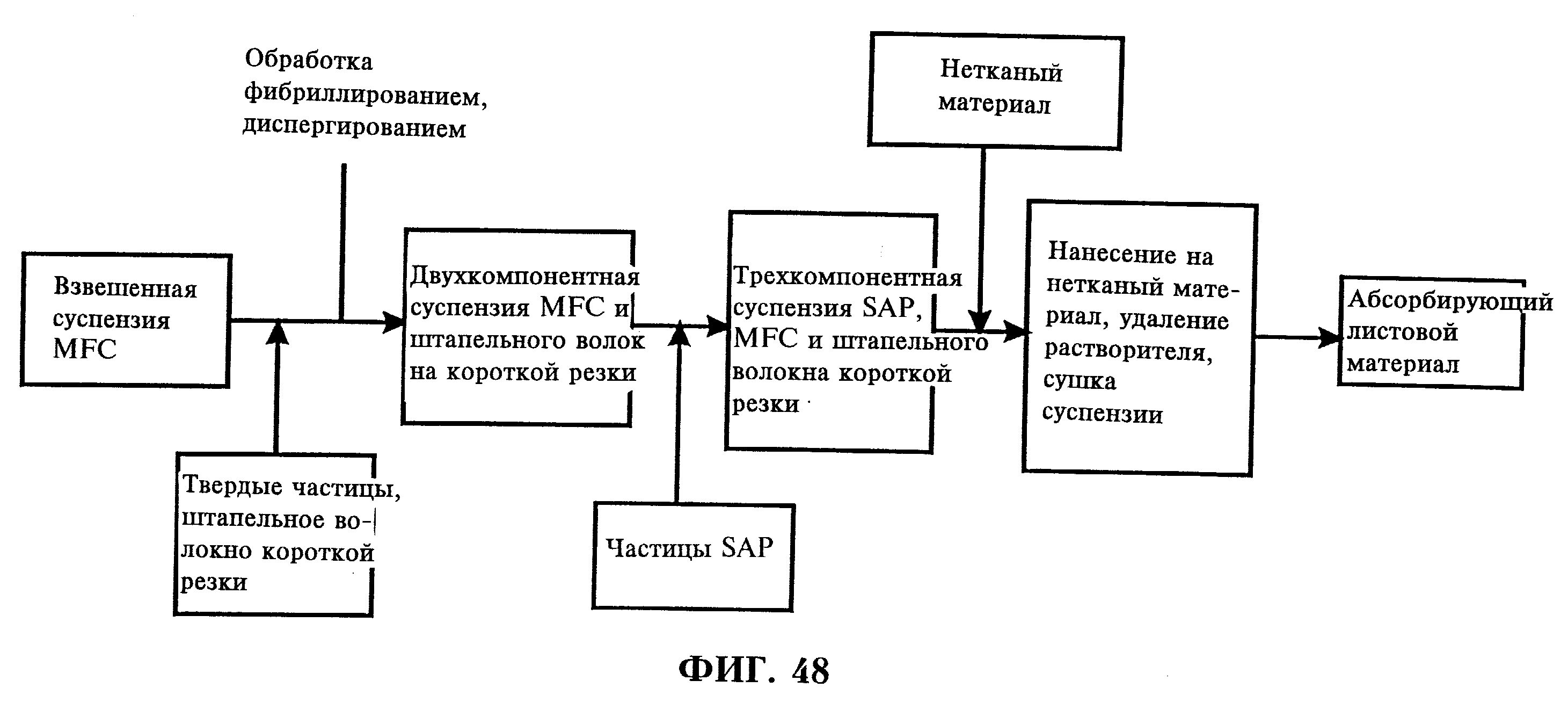
На фиг. 48 изображена блок-схема, на которой показан пример технологии добавления штапельного волокна короткой резки к HFFM в соответствии с настоящим изобретением.
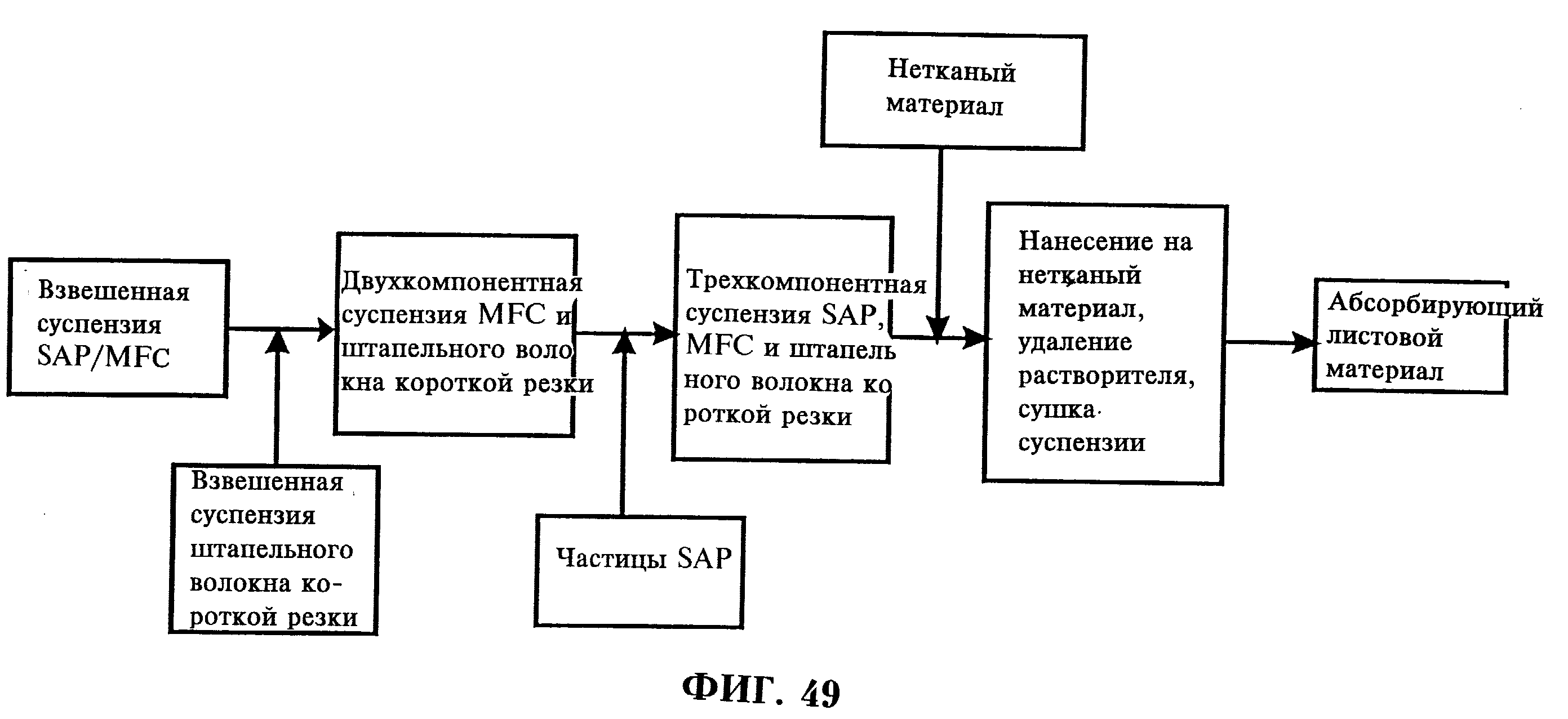
На фиг. 49 изображена блок-схема, на которой показан пример технологии добавления штапельного волокна короткой резки к HFFM в соответствии с настоящим изобретением.
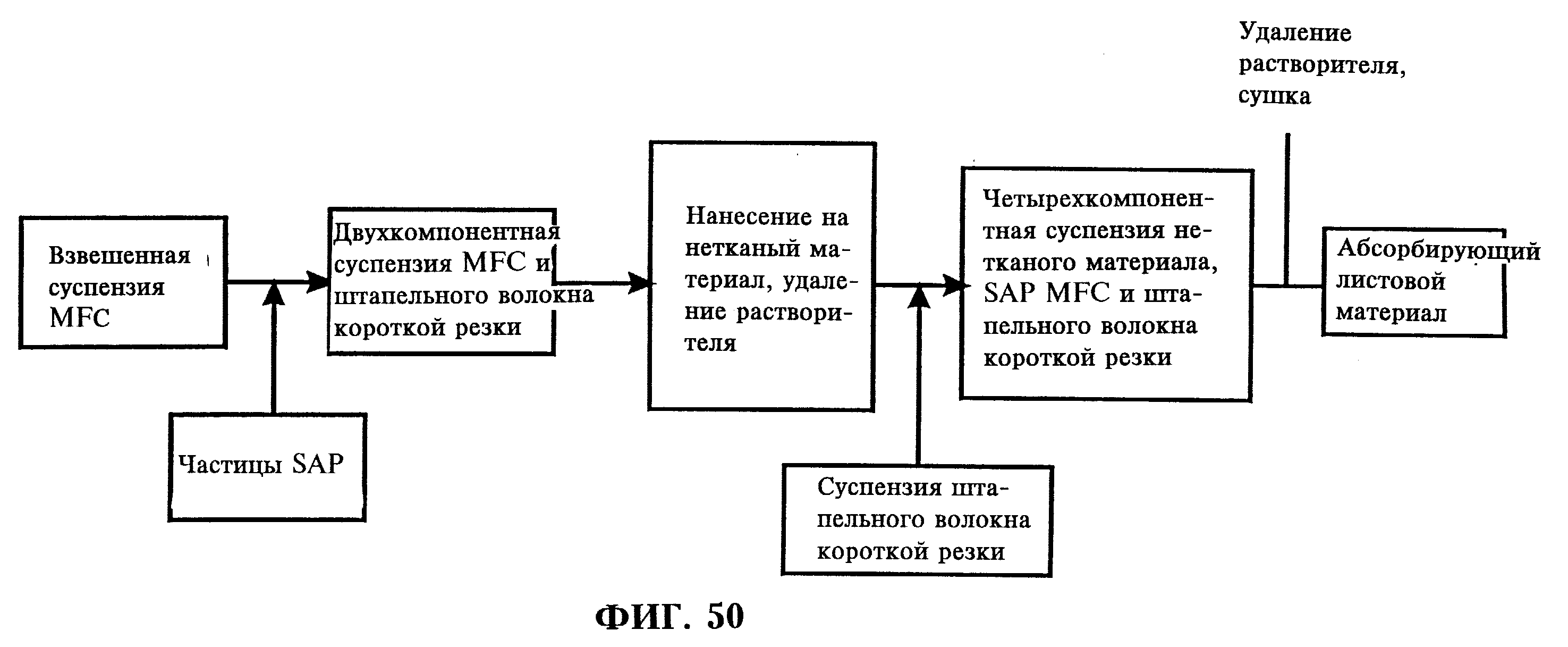
На фиг. 50 изображена блок-схема, на которой показан пример технологии добавления штапельного волокна короткой резки к HFFM в соответствии с настоящим изобретением.
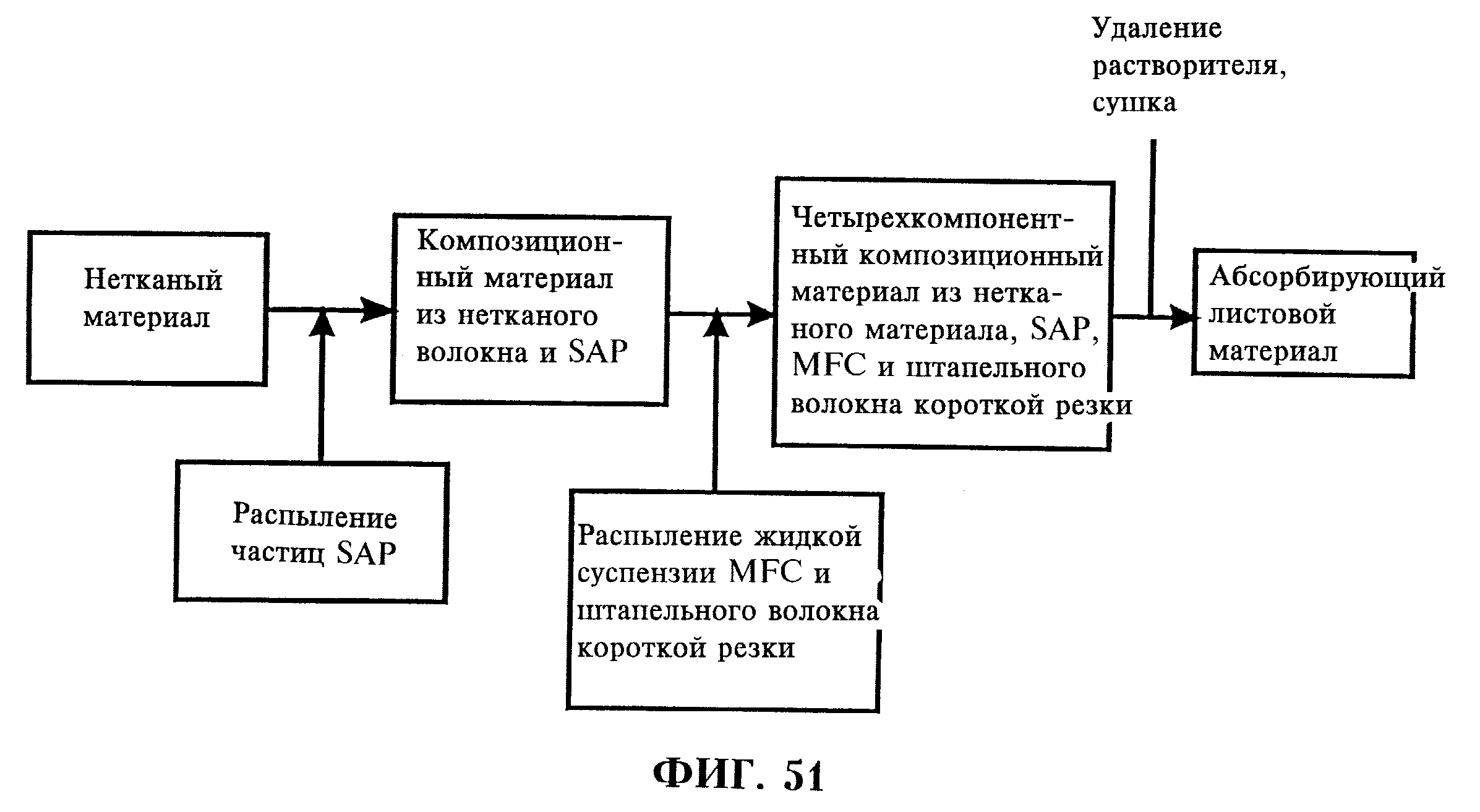
На фиг. 51 изображена блок-схема, на которой показан пример технологии добавления штапельного волокна короткой резки к HFFM в соответствии с настоящим изобретением.
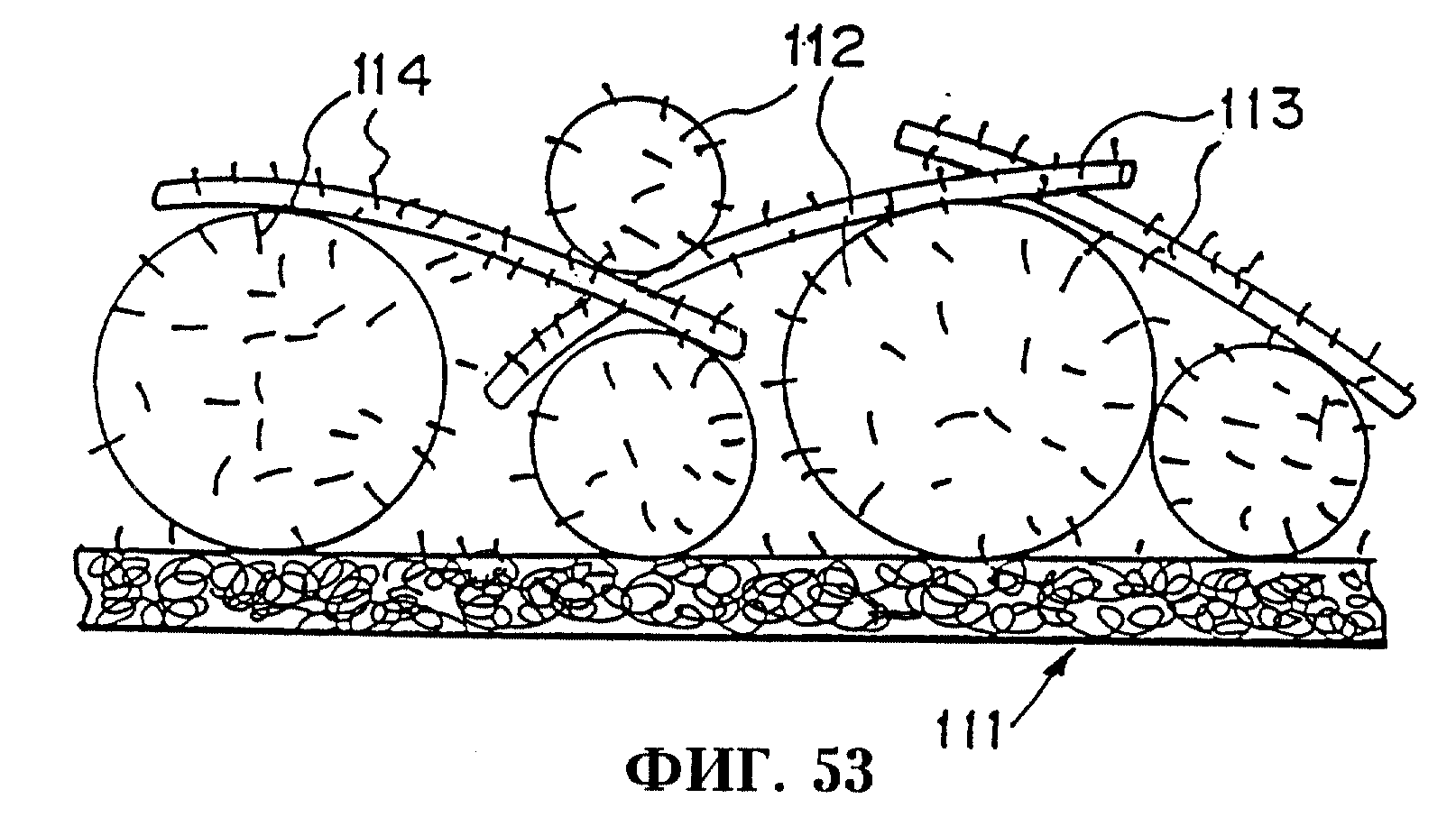
На фиг.52 изображен местный вид сверху, на котором показан абсорбирующий лист в соответствии с настоящим изобретением, находящийся в сухом виде.
На фиг.53 изображен местный вид сверху, на котором показан показанный на фиг.52 абсорбирующий лист, находящийся во влажном виде.
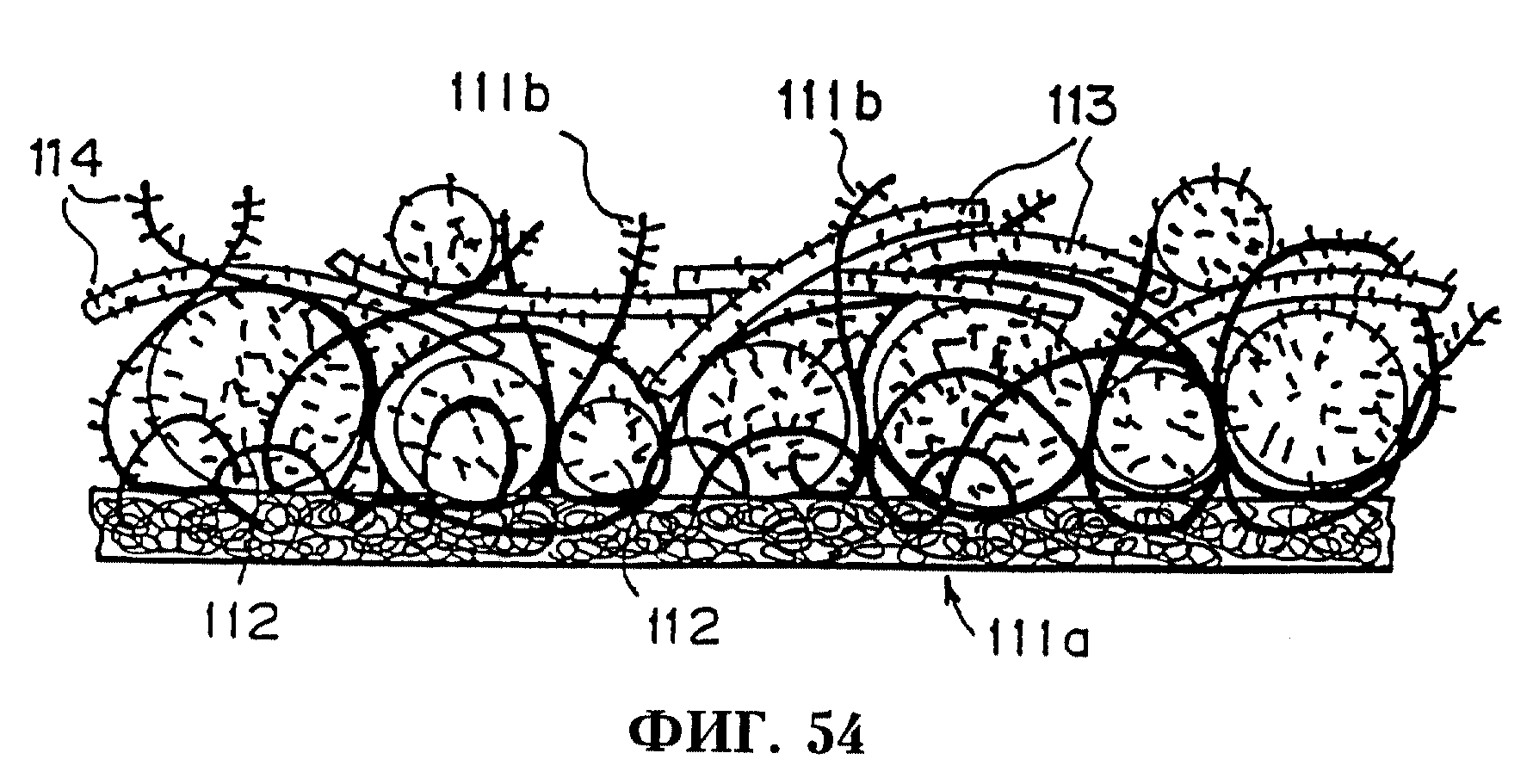
На фиг.54 изображен местный вид сверху, на котором показан другой абсорбирующий лист в соответствии с настоящим изобретением, находящийся в сухом виде.
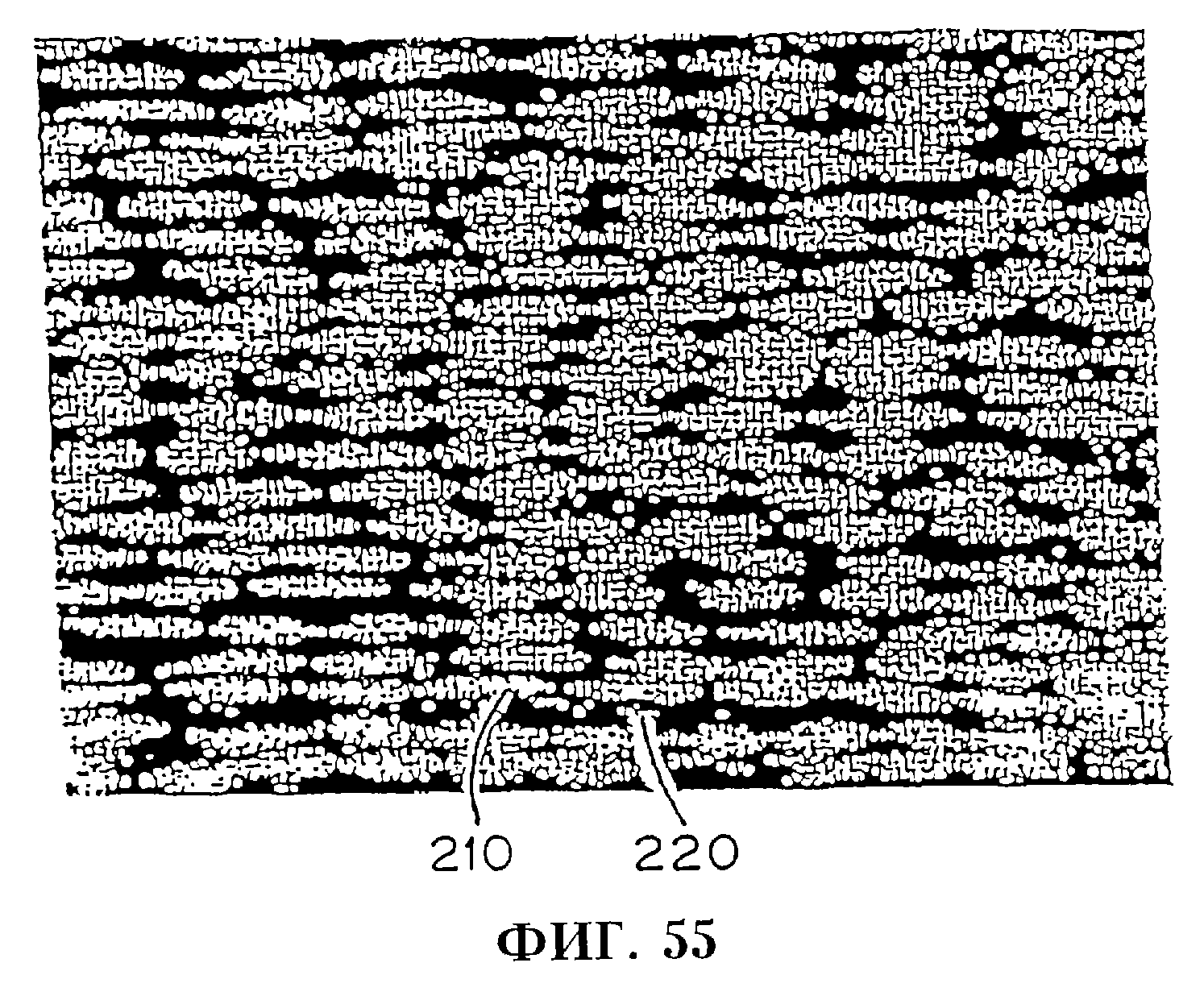
На фиг.55 изображен вид сверху, на котором показан пример абсорбирующего листа в соответствии с настоящим изобретением.
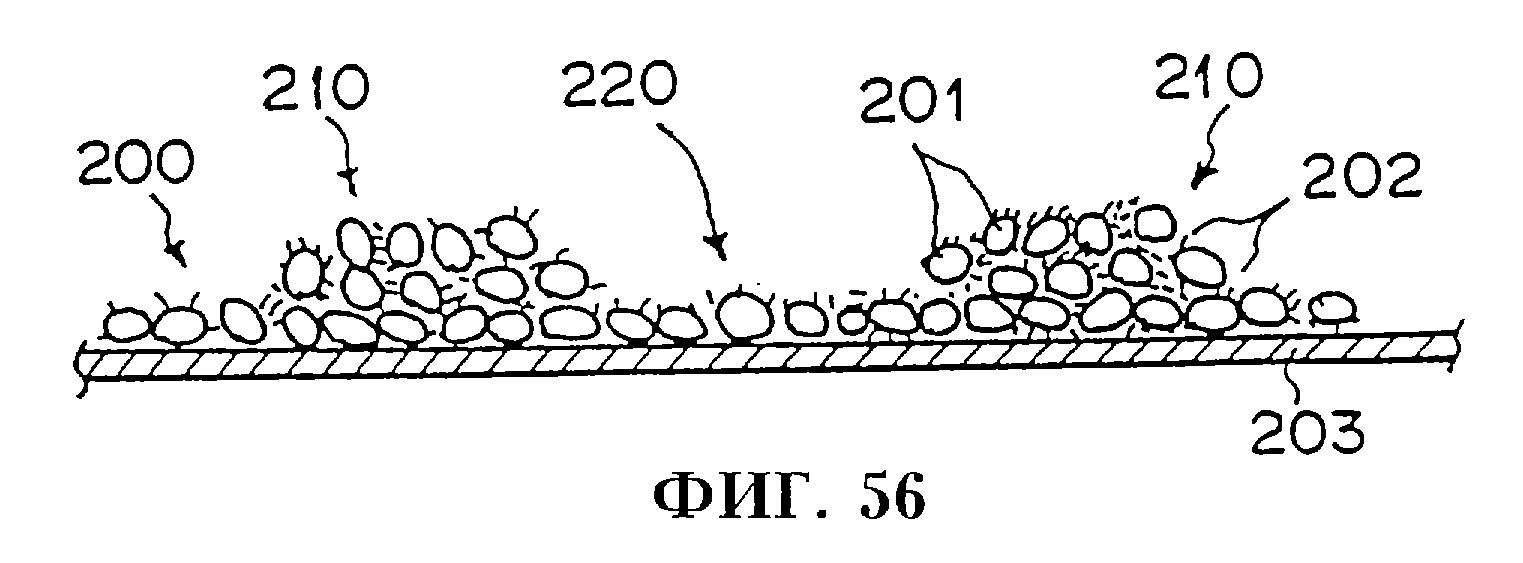
На фиг.56 изображен местный увеличенный вид в разрезе абсорбирующего листа согласно фиг.55.
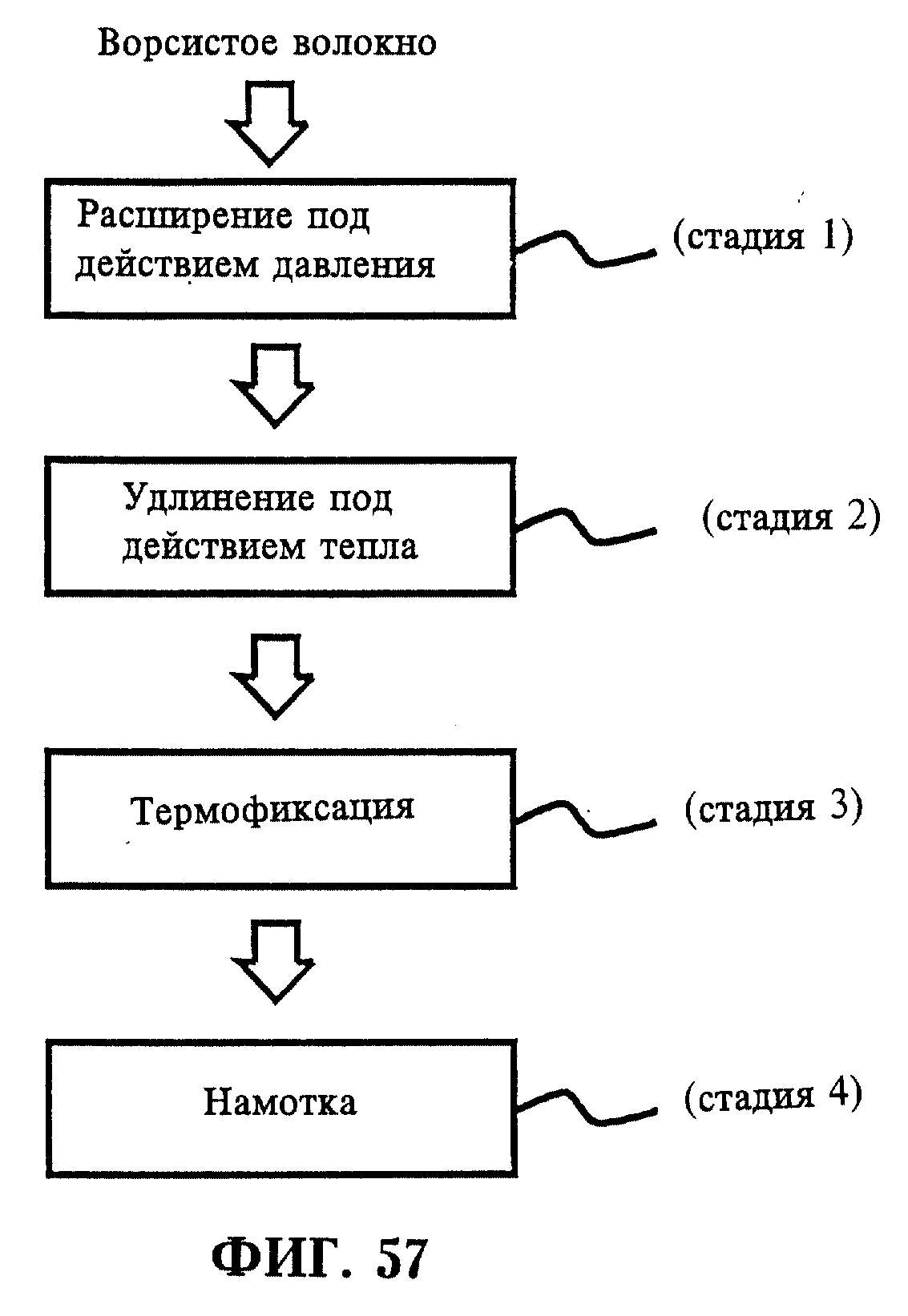
На фиг.57 изображена схема последовательности операций, на которой показана технология изготовления подложки, используемой в соответствии с настоящим изобретением.
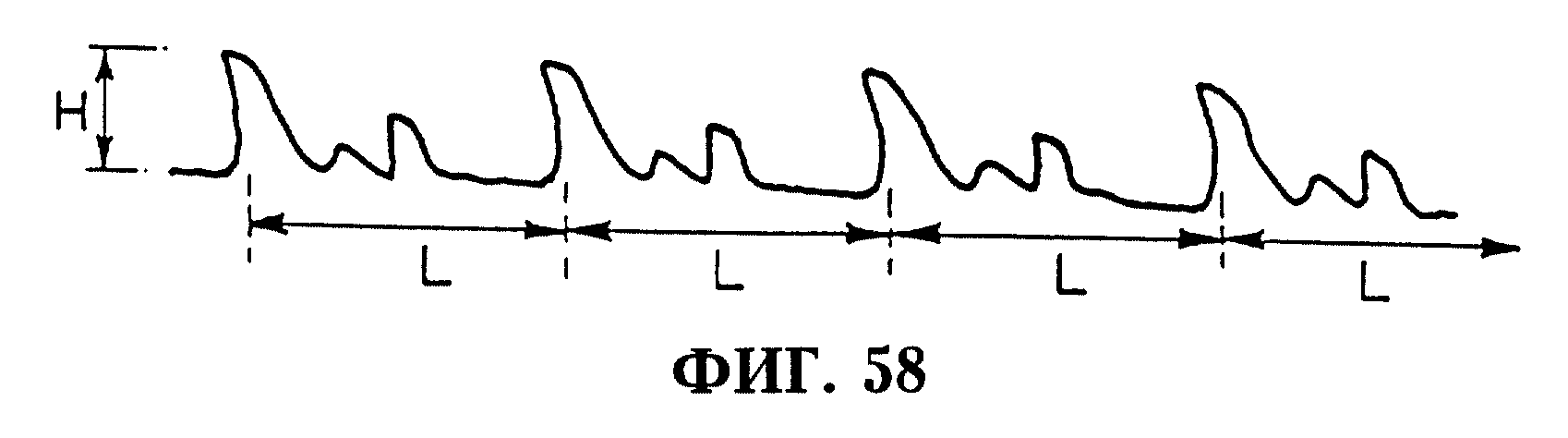
На фиг.58 изображен пояснительный рисунок, на котором показан вид в разрезе подложки, изготовленной способом согласно фиг.57.
