Растягивающийся слоистый материал с навитыми эластичными элементами и формованным слоем нетканого материала - RU2757890C1
Код документа: RU2757890C1
Чертежи
















Описание
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к растягивающимся слоистым материалам, образованным из компонентов материала нетканого полотна, и носимым изделиям, в которых такие растягивающиеся слоистые материалы могут образовывать компоненты.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Предназначенные для ношения абсорбирующие изделия, такие как одноразовые абсорбирующие трусы и одноразовые подгузники, иногда включают эластифицированные слоистые материалы или «растягивающиеся слоистые материалы», имеющие один или более слоев материала нетканого полотна, соединенных с эластичным материалом. Эластичный материал может принимать различные формы, включая эластичную пленку, множество эластичных полос, эластичную сетку, множество разнесенных эластичных прядей или их комбинацию.
В качестве не имеющего ограничительного характера примера ряд продаваемых в настоящее время одноразовых абсорбирующих трусов для детей и взрослых включает в себя структуру пояса, которая окружает нижнюю часть туловища пользователя, причем структура пояса образована из растягивающегося слоистого материала, который выполнен с возможностью упругого растяжения в поперечном направлении. Такой тип структуры трусов является предпочтительным с точки зрения свойств, связанных с посадкой и комфортом для пользователя, а также эффективности технологического процесса. Типичная структура пояса имеет обращенный наружу слой, образованный из первого материала нетканого полотна, обращенный к пользователю слой, образованный из второго материала нетканого полотна, и эластичный материал, расположенный между обращенным наружу слоем и обращенным к пользователю слоем. Эластичный материал, как правило, представляет собой пленку, изготовленную из эластомерного полимера, или множество разнесенных в продольном направлении поперечно ориентированных прядей, изготовленных из эластомерного полимера. Во многих примерах эластичный материал предварительно деформирован вдоль направления растяжения в процессе изготовления, расположен и закреплен между слоями в предварительно деформированном состоянии. После завершения изготовления эластичный материал сжимается к своему(-им) размеру(-ам) в расслабленном состоянии, вызывая сборку чередующихся слоев вдоль направления растяжения. Сборки в чередующихся слоях служат для компенсации растяжения слоистого материала при надевании и ношении изделия, в то время как эластичность эластичного материала обеспечивает поперечное растягивающее-сжимающее усилие, обеспечивая плотную посадку, комфортную и прилегающую посадку вокруг нижней части туловища пользователя.
Поскольку эластомерные полимерные материалы являются относительно дорогими, растягивающиеся слоистые материалы, в которых многослойный эластичный материал представляет собой эластичную пленку, как правило, являются более дорогостоящими и менее конкурентоспособными по сравнению с растягивающимися слоистыми материалами, в которых эластичный материал представляет собой множество эластичных прядей. Кроме того, эластичная пленка является мембраноподобной и делает слоистый материал относительно менее воздухопроницаемым, чем может быть желательным в целях комфорта кожи. В качестве альтернативы, когда эластичный материал представлен в форме множества разнесенных в продольном направлении поперечно ориентированных эластичных прядей, слоистый материал может быть изготовлен менее дорогостоящим и более конкурентоспособным и иметь относительно большую воздухопроницаемость. Однако одной из особенностей последнего типа слоистого материала является то, что его структура приводит к образованию сборок или гофр из многослойного материала, которые могут быть относительно большими, придавая материалу объемный, пятнистый, гофрированный внешний вид, который в некоторых случаях может считаться нежелательным и/или некомфортным. Помимо внешнего вида самого по себе растягивающегося слоистого материала, относительно большие гофры делают проблематичным добавление на слоистый материал декоративных элементов, поскольку декоративные элементы (как правило, один или более конструктивных элементов, напечатанных на поверхности одного из чередующихся слоев), как правило, складываются внутрь складок, существенно уменьшая или иным образом оказывая отрицательное влияние на их распознаваемость и визуальное воздействие.
Недавно было обнаружено, что оказалось возможным использование «навитых» эластичных элементов для применения при изготовлении растягивающихся слоистых материалов такого типа, который рассматривался в настоящем документе, и может обеспечивать ряд преимуществ, которые включают существенное уменьшение вышеупомянутых недостатков использования эластичных слоев пленки и традиционных эластичных прядей соответственно, наряду с реализацией преимуществ, связанных соответственно с использованием материала каждого типа.
Производители этих типов продуктов постоянно стремятся улучшить функциональность и внешний вид изделий способами, которые являются привлекательными для потребителей, при этом являются конкурентоспособными. Соответственно, любые экономически эффективные улучшения растягивающихся слоистых материалов, которые служат для улучшения внешнего вида и/или функциональности, обеспечат производителю конкурентные преимущества на рынке.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На ФИГ. 1A показан схематический вид спереди носимого одноразового абсорбирующего изделия в виде трусов.
На ФИГ. 1B показан схематический вид сбоку носимого одноразового абсорбирующего изделия в виде трусов.
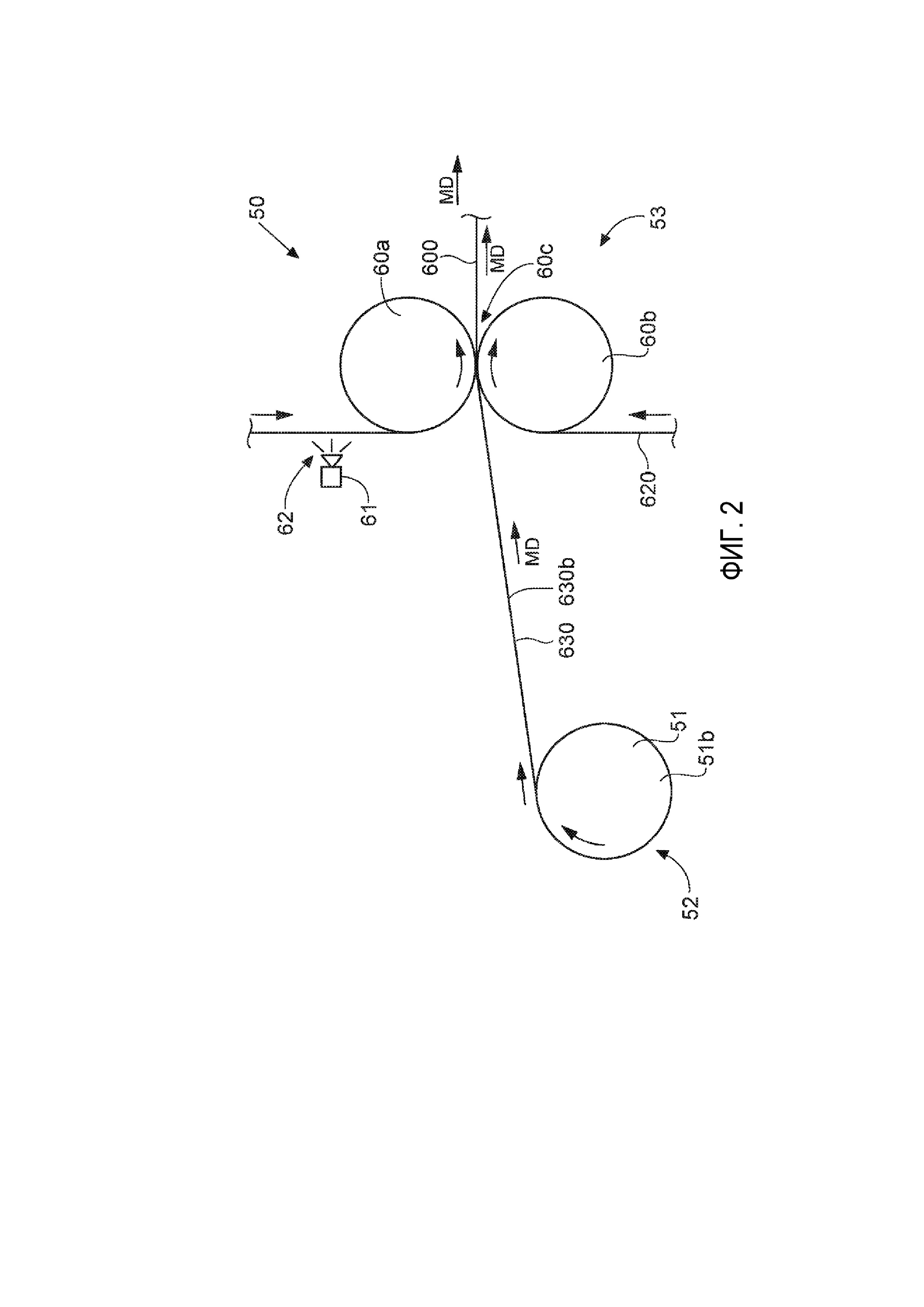
На ФИГ. 2 представлен схематический вид сбоку конфигурации компонентов для изготовления растягивающегося слоистого материала.
На ФИГ. 3 представлен схематический покомпонентный вид компонентов участка растягивающегося слоистого материала.
На ФИГ. 4 представлен вид в горизонтальной проекции части формованного материала нетканого полотна, образующего компонент слоя растягивающегося слоистого материала, имеющего один пример упорядоченного расположения зон.
На ФИГ. 5 представлен схематический вид сбоку конфигурации компонентов для изготовления формованного материала нетканого полотна.
На ФИГ. 6 представлен вид в горизонтальной проекции внешней приемной стороны части формирующего ленточного конвейера.
На ФИГ. 7 представлен увеличенный вид в горизонтальной проекции части формирующего ленточного конвейера, обозначенной как «7» на ФИГ. 6.
На ФИГ. 8A представлен схематический вид в поперечном сечении части формирующего ленточного конвейера, показанного на ФИГ. 7, вдоль линии 8–8 на ФИГ. 7.
На ФИГ. 8B представлен схематический вид в поперечном сечении части формирующего ленточного конвейера, показанного на ФИГ. 7, вдоль линии 8–8 на ФИГ. 7, причем стрелки схематически иллюстрируют поток воздуха через часть показанного формирующего ленточного конвейера в процессе использования.
На ФИГ. 9 представлен схематический вид в поперечном сечении части формирующего ленточного конвейера, показанного на ФИГ. 7, вдоль линии 8–8 на ФИГ. 7, и на котором показан схематический вид в поперечном сечении скопления осажденных на него пряденых нитей.
На ФИГ. 10A представлен схематический вид в поперечном сечении скопления пряденых нитей, показанного на ФИГ. 9, которое показано отдельно от формирующего ленточного конвейера.
На ФИГ. 10B представлен схематический вид в поперечном сечении скопления пряденых нитей, аналогичного показанному на ФИГ. 9, которое показано отдельно от формирующего ленточного конвейера, содержащего первый и второй отличающиеся слои осажденных нитей.
На ФИГ. 11 представлен схематический увеличенный вид в горизонтальной проекции части скопления пряденых нитей, которые могут быть образованы на формирующем ленточном конвейере, показанном на ФИГ. 6, в части формирующего ленточного конвейера, обозначенной как «7» на ФИГ. 6.
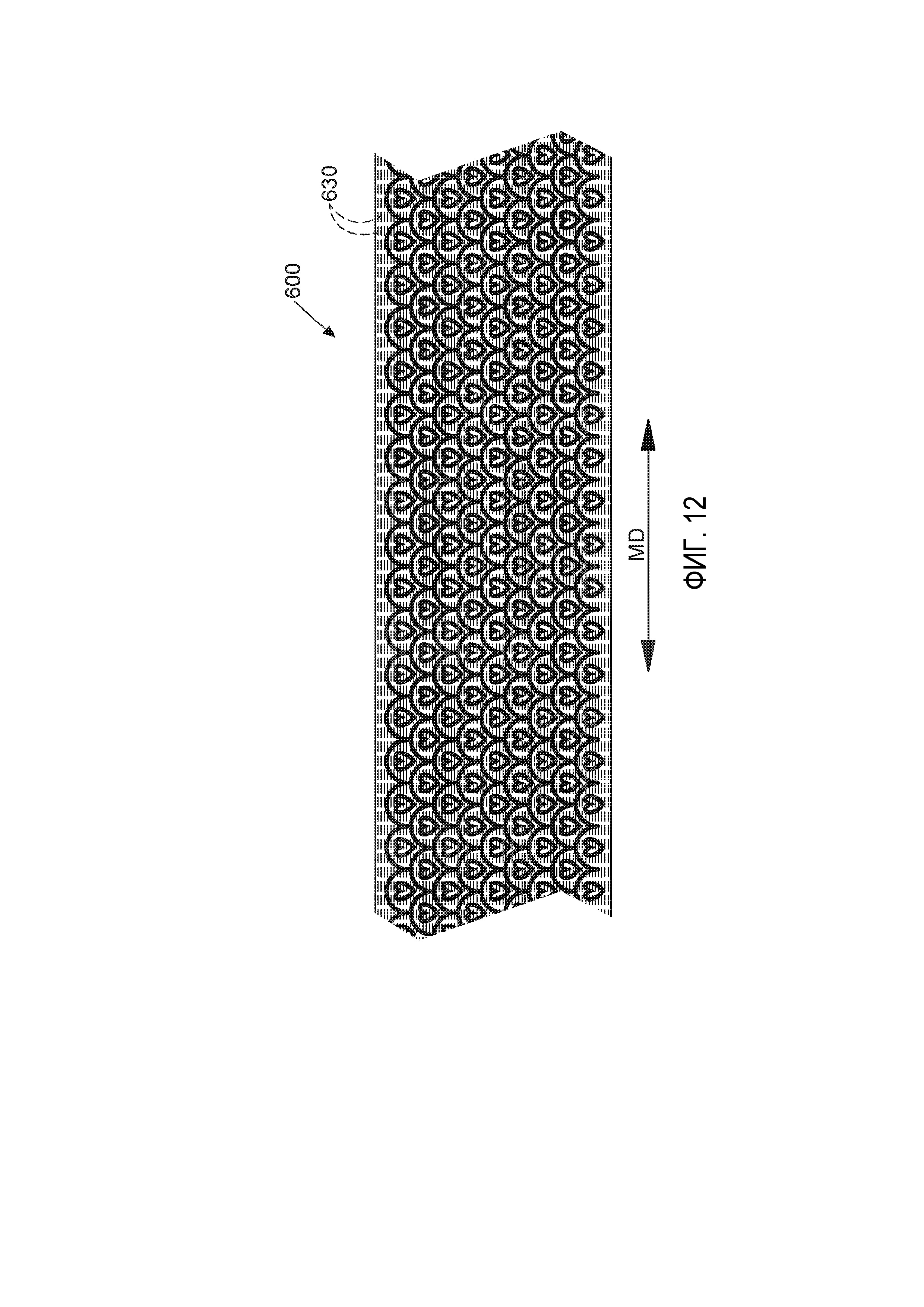
На ФИГ. 12 представлен схематический вид в горизонтальной проекции части растягивающегося слоистого материала с материалом нетканого полотна, показанным на ФИГ. 4, который образует компонент его слоя, показанный после изготовления, но до эластичного сжатия в нем эластичного материала.
На ФИГ. 13 представлен схематический вид в горизонтальной проекции части растягивающегося слоистого материала, показанного на ФИГ. 11, показанного после изготовления и после упругого сжатия в нем эластичного материала.
На ФИГ. 14 представлен схематический вид в горизонтальной проекции части формованного материала нетканого полотна, показанного на ФИГ. 4, и иллюстрирующий измерение интервала повтора в машинном направлении/направлении растяжения в упорядоченном расположении зон.
На ФИГ. 15 представлен вид в горизонтальной проекции части формованного нетканого материала, отражающего другой пример упорядоченного расположения зон, подходящего для применения в качестве слоя передней части пояса изделия в виде трусов.
На ФИГ. 16 представлен вид в горизонтальной проекции части формованного нетканого материала, отражающего другой пример упорядоченного расположения зон, подходящего для применения в качестве слоя передней части пояса изделия в виде трусов.
На ФИГ. 17 представлен вид в горизонтальной проекции части формованного нетканого материала, отражающего другой пример упорядоченного расположения зон, подходящего для применения в качестве слоя передней части пояса изделия в виде трусов.
ОПИСАНИЕ ПРИМЕРОВ
Определения
Что касается материала нетканого полотна, образованного частично или полностью из волокон и/или нитей, то «скрепление» представляет собой трехмерный объем или форму внутри материала, в котором множество волокон и/или нитей удерживают вместе в единой массе, созданной одним или комбинацией осаждения адгезива, нанесенного на материал, причем термическое плавление вызвано локализованным приложением тепловой энергии к материалу (например, тепло от определенных скрепляющих выступов на нагретом скрепляющем валике или энергия ультразвуковой вибрации от волновода в комбинации со скрепляющим валиком с определенными скрепляющими выступами), или пластическая деформация и переплетение, или сотообразование, вызванные локализованным приложением давления (например, с помощью скрепляющего валика с определенными скрепляющими выступами) к материалу в z-направлении. Скрепление имеет двухмерный профиль вдоль плоскости x-y, аппроксимированный большими поверхностями материала полотна, а также размер в направлении z. Когда скрепления создаются посредством применения скрепляющего валика с определенными скрепляющими выступами, двухмерные профили скреплений будут приблизительно отражать форму(-ы) скрепляющих выступов.
Под «волокном» в настоящем документе понимают удлиненную частицу, имеющую длину менее 5,08 см (2 дюймов). В области производства нетканого полотна волокна, как правило, считаются по своей природе прерывистыми. Не имеющие ограничительного характера примеры волокон включают в себя природные волокна, такие как древесная целлюлоза, хлопковые и бамбуковые волокна, а также синтетические штапельные волокна (которые могут быть изготовлены путем измельчения нитей), такие как полипропилен, полиэтилен, полиэфир, их сополимеры, вискоза, лиоцелл, стекловолокно и волокна поливинилового спирта.
Под «нитью» в настоящем документе понимают удлиненную частицу, имеющую длину более или равную 5,08 см (2 дюймов). В области производства нетканых полотен нити, как правило, считаются имеющими неопределенную длину и/или по существу непрерывные по своей природе в отношении материалов нетканых полотен, в которых они находятся, в отличие от волокон, признается, что они не могут иметь бесконечную длину. Не имеющие ограничительного характера примеры нитей включают в себя нити мельтблаун и/или спанбонд. Не имеющие ограничительного характера примеры полимеров, которые могут быть сформованы в нити, включают в себя природные полимеры, такие как крахмал, производные крахмала, целлюлоза, например вискоза и/или лиоцелл, и производные целлюлозы, гемицеллюлоза, производные гемицеллюлозы и синтетические полимеры, включая, без ограничений, нити из поливинилового спирта и/или производные поливинилового спирта, а также термопластичные полимеры, такие как полиэфиры, нейлоны, полиолефины, такие как полипропилен, полиэтилен, и биодеградируемые или компостируемые термопластические материалы, такие как полимолочная кислота, полигидроксиалканоат, полиэфирамид и поликапролактон. Пряденые нити могут быть однокомпонентными или многокомпонентными, например двухкомпонентными.
Термин «основная масса области» области участка материала нетканого полотна означает массу в граммах интересующей области, деленную на площадь ее поверхности с одной стороны, измеренную с помощью любой подходящей методики измерения, включая, без ограничений, способ измерения локализованной основной массы, описанный в настоящем документе.
«Интенсивные свойства» области материала нетканого полотна включают в себя основную массу; общую длину всех волокон и/или нитей, присутствующих на единицу площади поверхности материала, лежащих вдоль плоскости x-y (в настоящем документе называется «поверхностной плотностью» волокон и/или нитей); калибр/толщину в направлении z; и плотность (массу на единицу объема).
Термин «поперечный» в отношении трусов относится к направлению, перпендикулярному продольному направлению, и от боковой стороны до боковой стороны изделия с точки зрения пользователя.
Термин «продольный» в отношении трусов относится к направлению от передней части к задней части или от задней части к передней части изделия с точки зрения пользователя.
Термин «нетканый» означает материал, подобный ткани или полотну, образованный преимущественно из волокон, нитей или их комбинации, которые не являются трикотажными или ткаными, а скорее укладываются и скапливаются в ватин, а затем уплотняются и удерживаются вместе в сцепленном тканевом полотне материала путем сплетения. с помощью диспергированного связующего средства, узора дискретных скреплений, образованных локализованными осаждениями адгезива, или узора локализованных скреплений (локализованного термического плавления, локализованной пластической деформации и/или переплетения между волокнами или нитями, вызванного локализованным приложением давления), или их комбинации.
«Упорядоченное расположение» по отношению к участку материала нетканого полотна, имеющему правильный (повторяющийся) узор или конфигурацию зон, каждая из которых включает в себя смежные области с различными интенсивными свойствами, или нерегулярный (неповторяющийся) узор или конфигурацию зон, каждая из которых включает в себя смежные области с различными интенсивными свойствами, вдоль поверхности материала, означает расположение таких зон, которое может быть распознано специалистом в области производства нетканого полотна как упорядоченное, неслучайное расположение или узор, в отличие от случайного, неупорядоченного скопления и распределения нитей и/или волокон. Специалистам в данной области, относящейся к настоящему описанию, будет понятно, что упорядоченное расположение таких зон будет обусловлено этапами способа и оборудованием, применяемыми для производства материала нетканого полотна, выполненными с возможностью многократного воздействия на упорядоченное расположение материала нетканого полотна. Упорядоченное расположение зон в материале нетканого полотна может отражать упорядоченное расположение элементов формовочного оборудования, такое как упорядоченное расположение элементов на формовочном ленточном конвейере.
Термин «визуально различимый» означает видимый и визуально определяемый с расстояния приблизительно 0,5 метров или более невооруженным глазом обычного наблюдателя со зрением 20/20 при условиях освещения в помещении, которые считаются подходящими для чтения печатных текстовых носителей информации.
«Зона» представляет собой часть области материала нетканого полотна, содержащего по меньшей мере его первую и вторую смежные области, причем первая и вторая смежные области имеют различия в одном или в комбинации из основной массы, калибра, плотности (масса/объем) и/или поверхностной плотности волокна и/или нити.
«Направление z» по отношению к полотну материала или его части, уложенной вдоль плоскости x-y, означает направление, перпендикулярное плоскости x-y. «Направление z» по отношению к формирующему ленточному конвейеру, используемому для изготовления материала нетканого полотна, перемещающегося через рабочее местоположение ленточного конвейера, перемещающегося в лежачем положении вдоль плоскости x-y, означает направление, перпендикулярное плоскости x-y.
Термины «обращенный к пользователю» или «обращенный наружу» относятся соответственно к относительному расположению элемента, или поверхности элемента, или группы элементов. Термин «обращенный к пользователю» подразумевает, что во время ношения элемент или поверхность расположены ближе к пользователю, чем некоторый другой элемент или поверхность. Термин «обращенный наружу» подразумевает, что элемент или поверхность более удалены от пользователя во время носки, чем другой элемент или поверхность (т. е. элемент или поверхность находится ближе к одежде пользователя, которая может быть надета поверх одноразового абсорбирующего изделия).
Термин «соединенный» охватывает конфигурации, где элемент непосредственно прикреплен к другому элементу путем присоединения элемента непосредственно к другому элементу, и конфигурации, где элемент опосредованно прикреплен к другому элементу путем присоединения элемента к промежуточной(-ым) детали(-ям), которая(-ые), в свою очередь, присоединена(-ы) к другому элементу.
Термины «проницаемый для жидкости» и «непроницаемый для жидкости» относятся к проницаемости материалов в контексте использования по назначению одноразовых абсорбирующих изделий. Конкретнее термин «проницаемый для жидкости» относится к слою или слоистой структуре, имеющей поры, отверстия и/или взаимосвязанные полости, которые позволяют водной жидкости, такой как вода, моча или искусственная моча, проходить сквозь толщу материала при отсутствии нагнетающего давления. В противоположность этому термин «непроницаемый для жидкости» относится к слою или слоистой структуре, сквозь толщину которой водная жидкость, такая как моча или искусственная моча, не могут проходить при отсутствии нагнетающего давления (помимо естественных сил, таких как гравитация). Слой или слоистая структура, являющиеся непроницаемыми для жидкости в соответствии с данным определением, могут быть проницаемыми для пара жидкости, т. е. могут быть «паропроницаемыми».
Термин «эластичный», «эластомер» или «эластомерный» относится к материалу или комбинации материалов, проявляющих эластичные свойства, которые при приложении растягивающего усилия к его расслабленной первоначальной длине, материал или комбинация материалов могут растягиваться или удлиняться до длины в растянутом состоянии, превышающей его исходную длину более чем на 10 %, и после такого удлинения и после снятия приложенного растягивающего усилия будет сжиматься обратно к его исходной длине по меньшей мере на 50 % удлинения. Эластомерные материалы могут включать в себя эластомерные пленки, сетки, нетканые материалы, ленты, пряди и другие слоистые структуры, а также растягивающиеся слоистые материалы.
Термин «предварительная деформация» относится к деформации, воздействующей на эластичный или эластомерный материал до его комбинирования с другим элементом эластичного слоистого материала или абсорбирующего изделия. Предварительную деформацию определяют с помощью следующего уравнения:

Термин «децитекс», также известный как «дтекс», представляет собой единицу, используемую в текстильной промышленности для выражения линейной массовой плотности волокон и нитей. 1 децитекс = 1 грамм на 10000 метров. Например, если 10000 линейных метров пряжи или нити имеет массу 500 грамм, это значение составляет 500 децитекс.
Термин «машинное направление» (MD) в настоящем документе используется для обозначения направления движения материала через оборудование, используемое для осуществления процесса. Кроме того, относительное расположение и перемещение материала можно описать, как проходящие в машинном направлении через оборудование от расположенного ранее по процессу оборудования к расположенному далее по процессу оборудованию. Что касается включения предварительно деформированного эластичного материала в растягивающийся слоистый материал во время его изготовления, направления предварительной деформации и итогового направления растяжения растягивающегося слоистого материала в большинстве случаев будут по существу выровнены с машинным направлением.
Термин «поперечное направление» (CD) в настоящем документе применяется для обозначения направления, в целом перпендикулярного машинному направлению.
Термины «трусы» (также называемые «обучающие трусы», «предварительно закрытый подгузник», «трусы-подгузник» и «подгузник без застежек») в настоящем документе относится к одноразовым абсорбирующим изделиям, имеющим отверстие для талии с непрерывной периферийной зоной и отверстия для ног с непрерывной периферийной зоной, предназначенные для младенцев или взрослых пользователей. Перед применением изделия на пользователе трусы могут иметь непрерывное или замкнутое отверстие для талии и по меньшей мере одно непрерывное или замкнутое отверстие для ног. Трусы могут быть предварительно сформированы или предварительно закреплены различными способами, включая, помимо прочего, соединение друг с другом частей изделия с применением любого замыкающего элемента с возможностью повторной фиксации и/или без возможности повторной фиксации (например, швейных швов, термических соединений, швов, полученных сваркой давлением, адгезивов, когезионных связей, механических застежек и т. д.). Трусы могут быть предварительно сформированы в любом месте по окружности изделия в поясной области (например, скреплены или сшиты сбоку, скреплены или сшиты на переднем поясном участке, скреплены или сшиты на заднем поясном участке). Примеры трусов-подгузников в различных конфигурациях описаны в патентах США № 4,940,464; 5,092,861; 5,246,433; 5,569,234; 5,897,545; 5,957,908; 6,120,487; 6,120,489; 7,569,039 и патентных публикациях США № 2003/0233082 A1; 2005/0107764 A1, 2012/0061016 A1, 2012/0061015 A1; 2013/0255861 A1; 2013/0255862 A1; 2013/0255863 A1; 2013/0255864 A1; и 2013/0255865 A1 все из которых включены в настоящий документ путем ссылки.
В настоящем документе термин «эластичная прядь» или «прядь» относится к нитеподобному пучку из множества отдельных элементарных нитей, каждая из которых скручена или экструдирована из эластомерного материала, объединенных вместе в по существу единую структуру. Элементарные нити могут быть скручены или не скручены друг относительно друг друга, как в случае волокна или составляющей элементарной нити скрученной многоволоконной и/или многонитевой пряжи. Эластичные пряди с низкой линейной плотностью, предусмотренные для использования в настоящем документе в качестве навитых эластичных прядей, могут иметь не более 30 нитей, не более 20 нитей, не более 15 нитей или даже не более 10 нитей на прядь.
«Среднее значение предварительной деформации» для множества эластичных прядей в растягивающемся слоистом материале определяют в соответствии со способом измерения средней предварительной деформации, описанным в настоящем документе.
Термины «среднее значение децитекс» или «среднее значение дтекс» («среднее значение линейной плотности») для множества эластичных прядей в растягивающемся слоистом материале определяют в соответствии со способом измерения среднего значения линейной плотности, описанным в настоящем документе.
«Средний интервал между прядями» множества эластичных прядей в растягивающемся слоистом материале определяется в соответствии со способом измерения среднего интервала между прядями, описанным в настоящем документе.
«Предварительная деформация при изготовлении» означает среднее количество, указанное производителем компонента изделия или растягивающегося слоистого материала, в котором множество эластичных прядей эластифицированной ленты удлинены вместе по мере их разматывания с одного ткацкого навоя, катушки или другого устройства для хранения от их длины в расслабленном состоянии при первом соединении с одним или более материалами полотна в рамках способа с образованием растягивающегося слоистого материала. Предварительная деформация при изготовлении может быть указана прямо или может быть указана косвенно, например, путем силы натяжения, при которой размещаются пряди при их соединении с материалом полотна. Если это не указано прямо, предварительная деформация при изготовлении может быть рассчитана и/или определена на основе, например, линейной плотности при изготовлении, модуля упругости материала, количества прядей и приложенной силы натяжения, указанной производителем для изготовления слоистого материала.
Термин «децитекс при изготовлении» или «дтекс при изготовлении» («линейная плотность при изготовлении») означает среднюю линейную плотность множества эластичных прядей, определяемую производителем изделия или его компонента растягивающегося слоистого материала, которые подают на один ткацкий навой, катушку или другое устройство хранения и разматывают с них и соединяют с одним или более материалами полотна с образованием растягивающегося слоистого материала.
Термин «интервал между прядями при изготовлении» означает средний интервал между центрами среди множества эластичных прядей, указанный производителем изделия или его растягивающегося слоистого компонента, который разматывают с одного ткацкого навоя, катушки или другого устройства хранения и соединяют с одним или более материалами полотна с образованием растягивающегося слоистого материала во время их первоначального соединения с одним или более материалами.
Носимые изделия
Носимые изделия, рассматриваемые в настоящем документе, включают в себя любое носимое изделие, которое содержит часть или участок растягивающегося слоистого материала. Растягивающийся слоистый материал представляет собой комбинацию эластичного/эластомерного материала в форме полосы, пряди или пленки/листа, ламинированного одним или более относительно менее эластичными или относительно неэластичными слоями материала полотна, такого как материал нетканого полотна. Типичный растягивающийся слоистый материал может содержать два слоя относительно неэластичного материала нетканого полотна с расположенным между ними и ламинированным эластичным материалом. В некоторых примерах растягивающийся слоистый материал изготавливают способом, при котором эластичный материал деформируют в машинном направлении/направлении растяжения в процессе ламинирования с другими слоями. После завершения изготовления упругое сжатие эластичного материала приводит к тому, что другие слои собираются в гофры в машинном направлении/направлении растяжения. Слоистый материал с собранным материалом подходит для образования различных компонентов носимых изделий, в которых могут быть желательными эластичное растягивание и сжатие для таких целей, как простота надевания, уплотнение, надежная и прилегающая посадка, а также комфорт для пользователя.
На ФИГ. 1A и 1B схематично показаны виды спереди и сбоку носимого абсорбирующего изделия в форме одноразовых абсорбирующих трусов 110 опоясывающего типа или трусов-подгузников. Такие трусы могут быть сформированы из окружающей талию структуры пояса и центральной основной части 113. Структура пояса может иметь переднюю часть 114 пояса и заднюю часть 115 пояса. Передняя часть основной части 113 может быть соединена с внутренней стороной (обращенной к пользователю стороной) передней части 114 пояса, задняя часть основной части 113 может быть соединена с внутренней стороной (обращенной к пользователю стороной) задней части 115 пояса, а промежностная часть основной части 113 может соединять переднюю и заднюю части пояса. Центральная основная часть 113 может включать в себя компоненты, типичные для таких изделий, как одноразовые подгузники и одноразовые абсорбирующие трусы, такие как обращенный к пользователю, проницаемый для жидкости верхний слой (не показан), обращенный наружу, непроницаемый для жидкости внешний слой 130, абсорбирующую структуру (не показана), расположенную между верхним слоем и внешним слоем, пару эластифицированных наружных ножных манжет 117 и пару эластифицированных внутренних барьерных манжет 118. Одна или обе из передней части 114 пояса и задней части 115 пояса могут быть сформированы из растягивающегося слоистого материала, изготовленного таким образом, чтобы быть эластично растяжимым и сжимаемым по меньшей мере в поперечном направлении растяжения. Передняя часть 114 пояса и задняя часть 115 пояса могут быть соединены друг с другом на двух боковых швах/швах на бедрах 116, таким образом формируя структуру окружающего талию пояса. Когда трусы собраны таким образом, передняя часть пояса может образовывать передний край 114а отверстия для талии и частично передние края 114b отверстий для ноги, а задняя часть пояса может образовывать задний край 115а отверстия для талии и частично задние края 115b отверстий для ноги трусов. Как показано на ФИГ. 1A и 1B, в некоторых не имеющих ограничительного характера примерах задняя часть 115 пояса может иметь больший продольный размер, чем передняя часть 114 пояса, с целью большего покрытия области ягодиц пользователя. В некоторых примерах нижние задние углы более длинной задней части 115 пояса могут быть обрезаны для придания краям отверстий для ноги более подогнанного внешнего вида; в других примерах нижние углы более длинной задней части пояса, не прикрепленные к передней части пояса на боковых швах 116, могут быть эффективно вытянуты в боковом направлении вовнутрь за счет сжатия эластичных материалов в задней части пояса, выполняющих ту же функцию.
Растяжимый слоистый материал, описанный в настоящем документе, может применяться для образования одной или обеих из передней и задней частей 114 и 115 пояса таких трусов, а также любых других компонентов для носимых изделий, что может быть желательным для них.
Способ изготовления растягивающегося слоистого материала схематически показан на ФИГ. 2. Эластичный материал 630 может быть вытянут с одной или более катушек, навоев или подающих валиков 51 в зазор между парой прослаивающих валиков 60a, 60b. Прослаивающие валики также могут одновременно втягивать первый материал 610 слоя полотна и второй материал 620 слоя полотна в зазор между ними таким образом, что эластичный материал 630 размещается между материалом первого слоя полотна и материалом второго слоя полотна. Оборудование системы и/или прослаивающие валики могут быть выполнены с возможностью соединения или иного прикрепления слоев 610, 620 друг к другу и/или к эластичному материалу так, чтобы получить когезионный растягивающийся слоистый материал 600. В некоторых примерах адгезив 62 может быть нанесен на лицевую поверхность одного или обоих слоев полотна с помощью аппликатора 61 для нанесения адгезива, причем когезионный слоистый материал адгезивно соединяется при сжатии слоев вместе в зазоре 60c. В некоторых примерах адгезив может быть нанесен при помощи аппликатора на эластичный материал 630 до того, как он войдет в зазор. В других примерах прослаивающие валики могут быть выполнены с элементами и оборудованием для осуществления механического/компрессионного/термического скрепления слоев узором скреплений по мере прохождения слоев через зазор. В некоторых примерах прослаивающие валики могут быть выполнены с возможностью осуществления узора ультразвуковых скреплений; а в некоторых примерах один из прослаивающих валиков можно заменить волноводом. Примеры различных способов и типов скрепления слоев с образованием растягивающегося слоистого материала описаны в находящейся на одновременном рассмотрении заявке, поданной в ту же дату подачи, что и настоящая заявка, с указанными изобретателями LaVon et al., Procter & Gamble, досье патентного поверенного № 15273P, озаглавленной «BEAMED ELASTOMERIC LAMINATE STRUCTURE AND TEXTURE».
Было установлено, что формованный материал нетканого полотна, как описано в настоящем документе, можно преимущественно применять для образования одного или более слоев растягивающегося слоистого материала. В более конкретных примерах формованный материал нетканого полотна можно применять для формирования обращенного наружу слоя растягивающегося слоистого материала. Описанные в настоящем документе формованные материалы нетканого полотна обеспечивают преимущества по сравнению с традиционными материалами нетканого полотна, включая улучшенную воспринимаемую и фактическую воздухопроницаемость (в частности, благодаря наличию разреженных областей, описанные ниже), и любое количество и разнообразие конструктивных конфигураций упорядоченных расположений зон уплотненных областей и разреженных областей, способствующих надеванию/применению, для обеспечения визуальной дифференциации спереди и сзади, привлекательной текстуры и/или визуальных и эстетических эффектов.
Как показано на ФИГ. 1A, 1B, 3, 4 и 11, формованный материал 610 нетканого полотна можно применять для формирования одного или более относительно неэластичных чередующихся слоев. Растягивающийся слоистый материал, в свою очередь, может применяться для образования, например, одной или обеих из передней части 114 пояса и задней части 115 пояса или другого компонента (такого как, например, эластифицированная боковая вставка, вставка-ушко или вставка фиксирующего элемента, поясная лента, полоса для ноги и т. д.) трусов, одноразовых подгузников или другого носимого изделия. При производстве в соответствии со способом, описанным в настоящем документе, компонент материала нетканого полотна может быть сформирован с упорядоченным расположением 161 зон 160, каждая из которых включает в себя первую область 163 (в настоящем документе также называемую разреженной областью 272) и вторую область 166 (в настоящем документе также называемую уплотненной областью 271). Упорядоченное расположение зон отражает упорядоченное расположение воздухонепроницаемых структур на формирующем ленточном конвейере 260, описанное ниже. Как будет описано ниже, воздухонепроницаемые структуры могут быть образованы и выполнены на формирующем ленточном конвейере практически неограниченными способами для отражения практически неограниченных разновидностей функциональных и эстетически приятных конфигураций дизайна, которые, в свою очередь, можно использовать для осуществления формирования материала нетканого полотна с конфигурацией зон 160, отражающей желаемое упорядоченное расположение. В не имеющих ограничительного характера примерах, показанных на ФИГ. 4 и 11, упорядоченное расположение 161 зон 160 выполнено в виде узора, имеющего форму сердца внутри зубчатых форм.
Способ производства материала формованного нетканого полотна
Формованный материал нетканого полотна может быть изготовлен с использованием оборудования, способов и материалов, описанных, например, в любой из публикаций заявок на патент США № 2017/0191198; № 2017/0029994; № 2017/0029993 и № 2017/0027774, а также заявке на патент США с сер. № 15/840,455; 15/879,474; 15/879,477; 15/881,910; 62/527,216; и 62/527,224, описания которых включены в настоящий документ путем ссылки.
Формованный материал нетканого полотна можно изготовить с использованием конфигурации оборудования, выполненного с возможностью прядения нетканых нитей из одной или более смол полимерного компонента в соответствии с процессом фильерного способа обработки с использованием определенным образом адаптированного формирующего ленточного конвейера. Например, как показано на ФИГ. 5, технологическая линия 500 для производства нетканого полотна из двухкомпонентных волокон может содержать пару экструдеров 532 и 534 с подачей расплава, приводимых в действие приводами 531 и 533 экструдера соответственно для раздельного расплавления и экструзии первой смолы полимерного компонента и второй смолы полимерного компонента. Первую смолу полимерного компонента можно подавать в соответствующий экструдер 532 из первого бункера 536, а вторую смолу полимерного компонента можно подавать в соответствующий экструдер 534 из второго бункера 538. Первая и вторая смолы полимерного компонента могут расплавляться и приводиться в движение экструдерами 532 и 534 через соответствующие полимерные трубопроводы 540 и 542, а затем через фильтры 544 и 545 к расплавным насосам 546 и 547, которые помогают накачивать полимер в фильерный комплект 548 и через него. Фильерные комплекты с прядильными механизмами, используемыми при прядении двухкомпонентных нитей, известны в данной области и, следовательно, более подробно не описаны в настоящем документе.
Как правило, фильерный комплект 548 может включать в себя корпус, который включает в себя множество пластин, уложенных одна поверх другой с узорами отверстий, выполненных с возможностью создания путей протока для направления расплавленных первой и второй смол полимерного компонента отдельно через отверстия прядильных механизмов. Фильерный комплект 548 может иметь отверстия прядильных механизмов, расположенные в одном или более рядах. При продавливании через них расплавленных полимерных смол отверстия прядильных механизмов испускают направленную вниз занавеску из отдельных потоков 122a расплавленного полимера. Для целей настоящего описания прядильные механизмы могут быть расположены с образованием потоков для двухкомпонентных нитей в виде оболочки/сердцевины или расположенных рядом друг с другом двухкомпонентных нитей. Двухкомпонентные нити могут быть предпочтительными в некоторых обстоятельствах из-за их конкретных характеристик. Расположенные рядом или эксцентрические или асимметричные двухкомпонентные нити в виде сердцевины/оболочки могут быть предпочтительными, если желательно, чтобы пряденые нити имели спираль или загиб, вызванный различными скоростями охлаждения различных компонентов, причем спираль или загиб пряденых волокон может способствовать увеличению плотности и объема материала нетканого полотна. Двухкомпонентные нити в виде сердцевины/оболочки могут быть предпочтительными, если желательно, чтобы соответствующие компоненты имели различные атрибуты или свойства, которые могут быть преимущественно сбалансированы. Такие атрибуты или свойства могут включать в себя стоимость сырьевого материала (смолы), или прочность на разрыв при прядении, или ощущение поверхности, или поверхностное трение. В одном примере предпочтительным может быть нить в виде сердцевины/оболочки, в которой компонент сердцевины преимущественно состоит из полипропилена, а компонент оболочки преимущественно состоит из полиэтилена, причем полипропилен выбирают из компонента сердцевины благодаря относительно низкой стоимости и увеличению прочности на разрыв нити, а полиэтилен выбирают в качестве компонента оболочки для получения относительно более низкой температуры плавления (с целью термического соединения между нитями) и относительно более низкого трения, шелковистого ощущения, которое он придает поверхностям нитей.
Хотя в приведенном выше описании рассматривается прядение двухкомпонентных нитей, следует понимать, что оборудование и подаваемые материалы могут быть адаптированы, выбраны и выполнены с возможностью прядения однокомпонентных нитей или многокомпонентных нитей, имеющих более двух компонентов.
Прядильные механизмы могут быть сконфигурированы и выполнены с возможностью образования потоков с по существу круглыми поперечными сечениями (для формирования нитей с по существу круглыми/округлыми поперечными сечениями) или потоков с по существу некруглыми поперечными сечениями, такими как асимметричные, многослойные, например, трехслойные поперечные сечения (с образованием асимметричных, слоистых, например, трехслойных нитей). В некоторых случаях слоистые нити могут быть желательны благодаря их влиянию на поток текучей среды вдоль их поверхностей, влиянию на непрозрачность нити и нетканого материала, влиянию на ощущение нити и нетканого материала или сочетанию этих эффектов. Как правило, материал нетканого полотна, сформированный из слоистых нитей, таких как трехслойные нити, имеет большую непрозрачность, чем материал нетканого полотна, сопоставимый по иным параметрам, сформированный из круглых нитей, в результате большей рефракции и/или диффузии через трехслойные нити. Поток текучей среды вдоль поверхностей нитей может быть усилен или в большей степени уменьшен за счет увеличения поперечных сечений в зависимости от того, являются ли поверхности нитей гидрофильными или гидрофобными соответственно.
Технологическая линия 530 также может включать в себя вентилятор 550 для охлаждения, расположенный ниже/рядом с местоположением полимерных потоков 122a, выходящих из прядильных механизмов. Температуру, скорость и направление воздуха из вентилятора 550 для охлаждения можно регулировать подходящим образом для охлаждения потоков полимера, вызывая их частичное затвердевание. Охлаждающий воздух может подаваться и направляться с одной (верхней или нижней по потоку) стороны занавески или с обеих сторон занавески.
Аттенюатор 552 может быть расположен ниже прядильного механизма для приема потоков 122a охлажденного полимера. В данной области техники известны устройства образования нитей или аспираторы для применения в качестве аттенюаторов при применении с полимерами для прядения из расплава. Подходящие устройства образования нитей для применения в технологическом процессе настоящего описания могут включать в себя линейный нитевой аттенюатор типа, показанного в патенте США № 3,802,817, или эдуктивные пистолеты типа, показанного в патенте США № 3,692,618 и патенте США № 3,423,266, описания которых включены в настоящий документ путем ссылки.
Как правило, аттенюатор 552 может включать и образовывать удлиненный вертикальный проход, в котором потоки полимера 122a могут захватываться нисходящим потоком воздуха, вытягиваться вниз, удлиняться и уменьшаться в поперечном сечении с образованием нитей 122. Сформованный по меньшей мере частично перфорированный формирующий ленточный конвейер 260 расположен ниже аттенюатора 552 и принимает перемещаемые вниз непрерывные нити из выпускного отверстия аттенюатора 552. Формирующий ленточный конвейер 260 представляет собой непрерывный ленточный конвейер, имеющий внешнюю приемную сторону 260а и внутреннюю сторону 260b, и циклически проходит вокруг направляющих роликов 562, один или более из которых могут приводиться в движение с контролируемой скоростью, чтобы вызвать перемещение ленточного конвейера вдоль плоскости x-y и вдоль машинного направления MD через рабочее местоположение 561 под аттенюатором. Формирующая вакуумная система 555 может быть расположена ниже рабочего местоположения 561 ленточного конвейера 260, где осаждаются нити, для вытягивания воздуха из воздушного потока через ленточный конвейер и, таким образом, вытягивания захваченных нитей к поверхности ленточного конвейера и от нее. Хотя формирующий ленточный конвейер 260 показан и описан в настоящем документе как ленточный конвейер, следует понимать, что формирующее устройство с подходящей формирующей поверхностью также может иметь другие формы, такие как вращающийся барабан с подходящей цилиндрической формирующей поверхностью. Элементы примеров формирующих ленточных конвейеров описаны ниже.
Во время работы технологической линии 500 в бункеры 536 и 538 могут подаваться соответствующие необходимые первая(-ые) и вторая(-ые) смола(-ы) полимерного компонента. Первая(-ые) и вторая(-ые) смола(-ы) полимерного компонента могут расплавляться соответствующими экструдерами 532 и 534 и принудительно перемещаться в их расплавленном состоянии по полимерным трубопроводам 540 и 542 к фильерному комплекту 548. Линия может включать в себя фильтры 544, 545 для фильтрации твердых примесей из расплавленных смол, при этом линия также может включать в себя дополнительные расплавные насосы 546, 547 для повышения давления в трубопроводах и, таким образом, для облегчения перемещения полимерных компонентов в фильерный комплект 548 и через него. Хотя температуры расплавленных полимерных смол можно контролировать и изменять для используемых полимеров и желаемых технологических условий, когда преимущественно смолы компонента содержат полиэтилен и/или полипропилен, температуры расплавленных полимерных смол можно контролировать таким образом, чтобы они находились в диапазоне от приблизительно 190 градусов C до около 240 градусов С.