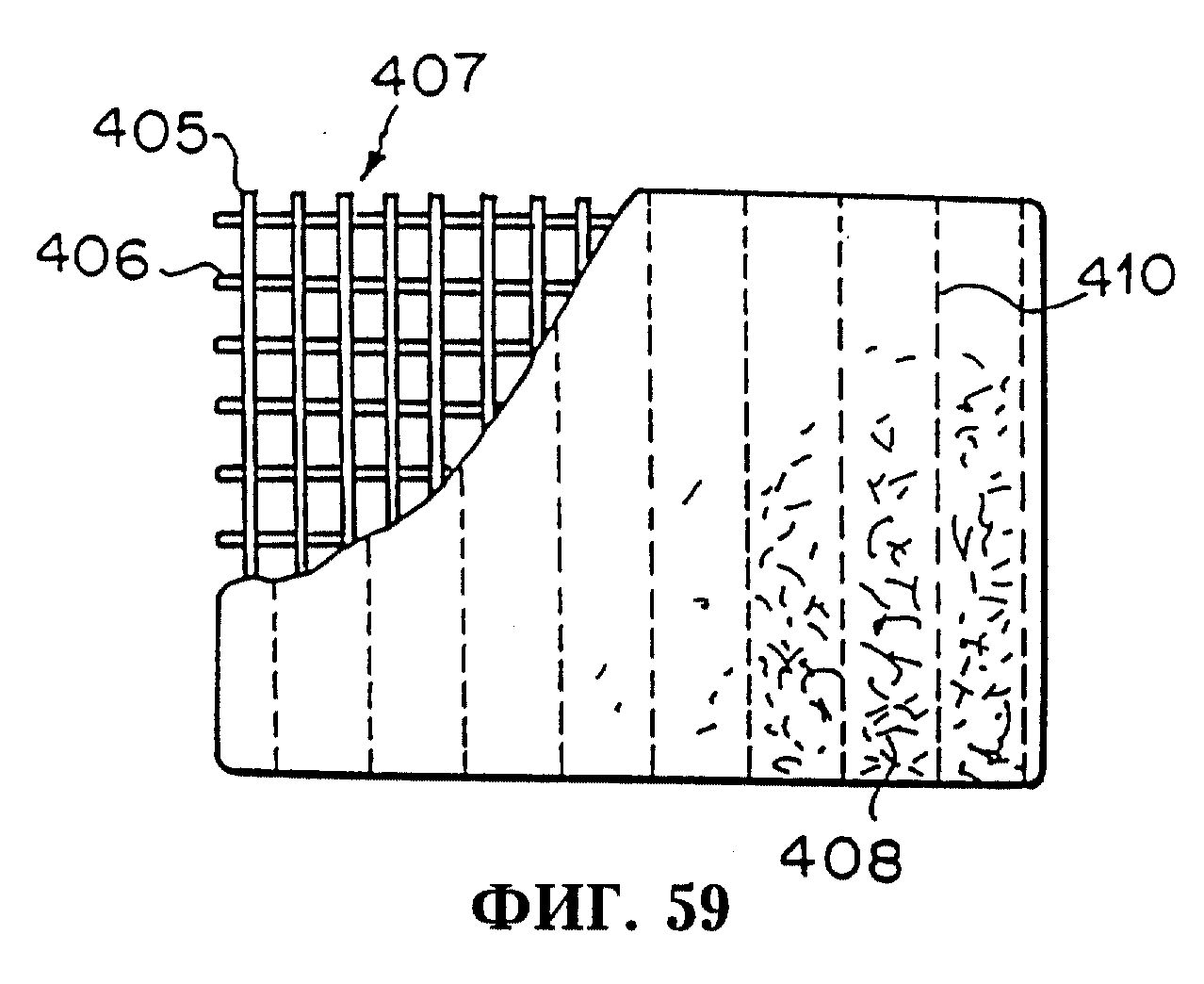
На фиг. 59 изображен частично заштрихованный вид сверху, на котором показан пример подложки, применимой в соответствии с настоящим изобретением.
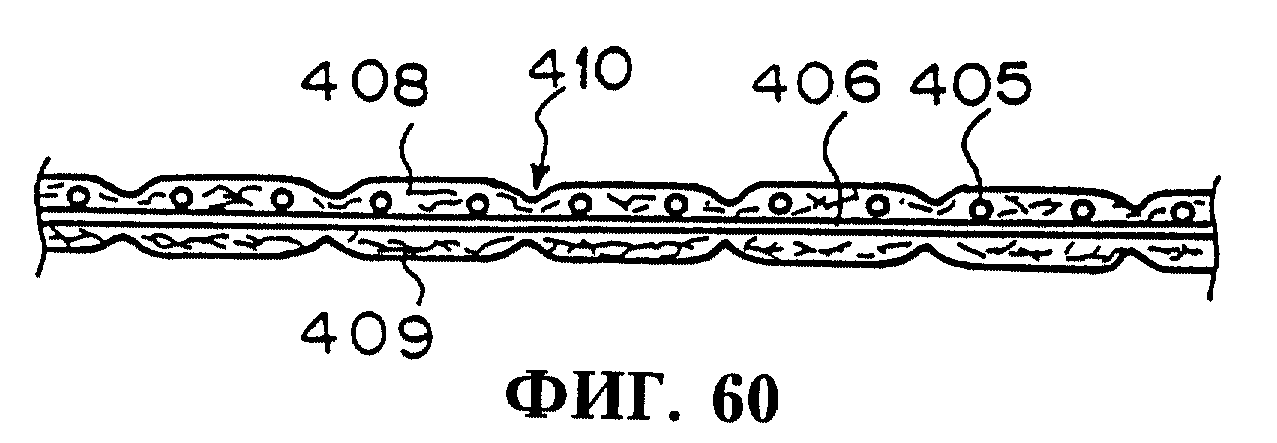
На фиг.60 изображен местный вид согласно фиг.59 в разрезе.
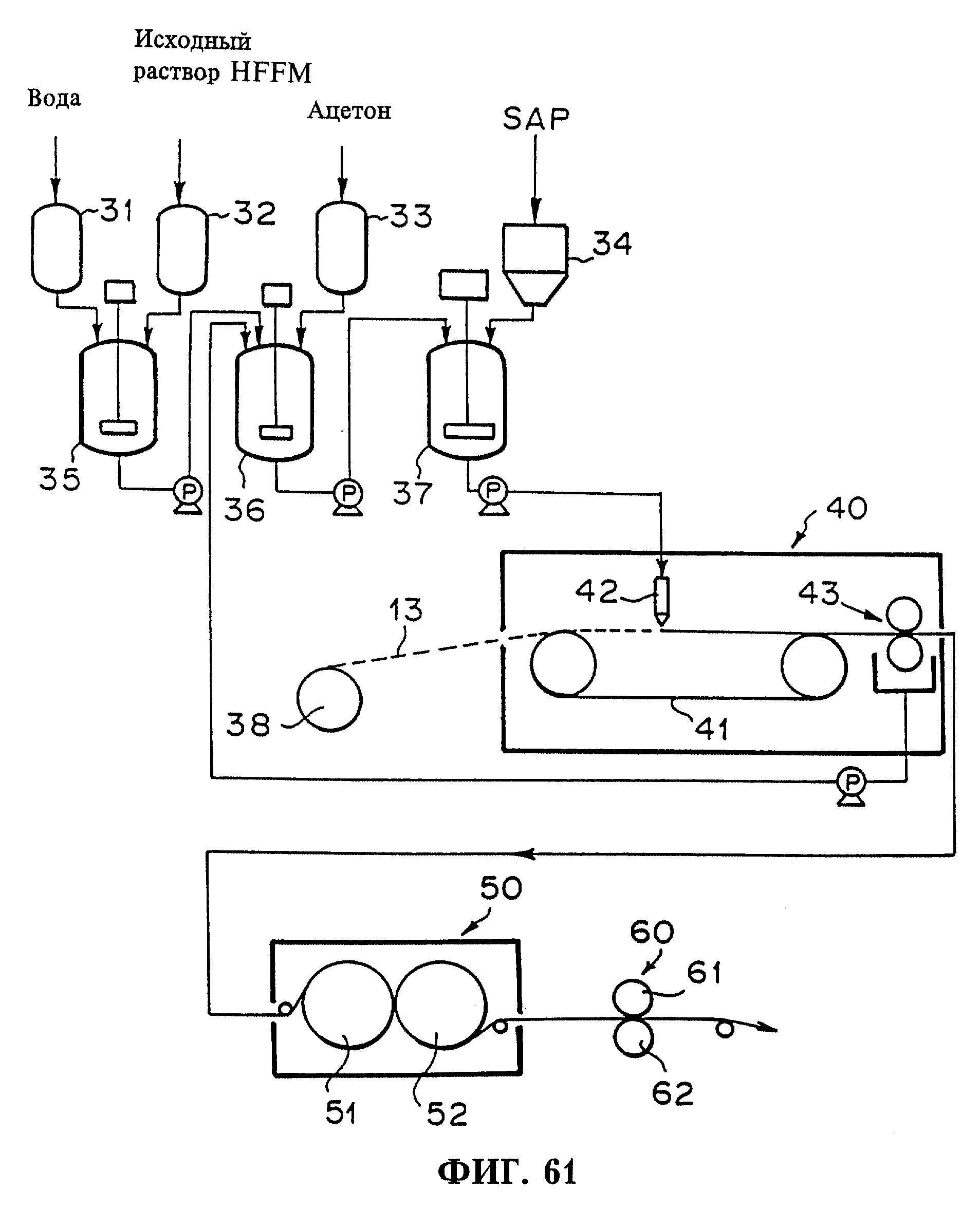
На фиг. 61 изображен схематический продольный вид в разрезе устройства для изготовления композиционного листового материала в соответствии с настоящим изобретением.
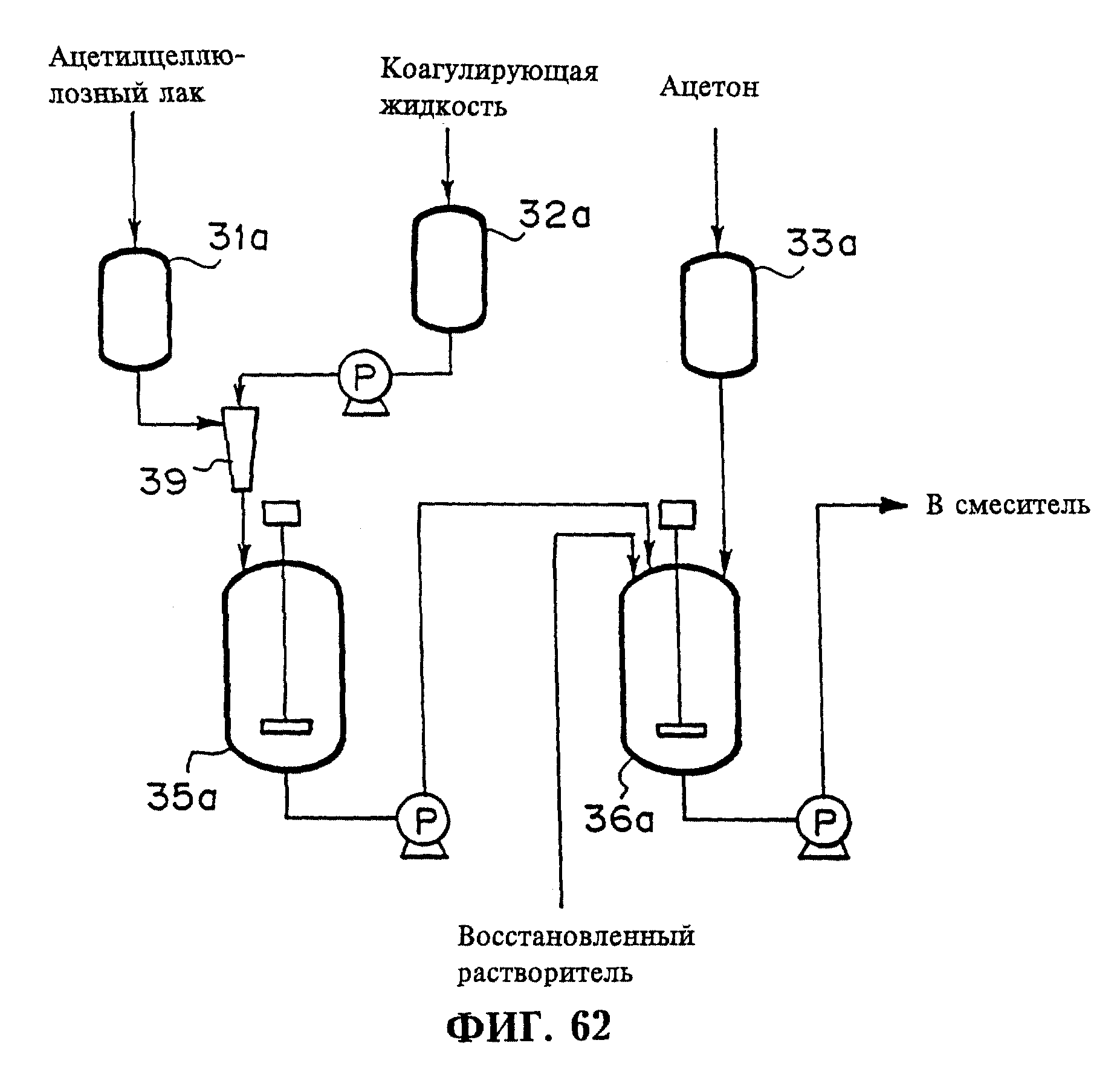
На фиг. 62 изображен схематический продольный вид в разрезе, на котором показан пример модифицированного устройства согласно фиг.61.
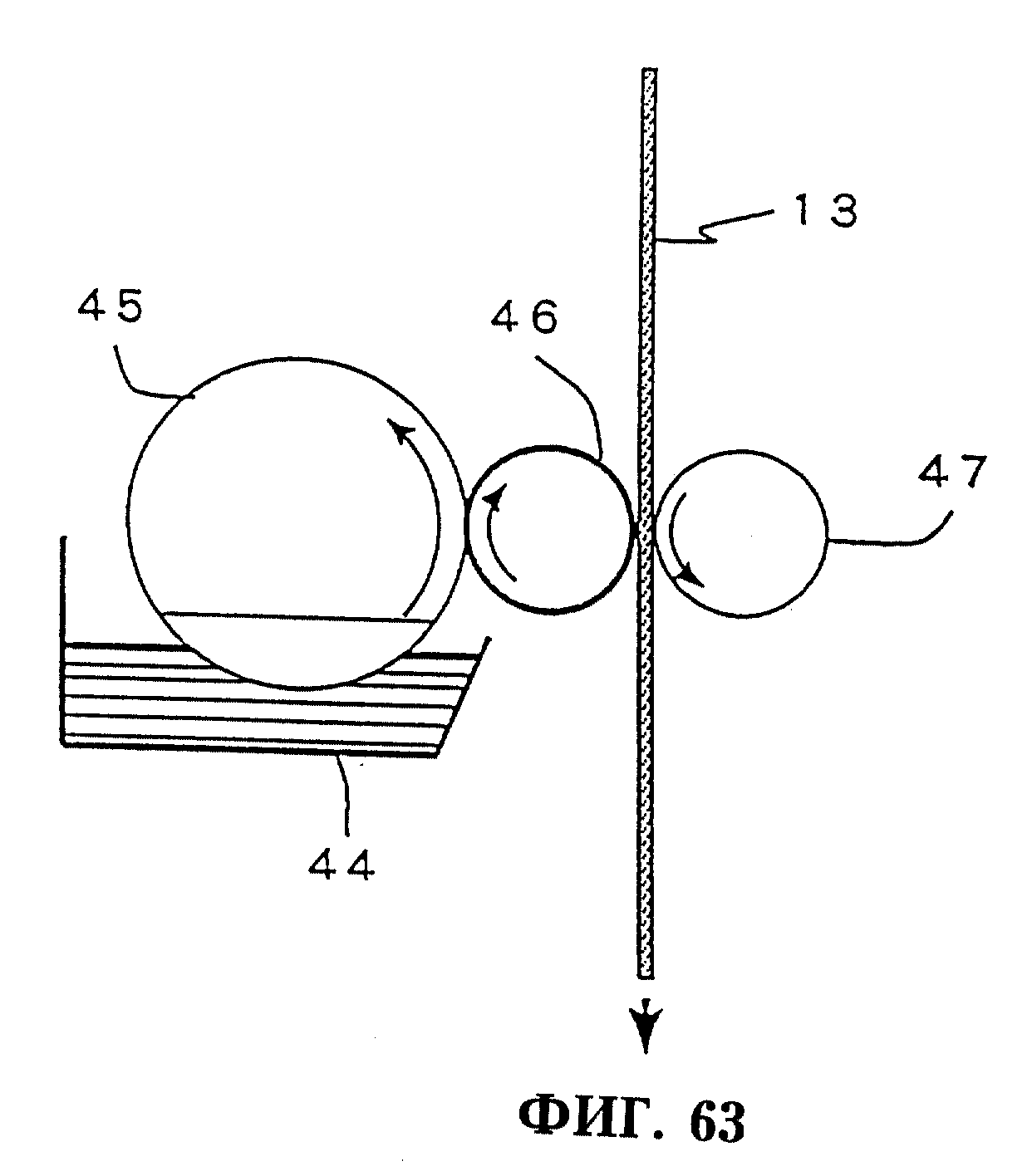
На фиг. 63 изображен схематический продольный вид в разрезе, на котором показано устройство для нанесения покрытия, используемое в устройстве, показанном на фиг.61.
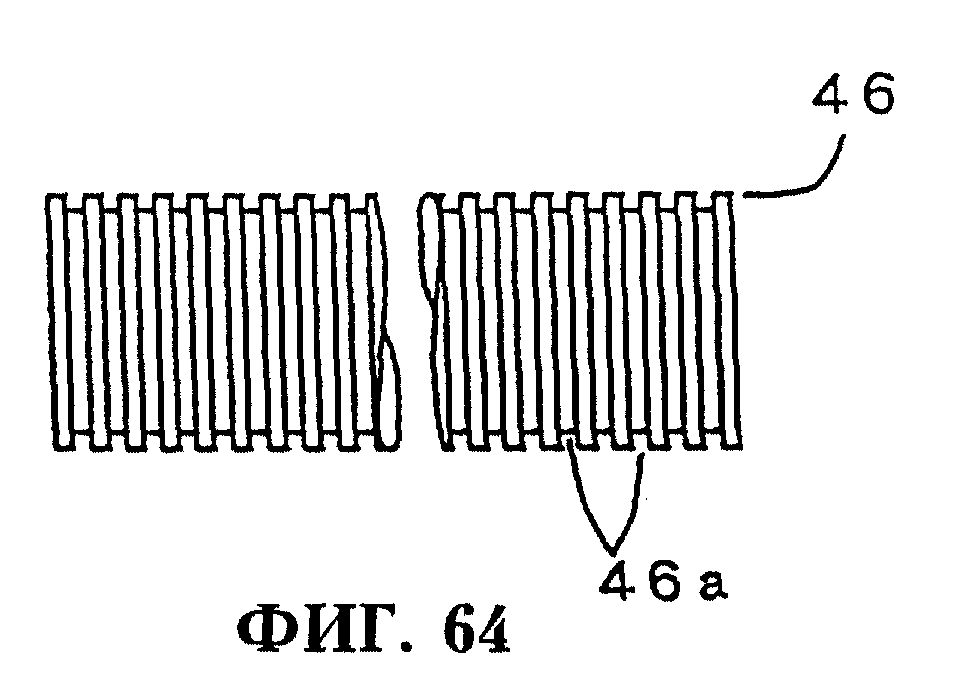
На фиг. 64 изображен вид сверху валика с канавками в устройстве, показанном на фиг.63.
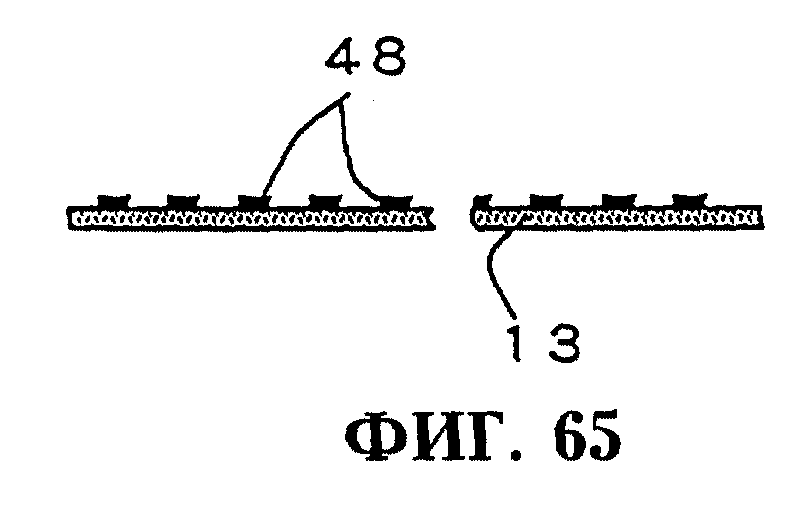
На фиг. 65 изображен вид в поперечном сечении подложки, покрытой дисперсной жидкостью с помощью устройства, показанного на фиг.63 и 64.
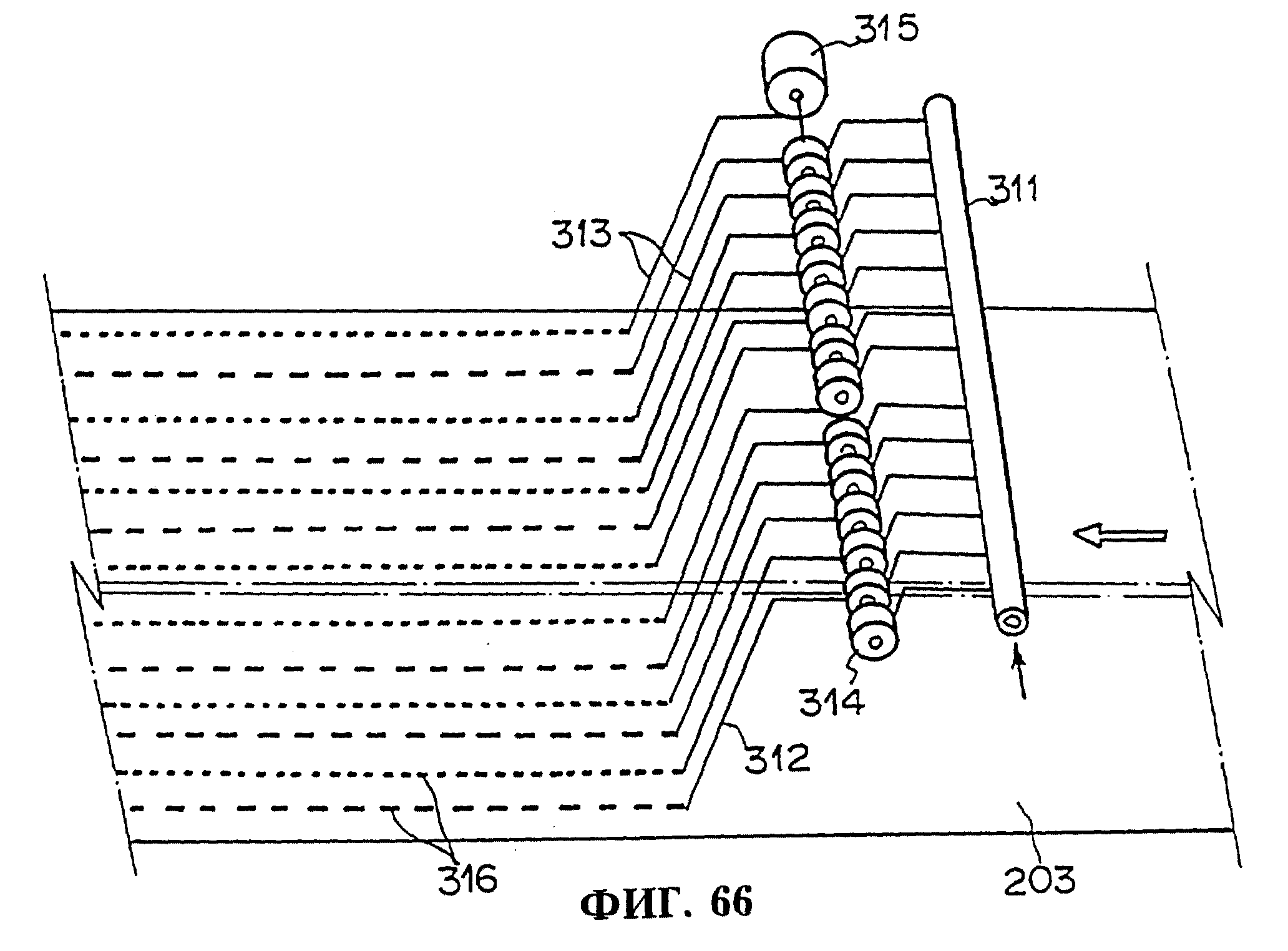
На фиг. 66 изображен вид в перспективе, на котором схематически показан пример устройства для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
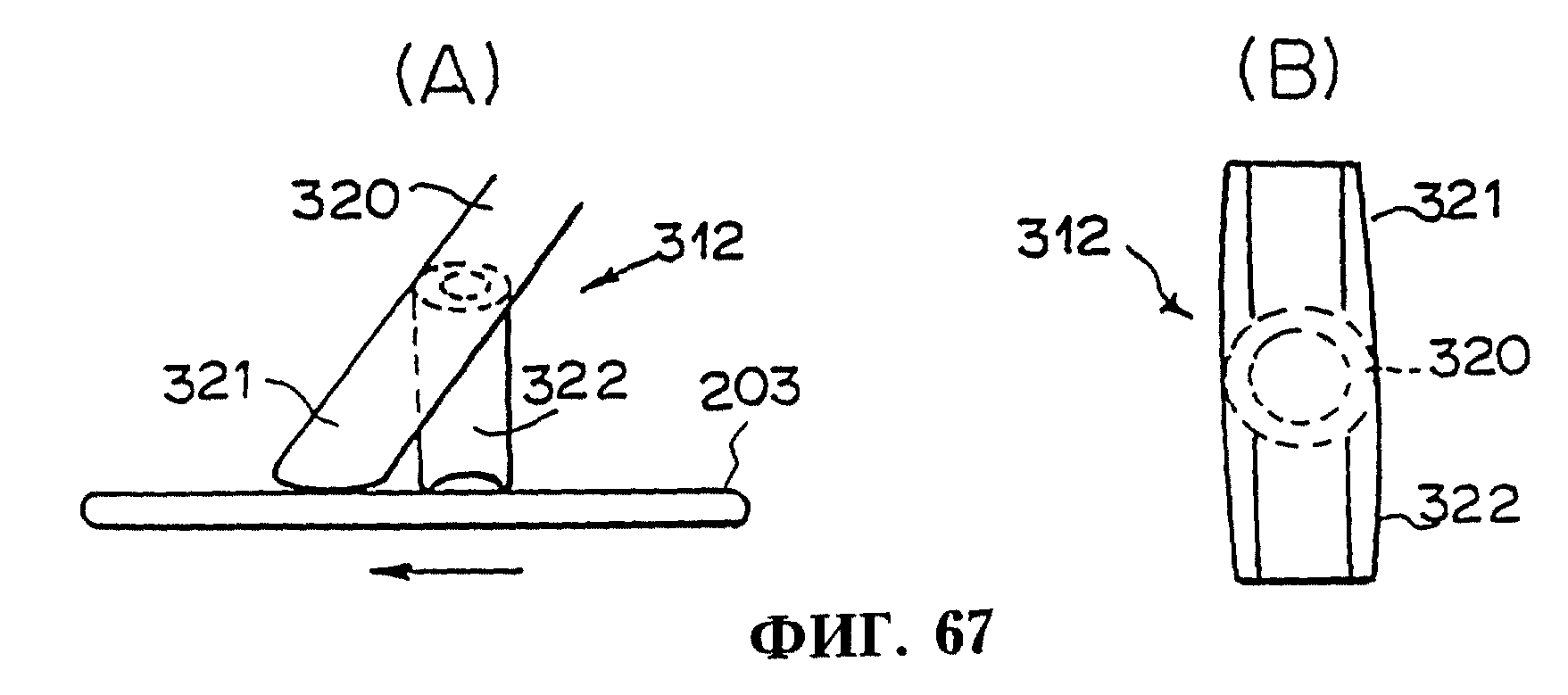
На фиг.67 показан пример сопла для выгрузки диспергированной в жидкости суспензии, применяемой в устройстве согласно фиг.66, причем (А) - это его вид сбоку, а (В) - вид снизу.
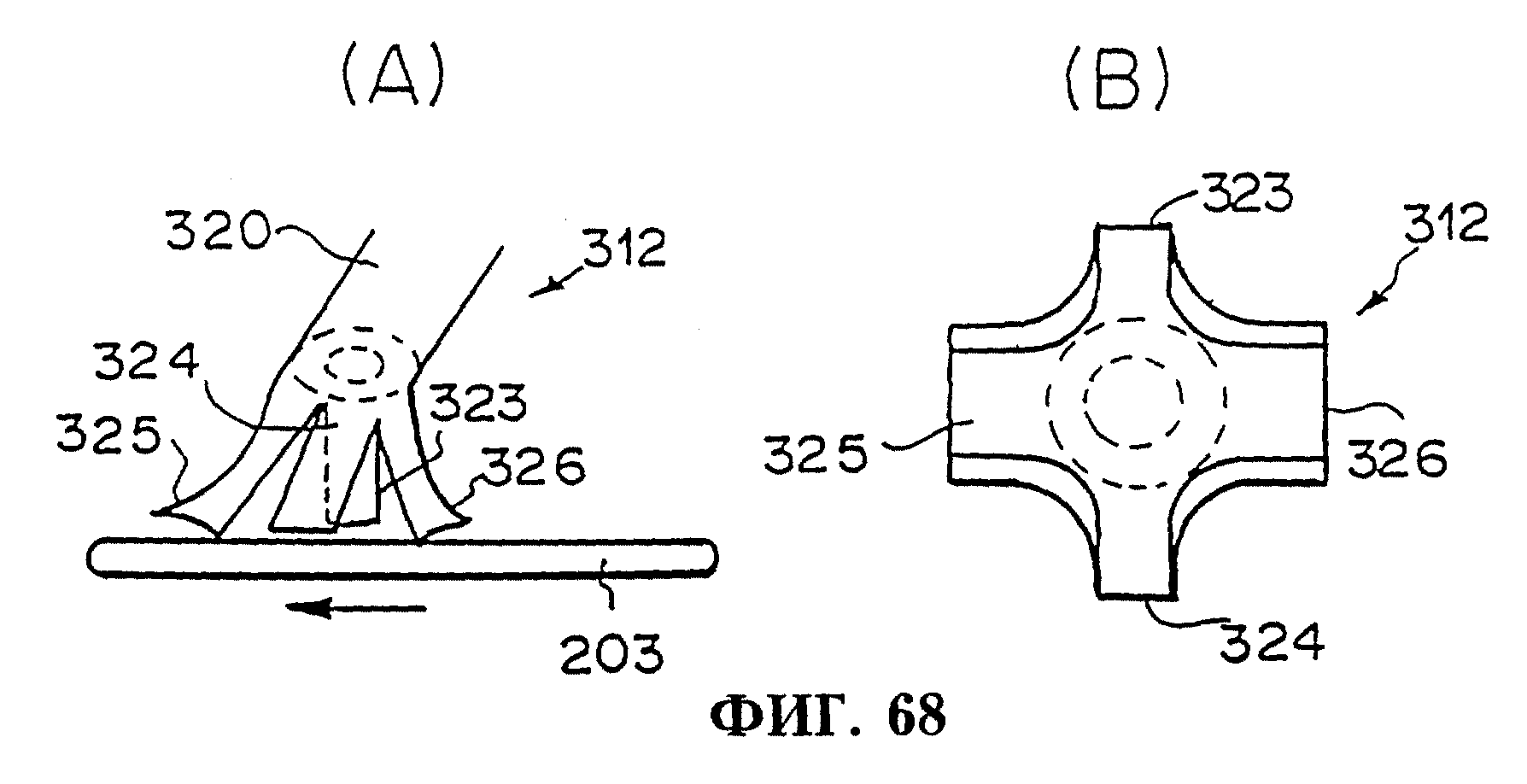
На фиг.68 показан еще один пример сопла для выгрузки диспергированной в жидкости суспензии, применяемой в устройстве, согласно фиг.66, причем (А) - это его вид сбоку, а (В) - вид снизу.
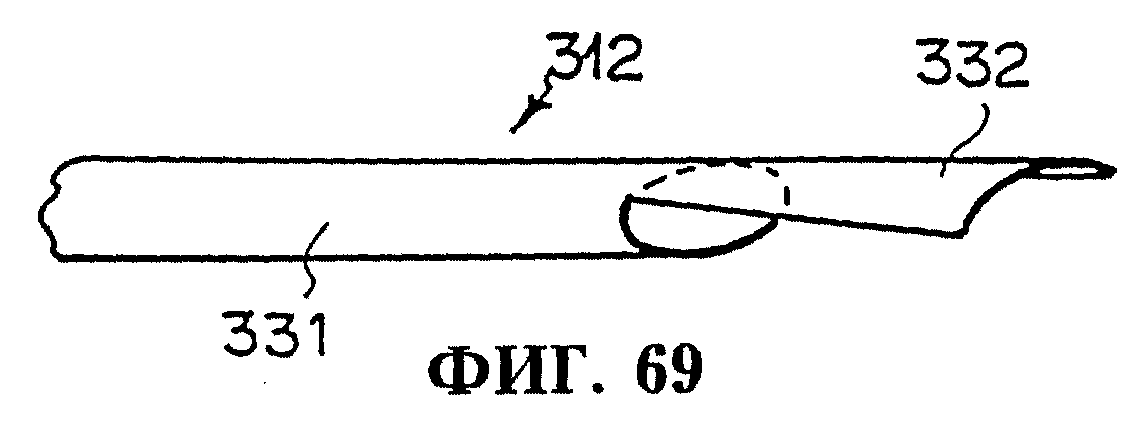
На фиг. 69 изображен вид в перспективе, на котором показан пример сопла для выгрузки диспергированной в жидкости суспензии, применяемой для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
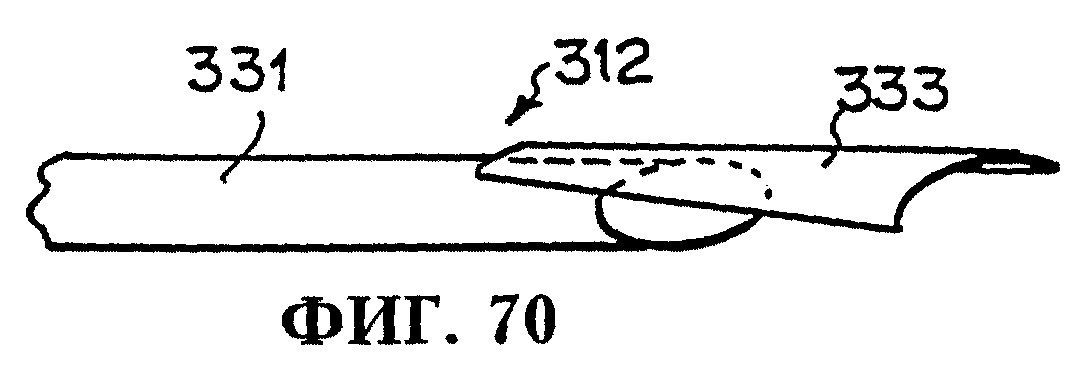
На фиг. 70 изображен вид в перспективе, на котором показан пример сопла для выгрузки диспергированной в жидкости суспензии, применяемой для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
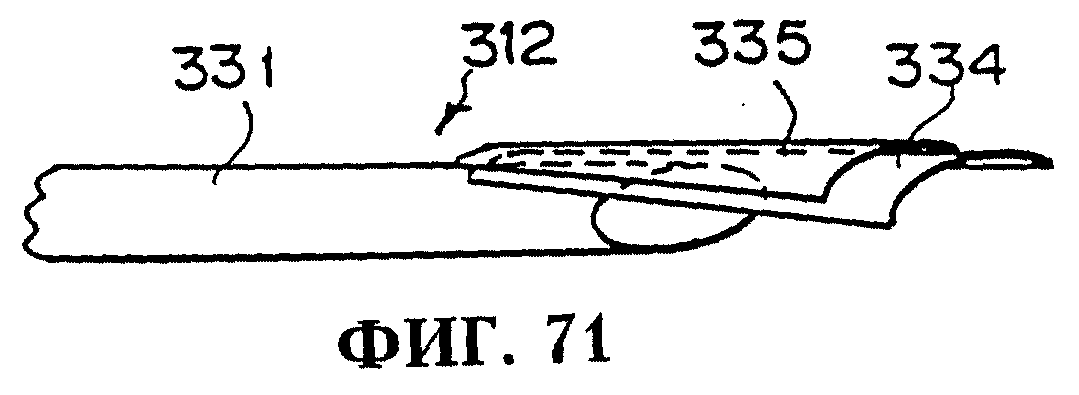
На фиг. 71 изображен вид в перспективе, на котором показан пример сопла для выгрузки диспергированной в жидкости суспензии, применяемой для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
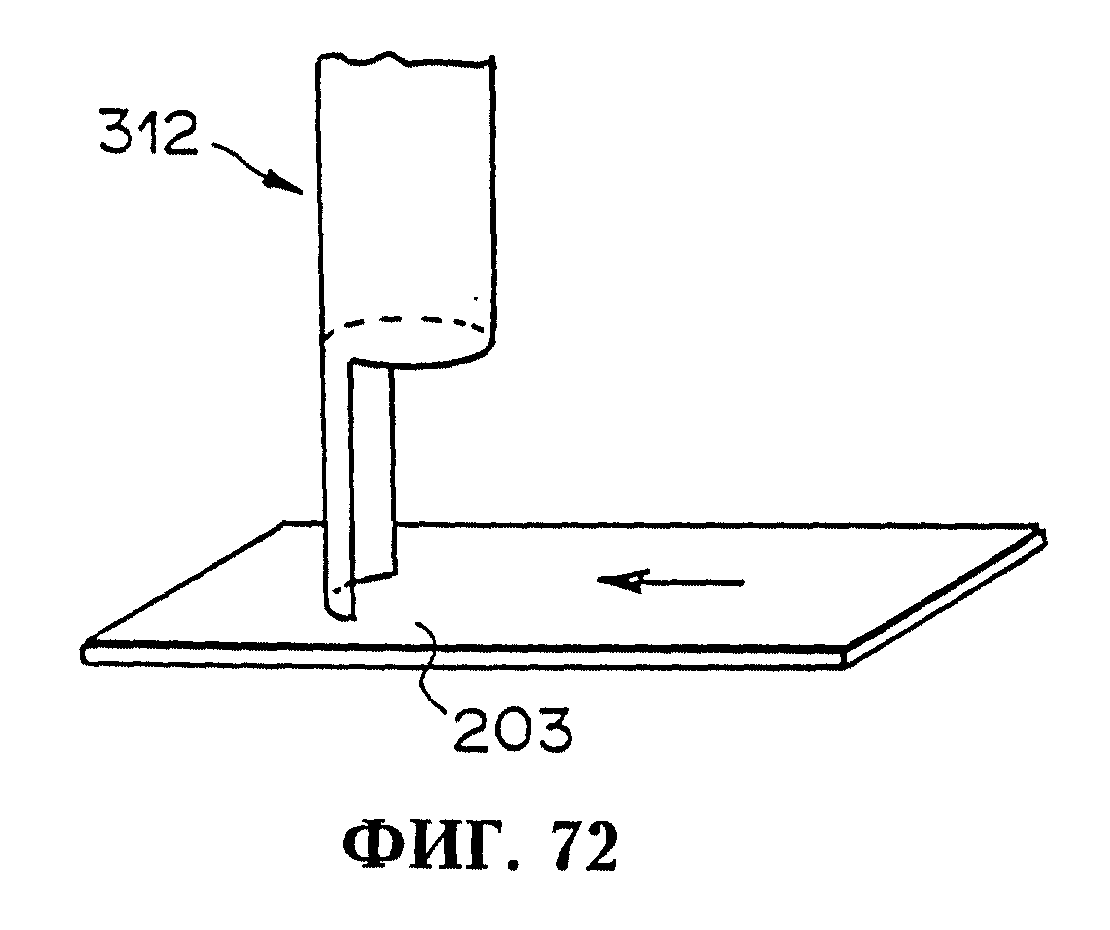
На фиг. 72 изображен пояснительный рисунок, на котором показан пример, когда сопло находится в контакте с влагопроницаемой подложкой.