Не имеющие ограничительного характера примеры наиболее подходящих полимерных смол для прядения двухкомпонентных нитей, рассматриваемых в настоящем документе, включают в себя полипропилен PH-835, производства компании LyondellBasell (г. Роттердам, Нидерланды), и полиэтилен Aspun-6850-A, производства компании Dow Chemical Company (г. Мидленд, штат Мичиган, США). В некоторых примерах двухкомпонентные нити могут быть сформованы из различных составов смол для каждого компонента, каждый из которых основан на полипропилене, но имеет различные температуры плавления и/или скорости охлаждения.
В некоторых примерах все нити, образующие слои 610 и/или 620, могут быть сформованы из материалов из синтетической полимерной смолы. Хотя предполагается, что синтетический полипропилен, полученный из нефти, и полиэтилен являются наиболее вероятными выбранными преобладающими компонентами полимерных смол для прядильных нитей из-за их термодинамических и механических свойств и их стоимости в настоящее время, для применения в рамках объема настоящего изобретения может подходить множество полимеров. Не имеющие ограничительного характера примеры других потенциально подходящих синтетических полимеров включают термопластичные полимеры, такие как полиэфиры, полиэтилентерефталат, нейлоны, полиамиды, полиуретаны, полиолефины (такие как полипропилен, полиэтилен и полибутилен), поливиниловый спирт и производные поливинилового спирта, полиакрилат натрия (абсорбирующий гелевый материал) и сополимеры полиолефинов, такие как полиэтилен-октен, или полимеры, содержащие мономерные смеси пропилена и этилена и биоразлагаемые или компостируемые термопластичные полимеры, такие как полимолочная кислота, поливиниловый спирт и поликапролактон. Потенциально подходящие природные полимеры включают в себя крахмал, производные крахмала, целлюлозу и производные целлюлозы, гемицеллюлозу, производные гемицеллюлозы, хитин, хитозан, полиизопрен (цис и транс), пептиды и полигидроксиалканоаты. В одном примере преобладающий полимерный компонент для прядения нитей может представлять собой термопластичный полимер, который выбирают из группы, состоящей из полипропилена, полиэтилена, полиэфира, полимолочной кислоты, полигидроксиалканоата, поливинилового спирта, поликапролактона, блок-сополимера стирол-бутадиен-стирола, блок-сополимера стирол-изопрен-стирола, полиуретана и их смесей. В другом примере термопластичный полимер может быть выбран из группы, состоящей из полипропилена, полиэтилена, полиэфира, полимолочной кислоты, полигидроксиалканоата, поливинилового спирта, поликапролактона и их смесей. В качестве альтернативы полимер может содержать один, полученный из мономеров, которые частично изготовлены с помощью биологических процессов, такие как биополиэтилен или биополипропилен.
В некоторых обстоятельствах может быть желательно манипулировать и/или усиливать элементы пряденых нитей, такие как цвет, непрозрачность, эластичность, гидрофильность/гидрофобность и/или ощущение поверхности (например, коэффициент трения поверхности). В таких обстоятельствах в смолу(-ы) полимерного компонента, подаваемую(-ые) в экструдер(-ы), могут быть включены одна или более добавок в расплав.
Неорганические наполнители, такие как оксиды магния, алюминия, кремния и титана, могут быть к полимерным смолам добавлены в качестве отбеливателей, замутнителей, наполнителей или вспомогательных веществ, используемых в производственном процессе. Другие неорганические материалы, которые могут служить одной или более из этих целей, могут включать в себя водный силикат магния, диоксид титана, карбонат кальция, глину, мел, нитрид бора, известняк, диатомовую землю, кварц из слюдяного стекла и керамику.
Добавки в расплав, содержащие скользящие вещества, можно включать в количестве, достаточном для воздействия и/или улучшения желаемых тактильных свойств (например, придания нитям мягкости, шелковистости/гладкости). Некоторые скользящие вещества при смешивании в расплаве со смолой полимерного компонента постепенно мигрируют на поверхности нитей во время или после охлаждения, образуя тонкое покрытие на поверхностях нитей, оказывающее смазывающее действие. Может быть предпочтительным, чтобы скользящее вещество представляло собой скользящее вещество, обладающее более быстрой миграцией на поверхность, и может представлять собой углеводород, имеющий одну или более функциональных групп, выбранных из гидроксида, арилов и замещенных арилов, галогенов, алкокси, карбоксилатов, сложных эфиров, ненасыщенности углерода, акрилатов, кислорода, азота, карбоксила, сульфата и фосфата. В одной конкретной форме антифрикционный агент представляет собой солевое производное ароматического или алифатического углеводородного масла, в частности соли металлов и жирных кислот, включая соли металлов и карбоновой, серной и фосфорной алифатических насыщенных или ненасыщенных кислот, имеющих длину цепи от 7 до 26 атомов углерода, предпочтительно от 10 до 22 атомов углерода. Примеры соответствующих жирных кислот включают одноосновные карбоновые кислоты, такие как лауриновая кислота, стеариновая кислота, янтарная кислота, стеарилмолочная кислота, молочная кислота, фталевая кислота, бензойная кислота, гидроксистеариновая кислота, рицинолеиновая кислота, нафтеновая кислота, олеиновая кислота, пальмитиновая кислота, эруковая кислота и т. п., и соответствующие серные и фосфорные кислоты. Подходящие металлы включают Li, Na, Mg, Ca, Sr, Ba, Zn, Cd, Al, Sn, Pb и т. п. К характерным солям относятся, например, стеарат магния, стеарат кальция, стеарат натрия, стеарат цинка, олеат кальция, олеат цинка, олеат магния и т. п., а также соответствующие высшие алкилсульфаты металлов и сложные эфиры металлов и высших алкилфосфорных кислот.
В других примерах скользящее вещество представляет собой неионногенное функционализированное соединение. К подходящим функционализированным соединениям относятся: (a) сложные эфиры, амиды, спирты и кислоты масел, включая ароматические или алифатические углеводородные масла, например минеральные масла, нафтеновые масла, парафиновые масла; натуральные масла, такие как касторовое, кукурузное, хлопковое, оливковое, рапсовое, соевое, подсолнечное, другие растительные и животные масла и т. п. К характерным функционализированным производным этих масел относятся, например, сложные эфиры полиолов и монокарбоновых кислот, такие как глицерина моностеарат, пентаэритрита моноолеат и т. п., амиды насыщенных и ненасыщенных жирных кислот или этиленбис(амиды), такие как олеамид, эрукамид, линолеамид и их смеси, гликоли, полиэфир-полиолы, такие как Carbowax, адипиновая кислота, себациновая кислота, и т. п.; (b) воски, такие как карнаубский воск, микрокристаллический воск, полиолефиновые воски, например полиэтиленовые воски; (c) фторсодержащие полимеры, такие как политетрафторэтилен, фторсодержащие масла, фторсодержащие воски и т. п.; и (d) кремниевые соединения, такие как силаны и силиконовые полимеры, включая силиконовые масла, полидиметилсилоксан, аминомодифицированный полидиметилсилоксан и т. п.
Жирные амиды, которые могут быть использованы для целей настоящего описания, представлены формулой: RC(O)NHR1, где R является насыщенной или ненасыщенной алкильной группой, содержащей от 7 до 26 атомов углерода, предпочтительно от 10 до 22 атомов углерода, а R1 независимо представляет собой водород, либо насыщенную или ненасыщенную алкильную группу, содержащую от 7 до 26 атомов углерода, предпочтительно от 10 до 22 атомов углерода. К соединениям в соответствии с данной структурой относятся, например, пальмитамид, стеарамид, арахидамид, бегенамид, олеамид, эрукамид, линолеамид, стеарилстеарамид, пальмитилпальмитамид, стеариларахидамид и их смеси.
Этиленбис(амиды), которые могут быть использованы для целей настоящего описания, представлены формулой:
RC(O)NHCH2CH2NHC(O)R,
где каждый R независимо представляет собой насыщенную или ненасыщенную алкильную группу, имеющую от 7 до 26 атомов углерода, предпочтительно от 10 до 22 атомов углерода. Соединения в соответствии с этой структурой включают, например, стеарамидоэтилстеарамид, стеарамидоэтилпальмитамид, пальмитамидоэтилстеарамид, этиленбисстеарамид, этиленбисолеамид, стеарилэрукамид, эрукамидоэтилэрукамид, олеамидоэтилолеамид, эрукамидоэтилолеамид, олеамидоэтилэрукамид, стеарамидоэтилэрукамид, эрукамидоэтилпальмитамид, пальмитамидоэтидолеамид и их смеси.
Примеры доступных в продаже продуктов, содержащих потенциально подходящие жирные амиды, включают в себя Ampacet 10061 (Ampacet Corporation, г. Уайт-Плейнс, штат Нью-Йорк, США), содержащий 5 процентов смеси 50:50 первичных амидов эруковой и стеариновой кислот в полиэтилене; Elvax 3170 (E.I. du Pont de Nemours and Company / DuPont USA, г. Уилмингтон, штат Делавэр, США), содержащий сходную смесь амидов эруковой и стеариновых кислот в смеси 18 процентов винилацетатной смолы и 82 процентов полиэтилена. Скользящие вещества также доступны в продаже от компании Croda International Plc (Йоркшир, Великобритания), включая Crodamide OR (олеамид), Crodamide SR (стеарамид), Crodamide ER (эрукамид) и Crodamide BR (бегенамид); а также от компании Crompton, включая Kemamide S (стеарамид), Kemamide B (бегенамид), Kemamide O (олеамид), Kemamide E (эрукамид) и Kemamide (N,N′-этиленбисстеарамид). К другим доступным в продаже скользящим веществам относится эрукамид Erucamid ER.
К другим подходящим добавкам в расплав для мягкости/снижения коэффициента трения относятся эрукамид, стеарамид, олеамид и силиконы, например полидиметилсилоксан. Некоторые конкретные примеры включают в себя скользящие и антиблокирующие вещества Crodamide производства компании Croda International Plc (г. Йоркшир, Великобритания) и скользящие BOPP вещества производства компании Ampacet Corporation (г. Уайт-Плейнс, штат Нью-Йорк, США). Некоторые дополнительные конкретные примеры добавок в расплав для обеспечения мягкости/снижения коэффициента трения, специально предназначенных для полипропилена, доступны в продаже от компании Techmer PM (г. Клинтон, штат Теннесси, США) и включают в себя добавки, продающиеся под торговыми марками PPM16368, PPM16141, PPM11790, PPM15710, PPM111767, PPM111771 и PPM12484. Некоторые конкретные примеры добавок, специально разработанные для полиэтилена, доступны в продаже от компании Techmer PM и включают в себя добавки, продающиеся под торговыми наименованиями PM111765, PM111770 и PM111768.
Материалы нетканого полотна в рамках настоящего описания могут включать скользящие вещества/добавки в расплав для придания мягкости независимо или в сочетании с другими добавками, которые влияют на поверхностную энергию (гидрофильность/гидрофобность), или же в сочетании с другими вариантами элементов нитей, включая, без ограничений, размер нити, форму поперечного сечения нити, конфигурацию поперечного сечения нити и/или варианты завитой нити. В примерах материалов нетканого полотна, включающих в себя два или более слоев полотна, или два или более осажденных слоя из различных нитей, добавки могут быть включены в нити одного слоя, но не другого, или различные добавки могут быть включены в нити из различных слоев.
Смолы полимерного компонента, подлежащие прядению из расплава, также могут включать в себя красящие вещества, такие как окрашивающие или пигментирующие вещества, и/или отбеливающие и/или замутняющие вещества. В некоторых примерах все из нитей и/или волокон, образующих материал нетканого полотна, могут быть окрашены или пигментированы. В качестве альтернативы, как показано на ФИГ. 10B, второй слой 281 нетканого материала или осажденные пряденые нити и/или волокна также могут включать в себя нити и/или волокна, спряденные из полимерной смолы, смешанной с окрашивающим и/или пигментирующим веществом, для придания нитям и/или волокнам цвета, отличающегося от цвета нитей и/или волокон в первом слое 280a. Это может быть желательно для усиления визуального влияния упорядоченного расположения зон, разреженных областей 272 и уплотненных областей 271 (см. описание ниже) материала полотна. В одном не имеющем ограничительного характера примере нити и/или волокна первого слоя 280a могут не включать в себя окрашивающих или пигментирующих веществ, а нити и/или волокна второго слоя 281 могут включать в себя одно или более окрашивающих или пигментирующих веществ. В другом не имеющем ограничительного характера примере элементарные нити и/или волокна первого слоя 280a могут включать в себя отбеливающее и/или замутняющее вещество (такое как, например, TiO2), а нити и/или волокна второго слоя могут включать в себя окрашивающее вещество, такое как не белое пигментирующее или окрашивающее вещество. Следует понимать, что эти и другие комбинации окрашивающих, отбеливающих, замутняющих и/или пигментирующих веществ можно применять для придания видимого цветового контраста между первым и вторым слоями, образующими материал полотна. В некоторых других примерах нижележащие материалы, такие как эластичный материал 630 и/или противоположный чередующийся слой растягивающегося слоистого материала, могут включать в себя отбеливающие, красящие или пигментирующие вещества, выбранные для обеспечения визуального контраста со слоем формованного материала нетканого полотна растягивающегося слоистого материала.
Пигментирующие, отбеливающие и/или замутняющие вещества могут быть предварительно диспергированы в смолах-носителях, в продуктах из цветного концентрата, подходящих для смешивания со смолой(-ами) с компонента нити перед или во время введения в экструдер(-ы). Выбранное(-ые) вещество(-а) предпочтительно представляет(-ют) собой твердые порошкообразные композиции, которые не растворяются или не реагируют химически с полимерными смолами при смешивании и диспергировании внутри смол компонента нити по мере их расплавления, экструзии и прядения в нити в обычных условиях способа прядения из расплава. Подходящие пигментирующие вещества могут включать в себя твердые неорганические или органические композиции, а в некоторых примерах могут представлять собой твердые металлоорганические композиции.
Подходящие продукты из концентрата белого пигмента, как правило, включают в себя твердые металлические и/или металлоорганические композиции, например, сурьмяные белила, сульфат бария, сернистые белила, свинцовые белила, титановые белила (TiO2) и цинковые белила (ZnO).
В некоторых примерах нити, образующие готовое нетканое полотно 280 или по меньшей мере его первый слой 280a, могут быть спрядены из полимерной(-ых) смолы(смол), в которую(-ые) был добавлен голубое пигментирующее вещество. Авторы настоящего изобретения полагают, что надлежащая концентрация синего пигмента, добавляемого к смоле компонента нити, может оказывать значительное влияние на видимость зон и их областей в упорядоченном расположении, улучшая внешний вид глубины направления z и общую трехмерную структуру. Без ограничений, накладываемых теорией, авторы изобретения полагают, что другие отдельные пигменты или комбинации пигментов в сочетании со смолой(-ами) нити для выбора концентраций в массовых процентах, могут быть выбраны таким образом, чтобы оказывать аналогичное влияние на улучшение видимости видимой глубины и/или видимости трехмерных структурных элементов нетканого полотна 280.
Подходящие продукты из концентрата синего пигмента, как правило, также включают в себя твердые металлические и/или металлоорганические композиции, например ультрамарин, сиреневато-голубой, синий кобальт, церелеум голубой, египетская синь, ханьский синий, азурит, берлинская лазурь, йинмин синий и марганцевая голубая. В конкретном примере продукт из концентрата синего цвета может быть смешан до концентрации приблизительно 0,25 % от общей массы прядильной смолы полипропиленовой нити, причем продукт из концентрата содержит приблизительно 36 % мас. композиции синего пигмента. Считается, что эффективная концентрация в массовых процентах материала синего пигмента в общей смеси прядильной смолы для улучшения видимости видимой глубины и/или видимости трехмерных структурных элементов нетканого полотна 280, как описано выше, может составлять от приблизительно 0,03 процентов до приблизительно 0,15 процентов, более предпочтительно от приблизительно 0,06 процентов до 0,12 процентов.
В еще одном подходе краска небелого цвета или цвета, контрастирующего с цветом скрученного нити, может быть нанесена посредством любой подходящей методики на поверхность материала нетканого полотна, которая станет видимой поверхностью слоя растягивающегося слоистого материала, для улучшения визуального воздействия, как описано выше.
В других примерах может быть предпочтительно, чтобы пигменты, и/или отбеливающие и/или замутняющие вещества не добавлялись к смоле(-ам) компонента, используемого(-ых) для прядения нитей одного или обоих чередующихся слоев. В некоторых обстоятельствах эффективная концентрация пигментирующего, отбеливающего или замутняющего вещества в нитях может снижать способность материала нетканого полотна, образованного из них, переносить/передавать тепло, такое как тепло тела. В некоторых обстоятельствах это может привести к тому, что материал нетканого полотна будет выступать в качестве более эффективного теплоизолятора, в результате чего он будет удерживать тепло тела и создавать ощущение некомфортного тепла для пользователя трусов или другого изделия, содержащего растягивающийся слоистый материал, рассматриваемый в настоящем документе в качестве компонента.
Как показано на ФИГ. 5, во время изготовления, или после обработки, или даже и в том и другом случае, смолы компонента, пряденые нити или материалы нетканого полотна, рассматриваемые в настоящем документе, можно обрабатывать поверхностно-активными веществами или другими веществами для придания поверхностям нитей свойств поверхностной энергии, делающих их гидрофильными или гидрофобными, по желанию. Это является общеизвестным в области производства и преобразования материалов нетканых полотен, используемых для изготовления компонентов абсорбирующих изделий.
Когда потоки 122a полимера выходят из прядильных механизмов, поток охлаждающего воздуха из вентилятора 550 для охлаждения по меньшей мере частично охлаждает полимеры, образующие потоки, и для определенных полимеров вызывает кристаллизацию полимеров. При желании для увеличения скорости кристаллизации/отверждения вентилятор(-ы) для охлаждения может (могут) быть выполнен(-ы) с возможностью направления охлаждающего воздуха в направлении, приблизительно перпендикулярном длине потоков. Охлаждающий воздух может быть охлажден или нагрет до температуры, которая, как считается, является приемлемой, и составляет от приблизительно 0 градусов C до приблизительно 35 градусов C, со скоростью от приблизительно 0,005 м/с до приблизительно 2,03 м/с (от 100 футов в минуту до 400 футов в минуту) при контакте с потоками полимера. Потоки могут быть охлаждены в достаточной степени, чтобы уменьшить их липкость поверхности, чтобы предотвратить их скрепление или сплавление в любой нежелательной степени при контакте между ними по мере их перемещения на формирующий ленточный конвейер 260, их осаждения и накопления на нем.
После охлаждения потоки 122a полимера могут втягиваться в вертикальный проход аттенюатора 552 и захватываться нисходящим потоком воздуха, создаваемым аттенюатором 552. В некоторых примерах аттенюатор можно расположить на расстоянии от 0,76 м до 1,52 м (от 30 до 60 дюймов) ниже нижней части прядильного механизма. Поток воздуха, создаваемый аттенюатором, перемещается с более высокой скоростью вниз, чем поток поступающего в потоки охлажденного полимера. Вытягивающий поток воздуха захватывает потоки полимеров и вытягивает их вниз, таким образом удлиняя их и уменьшая размер(-ы) их поперечных сечений, формируя таким образом нити 122.
Нити 122 выходят из аттенюатора 552 и перемещаются вниз по существу в направлении z относительно циклического формирующего ленточного конвейера 260, перемещающегося вдоль машинного направления MD через рабочее местоположение 561, под аттенюатором 552. Захватывающий воздух, выходящий из аттенюатора, может быть втянут через воздухопроницаемые части формирующего ленточного конвейера 260 с помощью формовочной вакуумной системы 555, а нити 122 останавливаются в направлении z с помощью внешней приемной стороны 260а формирующего ленточного конвейера 260, осаждаются и накапливаются на ней, а затем перемещаются с формирующим ленточным конвейером 260 в машинном направлении вдоль него. Следует понимать, что скорость осаждения и накопления нитей на формирующем ленточном конвейере 260 можно контролировать путем регулирования скорости, с которой циклически проходит формирующий ленточный конвейер, скорости прядения нитей или их комбинации. Как будет дополнительно разъяснено ниже, формирующий ленточный конвейер 260 может быть выполнен с элементами, которые влияют на локализованные скорости и глубины накопления нитей по всей площади поверхности в плоскости x-y для образования ватина из нитей 270 и последующего готового материала 280 нетканого полотна с желаемым упорядоченным расположением зон с участками с различной основной массой и/или поверхностной плотностью волокон и/или нитей, и/или толщиной или калибром.
В некоторых обстоятельствах может быть желательным включать в материал нетканого полотна отдельные нити различных композиций. Следует понимать, что этого можно достичь путем конфигурирования оборудования, несущего различные полимерные смолы, расположенные параллельно или последовательно/одна за другой, в одну или более комбинаций фильерного(-ых) комплекта(-ов), охлаждающего оборудования и вытягивающего оборудования, выполненного с возможностью вращения нитей и их направления на формирующий ленточный конвейер. В одном не имеющем ограничительного характера примере может быть желательно, чтобы материал нетканого полотна имел слоистые осаждения из нитей различных композиций, например, с различной окраской, различной прозрачностью, различными тактильными свойствами (например, различными коэффициентами трения), различными уровнями гидрофильности/гидрофобности и т. д. Как показано на ФИГ. 10B, в конкретном примере для визуального эффекта может быть желательно, чтобы белые нити преимущественно присутствовали вблизи наружной поверхности 124 обращенного наружу слоя растягивающегося слоистого материала, в то время как не белые окрашенные нити преимущественно присутствовали вблизи внутренней поверхности 123. Следует понимать, что для получения такой конфигурации оборудование для прядения нитей может быть выполнено с возможностью вращения и осаждения первого слоя 280а из белых нитей на формирующий ленточный конвейер, и последовательно ниже по потоку в ходе технологического процесса для прядения и осаждения второго слоя 281 из различных не белых нитей на белые нити по мере перемещения ватина в машинном направлении на движущемся формирующем ленточном конвейере.
Технологическая линия 500 может дополнительно включать в себя одно или более уплотнительных устройств, таких как уплотняющие валики 570 и 572, которые образуют зазор 570a, в котором может быть уплотнен ватин 270. Необязательно один или оба уплотняющих валика 570, 572 можно нагревать, чтобы способствовать частичному размягчению и пластической деформации нитей. Кроме того, может быть желательно применять комбинацию тепла и давления к нитям в зазоре 570а, достаточного для обеспечения некоторого скрепления между переплетающимися/пересекающимися нитями, проходящими через зазор 570а.
Уплотнение облегчает аккуратное удаление ватина 270 с формирующего ленточного конвейера 260, а также некоторое скрепление может усиливать этот эффект, а также придавать готовому материалу прочность на разрыв в машинном направлении и/или поперечном направлении. Уплотняющие валики 570, 572 могут представлять собой пару валиков из нержавеющей стали с гладкой поверхностью с независимыми регуляторами нагрева. Один или оба уплотняющих валиков могут нагреваться электрическими элементами или циркуляцией горячего масла. Зазор между уплотняющими валиками можно контролировать, например, гидравлически, для оказания требуемого давления на ватин при его прохождении через зазор 570а. В одном примере, при использовании калибра формирующего ленточного конвейера 1,4 мм и нетканого материала, скрепленного прядением и имеющего основную массу 30 г/м2, зазор между уплотняющими валиками 570, 572 может составлять приблизительно 1,35–1,50 мм.
В одном примере верхний уплотняющий валик 570 можно нагревать до температуры, достаточной для того, чтобы вызвать плавление скрепляющих нитей на верхней поверхности ватина 270 для придания когезии и прочности ватину, что может облегчить его извлечение из формирующего ленточного конвейера 260 без потери целостности. Как показано на ФИГ. 5, например, при вращении валиков 570 и 572 формирующий ленточный конвейер 260 с уложенным на него ватином, входит в зазор 570а между валиками 570 и 572. Нагретый валик 570 может нагревать участки нетканого материала 10, которые прижимаются к нему наиболее близко с помощью контактных поверхностей 262a воздухонепроницаемых структур 262 на формирующем ленточном конвейере 260 (описано ниже) для деформации, и/или уплощения, и/или скрепления нитей вблизи верхней поверхности (т. е. со стороны аттенюатора) ватина 270 до желаемой степени. Как можно понять из приведенного в настоящем документе описания, области, в которых нити деформированы таким образом, будут отражать узор воздухонепроницаемых структур 261 на формирующем ленточном конвейере 260.
После уплотнения уплотненный ватин может быть поднят или отделен от формирующего ленточного конвейера 260 и направлен через второй зазор 571a, образованный каландровыми валиками 571, 573. Каландровые валики 571, 573 могут представлять собой валики из нержавеющей стали, один из которых имеет гравированный или иным образом сформированный узор выступающих скрепляющих выступов вокруг его цилиндрической поверхности (скрепляющий валик), а другой представляет собой гладкий валик (опорный валик). Скрепляющий валик или как скрепляющий валик, так и опорный валики, можно нагревать таким образом, чтобы они нагревали и частично расплавляли нити так, чтобы они сплавлялись в зазоре между крайними в радиальном направлении поверхностями скрепляющих выступов и опорным валиком. Скрепляющие выступы на скрепляющем валике могут быть выполнены в виде любого приемлемого правильного узора из скрепляющих «штифтов», которые будут обеспечивать подобный узор скреплений в готовом материале 280 полотна. Крайние в радиальном направлении поверхности скрепляющих выступов осуществляют локализованное повышенное сжатие ватина в зазоре 571а между скрепляющими выступами и опорным валиком. Эти поверхности могут иметь совокупную площадь поверхности вокруг скрепляющего валика, которая составляет процентную долю общей цилиндрической площади поверхности рабочей части скрепляющего валика (процент площади скрепления), которая будет приблизительно отражена в процентной доле площади поверхности в плоскости x-y скрепляемого материала полотна (процент скрепленной площади). Процент площади скрепления скрепляющего валика и итоговый процент скрепленной площади материала полотна могут составлять приблизительно от 3 % до 30 %, от 6 % до 20 % или от 7 % до 15 %. Узор термических каландерных точечных скреплений может служить для улучшения когезионной способности полотна и улучшения прочности на разрыв в машинном направлении и поперечном направлении, и стабильности размеров, используемых при обработке ниже по потоку и включении материала полотна в готовые продукты.
Дополнительно или альтернативно в некоторых примерах ватин может быть скреплен посредством способа скрепления горячим воздухом. Другим подходом к созданию более плотных нетканых структур, которые могут быть желательными при некоторых обстоятельствах, может быть термическое скрепление горячим воздухом. Термическое скрепление горячим воздухом включает подачу горячего воздуха на поверхность ватина, состоящего из нитей. Горячий воздух проходит сквозь отверстия в нагнетателе, расположенном непосредственно над нетканым материалом. Однако воздух не проталкивают сквозь нетканый материал, как в обычных сушильных шкафах. Отрицательное давление или всасывание втягивает воздух сквозь ленту открытого конвейера, поддерживающего нетканый материал, проходящий через печь. Втягивание воздуха сквозь нетканый материал обеспечивает более быстрое и равномерное распределение тепла и сводит к минимуму деформацию материала. В качестве альтернативы использованию традиционного блока скрепления горячим воздухом предполагают размещение скрепляющего блока над формирующим ленточным конвейером 260, в то время как под ленточным конвейером создается вакуум для втягивания горячего воздуха через ватин, осуществляя процесс, аналогичный процессу, осуществляемому традиционным блоком скрепления горячим воздухом.
Формирующий ленточный конвейер 260 может быть изготовлен в соответствии со способами и процессами, описанными в патентах США №№ 6,610,173; 5,514,523; 6,398,910; или № 2013/0199741, каждый из которых имеет улучшенные признаки и узоры, описанные в настоящем документе, для изготовления фильерных нетканых полотен. В изобретениях '173, '523, '910 и '741 описаны ленточные конвейеры, которые являются типичными для ленточных конвейеров для бумажного производства, которые изготовлены с использованием отвержденной смолы на элементе подложки ленточного конвейера, причем ленточные конвейеры с улучшениями можно использовать в соответствии с настоящим описанием, приведенным в настоящем документе.
Формирующий ленточный конвейер 260, имеющий трехмерные элементы и узоры для изготовления фильерных нетканых полотен, также может быть изготовлен согласно следующим способам и технологическим процессам и/или на следующих устройствах, в том числе с модификациями, которые желательны для структур, описанных в настоящем документе: технологические процессы ротационного трафарета согласно описанию, приведенному в патенте США № 7,799,382; экструзия полимера согласно описанию, приведенному в патенте США № 2007/0170610; привитая смоляная система согласно описанию, приведенному в патенте США № 7,105,465; перфорированная пленка согласно описанию, приведенному в патенте США № 8,815,057; последовательная обработка слоев согласно описанию, приведенному в патенте США № 2006/0019567; осаждение полимерных капель согласно описанию, приведенному в патенте США № 7,005,044; осаждение полимерных капель с использованием абляционного материала согласно описанию, приведенному в патенте США № 7,014,735; технология воздухопроницаемой пленки согласно описанию, приведенному в патенте США № 8,454,800 или № 8,822,009; многослойные структуры ленточного конвейера согласно описанию, приведенному в патенте США № 2016/0090692; лазерное гравирование согласно описанию, приведенному в патентах США № 8,758,569 или № 8,366,878; технология экструдированной сетки согласно описанию, приведенному в патенте США № 2014/0272269; ленточные конвейеры для нетканых продуктов согласно описанию, приведенному патенте США № 2008/0199655; а также способы и процессы аддитивного производства согласно описанию, приведенному в патентах US 2015/0102526A1, или US 2016/0159007, или WO 2016/085704, или US 2016/0185041.
Пример частей формирующего ленточного конвейера 260 используемого для целей настоящего описания типа, который может быть изготовлен в соответствии с описанием, приведенном в патенте США № 5,514,523, показан на ФИГ. 6, 7 и 8A. Как описано в патенте '523, плоский лист материала 261 ленточного конвейера подложки тщательно покрывают жидкой светочувствительной полимерной смолой до достижения предварительно выбранной толщины. Материал 261 подложки ленточного конвейера (называемый «армирующей структурой» в патенте '523) может представлять собой воздухопроницаемую проволочную сетку или материал трафарета, тканый мат или листовой материал, перфорированный металлический или полимерный листовой материал или любой другой материал, который обеспечивает подходящую технологическую стабильность размеров и прочность в условиях применения, предусмотренных в настоящем документе, и относительно высокую степень воздухопроницаемости в направлении z в сочетании с относительно небольшим интервалом и размером воздушных каналов так, что пряденые нити, ударяющиеся по ленточному конвейеру, будут накапливаться на них, а не продуваться или протягиваться через воздушные каналы в любой степени, движущимся через них в направлении z воздухом. На жидкую светочувствительную смолу накладывают прозрачную пленку или маску, напечатанную или иным образом отражающую в негативе, с непрозрачными частями, имеющими требуемый узор, компоновку, размеры и форму(-ы) для требуемых воздухонепроницаемых структур 262. Затем смолу подвергают воздействию света соответствующей длины волны через пленку, например, УФ-излучение для УФ-отверждаемой смолы. Такое воздействие света вызывает отверждение смолы под прозрачными частями (например, участками без печати) маски. Неотвержденная смола (под непрозрачными частями в маске) затем может быть удалена с подложки (например, с помощью растворителя), оставляя после себя твердые воздухонепроницаемые структуры, образованные из отвержденной смолы, сформированной на подложке, расположенные в соответствии с требуемым узором и формой(-ами), например, узором воздухонепроницаемых структур 262, показанных на ФИГ. 12. Также могут быть сформированы другие узоры воздухонепроницаемых структур для придания любых желаемых декоративных или функциональных признаков материалу нетканого полотна. Воздухонепроницаемые структуры 262 образуют и определяют воздухонепроницаемые области 264 формирующего ленточного конвейера 260, через которые блокируется поток воздуха через ленточный конвейер в направлении z. Части материала 261 ленточного конвейера подложки, на которых смола осталась неотвержденной и из которых была удалена, образуют и определяют воздухопроницаемые области 263 формирующего ленточного конвейера 260, через которые допускается протекание воздуха через ленточный конвейер в направлении z. Смола может быть сформирована и отверждена на ленточном конвейере на такой глубине и таким образом, чтобы воздухонепроницаемые структуры 262 имели желаемую глубину в направлении z и плоские контактные поверхности 262a по существу вдоль плоскости x-y. После формирования воздухонепроницаемых структур концы листа материала ленточного конвейера подложки с образованными на ней воздухонепроницаемыми структурами могут быть соединены любым подходящим способом с образованием непрерывного формирующего ленточного конвейера 260.
На ФИГ. 8B–11 схематично показан способ, согласно которому пряденые нити могут накапливаться на формирующем ленточном конвейере 260, причем на местоположение и глубину накопления нити влияет конструкция и глубина воздухонепроницаемых структур 262 на формирующем ленточном конвейере. Поскольку нити захватываются вытягивающим воздухом, который направляется вниз, и вытягивается через ленту в направлении z формирующей вакуумной системой 555 (см. ФИГ. 5), они следуют за воздухом, так как он проходит вокруг воздухонепроницаемых структур 262 и за ними, и они преимущественно осаждаются на/над воздухопроницаемыми областями 263 формирующего ленточного конвейера. Соответственно, нити накапливаются на большую глубину, поверхностную плотность волокон и/или нитей и массу над воздухопроницаемыми областями 263 с образованием уплотненных областей 271 ватина 270 из нитей, накапливающихся на ленте. Степень накопления нитей на формирующем ленточном конвейере, как правило, можно контролировать путем управления скоростью циклического прохождения ленточного конвейера и скоростью прядения нити или их комбинацией. Турбулентность и полученная в результате случайность потока воздуха по мере приближения к ленточному конвейеру и перемещение ленточного конвейера в машинном направлении приведет к меньшим скоплениям нитей (которые по существу являются непрерывными в процессе прядения), пересекающих и таким образом в меньшей степени накапливающихся на контактных поверхностях 262a воздухонепроницаемых структур 262, образуя разреженные области 272 в ватине 270 из накапливающихся нитей. Этот эффект схематически показан на ФИГ. 9–11, на котором показано относительно небольшое скопление волокон 122, пересекающих разреженные области 272, поскольку они могут быть образованы надлежащим образом сконфигурированными воздухонепроницаемыми структурами.
После уплотнения между уплотняющими валиками 571, 572 (показаны на ФИГ. 5) и последующего извлечения из формирующего ленточного конвейера, как показано на ФИГ. 10A, ватин 270 будет иметь структуру, содержащую уплотненные области 271 и разреженные области 272, по существу соответствующие расположению воздухонепроницаемых структур на формирующем ленточном конвейере. Как отмечалось, нити и/или их части, занимающие разреженные области 271, могут быть в некоторой степени пластически деформированы (например, уплощены) в результате уплотнения между уплотняющим валиком 570 и контактными поверхностями 262a воздухонепроницаемых структур 262. Соответственно, нити и/или их части, занимающие уплотненные области 271, по существу не деформируются при уплотнении или могут деформироваться по существу в меньшей степени, поскольку во время уплотнения они расположены в промежутках между воздухонепроницаемыми структурами и, таким образом, не сжимаются настолько плотно по мере прохождения ватина через уплотняющий зазор 270a.
При использовании формирующего ленточного конвейера 260 и описанного выше процесса может быть достигнуто различие между поверхностной плотностью и/или основной массой волокон и/или нитей ватина уплотненных областей по сравнению с разреженными областями до уровня 2:1, 3:1 или даже 4:1 или более.
Из приведенного выше описания и фигур также следует понимать, что формованный материал нетканого полотна, изготовленный в соответствии с описанным способом, будет демонстрировать «односторонность», что означает разницу между элементами его противоположных основных поверхностей. Например, как показано на ФИГ. 9 и 10A, следует понимать, что поверхность ватина (и последующего материала нетканого полотна), образованная нитями, которые первыми достигают формирующего ленточного конвейера (первая сформированная поверхность), будет демонстрировать топографические элементы и/или текстуру в соответствии с упорядоченным расположением, которые имеет по существу большую глубину в направлении z, чем любые топографические элементы и/или текстура противоположной поверхности, т. е. поверхности, образованной нитями, которые достигают формирующего ленточного конвейера последними по времени (последняя сформированная поверхность), до уплотнения ватина. В результате такой односторонности визуальная различимость зон, отражающих упорядоченное расположение, может быть по существу больше на первой сформированной поверхности (которая в некоторых примерах может образовывать внешнюю поверхность обращенного наружу слоя растягивающегося слоистого материала). Следовательно, визуальное воздействие зон и полученных топографических/текстурных элементов на первой сформированной поверхности может быть более заметным, чем на противоположной последней сформированной поверхности. В сочетании с этим и при использовании способа производства те части нитей, которые занимают разреженные области, будут по существу ближе в направлении z к последней сформированной поверхности.
Хотя выше описан способ прядения/скрепления прядением из расплава и осаждение нитей на формирующем ленточном конвейере, также предполагается, что могут применяться другие нити и/или способы осаждения волокон и распределения основной массы, включая так называемые способы совместного формования, описанные, например, в патенте США № 9,944,047; № 8,017,534; № 5,508,102; № 4,100,324; и № 2003/0211802; публикации заявки PCT № WO 2018/064595 A1; и патенте США № 2018/002848; № 2017/002486; № 2017/000695; № 2017/0342617; № 2016/0355950; и другие способы, такие как способы формирования фильеры, в которых полотно, образованное из волокон, полученных аэродинамическим способом формирования холста (включая натуральные и/или синтетические/полимерные волокна), имеет расположение и распределение волокон в материале полотна, модифицированное путем контролируемого и упорядоченного гидроусиления/гидроперепутывания с образованием упорядоченного расположения разреженных областей и уплотненных областей, рассматриваемых в настоящем документе.
Преимущество, обеспечиваемое методикой изготовления формирующего ленточного конвейера, описанной выше и в ссылках, включенных в настоящий документ путем ссылки, заключается в том, что воздухонепроницаемые структуры 262 могут быть сформованы и сконфигурированы на формирующем ленточном конвейере 260 в соответствии с любым числом желаемых комбинаций распознаваемых визуально различимых форм, изображений природных или искусственных объектов, людей, животных, фантастических символов, антропоморфных символов, декоративных элементов, буквенно-цифровых символов, слов, цифр, фраз, товарных знаков, логотипов, функциональных элементов, конструкций, узоров, размеров, интервалов и т. д., путем простой печати негатива желаемой конфигурации на маске, используемой для избирательного блокирования света, отверждающего смолу, как описано выше. Таким образом, следует понимать, что помимо формирования воздухонепроницаемых структур для придания узору форм, показанных на ФИГ. 4, воздухонепроницаемые структуры могут быть разработаны и добавлены на формирующий ленточный конвейер для придания, без ограничений, материалу нетканого полотна любого из типов, перечисленных выше, или любой их комбинации в зависимости от желания.
На ФИГ. 15–17 проиллюстрированы три возможных не имеющих ограничительного характера примера. На каждой ФИГ. 15–17 изображен участок формованного материала нетканого полотна, который может быть сформирован в соответствии со способом, описанным в настоящем документе, и использован для формирования слоя, такого как обращенный наружу слой, участка растягивающегося слоистого материала, применяемого, например, для формирования передней части пояса трусов. В одном примере, показанном на ФИГ. 15, край 114а пояса и края 114b отверстий для ноги могут быть визуально выделены с помощью сформированных элементов, отличающихся от декоративных узоров и элементов, появляющихся в других местах на участке формованного материала нетканого полотна. В другой паре примеров, показанных на ФИГ. 16 и 17, первый участок 710 может быть занят упорядоченным расположением зон 160, в то время как один или более вторых участков 720 могут быть не заняты зонами 160 и могут иметь по существу однородную основную массу и/или калибр, что отражает его изготовление на формирующем ленточном конвейере с аналогичными областями, не занятыми воздухонепроницаемыми структурами. В примере, показанном на ФИГ. 16, незанятые области 720 могут служить для визуального подчеркивания кромки 114a пояса и/или кромок 114b для ног участка материала нетканого полотна, образующего внешний слой растягивающегося слоистого материала, используемого для формирования, например, внешнего слоя передней части пояса трусов. В примере, показанном на ФИГ. 17, незанятая область 720 может служить для визуального опоры или провисания живота пользователя (например, при использовании в качестве внешнего слоя растягивающегося слоистого материала, образующего переднюю часть пояса детских трусов).
В некоторых примерах занятая область 710 или незанятая область 720 на растягивающемся слоистом материале, образующем компонент носимого изделия, может проходить к концевому краю или боковому краю слоистого материала и вдоль него, и быть по существу выровненной с занятой областью 710 или незанятой областью 720 вдоль концевой кромки или боковой кромки смежного компонента, причем смежный компонент также образован из формованного материала нетканого полотна, как описано в настоящем документе. Соответствующее упорядоченное расположение зон на смежных компонентах может быть по существу выровнено таким образом, что они выглядят по существу непрерывными по всем компонентам так, что воплощенный декоративный узор, дизайн, изображение и т. д. выглядят продолжением шва, соединения и т. д. в месте соединения соответствующих компонентов. Таким образом, в таких примерах незанятые области 720 могут выглядеть как продолжающиеся через соответствующие смежные компоненты, при этом соответствующие периметры или их границы 730 по существу выровнены там, где соединяются смежные компоненты; и/или реализованные декоративные дизайны, узоры, изображения и т. д., отраженные в занятых областях 710 выглядят как продолжающие по существу непрерывно проходить через шов, соединение и т. д.
Для целей настоящего изобретения «незанятая область» отличается от «занятой области» отсутствием разреженной области 270 на непрерывной площади поверхности формованного материала нетканого полотна в своем несобранном состоянии, равной или составляющей более приблизительно 4 см2 и не имеющей размера в плоскости x-y менее приблизительно 1 см, причем незанятая область ограничена от занятой области периметром или границей 730, обозначающей разрыв или прерывание в расположении зон 160. Следует понимать, что если незанятая область имеет определенный размер или больше, ее локальная основная масса будет стремиться к среднему значению между локальными основными массами вблизи разреженных областей и уплотненных областей в занятых областях. Это происходит в незанятых областях, поскольку нити, нанесенные на соответствующий формирующий ленточный конвейер 260, используемый для производства формованного нетканого материала, не были отведены путем улавливания воздуха от воздухонепроницаемых областей 264, тем самым накапливая поверх более легкие, чтобы накапливать более тяжелые над воздухопроницаемыми областями 263 формирующего ленточного конвейера 260 (см. ФИГ. 8B и 9) с образованием в процессе производства материала разреженных зон 272 и уплотненных зон 271. Таким образом, когда незанятая область 720 сформированного нетканого материала достигает определенного размера, она будет иметь локальную основную массу, которая больше основной массы ближайших разреженных областей и меньше основной массы ближайших уплотненных областей. Минимальный размер для незанятой области, в которой начинает существовать это условие, будет зависеть от конкретного упорядоченного расположения формованного нетканого материала, который разработан и реализован в используемом формирующем ленточном конвейере, а также от условий процесса изготовления, таких как размер нити, скорость прядения, скорость формирующего ленточного конвейера и т. д.
Растягивающийся слоистый материал с навитыми эластичными элементами
Растягивающийся слоистый материал, имеющий чередующийся слой формованного материала нетканого полотна, как описано выше, может включать в себя любую подходящую форму эластичного материала 630. Например, эластичный материал 630 может представлять собой эластичную пленку, эластичный сетчатый материал или множество по существу параллельных разнесенных эластичных прядей, по существу выровненных с направлением растяжения. В некоторых примерах эластичный материал 630 может представлять собой множество эластичных прядей, расположенных параллельно и по существу выровненных с направлением растяжения, имеющих линейную плотность от 470 до 940 дтекс; имеющих продольный (в поперечном направлении или в поперечном направлении растяжения) интервал от приблизительно 4 мм до приблизительно 10 мм (от центра к центру) или более, и имеющих предварительную деформацию при изготовлении больше (и, как правило, существенно больше) 150 %.
Однако в других примерах, как показано на ФИГ. 2 и 3, эластичный материал 630, используемый в качестве упругого элемента растягивающегося слоистого материала, может представлять собой навитые эластичные пряди, а подающий валик 51 может представлять собой один или более ткацких навоев.
Как отмечалось выше, растягивающиеся слоистые материалы, в которых традиционные конструкции эластичных прядей служат в качестве упругого механизма, являются типичными примерами из-за относительно больших объемных сборок или гофр чередующихся слоев материала, когда слоистый материал находится в частично или полностью сжатом состоянии. В примерах, в которых слоистый материал образует компонент, который контактирует с кожей пользователя, эти относительно большие, объемные сборки или гофры будут присутствовать на обеих (обращенной наружу и обращенной к пользователю) поверхностях слоистого материала таким образом, что они будут контактировать под давлением с кожей пользователя, что может привести к увеличению вероятности образования следов на коже и дискомфорта пользователя. Любые декоративные элементы, которые могут быть включены, такие как печатные графические элементы, имеют тенденцию складываться внутри сборок или гофр, и, таким образом, искажаются, частично скрываются или иным образом обеспечивают существенное уменьшение визуального воздействия. Сюда будут относиться элементы формованного нетканого материала, произведенного, как описано выше, при использовании в качестве чередующегося слоя для растягивающегося слоистого материала.
Однако было установлено, что включение и использование навитых эластичных элементов, как описано в настоящем документе, обеспечивает получение сборок чередующихся слоев, которые значительно уменьшаются в размере и амплитуде и значительно увеличиваются в количестве или частоте на единицу размера растягивающегося слоистого материала вдоль направления растяжения. Было установлено, что в результате видимость и визуальное воздействие любых декоративных элементов, которые были напечатаны или иным образом сформированы и включены в растягивающийся слоистый материал, могут быть существенно меньше нарушены, когда растягивающийся слоистый материал, изготовленный с использованием навитых эластичных элементов, находится в сжатом состоянии.
Используемый в настоящем документе термин «навитые эластичные элементы» относится к эластичным прядям, которые обеспечены не на отдельных катушках для каждой отдельной пряди, а как множество прядей, имеющих относительно низкую линейную плотность в относительно близко расположенном расположении на одной катушке или «навое». По мере разматывания с навоя, они могут становиться частью полотняного продукта в таком относительно близком расположении с помощью подходящего оборудования и условий обработки. Навитые эластичные элементы использовались в различных областях применения при производстве текстильных изделий и предметов одежды в течение ряда лет, но недавно были признана их потенциальная полезность для производства эластифицированных компонентов для одноразовых абсорбирующих изделий, пригодных для ношения. Растяжимые слоистые материалы, улучшенные посредством включения и использования навитых эластичных элементов, могут быть использованы для образования компонентов для по существу улучшенной посадки, комфорта, внешнего вида и/или функции уплотнения вокруг талии, ног, промежности и сторон пользователя.