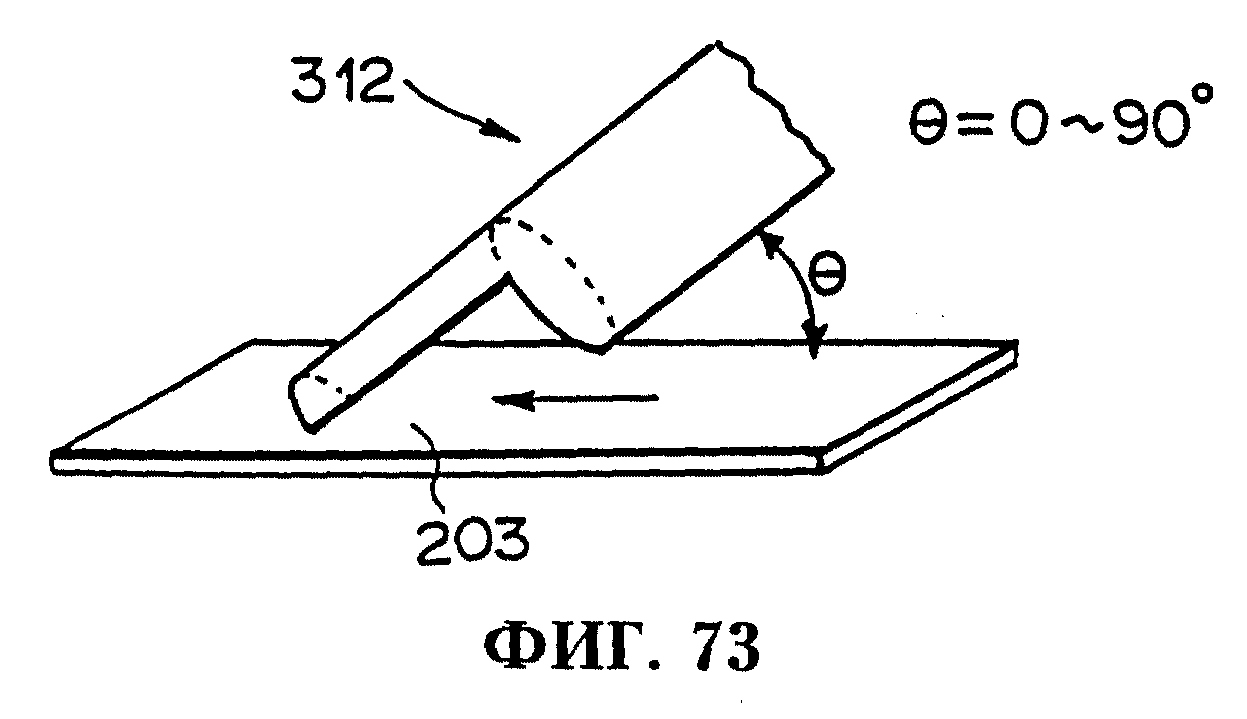
На фиг. 73 изображен пояснительный рисунок, на котором показан другой, когда сопло находится в контакте с влагопроницаемой подложкой.
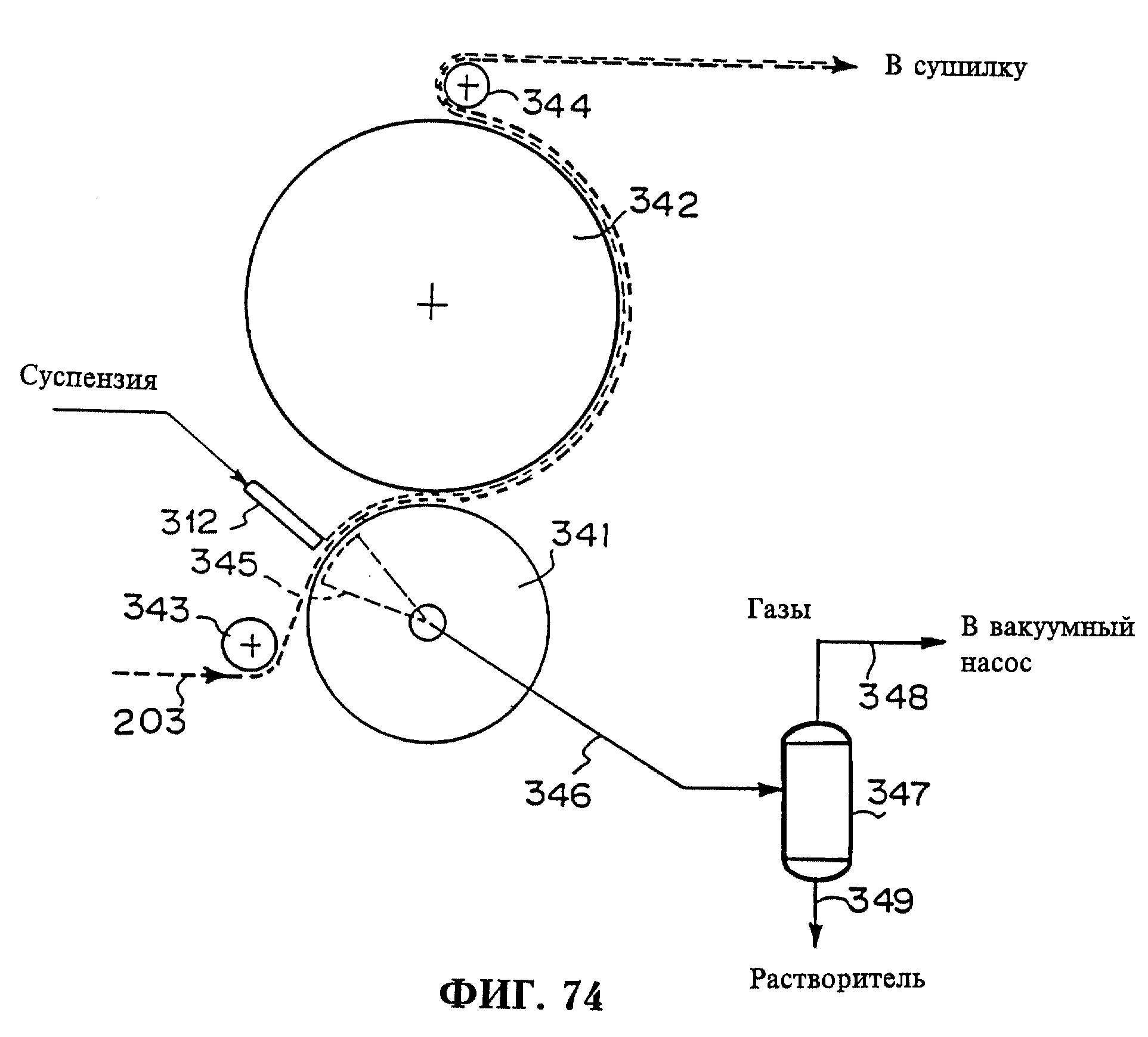
На фиг.74 изображена схема последовательности операций, на которой показано устройство для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
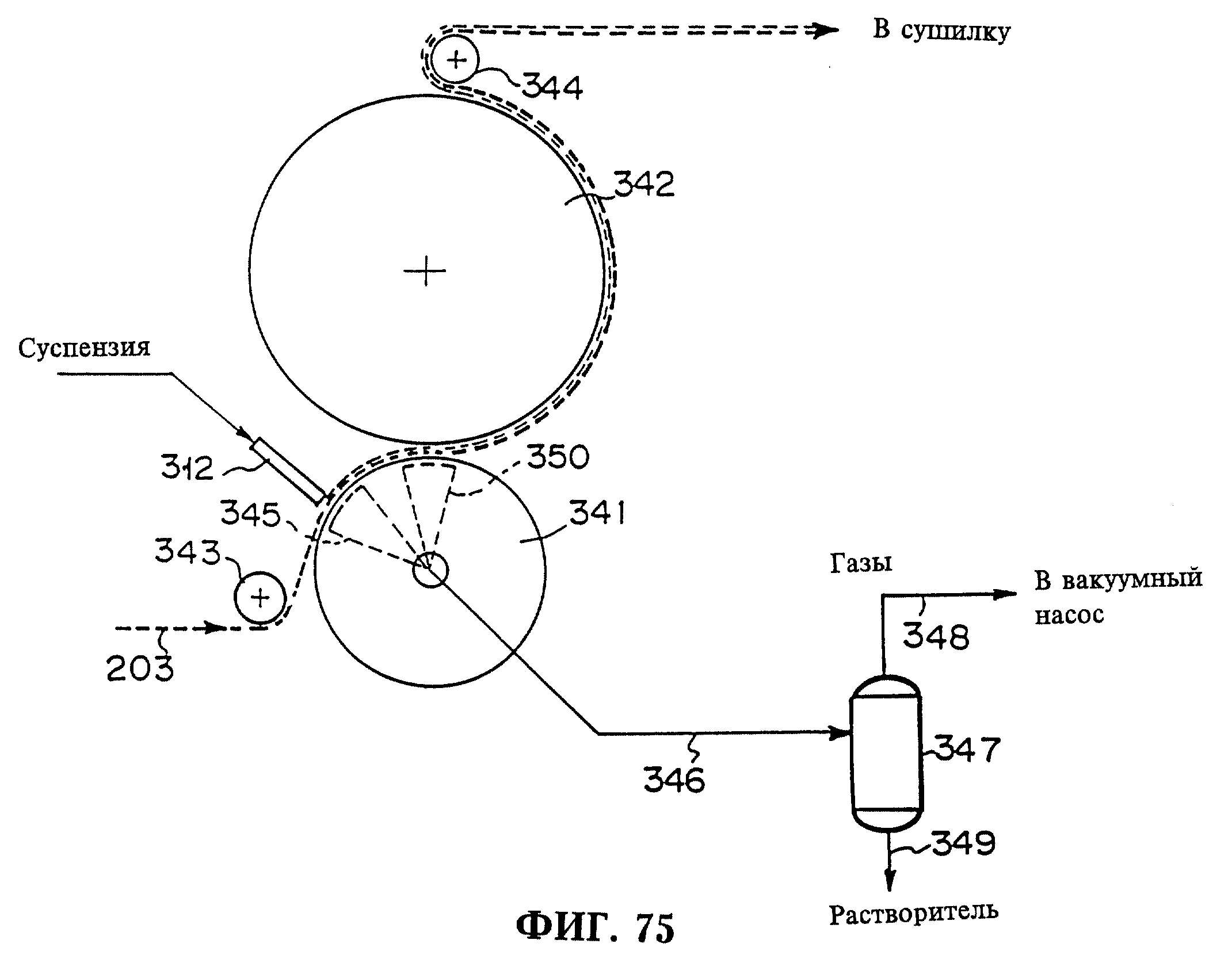
На фиг.75 изображена схема последовательности операций, на которой показано другое устройство для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
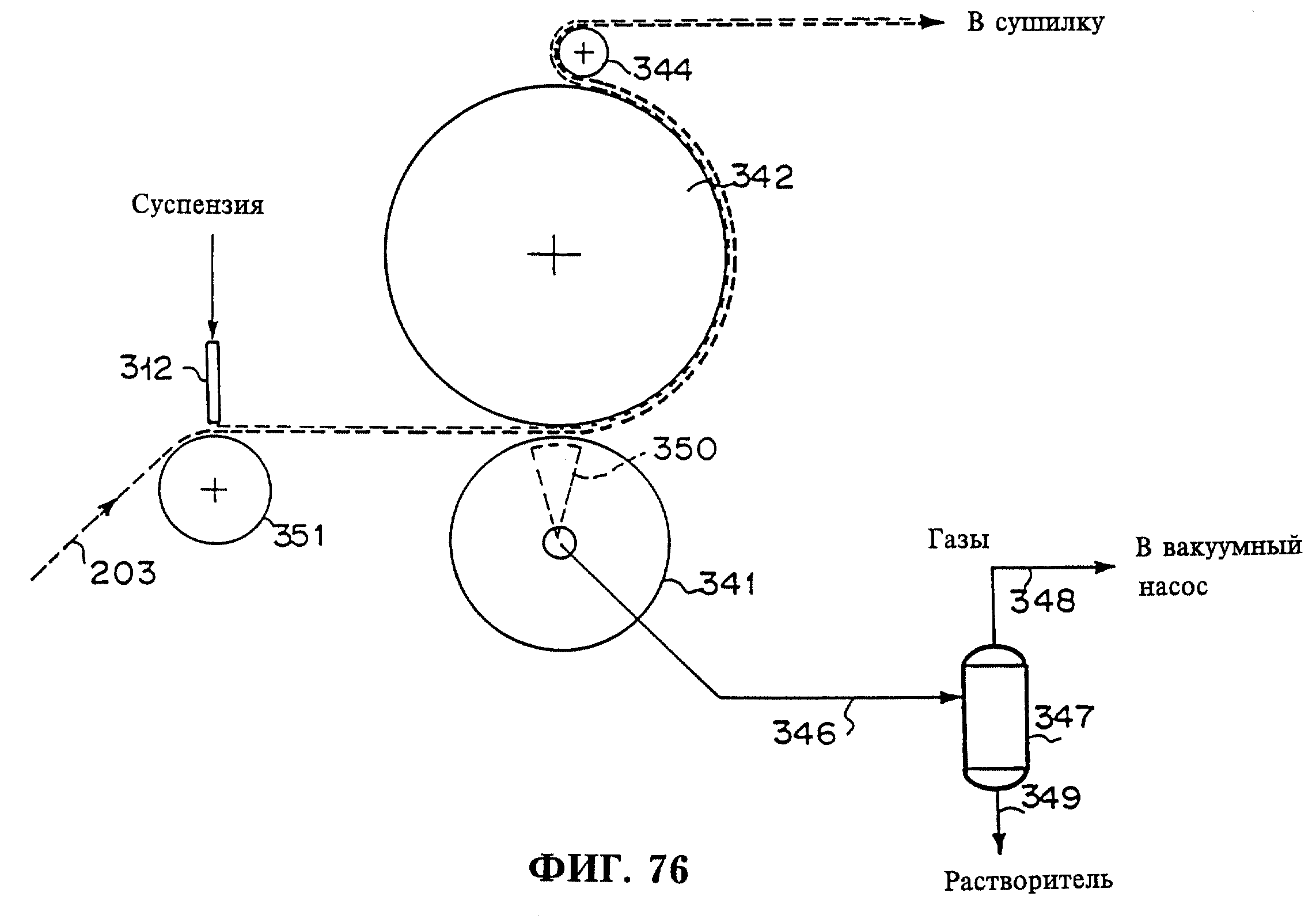
На фиг.76 изображена схема последовательности операций, на которой показано еще одно устройство для изготовления абсорбирующего листа в соответствии с настоящим изобретением.
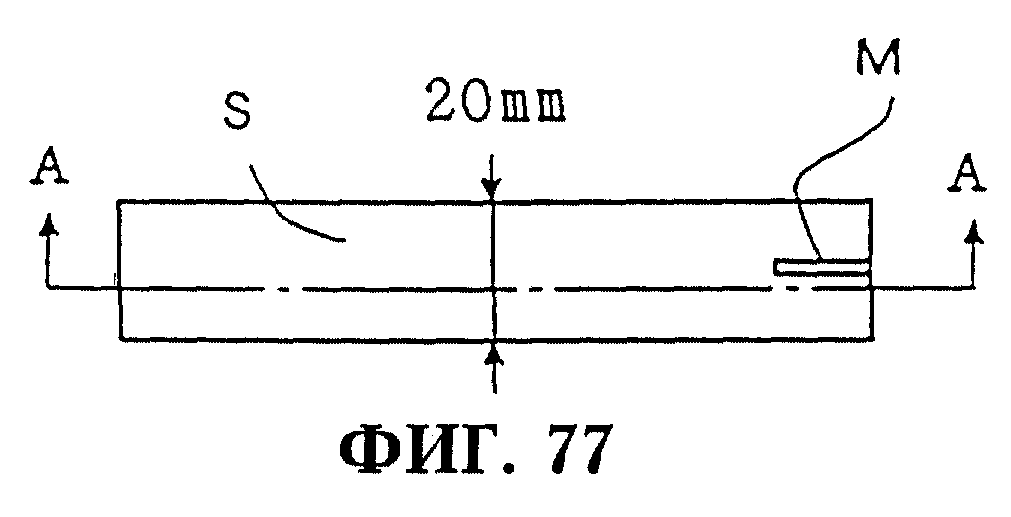
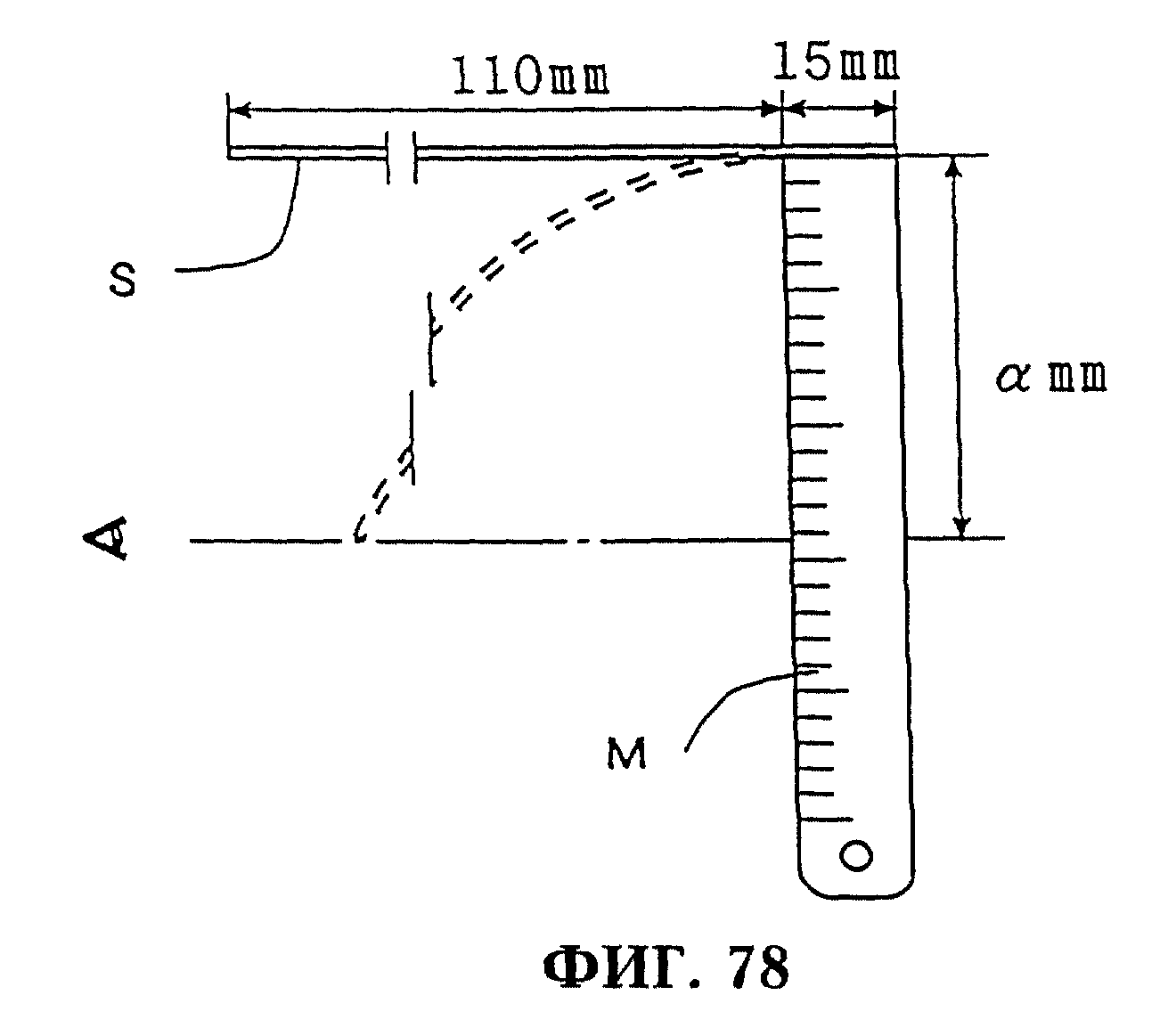
На фиг. 77 изображен пояснительный рисунок, на котором показан способ измерения жесткости и гибкости (мм).
На фиг.78 изображен местный вид в разрезе по линии А-А на фиг.77.
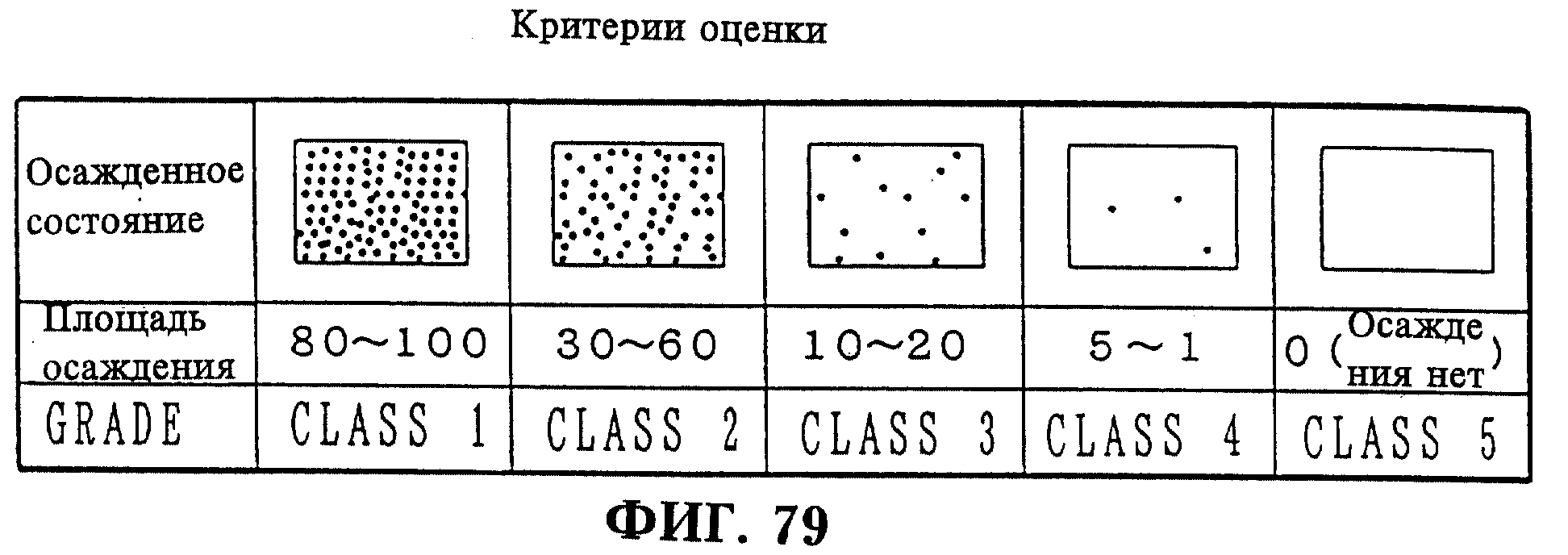
На фиг. 79 изображен схематический рисунок, на котором показан критерий прочности химической связи SAP.
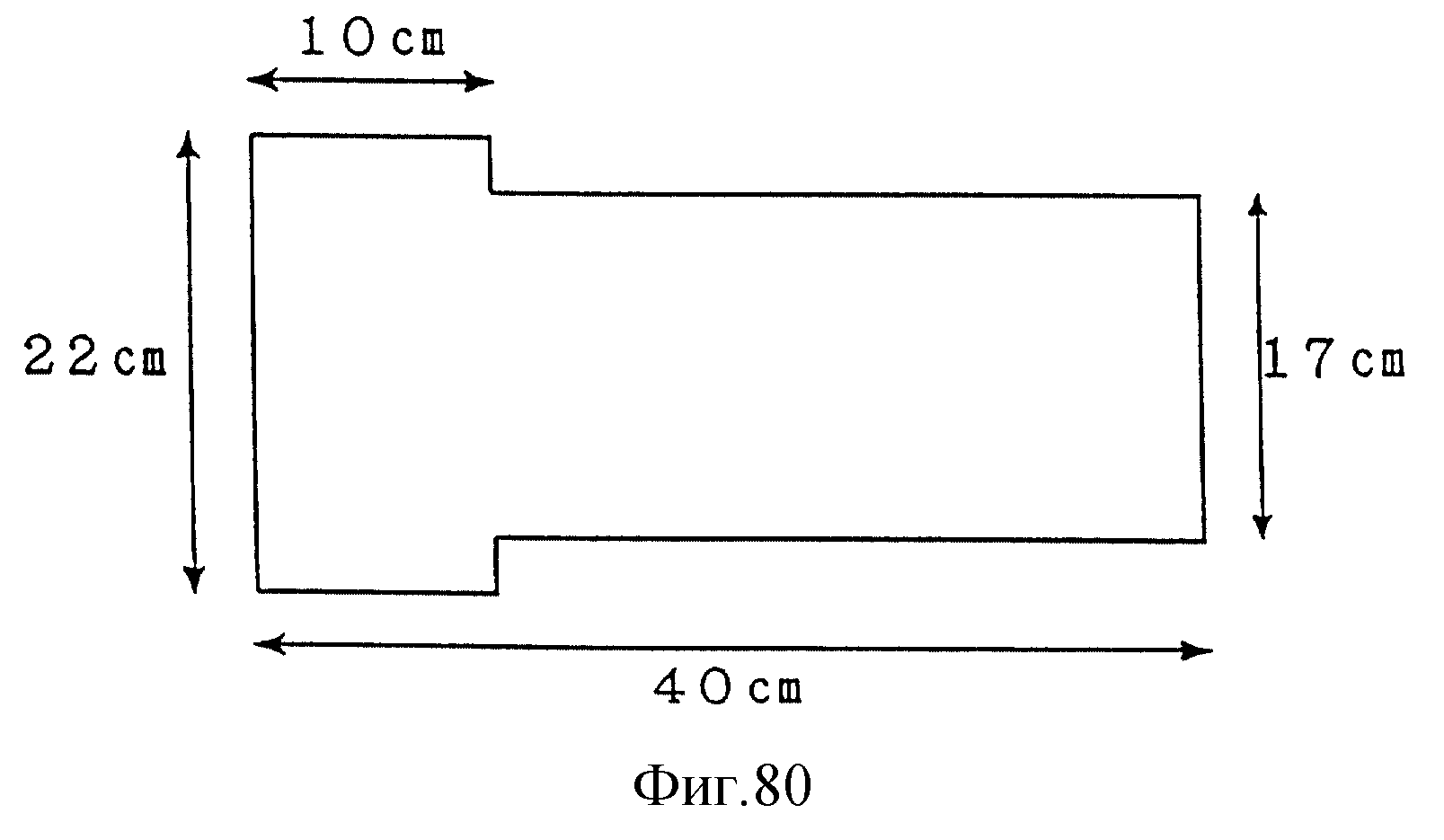
На фиг.80 изображен вид сверху, на котором показан композиционный абсорбирующий лист, изготовленный с целью его использования в качестве модели в примере в соответствии с настоящим изобретением.
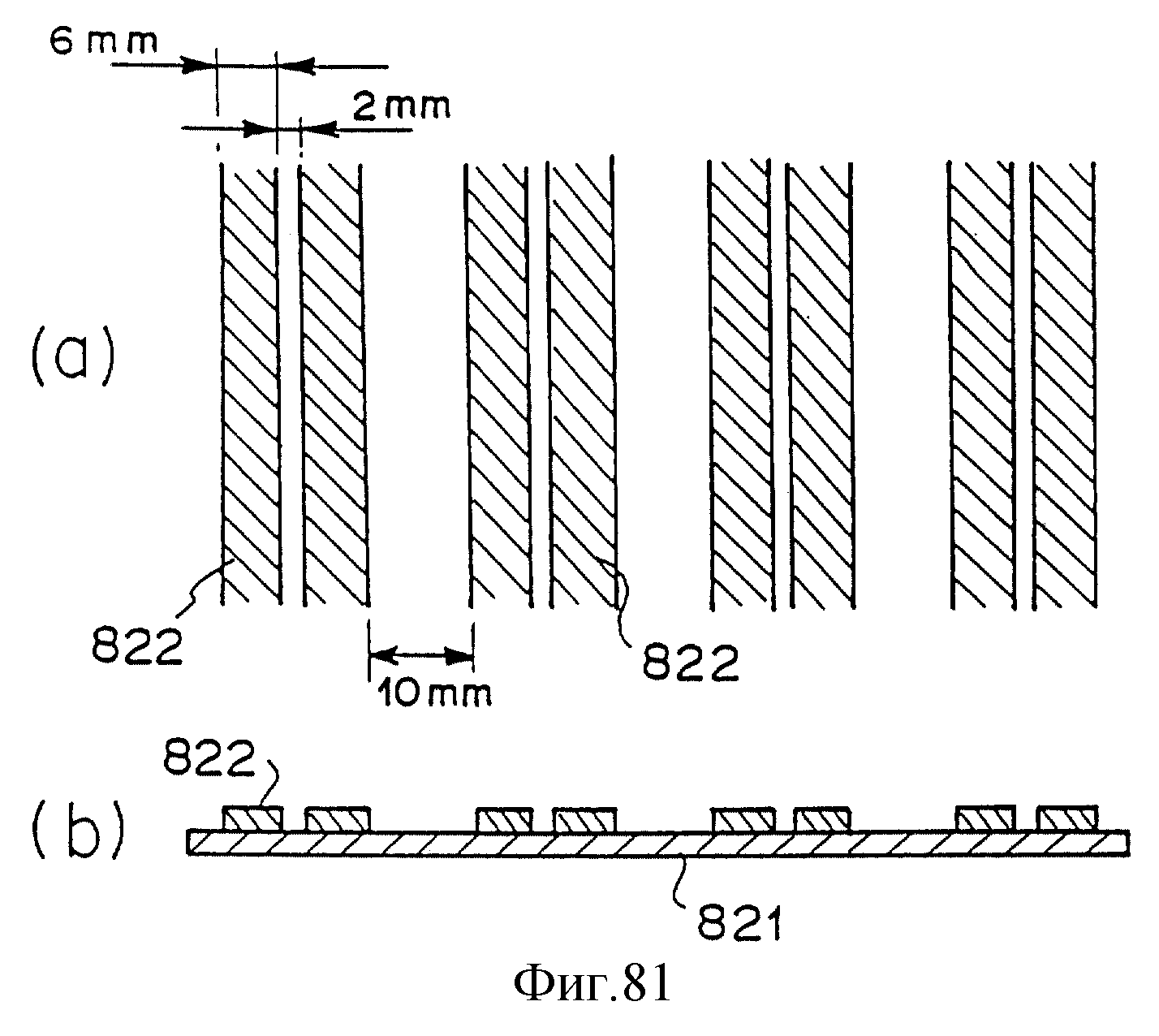
На фиг.81 показан другой пример композиционного абсорбирующего материала в соответствии с настоящим изобретением, на котором (а) - это его вид сверху, a (b) - вид в разрезе.
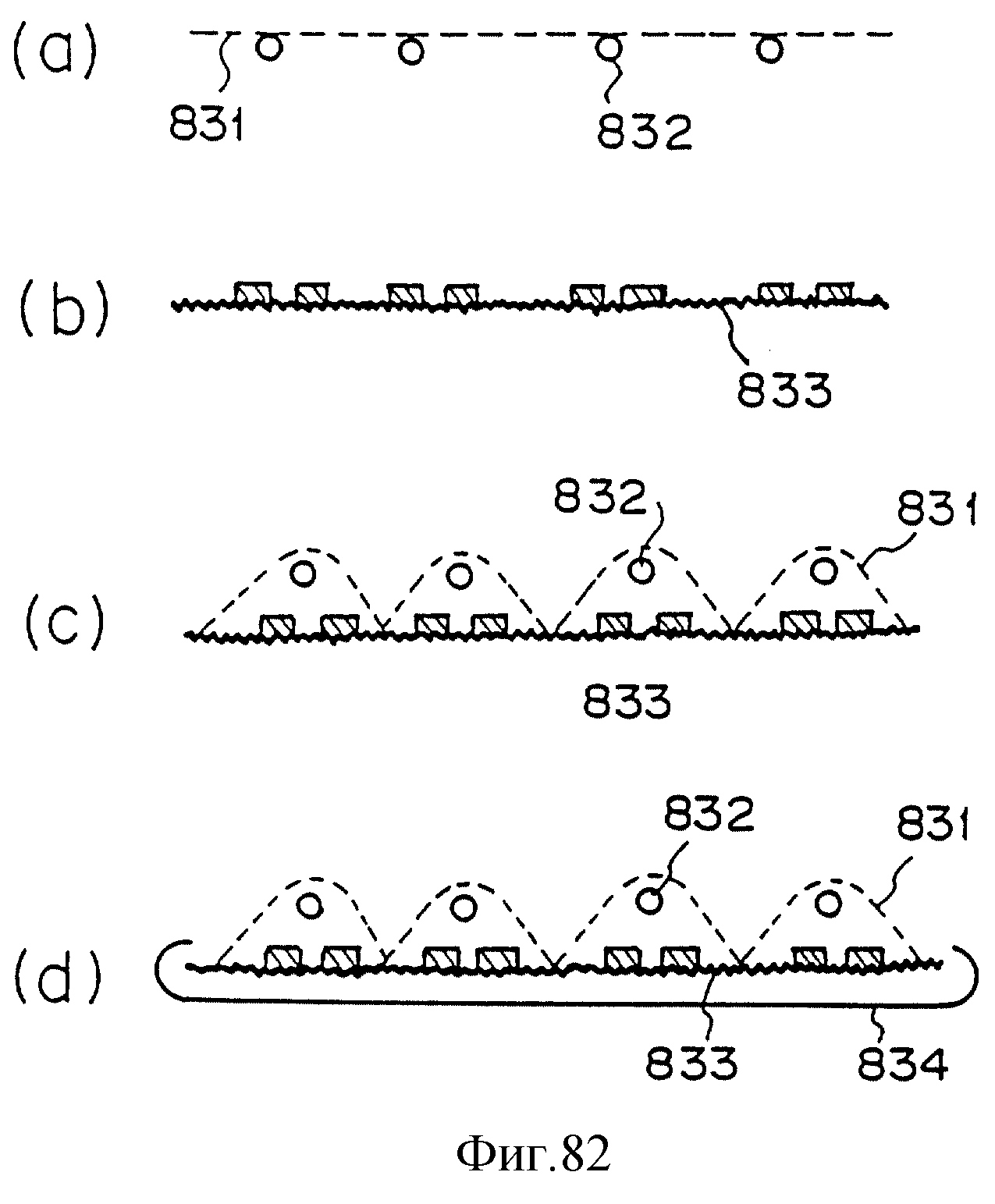
На фиг. 82 изображен пояснительный рисунок, на котором показана технология изготовления еще одного вида композиционного абсорбирующего материала в соответствии с настоящим изобретением.