Носимое одноразовое абсорбирующее изделие в форме трусов 110 по существу изображено на ФИГ. 1A и 1B. Трусы 110 могут быть выполнены с возможностью надевания пользователем способом, аналогичным способу для пары прочных трусов-подгузников. Трусы 110 могут содержать отдельные переднюю и заднюю части 114, 115 пояса в передней поясной области и задней поясной области соответственно.
Когда трусы 110 включают в себя переднюю и заднюю части 114, 115 пояса, боковые края передней и задней частей пояса могут быть соединены постоянно или с возможностью повторной фиксации друг с другом с образованием отверстия для талии, имеющего края отверстия для талии 114a, 115a и пары отверстий для ног, каждое из которых имеет края 114b, 115b отверстий для ног. Передняя и задняя части 114, 115 пояса, образованные из растягивающегося слоистого материала, обеспечивают функцию эластичной растяжимости, которая обеспечивает удобную и прилегающую посадку, первоначально подходящим образом приспосабливая трусы 110 к пользователю и поддерживая эту посадку в течение всего времени ношения, в том числе во время наполнения трусов физиологическими выделениями, поскольку растягивающиеся части пояса позволяют окружающим талию частям трусов растягиваться и сжиматься. Кроме того, эластомерные части пояса обеспечивают легкость надевания, а также создают и поддерживают поперечные/кольцевые растягивающие силы, которые помогают удерживать трусы в определенном положении на пользователе и улучшать их посадку.
Трусы 110, включающие в себя переднюю и заднюю части 114, 115 пояса, могут включать в себя первый и второй боковые швы 116. Один или оба боковых шва 116 могут быть постоянными (т. е. не разделяемыми неразрушающим образом) и могут быть образованы путем соединения поверхности вдоль бокового края передней части 114 пояса с поверхностью вдоль бокового края задней части 114 пояса посредством механического скрепления, термического скрепления или адгезивного скрепления. В качестве альтернативы один или оба боковых шва могут быть выполнены с возможностью разделения и повторной фиксации (т. е. неразрушающегося разделения и повторной фиксации после разделения, осуществляемого, например, с помощью системы крепления типа «липучка»).
В частности, в отношении участков растягивающегося слоистого материала, используемого для образования одной или обеих из передней части 114 пояса и задней части 115 пояса, как показано на ФИГ. 3, первый слой 610 полотна и второй слой 620 полотна могут формировать обращенный наружу слой и обращенный к пользователю слой соответственно растягивающегося слоистого материала. Один или оба из первого и второго слоев 610, 620 полотна могут быть сформированы из материала нетканого полотна; причем один или оба из первого и второго слоев 610, 620 полотна, например обращенный наружу слой, могут быть сформированы из формованного материала нетканого полотна, как описано выше. Первый и второй слои 610, 620 полотна могут быть ламинированы вокруг эластичного материала 630 с образованием растягивающегося слоистого материала, причем эластичный материал 630 представляет собой навитые эластичные элементы. Как показано на ФИГ. 1A и 1B, задняя часть 115 пояса трусов может иметь больший продольный размер, чем передняя часть 114 пояса. Эта разница в длине может быть желательной для обеспечения более высокого края 114b отверстия для ноги спереди, приспособленного к более комфортному изгибу верхних частей ног у бедер, при этом обеспечивая нижний край 115b отверстия для ноги сзади, обеспечивая большее покрытие ягодиц пользователя и внешний вид трусов 110, характерный для нижнего белья. В некоторых примерах один из слоев 610 или 620 может быть сложен вокруг и поверх противоположной поверхности с образованием концевого края слоистого материала по линии сгиба. В некоторых примерах, в которых слоистый материал содержит эластичные пряди в качестве эластичного материала 630, проходящего в направлении растяжения и применяемого для образования части пояса трусов, слой 610 полотна может быть сложен вокруг и поверх слоя 620 полотна вокруг линии сгиба, по существу параллельной эластичным прядям, с образованием, например, края пояса части пояса.
Растягивающиеся слоистые материалы, в которых используются эластичные пряди в качестве эластичного элемента и используются для образования эластифицированных частей пояса, обычно встречающихся в настоящее время на рынке продуктов в виде трусов, как правило, содержат эластичные пряди, имеющие линейную плотность от 470 до 940 дтекс или даже больше; имеют продольный (в поперечном направлении или в поперечном направлении растяжения) интервал приблизительно от 4 мм до 10 мм (от центра к центру) или более, и предварительную деформацию при изготовлении больше (и, как правило, существенно больше) 150 %. При типичных комбинациях значений в пределах этих диапазонов компоненты неэластичного полотна растягивающихся слоистых материалов образуют относительно большие неконтролируемые гофры или сборки (также иногда называемые «складками» или «волнами») полотна материала, прикрепленного к прядям, которые имеют по существу низкую частоту (вдоль направления растяжения) и по существу высокую амплитуду или высоту в направлении z, так что они хорошо видны и придают слоистому материалу неровный, испещренный и объемный внешний вид. Кроме того, когда гофры материала прижимаются к коже пользователя за счет сил растяжения в эластичных прядях, они подвергаются неравномерному распределению давления под эластичными прядями с точками давления на гофрах, обращенных внутрь/к пользователю, что может способствовать нежелательному образованию следов на коже и даже раздражению кожи.
Замещение навитых эластичных прядей в качестве эластичного элемента растягивающегося слоистого материала, используемого для образования передней части пояса или задней части пояса трусов, позволяет включать в себя по существу большее число более мелких эластичных прядей на единицу размера в поперечном направлении с образованием более похожего на ткань материала, контактирующего с кожей, при значительно меньших гофрах по существу с более высокой частотой в машинном направлении и более низкой амплитудой в направлении z по сравнению с практически доступными для использования технологиями изготовления эластичных прядей без лучей. Это позволяет применять ткацкий навой в качестве механизма подачи для подачи эластичных прядей в процесс изготовления растягивающегося слоистого материала. Для этой цели навитые эластичные пряди могут быть выбраны таким образом, чтобы у них была по существу ниже линейная плотность и ниже предварительная деформация, чем данные характеристики в традиционном растягивающемся слоистом материале, обладающем аналогичными совокупными характеристиками растяжения, расширения и сжатия, образованном с помощью традиционной технологии эластичных прядей.
В некоторых примерах эластичный материал 630 может представлять собой навитые эластичные элементы, включенные в слоистый материал с интервалом между прядями при изготовлении, составляющим не более 2,0 мм, 1,5 мм, 1,0 мм, 0,8 мм, 0,5 мм или даже не более 0,25 мм. Навитые эластичные элементы могут быть расположены внутри слоистого материала таким образом, чтобы получить средний интервал между прядями не более 2,0 мм, 1,5 мм, 1,0 мм, 0,8 мм, 0,5 мм или даже не более 0,25 мм.
Навитые эластичные элементы могут быть образованы из эластомерного материала, такого как Spandex, и аналогичных материалов, описанных в настоящем документе. Для обеспечения общего растягивающего усилия в слоистом материале, подходящего для обеспечения функции уплотнения, не оказывая при этом некомфортной степени давления на кожу пользователя, а также для сохранения интервала между нитями для сохранения воздухопроницаемости, нити могут быть выбраны таким образом, чтобы они имели линейную плотность при изготовлении и/или приводили к среднему значению линейной плотности не более 400, более предпочтительно не более 300, 200, 150 или наиболее предпочтительно не более 100.
В комбинации с относительно близким интервалом и низкой линейной плотностью может быть желательно придать навитым эластичным элементам предварительную деформацию при изготовлении во время их включения в структуру не более 300 %, 200 %, 150 %, 100 % или даже не более 75 %; или альтернативно, придать прядям некоторую степень предварительной деформации, которая приводит к получению слоистого материала со средним значением предварительной деформации в пределах этих диапазонов.
При соответствующем выборе интервала между навитыми эластичными прядями и линейной плотности, а также величины предварительной деформации прядей при их встраивании в структуру манжеты, структура растягивающегося слоистого материала образует переднюю и/или заднюю часть пояса трусов и при растяжении демонстрирует подходящие поперечные растягивающие усилия, и сопоставимые с таковыми в традиционных структурах пояса трусов, и могут обеспечивать по существу меньшее количество точек давления или местоположений, т. е. более равномерное распределение давления на кожу пользователя, что приводит по существу к снижению вероятности образования следов на коже и повышению комфорта пользователя.
В дополнение к обеспечению улучшенного внешнего вида и комфорта пользователя относительно небольшие близко расположенные сборки в чередующихся слоях, которые можно получить за счет использования навитых эластичных элементов, обеспечивают улучшенную подложку для включения декоративных элементов. Это связано с тем, что декоративные элементы не будут по существу сложены внутрь и тем самым скрыты и/или визуально нарушены относительно маленькими сборами. Это делает использование навитых эластичных элементов особым преимуществом для комбинации со слоем формованного материала нетканого полотна с упорядоченным расположением зон, реализующих декоративные элементы. На ФИГ. 12 и 13 показан пример упорядоченного расположения зон, реализующих декоративный повторяющийся узор форм сердца внутри зубчатых форм на слое формованного материала нетканого полотна. На ФИГ. 12 показан участок слоистого материала 600 в растянутом состоянии (эластичный материал 630 все еще в деформированном состоянии), так как он может выглядеть непосредственно после ламинирования. На ФИГ. 13 показан тот же участок слоистого материала в расслабленном, поперечно сжатом положении, как это может выглядеть после изготовления и эластичного сжатия эластичного материала 630. Когда эластичный материал 630 представляет собой навитые эластичные элементы с подходящим близким интервалом, малой линейной плотностью и низкой предварительной деформацией, сборки в чередующихся слоях, включающих слой формованного материала нетканого полотна, достаточно малы и тонки, чтобы не складывать и не скрывать декоративный узор зон. Скорее, многослойный материал может быть выполнен так, как описано в настоящем документе, чтобы узор оставался видимым, только визуально сжимающимся в поперечном направлении так, что пропорции узора визуально изменяются.
Однако следует понимать, что может быть желательно, чтобы упорядоченное расположение зон на формованном материале нетканого полотна имело достаточно большие размеры, чтобы они оставались видимыми/визуально различимыми после такого эластичного сжатия навитых эластичных элементов. Соответственно, как показано на ФИГ. 14, в некоторых примерах может быть желательно, чтобы узор на слое сформированного материала нетканого полотна (в его несжатом состоянии) имел минимальный интервал повтора MDR в машинном направлении для образования растягивающегося слоистого материала, то есть достаточно большой, чтобы составлять не менее приблизительно 0,5 мм, когда растягивающийся слоистый материал расслаблен и полностью сжат вдоль направления обработки/растяжения слоистого материала.
Может быть желательно, чтобы материал(-ы) полотна, применяемый(-ые) для формирования слоев 610, 620, был(-и) выбран(-ы) с достаточно низким калибром и достаточно существенной эластичностью (которая влияет на жесткость при изгибе) так, чтобы они могли легко сгибаться и формировать сравнительно мелкие, высокочастотные, низкоамплитудные гофры или сборки, рассматриваемые в настоящем документе, что стало возможными за счет навитых эластичных элементов, применяемых для образования растягивающегося слоистого материала, как описано в настоящем документе. Соответственно, может быть желательно, чтобы материал(-ы) нетканого полотна, используемый(-ые) для формирования одного или обоих слоев 610, 620, имел(и) среднюю основную массу не более 30 г/м2, более предпочтительно не более 20 г/м2, еще более предпочтительно не более 15 г/м2 или общую основную массу не более 60 г/м2, более предпочтительно не более 40 г/м2 и еще более предпочтительно не более 30 г/м2. В настоящем документе г/м2 означает граммы материала на квадратный метр. Для материала нетканого полотна его основная масса выражается в г/м2. Для добавленного материала, такого как адгезив, нанесенный на материал нетканого полотна, нанесенное количество выражается в г/м2, т. е. граммах добавленного материала, нанесенного на квадратный метр материала полотна).
В некоторых примерах первый слой 610 растягивающегося слоистого материала может быть образован из формованного нетканого материала, изготовленного, как описано в настоящем документе, с любым желаемым упорядоченным расположением уплотненных областей и разреженных областей, придающих первому слою любые желательные декоративные и/или функциональные структурные элементы, в то время как второй слой 620 растягивающегося слоистого материала может представлять собой традиционный материал нетканого полотна, имеющий по существу случайное распределение волокон и/или нитей. Первый слой 610 может образовывать обращенный наружу слой, например, передней или задней части пояса трусов, в то время как второй слой 620 может образовывать обращенный к пользователю слой. В комбинации с предварительно деформированными навитыми эластичными элементами в качестве встроенного эластичного механизма, как описано в настоящем документе, относительно менее структурированный обращенный к пользователю слой будет образовывать очень тонкие, равномерно распределенные сборки, которые помогают равномерно распределять давление по коже пользователя, тогда как в обращенном наружу слое могут быть образованы заметная текстура и видимые структурные элементы. Слои могут быть выбраны и/или выполнены таким образом, чтобы внешняя поверхность обращенного наружу слоя, имеющего сформированную текстуру, могла иметь внешнюю площадь контакта, выраженную в процентах, только от приблизительно 20 процентов до приблизительно 40 процентов (по существу отражающую существенную текстуру), тогда как обращенный к пользователю слой имеет внутреннюю площадь контакта, выраженную в процентах, которая по меньшей мере в 1,25 раз (1,25 X), более предпочтительно по меньшей мере приблизительно в 1,50 раз (1,5 X), еще более предпочтительно по меньшей мере приблизительно в 1,75 раз (1,75 X) и еще более предпочтительно по меньшей мере приблизительно в 2,0 раза (2,0 X) больше внешней площади контакта, выраженной в процентах, (отражающую сравнительно меньшую текстуру и более равномерное распределение давления).
Материал(-ы) нетканого полотна, применяемый(-ые) для формирования слоев 610, 620, может (могут) быть скреплен(-ы) вместе с образованием слоистой структуры вокруг навитых эластичных элементов с помощью любого подходящего механизма. В некоторых примерах эти слои могут быть скреплены друг с другом путем нанесения адгезива на обращенную к пряди поверхности одного или обоих чередующихся слоев, а затем сближения слоев и их сжатия вокруг навитых эластичных элементов в зазоре между парой валиков с образованием слоистой структуры (см., например, ФИГ. 2). Адгезив может быть нанесен в любом подходящем количестве, достаточном для удержания слоистой структуры вместе, но может быть желательно избегать нанесения адгезива в той степени, в которой он значительно ухудшает упругую сжимаемость навитых эластичных элементов и растягивающейся слоистой структуры. Соответственно, может быть желательно, чтобы адгезив, удерживающий растягивающуюся слоистую структуру, наносили на основную массу от приблизительно 3 г/м2 до приблизительно 15 г/м2, или от приблизительно 6 г/м2 до приблизительно 12 г/м2, или даже от приблизительно 7 г/м2 до приблизительно 10 г/м2. Адгезив можно наносить на один или оба чередующихся слоя 610, 620 любым подходящим способом, таким как процесс нанесения покрытия с помощью щелевой головки. Адгезив может представлять собой любой адгезивный состав, имеющий эластичные свойства и который считается подходящим для сборки компонентов носимых абсорбирующих изделий, таких как любой термоплавкий адгезив, известный для применения в производстве одноразовых подгузников и одноразовых абсорбирующих трусов.
В качестве альтернативы или дополнения материал, образующий слои 610, 620, может быть скреплен вместе с образованием слоистой структуры вокруг навитых эластичных элементов посредством узора механических скреплений. В настоящем документе «механические скрепления» представляют собой скрепления, образованные путем приложения давления с приложение тепла или тепловой энергии или без нее, причем скрепления образованы между слоями материала путем деформации и, в некоторых примерах, сплавления компонентов соответствующих слоев друг с другом. В некоторых примерах материал(-ы), образующий(-ие) слои 610, 620, может (могут) быть скреплен(-ы) вместе с образованием слоистой структуры(-ы) с помощью способов, описанных в заявке на патент США сер. № 15/832,929 или заявке на патент США сер. 15/833,057. Как показано на ФИГ. 2, прослаивающие валики 60a, 60b могут представлять собой пару каландровых скрепляющих валиков, причем по меньшей мере один из валиков, скрепляющего валика, поддерживает на своей цилиндрической поверхности множество радиально выступающих скрепляющих выступов, размещенных в любом желаемом узоре, а другой валик имеет гладкую цилиндрическую поверхность и, таким образом, образует опорный валик. Узор скрепляющих выступов на скрепляющем валике оказывает локализованное давление на компоненты слоистого материала, причем скрепляющие выступы приближаются к опорному валику в зазоре 60с. Вместе с этим можно нагревать один или оба валика 60a, 60b. Комбинацию локализованного давления и нагрева можно использовать для сплавления материала(-ов), образующего(-их) нити слоев 610, 620, друг с другом в виде узора механических скреплений, соответствующего узору скрепляющих выступов на каландровом валике. В некоторых примерах опорный ролик может быть заменен волноводом для передачи энергии ультразвуковых колебаний для нагрева нитей под скрепляющими выступами в зазоре и осуществления сплавления посредством ультразвуковой энергии в качестве замены прямого нагрева. Различные способы скрепления растягивающегося слоистого материала также описаны в находящейся на одновременном рассмотрении заявке, поданной в ту же дату подачи, что и настоящая заявка, с указанными изобретателями LaVon et al., Procter & Gamble, досье патентного поверенного № 15273P, озаглавленной «BEAMED ELASTOMERIC LAMINATE STRUCTURE AND TEXTURE».
Если один или оба чередующихся слоя 610, 620 слоистого материала образованы из формованного материала нетканого полотна, как описано в настоящем документе, в некоторых обстоятельствах может быть предпочтительно, чтобы слоистый материал был собран и ламинирован с применением адгезива. Применение адгезива вместо узора механических скреплений может быть предпочтительным для скрепления слоистого материала, как предусмотрено в настоящем документе, по нескольким причинам. Одна из причин может заключаться в том, что попытки формирования равномерного узора механических скреплений между слоями могут быть сложными, когда значительное число скрепляющих выступов на каландровом скрепляющем валике столкнутся с разреженными областями 272 в упорядоченном расположении зон 160 в слое сформированного нетканого полотна. Количество материала нити в разреженной области формованного материала нетканого полотна может быть недостаточным для создания надежного скрепления между соответствующими слоями 610, 620 вокруг эластичных прядей, что приводит к отсутствию скрепления, или только к очень хрупкому, слабому прикреплению, которое, вероятно, разойдется при воздействии минимального напряжения, создавая опасность образования рваной дыры в слое формованного материала нетканого полотна, где предполагалось отдельное скрепление. Вторая причина, конкретное использование навитых эластичных элементов в качестве эластичного материала 630, может заключаться в том, что процесс механического скрепления и предполагаемый узор скрепления в некоторых обстоятельствах могут рассекать или иным образом сильно деформировать и ослаблять значительное число отдельных прядей внутри массива навитых эластичных элементов. Полученный растягивающийся слоистый материал может быть неспособен выдерживать существенную деформацию без разрушения значительного числа рассеченных или поврежденных прядей, что приводит к существенному снижению способности растягивающегося слоистого материала сжиматься в направлении недеформированных отрезков навитых эластичных элементов.
Соответственно, в некоторых обстоятельствах может быть предпочтительно, чтобы адгезив представлял собой механизм, посредством которого растягивающийся слоистый материал, включающий в себя навитые эластичные элементы и слой формованного материала нетканого полотна, удерживают вместе. Такие обстоятельства могут включать в себя обстоятельства, в которых большая часть или вся площадь поверхности сформированного слоя нетканого материала занята зонами в пределах упорядоченного расположения или в которых разреженные области зон расположены близко друг к другу относительно расстояния между скрепляющими узорами.
Однако в других примерах узор механических скреплений можно считать подходящим для соединения слоев 610, 620 вокруг эластичного материала. Такие обстоятельства могут включать в себя ситуации, когда, например, относительно большая часть площади поверхности сформированного слоя нетканого материала не занята разреженными областями в упорядоченном расположении и/или когда разреженные области расположены на большом расстоянии относительно узора, размеров и интервалов между механическими скреплениями в скрепляющем узоре. В этих обстоятельствах значительные дефекты в многослойном материале, такие как описанные выше, могут иметь меньшую вероятность или менее вероятно, что они будут по существу многочисленными.
В настоящем описании также рассматриваются гибридные конфигурации, т. е., в которых используются обе схемы механических скреплений, например, ультразвуковые скрепления и нанесение адгезива (который также может быть структурирован) используются для скрепления слоистого материала в его разных областях. Как показано на ФИГ. 2, 3, 11, 16 и 17, например, может быть желательно конфигурировать технологическое оборудование для нанесения адгезива на участки слоев 610, 620 и/или компонентов эластичного материала 630 для осуществления адгезивного скрепления в областях 710, занятых зонами 160 упорядоченного расположения на сформированном слое материала, и осуществления механического скрепления между слоями 610, 620 в областях растягивающегося слоистого материала, соответствующих/прилегающих к областям 720 формованного нетканого материала, не занятым зонами 160 упорядоченного размещения. Узор механических скреплений может быть разработан (посредством конструкции каландрового скрепляющего валика) для осуществления любого желаемого размещения и узора и может иметь скрепления, которые разнесены на относительно большое расстояние, например, придание растягивающемуся слоистому материалу внешнего вида, очень похожего на лоскутное одеяло, в котором адгезив не наносят для скрепления формованного слоя нетканого полотна и предотвращения его провисания в направлении z между скреплениями при сжатии растягивающегося слоистого материала.
Кроме того, в некоторых обстоятельствах адгезив может ухудшать упругую сжимаемость относительно тонких навитых эластичных элементов с линейной плотностью. Ухудшение является лишь результатом физического препятствия для мелких эластичных прядей вследствие использования адгезива. Соответственно, скрепление без адгезива может способствовать лучшему сохранению сжимаемости. Скрепление посредством ультразвука в узоре и глубине, как описано в находящейся на одновременном рассмотрении заявке, поданной в ту же дату подачи, что и настоящая заявка, с указанными изобретателями LaVon et al., Procter & Gamble, досье патентного поверенного № 15273P, озаглавленной «BEAMED ELASTOMERIC LAMINATE STRUCTURE AND TEXTURE», может быть особенно полезна для сохранения упругой сжимаемости навитых эластичных элементов в растягивающемся слоистом материале.
В примерах, показанных на ФИГ. 16 и 17, как отмечалось, механическое скрепление вместо адгезивного скрепления может быть использовано для скрепления слоев 610, 620 вокруг эластичного материала 630 в незаполненных областях 720 слоя формованного материала нетканого полотна. По описанным выше причинам данная конфигурация может обеспечивать относительно лучшую упругую сжимаемости вдоль по существу поперечного направления вдоль выбранных областей. В примере, показанном на ФИГ. 16, в областях 720 вдоль края 114a отверстия для талии и краев 114b отверстий для ног может быть предложено механическое скрепление, а не адгезивное скрепление, чтобы обеспечить относительно лучшую упругую сжимаемость вдоль этих областей, образуя поясную структуру и структуры в виде ножной ленты, дифференцированные за счет такой относительно лучшей сжимаемости. В примере, показанном на ФИГ. 17, в области 720 вдоль кривой живота может быть обеспечено механическое скрепление, а не адгезивное скрепление, чтобы обеспечить относительно лучшую упругую сжимаемость, формируя вокруг него структуру, обтягивающую контуры тела, дифференцированную за счет такой относительно лучшей сжимаемости. Как показано на фигурах, область растягивающегося слоистого материала, соответствующая незанятой области 720 слоя формованного материала нетканого полотна и скрепленная узором механических скреплений вместо адгезива, может проходить вдоль большей части или всей боковой ширины передней или задней части пояса трусов.