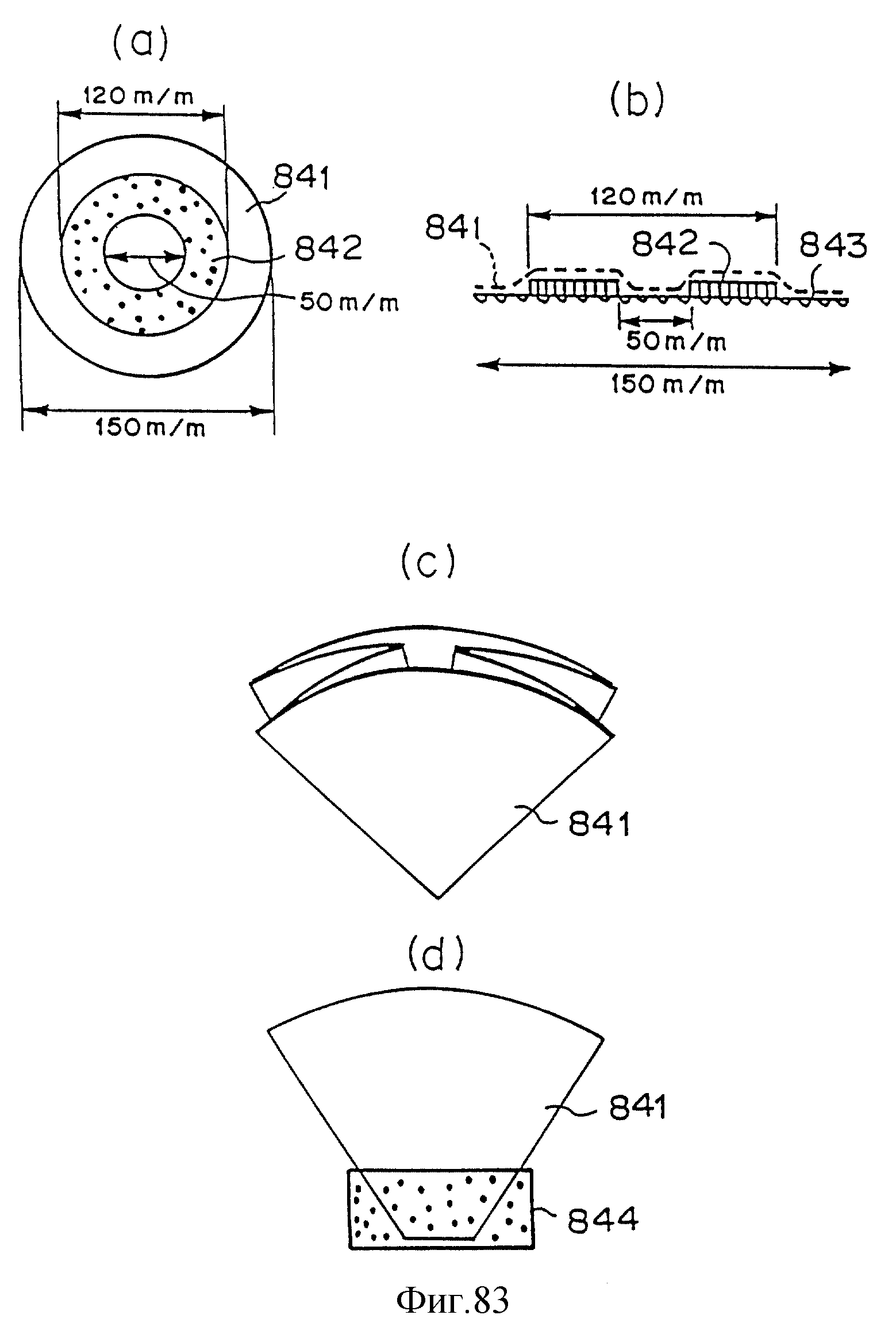
На фиг.83 показана женская прокладка, в которой применен композиционный абсорбирующий материал в соответствии с настоящим изобретением, при этом (а) - это ее вид сверху, (b) - вид в разрезе, (с) - вид в перспективе, на котором показано условие, при котором композиционный абсорбирующий материал согласно виду (а) согнут, (d) - вид сбоку готовой женской прокладки.
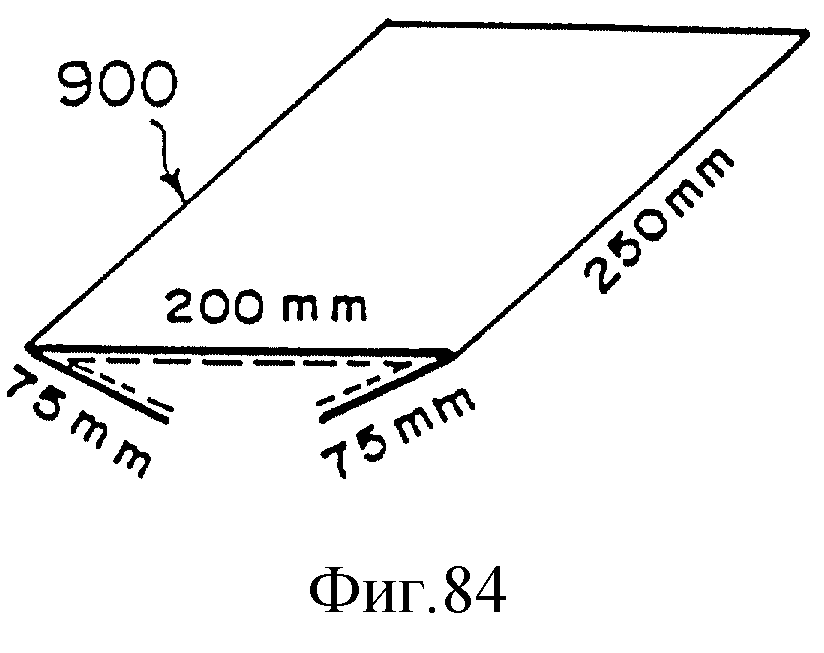
На фиг. 84 изображен вид в перспективе, на котором показан материал поглотительной трубки, используемой в примере в соответствии с настоящим изобретением.
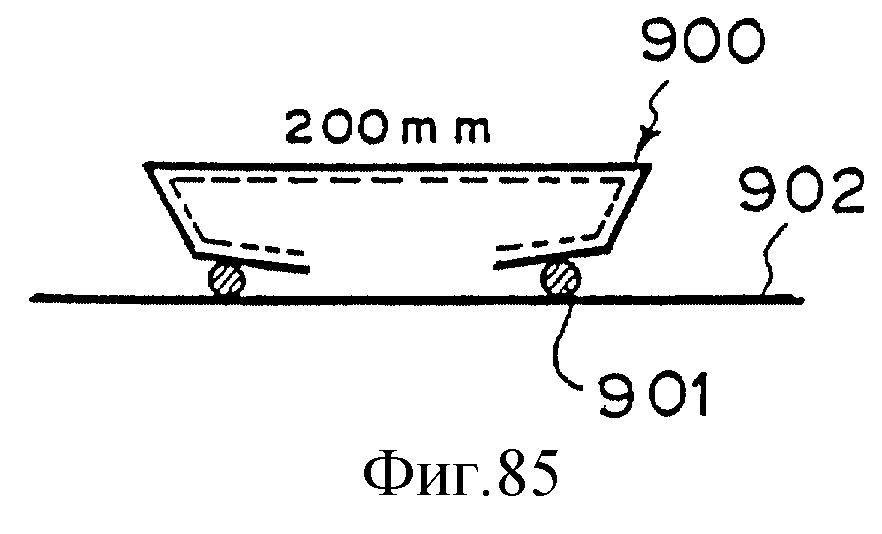
На фиг. 85 изображен вид в поперечном сечении поглотительной трубки, состоящей из материала согласно фиг.84.
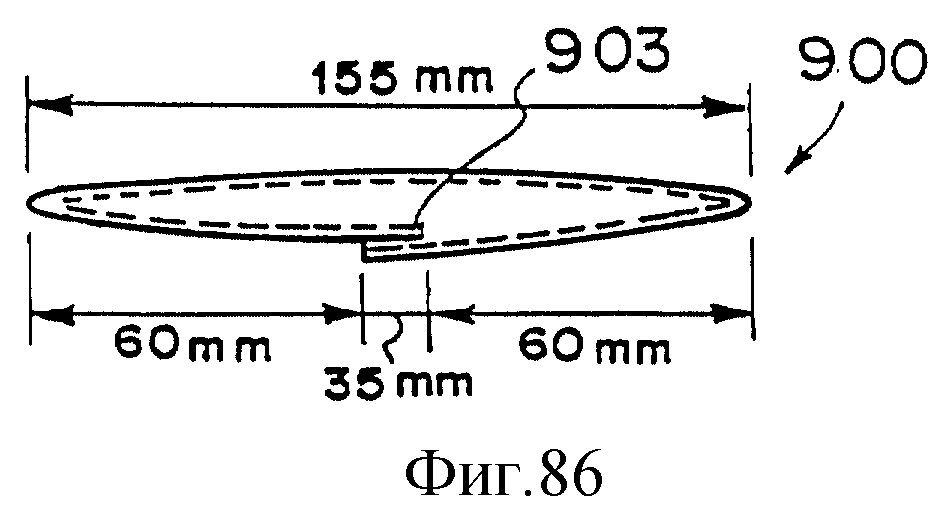
На фиг. 86 изображен вид в поперечном сечении поглотительной трубки, используемой в примере в соответствии с настоящим изобретением.
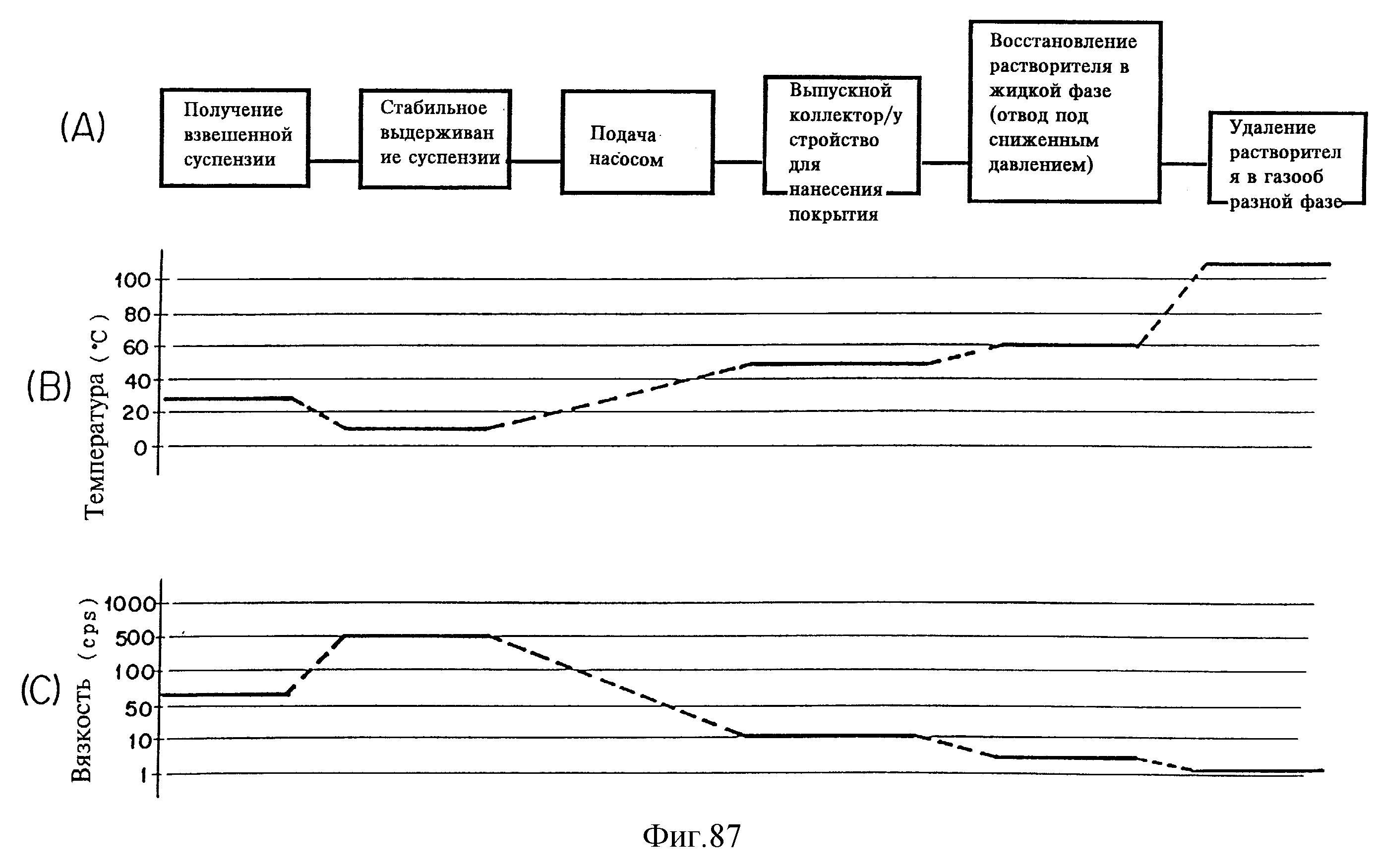
На фиг.87 показано регулирование коэффициента вязкости и температуры на каждом технологическом этапе процесса на примере пропиленгликоля, при этом (А) - это последовательность технологических операций, (В) - схема, на которой показана флуктуация температуры на каждом технологическом участке, а (С) - схема, на которой показана флуктуация коэффициента вязкости на каждом технологическом участке.
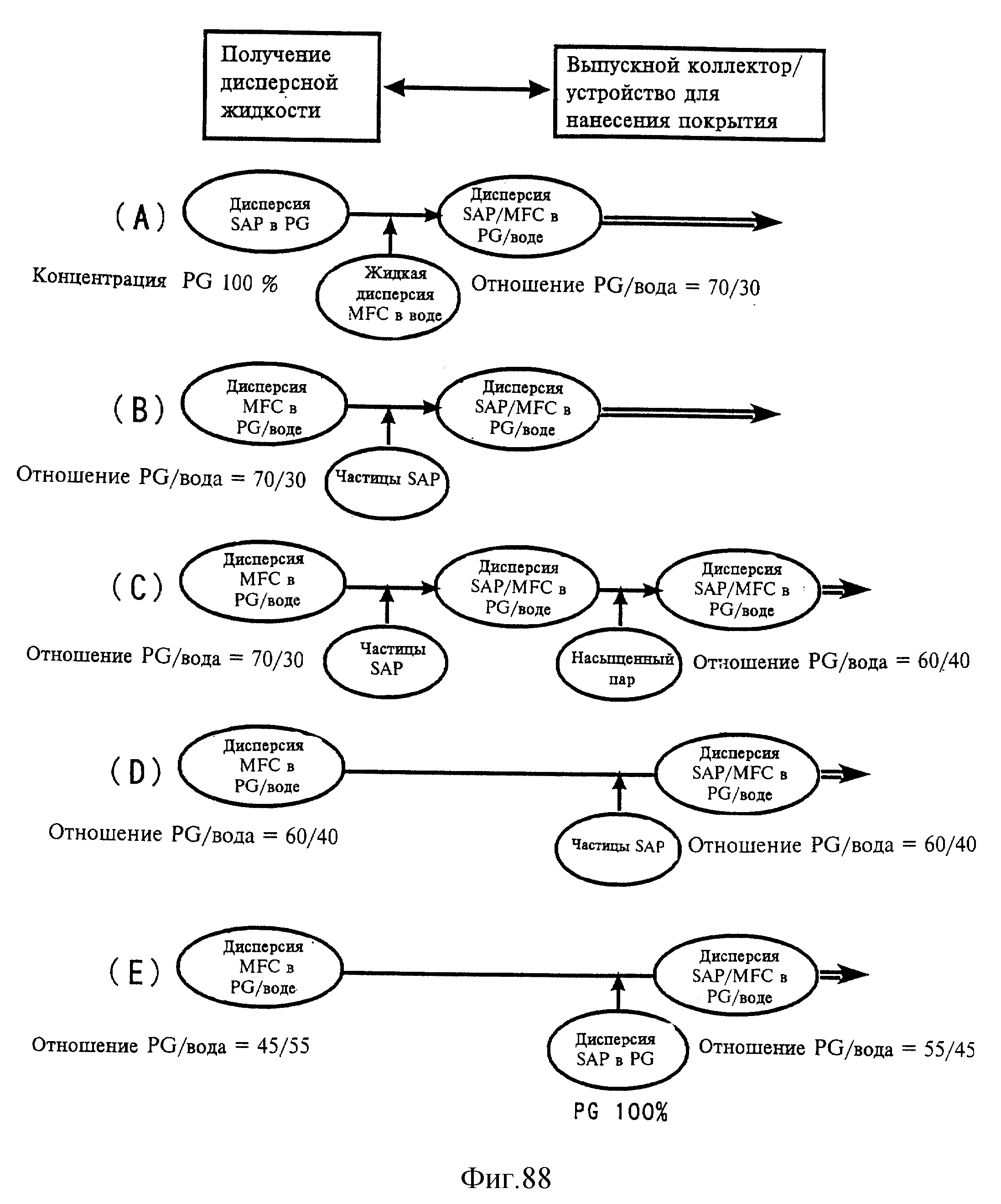
На фиг.88 (А)-(Е) изображены пояснительные рисунки, на которых поэтапно показан вариант осуществления технологии получения диспергированной суспензии до ее поступления в коллектор.
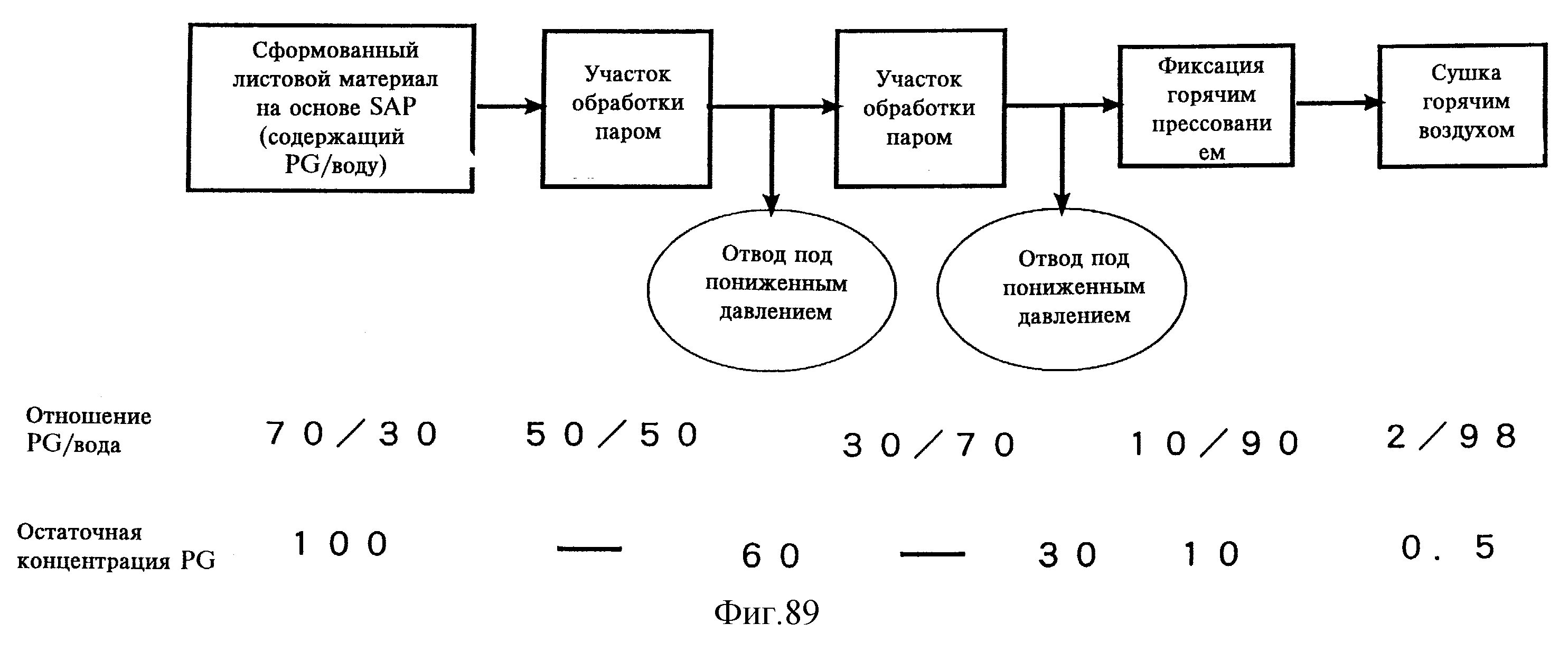
На фиг. 89 изображен пояснительный рисунок, на котором показана последовательность технологических операций по удалению методом декомпрессии на жидкой фазе жидкого компонента сформованного листа SAP, содержащего пропиленгликоль, и удаления жидкого компонента методом сушки горячим воздухом на газообразной фазе, при этом в качестве источника нагрева и увлажнения используется пар, а также флуктуаций состава смеси пропиленгликоля/воды и количества остатка пропиленгликоля.
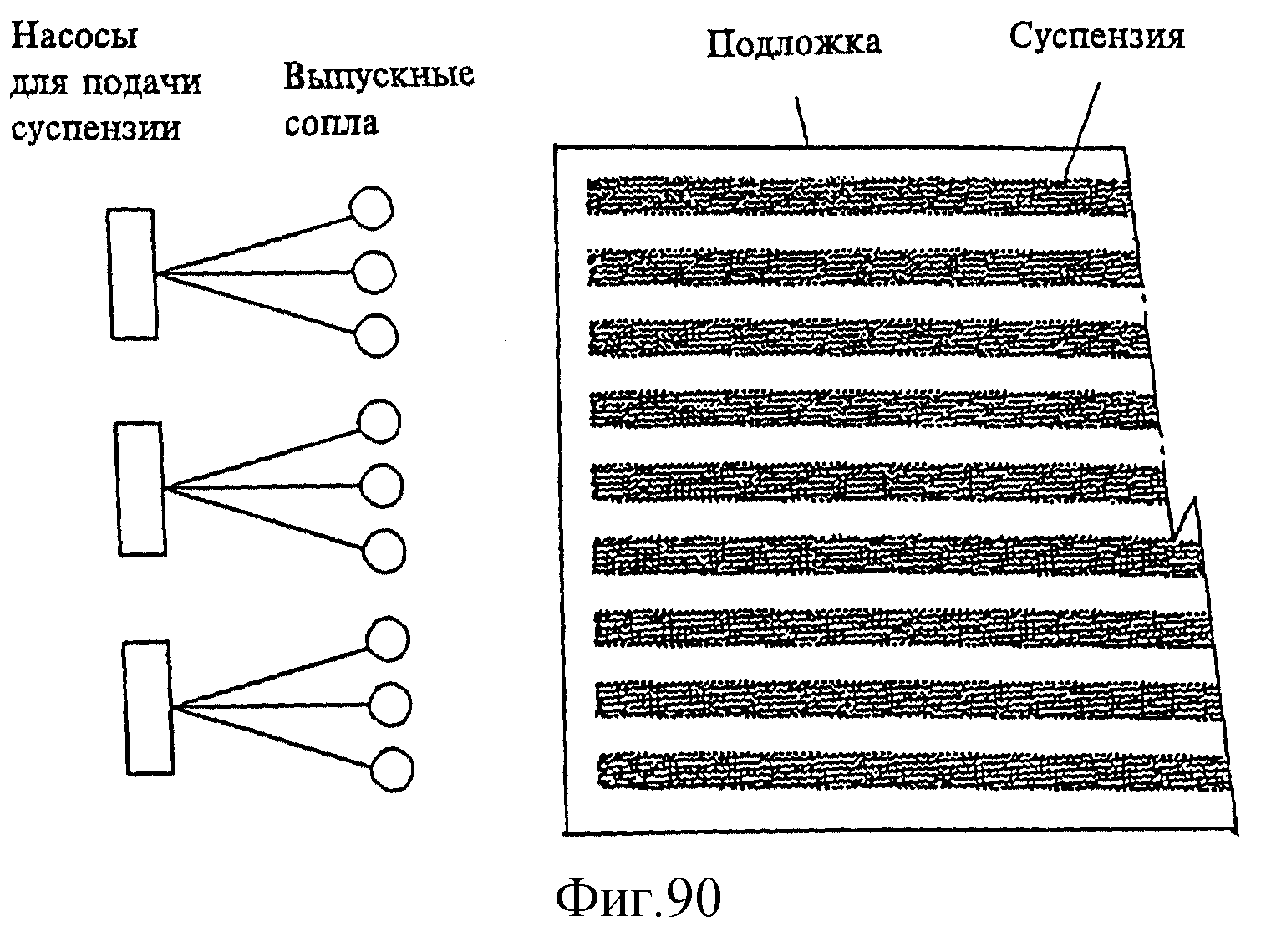
На фиг. 90 изображен пояснительный рисунок, на котором показана технология нанесения суспензии на подложку в виде множества полос, параллельно проходящих через интервалы.
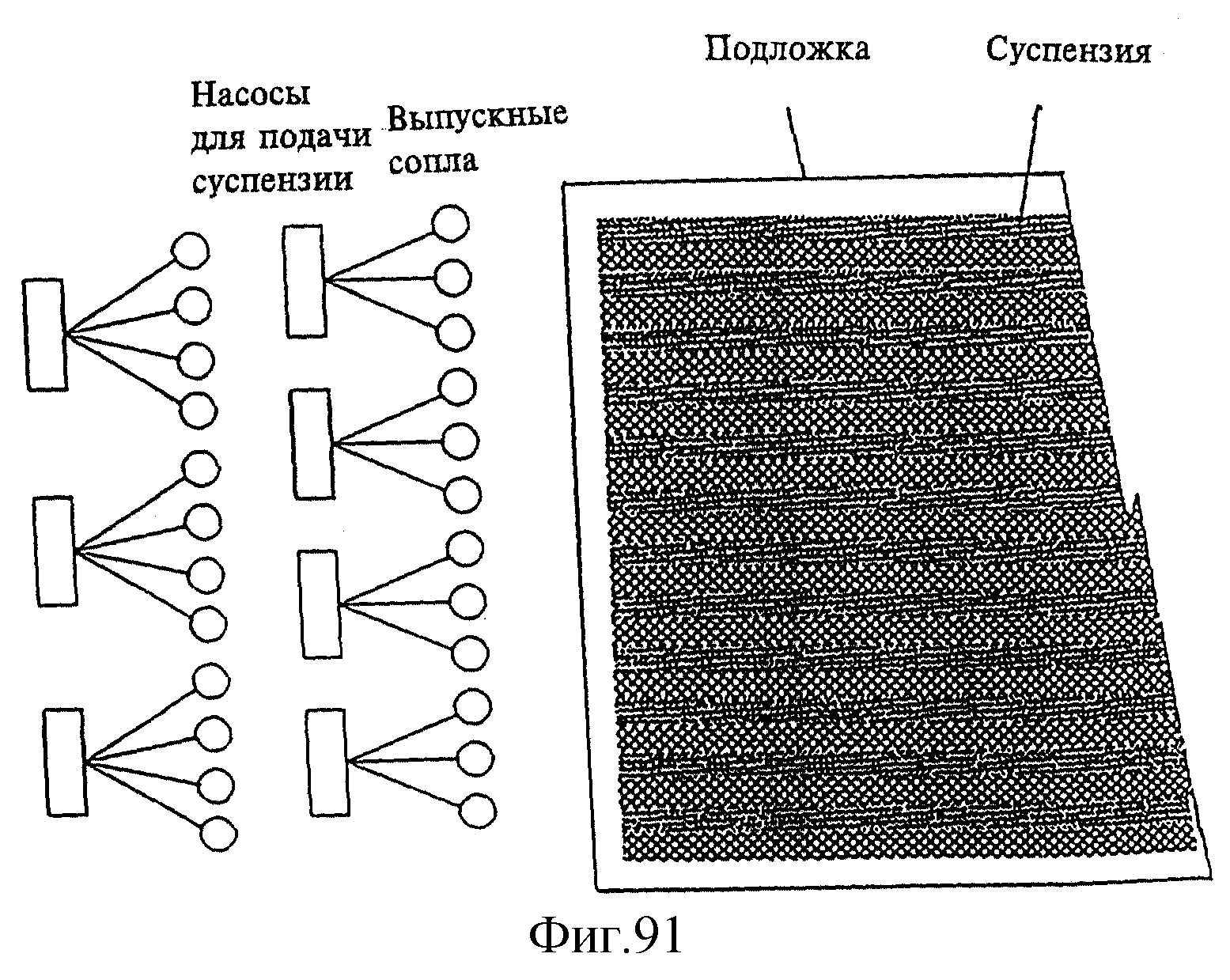
На фиг. 91 изображен пояснительный рисунок, на котором показана технология нанесения суспензии на подложку в виде множества полос, параллельно проходящих вплотную друг к другу.
Подробное описание предпочтительного варианта осуществления
Далее настоящее изобретение будет подробно описано со ссылкой на приложенные чертежи.
На фиг. 1 изображен пример, на котором показана концентрация и коэффициент вязкости супермикрофибриллированной целлюлозы в виде микрофибриллы (далее иногда именуемой "S-MFC"). Как следует из фиг.1, даже при малой концентрации коэффициент вязкости будет оставаться высоким. Дисперсная жидкость в виде HFMM обладает структурной вязкостью, а в случае приложения усилия сдвига происходит ориентация частиц по типу текучей среды и понижение вязкости. Тем не менее по мере уменьшения усилия сдвига восстанавливается прежний уровень вязкости. Таким образом, если в дисперсную среду в виде HFFM добавлены частицы SAP и диспергированы в ней, при воздействии малого усилия сдвига на дисперсную среду частицы SAP прочно удерживаются в сетчатой структуре HFFM и, следовательно, может быть стабильно диспергирован SAP с высокой концентрацией. Дисперсию можно легко транспортировать посредством насоса или подобного устройства, поскольку затем коэффициент вязкости понижается.
Таким образом, когда SAP диспергирован в дисперсной среде в виде HFFM, он может быть стабильно диспергирован в высокой концентрации. В случае использования технологии, при которой дисперсную среду удаляют, HFFM находится в вязкотекучем состоянии, образуя сетчатую структуру, частицы в которой прочно связаны друг с другом и механически удерживают частицы SAP, а поскольку частицы HFFM связаны друг с другом водородными связями, они прочно удерживают частицы SAP.
Тонкие волокна в виде микрофибриллы (HFFM) могут быть получены путем микрофибриллирования целлюлозы или ее производных. Например, как это показано на фиг.2, HFFM получают путем измельчения и размалывания в достаточной мере древесной целлюлозы. HFFM иногда называют "MFC" (микрофибриллированной целлюлозой), а если ее подвергают дальнейшему фибриллированию, - "S-MFC" (супермикрофибриллированной целлюлозой).
Далее описан способ изготовления композиционного материала с высокой абсорбционной способностью, состоящего из описанной выше HFFM и SAP.
В соответствии с настоящим изобретением при изготовлении описанного выше композиционного материала с высокой абсорбционной способностью оригинальным образом используется поведение SAP в дисперсной среде, состоящей из HFFM, и поведение HFFM после удаления жидкого компонента. Иными словами, абсорбирующий материал с высокой абсорбционной способностью в соответствии с настоящим изобретением может быть получен путем диспергирования частиц SAP и HFFM в дисперсной среде, представляющей собой смесь способного смешиваться с водой органического растворителя и воды, в которой стабильно гидратирована и диспергирована HFFM, отделения частиц SAP и HFFM от полученной дисперсной жидкости и удаления жидкого компонента, после чего осуществляют сушку. В результате данной операции может быть получен типичный абсорбирующий материал с высокой абсорбционной способностью, содержание SAP в котором составляет 90% или более.
Для получения дисперсной жидкости из HFFM сначала в качестве исходной жидкости получают дисперсную жидкость, в которой HFFM диспергирована в воде. С ростом концентрации исходной жидкости более компактным становится устройство для получения дисперсии HFFM. Однако в то же время при более высоких концентрациях происходит повышение коэффициента вязкости исходной жидкости, что затрудняет осуществление операций с исходной жидкостью. Таким образом, используется дисперсия жидкости в воде с концентрацией 10% или менее, предпочтительно от 5 до 1%. Исходную жидкость добавляют в дисперсионную среду, состоящую из органического растворителя и воды, чтобы получить дисперсную жидкость из HFFM с предписанной концентрацией HFFM и коэффициентом вязкости, дополняющим концентрацию. В качестве средства добавления SAP и его смешивания с дисперсной жидкостью, как правило, используется средство диспергирования частиц SAP в описанной выше дисперсной жидкости.
За счет диспергирования HFFM и SAP в указанной дисперсной жидкости, состоящей из органического растворителя и воды, формируется сетчатая структура из HFFM, а частицы SAP инкорпорируются в сетчатую структуру, в результате чего обеспечивается стабильное дисперсное состояние. Когда затем дисперсную среду удаляют, образуется физическая структура HFFM с тесными связями и стабильные водородные связи частиц HFFM друг с другом, в результате чего, как предполагается, формируется трехмерная структура.
Отношение концентраций компонентов в смеси органического растворителя и воды устанавливают в пределах, способствующих формированию сетчатой структуры HFFM и подавлению в максимальной степени способности SAP абсорбировать воду.
Далее будут описаны типичные растворители из числа упомянутых выше органических растворителей. На показанной на фиг.3 кривой проиллюстрировано соотношение между концентрацией органического растворителя и воды и коэффициентом абсорбционной способности SAP в том случае, когда используются такие органические растворители, как метиловый спирт, этиловый спирт и ацетон. Как показано на фиг.3, в случае использования этилового спирта или ацетона при концентрации растворителя 50% или ниже, коэффициент абсорбционной способности SAP резко повышается, а в случае использования метилового спирта при концентрации 60% или менее, коэффициент абсорбционной способности SAP резко повышается. Таким образом, предпочтительно поддерживать более высокую концентрацию органического растворителя.