Как показано на ФИГ. 2, множество навитых эластичных элементов 630b (от приблизительно 10 прядей до приблизительно 1500 прядей, имеющих линейную плотность от приблизительно 10 дтекс до приблизительно 500 дтекс) можно разматывать с навоя 51b (который представляет собой первое дозирующее устройство 52) в машинном направлении MD и перемещать с навоя 51b на второе дозирующее устройство 53 (которое включает в себя первый валик 60a и второй валик 60b, образующие зазор 60c). Множество навитых эластичных элементов 630b может быть растянуто вдоль машинного направления MD между первым дозирующим устройством 52 и вторым дозирующим устройством 53 для предварительной деформации эластичных элементов (от приблизительно 50 % до приблизительно 400 %). Растянутые эластичные пряди 630b могут быть соединены посредством адгезива 62 из устройства 61 для нанесения адгезива с первым слоем 610 и вторым слоем 620 на втором дозирующем устройстве 53 для получения эластичного растягивающегося слоистого материала 600 таким образом, что каждая из навитых эластичных прядей расположена с интервалом (в поперечном направлении) в слоистом материале от приблизительно 0,25 мм до приблизительно 5 мм (от центра к центру). Именно этот слоистый материал 600 может быть дополнительно встроен в носимое абсорбирующее изделие или его компонент для обеспечения преимуществ, описанных в настоящем документе. Дополнительная подробная информация о способе создания навитого эластичного слоистого материала(-ов) для применения в одноразовых абсорбирующих изделиях приведена в заявке на патент США сер. № 62/436,589, поданной 20 декабря 2016 г. Слоистый материал 600 может быть изготовлен в рамках линии по изготовлению абсорбирующих изделий или может быть изготовлен локально и размотан в виде эластичного слоистого материала, подаваемого в линию по изготовлению абсорбирующих изделий.
Растягивающийся слоистый материал может быть изготовлен с использованием множества навоев 51b, выполненных с возможностью доставки навитых эластичных элементов, имеющих одинаковую или различную линейную плотность, интервал, состав эластомера и/или уровень предварительной деформации параллельно (рядом друг с другом) для создания растягивающегося слоистого материала, имеющего полосы с различными характеристиками поперечного растяжения и/или силы растяжения.
Композиция навитой эластичной пряди (Spandex в сравнении с экструдированными прядями)
Навитый эластичный элемент может содержать волокна spandex. Один тип волокна spandex представляет собой эластомер на основе «полиуретанмочевины» или эластомер на основе «полиуретана с высоким содержанием жесткого сегмента», который должен быть образован в волокна с применением способа прядения из раствора (растворителя) (в отличие от обработки в расплавленном состоянии). Связи мочевины в полиуретанмочевине обеспечивают сильные взаимные химические взаимодействия, которые имеют решающее значение для обеспечения «скрепления», которое обеспечивает хорошую функциональность при ослаблении напряжений при температурах, близких к температуре тела, в масштабах времени, соответствующих ношению подгузника, в том числе в течение ночи. Такой тип скрепления обеспечивает лучшее ослабление усилий (т. е. меньшее снижение усилия со временем при удерживании в растянутом состоянии при температуре тела) по сравнению со многими термопластичными полиуретанами (полиуретан с жестким сегментом, плавящийся при температуре ниже 200 градусов C) или термопластичными стирольными блок-сополимерами.
Напротив, экструдированные пряди и сетки, как правило, изготавливают из стирольных блок-сополимеров или термопластичных эластомеров, которые могут быть образованы в расплавленном состоянии с помощью традиционных способов экструзии. Термопластичные эластомеры включают такие композиции, как полиолефин, полиуретан (полиуретан с жестким сегментом, плавящийся при температуре ниже 200 градусов C) и т. п. Поскольку эти термопластичные эластомеры, такие как полиуретан (полиуретан с жестким сегментом, плавящийся при температуре ниже 200 градусов C), можно расплавить/повторно расплавить и экструдировать, они подвержены более высокому ослаблению напряжений при использовании, что является основным отрицательным явлением. Стирольные блок-сополимеры, применяемые в экструдированных прядях, содержат сравнительно длинный высокоэластичный промежуточный блок, расположенный между относительно короткими концевыми блоками. Концевые блоки, достаточно короткие для обеспечения хорошего потока в традиционных способах экструзии, часто обладают большей склонностью к ослаблению напряжений и с течением времени подвергаются ослаблению усилий.
Связь мочевины, присутствующая в Spandex, требует, чтобы ее получали с помощью способа прядения. Spandex нельзя расплавить/повторно расплавить или экструдировать, как стирольные блок-сополимеры. Предполимер Spandex объединяют с растворителем и добавками, и раствор прядут с получением цельного волокна Spandex. Затем множество волокон формируют вместе для получения одной пряди Spandex. Пряди Spandex могут иметь защитное покрытие во избежание слипания при намотке на катушки. Одно волокно Spandex может иметь линейную плотность приблизительно 15 дтекс, поэтому прядь с линейной плотностью 500 дтекс может иметь номинально 33 волокна, свитых вместе с образованием одной пряди. В зависимости от линейной плотности, используемой для подхода на основе навоя, можно иметь 15 волокон (или нитей), 8 волокон, 5 волокон, 3 волокна или даже 2 волокна. Волокно Spandex может являться однокомпонентным или двухкомпонентным (как описано в WO201045637A2).
Кроме того, в отношении химического состава навитых эластичных элементов может быть желательно покрывать навитые эластичные элементы маслом, таким как силиконовое масло, минеральное масло и т. п., включая приблизительно 10 %, приблизительно 7 %, приблизительно 5 %, приблизительно 3 % или приблизительно 1 % такого масла. Обработка навитых эластичных элементов таким маслом помогает предотвратить слипание (перекрестное сшивание) при намотке прядей на катушку или навой, а также снижает коэффициент трения пряди, что может быть желательно в некоторых обстоятельствах в связи с перемещением прядей через технологическое оборудование.
Доступные в продаже пряди spandex также могут быть известны как LYCRA (продукт компании INVISTA, г. Уичито, штат КАНЗАС, США), CREORA (продукт компании Hyosung, г. Сеул, Корея) или DORLASTAN (продукт компании Asahi Kasei Corporation, г. Токио, Япония). Spandex часто называют волокном Elastane или полиуретановым волокном.
Примеры
Взаимодействия с потребителями и исследования показали, что существует давняя неудовлетворенная потребность потребителей в обеспечении абсорбирующих изделий, которые имеют правильное сочетание модуля упругости для простоты применения и удаления, а также свободы перемещения, при этом обеспечивая изделие с низким упругим давлением (в сравнении с сегодняшними продуктами на основе прядей) для обеспечения комфортного ношения без образования следов на коже. Было установлено, что эластичные слоистые структуры, имеющие модуль упругости секции от приблизительно 2 гс/мм до 15 гс/мм, в качестве альтернативы от приблизительно 4 гс/мм до приблизительно 10 гс/мм, наиболее желательны для обеспечения простоты применения, простоты удаления, соответствующей посадки и свободы перемещения. В зависимости от конфигурации эластичных элементов в данных структурах они могут обладать очень высоким давлением, оказываемым прядью, например, эластичными прядями, что приводит к увеличению следов на коже и снижению комфорта. Один из подходов к снижению давления эластичных элементов на кожу заключается в увеличении числа эластичных элементов для конкретной области. Увеличение числа эластичных элементов только в конкретной области может снизить давление, оказываемое прядью, однако, если это только единственное изменение, оно также может значительно увеличить общий модуль упругости эластичной слоистой структуры. Для достижения правильного баланса модуля упругости и давления на кожу необходимо уменьшить линейную плотность эластичных элементов и/или деформацию эластичных элементов, поскольку интервал между эластичными элементами уменьшается, таким образом увеличивая число эластичных элементов, чтобы сбалансировать модуль упругости и давление на кожу и поддерживать эти параметры в пределах предпочтительного для потребителя диапазона. Этот прорыв стал возможен благодаря созданию эластичного материала с очень низкой линейной плотностью при очень низких уровнях деформации и с очень малым интервалом между эластичными элементами, которые раньше никогда не существовали в одноразовых абсорбирующих изделиях. Создание такого эластичного материала с низкой линейной плотностью при низкой деформации и малом интервале обеспечивается благодаря новой технологии изготовления абсорбирующих изделий, созданной с применением технологического подхода на основе ткацкого навоя. Приведенные ниже примеры представляют собой некоторые варианты осуществления таких эластомерных структур.
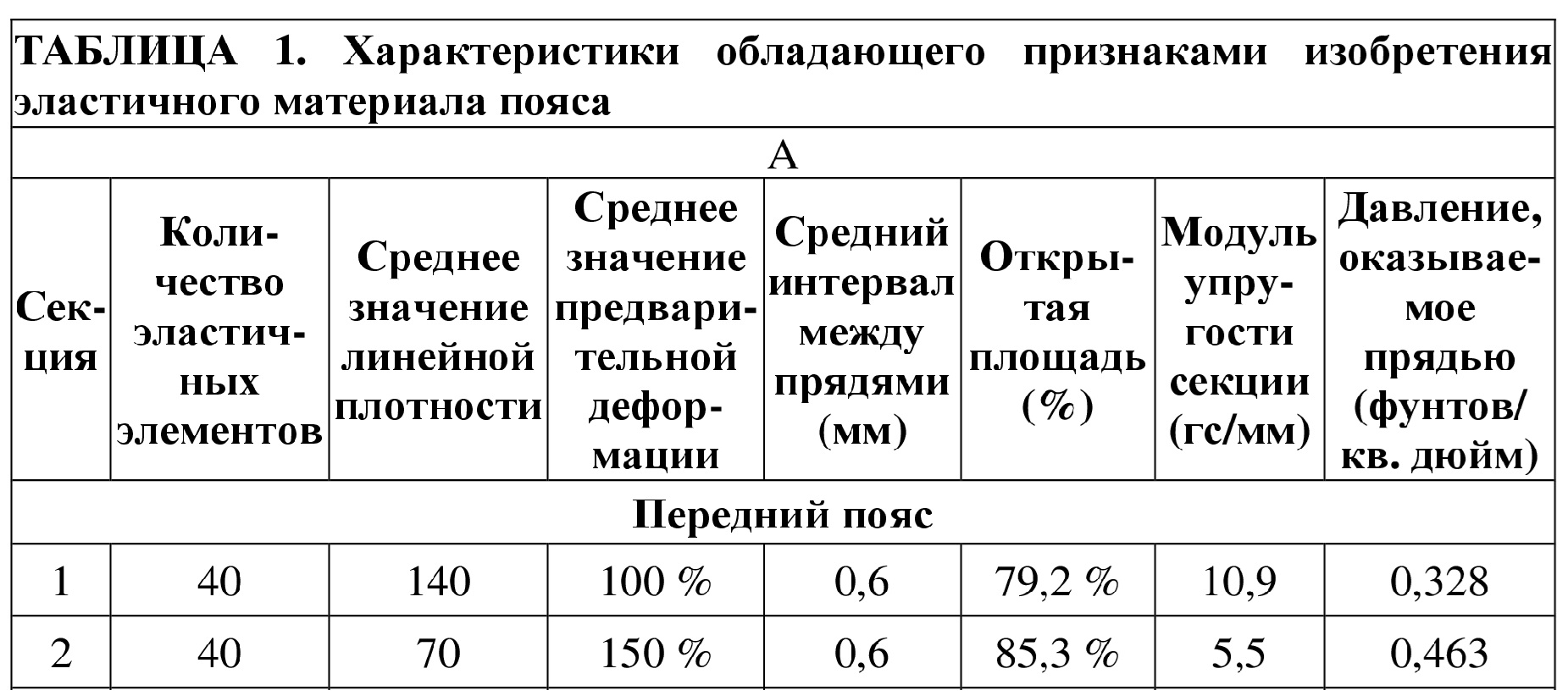
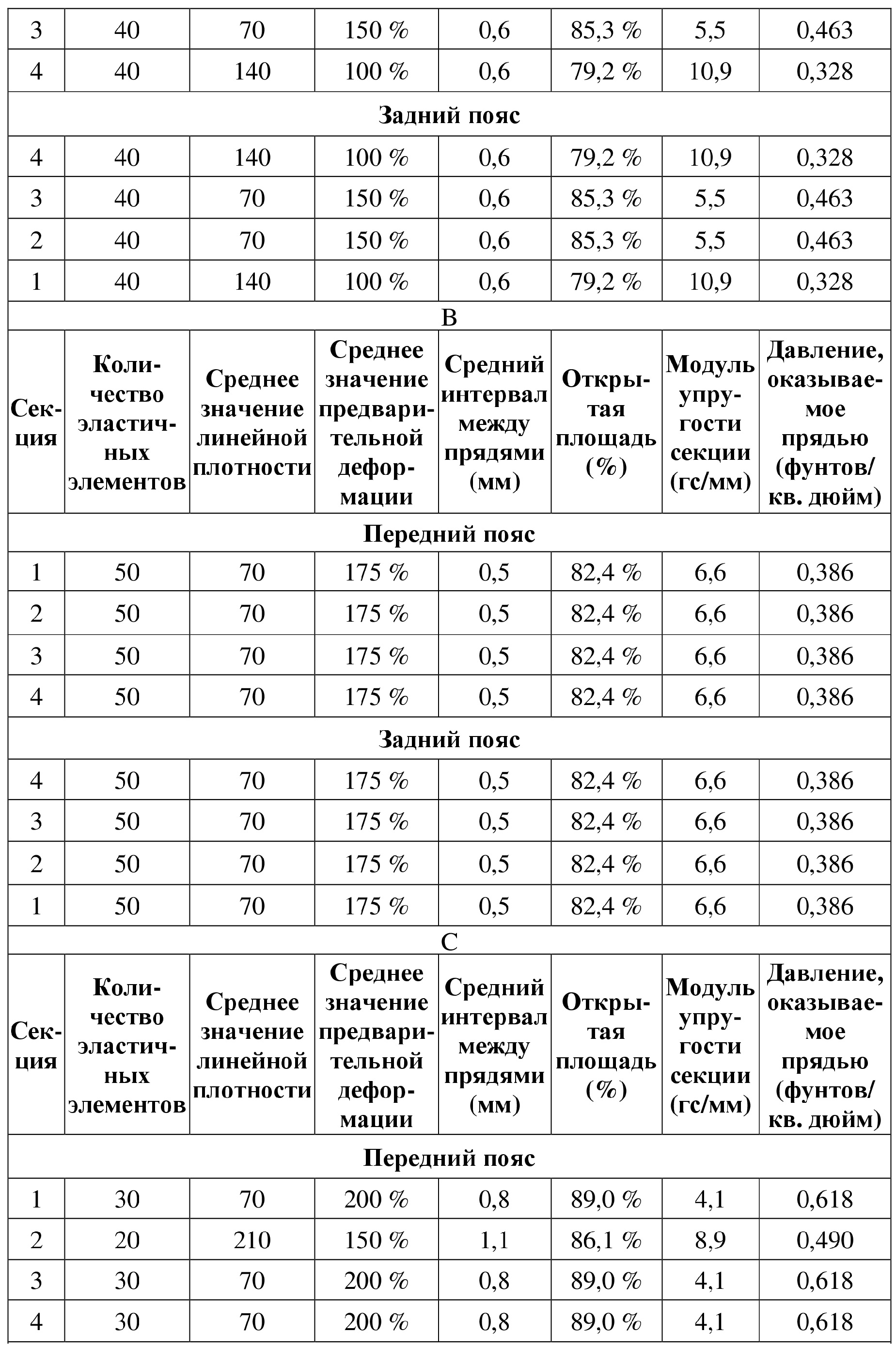

Пример — Трусы опоясывающего типа
Пример 1 представляет собой абсорбирующее изделие в виде трусов с поясом. Трусы содержат слоистый материал пояса, расположенный в обеих передней и задней поясных областях, а также следующие материалы и конструкцию.

Может быть желательно, чтобы эластомерный слоистый материал по настоящему изобретению имел давление, оказываемое прядью, от приблизительно 0,68 кПа (0,1 фунтов/кв. дюйм) до приблизительно 6,89 кПа (1,0 фунтов/кв. дюйм). В некоторых вариантах осуществления давление, оказываемое прядью, может составлять от приблизительно 1,38 кПа (0,2 фунтов/кв. дюйм) до приблизительно 5,51 кПа (0,8 фунтов/кв. дюйм).
Таблица 2. Эксплуатационные характеристики существующих и обладающих признаками изобретения секций пояса


Способы тестирования и измерения
Общая подготовка образцов
Общая подготовка образцов предназначена для применения в способах, которые не имеют конкретных инструкций по подготовке образцов в самом способе.
При сборе образца для испытания образец должен содержать множество эластичных прядей и/или эластичный материал; пленку, эластичную сетку, эластичный пеноматериал, эластичные ленты, эластичные полоски и т. п. В ситуациях, когда эластичный материал и/или эластичные пряди не полностью закреплены в образце, образец для испытаний должен быть получен таким образом, чтобы эластичный материал и/или эластичные пряди в пределах области тестирования образца были такими, как предполагалось, и не изменялись в результате сбора образца. Если эластичный материал или любые эластичные пряди высвобождаются, деформируются или отделяются внутри слоистого материала или от него, образец исключают и готовят новый образец.
В случае трусов отсоединяют боковые вставки от их места крепления к каркасу и разделяют боковые вставки на боковых швах. Определяют эластичный материал, который пересекает всю ширину вставки. Определяют крайний дистальный в продольном направлении край эластичного материала или эластичной пряди (ближайшей к краю пояса) и крайний проксимальный в продольном направлении край эластичного материала или эластичной пряди (ближайшей к краю отверстия для ноги), определяют среднюю точку между крайней дистальной эластичной прядью или краем эластичного материала и крайней проксимальной эластичной прядью или краем эластичного материала. Отрезают полоску шириной 40 мм в боковом направлении через всю вставку с центром в средней точке. Повторяют для каждой передней и задней боковых вставок, которые содержат эластичный материал и/или эластичные пряди.
В случае подгузников с липкой лентой отсоединяют вставки-ушки от их места крепления к каркасу. Определяют эластичный материал, который пересекает всю ширину вставки. Определяют крайний дистальный край эластичного материала или эластичной пряди (ближайшей к краю пояса) и крайний проксимальный край эластичного материала или эластичной пряди (ближайшей к краю отверстия для ноги), определяют среднюю точку между крайней дистальной эластичной прядью или краем эластичного материала и крайней проксимальной эластичной прядью или краем эластичного материала. Отрезают полоску шириной 40 мм в боковом направлении через всю вставку-ушко с центром в средней точке. Повторяют для каждой передней и задней вставок-ушек, которые содержат эластичный материал и/или эластичные пряди.
В случае изделия с поясом выполняют разметку продукта на передней и задней сторонах, проведя линию с боковой стороны сердцевины к краю пояса. Удаляют пояс из изделия, используя соответствующее средство (например, спрей для заморозки), соблюдая осторожность, чтобы не допустить расслоения пояса или высвобождения эластичных элементов. Отделяют передний пояс от заднего пояса вдоль любых швов. Определяют крайний дистальный край эластичного материала или эластичной пряди (ближайшей к краю пояса) и крайний проксимальный край эластичного материала или пряди (ближайшей к краю отверстия для ноги), определяют среднюю точку между крайней дистальной эластичной прядью или краем эластичного материала и крайней проксимальной эластичной прядью или краем эластичного материала. Отрезают полоску шириной 40 мм параллельно краю пояса, если она линейна, или эластичным прядям, если они линейны, и с центром в средней точке по всей части ремня. Если полоска имеет область, которая не содержит эластичных прядей или эластичного материала (например, часть, перекрывающую сердцевину и т. д.), отрезают вдоль концов эластичных прядей/эластичного материала для удаления неэластичной области и обработки в качестве двух образцов.
В случае поясных лент их испытывают как цельный кусок материала. Удаляют пояс из изделия, используя соответствующее средство (например, спрей для заморозки), соблюдая осторожность, чтобы не допустить расслоения пояса или высвобождения эластичных элементов.
В случае ножных манжет каждую из ножных манжет испытывают как цельный кусок материала. Образец внутренней ножной манжеты рассматривается как часть внутренней ножной манжеты, которая проходит от крайнего проксимального края внутренней ножной манжеты до крайнего дистального эластичного элемента внутренней ножной манжеты включительно и проходит в продольном направлении к переднему и заднему краям пояса каркаса. Образец наружной ножной манжеты рассматривается как часть наружной ножной манжеты, которая проходит от крайнего дистального края наружной ножной манжеты до крайнего проксимального эластичного элемента наружной ножной манжеты включительно и проходит в продольном направлении к переднему и заднему краям пояса каркаса.
Для всех полосок образцов вычисляют ширину с коррекцией интервала (SCW) следующим образом:

где d — это расстояние (мм) между двумя дистальными прядями, а n — это число прядей, если n > 1. Закрепляют полоску на каждом конце и измеряют длину между зажимами с точностью до 1 мм. Прилагают массу, равную 3 гс/мм SCW. Через 10 секунд измеряют конечную массу с точностью до 1 мм. Рассчитывают удлинение как (конечная длина - начальная длина)/начальная длина.
Средний интервал между прядями
С помощью линейки, откалиброванной по сертифицированной линейке NIST, с точностью до 0,5 мм измеряют расстояние между двумя дистальными прядями в секции с точностью до 0,5 мм, а затем делят на число прядей в этой секции – 1
средний интервал между прядями = d/(n-1), где n>1
регистрируют значение с точностью до 0,1 мм.
Среднее значение линейной плотности
Метод определения среднего значения линейной плотности используется для расчета среднего значения линейной плотности на взвешенной по длине основе для эластичных прядей, присутствующих во всем изделии или в интересующем образце, извлеченном из изделия. Значение линейной плотности представляет собой массу в граммах пряди, присутствующей в 10000 метрах этого материала в расслабленном состоянии. Значение линейной плотности эластичных прядей или эластичных слоистых материалов, содержащих эластичные пряди, часто сообщается изготовителями как часть спецификации эластичной пряди или эластичного слоистого материала, включающего в себя эластичные пряди. Среднее значение линейной плотности необходимо рассчитывать на основе этих спецификаций, если таковые имеются. В качестве альтернативы, если эти указанные значения неизвестны, значение линейной плотности отдельной эластичной пряди измеряют путем определения площади поперечного сечения пряди в расслабленном состоянии посредством подходящей методики микроскопии, такой как сканирующая электронная микроскопия (SEM), определения состава пряди посредством инфракрасной спектроскопии с преобразованием Фурье (FT-IR) с последующим использованием значения плотности состава в справочной литературе для расчета массы в граммах пряди, присутствующего в 10000 метрах пряди. Представленные изготовителем или экспериментально измеренные значения линейной плотности для отдельных эластичных прядей, извлеченных из всего изделия, или образца, извлеченного из изделия, используются в приведенном ниже выражении, в котором определяют средневзвешенное по длине значение линейной плотности среди присутствующих эластичных прядей.