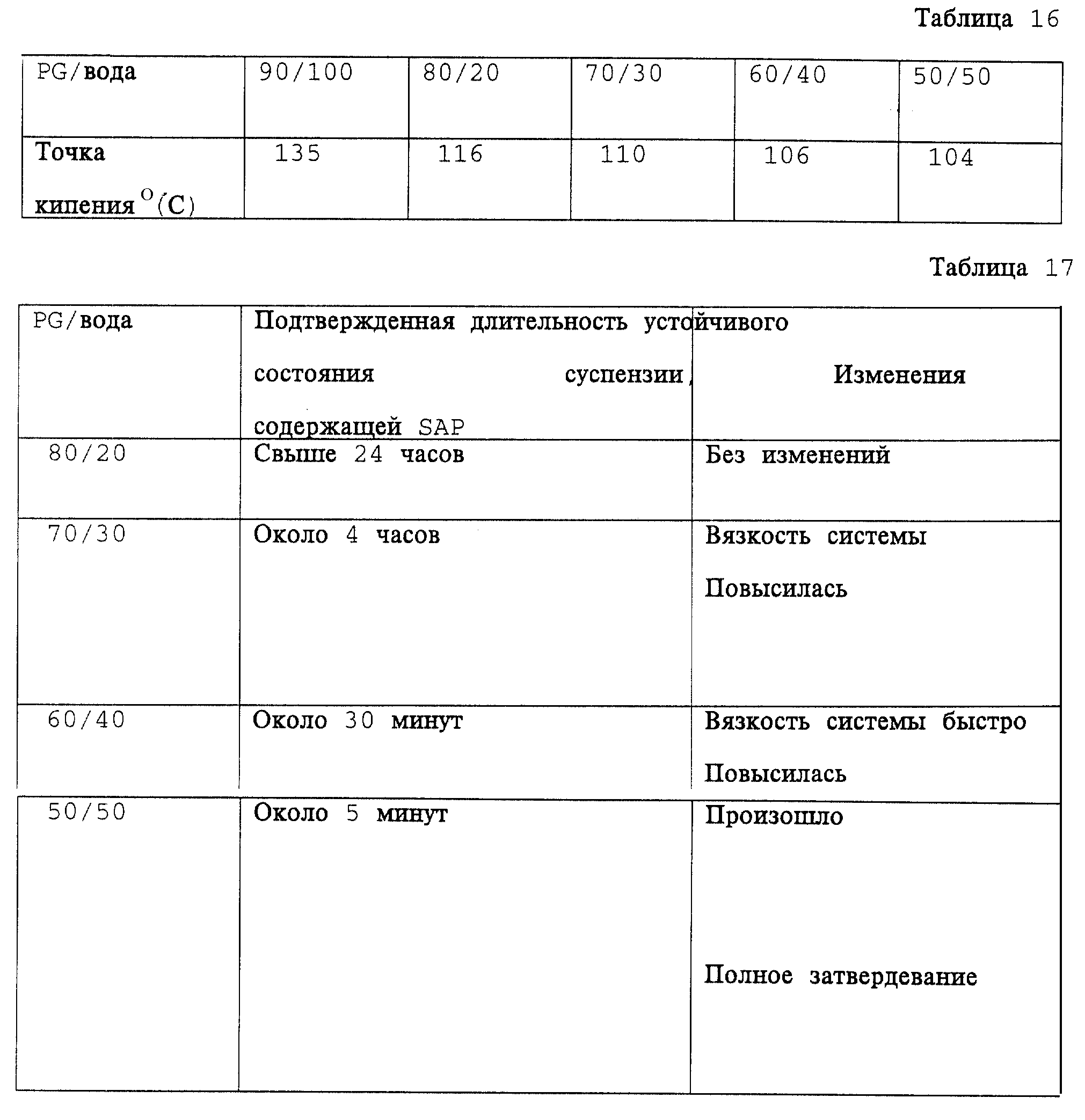
Из числа описанных выше растворителей более высоким коэффициентом вязкости обладают растворители на основе многовалентных спиртов, а наиболее удобными для обращения и распространенными среди них являются этиленгликоль и пропиленгликоль. На фиг. 4 показано отношение между коэффициентом вязкости этиленгликоля и пропиленгликоля и температурой в диапазоне от минус 10oC до 12oC. С учетом его безопасности для окружающей среды и пользователей санитарными изделиями наиболее предпочтительным органическим растворителем является пропиленгликоль (далее именуемый "PG").
В соответствии с настоящим изобретением описанные выше растворители используются главным образом в виде смеси с водой. Чтобы предотвратить коагуляцию и набухание частиц SAP и обеспечить устойчивое диспергирование частиц SAP в сочетании с MFC и штапельным волокном короткой резки, необходимо выбрать соответствующее отношение концентраций воды и растворителя. Соотношение концентраций воды и растворителя составляет приблизительно от 9:1 до 5:5. Если содержание воды превышает 5:5, быстро растет набухание частиц SAP, а если содержание растворителя превышает 9:1, MFC начинает осаждаться. Переходная область и ее характер различаются в зависимости от вида используемого растворителя. Если в качестве примера использовать PG, особо предпочтительным отношением концентраций воды и растворителя будет от 6:4 до 8:2. На фиг. 5 показано соотношение между коэффициентом вязкости этиленгликоля и его температурой в водном растворе при соотношениях концентраций в смеси, равных 4: 6, 6: 4 и 8:2. Показано, что по мере роста содержания воды коэффициент вязкости относительно снижается и что различие в коэффициенте вязкости, вызванное различием в температуре, велико, даже в случае, когда растворитель находится в виде водного раствора.
В то же время с целью обеспечить устойчивое гидратирование и диспергирование HFFM более предпочтительным является поддерживать более высокую концентрацию воды в дисперсной среде. Таким образом, соответствующий диапазон соотношения концентраций в смеси органического растворителя и воды составляет от 90:10 до 40:60. Следует учесть, что отношение колеблется до определенного предела в зависимости от используемых органических растворителей и свойств используемого SAP.
Ниже более подробно описана концентрация SAP и HFFM, одновременно находящихся в указанной дисперсной среде, а также отношение концентраций SAP и HFFM. Концентрацию SAP выбирают в диапазоне от 60% или менее, предпочтительно от 50 до 5%, принимая во внимание простоту обращения, несмотря на то что она (концентрация) может незначительно отличаться в зависимости от выбранных способов доставки суспензии. Предпочтительную концентрацию HFFM выбирают с целью обеспечения прочности связи и устойчивости диспергирования в отношении SAP. Для поддержания высокой устойчивости диспергирования концентрация HFFM должна составлять 0,2% или выше, предпочтительно от 0,3 до 1,0%.
При такой концентрации HFFM содержащая HFFM дисперсная среда демонстрирует высокую устойчивость диспергирования. Осаждение не происходит даже после того, как среду выдерживают в течение длительного времени.
Полученные экспериментальным путем результаты показывают, что по мере роста концентрации HFFM устойчивость диспергирования улучшается. При концентрации HFFM, равной 0,3%, осаждения не наблюдалось в течение 1 ч. При концентрации, 0,5%, осаждения не наблюдалось в течение 65 ч. Это является доказательством того, что при такой высокой устойчивости диспергирования облегчается не только процесс нанесения покрытия, но также обеспечивается и полное обволакивание частиц SAP HFFM, в результате чего происходит устойчивое диспергирование.
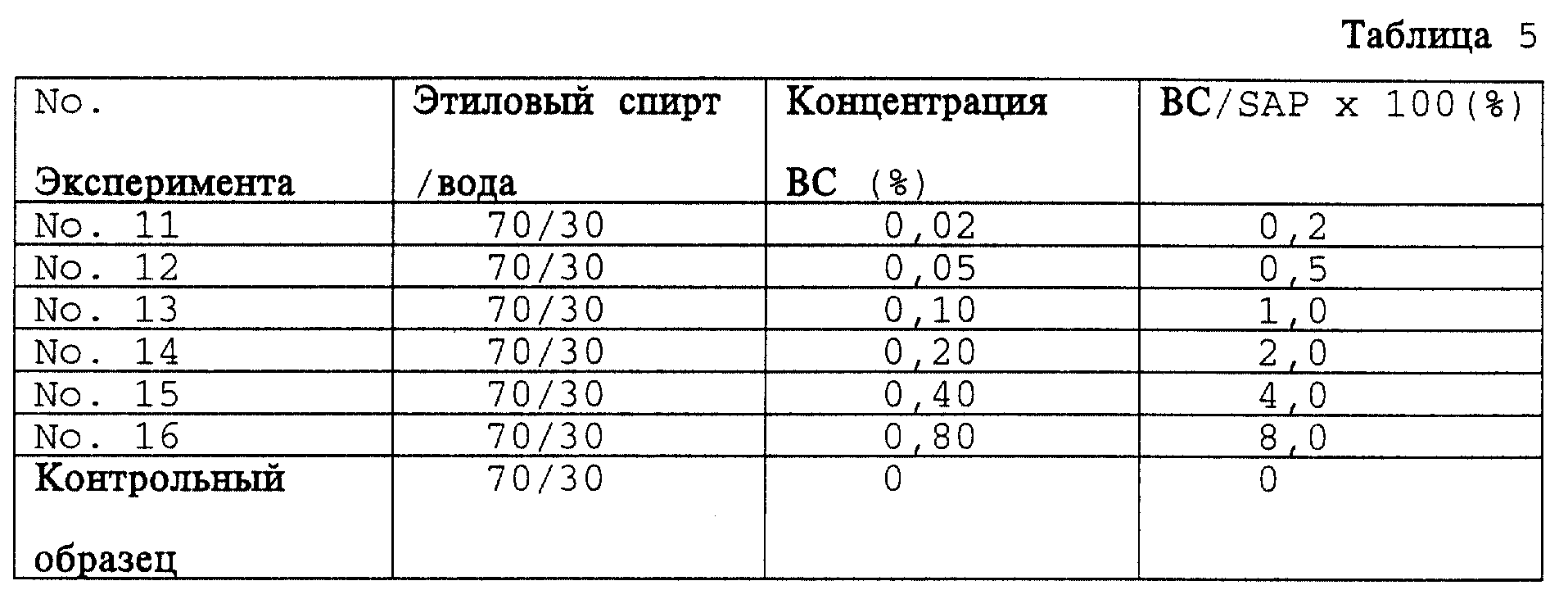
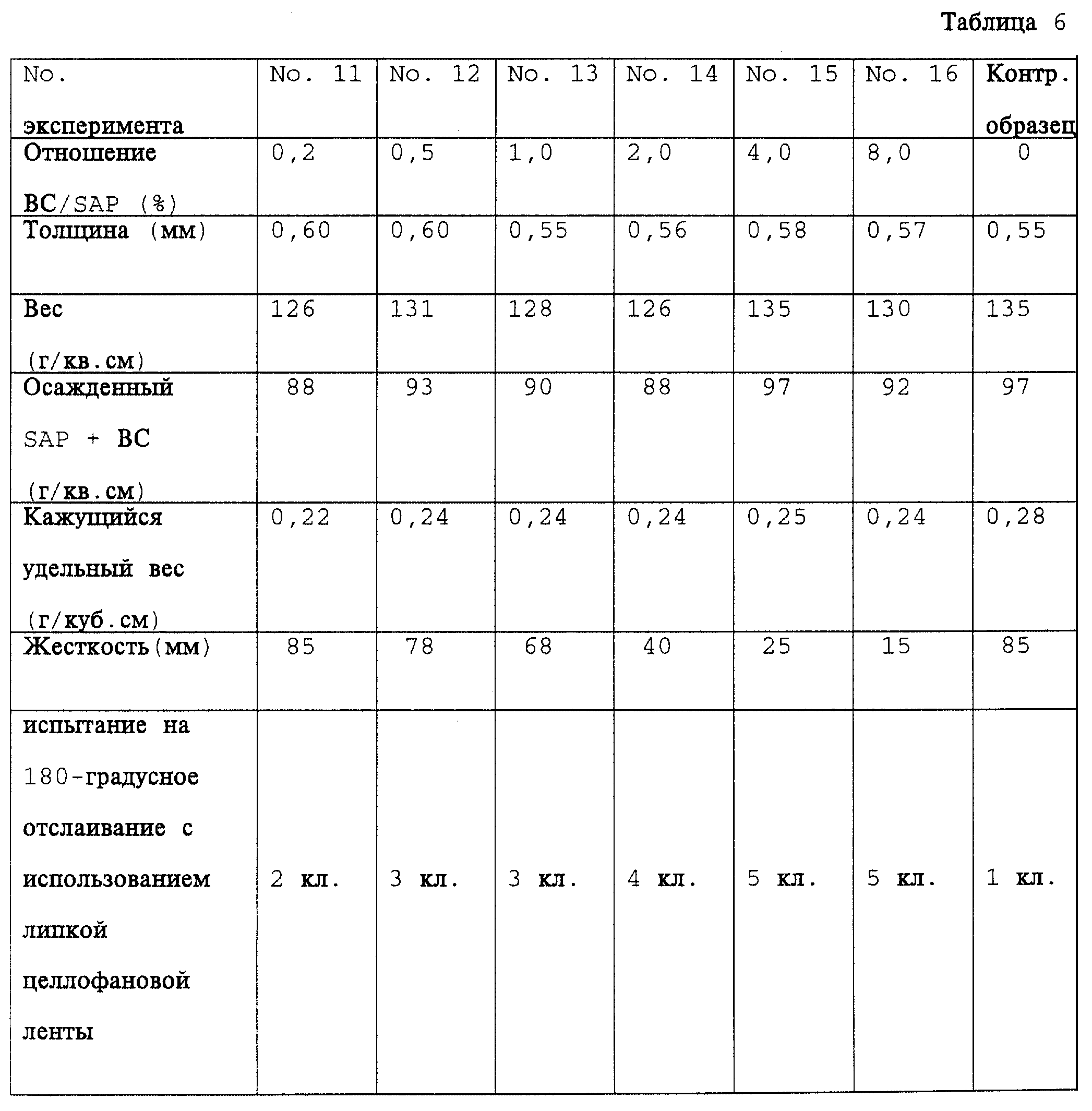
По мере роста отношения концентрации HFFM и SAP (MFC/SAP•100(%)), прочность абсорбирующего композиционного материала становится выше, но в то же время абсорбирующий композиционной материал затвердевает и приобретает свойства бумаги. Таким образом, отношение концентрации HFFM к SAP предпочтительно составляет 20% или ниже. В то же время при отношении 0,3% или ниже не может быть обеспечена достаточная прочность связи. Прочность связи оценивают методом использования целлофановой клейкой ленты, чтобы измерить поверхностную прочность. Результаты использования этого метода для оценки прочности связи показывают, что наиболее предпочтительный диапазон отношения концентраций составляет от 5 до 0,5%.
Далее со ссылкой на приложенные чертежи будет описан способ формирования композиционного материала из дисперсной жидкости, получаемой методом диспергирования HFFM и SAP в дисперсной среде. Проиллюстрированный на фиг.6 в качестве примера способ формирования абсорбирующего композиционного материала из описанной выше диспергированной в жидкости суспензии заключается в том, что (1) напоминающее слипшееся вещество, полученное путем выделения растворителя из суспензии, высушивают и измельчают его в частицы, в результате чего получают композиционные частицы, поверхность которых состоит из SAP и покрыта HFFM и которые имеют кубическую форму, как это показано на фиг.7(а), или хлопьевидную форму, как это показано на фиг.7(b), (2) в случае, если суспензию подают в форму, например, в виде сетки, а твердые и жидкие компоненты разделяют и подвергают сушке, получают трехмерные композиционные частицы, имеющие форму шариков, стержней, цилиндров или гофрированных пластинок в зависимости от вида использованной формы, (3) в случае, если непрерывным методом изготавливают тонкую пленку и высушивают ее, получают композиционный листовой материал.
Ниже будет описан способ получения листового материала непосредственно из дисперсной жидкости, который может широко применяться. Как описывалось ранее, сетчатая структура HFFM в случае поддержания условий, при которых SAP устойчиво и прочно удерживается внутри нее, способствует образованию очень тонкого слоя. Иными словами, дисперсную жидкость, в которой HFFM и SAP диспергированы в дисперсной среде, наносят на соответствующую плоскую поверхность, в результате чего может быть получен листовой композиционный материал с высокой абсорбционной способностью, состоящий только из HFFM и SAP.
Листовой композиционный материал с высокой абсорбционной способностью описанной выше формы показан на фиг.8(а). На фиг.8(а) позициями 11 и 12 обозначены HFFM и частицы SAP соответственно. В соответствии с фиг.8(b), представляющей собой увеличенную в 70 раз микрофотосхему, каждая частица SAP, по существу, полностью покрыта HFFM и в то же время частицы SAP вовлечены в сетчатую структуру HFFM, так как соседние частицы SAP соединены друг с другом с помощью HFFM.
В качестве альтернативы в случае, когда дисперсную жидкость наносят на соответствующую подложку, после сушки дисперсной жидкости получают листовой композиционный материал с высокой абсорбционной способностью, состоящий из подложки и абсорбирующего композиционного слоя. В случае использования в качестве подложки пористого нетканого материала часть дисперсной жидкости проникает в пространства, созданные волокнами нетканого материала в зависимости от плотности нетканого материла, в результате чего после того, как жидкость высушена, получают, как это показано на фиг.9(а) и 9(b), представляющих собой микрофотосхемы, композиционный листовой материал, в котором нетканый материал 13 и абсорбирующий композиционный слой 10 тесно связаны друг с другом, так как они находятся в контакте с друг с другом. Предпочтительная плотность нетканого материала составляет 0,2 г/куб.см или менее в пересчете на кажущуюся плотность, более предпочтительно - от 0,01 до 0,1 г/куб.см.
С точки зрения их проницаемости для жидкости предпочтительными волокнами, образующими нетканый материал, являются такие гидрофильные материалы, как хлопок, вискоза и древесная целлюлоза, или синтетические волокна, обработанные с целью придания им гидрофильных свойств, такие как полиэтилен, полипропилен и полиэфир. В частности, HFFM, состоящая из S-MFC или ВС, помимо своей физической способности легко поддаваться переплетению, обладает очень сильной водородной связью. Таким образом, при использовании целлюлозной подложки такая в сухом состоянии HFFM отличается более высокой прочностью и более устойчивой связью как внутри нее, так и с подложкой, а во влажном демонстрирует исключительную влагопроницаемость.
Помимо этого в структуре, показанной на фиг.9, с абсорбирующим композиционным слоем 10 может быть соединен другой листовой материал 14, как например нетканый материал 13, показанный на фиг.10. Если в качестве такого материала 14 используется влагонепроницаемый листовой материал, сам композиционный листовой материал согласно фиг.10 может демонстрировать свойство абсорбирующего изделия, состоящего из верхнего слоя, абсорбента и подстилающего слоя.
Кроме того, слой композиционного материала с высокой абсорбционной способностью в структуре согласно фиг.9 может быть нанесен не только целиком на всю фронтальную поверхность подложки, но также частично, в соответствии с заданным трафаретом. Например, как показано на фиг.11, только на одну из поверхностей подложки 13 через заданные интервалы в виде полос требуемой ширины нанесено множество слоев 10 композиционного материала с высокой абсорбционной способностью, при этом композиционный лист подложки 13 зигзагообразно сложен между соседними слоями абсорбирующего композиционного материала. Поскольку объем абсорбирующего композиционного слоя 10, приходящийся на единицу площади композиционного листового материала, обладающего такой структурой, превышает объем, приходящийся на единицу площади плоского композиционного листового материала, такой композиционный листовой материал соответственно обладает более высокой абсорбционной способностью. В качестве альтернативы, как это проиллюстрировано на фиг.12, в случае, когда верхние участки зигзагообразной структуры преимущественно направлены вниз в одном направлении, объем абсорбирующего композиционного слоя 10, приходящийся на единицу площади композиционного листового материала, может быть дополнительно увеличен. Кроме того, как показано на фиг.13, верхние участки зигзагообразной структуры могут быть направлены вверх в противоположных друг другу направлениях в любую из сторон, в центре при этом будет расположен плоский участок.
Такая зигзагообразная структура, обеспечивает достаточно незанятого пространства, чтобы применяемый в абсорбирующем изделии SAP мог легко набухать при абсорбировании жидкости.
На фиг.14 проиллюстрирован пример композиционного листового материала с высокой абсорбционной способностью, обладающего составом в соответствии с настоящим изобретением. Указанный композиционный листовой материал с высокой абсорбционной способностью обладает структурой, в которой композиционный слой 10 с высокой абсорбционной способностью нанесен в виде полос, идущих параллельно друг другу через заданные интервалы и расположенных на одной из поверхностей выполненной из эластичного материала подложки 13, поверх композиционного слоя 10 с высокой абсорбционной способностью расположен гофрированный (зигзагообразный) влагопроницаемый нетканый материал 14, а нетканый материал 14 и подложка 13 соединены друг с другом в нижних участках зигзагов нетканого материала 14 на участках контакта 15. Таким образом, каждый композиционный слой 10 с высокой абсорбционной способностью расположен в канале 16, образованном между подложкой 13 и нетканым материалом 14. Композиционный листовой материал с высокой абсорбционной способностью описанной выше структуры может быть предпочтительно использован в качестве обладающего высокой эластичностью абсорбирующего листового материала, например, в таких абсорбирующих изделиях, как женские гигиенические прокладки и подгузники, поскольку композиционный листовой материал с высокой абсорбционной способностью обладает высокой эластичностью в направлении, перпендикулярном продольному направлению слоя 10 с высокой абсорбционной способностью. В данном случае нетканый материал 14 при использовании находится в контакте с телом пользователя, а выделения организма пользователя сначала абсорбируются нетканым материалом 14 и рассеиваются в нем, а затем абсорбируются слоем 10 с высокой абсорбционной способностью. По мере того как абсорбированное количество выделений организма возрастает, слой 10 с высокой абсорбционной способностью увеличиваться в объеме. Тем не менее, поскольку каждая полоса слоя 10 с высокой абсорбционной способностью расположена в канале 16, образованном между подложкой 13 и нетканым материалом 14, слой может свободно набухать.
На фиг. 15 показан композиционный листовой материал с высокой абсорбционной способностью в соответствии с настоящим изобретением. Влагонепроницаемый листовой материал, обозначенный на фиг.15 позицией 21, является влагонепроницаемым и в достаточной мере эластичным. Композиционный листовой материал 22 с высокой абсорбционной способностью укладывают поверх влагонепроницаемого листового материала 21. Каждый из них соединен друг с другом во множестве участков контакта 23, расположенных в виде параллельных друг другу линий или полос, проходящих через заданные интервалы. Участки контакта 23 образованы в результате термического сплавления влагонепроницаемого листового материала 21 и композиционного листового материала 22 с высокой абсорбционной способностью заданной ширины одним из обычных способов, таким как термосваривание и высокочастотная сварка. Длина композиционного листового материала 22 с высокой абсорбционной способностью между соседними участками контакта 23 и 23 не превышает длину влагонепроницаемого листового материала 21 и, таким образом, между участками контакта 23 и 23 формируется канал, расположенный между композиционным листовым материалом 22 с высокой абсорбционной способностью и влагонепроницаемым листовым материалом 21 и образованный за счет прогиба влагонепроницаемого листового материала 21.
Композиционный листовой материал 22 с высокой абсорбционной способностью обладает показанной на фиг.15 структурой, в которой на любой из поверхностей подложки 13, состоящей из сформованного методом склеивания или уложенного в сухом состоянии нетканого материала из полиолефина, такого как РР и РЕ, находится слой 10 абсорбирующего композиционного материала, при этом упомянутый слой 10 расположен на стороне, обращенной к влагонепроницаемому листовому материалу 21. Листовое изделие такой структуры обладает исключительной способностью стабильно сохранять собственную форму даже тогда, когда такое листовое изделие абсорбирует большое количество жидкости.
На фиг.16-18 проиллюстрированы типичные примеры абсорбирующего листового материала с абсорбирующим слоем, распределенным по моделям, полученным описанными выше способами. На фиг.16 показана модель распределения, полученная методом пульсации. На фиг.17 показана модель, полученная за счет использования разветвленного сопла, а на фиг.18 показана модель, полученная за счет сочетания двух упомянутых средств. Примеры распределения участков с более высокой абсорбционной способностью подразделяются на следующие три вида: (1) поверх тонкого абсорбирующего слоя расположен распределенный по всему участку частично утолщенный слой; (2) одни участки подложки оставлены без какого-либо абсорбирующего слоя, а ее участи, покрытые таким абсорбирующим слоем расположены отдельно; и (3) на участках с более высокой абсорбционной способностью соседствуют более тонкие и более толстые слои. Модель распределения участков с более высокой абсорбционной способностью может, например, представлять собой острова в море, как это показано на фиг.16, непрерывные полосы с тонким краем, как это показано на фиг.17, и сочетание островов и полос, как это показано на фиг.18. Абсорбирующий листовой материал, покрытый распределенной в соответствии с моделью суспензией, прочно соединен с подложкой прессованием, а его структура зафиксирована за счет удаления жидкого компонента и сушки. При этом толщина подлежащего сушке абсорбирующего листового материала с нанесенным на него в соответствии с моделями абсорбирующим слоем значительно варьирует, и он содержит большое количество растворителя, который может прилипнуть к валику пресса и частично отслоиться. Чтобы предотвратить это, имеется средство прессования абсорбирующего листового материала, покрытого тканью или нетканым материалом, однако эффективным средством является следующее: абсорбирующий листовой материал сначала прессуют в горячем состоянии, чтобы подогнать его под подложку, а из абсорбирующего слоя на валике удаляют жидкий компонент, чтобы зафиксировать структуру и стабилизировать поверхность. Затем если отслаивание произведено лишь после того, как поверхность была стабилизирована таким образом, на валике не будет абсорбирующего листового материала, не имеющего покрытия.
На фиг. 19(А), (В), (С) и (D) показаны типичные наиболее простые формы поглотительной трубки в соответствии с настоящим изобретением. На фиг.19 позицией 401 обозначена подложка в трубке, а позицией 402 - SAP, расположенный на подложке 401 только на внутренней стенке. В поглотительной трубке, показанной на фиг.19(А), поперечное сечение подложки 401 имеет форму замкнутого кольца и выполнено в виде трубки, концы которой склеены клеящим веществом 403, таким как термоплавкое клеящее вещество, a SAP 402 нанесен на подложку 401 преимущественно равномерно по всей поверхности внутренней стенки. На фиг. 19(В) показан упрочняющий листовой материал 404, расположенный в точке соединения обоих концов подложки 410, а оба конца подложки 410 с помощью клеящего вещества 403 склеены с упрочняющим листовым материалом. В показанной на фиг.19(С) поглотительной трубке плоская подложка 401, на одной из поверхностей которой расположен SAP 402, образует трубку, только одним концом своей поверхности, покрытой изнутри SAP, а торцы обеих поверхностей, обращенные в противоположные друг от друга стороны, соединены методом наложения друг на друга при наличии соответствующей ширины края, при этом в участке их соединения они склеены клеящим веществом 403. Таким образом, на одном конце плоского абсорбирующего материала образуется трубка. В поглотительной трубке, проиллюстрированной на фиг.19(D), на расположенном снаружи конце отсутствует SAP 402, и за счет этого клеящее вещество 403 наносят непосредственно на поверхность подложки 401.
В качестве подложки, пригодной для использования в соответствии с настоящим изобретением, могут применяться преимущественно все виды листового материала, состоящего из нетканого волокна, при условии, что оно является влагопроницаемым и не имеет отверстий достаточно большого размера, чтобы через них могли проходить частицы SAP. Его примерами служат выдутый из расплава нетканый материал, вспененная сеть, экструдированная фибриллированная сеть, сформованный методом склеивания нетканый материал, нетканый материал из волокна кардного прочеса, сформованный методом прядения нетканый материал и любое сочетание названных выше материалов.
Основной функцией такой подложки является служить устойчивым носителем SAP и в то же время предотвращать утечку жидкости из набухшего в результате ее абсорбирования SAP и выход жидкости из поглотительной трубки. Если необходимо, подложке могут быть приданы иные функции за счет выбора видов и форм составляющих подложку материалов. Например, за счет выбора целлюлозного волокна или содержащей целлюлозное волокно смеси в качестве волокна, образующего подложку, может быть увеличено рассеивание жидкости в SAP. Еще одним примером придания иной функции также является тот факт, что за счет использования нетканого материала, обладающего высокой растяжимостью при приложении малого усилия к подложке, сама подложка может быть растянута за счет абсорбирования и набухания SAP. За счет использования этих свойств способность SAP абсорбировать жидкость может быть доведена до максимальной степени, а диаметр поглотительной трубки в отсутствие поглощаемой жидкости может быть сделан небольшим, что, в свою очередь, уменьшает размеры абсорбирующих изделий, в которых используются такие поглотительные трубки малого размера. Используемый в настоящем описании термин "высокая растяжимость" вещества означает свойство вещества легко удлиняться или вытягиваться при приложении малого усилия, по крайней мере, в одном направлении.
Композиционный листовой материал, полученный данным способом, имеет структуру, например, проиллюстрированную на фиг.20(А). На фиг.20(А) позицией 411 обозначена подложка, позицией 412 - SAP, a 413 - HFFM, связывающая частицы SAP 412, связанные друг с другом и с подложкой 411. Поскольку данный композиционный листовой материал может быть получен в виде очень тонкого листа толщиной 1 мм, ему может быть придана форма трубки, как это показано на фиг.20(В), и он может применяться в качестве поглотительной трубки в соответствии с настоящим изобретением.
На фиг. 21(А) показан композиционный листовой материал со структурой, отличающейся от поглотительной трубки, показанной на фиг.21(В), в которой частицы SAP 412 распределены почти с равномерной плотностью, образуя блоки, в которых сосредоточено множество частиц SAP 412, при этом такие блоки соответствующим образом распределены. Поглотительная трубка, показанная на фиг. 21(В), может быть изготовлена при сгибании из композиционного листового материала согласно фиг.21(А) трубки, обращенная внутрь поверхность которой, является носителем частиц SAP. Трубки, показанные на фиг.19, имеют О-образную структуру и изготовлены за счет непосредственного соединения боковых концов подложки друг с другом, однако трубки, показанные на фиг.20(В), 21(С) и 22 имеют С-образную структуру, когда торцы подложки не доходят друг до друга.
Абсорбирующий материал в такой С-образной трубке может освобождать прорезь между боковыми концами подложки, обращенными вверх или вниз. К прорези, как это показано на фиг.22, с помощью клеящего средства 403 также может быть приклеена другая подложка.
Следует отметить, что в изложенном выше описании и на схемах, приведенных в описании, поглотительная трубка показана в виде круга или эллипса или слегка набухшем виде, чтобы способствовать лучшему пониманию, однако по сути поглотительная трубка до поглощения жидкости и набухания имеет плоскую или сплющенную форму.
Одна поглотительная трубка описанной выше структуры или их группа может быть включена в обычное абсорбирующее изделие в качестве абсорбирующей сердцевины, однако на практике они предпочтительно используются прикрепленными к листовому материалу, включающему абсорбирующее изделие. Например, одна поглотительная трубка или множество расположенных параллельно друг другу поглотительных трубок образуют абсорбирующую сердцевину, соединенную через абсорбирующий участок абсорбирующего изделия с влагопроницаемым внутренним листом, расположенным сбоку абсорбирующего изделия и контактирующим с кожей пользователя, или с наружным листом, обладающим сопротивлением утечке.
На фиг. 23 в качестве примера абсорбирующего изделия в соответствии с настоящим изобретением показан одноразовый подгузник структуры, описанной выше. На фиг.23 позицией 500 обозначена основа абсорбирующего изделия. Такая основа 500, как это показано на фиг.24, состоит из влагопроницаемого внутреннего листа 520 и влагонепроницаемого наружного листа 530 и расположенных на его абсорбирующих участках трех поглотительных трубок 501, 502 и 503, проходящих параллельно друг другу. Поглотительные трубки 501, 502 и 503 в данном варианте осуществления настоящего изобретения с помощью клеящего вещества 504, такого как термоплавкий клей, соединены с влагонепроницаемым наружным листом 530.
На фиг.25 показана в разрезе структура другого абсорбирующего изделия в соответствии с настоящим изобретением, аналогичного показанному на фиг.22. В данном примере внутренний лист 520 соединен клеем 504 с наружным листом 530 по обеим сторонам поглотительной трубки.
В примере согласно фиг.26 расположенная в центре поглотительная трубка 502 шире, чем поглотительные трубки 501 и 503, расположенные по соответствующим сторонам поглотительной трубки 502, в результате чего оба боковых конца поглотительной трубки 502 наложены на торцы поглотительных трубок 501 и 503.
В примере согласно фиг.27 отношение ширины поглотительных трубок 501, 502 и 503 является таким же, как и в примере согласно фиг.26, однако абсорбирующие трубки 501 и 503 расположены по бокам выше, чем поглотительная трубка 502, расположенная в центре, а внутренние концы поглотительных трубок 501 и 503 наложены на торцы абсорбирующей трубки 502.
Абсорбирующее изделие в соответствии с настоящим изобретением, снабженное абсорбирующей сердцевиной конфигурации, показанной на фиг.24-27, демонстрирует высокую абсорбционную способность, благодаря абсорбирующим свойствам описанных выше поглотительных трубок. В частности, при конфигурации, показанной на фиг. 26 и 27, в которой каждая поглотительная трубка частично уложена на соседнюю поглотительную трубку, можно ожидать дополнительного повышения абсорбционной способности, поскольку количество SAP на единицу площади может быть увеличено. Например, на фиг.28 проиллюстрировано условие, при котором поглотительные трубки 501, 502 и 503 абсорбировали такое количество жидкости, что набухли до конфигурации, показанной на фиг.26. В примерах согласно фиг.24-27 каждая поглотительная трубка также может быть связана с внутренним листом 520, в результате чего поглотительная трубка может быть закреплена в своем положении.
Абсорбирующая сердцевина, которая должна располагаться в абсорбирующих изделиях в соответствии с настоящим изобретением на абсорбирующем участке, может состоять только из множества абсорбирующих материалов, как это было описано выше, однако одна из абсорбирующих трубок может быть заменена другой абсорбирующей трубкой 506, как это показано на фиг.29.
В качестве альтернативы, как это показано на фиг.30, может быть использована конфигурация, в которой абсорбирующие трубки 507 большой длины и малой ширины расположены параллельно друг другу, а вдоль наружных сторон каждой поглотительной трубки проходят ленты 508, выполненные из мягкого на ощупь листового материала, такого как нетканый материал. Такая лента 508 дает возможность жидкости, поступающей в абсорбирующий участок, попасть в поглотительную трубку 507, и в то же время смягчает прикосновение поглотительной трубки к кожи пользователя.
Число и размер поглотительных трубок, расположенных на абсорбирующем участке абсорбирующего изделия, может быть выбрано в зависимости от формы, целей применения и требуемых абсорбирующих свойств абсорбирующего изделия, при этом такой выбор может быть легко сделан специалистами в данной области техники.
Упомянутые выше поглотительные трубки описаны в изложенном выше описании и проиллюстрированы на приложенных чертежах как имеющие мнимо эллипсоидное поперечное сечение, однако в нормальном состоянии до того, как поглотительная трубка начнет абсорбировать жидкость и набухнет, она остается тонкой и плоской, как это показано на фиг.31. Если поглотительная трубка состоит из одного слоя, длина ее поперечного сечения по окружности является постоянной величиной, не зависящей от формы поперечного сечения. Чем больше длина по окружности, тем больше становится площадь, покрытая SAP 402, а когда SAP 402 набухает и увеличивается в объеме, толщина или высота поглотительной трубки увеличивается. На фиг.32-35 проиллюстрированы примеры случаев, когда подложка 401 снабжена в этих целях клиновидной вставкой. В примере согласно фиг. 32 вставка 510 расположена на верхней поверхности поглотительной трубки, а в примерах согласно фиг.33-35 вставка 510 расположена на каждом торце поглотительной трубки. Следует учесть, что согласно фиг.43 снабженные вставками 510 торцы соединены на участках, обращенных друг к другу, методом термосваривания 511, в результате чего образуется обособленный от других элемент 512.
Подложка поглотительной трубки в соответствии с настоящим изобретением может состоять из любого влагопроницаемого листового материала, обладающего некоторой степенью мягкости и прочностью на разрыв. Предпочтительным материалом является описанный выше нетканый материал 601, при этом также может быть использован нетканый материал из абсорбирующего композиционного материла, показанный на фиг.36. Такой композиционный нетканый материал 601 может быть получен методом переплетения с помощью водяной струи сочетания одного или нескольких видов штапельного волокна 602, такого как PET и вискоза и сформованного методом склеивания нетканого материала 601 из синтетического волокна, такого как полипропилен. Подобный композиционный нетканый материал отличатся тем, что сформованный методом склеивания нетканый материал 601 выполняет функцию внутреннего листа, а, как это показано на фиг.37, расположенные на поверхности штапельного волокна частицы SAP прочно удерживаются, благодаря чему нет нужды покрывать абсорбирующую сердцевину внутренним листом.
На фиг. 38 показано абсорбирующее изделие такой структуры, в которой из абсорбирующего листового материала 600 согласно фиг.37 изготовлена трубка, соединенная с наружным листом 411 абсорбирующего изделия с помощью клея 504, а по обеим сторонам расположены сходящиеся ножные элементы 603, состоящие из влагонепроницаемого листового материала. Одна из сторон каждого элемента 603 соединена с наружным листом 411, а другая сторона обращена в сторону торца другого элемента 603 и отнесена на определенный промежуток, в котором помещается центральный участок поглотительной трубки 600.