Длина эластичных прядей, присутствующих в изделии или образце, извлеченном из изделия, рассчитывают, исходя из общих размеров и коэффициента предварительной деформации эластичной пряди, связанной с компонентами изделия с этими прядями или образцом, соответственно, если они известны. В качестве альтернативы, если размеры и/или коэффициенты предварительной деформации эластичной пряди не известны, абсорбирующее изделие или образец, извлеченный из абсорбирующего изделия, разбирают, и извлекают все эластичные пряди. Эту разборку можно выполнить, например, путем осторожного нагревания для смягчения адгезивов с использованием криогенного спрея (например, Quick Freeze, Miller Stephenson Company, г. Данбери, штат Коннектикут) или с использованием соответствующего растворителя, который удалит адгезив, но не разбухает, не изменяет или не разрушает эластичные пряди. Длину каждой эластичной пряди в ее расслабленном состоянии измеряют и регистрируют в миллиметрах (мм) с точностью до мм.
Расчет среднего значения линейной плотности
Для каждого их отдельных эластичных прядей fi с длиной в расслабленном состоянии Li и значением линейной плотности пряди di (полученным из спецификаций изготовителя или измеренным экспериментально), присутствующих в абсорбирующем изделии или образце, извлеченном из абсорбирующего изделия, среднее значение линейной плотности для этого абсорбирующего изделия или образца, извлеченного из абсорбирующего изделия, определяется следующим образом:

где n — это общее количество эластичных прядей, присутствующих в абсорбирующем изделии или образце, извлеченном из абсорбирующего изделия. Среднее значение линейной плотности регистрируют с точностью до целого значения линейной плотности (грамм на 10000 м).
Если значение линейной плотности любой отдельной пряди не известно из спецификаций, его экспериментально определяют, как описано ниже, и полученное значение(-я) линейной плотности пряди используют в приведенном выше уравнении для определения среднего значения линейной плотности.
Экспериментальное определение значения линейной плотности для пряди
Для каждой из эластичных прядей, удаляемых из абсорбирующего изделия или образца, извлекаемого из абсорбирующего изделия в соответствии с описанной выше процедурой, длину каждой эластичного пряди Lk в ее расслабленном состоянии измеряют и регистрируют в миллиметрах (мм) с точностью до мм. Каждую эластичную прядь анализируют посредством спектроскопии FT-IR для определения ее состава, а ее плотность ρk определяют, исходя из значений, доступных в справочной литературе. Наконец, каждую прядь анализируют посредством SEM. Прядь разрезают в трех приблизительно равных местах перпендикулярно по ее длине с помощью острого лезвия для создания чистого поперечного сечения для SEM-анализа. Три сегмента прядей с этими открытыми поперечными сечениями устанавливают на держатель образцов SEM в расслабленном состоянии, покрывают методом напыления золотом, вводят в SEM для анализа и визуализируют при разрешении, достаточном для четкого определения поперечных сечений прядей. Поперечные сечения прядей ориентированы максимально перпендикулярно к детектору для сведения к минимуму любого наклонного искажения измеренных поперечных сечений. Поперечные сечения прядей могут иметь различную форму, и некоторые пряди могут состоять из множества отдельных нитей. В любом случае, участок каждого из трех поперечных сечений прядей определяют (например, с использованием диаметров для круглых прядей, большой и малой осей для эллиптических прядей, анализа изображений для более сложных форм), а среднее значение трех участков ak для эластичной пряди, выраженное в микрометрах в квадрате (μм2), регистрируют с точностью до 0,1 μм2. Линейную плотность dk k-го измеряемой эластичной пряди рассчитывают по формуле:

где dk выражается в граммах (на рассчитанные 10000 метров длины), ak выражается в μм2, а ρk выражается в граммах на кубический сантиметр (г/см3). Для любой проанализированной эластичной пряди экспериментально определенные значения Lk и dk впоследствии используют в приведенном выше выражении для среднего значения линейной плотности.
Топография поверхности (процент контактной площади, частота складок, длина волны складок и 2–98 % значение высоты)
В способе определения топографии поверхности образец эластичного слоистого материала удаляют из абсорбирующего изделия и растягивают поперек и в контакте с выпуклой поверхностью прозрачного горизонтального цилиндрического сегмента трубки, что позволяет измерить топологию площади поверхности обращенной к пользователю стороны слоистого материала через прозрачный сегмент трубки с помощью оптической профилометрии. Затем полученные трехмерные данные о поверхности отбирают и обрабатывают для получения нескольких параметров, которые описывают процент контактной площади и высоту поверхности образца эластичного слоистого материала, а также длину волны его складок. Подготовку и испытания всех образцов выполняют в кондиционированном помещении с поддерживаемой температурой приблизительно 23 ± 2 °C и относительной влажностью воздуха приблизительно 50 ± 2 %, и образцы выдерживают в этой среде в течение по меньшей мере 24 часов до испытаний.
Подготовка образцов
Каждый образец эластичного слоистого материала, извлеченный из изделия, устанавливают на горизонтальный сегмент трубки, как описано ниже. Сегмент трубки вырезают из оптически прозрачной, бесцветной литой акриловой цилиндрической трубки достаточной длины, имеющей наружный диаметр 8,0 дюйма (203 мм) и толщину стенки 0,1875 дюйма (4,76 мм). Сегмент имеет размер 4,0 дюйма (102 мм) вдоль оси, параллельной центральной цилиндрической оси исходной трубки, и окружную длину внешней дуги 5,5 дюйма (140 мм).
Образец эластичного слоистого материала растягивают в его основном направлении растяжения до коэффициента, соответствующего его растяжению при на 3 г/мм (масса на линейную ширину), где его ширина определяется шириной с коррекцией интервала, как определено в способе проверки калибра, и при этом растяжение представляет собой средний коэффициент, измеренный под статической нагрузкой в течение первых десяти секунд, в течение которых она прилагается. В этом растянутом состоянии растянутый образец эластичного слоистого материала ориентируют таким образом, чтобы обращенная к пользователю поверхность контактировала с выпуклой поверхностью сегмента трубки, а ось растяжения была ориентирована по окружности сегмента трубки. Растянутый слоистый материал прикрепляют с обоих концов к прозрачному сегменту трубки таким образом, чтобы обращенная к пользователю поверхность слоистого материала была видна через вогнутую сторону прозрачного сегмента трубки.
Пять повторных образцов эластичных слоистых материалов изолируют и подготавливают таким образом из пяти эквивалентных абсорбирующих изделий для анализа.
Получение трехмерных изображений поверхности
Трехмерное (3D) изображение топографии обращенной к пользователю поверхности растянутого образца эластичного слоистого материала получают с использованием системы измерения трехмерной топографии поверхности на основе DLP со структурированным освещением (подходящей системой измерения топографии поверхности является прибор MikroCAD Premium производства компании LMI Technologies Inc., г. Ванкувер, Канада, или его эквивалент). Система содержит следующие основные компоненты: a) цифровой проекционный дисплей (DLP) с микрозеркалами с прямым цифровым управлением; b) ПЗС-камеру с разрешением по меньшей мере 1600 x 1200 пикселей; c) проекционную оптику, приспособленную к измерительной области по меньшей мере 60 мм х 45 мм; d) оптическую систему записи, приспособленную к измерительной области 60 мм х 45 мм; e) настольный штатив на основе небольшой пластины из твердого камня; f) голубой светодиодный источник света; g) компьютер для измерения, контроля и оценки, использующий программное обеспечение для анализа поверхностной текстуры (подходящим программным обеспечением является программное обеспечение MikroCAD с технологией Mountains Map или его эквивалент); и h) калибровочные пластины для боковой (XY) и вертикальной (Z) калибровки, доступные от поставщика.
Оптическая система измерения трехмерной топографии поверхности измеряет высоту поверхности образца с использованием цифровой микрозеркальной методики проекционных полос. Характер этой методики проекционных полос позволяет детально исследовать топографию поверхности образца через прозрачный материал. Результатом измерения является набор трехмерных данных зависимости высоты поверхности (определяется как ось Z) от смещения в горизонтальной (X-Y) плоскости. Этот набор трехмерных данных также можно рассматривать как изображение, в котором каждый пиксель изображения связан со смещением X-Y, а значение пикселя представляет собой зарегистрированное значение высоты по оси Z. Система имеет поле обзора 60 x 45 мм с разрешающей способностью X-Y приблизительно 37 микрон и разрешающей способностью по высоте 0,5 микрон с общим возможным диапазоном высоты 32 мм.
Прибор калибруют в соответствии со спецификациями изготовителя, используя калибровочные пластины для боковой плоскости (плоскость X-Y) и вертикальной плоскости (ось Z), доступные от поставщика.
Образец эластичного слоистого материала, установленный на прозрачном сегменте трубки, располагают вогнутой поверхностью сегмента трубки направленной вверх таким образом, чтобы обращенная к пользователю поверхность была направлена вверх и видна через прозрачный материал. Сегмент трубки помещают на подставку таким образом, чтобы выпуклая (направленная вниз) поверхность образца в области, подлежащей анализу, была свободно подвешена и не опиралась на поверхность. Сегмент трубки ориентируют таким образом, чтобы его круговое направление (направление или ось, вдоль которой растягивают слоистый материал) было расположено по центру и перпендикулярно относительно длинной оси поля обзора камеры (или любой из центральных осей, если поле обзора является квадратным). Трехмерное изображение топологии поверхности образца эластичного слоистого материала получают в соответствии с рекомендуемыми изготовителем прибора методиками измерения, которые могут включать в себя фокусирование измерительной системы и выполнение регулировки яркости. Параметры предварительной фильтрации не используются. Полученный файл изображения высоты сохраняется на компьютере для оценки, использующем программное обеспечение для анализа поверхностной текстуры.
Если поле обзора системы измерения трехмерной топографии поверхности превышает область оценки на образце эластичного слоистого материала, изображение можно обрезать для удаления ненужных областей и сохранения прямоугольного поля зрения соответствующей части, сохраняя при этом разрешающую способность X-Y, перед проведением анализа.
Анализ трехмерных изображений поверхности
Трехмерное изображение топографии поверхности открывают в программном обеспечении для анализа поверхностной текстуры. Затем для каждого изображения выполняют следующую процедуру фильтрации: 1) удаление недействительных или неизмеренных точек; 2) применение медианного фильтра 5x5 пикселей для устранения шума; 3) применение усредняющего фильтра 5x5 пикселей для сглаживания поверхности; и 4) вычитание двухмерного многочлена второго порядка (определяемого по наименьшим квадратам изображения топологии поверхности) для удаления общей формы и уплощения поверхности. Многочлен второго порядка определяется следующим уравнением:

Каждый набор данных, который был обработан до этой точки, как описано выше, называется «предварительно обработанным набором данных образца». Самые высокие точки полученного изображения топологии соответствуют областям, которые находятся в контакте с выпуклой поверхностью сегмента трубки, а самые низкие точки являются точками, наиболее дистальными ниже выпуклой поверхности сегмента трубки.
Площадь контактной поверхности и 2–98 % значение высоты
Для каждого из трехмерных изображений топографии поверхности пяти повторных образцов выполняют следующий анализ на основе предварительно обработанных наборов данных образцов. Измерения процента контактной пощади и 2–98 % высоты производили на основе кривой площадного коэффициента материала (Abbott Firestone), описанной в стандарте ISO 13565-2:1996, с экстраполяцией на поверхностях. Данная кривая представляет собой кумулятивную кривую гистограммы распределения высот поверхности в зависимости от диапазона измеренных высот поверхности. Коэффициент материала представляет собой отношение, выраженное в процентах, площади, соответствующей точкам с высотами, равным или превышающим пересекающую плоскость, проходящую через поверхность на заданной высоте, или глубине выемки, к площади поперечного сечения области оценки (площади поля обзора). Первоначально определяют высоту при коэффициенте материала 2 %. Затем определяют глубину выемки 100 мкм ниже этой высоты, и коэффициент материала на этой глубине регистрируют как процент контактной площади поверхности при 100 мкм. Эту процедуру повторяют при глубине выемки 200 мкм и 300 мкм ниже определенной высоты при коэффициенте материала 2 %, а коэффициент материала на этих глубинах регистрируют как процент контактной площади поверхности при 200 мкм и процент контактной площади поверхности при 300 мкм соответственно. Все значения процента контактной площади регистрируют с точностью до 0,1 %.
2–98 % высота поверхности образца определяется как разность высот между двумя коэффициентами материала, исключающая небольшой процент из наиболее высоких пиков и наименьших углублений. 2–98 % высота поверхности образца представляет собой высоту между двумя значениями глубины выемки, соответствующую отношению значения коэффициента материала 2 % к коэффициенту материала 98 %, и регистрируется с точностью до 0,01 мм.
Регистрация параметров способа
После выполнения описанного выше анализа трехмерных изображений поверхности для трехмерных изображений топологии поверхности всех пяти повторных образцов определяют и регистрируют следующие выходные параметры. Среднее арифметическое значение для всех пяти результатов измерения процента контактной площади поверхности при 100 мкм определяют как средний процент контактной площади поверхности при 100 мкм и регистрируют с точностью до 0,1 %. Среднее арифметическое значение для всех пяти результатов измерения процента контактной площади поверхности при 200 мкм определяют как средний процент контактной площади поверхности при 200 мкм и регистрируют с точностью до 0,1 %. Среднее арифметическое значение для всех пяти результатов измерения процента контактной площади поверхности при 300 мкм определяют как средний процент контактной площади поверхности при 300 мкм и регистрируют с точностью до 0,1 %. Среднее арифметическое значение для всех пяти измерений 2–98 % высоты определяют как среднее значение 2–98 % высоты и регистрируют в мм с точностью до 0,01 мм. Среднее арифметическое значение для всех пяти измерений частоты складок определяют как среднюю частоту складок и регистрируют в мм с точностью до 0,001 мм-1. Среднее арифметическое значение для всех пяти измерений длины волны складок определяют как среднюю длину волны складок и регистрируют в мм с точностью до 0,01 мм.
Среднее значение предварительной деформации
Среднее значение предварительной деформации образца измеряют с помощью прибора для испытания прочности на растяжение с постоянной скоростью (подходящим измерительным прибором является MTS Insight на базе программного обеспечения Testworks 4.0 компании MTS Systems Corp., г. Иден-Прери, штат Миннесота) с использованием датчика нагрузки, для которого измеряемые усилия находятся в пределах от 1 % до 90 % от предельного значения датчика. Изделия кондиционируют при 23 °C ± 2 °C и относительной влажности воздуха 50 % ± 2 % в течение 2 часов перед анализом, а затем тестируют в тех же условиях окружающей среды.
Программируют прибор для испытания прочности на растяжение таким образом, чтобы он выполнял растяжение до разрыва после первоначальной регулировки измерительной базы. Сначала поднимают ползун со скоростью 10 мм/мин до усилия 0,05 Н. Устанавливают текущую базу на отрегулированную измерительную базу. Поднимают ползун со скоростью 100 мм/мин до тех пор, пока образец не разорвется (усилие падает на 20 % после максимального пикового усилия). Возвращают ползун в его первоначальное положение. Во время эксперимента данные по усилию и растяжению получают с частотой 100 Гц.
Устанавливают номинальную измерительную базу на 40 мм с помощью калиброванного блока калибра и обнуляют ползун. Вставляют образец в верхний захват таким образом, чтобы середина тестовой полоски располагалась на 20 мм ниже захвата. Образец может быть сложен перпендикулярно оси растягивания и помещен в захват для достижения такого положения. После того как рукоятка будет закрыта, излишний материал может быть обрезан. Вставьте образец в нижние захваты и закройте. Опять-таки, полоска может быть сложена, а затем обрезана после закрытия захвата. Обнуляют датчик нагрузки. Образец должен иметь минимальную слабину, но давление на датчик нагрузки должно составлять менее 0,05 Н. Начинают программу испытаний.
На основе данных строят график зависимости усилия (Н) от растяжения (мм). Среднее значение предварительной деформации рассчитывают на основе изгиба в кривой, соответствующего растяжению, при котором нетканые материалы в эластичных элементах находятся в зацеплении. Строят две линии, соответствующие области кривой до изгиба (преимущественно эластичные элементы) и области после изгиба (преимущественно нетканые материалы). Считывают растяжение, при котором эти две линии пересекаются, и рассчитывают % предварительной деформации на основе растяжения и скорректированной измерительной базы. Регистрируют как % предварительной деформации с точностью до 0,1 %. Рассчитывают среднее арифметическое значение для трех повторных образцов для каждого эластомерного слоистого материала и среднее значение предварительной деформации с точностью до 0,1 %.
Локализованная основная масса
Локализованная основная масса нетканого материала может быть определена несколькими имеющимися способами, но простой репрезентативный метод включает вырезание участка образца полотна выбранной области из общей площади нетканого материала. Затем кусок образца взвешивают и делят на участки, чтобы получить локализованную основную массу нетканого материала в единицах грамм на квадратный метр (г/м2). Результаты представлены как среднее из 2 образцов на выбранную область.
Способ микро-КТ для измерения интенсивных свойств
Способ микро-КТ для измерения интенсивных свойств измеряет значения основной массы, толщины и объемной плотности в визуально различимых областях образца материала нетканого полотна. Он основан на анализе трехмерного рентгеновского изображения образца, полученного прибором для микро-КТ (подходящим инструментом является Scanco µCT 50 производства Scanco Medical AG, Швейцария, или эквивалент). Прибор для микро-КТ представляет собой микротомограф с коническим пучком, имеющий экранированную камеру. В качестве источника рентгеновского излучения с фокальным пятном регулируемого диаметра выступает необслуживаемая рентгеновская трубка. Рентгеновский пучок проходит сквозь образец, и часть рентгеновских лучей ослабляется образцом. Степень ослабления коррелирует с массой материала, через который должны пройти рентгеновские лучи. Прошедшие рентгеновские лучи попадают на цифровую матрицу детекторов и создают двухмерное проекционное изображение образца. Трехмерное изображение образца создают путем сбора нескольких отдельных проекционных изображений образца в процессе вращения, из которых потом реконструируется одно трехмерное изображение. Прибор взаимодействует с компьютером, на котором работает программное обеспечение, управляющее получением изображения и сохраняющее необработанные данные. Трехмерное изображение далее анализируют с использованием программного обеспечения для анализа изображений (подходящим является ПО для анализа изображения MATLAB производства The Mathworks, Inc., г. Натик, штат Массачусетс, или эквивалент), измеряя в областях образца такие интенсивные свойства, как основная масса, толщина и объемную плотность.
Подготовка образцов
Для получения образца для измерений раскладывают ровно на рабочей поверхности один слой интересующего материала нетканого полотна и вырезают штампом из него круглый кусок диаметром 30 мм.
Если материал подложки представляет собой слой абсорбирующего изделия, например нетканый материал верхнего слоя, внешнего слоя, накопительный слой, распределяющий слой или слой другого компонента; абсорбирующее изделие приклеивают лентой к жесткой ровной поверхности в плоской конфигурации. Осторожно отделяют отдельный слой подложки от абсорбирующего изделия. При необходимости для отделения слоя подложки от дополнительных нижележащих слоев можно использовать при необходимости скальпель и/или криогенный спрей (по существу для деактивации адгезивов) (например, Cyto-Freeze, Control Company, г. Хьюстон, штат Техас), чтобы избежать любого продольного и поперечного растяжения материала. После отделения слоя подложки от изделия переходят к описанному выше вырезанию штампом.
Образец можно вырезать из любого места, содержащего анализируемую зону. В пределах зоны анализируемые области являются областями, связанными с упорядоченным расположением, как определено в настоящем документе. Зона включает в себя по меньшей мере две области. Зона и ее области могут быть визуально различимыми или иным образом идентифицируемыми из-за изменений поверхностной плотности волокна и/или нити, основной массы, непрозрачности, калибра/толщины или подъема в направлении z. Можно проводить анализ и сравнение друг с другом областей в разных образцах, полученных из одного материала подложки. При выборе места забора образца следует соблюдать осторожность и избегать складок, морщин и разрывов на интересующем материале нетканого полотна.
Получение изображения
Прибор для микро-КТ настраивают и калибруют в соответствии с описаниями производителя. Образец помещают в соответствующий держатель, между двумя кольцами из материала с низкой плотностью, которые имеют внутренний диаметр 25 мм. Это позволяет уложить центральную часть образца горизонтально и провести сканирование без наличия каких-либо материалов смежно с верхней и нижней поверхностями образца. Измерения следует выполнять в этой области. Поле зрения трехмерного изображения составляет приблизительно 35 мм с каждой стороны в плоскости x-y с разрешением приблизительно 5000 на 5000 пикселей и при достаточном количестве получаемых срезов толщиной 7 мкм, чтобы полностью покрыть образец в направлении z. Реконструированное трехмерное изображение содержит изотропные воксели размером 7 мкм. Изображения получают с настройками источника энергии 45 кВ на пике и 133 мкA, без дополнительного фильтра низких энергий. Эти настройки тока и напряжения можно оптимизировать для получения максимального контраста проекционных данных при достаточном проникновении рентгеновских лучей сквозь образец, но после оптимизации параметры должны быть постоянными для всех по существу аналогичных образцов. Всего было получено 1500 проекционных изображений при времени интегрирования 1000 мс и 3 усреднениях. Проекционные изображения реконструируют в трехмерное изображение и сохраняют в 16-битный формат RAW с целью сохранения для анализа всего выходного сигнала детектора.
Обработка изображения
Трехмерное изображение загружают в программное обеспечение для анализа изображений. К трехмерному изображению применяют порог, который выделяет и убирает фоновый сигнал, обусловленный воздухом, но сохраняет сигнал от волокон образца в подложке.
Из трехмерного изображения, к которому применен порог, получают три двухмерных изображения интенсивных свойств. Первое изображение — это изображение основной массы. Для получения этого изображения значение каждого вокселя среза в плоскости x-y суммируют со всеми соответствующими значениями вокселей в других срезах в направлении z, содержащих сигнал от образца. При этом получается двухмерное изображение, в котором каждый пиксель имеет значение, равное совокупному сигналу по всему образцу.
Для превращения исходных значений данных на изображении основной массы в реальные значения получают калибровочную кривую основной массы. Получают подложку, имеющую по существу сходный с анализируемым образцом состав и однородную основную массу. Для получения по меньшей мере десяти повторов для образца подложки, предназначенной для построения калибровочной кривой, выполняют вышеописанные процедуры. Точно измеряют основную массу каждого из однослойных калибровочных образцов, округлив до ближайшего 0,0001 г, разделив на площадь образца, преобразовав в граммы на квадратный метр (г/м2), и вычислив среднее с округлением до 0,01 г/м2. В соответствии с вышеописанными процедурами получают микро-КТ изображение одного слоя подложки, являющейся калибровочным образцом. В соответствии с вышеописанной процедурой обрабатывают микро-КТ изображение и получают изображение основной массы, содержащее исходные значения данных. Фактическое значение основной массы для этого образца представляет собой среднее значение основной массы, измеренное на калибровочных образцах. Далее накладывают друг на друга два слоя образцов калибровочной подложки и получают изображение микро-КТ двух слоев калибровочной подложки. Получают изображение основной массы с исходными данными для двух слоев вместе, и фактическая основная масса для них равна двукратному среднему значению основной массы, измеренной на калибровочных образцах. Повторяют процедуру с накладыванием отдельных слоев калибровочной подложки, получая микро-КТ изображение всех слоев, генерируя изображение основной массы с исходными данными для всех слоев, для которого фактическое значение основной массы равно количеству слоев, умноженному на среднее значение основной массы, измеренное на калибровочных образцах. Всего получают по меньшей мере четыре разных калибровочных изображения основной массы. Значения основной массы калибровочных изображений должны включать в себя значения, которые больше и меньше значений основной массы оригинального анализируемого образца, для обеспечения точной калибровки. Калибровочную кривую генерируют, строя линейную регрессию по исходным данным в сравнении с фактическими значениями основной массы для четырех калибровочных образцов. Эта линейная регрессия должна иметь значение R2 по меньшей мере 0,95, и если это не так, необходимо повторить всю процедуру калибровки. Эту калибровочную кривую далее используют для преобразования исходных данных в фактические значения основной массы.