Другие примеры абсорбирующего листового материала в соответствии с настоящим изобретением будут описаны со ссылкой на приложенные чертежи.
На фиг. 39 показан листовой материал, в котором во влагонепроницаемом листовом материале 711 из гибкой термопластичной пленки имеется множество впадин 713 с отверстиями 712 в их дне. На фиг.40 и 41 показан абсорбирующий листовой материал, впадины 713 у которого заполнены абсорбентом. Абсорбент изготавливают методом соединения расположенных на внутренней стенке впадин 713 влагонепроницаемого листового материала 711 частиц SAP 714 с HFFM 715.
В целом, такая структура является предпочтительной, так как впадины меньшего размера заполняются более мелкими частицами, а впадины большего размера заполняются более крупными частицами.
На фиг. 42 также показаны стадии изготовления еще одного абсорбирующего листового материала в соответствии с настоящим изобретением. На стадии, проиллюстрированной на фиг.42(А), влагонепроницаемый листовой материал 721 и влагопроницаемый нетканый материал 722, обладающий способностью растягиваться в боковом направлении, накладывают друг на друга через расположенный между ними слой термоплавкого клеящего средства (не показано), а на стадии, проиллюстрированной на фиг. 42(В), посредством нагретого сетчатого валика формируют множество участков 723 в виде канавок, проходящих параллельно друг другу, и одновременно термоплавким клеем склеивают влагонепроницаемый листовой материал 721 с влагопроницаемым нетканым материалом 722 в местах расположения канавок. На стадии, проиллюстрированной на фиг.42(С), такой композиционный листовой материал растягивают в направлении, перпендикулярном продольному направлению канавок 723, влагонепроницаемый листовой материал 721 обрезают в местах расположения канавок 723, в результате чего образуются впадины 724. Впадины образованы только из влагопроницаемого нетканого материала. Далее на стадии, проиллюстрированной на фиг.42(D), на влагопроницаемый листовой материал 724 наносят суспензию, в которой SAP и HFFM равномерно диспергированы в дисперсной среде, состоящей из смешиваемого с водой органического растворителя и воды, а затем после удаления жидкого компонента и сушки впадины 724 заполняют абсорбирующим материалом 725, состоящим из SAP и HFFM. Наконец, на стадии, проиллюстрированной на фиг.42(Е), верхний слой 726, например нетканый материал, помещают на влагонепроницаемый листовой материал 721 и абсорбирующий материал 725 и склеивают влагонепроницаемый листовой материал 721 и абсорбирующий материал 725 с верхним листом 726 в точке 721, где отсутствует абсорбент.
На фиг. 43 показан влагонепроницаемый листовой материал 721, множество впадин которого, образованных на стадии С согласно фиг.42, имеют форму круга. На фиг. 44 показан листовой материал, впадины 724 которого, образованные на стадии D согласно фиг.42, заполнены абсорбирующим материалом 725.
Нетканый материал 722 в показанном на фиг.42 абсорбирующем листовом материале, образующий композиционный листовой материал вместе с влагонепроницаемым листовым материалом 721, предпочтительно представляет собой нетканый материал с удельным весом от 10 г/кв.м до 50 г/кв.м, такой как нетканый материал из гидрофильного синтетического волокна, такого как РЕ, РР и PET, и нетканый материал из смеси синтетического волокна и целлюлозного волокна, такого как вискоза, Lyocell и хлопок.
На фиг. 46 показана конфигурация, в которой из влагонепроницаемого листового материала 721 сформирован гофрированный лист, а абсорбирующий материал 725 расположен в проходящих параллельно друг другу по дну впадин 724 узких полосах V-образной формы и зафиксирован в них.
На фиг. 47 также проиллюстрирован пример, когда абсорбирующий материал 725 расположен не в виде полос, проиллюстрированных на фиг.45 и 46, а в виде точек.
В структуре, проиллюстрированной на фиг.45-47, влагонепроницаемый листовой материал 721 может иметь или не иметь отверстия в дне впадин 724.
В любом из случаев у впадин 724, образованных во влагонепроницаемом листовом материале, может иметься внутренняя стенка, проходящая перпендикулярно поверхности листового материала, но предпочтительно они должны представлять собой конусообразную воронку, размер которой уменьшается от верхней части к нижней, что дает возможность абсорбирующему материалу легче заполнять ее. Размер впадин зависит от размера или формы абсорбирующего материала, однако они должны быть не менее 0,3 мм, предпочтительно 0,5 мм в диаметре при условии, что впадины имеют круглую форму, в ширину по кратчайшему расстоянию при условии, что впадины являются длинными и узкими и имеют форму эллипса, прямоугольника или канавки. Это объясняется тем, что если диаметр или ширина слишком мала, во впадинах сложно стабильно удерживаться достаточному количеству абсорбирующего материала.
Далее будут кратко описаны предпочтительные технологии с использованием HFFM, SAP и штапельного волокна короткой резки, применяемые при изготовлении абсорбирующего листа в соответствии с настоящим изобретением. Технологию добавления штапельного волокна короткой резки выбирают в качестве оптимальной в зависимости от характеристик или свойств штапельного волокна короткой резки, а именно находится ли оно в сухом или влажном состоянии, и от необходимости осуществления фибриллирования. На фиг.48-51 проиллюстрировано несколько примеров типичных технологий изготовления абсорбирующего листового материала. Пользуясь этими технологическими схемами, можно легко понять конфигурацию каждой технологии.
Во-первых, на фиг. 52 и 53 показаны примеры типичного композиционного абсорбирующего материала в соответствии с настоящим изобретением, состоящего из четырех компонентов: SAP, MFC, штапельного волокна короткой резки и подложки. На фиг.52 показан композиционный абсорбирующий материал в сухом состоянии, а на фиг.53 - композиционный абсорбирующий материал согласно фиг.52, абсорбировавший жидкость и набухший. Позицией 111 на фиг.52 и 53 обозначена подложка, на поверхности которой удерживаются частицы SAP 112, штапельное волокно короткой резки 113 и HFFM 114. Как показано на фиг.52, частицы SAP находятся в диспергированном виде либо множество частиц, когда они находятся в сухом состоянии, прочно связаны MFC, при этом группы частиц SAP, как зонтиком покрытые штапельным волокном короткой резки, удерживаются с отклонением.
Когда выделения организма попадают на композиционный абсорбирующий материал, SAP абсорбирует их и набухает. К этому моменту водородные связи MFC разорваны, и SAP набухает более свободно, но в пределах сетчатой структуры, внутри которой SAP удерживается, за счет чего предотвращается выход SAP из сетчатой структуры.
На фиг. 54 проиллюстрирована структура, в которой за счет использования объемной подложки усовершенствованы свойства сетчатой структуры в сочетании со свойствами штапельного волокна короткой резки. Позицией 111a на фиг.54 обозначен обладающий высокой плотностью слой подложки, позицией 111b - обладающий малой плотностью слой подложки, позицией 112 - частицы SAP, позицией 113 - штапельное волокно короткой резки и позицией 114 - HFFM. Показано, что частицы SAP захвачены волокнами слоя с низкой плотностью подложки 111b с относительным отклонением. В соответствии с настоящим изобретением абсорбирующий слой может покрывать целиком любую из поверхностей подложки, однако он также может иметь вид полос или любую заданную форму. За счет нанесения абсорбирующего слоя только на одну из поверхностей подложки может быть также образован композиционный абсорбирующий материал с достаточно высокой абсорбционной способностью, однако в случае, когда подложка используется в ситуациях, когда жидкость контактирует с обеими сторонами подложки, абсорбирующий слой может быть нанесен на обе стороны подложки.
Ниже описана методика оценки свойств, применяемых в настоящем изобретении:
1) Постоянная стойкость набухшего SAP в увлажненном композиционном абсорбирующем
материале
Вырезать из композиционного абсорбирующего материала образец в виде прямоугольника размером 2 • 10 см.
1. Постоянная стойкость SAP
Поместить на
чашку Петри диаметром 12 см через интервал примерно в 2 см два прямоугольных образца стороной, покрытой SAP, вверх, постепенно добавить 50 мл 0,9%-ного NaCl (физиологического раствора соли) и оставить
на 10 минут, чтобы дать SAP набухнуть. Визуально наблюдать условие, при котором набухший SAP отделится от образцов и попадет в жидкость.
(Критерии оценки)
SAP набухает,
однако наблюдается незначительное отделение SAP.
По мере набухания SAP, наблюдается незначительное отделение SAP.
По мере набухания SAP, наблюдается значительное отделение SAP.
По мере набухания SAP, наблюдается очень сильное отделение SAP и его накапливание в жидкости.
2. Постоянное отсоединение SAP
Применяется такая
же методика, что и в отношении постоянной стойкости, включая критерии оценки, за исключением того, что два образца помещают стороной, покрытой SAP, вниз.
3. Стойкость SAP в
вертикально подвешенном состоянии
Сразу же после проведения оценки описанных выше испытаний на постоянную стойкость вынуть образцы из жидкости пинцетом, взять зажимом за один конец в
продольном направлении и подвесить вертикально, оценить видимое условие, при котором набухший SAP отделится от подложки.
(Критерии оценки)
Наблюдается незначительное
отделение набухшего SAP.
Наблюдается незначительное отделение на поверхности набухшего SAP.
Наблюдается отделение на поверхности части набухшего SAP, однако не наблюдается отделение SAP, находящегося в непосредственном контакте с подложкой.
Наблюдается отделение большей части набухшего SAP.
2) Диспергирование абсорбированной
жидкости композиционным абсорбирующим материалом
Вырезать из композиционного абсорбирующего материала образец в форме круга диаметром 5 см.
1. Время абсорбирования жидкости в
виде капель (в секундах)
Поместить на чашку Петри диаметром 12 см образец стороной, покрытой SAP, вверх, примерно за 1 с накапать бюреткой в середину образца 1 мл 0,9%-ного NaCl
(физиологического раствора соли) и затем измерить время (в секундах) до момента поглощения капель жидкости.
2. Время диспергирования (в секундах)
Налить в чашку Петри
диаметром 12 см 100 мл 0,9%-ного NaCl (физиологического раствора соли), поместить в нее образец так, чтобы сторона, покрытая SAP, была обращена вверх, а другая сторона подложки находилась в контакте с
жидкостью, и измерить время до тех пор, пока жидкость не будет диспергирована по всей поверхности образца, а нанесенный на подложки SAP не перестанет набухать по всей ее поверхности.
3) Толщина подложки (мм)
Вырезать из подложки образец в форме круга диаметром 5 см. Измерить его толщину, используя толщиномер производства Daiei Chemical Precision Instruments Mgt. Co. ,
Ltd., с площадью пробника 15 кв.см (диаметром 43,7 мм) и давлением измерения 3 г/кв.см.
4) Видимая плотность подложки (г/куб.см)
Рассчитать, исходя из удельной массы
(г/кв.см) и толщины подложки, по следующей формуле:
Видимая плотность (г/куб.см) =[удельная масса (г/кв.м)/10]•[10/толщина (мм)]
Другой композиционный абсорбирующий листовой
материал в соответствии с настоящим изобретением состоит из влагопроницаемой подложки и абсорбирующего слоя, содержащего частицы SAP, соединенные с любой из поверхностей влагопроницаемой подложки, при
этом абсорбирующий слой образует множество участков с высокой абсорбционной способностью, превышающей абсорбционную способность других участков, расположенных на поверхности влагопроницаемой подложки
в соответствии с заданной схемой.
На фиг. 55 показан типичный пример расположения на подложке в соответствии с настоящим изобретением множества участков с высокой абсорбционной способностью, превышающей абсорбционную способность абсорбирующего слоя, и участков с более низкой абсорбционной способностью; белым цветом на чертеже обозначены участки 210 с высокой абсорбционной способностью, а черным цветом - участки 220 с низкой абсорбционной способностью.
На фиг. 56 показан продольный вид абсорбирующего листового материала согласно фиг. 55 в поперечном сечении. Позицией 203 обозначена подложка из такого материала, как нетканый материал, обладающий соответствующей влагопроницаемостью, а на любой из поверхностей такой подложки 203 находятся абсорбирующие слои 200, образующие участки 210 с более высокой абсорбционной способностью и участки 220 с более низкой абсорбционной способностью.
Абсорбирующие слои 200 состоят из частиц 201 SAP и HFFM 202, окружающей каждую частицу 201, при этом HFFM 202 связывает частицы 201 SAP друг с другом и связана с поверхностью подложки 203, выступая в качестве средства переноса подлежащей абсорбированию жидкости в каждую частицу.
В примерах, проиллюстрированных на фиг.55 и 56, различие в абсорбционной способности между участками 210 с более высокой абсорбционной способностью и участками 220 с более низкой абсорбционной способностью абсорбирующего слоя обеспечивается за счет различной толщины абсорбирующего слоя. Видимое отражение этой толщины обеспечивается за счет конфигурации слоя абсорбирующего полимера и, как это показано на фиг.56, более тонкий слой состоит из одного слоя, а более толстый слой - из двух или более слоев.
Примером нетканого материала, обладающего предпочтительными свойствами абсорбирующего листового материла в соответствии с настоящим изобретением, является ранее предложенный заявителем настоящего изобретения в японской патентной публикации No. HEI 9-59862 нетканый материал, в котором применена сформованная методом склеивания двухкомпонентная структура, которую подвергают растяжению и термофиксации методом, проиллюстрированным на фиг.57, с целью создания сшитой структуры, проиллюстрированной на фиг.58. Такой нетканый материал обладает свойством более значительно растягиваться в одном направлении. Согласно фиг. 58 предпочтительный диапазон растяжения в направлении Н составляет от 0,2 до 2,0 мм, а предпочтительный диапазон растяжения в направлении L составляет от 1 до 5 мм.
Еще одним примером нетканого материала, предложенного заявителем настоящего изобретения в японской патентной заявке No. HEI 8-345410, является нетканый материал, в котором обладающая высокой эластичностью сетчатая структура и волокнистое полотно частично ламинированы. Такой ламинированный нетканый материал обладает показанной на фиг.59 и 60, структурой, в которой на обеих поверхностях сетки 407 в местах, где продольный эластичный жгут 405 и боковой эластичный жгут 406 пересекаются друг с другом и соединены в точке пересечения, идентичные или различные полотна 408 и 409 ламинированы, а сетка и полотно соединены вдоль линий 410 связи, проходящих параллельно друг другу, в результате чего ламинированный нетканый материал обладает свойством значительно растягиваться только в одном направлении, перпендикулярно линиям 410 связи.
SAP может быть предварительно нанесен на несущий материал, которому была заранее придана форма листа, однако он также может быть введен в подложку в процессе ее изготовления при осуществлении настоящего изобретения. Абсорбирующий композиционный материал может быть получен, например, путем изготовления полотна кардного прочеса из легкоплавкого штапельного волокна и волокнистого SAP, ламинирования целлюлозы, SAP и легкоплавкого штапельного волокна методом укладки воздушным потоком и последующего нагрева с целью фиксации ламинированного композиционного материала или путем пропитки нетканого полотна мономером акриловой кислоты и последующей полимеризации и сшивания такого пропитанного нетканого полотна. Поверхность, покрытая SAP, может быть открыта или покрыта тканью или подобным материалом.
Далее со ссылкой на приложенные чертежи будет описано устройство, применимое для изготовления абсорбирующего композиционного материала в соответствии с настоящим изобретением.
Позицией 31 на фиг.61 обозначена емкость для хранения ионообменной воды, позицией 32 - емкость для хранения исходного раствора HFFM, позицией 33 - емкость для хранения ацетона и позицией 34 - емкость для хранения SAP. Диспергированный в воде исходный раствор HFFM, взятый из емкости 32, подают в смесительный агрегат 35, снабженный мешалкой, разводят в смесительном агрегате 35 водой, взятой из емкости 31, а затем закачивают во второй смесительный агрегат 36, снабженный мешалкой. В смесительный агрегат 36 подают ацетон, взятый из емкости 33, и закачивают эту смесь в третий смесительный агрегат 37, снабженный мешалкой. В смесительный агрегат 37 подают частицы SAP из емкости 34 и перемешивают в данном смесительном агрегате HFFM, органический растворитель, воду и SAP с целью получения их смеси.
В то же время из рулона 38 раскатывают соответствующую подложку 13 из, например, нетканого материала и затем подают ее на участок 40 формования. Участок 40 формования снабжен ленточным конвейером 41 и соплом 42, расположенным над лентой ленточного транспортера. Жидкую дисперсионную смесь, поступившую из смесительного агрегата 37, закачивают в упомянутое сопло 42. В то время как подложку 13 с заданной скоростью транспортируют по ленточному конвейеру 41, жидкую дисперсионную смесь распыляют из сопла на подложку 13. Сопло 42 может иметь различную конфигурацию, зависящую от схемы распределения слоев абсорбирующего композиционного материала на подложке 13.
Участок 40 формования дополнительно снабжен роликовым прессом 43, состоящим из пары роликов. Подложку, покрытую жидкой дисперсионной смесью, подвергают прессовке с помощью роликового пресса 43, в результате чего растворитель, содержащийся в дисперсной среде, выдавливается и отделенный растворитель перекачивают во второй смесительный агрегат 36.
После выхода из участка формования подложка 13 поступает на участок 50 сушки. На участок 50 сушки подается горячий воздух, при этом указанный участок оснащен парой пористых валиков 51 и 52. Подложку 13 и распыленную на нее жидкую дисперсионную смесь сушат по мере ее поступления вдоль окружностей пористых валков 51 и 52.
После выхода из участка сушки подложку 13 подвергают сжатию на участке 60 сжатия, состоящем из пары обжимных валков 61 и 62, и, таким образом, получают изделие, в котором на подложке 13 образованы абсорбирующие композиционные слои.
На фиг. 62 показана система, в которой устройство для получения HFFM из ацетилцеллюлозы сочетается с устройством, показанным на фиг.61. В данной системе ацетилцеллюлозный лак хранят в емкости 31а, коагулирующую жидкость хранят в емкости 32а, а ацетон - в емкости 33а. Ацетилцеллюлозный лак и коагулирующую жидкость из емкостей 31а и 32а подают в фибриллирующую установку типа аспиратора, в которой осуществляется фибриллирование. Фибриллы очищают в смесительном агрегате 36а ацетоном из емкости 33а и снова смешивают с SAP в другом смесительном агрегате (не показан). Последующие стадии аналогичны соответствующим технологическим стадиям согласно фиг.61.
На фиг. 63 проиллюстрирован пример другого устройства для нанесения жидкой дисперсионной смеси на подложку 13 на участке 40 формования, проиллюстрированном на фиг.61. Позицией 44 на фиг.63 обозначена емкость с открытым верхом для хранения жидкой дисперсионной смеси, а в емкости 44 расположен способный вращаться погружной валик 45 с горизонтальной осью по центру, при этом часть его окружностью погружена в жидкую дисперсионную смесь. Имеется также пара валков 46 и 47 с расположенными по центру осями, способных вращаться параллельно, соответственно, погружному валику 45. Валок 46 находится в прижимном контакте с окружностью погружного валика 45 и, как например это показано на фиг.64, имеет множество проходящих по его периферии канавок кольцевой формы. Через зазор между валком 46 и другим валком 47, имеющим плоскую поверхность, пропускают подложку, которая должна быть покрыта жидкой дисперсионной смесью. Жидкая дисперсионная смесь, хранящаяся в емкости 44, в силу собственной вязкости осаждается на окружности погружного валика 45, вращающегося в емкости, и переносится на подложку через снабженный канавками валок 46. Таким образом, как это показано на фиг.65, на поверхности подложки в виде друг другу полос образуются слои 48 жидкой дисперсионной смеси. Схема расположения канавок на валке 46 может быть смоделирована достаточно свободно, а жидкая дисперсионная смесь может быть нанесена на подложку по схеме, соответствующей схеме на валке 46.
Далее будут кратко описаны особенности и свойства абсорбирующего изделия, в который включен композиционный материал с высокой абсорбционной способностью.
Когда в абсорбирующем изделии используется композиционный материал с высокой абсорбционной способностью, во-первых, изделие до начала его носки и в процессе носки до абсорбирования жидкости отличается исключительной тонкостью и компактностью, когда частицы SAP прочно и стабильно удерживаются и, таким образом, если изделие согнуть, частицы SAP не отделяются. Структура изделия не разрушается.
Во-вторых, когда жидкость абсорбирована абсорбирующим изделием, несмотря на то что оно имеет не содержащую целлюлозу структуру, на 90 процентов или более состоящую из SAP, изделие очень быстро абсорбирует жидкость, не закупориваясь, благодаря гидрофильным свойствам и физическим типам HFFM. В-третьих, после того как жидкость абсорбирована, набухшие частицы полимера по-прежнему прочно удерживаются сетчатой структурой HFFM и, таким образом, предотвращается их отсоединение.
Четвертая особенность абсорбирующего изделия относится к ее свойству, связанному с ее удалением. Абсорбирующий материал в соответствии с настоящим изобретением, когда он находится в контакте с избыточным количеством воды, сохраняет устойчивость, однако, если к нему приложено усилие сдвига, он немедленно распадается. Абсорбирующий материал пригоден для осуществления его промывки. Кроме того, поскольку целлюлозная HFFM обладает исключительно высокой активностью фермента целлюлазы, а структура такой HFFM при ее захоронении в земле распадается за непродолжительный период времени. Кроме того, если при изготовления SAP добавляют любой биоразлагаемый абсорбирующий полимер аминоуксусного типа или ему подобного, может быть смоделирован идеально совместимый с окружающей средой абсорбирующий материал.
Ниже со ссылкой на фиг.66 описана конфигурация примера - устройство для изготовления абсорбирующего листового материала, показанного на фиг.55 и 56. Позицией 311 на фиг.66 обозначена подающая суспензию труба, по которой подается диспергированная в жидкости суспензия, содержащая HFFM, и SAP, а с трубой 311 для подачи суспензии соединено множество труб 313, на верхнем конце каждой из которых имеется сопло 312. Каждая труба 313 снабжена насосом 314, служащим в качестве средства для засасывания диспергированной в жидкости суспензии из трубы 311 для подачи суспензии и выброса жидкости из сопла 312. Насос приводится в действие мотором 315 обычного назначения.
В то же время, предусмотрено, чтобы влагопроницаемая подложка 203, которая должна быть покрыта диспергированной в жидкости суспензией, выходящей из сопла 312, подавалась с постоянной скоростью в направлении, указанном на чертеже стрелкой. Каждый насос 314 способен подавать диспергированную в жидкости суспензию в сопло 312 под периодически колеблющимся давлением и в результате этого на влагопроницаемой подложке 203 формируются полосы 315 диспергированной в жидкости суспензии, число которых соответствует числу сопел 312, при этом каждая полоса 316 может отличаться по толщине абсорбирующего слоя и иметь размытые границы.
В качестве средства формирования моделей распределения на стадии нанесения на влагопроницаемую подложку покрытия из жидкой дисперсии, подаваемой в виде постоянного потока, используется сопло, которое за счет своей структуры или действия формирует из нанесенных слоев соответствующую по толщине и/или ширине модель.
Соплом, обладающим такой функцией, может быть сопло, проиллюстрированное на фиг.67 и 68. Показанное на фиг.67 сопло имеет две прорези заданной длины, образованные из наконечника корпуса 320 в форме трубки, при этом наконечник разделен на две части 321 и 322, в результате чего на каждой из частей 321 и 322 образуется выпускное отверстие.
Помимо этого показанное на фиг.68 сопло 312 имеет четыре прорези заданной длины, образованные из наконечника корпуса 320 в форме трубки, при этом наконечник разделен на четыре части с 323 по 326, в результате чего на каждой из частей с 323 по 326 образуется выпускное отверстие.
Примеры других конструкций сопла проиллюстрированы на фиг.69-71. В конструкции сопла 312 согласно фиг. 69 предусмотрено, что у наконечника трубки 331 имеется выполненный зацело с ним язычок 332, обладающий некоторой степенью жесткости или гибкости. В конструкции сопла 312 согласно фиг.70 также предусмотрено, что на наконечнике трубки 331 в виде отдельного элемента смонтирован язычок, обладающий некоторой степенью жесткости или гибкости. Кроме того, в конструкции сопла 312 согласно фиг.71 предусмотрено, что на наконечнике трубки 331 в виде отдельного элемента смонтирован гибкий язычок, а на наружной поверхности язычка смонтирован усиливающий элемент 335.
Применительно к соплам, проиллюстрированным на фиг. с 69 по 71, в открытой части наконечника корпуса 331 и на конце каждого язычка 332-334 имеются выпускные отверстия, за счет чего каждое сопло снабжено множеством выпускных отверстий.
Согласно фиг.72 данные сопла 312 расположены под прямым углом к влагопроницаемой подложке 203, на которую наносят диспергированную в жидкости суспензию, или согласно фиг.73 наклонно под углом q к влагопроницаемой подложке 203, на которую наносят диспергированную в жидкости суспензию. Когда диспергированная в жидкости суспензия выходит из расположенного указанным образом сопла, дисперсная жидкость следует в направлении меньшего сопротивления в зависимости от выпускного давления, в результате чего покрытие наносится в виде заданной формы с размытыми краями.
Осуществление описанной выше операции является относительно простым по той причине, что суспензия, содержащая SAP и HFFM, обладает структурной вязкостью (тиксотропным течением). Такое свойство суспензии может облегчать задачу нанесения покрытия, так как суспензия обладает высоким уровнем текучести только на выходе из сопла, пока сохраняется выходная скорость потока, а после выхода из сопла, суспензия теряет текучесть и затвердевает.
В результате этого на поверхности влагопроницаемой подложки образуется множество участков с высокой абсорбционной способностью в виде полос, имеющих различную толщину и размытые края.
Еще одно средство создания модели распределения абсорбирующих слоев на подложке состоит в создании эффекта пульсации за счет включения зоны генерирования импульсов в одну или обе части сопла, включая наконечник и механизм подачи подложки. За этот счет возможно создавать абсорбирующие слои, толщина и ширина которых периодически колеблется. Выше были описаны способы применения создающего импульсные разряды насоса, сопла особого типа и сообщения вибрации устройству с целью придания эффекта пульсации диспергированной суспензии в качестве средства создания модели распределения абсорбирующих слоев. В сочетании с любым из таких способов может использоваться средство, за счет которого обеспечивается одновременное присутствие в диспергированной суспензии SAP с различным размером или формой частиц или SAP со значительным отличием в скорости абсорбирования. В данном случае с учетом факторов равномерности диспергирования и устойчивого выброса из сопла предпочтительно из SAP со сравнительно меньшим размером частиц диспергировать в дисперсной системе SAP, имеющий больший размер частиц или SAP с частицами различной формы.
Цель создания модели распределения абсорбирующих слоев на подложке состоит в том, что при различиях в распределении концентраций (более высокие и более низкие концентрации), коэффициентов плотности (более высокие и более низкие коэффициенты плотности) и толщины (большая и меньшая толщина) и в то же время при увеличении площади поверхности участков с более низкой концентрацией достигается быстрое абсорбирование и рассеивание за счет использования участков с более низкой концентрацией или не абсорбирующих участков, а требующее более длительного времени устойчивое абсорбирование обеспечивается за счет использования участков с более высокой концентрацией, за счет чего может быть смоделирован способный многократно абсорбировать абсорбирующий материал, в котором применена структура с максимальным количеством фаз. В то же время при использовании такой структуры всему абсорбирующему листовому материалу может быть придана достаточная гибкость, чтобы он хорошо облегал тело пользователя. Другими словами, участок, покрытый толстым слоем абсорбирующего материала, отличается жесткостью и его с трудом можно согнуть, тогда как участок, с тонким слоем абсорбирующего материала или не покрытый абсорбирующим материалом, очень легко поддается сгибанию, а свойства самой подложки при этом сохраняются.
Данный способ исключительно эффективен с точки зрения промышленной применимости. На фиг.74 и 75 проиллюстрированы примеры технологии изготовления абсорбирующего листового материала со множеством участков с высокой абсорбционной способностью, распределенных по схеме в соответствии с настоящим изобретением.
Показанное на фиг.74 устройство для нанесения покрытия состоит из расположенных параллельно друг другу отсасывающего барабана 341 и нагревательного нажимного валика 342, опирающегося на вал, при этом влагопроницаемую подложку 203 подают по направляющему ролику 343 в отсасывающий барабан 341, где после того, как влагопроницаемой подложке 203 сообщают вращение, она проходит примерно одну четверть окружности отсасывающего барабана 341 и входит в контакт с направляющим роликом 343, затем находящейся в контакте с нагревательным нажимным валиком 342 влагопроницаемой подложке 203 сообщают вращение и она проходит примерно половину окружности нагревательного нажимного валика 342 и, наконец, по направляющему ролику 344 ее подают в сушилку (не показана).
У отсасывающего барабана 341 имеется участок 345 всасывания, образующий зону всасывания влагопроницаемой подложки 203, подаваемой в контакте с окружностью отсасывающего барабана 341. Сопло 312 расположено в положении, в котором диспергированная в жидкости суспензия может подаваться из него на поверхность влагопроницаемой подложки 203, находящейся на упомянутом участке всасывания, и образовывать на влагопроницаемой подложке 203 слои в соответствии с заданной схемой. За счет пониженного давления, создаваемого на участке всасывания, обеспечивается прилипание диспергированной в жидкости суспензии к поверхности влагопроницаемой подложки 203 и в то же время всасывание избытка растворителя, содержащегося в диспергированной в жидкости суспензии, вместе с атмосферным воздухом. Высосанная жидкость направляется по трубе 346 в фильтр 347, где ее разделят на растворитель и газ. Отделенный таким образом растворитель извлекают через трубу 349 для его повторного использования в целях получения диспергированной в жидкости суспензии, а газ выпускают наружу из трубы 348 через вакуумный насос (не показан).
Затем влагопроницаемую подложку 203, находящуюся в контакте с нагревательным нажимным валиком 342, подают далее, в процессе чего происходит прилипание диспергированной в жидкости суспензии к влагопроницаемой подложке 203, а полученный абсорбирующий листовой материал после этого подают по направляющему ролику 344 в сушилку, где производится окончательное просушивание абсорбирующего листового материала.
Показанное на фиг.75 устройство отличается от устройства для нанесения покрытия согласно фиг.74 лишь тем, что помимо участка 345 всасывания, обращенного в сторону сопла 312, предусмотрен второй участок 350 всасывания, расположенный вплотную к нагревательному нажимному валику 342. На втором участке 350 всасывания происходит дополнительное всасывание растворителя и его отделение от диспергированной в жидкости суспензии при одновременном сжатии диспергированной в жидкости суспензии между отсасывающим барабаном 341 и нагревательным нажимным валиком 342.
Показанное на фиг.76 устройство отличается от устройства для нанесения покрытия согласно фиг.75 лишь тем, что сопло 312 служит для нанесения диспергированной в жидкости суспензии не на отсасывающий барабан 341, а на окружность опорного ролика 351, расположенного перед отсасывающим барабаном 341.
Суспензию, получаемую в процессе диспергирования SAP и MFC в дисперсной среде, состоящей из воды/органического растворителя, разделяют на две фазы в зависимости от условий дисперсной среды, поскольку при выпуске суспензии из сопла и ее нанесении на подложку с целью изготовления абсорбирующего листового материала, может произойти осаждение твердых частиц. Таким образом, в устройстве с конструкцией, в которой, как это показано на фиг.61, суспензию направляют в сопло через дисперсионную емкость, насос для подачи суспензии, трубопровод и коллектор (подающую емкость), в процессе ее транспортировки может произойти осаждение твердых частиц из суспензии. В таком случае предпочтительно непосредственно соединить выпускное сопло с каждым насосом для подачи суспензии и наносить суспензию через такое выпускное сопло. На фиг.90 проиллюстрирован пример такой конструкции, когда суспензию наносят в виде множества параллельных полос, расположенных через интервалы.
В проиллюстрированной на фиг.90 конструкции суспензию в виде множества параллельных полос, расположенных через интервалы, наносят на подложку, как это показано на фиг.91. При нанесении суспензии на всю поверхность подложки две пары из множества насосов для подачи суспензии, снабженных множеством выпускных отверстий, могут быть расположены спереди и сзади по направлению движения подложки, за счет чего расположенные сзади выпускные сопла окажутся между выпускными соплами, расположенными спереди.
Ниже описаны примеры практического осуществления настоящего изобретения.
Пример 1
Получение жидких дисперсий
HFFM
В дисперсную жидкость, состоящую из 3,0%-ной водной дисперсии S-MFC (производства Tokushu Paper Mfg. Co., Ltd.) в гелеобразном состоянии в качестве исходной жидкости, были добавлены
этиловый спирт и ионообменная вода с целью получения трех видов жидкой дисперсии микрофибриллы, соотношение этилового спирта и воды в которой составляло 70:30, а концентрация S-MFC - 0,25%, 0,5% и 1%
соответственно.
Получение жидких дисперсий HFFM/SAP
К 50 куб.см каждого из упомянутых выше трех видов жидкой дисперсии HFFM было добавлено 10 г SAP (изготовленного Sanyo
Chemical Industries под товарным знаком "IM-6700"), пропущенного через сито с номером 60-100, с целью получения диспергированной суспензии HFFM/SAP.
Полученная диспергированная суспензия приведена в табл. 2.
Изготовление композиционного листового материала на основе HFFM/SAP
Из каждой дисперсной жидкости в процессе ее перемешивания под давлением,
сниженным с помощью аспиратора, был удален жидкий компонент, а затем при температуре 5oC при пониженном давлении была произведена сушка и одновременное нанесение на нетканый материал из
PP.
После сушки был получен композиционный материал в виде комков, по форме напоминающих соевые бобы. Композиционный материал в комках, обернутых в оболочку из мелкоячеистого сита, был измельчен с помощью деревянного молотка и пропущен через сито с номером от 40 до 60 с целью проведения тестов на абсорбирование (см. табл. 3).
Покрытая HFFM поверхность измельченного в порошок композиционного материала с высокой абсорбционной способностью, изученная через микроскоп, показана на фиг.7(а) и 7(b).
Оценка абсорбционной способности
Были измерены скорость абсорбирования воды, гелеобразное состояние слипания, количество абсорбированной воды и количество удержанной воды описанного выше SAP (посредством пропускания через сито
с номером 60-100 и с номером 40-60). Для определения скорости абсорбирования было измерено начальное время абсорбирования (с), необходимое для поглощения 20 куб.см воды. Для определения количества
абсорбированной и удержанной воды после погружения SAP в избыточное количество физиологического раствора соли, было произведено измерение в соответствии с Японским промышленным стандартом К-7223.
Результаты измерений приведены в табл. 4.
Как ясно следует из приведенных в табл. 4 результатов измерений, добавление S-MFC незначительно повлияло на абсорбционную способность и способность удерживать воду. В то же время, по мере увеличения концентрации S-MFC от No. 1 до No.3 сила сцепления SAP возрастала, однако SAP стал в меньшей степени поддаваться обработке, так как затвердел. Кроме того, поскольку концентрация повысилась, скорость абсорбирования снизилась. Таким образом, поскольку при таком использовании указанные свойства (скорость абсорбирования и аналогичные) играют важную роль, количество HFFM, добавляемой к SAP, должно предпочтительно составлять 5% или менее.
Пример 2
Получение жидкой дисперсии HFFM
Получение исходного
раствора бактероцеллюлозы (ВС)
ВС (изготовленную B. P.R.) с 30%-ным содержанием твердых веществ с помощью смесителя в течение примерно 2 ч перемешивали и растворяли в ионообменной воде с
целью получения исходного раствора с содержанием твердых веществ 1,2%.
Получение жидких дисперсий ВС в этиловом спирте/воде
Этиловый спирт и вода были добавлены в
предписанное количество исходного раствора с целью получения диспергированной в жидкости ВС с концентрацией от 0,02% до 0,80%.
Получение жидкой дисперсии HFFM/SAP
К 50 куб.см
каждой из дисперсных жидкостей с концентраций ВС от 0,02% до 0,8% было 5 г SAP (изготовленного Sanyo Chemical Industries Ltd.) с целью получения жидких дисперсий ВС/SAP. В случае, когда концентрация
ВС в дисперсной жидкости была ниже, происходило осаждение SAP, однако по мере роста концентрации ВС, система стабилизировалась. В результате перемешивания при помощи мешалки системы были доведены до
состояния стабилизации в соответствии с требуемыми условиями.
Описание полученных таким образом совместных жидких дисперсий ВС/SAP приведено в табл. 5.
Изготовление
композиционного листового материала на основе HFFM/SAP
В воронку Бюхнера с внутренним диаметром 11 см, соединенную с устройством понижения давления, были положены бумажный фильтр и нетканый
материал подложки (изготовленный Fufamura Chemical Co., Ltd. под торговой маркой "TCF 403", с кажущимся удельным весом 0,07 г/куб.см) и на нетканый материла подложки было быстро вылито 20 куб.см
липкой дисперсной жидкости. Из нетканого материала при пониженном давлении был удален жидкий компонент, и он был высушен горячим воздухом с целью получения композиционного листового материала.
Сравнение свойств композиционных листовых материалов
Была произведена оценка и сравнение свойств композиционных листовых материалов с различными концентрациями ВС, результаты чего
приведены в табл. 6.
Результаты экспериментов показывают, что по мере добавления ВС поверхностная прочность композиционных листовых материалов значительно возрастала при одновременном увеличении жесткости листовых материалов. Таким образом, необходимо соответствующим образом выбирать количество добавленной ВС, исходя из целей применения.
Ниже описана методика
оценки параметров:
Толщина (мм): измерена толщиномером (Японский промышленный стандарт) способом, описанным выше.
Вес (г): измерен электронными весами Робервала вместе с подложкой диаметром 110 мм.
Осажденный SAP+ВС (г/кв.см): рассчитано методом вычитания нетканого материла подложки из указанного выше веса и выражено в граммах на квадратный метр.
Кажущийся удельный вес (г/куб. см): рассчитано на основании толщины и веса нетканого материла подложки и веса осажденных SAP и ВС.
Жесткость (мм): методом, проиллюстрированным на фиг.77 и 78, был измерен образец размером 110 • 20 мм. Один конец образца S был помещен под прямым углом на край измерительного средства из нержавеющей стали, а показания измерительного средства были сняты в том положении, где образец прогнулся (мм).
Оценка устойчивости связей SAP (180-градусное испытание на отслаивание с использованием липкой
целлофановой ленты)
Липкая целлофановая лента (изготовленная Nichiban Co., Ltd. под товарным знаком "CELLOTAPE") шириной 15 мм была наклеена на образец на участке склеивания размером 15
• 10 мм, участок склеивания был слегка прижат фланелевой тканью и на него на 10 мин был положен груз удельным весом 1 кг/кв.см. После того как груз был удален, липкую целлофановую пленку
вручную отслоили от образца со 180-градусным расслоением. Был измерен участок склеивания (%), на котором SAP приклеился к целлофановой ленте и по указанному участку склеивания, была оценена прочность
связей HFFM. Критерии оценки приведены на фиг. 79.
Оценка количества воды, абсорбированной образцами композиционного материала
Образцы композиционного материала были на 30
мин погружены в достаточное количество физиологического раствора соли, а затем в соответствии с Японским промышленным стандартом К-7223 было измерено количество абсорбированной и удержанной воды.
Результаты измерений были преобразованы в пересчете на содержание SAP. В табл. 7 приведены результаты.
Пример 3
Эксперименты по нанесению сплошного покрытия
С
помощью проиллюстрированного на фиг.61, устройства, снабженного устройством для нанесения покрытия согласно фиг.63, был получен композиционный материал с высокой абсорбционной способностью, в котором
были использованы следующие вещества:
(1) Микрофибрилла: S-MFC (производства Tokushu Paper Mfg. Co., Ltd.)
(2) SAP: IM-4000 (производства Hoehst-Celanese Co.)
(3) Дисперсная
среда: система из ацетона и воды
(4) Состав для покрытия, мас.%:
S-MFC - 0,4
SAP - 30,0
Ацетон - 48,8
Вода - 20,8
(5) Подложка: был использован
двуслойный воздухопроницаемый термоскрепленный нетканый материал (40 г/кв.см, кажущаяся плотность - 0,06) следующего состава:
Верхний слой: смешанное полотно из вискозы (4 денье х 45 мм
длиной) (70%) и РЕ/РЕТ (2 денье • 45 мм длиной) (30%), примерно 25 г/кв.см.
Нижний слой: однородное полотно из двухкомпонентного волокна РЕ/PET (2 денье • 45 мм длиной), примерно 15 г/кв.см.
На поверхность подложки 13, транспортируемой по конвейеру со скоростью 10 м/мин, непрерывно наносили жидкую дисперсионную смесь с составом по пункту (4) шириной примерно 10 мм через интервалы в 5 мм. После чего из подложки с помощью отжимного вала был удален растворитель, а затем она была высушена горячим воздухом.
Полученный композиционный
материал с высокой абсорбционной способностью имел следующие характеристики:
Вес, г/кв.см - 195
Количество SAP, г/кв.м - 150
Жесткость, мм:
продольная - 20
боковая - 75
Поверхностная прочность: класс 5 (испытание на 180-градусное отслаивание)
Количество удержанной абсорбирующим материалом воды было измерено в соответствии с Японским
промышленным стандартом К-7223. В результате SAP удержал количество воды из расчета 40,2 г воды на 1 г SAP, что почти соответствовало уровню контрольного образца.
Пример 4
В
качестве контрольного образца был использован промышленно производимый сверхтонкий одноразовый подгузник. Образец для испытания был получен в результате удаления абсорбирующих компонентов, включая
ткань, из одного из таких подгузников и замены таких абсорбирующих компонентов абсорбентом, состоящим из композиционного материала с высокой абсорбционной способностью в соответствии с настоящим
изобретением.
Абсорбент, внедренный в образец, был получен в результате следующей операции: во-первых, полученный в соответствии с описанным выше Примером 3 композиционный листовой материал был разрезан по форме и размерам, проиллюстрированным на фиг. 80. В то же время, был изготовлен целлюлозный мат с тканью плотностью примерно 90 г/кв.см. На композиционный листовой материал с помощью ручного распылителя воды, применяемого при глажении в домашних условиях, были распылены капли воды, чтобы вес листового материала стал равным 2-3 г/кв.см. Разрезанный абсорбент был положен на листовой материал и прижат силой давления утюга, нагретого до 140-150oC.
Были изготовлены пять образцов. Для каждого образца было измерено количество абсорбированной воды, количество удержанной воды и повторное увлажнение. Количество абсорбированной и удержанной воды было измерено в соответствии с Японским промышленным стандартом Л-7223. Повторное увлажнение было измерено следующим образом: на образец через интервалы в 5 мин было трижды вылито 120 куб.см физиологического раствора соли, а повторное увлажнение было измерено для каждого из трех случаев под давлением 12,5 кг на единицу площади абсорбента.
Результаты описанных выше испытаний сведены в табл. 8. В ней приведены усредненные результаты измерений по пяти образцам.
Из табл. 8 следует, что образец, в котором абсорбент состоит из абсорбирующего композиционного материала в соответствии с настоящим изобретением, вес которого составляет примерно 70% веса, а толщина - половину толщины промышленно производимого одноразового подгузника, обладает равными или более высоким абсорбирующими свойствами по сравнению с последним.
Пример 5
1) Получение суспензии SAP
В дисперсную жидкость, состоящую из 2,15% водной дисперсии S-MFC (производимой Tokushu Paper Mfg. Co., Ltd. под товарным знаком "Super Mictrofibril Cellulose")
было добавлено требуемое количество воды и этанола с целью получения жидкой дисперсии воды и этанола (с отношением этанола и воды 60/40), концентрация MFC в которой составляла 0,86 мас.%.
К данной дисперсной жидкости было добавлено штапельное волокно короткой резки, состоящее из двухкомпонентного волокна на основе полиэфира/РЕТ с низкой точкой плавления, показателем весового номера 1,5 денье и длиной волокна 2 мм. Затем в процесс перемешивания в пропеллерной мешалке было добавлено требуемое количество SAP (производимого Mitsubishi Chemical Co., Ltd. под товарным знаком "Aquapearl US-40") с целью получения трехкомпонентной суспензии, состоящей из 30 мас.% SAP, 0,6 мас.% MFC и 0, 6 мас.% штапельного волокна короткой резки.
2) Изготовление подложки
Был изготовлен двуслойный спряденный плетением нетканый материал, первый слой которого состоял из вискозного волокна с высоким показателем весового номера, равным 1,25 денье, и длиной волокна 51
мм, а второй слой состоял из волокна PET с низким показателем весового номера, равным 6 денье, и длиной волокна 51 мм. Вес такого нетканого материала был равен 30 г/кв.м, а кажущаяся плотность - 0,025
г/куб.см, при этом плотность первого слоя превышала плотность второго слоя.
3) Изготовление композиционного абсорбирующего материала
С помощью устройства для нанесения
покрытия на второй слой подложки была нанесена трехкомпонентная суспензия в количестве, достаточном для осаждения 150 г/кв.м SAP. Затем сразу же после того, как был произведен отсос и удаление жидкого
компонента, в течение нескольких минут подложка была подвергнута горячему прессованию при 180oC, после этого подложка была высушена горячим воздухом с целью получения композиционного
абсорбирующего материала (I).
Затем композиционный абсорбирующий материал (I) был снова высушен горячим воздухом при 150oC целью получения композиционного абсорбирующего материала (II).
Структура композиционного абсорбирующего материала (I) и (II) была изучена под микроскопом. Как это схематически проиллюстрировано на фиг.54, было подтверждено, что на втором слое 111b подложки, состоящей из первого слоя 111a и объемного второго слоя 111b, и в промежутке накопились частицы SAP 112, а штапельное волокно короткой резки переплетено с частицами SAP и образует покрытие частиц SAP по типу зонтика, при этом на поверхностях частиц SAP и штапельного волокна короткой резки осела MFC 114.
(Сравнительный пример 1)
Для
изготовления композиционного абсорбирующего материала (ii) была использована методика, использованная для изготовления композиционного абсорбирующего материала (II) по Примеру 1, за исключением того,
что не было добавлено штапельного волокна короткой резки.
Оценка композиционных абсорбирующих материалов
С помощью трех описанных выше методик были испытаны стойкость
набухшего SAP и способность набухшего SAP рассеивать абсорбированную жидкость у трех видов композиционных абсорбирующих материалов, полученных по Примеру 1 и с использованием сравнительного Примера 1.
Результаты испытания в суммированном виде приведены в табл. 9.
Из результатов испытания следует, что могут быть сделаны следующие выводы:
1. Стойкость набухшего SAP
Композиционный абсорбирующий материал (I), изготовленный из двухкомпонентного штапельного волокна короткой резки, содержащий введенный в него легкоплавкий компонент, продемонстрировал высокую
способность набухшего SAP удерживать жидкость.
Композиционный абсорбирующий материал (II), прошедший соответствующую тепловую обработку, продемонстрировал исключительную стойкость, пройдя исключительно строгое испытание на стойкость к вертикальному суспендированию.
Тем не менее композиционный абсорбирующий материал (ii), в который не было введено штапельное волокно короткой резки, продемонстрировал существенно меньшую стойкость набухшего SAP, чем композиционный абсорбирующий материал (I) и (II) из Примера 1.
Возможно, это объясняется тем, что при введении штапельного волокна короткой резки, содержащего легкоплавкое волокно, и за счет тепловой обработки штапельные волокна короткой резки сплавились друг с другом и также с обладающими упорядоченной пространственной структурой волокнами подложки в точках их контакта, в результате чего создались сетчатые упорядоченные пространственные структуры, удерживающие набухший SAP.
2. Диспергирование абсорбированной жидкости
Несмотря на опасения, что сочетание легкоплавкого штапельного волокна короткой резки и термическое сплавление волокон под воздействием
тепловой обработки может неблагоприятно повлиять на скорость абсорбирования и рассеивания жидкости, не было замечено никакого или почти никакого влияния на время абсорбирования и зафиксировано очень
незначительное влияние на время до окончания рассеивания жидкости в такой степени, что это никогда на создаст какой-либо проблемы при практическом применении.
Пример 6
1)
Получение суспензий SAP
К 5-процентной жидкой дисперсии ВС в воде (производимой Ajinomoto Cj., Ltd. под товарным знаком "Bacteria Cellulose"), используемой в качестве HFFM, было добавлено
требуемое количество воды и этанола с целью получения жидкой дисперсии этанола/воды (с отношением содержания этанола к воде 60: 40), концентрация ВС в которой составляла 0,21 мас.%.
К данной дисперсной жидкости в качестве штапельного волокна короткой резки было добавлено целлюлозное синтетического волокно на основе РЕ (производимое Mitsui Chemical Co., Ltd. под товарным знаком "SWP-E400") с показателем весового номера в пределах от 0,1 до 3 денье и длиной волокна в пределах от 0,3 до 5 мм в количестве, достаточном для того, чтобы получить семь вариантов соотношений штапельного волокна короткой резки и ВС (отношение P/Q), после чего смесь была равномерно диспергирована с помощью смесителя с целью получения семи видов дисперсной жидкости с различными соотношениями компонентов смеси.
Кроме того, к каждому из семи видов дисперсной жидкости, состоящей из ВС и SWP (отличающемуся различными соотношениями ВС и SWP) в процессе ее перемешивания пропеллерной мешалкой было добавлено требуемое количество SAP (производимого Mitsubishi Chemical Co., Ltd. под товарным знаком "Aquapearl US-40") с целью получения семи видов трехкомпонентной суспензии. Во всех видах трехкомпонентной суспензии концентрация SAP составляла 15%, а соотношение ВС и SAP - 1%. В табл. 10 приведены концентрации компонентов и показатели дисперсии SAP во всех трехкомпонентных суспензиях.
При соотношении P:Q в диапазоне от 10:1 до 1:3 (концентрация SWP составляла при этом 0,45%) коагуляции SWP не происходило, а SWP при этом был устойчиво диспергирован, однако, когда соотношение превысило 1:5 (при концентрации SWP 0,75%), суспензия стала помутневшей и наблюдалась некоторая коагуляция, но при этом она по-прежнему была пригодна для использования. Тем не менее, в случае, если бы соотношение P:Q составляло около 1:10, коагуляция SWP была бы слишком сильной для того, чтобы можно было получить суспензию. Таким образом, верхний предел соотношения с точки зрения устойчивости диспергирования для практического применения был определен как 1:5.
2) Изготовление подложек
Был изготовлен двуслойный
воздухопроницаемый термоскрепленный нетканый материал, первый слой которого состоял из смешанного полотна кардного прочеса, содержащего 50% вискозы с показателем весового номера 1,5 денье и длиной
волокна 40 мм и 50% двухкомпонентного волокна РЕ/PET с показателем весового номера 2 денье и длиной 51 мм, а второй слой только из двухкомпонентного волокна РЕ/PET с показателем весового номера 3
денье и длиной 51 мм, при этом слои были наложены друг на друга и скреплены с использованием горячего воздуха. Вес нетканого материала оставлял 30 г/кв.м, а кажущаяся плотность 0,02 г/кв.см.
3) Изготовление композиционного абсорбирующего материала
С помощью устройства для нанесения покрытия на второй слой изготовленной подложки был нанесен каждый из шести видов
трехкомпонентной суспензии (за исключением того из семи видов трехкомпонентной суспензии, который не мог быть получен, так как соотношение P:Q в диспергированной суспензии составляло 1:10) в
количестве, достаточном для осаждения 150 г/кв.м SAP. Затем после того как был произведен отсос и удаление жидкого компонента, в течение нескольких минут подложка была подвергнута горячему прессованию
нагретым валиком при 180oC, а затем подложка была высушена горячим воздухом с целью получения шести видов композиционного абсорбирующего материала с (III) по (VIII).
Оценка
композиционных абсорбирующих материалов
У шести видов композиционных абсорбирующих материалов с помощью описанных выше методик были испытаны стойкость набухшего SAP и способность набухшего
SAP рассеивать абсорбированную воду во влажном состоянии. Результаты испытания в суммированном виде приведены в табл. 11.
Из результатов
испытания следует, что могут быть сделаны
следующие выводы:
1. Стойкость набухшего SAP
У композиционного абсорбирующего материала с низким содержанием swp (P: Q= 10: 1) не наблюдалось заметного улучшения стойкости набухшего
SAP, однако по мере увеличения содержания SWP стойкость SAP улучшалась, при соотношении P:Q около 3:1 способность удерживать абсорбированную жидкость достигла почти постоянного уровня, а при
соотношении P:Q 1:1 или выше набухший SAP демонстрировал отличную стойкость во влажном состоянии. Нижний предел отношения P: Q, при котором достигается практическое использование свойств SWP,
находится в районе 5:1.
2. Диспергирование абсорбированной жидкости
На скорость, с которой композиционный абсорбирующий материл абсорбировал жидкость, и скорость, с которой
абсорбированная жидкость диспергировала в композиционном абсорбирующем материале, повлияла концентрация штапельного волокна короткой резки и соотношение P:Q. Например, при соотношении P:Q в пределах
от 10:1 до 1:1 у композиционных абсорбирующих материалов с (III) по (VI) между ними не наблюдалось существенной разницы и все они были одинаково хороши. Тем не менее, что касается композиционных
абсорбирующих материалов (VII) и (VIII), при соотношении P:Q в пределах от 1:3 до 1:5 несмотря на улучшение стойкости набухшей SAP скорости абсорбирования и рассеивания жидкости имели тенденцию к
снижению.
Пример 7
1) Получение суспензии SAP
В дисперсную жидкость, состоящую из 2,15%-ной водной дисперсии S-MFC (производимой Tokushu Paper Mfg. Co. , Ltd. под
товарным знаком "Super Mictrofibril Cellulose") было добавлено требуемое количество воды и пропиленгликоля с целью получения жидкой дисперсии воды и пропиленгликоля (PG) (с соотношением PG и воды
70:30), концентрация MFC в которой составляла 0,86 мас. %. К данной дисперсной жидкости было добавлено требуемое количество SAP (производимого Mitsubishi Chemical Co., Ltd. под товарным знаком
"Aquapearl US-40") с целью получения двухкомпонентной суспензии, состоящей из 30 мас.% SAP и 0,6 мас.% MFC.
2) Изготовление подложки
Был изготовлен двухслойный
воздухопроницаемый термоскрепленный нетканый материал, первый слой которого состоял из полотна кардного прочеса из двухкомпонентного волокна РЕ/PET с показателем весового номера 1,5 денье и длиной
волокна 51 мм, а второй слой из двухкомпонентного волокна РЕ/PET с показателем весового номера 3 денье и длиной 51 мм, при этом слои были наложены друг на друга и скреплены с использованием горячего
воздуха. Вес такого нетканого материала составлял 30 г/кв.м, а кажущаяся плотность 0,03 г/кв.см.
3) Изготовление композиционного абсорбирующего материала
Подложка была
помещена на пластиковую сетку вторым слоем вниз, и на всю поверхность подложки, по мере ее непрерывного перемещения по транспортеру, с помощью валковой машины для нанесения покрытий была нанесена
описанная выше двухкомпонентная суспензия в количестве, достаточном для осаждения 200 г/кв. м SAP. Затем сразу же после этого произведен отсос и удаление жидкого компонента. Далее из машины для
нанесения покрытий струйным обливом на слой суспензии тонкой струей была вылита жидкая 0,5%-ная дисперсия древесной целлюлозы в количестве, достаточном для того, чтобы отношение древесной целлюлозы к
SAP составило 2% (4 г/кв.м).
Немедленно после этого был произведен отсос и удаление жидкого компонента, в результате чего SAP не набух, а подложку затем в течение нескольких минут подвергали горячему прессованию с помощью нагретого валика, температура на поверхности которого составляла 150oC. Далее подложку еще раз просушили горячим воздухом при 140oC с целью получения композиционного абсорбирующего материала.
Оценка композиционного абсорбирующего материала
Композиционный абсорбирующий материал продемонстрировал
исключительную стойкость набухшего SAP. He наблюдалось отделения или отслоения набухшего SAP от подложки. Поскольку поверхность подложки была покрыта гидрофильной древесной целлюлозой, способность
абсорбировать жидкость была также очень высокой, а уровень рассеивания абсорбированной жидкости не давал оснований для возникновения каких-либо проблем на практике. Было подтверждено, что при
использовании композиционного абсорбирующего материала в качестве абсорбента в детском подгузнике не требуется использовать дополнительный слой нетканого материала для впитывания, так как, поскольку
первый слой и верхний слой скреплены друг с другом, первый слой выполняет функцию впитывающего слоя.
Пример 8
С помощью щетки поверхность сформованного мокрым методом
нетканого материала (изготовленного Futamura Chemical Co., Ltd. под торговой маркой "TCF 404", вес которого составлял 40 г/кв.м, была подвергнута ворсованию щеткой с целью придать ему кажущуюся
плотность 0,04 г/куб.см.
По ворсованной поверхности такой подложки с помощью вибрационного сита были рассеяны частицы SAP (производимого Mitsubishi Chemical Co., Ltd. под товарным знаком "Aquapearl US-40") в количестве, достаточном для получения рассеянной концентрации 120 г/кв.м.
Отдельно была получена жидкая дисперсионная смесь, в которой S-MFC и легко растворимое в горячей воде штапельное волокно PVA (с показателем весового номера 1,5 денье и длиной 2 мм) были диспергированы таким образом, что концентрация MFC и волокна PVA составляла 0,5%. С помощью машины для нанесения покрытий струйным обливом ворсованная поверхность подложки была покрыта таким количеством жидкой дисперсионной смеси, чтобы довести процентное отношение MFC и волокна PVA к SAP до уровня 1% (1,5 г/кв.м), немедленно после чего был произведен отсос и удаление жидкого компонента. Затем подложка была подвергнута горячему прессованию с помощью нагретого валика при 200oC и просушена горячим воздухом при 100oC с целью получения композиционного абсорбирующего материала.
Наблюдалось очень незначительное отделение или отслоение SAP от полученного композиционного абсорбирующего материала. Таким образом, уровень стойкости набухшего SAP не давал оснований для возникновения каких-либо проблем на практике. Было продемонстрировано очень хорошее абсорбирование и рассеивание жидкости. Вероятно, это объясняется тем, что материал подложки и штапельное волокно короткой резки являлись гидрофильными.
Пример 9
1)
Получение трехкомпонентной дисперсной жидкости
В дисперсную среду из смеси этанола и воды с соотношением компонентов смеси 60:40 было добавлено волокно Lyocell (товарный знак производства
Coutaulds) с показателем весового номера 1,4 денье и длиной 3 мм и диспергировано в ней с целью получения 0,5%-ной дисперсной жидкости. Затем в нее была добавлена MFC и диспергирована в дисперсной
жидкости в количестве, необходимом для доведения концентрации MFC в дисперсной жидкости до 0,5%, после чего дисперсную жидкость в течение 5 мин перемешивали в смесителе с целью получения
двухкомпонентной дисперсной жидкости.
С целью получения трехкомпонентной дисперсной жидкости, состоящей из SAP, MFC и Lyocell, в процессе медленного перемешивания двухкомпонентной дисперсной жидкости в нее был добавлен SAP (товарный знак "1М-4000" производства Hoehst-Celanese Co. ) в виде хлопьевидных частиц, прошедших через сито номер 50, в количестве, необходимом для доведения концентрации SAP до 25%.
2) Изготовление подложки
Было изготовлено смешанное полотно кардного прочеса, содержащее 50% вискозного штапельного волокна (показатель
весового номера 1,5 денье, длина волокна 35 мм) и 50% двухкомпонентного волокна РЕ/PET (показатель весового номера 3 денье, длина волокна 41 мм), плотностью 15 г/кв.м, при этом полотно кардного
прочеса, уложенное на сформованный методом склеивания нетканый материал на основе РР плотностью 15 г/кв.м, под действием струи воды было переплетено с ним, в результате чего образовался многослойный
нетканый материал, из которого была изготовлена подложка.
3) Изготовление композиционного абсорбирующего материала
Как показано на фиг.81, трехкомпонентная суспензия 822 по
схеме, проиллюстрированной на фиг. 81, через множество выпускных трубок, непосредственно соединенных с подающим суспензию насосом, была направлена на состоящую из вискозного штапельного волокна и
двухкомпонентного волокна поверхность подложки 812. После удаления жидкого компонента при пониженном давлении подложка была зафиксирована нагретым прессом и высушена с целью изготовления
композиционного абсорбирующего материала.
Полученный композиционный абсорбирующий материал имел вес 130 г/кв.м в пересчете на общее количество нанесенного SAP, а участки (SAP), образованные в виде линий на полученном композиционном абсорбирующем материале, имели 200 до 250 г/кв.м.
4) Применение абсорбента в детских подгузниках
Как показано на фиг.
82(а), был изготовлен уложенный сухим способом нетканый материал 831 из полотна кардного прочеса, контактирующий в качестве верхнего листового материала с кожей пользователя и состоящий
преимущественно из двухкомпонентного волокна на основе РЕ/РЕТ плотностью 18 г/кв.м с показателем весового номера 1,5 денье и длиной 41 мм. С таким нетканым материалом 831 методом термосклеивания была
соединена пряжа из полиуретановой нити (изготовленная Тоray Co., Ltd. под товарным знаком "Lycra") в виде полос, расположенных через интервалы, проиллюстрированные на фиг.82(а), в результате чего был
образован верхний листовой материал. Верхний листовой материал в виде эластичного элемента и проиллюстрированный на фиг.82(b) композиционный абсорбирующий материал 833, полученный согласно Примеру 9 в
соответствии с настоящим изобретением, были соединены методом термоплавки на участках, где отсутствовал абсорбент, за счет чего был получен элемент, связывающий верхний листовой материал и
композиционный абсорбирующий материал и имеющий структуру, проиллюстрированную на фиг.82(с).
Со стороны расположения композиционного абсорбирующего материала элемент был закрыт обладающим сопротивлением утечке элементом 834, изготовленным за счет соединения пленки РЕ и нетканого материала, как это проиллюстрировано на фиг. 82(D), с целью получения абсорбента, пригодного для использования в детском подгузнике, шириной 200 мм и длиной 440 мм. Такой абсорбент был погружен в физиологический раствор соли и затем извлечен и помещен на сетку с тем, чтобы из абсорбента была удалена свободная жидкость. Общее количество абсорбированного раствора было измерено и составило 600 куб.см. Начальная скорость проникновения равнялась 20 с на 100 куб.см, а повторное увлажнение составило 0,5 г. Таким образом, композиционный абсорбирующий материал, полученный в соответствии с настоящим изобретением, продемонстрировал свойства отличного абсорбента.
5)
Применение в женских прокладках, предназначенных для пациентов страдающих недержанием мочи
На круглую подложку 841, проиллюстрированную на фиг.83(а), в виде тороида диаметром 120 мм с
центральным отверстием диаметром 50 мм была нанесена суспензия описанного выше состава 842, а после сушки поверхность была покрыта гидрофильным сформованным методом склеивания материалом 843 с целью
получения композиционного абсорбента. Данный композиционный абсорбент был свернут по типу веера, как это проиллюстрировано на фиг.83(с), при этом верхушка композиционного абсорбента была покрыта
перфорированным нетканым материалом 844 на основе РЕ, для придания структуре, проиллюстрированной на фиг. 83(d) свойств прокладки, используемой в случае недержания мочи. На участке, где расположен
перфорированный нетканый материал 844, отсутствует абсорбент, а участок в виде тонкого листа служит для частичного введения во влагалище для прикрепления прокладки к телу пользователя. Количество
удержанной такой прокладкой жидкости составило 50 куб.см, а прокладка в ходе испытания была использована в качестве образца пациентом, страдающим недержанием в легкой форме, в результате чего нижнее
белье пациента не было испачкано, а прокладка держалась прочно.
Пример 10
Получение суспензии
В дисперсную среду, состоящую из 60 частей этанола и 40 частей воды,
был добавлен исходный раствор диспергированной в воде S-MFC в концентрации 3 мас.% с целью получения дисперсной жидкости с концентрацией S-MFC 0,6 мас.%. В данную дисперсную среду с целью получения
суспензии в количестве, эквивалентом 30 мас.%, был добавлен SAP (производимый Mitsubishi Chemical Co., Ltd. под товарным знаком "Aquapearl US-40", со средним размером частиц 200 мкм) при его
одновременном перемешивании пропеллерной мешалкой.
Формирование схемы распределения суспензии на подложке
С помощью устройства для нанесения суспензии, проиллюстрированного
на фиг. 76 (на фиг.66 в увеличенном виде показана часть устройства для выпуска суспензии), суспензия была нанесена на верхнюю поверхность TCF (целлюлозного нетканого материала) плотностью 40 г/кв.м,
используемого в качестве подложки при формировании схемы нанесения суспензии с помощью трубных насосов, расположенных во множество рядов в количестве, достаточном для того, чтобы средний объем
осажденного SAP составлял 125 г/кв.м. С помощью импульсов, создаваемых за счет рабочего хода трубного насоса, на листе подложки была сформирован образец эллипсоидной формы с более толстым слоем
суспензии в его центральной части.
Соединение нанесенной по схеме суспензии с подложкой
Подложка, на которую по схеме была нанесена суспензия, была подвергнута горячему
прессованию с помощью нагретого до 160oC нажимного валика и отсасывающего барабана, как это показано на фиг.76, при этом был произведен одновременный отсос и удаление избытка дисперсной
среды. После этого примерно на 5 с подложку ввели в контакт с нагретым валиком с целью удалить из нее жидкий компонент, а нанесенная на подложку суспензия была прочно соединена с ней. Затем подложку
отслоили от нагретого валика и просушили горячим воздухом с целью получения абсорбирующего листового материала. К этому моменту на нагретом валике не оставалось суспензии, осевшей на нем из-за ее
частичного отслоения от подложки. Для сравнения, подложку при комнатной температуре пропустили через ненагретый валик, в результате чего большая часть находившейся на подложке суспензии отслоилась и
осела на поверхности валика. Этим подтверждается, что с помощью нагретого валика SAP соединяется с подложкой.
После горячего прессования высушенный листовой материал оказался покрыт SAP, распределенной по нему согласно заданной схеме, как это проиллюстрировано на фиг. 55. На фиг. 56 проиллюстрирован местный увеличенный вид в разрезе соединения SAP с подложкой, при этом на более тонких участках SAP был нанесен в один слой, на более толстых - почти в три слоя, а на участках средней толщины - в два слоя. За счет такого различия в толщине или в числе слоев обеспечивается требуемое распределение концентраций SAP, нанесенного неравномерным, но при этом сплошным слоем.
Свойства листовых материалов с нанесенным по схеме покрытием
Из каждого
участка, покрытого одним, двумя и тремя слоями SAP, был взят образец, поперечный срез которого был изучен под увеличительным стеклом с целью удостовериться в количестве слоев SAP, на основании чего
были оценены количество абсорбированной жидкости и скорость абсорбирования в качестве абсорбирующих свойств SAP.
1. Количество абсорбированной жидкости: была применена методика на основе использования 0,9%-ного водного раствора NaCl (физиологического раствора соли), аналогичная методике тестирования количества абсорбированной воды согласно Японскому промышленному стандарту К-7223.
2. Скорость абсорбирования: множество образцов размером примерно 5 • 10 мм были погружены в большое количество 0,9%-ного водного раствора NaCl, после чего было измерено время в секундах, за которое произошло почти полное набухание в нем SAP.
При измерении количества абсорбированной жидкости из подложки, включая ее участки с более толстым и более тонким покрытием, были взяты образцы размером 10 • 10 см, в результате чего среднее количество абсорбированной жидкости в пересчете на весь лист составило 60 кг/кв.м. В результате за наблюдения за процессом абсорбирования жидкости было подтверждено, что абсорбирование началось с участков с тонким покрытием и продолжилось, постепенно распространяясь на участки с покрытием средней толщины, а затем на участки с толстым покрытием. Различие в скорости абсорбирования жидкости между участками приведены в табл. 12.
Приведенные в табл. 12 результаты подтверждают, что полученный абсорбирующий листовой материал отличается гибкостью и характеристическим свойством обеспечивать распределение участков с высокой абсорбционной способностью, отличающихся различной скоростью абсорбирования.
Пример 11
Получение суспензии из SAP с различным диаметром частиц
Был получен SAP со средним диаметром частиц 200-800 мкм. В качестве контрольного
образца был использован US 40 с размером частиц 200 мкм производства Mitsubishi Chemical, применявшийся в Примере 10, а в качестве образца SAP с частицами размером 800 мкм был использован
гранулированный SAP с большим поверхностным структурированием.
В табл. 13 приведены результаты измерения времени абсорбирования 20 куб. см. физиологического раствора соли 1 г SAP. Что касается времени абсорбирования жидкости SAP (смотри Пример 10 выше), по мере увеличения размера частиц, жидкость все медленнее проникала внутрь, а набухание становилось меньше.
Тем же способом, что и в Примере 10 выше, было получено два вида обладающей описанными выше свойствами суспензии с содержанием SAP 30 мас.%.
Нанесение на подложку покрытия из суспензии
В проиллюстрированное на фиг. 66 устройство для нанесения суспензии, снабженное двумя коллекторами, служащими для подачи двух видов суспензии, содержащей SAP с различным диаметром частиц, было
внесено изменение с целью обеспечить возможность попеременной подачи различных видов суспензии в соответствующие насосы.
В ходе операции, аналогичной той, что была применена в описанном выше Примере 10, с помощью указанного устройства на стороне подложки, покрытой TCF, было по заданной схеме осаждено два вида суспензии в количестве, достаточном для того, чтобы средний осажденный объем SAP составлял 125 г/кв.м соответственно. Таким образом, были получены абсорбирующие листовые материалы, суспензия на которые была нанесена по заданной схеме. В данном случае при формировании схемы распределения, как это упоминалось выше, попеременно наносились полосы SAP с различным диаметром частиц. Несмотря на то что применялся SAP одинаковой концентрации, в силу различия в диаметре его частиц, участок, на который наносились частицы SAP большего диаметра, оказался относительно толще.
Из полученного листового материала, на который были нанесены частицы SAP различного диаметра, был вырезан образец размером 10 • 10 см и помещен в чашку Петри, в которую через 5-минутные интервалы трижды добавляли по 200 куб. см физиологического раствора соли и наблюдали состояние абсорбирования. Результаты наблюдений показаны в табл. 14.
Было подтверждено, что первыми набухали более мелкие частицы SAP, а затем абсорбирование продолжалось более крупными частицами.
Пример 12
Получение первой дисперсной жидкости
К древесной целлюлозе (производства Weyerhaeuser, NBKP, хвойно-лиственная древесная беленая
крафт-целлюлоза) и SAP (производства Hoehst-Celanese Co. , товарный знак IM-4500) было добавлено небольшое количество сгустителя (Р. Е. О.), используемого в бумажном производстве, с целью получения
дисперсной жидкости, состоящей из EtOH и воды с соотношением компонентов 50: 50 и целлюлозы и SAP с отношением компонентов 4 части/6 частей. Концентрация полученной таким образом суспензии составляла
примерно 2%.
Изготовление абсорбирующего листового материала из первой дисперсной жидкости
Описанную выше дисперсную жидкость вылили на нетканый материал на основе РЕ/РЕТ
(производства Unitika Co., Ltd., товарный знак "Elves") плотностью 20 г/кв. м, который для придания ему гидрофильности был помещен на пластиковое сито номер 60 с целью получения сформованного влажным
способом абсорбирующего мата. В результате прессования и сушки указанного мата был получен абсорбирующий листовой материал с абсорбирующими слоями плотностью 100 г/кв.м и соотношением содержания
целлюлозы и SAP 4:6.
Получение второй дисперсной жидкости
По методике, аналогичной той, что была использована выше в Примере 10, путем добавления 30% SAP и 0,6% MFC в
дисперсную жидкость, состоящую из EtOH и воды с соотношением компонентов 6:4, была получена суспензия.
Изготовление абсорбирующего листового материала из второй дисперсной жидкости
С помощью экспериментального трубного насоса (продается под товарным знаком "MASTER FLEX") через трубку из силиконового каучука с внутренним диметром 3 мм на абсорбирующий листовой материал с
однородными слоями из целлюлозы и SAP, полученный из описанной выше первой дисперсной жидкости, была нанесена вторая дисперсная жидкость вместе с суспензией, образовавшей на нем расположенные через
5-миллиметровые интервалы участки по типу островов в океане. Затем абсорбирующий листовой материал был подвергнут горячему прессованию с использованием покрытого Тефлоном бытового утюга, нагретого до
130oC, и высушен. Слои, образовавшиеся в результате нанесения второй дисперсной жидкости, содержали примерно 120 г/кв.м SAP, хотя толщина слоев была неодинакова.
Абсорбирующий листовой материал с участками с высокой абсорбционной способностью, расположенными по типу островов в океане, и его свойства
На полученном таким образом абсорбирующем листовом
материале были расположены почти однородные абсорбирующие слои (с содержанием SAP примерно 60 г/кв.м), образовавшиеся в результате нанесения первой дисперсной жидкости, и абсорбирующие слои (с
содержанием SAP примерно 120 г/кв.м), образовавшиеся в результате нанесения второй дисперсной жидкости, при этом последние были распределены в виде рисунка заданной формы, частично напоминающего схему
распределения, проиллюстрированную на фиг. 16. Таким образом, был получен абсорбирующий листовой материал со структурой, состоящей из толстых и тонких слоев.