Второе двухмерное изображение интенсивного свойства — это изображение толщины. Для получения этого изображения идентифицируют верхнюю и нижнюю поверхности образца и вычисляют расстояние между этими поверхностями с получением толщины образца. Верхнюю поверхность образца идентифицируют, начиная с самого верхнего в направлении z среза и анализируя каждый срез при движении сквозь образец, получая воксель направления z для всех положений пикселей в плоскости x-y, в которой впервые регистрировался сигнал от образца. Такую же процедуру выполняют для идентификации нижней поверхности образца, за исключением того, что вокселями направления z будут все положения в плоскости x-y, в которой сигнал от образца регистрировался в последний раз. После идентификации верхней и нижней поверхностей их сглаживают с помощью медианного фильтра 15 x 15 для удаления сигнала от случайно выступающих волокон. Далее генерируют двухмерное изображение толщины, подсчитывая количество вокселей между верхней и нижней поверхностями для каждого из положений пикселей в плоскости x-y. Это исходное значение толщины далее преобразуют в фактическое расстояние в мкм, умножая количество вокселей на 7 мкм, т. е. на разрешение толщины среза.
Третье двухмерное изображение интенсивного свойства — это изображение объемной плотности. Для получения этого изображения делят значение каждого пикселя в плоскости x-y на изображении основной массы, выраженное в г/м2, на соответствующее значение пикселя на изображении толщины, выраженное в мкм. Единицами на изображении объемной плотности являются граммы на кубический сантиметр (г/см3).
Микро-КТ для интенсивных свойств: основная масса, толщина и объемная плотность
Начинают с идентификации области для анализа. Анализируемая область представляет собой область, связанную с зоной. Зона включает в себя по меньшей мере две области. Зона и ее области могут быть визуально различимыми или иным образом идентифицируемыми из-за изменений поверхностной плотности волокна и/или нити, основной массы, непрозрачности, калибра/толщины или подъема в направлении z. Далее идентифицируют границу анализируемой области. Границу области идентифицируют по визуальному выявлению различий в интенсивных свойствах по сравнению с другими областями в образце. Например, границу области можно идентифицировать на основе визуального выявления различия в толщине/калибре по сравнению с другой областью в образце. Границы областей можно выявлять с использованием любого из интенсивных свойств либо на самом физическом образце, либо на любом из микро-КТ изображений интенсивных свойств. После выявления границы области рисуют овальную или круглую «область интереса» (ROI) во внутренней части области. ROI должна иметь площадь по меньшей мере 0,1 мм2 выбирается так, чтобы измерять участок со значениями интенсивного свойства, характерными для идентифицированной области. По каждому из трех изображений интенсивных свойств вычисляют среднюю основную массу, толщину и объемную плотность внутри ROI. Эти значения записывают для области в качестве основной массы с округлением до ближайшего 0,01 г/м2, толщины с округлением до ближайшего 0,1 мкм и объемной плотности до ближайшего 0,0001 г/см3.
Общие примеры
С учетом вышеизложенного описания предусмотрены следующие общие, не имеющие ограничительного характера примеры продуктов, конфигураций и их комбинаций:
1. Растягивающийся слоистый материал для носимого изделия, содержащий обращенный наружу слой (610), обращенный к пользователю слой (620) и эластичный материал (630), расположенный между обращенным наружу слоем и обращенным к пользователю слоем, причем эластичный материал был предварительно деформирован с помощью предварительной деформации, выраженной в процентном отношении, вдоль направления растяжения во время изготовления слоистого материала таким образом, что, когда растягивающийся слоистый материал находится в расслабленном состоянии, обращенный наружу слой и обращенный к пользователю слой собираются вдоль направления растяжения,
причем обращенный наружу слой образован из участка материала нетканого полотна, содержащего скопление нитей (122) и имеющего внутреннюю поверхность (123) и внешнюю поверхность (124), причем внешняя поверхность имеет упорядоченное расположение зон (160), при этом каждая зона содержит разреженную область (272), смежную с уплотненной областью (271),
причем разреженная область имеет первую основную массу, а уплотненная область имеет вторую основную массу, причем первая основная масса меньше второй основной массы, причем различие в основной массе соответствует расположению нитей в соответствии с упорядоченным расположением.
2. Растягивающийся слоистый материал для носимого изделия, содержащий обращенный наружу слой (610), обращенный к пользователю слой (620) и эластичный материал (630), расположенный между обращенным наружу слоем и обращенным к пользователю слоем, причем эластичный материал был предварительно деформирован с помощью предварительной деформации, выраженной в процентном отношении, вдоль направления растяжения во время изготовления слоистого материала таким образом, что, когда растягивающийся слоистый материал находится в расслабленном состоянии, обращенный наружу слой и обращенный к пользователю слой собираются вдоль направления растяжения,
причем обращенный наружу слой образован из участка материала нетканого полотна, содержащего скопление волокон и имеющего внутреннюю поверхность (123) и наружную поверхность (124),
причем материал нетканого полотна образован посредством непрерывного осаждения пряденых нитей (122) на непрерывный формирующий ленточный конвейер (260), имеющий внешнюю приемную сторону (260a) и внутреннюю сторону (260b), и перемещения вдоль машинного направления через рабочее местоположение (561), для образования ватина (270) из нитей, осажденных на приемную сторону (260a) формирующего ленточного конвейера (260), причем формирующий ленточный конвейер (260) содержит проницаемый для потока воздуха ленточный конвейер (261) подложки и упорядоченное расположение блокирующих поток воздуха структур (262), расположенных на ленточном конвейере подложки, тем самым придавая формирующему ленточному конвейеру упорядоченное расположение проницаемых для воздуха областей (263) и областей (264), блокирующих поток воздуха, одинаковых по протяженности с блокирующими поток воздуха структурами, причем блокирующие поток воздуха структуры (262) проходят в направлении z наружу от ленточного конвейера (261) подложки таким образом, чтобы иметь глубину в направлении z на приемной стороне (260a) формирующего ленточного конвейера (260);
причем перед и во время контакта с формирующим ленточным конвейером нити захватываются потоком воздуха, направленным на ленточный конвейер и через него по существу вдоль направления z таким образом, что нити накапливаются на формирующем ленточном конвейере (260) с большей массой над воздухопроницаемыми областями (263) и меньшей массой над воздухонепроницаемыми областями (264), для создания уплотненных областей (271) ватина над воздухопроницаемыми частями и разреженных областей (272) ватина над воздухонепроницаемыми областями;
причем ватин (270) объединяют в материал нетканого полотна после его формирования на формирующем ленточном конвейере;
причем разреженные области образуют одно или более углублений в направлении z преимущественно на внешней поверхности участка материала нетканого полотна.
3. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором разреженная(-ые) область(-и) и уплотненная(-ые)
область(-и), содержащиеся в зоне(-ах) и самой(-их) зоне(-ах) (сами по себе), являются визуально различимыми.
4. Растягивающийся слоистый материал по любому из предыдущих примеров, в котором эластичный материал содержит множество эластичных прядей, расположенных на расстоянии друг от друга в направлении поперечного растяжения.
5. Растягивающийся слоистый материал по примеру 4, в котором эластичные пряди имеют средний интервал между прядями не более 3,0 мм, более предпочтительно не более 2,0 мм, еще более предпочтительно не более 1,0 мм, еще более предпочтительно не более 0,8 мм и еще более предпочтительно не более 0,5 мм.
6. Растягивающийся слоистый материал по примерам 4 или 5, в котором эластичные пряди имеют среднее значение линейной плотности не более 300, более предпочтительно не более 200, еще более предпочтительно не более 150 и еще более предпочтительно не более 100.
7. Растягивающийся слоистый материал по примерам 4–6, в котором предварительная деформация, выраженная в процентном отношении, является средним значением предварительной деформации, причем среднее значение предварительной деформации не превышает 250 процентов, более предпочтительно не превышает 200 процентов, еще более предпочтительно не превышает 150 процентов и еще более предпочтительно не превышает 100 процентов.
8. Растягивающийся слоистый материал по примеру 4, в котором эластичные пряди имеют интервал между прядями при изготовлении не более 3,0 мм, более предпочтительно не более 2,0 мм, еще более предпочтительно не более 1,0 мм и еще более предпочтительно не более 0,8 мм.
9. Растягивающийся слоистый материал по любому из примеров 4 или 8, в котором предварительная деформация, выраженная в процентном отношении, является предварительной деформацией при изготовлении, причем эластичные пряди соединены с обращенным наружу слоем при предварительной деформации при изготовлении, значение которой не превышает 250 процентов, более предпочтительно не превышает 200 процентов, еще более предпочтительно не превышает 150 процентов и еще более предпочтительно не превышает 100 процентов.
10. Растягивающийся слоистый материал по любому из примеров 4, 8 или 9, в котором предварительная деформация, выраженная в процентном отношении, является предварительной деформацией при изготовлении, причем эластичные пряди соединены с обращенным наружу слоем при предварительной деформации при изготовлении, значение которой не превышает 250 процентов, более предпочтительно не превышает 200 процентов, еще более предпочтительно не превышает 150 процентов и еще более предпочтительно не превышает 100 процентов.
11. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором в обращенном наружу слое, расположенном на расстоянии от слоистого материала, по меньшей мере некоторые из зон повторяются вдоль направления растяжения с повторяющимся интервалом.
12. Растягивающийся слоистый материал по примеру 10, в котором повторяющийся интервал в сочетании с предварительной деформацией, выраженной в процентном отношении, является достаточным для собирания в расслабленном слоистом материале в собранный повторяющийся интервал не менее 5,0 мм для по менее некоторых из зон.
13. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором обращенный наружу слой служит основой для узора из скреплений обращенного наружу слоя, отличимого от любого узора зон в упорядоченном расположении.
14. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором обращенный наружу слой образован по меньшей мере частично из пряденых нитей из смолы, содержащей полипропилен и добавку в расплав.
15. Растягивающийся слоистый материал по примеру 13, в котором добавку в расплав выбирают из группы, состоящей из эрукамида, стеарамида, олеамида, силиконов и их комбинаций.
16. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором обращенный наружу слой образован по меньшей мере частично из двухкомпонентных нитей.
17. Растягивающийся слоистый материал по примеру 15, в котором двухкомпонентные нити имеют конфигурацию сердцевина/оболочка.
18. Растягивающийся слоистый материал по примеру 15, в котором двухкомпонентные нити имеют конфигурацию расположенных рядом друг с другом нитей.
19. Растягивающийся слоистый материал по любому из примеров 15–17, в котором двухкомпонентные нити имеют первый компонент, содержащий полипропилен, и второй компонент, содержащий полиэтилен.
20. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором внешняя поверхность обращенного наружу слоя имеет внешнюю площадь контакта, выраженную в процентах, от приблизительно 20 процентов до приблизительно 40 процентов, и обращенный к пользователю слой имеет поверхность, обращенную к пользователю, которая имеет внутреннюю площадь контакта, выраженную в процентах, которая по меньшей мере в 1,25 раз, более предпочтительно по меньшей мере приблизительно в 1,50 раз, еще более предпочтительно по меньшей мере приблизительно в 1,75 раз и еще более предпочтительно по меньшей мере приблизительно в 2,0 раз превышает внешнюю площадь контакта, выраженную в процентах.
21. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором обращенный к пользователю слой содержит участок обращенного к пользователю нетканого материала.
22. Растягивающийся слоистый материал по примеру 21, в котором обращенный к пользователю нетканый материал имеет преимущественно случайное распределение волокон и нитей.
23. Растягивающийся слоистый материал по любому из примеров 21 или 22, в котором обращенный к пользователю нетканый материал имеет общую третью основную массу, которая меньше второй основной массы.
24. Растягивающийся слоистый материал по любому из примеров 21–23, в котором обращенный к пользователю нетканый материал служит основой для узора из скреплений обращенного к пользователю слоя.
25. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором один или более обращенных наружу слоев (610), обращенный к пользователю слой (620) и эластичный материал (630) содержат окрашивающее или замутняющее вещество.
26. Растягивающийся слоистый материал по примеру 25, в котором любой или оба из обращенного к пользователю слоя (620) и эластичного материала (630) содержат не белое окрашивающее вещество.
27. Растягивающийся слоистый материал по любому из примеров 25 или 26, в котором обращенный наружу слой (610) содержит нити, содержащие белое окрашивающее вещество и/или голубое окрашивающее вещество.
28. Растягивающийся слоистый материал по любому из примеров 25–27, в котором обращенный наружу слой (610) содержит первое осаждение нитей, содержащих первое окрашивающее вещество или первое сочетание окрашивающих веществ, и второе осаждение нитей, содержащих второе окрашивающее вещество или второе сочетание окрашивающих веществ, причем первое окрашивающее вещество или первое сочетание окрашивающих веществ отличается от второго окрашивающего вещества или второго сочетания окрашивающих веществ в одном или более определенных окрашивающих веществ, входящих в их состав и массовую концентрацию.
29. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены друг с другом вокруг эластичного материала (630) адгезивом по меньшей мере частично.
30. Растягивающийся слоистый материал по примеру 29, в котором обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены друг с другом вокруг эластичного материала (630) адгезивом вдоль части, но не всей площади поверхности плоскости x-y слоистого материала.
31. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены друг с другом вокруг эластичного материала (630) по меньшей мере частично узором термических скреплений слоистого материала, в котором материалы, соответственно содержащиеся в обращенном наружу слое и обращенном к пользователю слое, термически сплавлены.
32. Растягивающийся слоистый материал по примерам 29–31, в котором обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены друг с другом вокруг эластичного материала (630) узором термических скреплений слоистого материала, в котором материалы, соответственно содержащиеся в обращенном наружу слое и обращенном к пользователю слое, термически сплавлены вдоль части, но не всей площади поверхности плоскости x-y слоистого материала.
33. Растягивающийся слоистый материал по примерам 29–32, в котором обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены другом вокруг эластичного материала (630) узором термических скреплений слоистого материала, в котором материалы, соответственно содержащиеся в обращенном наружу слое и обращенном к пользователю слое, термически сплавлены исключительно вдоль первой части площади поверхности плоскости x-y слоистого материала; причем обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены друг с другом вокруг эластичного материала (630) адгезивом исключительно вдоль второй части площади поверхности плоскости x-y слоистого материала.
34. Растягивающийся слоистый материал по любому из предшествующих примеров, в котором обращенный наружу слой содержит первую область (710), заполненную упорядоченным расположением зон, и вторую область (720), причем вторая область отличается от первой области отсутствием разреженной области на непрерывной площади поверхности обращенного наружу слоя в его несобранном состоянии, которая равна или больше приблизительно 4 см2, и ее размер в плоскости x-y не превышает приблизительно 1 см, причем вторая область ограничена от первой области периферийной зоной, обозначающей разрыв или прерывание в расположении зон.
35. Растягивающийся слоистый материал по примеру 34, в котором вторая область имеет среднюю основную массу, которая меньше второй основной массы и больше первой основной массы.
36. Растягивающийся слоистый материал по любому из примеров 34 или 35, в котором обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены другом вокруг эластичного материала (630) по меньшей мере частично узором термических скреплений слоистого материала, в котором материалы соответственно содержащиеся в обращенном наружу слое и обращенном к пользователю слое термически сплавлены, причем термические скрепления узора присутствуют в большем количестве скреплений на единицу площади поверхности во второй области и в меньшем количестве скреплений на единицу площади поверхности в первой области, или термические скрепления по существу отсутствуют в первой области.
37. Растягивающийся слоистый материал по любому из примеров 35 или 36, в котором обращенный наружу слой (610) и обращенный к пользователю слой (620) скреплены друг с другом вокруг эластичного материала (630) адгезивом в первой области по меньшей мере частично.
38. Одноразовые абсорбирующие трусы, имеющие окружающую талию часть пояса, образованную по меньшей мере частично из растягивающегося слоистого материала по любому из предшествующих примеров.
39. Одноразовые абсорбирующие трусы, имеющие окружающую талию часть пояса, образованную по меньшей мере частично из растягивающегося слоистого материала по любому из примеров 34–37, в которых часть пояса образует по меньшей мере частично край отверстия для талии и/или края отверстий для ног трусов, и причем вторая область расположена вдоль края отверстия для талии и/или края отверстия для ноги.
40. Одноразовые абсорбирующие трусы, имеющие окружающую талию часть пояса с передней и задней частями пояса, образованными из растягивающегося слоистого материала по любому из примеров 35–38, в которых вторая область является непрерывной поперек большей части или по существу всей ширины одной или обеих из передней и задней частей пояса.
Кроме того, предусмотрены следующие общие не имеющие ограничительного характера примеры способов:
1. Способ изготовления растягивающегося слоистого материала (600), пригодного для использования в качестве компонента носимого изделия, включающий этапы, на которых:
обеспечивают непрерывный формирующий ленточный конвейер (260), циклически проходящий вокруг набора направляющих роликов (562), причем формирующий ленточный конвейер (260) содержит внешнюю приемную сторону (260a) и внутреннюю сторону (260b), а также содержит воздухопроницаемый ленточный конвейер (261) подложки с упорядоченным расположением расположенных на нем воздухонепроницаемых структур (262), причем воздухонепроницаемые структуры (262) выступают в направлении z наружу от ленточного конвейера (261) подложки и имеют выступающие контактные поверхности (262a) и глубину в направлении z на приемной стороне (260a) формирующего ленточного конвейера (260), причем ленточный конвейер имеет расположение воздухопроницаемых областей (263) и воздухонепроницаемых областей (264), соответствующих упорядоченному расположению воздухонепроницаемых структур (262);
обеспечивают формирующую вакуумную систему (555) под рабочим местоположением (561) перемещения формирующего ленточного конвейера и вблизи его внутренней стороны (260b), причем формирующий ленточный конвейер (260) перемещается через рабочее местоположение (561) в машинном направлении MD;
непрерывно вводят и захватывают поток отдельных полимерных потоков (122a) в поток воздуха, движущийся по существу в направлении z относительно рабочей области (561) формирующего ленточного конвейера (260);
непрерывно вытягивают полимерные потоки (122a) посредством потока воздуха с образованием пряденых нитей (122);
непрерывно направляют поток воздуха и захваченных пряденых нитей (122) в рабочее местоположение (561);
применяют формирующую вакуумную систему (555) для непрерывного втягивания воздуха в поток воздуха, проходящий через воздухопроницаемые области (263) формирующего ленточного конвейера (260) по мере его перемещения в машинном направлении через рабочее местоположение (561) и, таким образом, вытягивают захваченные нити (122) преимущественно к воздухопроницаемым областям (263) и на них, так что они накапливаются с большим весом в воздухопроницаемых областях (263), а с меньшим весом в воздухонепроницаемых областях (262) для образования ватина (270) из накапливающихся нитей (122) на приемной стороне (260a) формирующего ленточного конвейера (260), причем ватин обеспечивается размещением уплотненных областей (271) и разреженных областей (272), соответствующих упорядоченному расположению воздухонепроницаемых структур (262) на формирующем ленточном конвейере (260);
уплотняют ватин к формирующему ленточному конвейеру (260) посредством уплотняющего валика (570), причем нити в разреженных областях (272) деформируются давлением между контактными поверхностями (262a) и уплотняющим валиком (570); и
поднимают ватин (270) с формирующего ленточного конвейера (260);
дополнительно уплотняют ватин (270) с образованием уплотненного материала (280) нетканого полотна, имеющего упорядоченное расположение уплотненных областей (271) и разреженных областей (272), соответствующих упорядоченному расположению воздухонепроницаемых структур (262) на формирующем ленточном конвейере (260); и
изготавливают растягивающийся слоистый материал путем выполнения этапов, на которых:
обеспечивают уплотнение материала (280) нетканого полотна с образованием обращенного наружу слоя (610) растягивающегося слоистого материала;
обеспечивают эластичный материал (630) и предварительное деформирование эластичного материала в направлении растяжения;
обеспечивают материал второго полотна с образованием обращенного к пользователю слоя (620) растягивающегося слоистого материала;
выполняют прослойку из эластичного материала (630) в предварительно деформированном состоянии между обращенным наружу слоем (610) и обращенным к пользователю слоем (620);
скрепляют обращенный наружу слой (610), эластичного материала (630) и обращенный к пользователю слой (620) вместе с образованием растягивающегося слоистого материала (600).
2. Способ по примеру 1, дополнительно включающий подачу ватина через зазор (571a) между парой каландровых скрепляющих валиков (571, 573), таким образом уплотняя ватин и придавая ватину узор скреплений с образованием уплотненного каландрированного скрепленного материала нетканого полотна.
3. Способ по любому из предыдущих примеров, в котором эластичный материал содержит пленку.
4. Способ по любому из примеров 1 или 2, в котором эластичный материал содержит множество эластичных прядей, по существу выровненных с направлением растяжения и расположенных на расстоянии друг от друга в направлении поперечного растяжения.
5. Способ по примеру 5, в котором эластичный материал содержит навитые эластичные элементы.
Размеры и величины, описанные в настоящем документе, не следует понимать как строго ограниченные перечисленными точными числовыми значениями. Напротив, если не указано иное, каждый такой размер должен обозначать как указанное значение, так и функционально эквивалентный диапазон, в который входит это значение. Например, размер, описанный как «40 мм», подразумевает «около 40 мм».
Каждый документ, упомянутый в настоящем описании, включая любой родственный или с перекрестной ссылкой патент или заявку и любую заявку на патент или патент, на который испрашивается приоритет или преимущество в данной заявке, полностью включен в настоящий документ путем ссылки, если какой-либо из документов не исключен намеренно или не ограничен иным образом. Упоминание любого документа не является признанием, что он представляет собой предшествующий уровень техники в отношении любого изобретения, описанного или заявленного в настоящем документе, или что в нем самом или в любой комбинации с любой другой ссылкой или ссылками представлено, предложено или описано любое такое изобретение.
Кроме того, если какое-либо значение или определение термина в этом документе противоречит какому-либо значению или определению этого же термина в документе, включенном в настоящий документ путем ссылки, преимущество имеет значение или определение, закрепленное за этим термином в настоящем документе.
Несмотря на то что в настоящем документе показаны и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области будет понятно, что допустимы и другие различные изменения и модификации без отступления от сущности и объема изобретения. Таким образом, подразумевается, что прилагаемая формула изобретения охватывает все такие изменения и модификации в пределах объема настоящего изобретения.
Реферат
Описан растягивающийся слоистый материал. Растягивающийся слоистый материал может содержать слой нетканого материала, который содержит скопление нитей и имеет внутреннюю поверхность и внешнюю поверхность, причем внешняя поверхность имеет упорядоченное расположение зон, причем каждая зона имеет разреженную область, смежную с уплотненной областью, причем разреженная область имеет первую основную массу, а уплотненная область имеет вторую основную массу, которая больше первой основной массы, причем различие в основных массах соответствует расположению нитей в соответствии с упорядоченным расположением. Растягивающийся слоистый материал может содержать множество эластичных прядей, расположенных на расстоянии друг от друга в направлении поперечного растяжения. В некоторых примерах эластичные пряди могут иметь средний интервал между прядями не более 3 мм, и/или среднее значение линейной плотности не более 300, и/или среднее значение предварительной деформации не более 250 процентов. 33 з.п. ф-лы, 20 ил., 2 табл.
Формула
Документы, цитированные в отчёте о поиске
Изделия с хорошей смазываемостью, аппликатор тампона, ствол и плунжер аппликатора тампона
Комментарии