Из абсорбирующего листового материала был вырезан образец размером 10 • 10 см. Образец поместили на чашку Петри и на него был вылит 0,9%-ный физиологический раствор соли с целью проведения многократных испытаний на абсорбирование. Испытание на абсорбирование было проведено четыре раза через 5-минутные интервалы с использованием каждый раз 150 куб.см раствора. Результаты испытания приведены в табл. 15.
Пример 13
Получение суспензии SAP
В ходе операции, идентичной той, что использовалась выше в Примере 10, была получена суспензия, состоящая из SAP и MFC.
Изготовление влагопроницаемой листовой подложки
Был изготовлен уложенный воздушным потоком целлюлозный листовой материал, содержащий SAP (производства Honshu Kinocloth, товарный знак "B-SAP")
плотностью 85 г/кв. м. С данным целлюлозным листовым материалом был смешан SAP плотностью 20 г/кв.м.
Нанесение суспензии по заданной схеме
Описанную выше суспензию из насоса
для подачи суспензии направили таким образом, что суспензия, выходящая из сопла с выпускным отверстием расщепленного типа, проиллюстрированным на фиг.68, образовала на описанной выше подложке
множество рядов полос с неопределенной длиной окружности каждая. Затем подложку спрессовали нагретым валиком, температура на поверхности которого составляла 140oC, и просушили воздухом с
целью получения абсорбирующего листового материала. В соответствии со схемой распределения абсорбирующих слоев на таком абсорбирующем листовом материале они расположены на нем аналогично тому, как это
проиллюстрировано на фиг.17.
Пример 14
Находящаяся в гелеобразном состоянии HFFM (производства Daicel Co., Ltd. , товарный знак "Cellish KY100G") была диспергирована в
дисперсной среде, состоящей из МеОН и воды с соотношением компонентов 70:30, с целью получения ее дисперсии в жидкости с концентрацией 0,6%. В 1 л такой дисперсной жидкости было добавлено 400 г SAP
(производства Mitsubishi Chemical Co., Ltd., товарный знак "Aquapearl US-40") и смешано с ней с целью получения совместно диспергированной суспензии HFFM и SAP.
Такая совместно
диспергированная суспензия была нанесена на одну из поверхностей целлюлозного нетканого материала плотностью 30 г/кв.м (изготовленного Futamura Chemical Co., Ltd. под торговой маркой "TCF 403"),
из которого был удален жидкий компонент и который был высушен с целью получения композиционного листового материала. Толщина такого композиционного листового материала составляла примерно 0,6 мм,
а содержание SAP - 150 г/кв.м.
Из композиционного листового материала был вырезан лист размером 350 • 250 см. Как показано на фиг.84, каждый край листа шириной 75 см был загнут поверхностью, покрытой SAP, внутрь. Затем, как показано на фиг.85, загнутые края листа были скреплены с влагонепроницаемым листом 902 клеящим веществом 901 с целью изготовления поглотительной трубки 900. Толщина изготовленной таким способом поглотительной трубки 900 составляла 1,3 мм, включая толщину влагонепроницаемого листа 902.
После того как на абсорбирующую сторону поглотительной трубки было дважды вылито по 200 куб.см, всего 400 куб.см физиологического раствора соли, было осуществлено определение набухания. Согласно полученному результату через 2 мин после того, как была вылита первая доза в 200 г, абсорбирующая сторона в трубке набухла, а трубка в поперечном сечении стала иметь форму эллипсоида толщиной 6 мм, а через 2 мин после того, как была вылита вторая доза в 200 г, ее толщина увеличилась примерно до 12 мм.
Пример 15
Был использован нетканый материал (производства Oji Paper Co., Ltd., товарный знак "Teccel"), изготовленный
методом переплетения сформованного склеиванием двухкомпонентного нетканого материала на основе РР/РЕ и целлюлозы струей высокого давления.
В то же время, в дисперсионной среде, состоящей из EtOH и воды с соотношением компонентов 60:40, была диспергирована промышленно производимая биоцеллюлоза в виде геля с целью получения ее дисперсии в жидкости с концентрацией 0,3%. В 1 л такой дисперсной жидкости было добавлено 400 г SAP (производства Mitsubishi Chemical Co., Ltd., товарный знак "Aquapearl US-40") и смешано с ней с целью получения совместно диспергированной суспензии HFFM и SAP.
На одну из поверхностей описанного выше нетканого материала была нанесена такая совместно диспергированная суспензия HFFM и SAP в виде множества полос шириной 7 мм через интервалы в 5 мм, а из нетканого материала был удален жидкий компонент и он был высушен с целью получения композиционного листового материала.
Из композиционного листового материала был вырезан лист размером 350 см • 250 см, а затем лист был согнут поверхностью, покрытой SAP, внутрь и ему была придана форма плоского цилиндра, как это показано на фиг.86, после чего согнутые участки с обеих сторон были скреплены друг с другом клеящим веществом 903 с целью изготовления поглотительной трубки 900. Толщина изготовленной таким способом поглотительной трубки 900 составляла примерно 2 мм.
После того как на абсорбирующую сторону поглотительной трубки было дважды вылито по 200 куб.см, всего 400 куб.см физиологического раствора соли, было осуществлено определение набухания. Согласно полученному результату через 2 мин после того, как была вылита первая доза в 200 г, абсорбирующая сторона набухла в поперечном сечении и стала иметь форму эллипсоида толщиной примерно 10 мм, а через 2 мин после того, как была вылита вторая доза в 200 г, ее толщина увеличилась примерно до 20 мм.
Пример 16
Были изготовлены сформованный
методом склеивание материал на основе РР плотностью 18 г/кв. м и смешанное полотно кардного прочеса плотностью 30 г/кв. м, состоящее из 60% штапельного волокна (показатель весового номера 3 денье,
длина волокна 51 мм) и 40% вискозного штапельного волокна (показатель весового номера 1,5 денье, длина волокна 35 мм). Указанное смешанное полотно кардного прочеса, уложенное на указанный сформованный
методом склеивания нетканый материал, было переплетено с ним струей воды высокого давления с целью получения композиционного нетканого материала структуры, проиллюстрированной на фиг.37.
Композиционный нетканый материал был покрыт совместно диспергированной суспензией HFFM и SAP, использованной выше в Примере 14, после чего из него был удален жидкий компонент и он был высушен с целью получения абсорбирующего листового материала толщиной примерно 2 мм, состоящего из трех слоев сформованного методом склеивания нетканого материала, полотна кардного прочеса и слоя SAP, зафиксированного HFFM, при этом лишь на одной из поверхностей такого абсорбирующего листового материала находились частицы SAP плотностью 150 г/кв.см.
Такой абсорбирующий листовой материал бы разрезан на полосы шириной 350 мм и полосе была придана форма трубки, обе продольные стороны которой были обращены друг к другу и находились на расстоянии примерно 30 м.
Независимо от этого из одноразового подгузника (производства Као Corporation, товарный знак "Super Merries (размер L") были извлечены внутренний лист и абсорбирующая сердцевина и вместо них на те места, которые занимали такой лист и такая сердцевина, как это показано на фиг.38, к влагонепроницаемому листу с обоих его торцов с помощью клея была прикреплена описанная выше поглотительная трубка, контактирующая в наружным листом подгузника.
Изготовленный таким способом подгузник был подвергнут испытаниям на абсорбирование, которые проводились в соответствии с общепринятой в
данной области техники практикой. По итогам испытаний были получены следующие результаты:
1. Объем увлажнения (интервал 3 мин):
Первое повторное увлажнение (100 куб.см): 0,5 г
Второе повторное увлажнение (100 куб.см): 0,8 г
Третье повторное увлажнение (100 куб.см): 2,0 г
2. Общий абсорбированный объем:
Удержанный объем, куб.см: 480
Пример 17
Нетканый материал на основе РЕ/РЕТ (производства Unitika Co., Ltd., товарный знак "Elves") плотностью 20 г/кв.м был растянут и подвергнут термофиксации, как это показано на фиг.57,
с целью получения легко удлиняемого нетканого материала. Такой нетканый материал обладал следующими свойствами:
Вес, г/кв.м - 31,2
Толщина, мм - 0,24
Плотность, г/куб.см - 0,
132
Относительное удлинение при разрыве, %:
продольное - 35
поперечное - 370
Модуль напряжения при удлинении в поперечном направлении на 100%, г/см - 83/5
Описанный выше легко удлиняемый нетканый материал был покрыт совместно диспергированной суспензией HFFM и SAP способом, аналогичным тому, что был использован выше в Примере 14, нагрет и спрессован, из
него был удален жидкий компонент, и он был высушен с целью получения абсорбирующего листового материала, при этом частицы SAP с плотностью 180 г/кв.м расположены лишь на одной из его поверхностей.
Абсорбирующий листовой материал был согнут в трубку поверхностью, покрытой SAP, внутрь. Оба торца листа были обращены друг к другу и скреплены в точке их соприкосновения помещенной снаружи
термоклеящей лентой с целью получения поглотительной трубки с наружным диаметром примерно 30 мм и почти круглым поперечным сечением.
Полученную таким способом поглотительную трубку поместили в пластиковый бак, куда вливали ионообменную воду до тех пор, пока трубка полностью не перестала абсорбировать воду, после чего трубка была оставлена там на 10 мин.
В результате диаметр поглотительной трубки увеличился до 66 мм, однако с наружной стороны нетканого материала не наблюдалось какой-либо утечки SAP.
Пример 18
В качестве
абсорбирующего листового материала была использована эластичная сетка промышленного производства плотностью 60 г/кв.м, у которой продольно расположенные моноволокна полиэтилена и поперечно
расположенные моноволокна SEBS пересекаются под прямым утлом друг к другу и скреплены в точках пересечения.
Помимо этого было изготовлено полотно кардного прочеса плотностью 25 г/кв.м,
состоящее из следующих волокон А и В:
А: двухкомпонентное волокно с показателем весового номера 2 денье и длиной 51 мм, состоящее из неупорядоченного полимера полипропилена в качестве
сердцевины и
этилена/пропилена в качестве оболочки.
В: Lyocell производства Coutaulds с показателем весового номера 1,5 денье и длиной 35 мм.
Материал А был наслоен на одну поверхность описанной выше эластичной сетки, а на другую ее поверхность был наслоен материал В, после чего сетка была переплетена с наслоенными на нее материалами по одному разу со стороны верхнего и нижнего наслоенных материалов струей воды высокого давления, распыленной под давлением 50 кг/кв.см из сопла с отверстиями диаметром 0,13 мм, расположенными через промежутки 0,6 мм. Далее струя воды под давлением 80 кг/кв. см была направлена сверху из сопла с отверстиями 0,13 мм, расположенными через промежутки 5 мм. Затем наслоенные материалы были обезвожены и высушены с целью создания легко растягивающего нетканого материала со скрепленными участками в виде проходящих в продольном направлении параллельных линий, структура которого проиллюстрирована на фиг.59 и 60.
Свойства нетканого материала:
Вес, г/кв.м - 110,00
Толщина, мм - 1,22
Растягивающее напряжение в поперечном направлении, кг/см - 1,50/5
Удлинение в
поперечном направлении, % - 270,00
Модуль напряжения при удлинении в поперечном направлении:
на 50%, г/см - 150
на 100% - 200/5
на 150% - 320/5
(Примечания) Описанные выше свойства были измерены при следующих условиях:
Растягивающее напряжение: Образец размером 5 см в ширину и 15 см в длину (поперечное направление нетканого материала
было продольным направлением образца) был зафиксирован на расстоянии 10 см и подвергнут удлинению с постоянной скоростью 30 см/мин на динамометре. На основании полученной кривой "напряжение
- деформация" было вычислено напряжение при 50%-, 100%- и 150%-ном удлинении. Полученные данные были взяты за основу в качестве модуля напряжения при удлинении.
Толщина: толщина была измерена толщиномером (производства Daiei Kagaku Co., Ltd., товарный знак "THICKNESS GAUGE") под грузом весом 3 г/кв.см.
На поверхность описанного выше легко растяжимого нетканого материала, покрытую Lyocell, была нанесена совместно диспергированная суспензия HFFM и SAP, с помощью методики, использованной выше в Примере 14. Из нетканого материала был удален жидкий компонент и он был высушен с целью получения абсорбирующего листового материала, при этом лишь на одной из поверхностей такого абсорбирующего листового материала находились частицы SAP плотностью 125 г/кв. см. Далее на поверхность абсорбирующего листового материала, на которой находились частицы SAP, была уложена измельченная древесная целлюлоза плотностью 150 г/кв. м, при этом указанная поверхность была обращена внутрь свернутого в трубку абсорбирующего листового материала, а торцы были обращены друг к другу на расстоянии 30 мм и были скреплены с отдельно полученным наружным листом полиэтилена с помощью термоплавкого клеящего средства, в результате чего была получена поглотительная трубка, зацело скрепленная с наружным листом. Толщина такой поглотительной трубки составляла примерно 4 мм.
Полученную таким способом поглотительную трубку поместили в пластиковый бак и с верхнего конца поглотительной трубки в нее вливали ионообменную воду до тех пор, пока трубка полностью не перестала абсорбировать воду, после чего трубка была оставлена там на 10 мин. В результате диаметр поглотительной трубки увеличился до 30 мм, однако с наружной стороны нетканого материала не наблюдалось какой-либо утечки SAP.
Пример 19
Изготовление влагонепроницаемого листового материала с углублениями на поверхности
Была использована полиэтиленовая
пленка толщиной 30 мкм с отверстиями сужающейся формы, как это показано на фиг. 39, по всей ее поверхности (производства Tredgar, товарный знак "VISPORE Х-6170").
Получение суспензии
абсорбирующих материалов
MFC (производства Daicel Chemical Industries, Ltd. , товарный знак "Celish KY-100G) в виде геля была отдельно диспергирована в дисперсионной среде из этанола и воды с
соотношением компонентов 70:30 с целью получения 1 л дисперсной жидкости с концентрацией MFC 0,5%. В данную дисперсную жидкость было добавлено 200 г частиц SAP (производства Mitsubishi Chemical Co.,
Ltd., товарный знак "Aquapearl US-40") с целью получения параллельной суспензии SAP и MFC.
Изготовление абсорбирующего листового материала
В процессе подачи описанной выше
полиэтиленовой пленки с отверстиями расширенной стороной, обращенной вверх, и ее транспортировки по ленточному конвейеру из пластиковой ленты в виде сита номер 80, снабженного зоной всасывания, пленка
была покрыта параллельной суспензией SAP и MFC.
В зоне всасывания из нанесенной на полиэтиленовую пленку с отверстиями параллельной суспензии SAP и MFC через отверстия был удален жидкий компонент с целью заполнения отверстий изнутри твердым веществом, содержащимся в суспензии.
Отверстия в абсорбирующем листовом материале, изученные через микроскоп, имели следующую структуру, проиллюстрированную на фиг.40.
Оценка проницаемости
Испытания на проницаемость абсорбирующего листового материала были проведены по методике Гаррета,
предусмотренной Японским промышленным стандартом Р117. Согласно полученному результату воздухопроницаемость абсорбирующего листового материала составила 100 с/100 куб.см.
Измерение
водонепроницаемости
С целью измерения сопротивления давлению воды под абсорбирующий листовой материал были помещены 10 листов ткани промышленного производства и с помощью стеклянной трубки
диаметром 20 мм был создан водяной столб физиологического раствора соли, покрывающий отверстия, заполненные материалом с высокой абсорбционной способностью. На участке, заполненном материалом с
высокой абсорбционной способностью, наблюдалось увеличение SAP, вызванное его набуханием, и, несмотря на то что высота водяного столба была доведена до 800 мм, не происходило утечки жидкости и
увлажнения ткани.
Пример 20
Изготовление подложки для влагонепроницаемого листового материала
На поверхность полиэтиленового листа с матовым покрытием толщиной 25
микрон, состоящего из LLDPE, было распылено термоплавкое клеящее вещество, а сформованный прядением нетканый материал с высокой эластичностью в поперечном направлении, состоящий из штапельного волокна
на основе РР (1,5 денье, длина волокна 35 мм) был уложен на покрытую им поверхность полиэтиленового листа, после чего они были спрессованы в нагретом состоянии и скреплены с целью получения состоящего
из нетканого материала и пленки композиционного материала со структурой, проиллюстрированной на фиг.42А.
Данный композиционный материал был подвергнут обработке по технологии, показанной на фиг. 42. Во-первых, с целью нанесения канавок в виде линий, образованных на пленке (смотри стадию В на фиг.42), композиционный материал был пропущен через сетчатый валик (с максимальным шагом 10 мм, шириной вершины 0,5 мм и глубиной 2 мм) из нержавеющей стали, температура на поверхности которого составляла 100oC, а затем растянут в боковом направлении в 1,5 раза с целью получения композиционного материала, состоящего из нетканого материала и пленки, пленка и нетканая составляющая у которого имеют форму полос (смотри стадию С на фиг.42).
Оценка
воздухопроницаемости
Были проведены испытания на воздухопроницаемость описанного выше абсорбирующего листового материала (по типу методики Гаррета, предусмотренной Японским промышленным
стандартом Р117) и получен высокий результат, согласно которому воздухопроницаемость абсорбирующего листового материала составила 80 с/100 куб.см.
Испытания абсорбирующих изделий на
износ
Было изготовлено 10 образцов детского подгузника из ластовицы, приклеенной липкой лентой к описанному выше абсорбирующему листовому материалу и проведены испытания на износ. У двух
детских подгузников произошла утечка жидкости через боковые участки, однако ни у одного подгузника не наблюдалась какой-либо утечки с обратной стороны.
Пример 21
Изготовление
водостойкого материала с впадинами и выступами
Были изготовлены нетканый материал MS плотностью 18 г/кв.м (композиционный материал, выдутый из расплава и сформованный методом склеивания),
преимущественно состоящий из выдутого из расплава волокна РР плотностью 5 г/кв.м, и сформованный методом склеивания материал на основе волокна РР плотностью 13 г/кв.м. В то же время, методом создания
отверстий диаметром 2 мм в пленке РЕ толщиной 30 мм, преимущественно состоящей из LLPDE, была изготовлена перфорированная пленка. На перфорированную пленку было распылено небольшое количество
термоплавкого клеящего вещества и к покрытой им стороне пленки был приклеен нетканый материал MS с целью получения композиционного листового материала, проиллюстрированного на фиг.43.
Такой композиционный листовой материал был подвергнут гидравлическому испытанию водяным столбом, аналогично проведенному выше согласно Примеру 19, а полученный результат составил 200 мм воды.
Получение абсорбирующей суспензии
При условиях, аналогичных условиям, описанным выше в Примере 19, была получена абсорбирующая суспензия. Описанные выше композиционный нетканый
материал MS и перфорированная пленка по методике, аналогичной использованной выше в Примере 19, были поданы перфорированной пленкой вверх на ленточный конвейер с участком всасывания, а на
композиционный материал была нанесена абсорбирующая суспензия. На участке всасывания из композиционного материала был удален жидкий компонент, а частицы SAP в качестве абсорбирующего материала с
помощью MFC были соединены с открытой поверхностью нетканого материала MS и заполнены MFC с целью получения абсорбирующего листового материала, проиллюстрированного на фиг.44.
Воздухопроницаемость абсорбирующего листового материала
Было проведено испытание на воздухопроницаемость полученного абсорбирующего листового материала (по типу методики Гаррета,
предусмотренной Японским промышленным стандартом Р117), в результате которого было установлено, что воздухопроницаемость составила 160 с/100 куб.см.
Оценка водонепроницаемости
абсорбирующего листового материала
С целью измерения под описанный выше абсорбирующий листовой материал были помещены 10 листов ткани промышленного производства и с помощью стеклянной трубки
диаметром 20 мм был создан водяной столб физиологического раствора соли, покрывающий отверстия, заполненные частицами SAP. Находившийся в контакте с физиологическим раствором соли SAP набух и
увеличился, доведя высоту водяного столба до 800 мм, однако не происходило ни утечки жидкости, ни увлажнения ткани.
Пример 22
Колебания коэффициента вязкости и температуры
дисперсной суспензии в процессе изготовления композиционного материала
На фиг. 86 проиллюстрирован пример технологии изготовления композиционного материала, при этом на примере PG показаны
колебания коэффициента вязкости и температуры суспензии на каждой технологической стадии. В данном примере была использована дисперсная суспензия, 30% частиц SAP (производства Mitsubishi Chemical Co.,
Ltd., товарный знак "Aquapearl US-40") и 0,5% MFC (производства" Tokushu Paper Mfg. Co., Ltd., товарный знак S-MFC) в которой были диспергированы в дисперсной среде из PG и воды с соотношением
компонентов 70:30.
С целью получения дисперсной суспензии SAP и MFC были перемешаны и диспергированы, а в целях экономии энергии, необходимой для перемешивания, его осуществляли при 30oC и со скоростью 400 об/мин. Полученную дисперсную суспензию направили в бак для хранения, снабженную охлаждающей рубашкой, где суспензия оставалась при температуре 10oC в то время, как ее медленно перемешивали со скоростью примерно 400 об/мин. Из бака для хранения с помощью насоса Moino (производства Hyojin Pump Mfg. Co., Ltd.) суспензия по нагретой трубе с двойными стенками была подана в коллектор для нанесения покрытия.
Коллектор имел вместимость примерно на 20 мин работы и был снабжен устройством для нагрева в виде паропровода. В указанном коллекторе температуру суспензии поддерживали на уровне примерно 50oC. Нагретую суспензию подали на валик для нанесения покрытия, снабженный сеткой, и нанесли на нетканый материал полосами шириной 10 мм через интервалы в 1 мм. В качестве нетканого материала был использован Teccel (производства Oji Paper Co., Ltd.). Плотность покрытия составляла примерно 150 г/кв.м. Нетканый материал поверхностью с покрытием, обращенной вверх, был направлен на оснащенные парогенератором участки обогрева паром, куда была добавлена вода и осуществлено нагревание, после чего он был пропущен через участок всасывания с пониженным давлением, где PG и вода были удалены. Остававшиеся PG и вода были дополнительно удалены во время сушки нетканого материала горячим воздухом с температурой 130oC с целью получения абсорбирующего листового материала.
Варианты осуществления диспергирования в соответствии с настоящим изобретением
С целью получения дисперсной
суспензии частицы SAP и MFC были диспергированы в дисперсной среде из воды и PG. В процессе изготовления абсорбирующего листового материала методом формирования дисперсной суспензии частицы SAP были
связаны друг с другом, а между SAP и подложкой были образованы прочные водородные связи посредством MFC, покрывающей поверхность частиц SAP. Формирование водородных связей в системе смешанной
дисперсионной среды с более высоким содержанием PG было завершено только с удалением сначала PG, а затем влаги. Поскольку точка кипения водного раствора PG становится ниже по мере увеличения
содержания воды, также является предпочтительным поддерживать как можно более высокое содержание воды в процессе удаления PG.
Однако, как только в дисперсионной среде из PG и воды содержание воды в отношении PG/вода увеличилось, дисперсная суспензия, содержащая SAP, стала менее устойчивой, так как она менялась с течением времени, как это показано в табл. 17.
Таким образом, с технической точки зрения важную роль играет то, как заменять PG водой в технологическом процессе. Первый важный технический аспект заключается в том, как может быть усвоена система с высоким содержанием воды, а второй важный технический аспект - это, как заменить PG водой после того, как из суспензии сформирован листовой материал. На фиг.88 проиллюстрирован вариант осуществления настоящего изобретения, в котором показано, из каких технологических стадий должен состоять процесс получения дисперсной суспензии, в результате которого суспензия оказывается на участке подачи суспензии, т.е. коллектор для нанесения покрытия.
Оба технологических процесса А и В имеют целью получение дисперсной суспензии из дисперсной среды, состоящей из PG и воды с соотношением компонентов 70:30. Согласно технологии А жидкую водную дисперсию MFC добавляют к жидкой дисперсии SAP с содержанием PG 100%, которое затем доводят до уровня 70:30. Получение суспензии является простой операцией, однако важную роль играет перемешивание, так как при добавлении жидкой водной дисперсии с более высоким местным содержанием воды происходит набухание SAP и дисперсная система становится неоднородной.
Согласно технологии В после получения жидкой дисперсии MFC в смеси PG b воды с соотношением компонентов 70:30 происходит диспергирование частиц SAP. Таким образом, может быть относительно просто получена дисперсная суспензия.
Согласно технологии С, когда полученную способом, примененным в технологии В, суспензию с отношением PG и воды 70:30 нагревают в коллекторе для нанесения покрытия, через короткое время одновременно осуществляют нагревание и равномерное добавление воды непосредственным добавлением пара, за счет чего содержание воды повышается за короткое время, то есть только за время нахождения суспензии в коллекторе, при этом вязкость значительно уменьшается, а текучесть увеличивается за счет нагрева и добавления воды с целью формирования покрытия.
Согласно технологиям D и Е осуществления настоящего изобретения содержание воды становится относительно большим за короткое время нахождения суспензии в коллекторе за счет того, что добавление частиц SAP осуществляют непосредственно перед коллектором. Согласно технологии D содержание воды увеличивают, т. е. доводят соотношение компонентов смеси до уровня 60:40 за счет того, что добавление частиц SAP осуществляют непосредственно перед коллектором. Технология Е имеет целью получение дисперсной суспензии с более высоким содержанием воды, т.е. соотношением компонентов смеси 55:45 за счет получения жидкой водной дисперсии MFC с более высоким содержанием воды и добавления к дисперсной жидкости и смешивания с ней жидкой дисперсии SAP с содержанием PG 100%, за счет чего за короткое время непосредственно перед коллектором обеспечивается получение однородной смеси.
Вариант осуществления технологии
удаления жидкого компонента из дисперсионной системы, состоящей из PG и воды
Выше были описаны варианты осуществления настоящего изобретения в том, что касается получения суспензии,
диспергированной в смеси PG и воды с более высоким содержанием воды. С целью эффективного удаления жидкого компонента из сформированного листового материала на основе SAP, содержащего PG, и
обеспечение более высокого содержания воды, могут быть использованы такие средства, как распыление воды в виде мелких капель и создание водного потока, тонким слоем текущего вниз по листовому
материалу, с помощью устройства для нанесения покрытия струйным обливом, у результате чего происходит замена PG водой. Тем не менее, если такое средство используется неаккуратно, поверхность листового
материала может оказаться неоднородной.
На фиг. 89 проиллюстрирован пример, в котором вместо потока воды в качестве источника добавления воды и нагрева используется водяной пар. В этом варианте осуществления настоящего изобретения показано средство для удаления жидкого компонента в жидкой фазе его удалением при пониженном давлении из сформированного листового материала на основе SAP, содержащего PG, и для последующего удаления жидкого компонента в газовой фазе горячим прессованием и горячим воздухом. Композиционный листовой материал на основе SAP, сформированный на подложке из суспензии, диспергированной в среде, состоящей из PG и воды с соотношением компонентов 70:30, вместе с подложкой направляют на первый участок обработки паром, где при пониженном давлении осуществляют нагрев и удаление жидкого компонента, содержание воды при этом повышается до уровня примерно 50:50, а остаточное содержание PG снижается, после чего его направляют на второй участок обработки паром. На втором участке обработки паром при пониженном давлении осуществляют дополнительный нагрев и удаление жидкого компонента, содержание воды при этом повышается до уровня примерно 70: 30, а часть поверхности листового материала стабилизируется, после чего листовой материал, поверхность которого была стабилизирована таким образом, а содержание PG в котором было дополнительно снижено, направляют в устройство для сушки горячим воздухом для удаления из него воды вместе с PG, в результате чего затем может быть получен высушенный абсорбирующий листовой материал с высокой абсорбционной способностью в соответствии с настоящим изобретением, из которого была удалена жидкость. Следует отметить, что остаточное количество PG обозначено на фиг.89 как относительная величина на момент, когда остаточное количество PG в листовом материале сразу после его формирования составляло 100%.
Описанные выше примеры приведены с целью проиллюстрировать систему изготовления листового материала с высокой абсорбционной способностью за счет использования дисперсионной среды из многовалентного спирта и воды в качестве среды для диспергирования SAP и за счет искусного использования сочетания коэффициента вязкости и температуры дисперсионной среды в процессе технологических операций.
Как было описано выше, абсорбирующий листовой материал в соответствии с настоящим изобретением отличается тем, что набухшим от воды твердым веществам, входящим в его структуру, может быть придана любая форма, такая как порошок, частицы, гранулы, листы и любая трехмерная структура, при этом обработка такого абсорбирующего листового материала соответственно облегчается, а диапазон его применения расширяется. Когда в качестве упомянутого твердого вещества используется SAP, который прочно удерживается в сетчатой структуре с помощью HFFM, может использоваться не только SAP в виде частиц, но может быть легко получен любой абсорбент любой формы. В частности, когда из SAP сформирован листовой материал, он может быть очень тонким, но обладать при этом исключительно высокой способностью абсорбировать воду, а толщина абсорбирующих изделий, таких как подгузники для детей и взрослых, прокладка, используемые при недержании мочи и гигиенические женские прокладки, может быть предельно уменьшена.
Когда в соответствии с настоящим изобретением абсорбирующий слой композиционного абсорбирующего материала, расположенный на по меньшей мере одной из поверхностей подложки, состоит из трех компонентов, включающих частицы SAP, HFFM и штапельное волокно короткой резки, сами частицы SAP и верхняя поверхность слоев, образованных частицами SAP, оказывается покрытой штапельным волокном короткой резки, образующим сетчатую структуру, при этом длина указанного волокна превышает диаметр частиц SAP и SAP, таким образом, оказывается включенным в сетчатую структуру, благодаря чему может быть предотвращено отделение от нее даже набухших от жидкости частиц SAP.
Кроме того, абсорбирующий листовой материал в соответствии с настоящим изобретением в отличие от обычных абсорбирующих листовых материалов помимо своей исключительной гибкости может демонстрировать устойчивую способность быстро и многократно абсорбировать выделения организма, выделяющиеся различными путями и через нерегулярные промежутки времени в зависимости от условий окружающей среды и жизни. Абсорбирующий листовой материал в соответствии с настоящим изобретением также одинаково быстро абсорбирует выделившуюся жидкость как в первый, так и во второй и третий раз, когда происходят повторные выделения.
Помимо этого, в случае использования дисперсионной среды, состоящей из многовалентного спирта или смеси многовалентного спирта и воды, поливалентный спирт в которой при низких температурах обладает высоким коэффициентом вязкости, который снижается в логарифмической зависимости при нагревании спирта, легко может быть осуществлено выделение и удавление жидкого компонента, в результате чего эффективность изготовления листового материала с высокой абсорбционной способностью может быть повышена, а затраты на изготовление такого листового материала могут быть снижены.
Реферат
Изобретение относится к технологии получения абсорбционных композиционных материалов, в частности, например, абсорбирующих листовых материалов, поглотительных трубок и других. Материал включает по крайней мере один абсорбирующий слой, включающий гидрофильное тонкое волокно из целлюлозы или ее производных в виде микрофибрилл и частиц абсорбирующего полимера, при этом частицы связаны друг с другом тонкими волокнами микрофибрилл, и подложку. Волокна имеют диаметр 2,0 - 0,01 мкм и показатель гидрофильности более 10 мл/г после диспергирования в центрифуге. Абсорбирующий слой может быть переплетен с нетканым материалом. Поглотительная трубка выполнена из подложки в форме трубки из нетканого материала и прикрепленного к ней абсорбирующего полимера. Способ получения материала включает формирование суспензии из микрофибрилл и частиц абсорбирующего полимера, диспергированных в дисперсной жидкости на по меньшей мере одну из поверхностей подложки, удаление дисперсной жидкости и сушку. Изделие может быть многослойным. Устройство для изготовления указанного материала содержит множество сопл с выпускными отверстиями, через которые наносят дисперсионную жидкость. Материал обладает высокой влагопоглощающей способностью. 15 с. и 17 з.п.ф-лы, 18 табл., 91 ил.
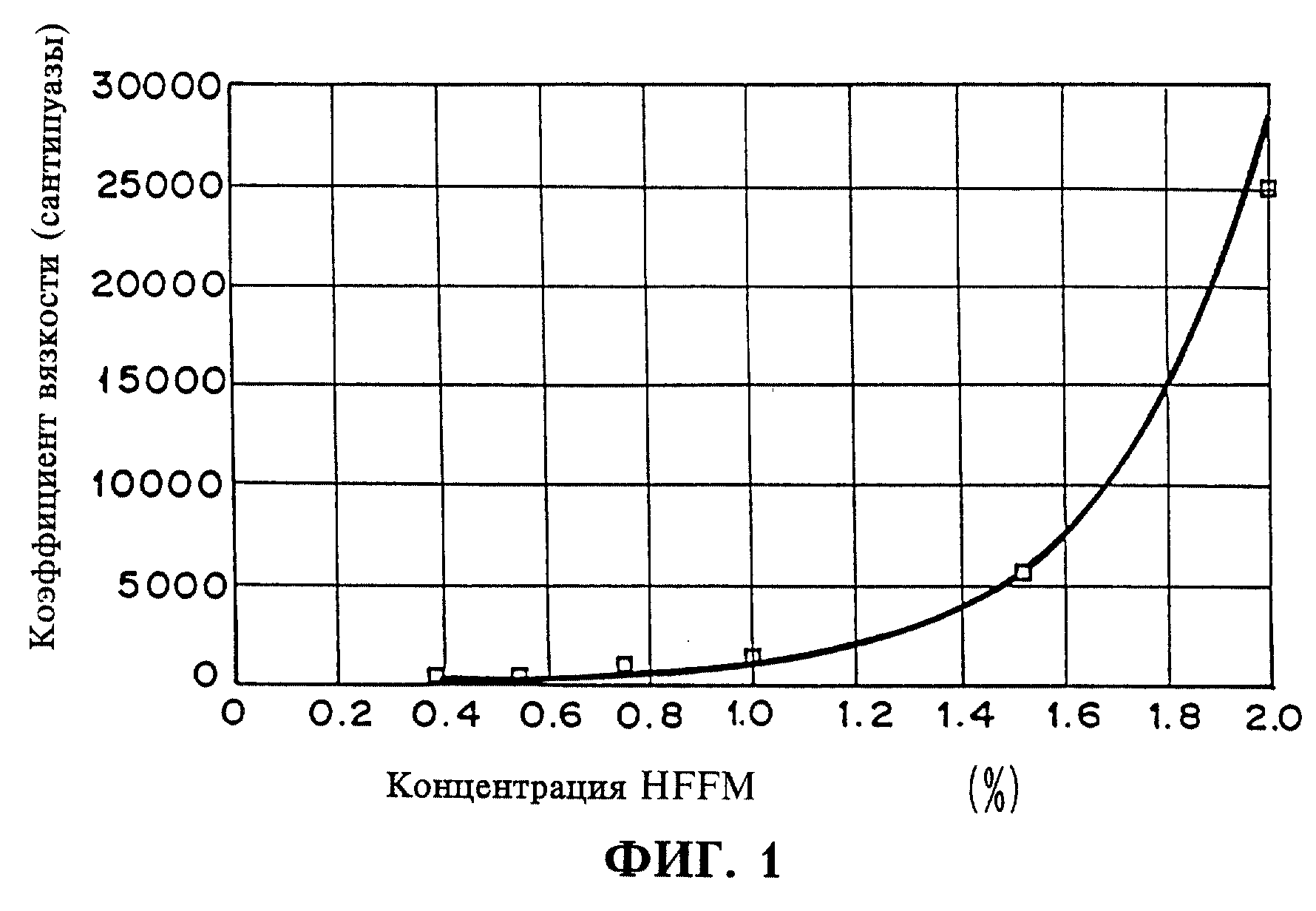
Формула
Количество удержанной воды (мл/г) = выпавшему в осадок объему (мл) микрофибрилл (г)
2. Абсорбирующий листовой материал по п.1, отличающийся тем, что частицы абсорбирующего полимера представляют собой сочетание частиц абсорбирующего полимера разных видов, отличающихся различной способностью абсорбировать воду и различной формой.
13.12.1996 по пп.1, 12-14;
15.05.1997 по пп.8 и 9;
17.07.1997 по пп.2-4, 19, 20, 24 и 25;
07.08.1997 по пп.10, 11 и 21;
14.11.1997 по пп.5-7, 15-18;
01.12.1997 по пп.22 и 23.
Комментарии