Способ изготовления одноразовых впитывающих предметов одежды с использованием панелей корпуса из многослойной эластомерной пленки - RU2527718C2
Код документа: RU2527718C2
Чертежи
















Описание
Уровень техники
В своей повседневной жизни люди рассчитывают на одноразовые впитывающие изделия, включая, например, изделия для страдающих недержанием взрослых, трусы при энурезе, тренировочные (обучающие) трусы и подгузники. Многие изготовители стремятся наилучшим образом соответствовать потребностям пользователей таких изделий. Например, необходимо дополнительно улучшить прилегание, возможность выбора и защиту от протечек для многих изделий. Для некоторых изделий, таких как нижнее белье для взрослых при недержании и трусы при энурезе, важно, чтобы пользователь ощущал этот предмет одежды как можно более подобным "обычному" нижнему белью, что способствует улучшенному ощущению нормальности пользователя, который страдает недержанием или энурезом. Во многих обычных аналогичных трусам, натягиваемым без застежек, впитывающих предметах одежды, представленных в настоящее время на рынке, таких как показанные на фиг.1, используется основа изделия, в которой несколько прядей из эластичного материала проложены между двумя слоями нетканого материала. Пряди продолжаются вокруг основной части, чтобы упругие силы действовали главным образом по талии пользователя, как в случае традиционных трусов. Эта конструкция обеспечивает свойства надежного прилегания и защиты от утечки, но может быть дополнительно улучшена с точки зрения внешнего вида и ощущения даже большего сходства с "обычным" нижним бельем.
Одним из классов материалов, которые позволяют сделать впитывающие предметы одежды более схожими с нижним бельем, являются многослойные эластомерные пленки. Многослойные эластомерные пленки обычно представляют собой эластомерные пленки, проложенные между двумя слоями нетканого материала. Пленки обладают упругими свойствами, аналогичными эластичным нитям, но обеспечивают более гладкий и однородный внешний вид. В некоторых изделиях, представленных в настоящее время на рынке, применяются такие эластомерные многослойные материалы и используется конструкция трусов из трех частей, в которой и передняя, и задняя панели корпуса изделия сконструированы из многослойной эластомерной пленки и соединены вместе посредством впитывающей вставки между ними. Однако в некоторых случаях такие конструкции обладают большим количеством недостатков.
Во-первых, во многих машинах для изготовления одноразового впитывающего нижнего белья, эксплуатируемых в настоящее время в этой области промышленности, используется способ "одного куска" для формирования основы изделия, в котором наружный покровный слой "на всю длину" сформирован до присоединения впитывающей вставки. После того как наружный покровный слой на всю длину введен в процесс изготовления, передняя и задняя панели изделия накладывают поверх наружного покровного слоя, и эластичные нити вставки прокладывают между передней частью вставки и наружным покровным слоем, и между задней частью вставки и наружным покровным слоем. Эти большие и дорогостоящие машины конфигурированы главным образом для изготовления таких конфигураций трусов "из одного куска", и модификация таких машин для изготовления конфигураций трусов из трех частей была бы дорогостоящей, сложной и требующей много времени. В результате трусы из трех частей, представленные в настоящее время на рынке, с использованием требуемых эластомерных пленок, невозможно легко изготовить на существующих средствах производства трусов из "одного куска". Соответственно, необходимо решение, позволяющее изготовителям применять существующие средства производства трусов из "одного куска" для получения предметов одежды, более похожих на нижнее белье, в которых используются многослойные эластомерные пленки.
Во-вторых, некоторые конструкции из трех частей, представленные в настоящее время на рынке, в которых используются эластомерные пленки, страдают значительными недостатками. Конструкция некоторых изделий приводит к наличию области трусов, которая в особенности не соответствует нижнему белью. В частности, область, расположенная продольно между эластифицированной поясной панелью и эластифиированным ножным краем, не подвержена действию сжимающей силы, и эта область имеет тенденцию образовывать складки и вздуваться во время ношения. Волны и раздувание нежелательны для пользователя, так как это может нарушать свободу действий, обеспечиваемую изделием, а также отрицательно влиять на прилегание и эстетические аспекты этого предмета одежды.
Поэтому требуются улучшенные конструкции для впитывающих предметов одежды, совместимые с существующими в промышленности средствами изготовления. Кроме того, нужны улучшенные конструкции впитывающих предметов одежды с использованием многослойных эластомерных пленок. Наконец, нужны способы изготовления с использованием существующих средств производства, но обеспечивающие улучшенные, более схожие с нижним бельем впитывающие предметы одежды.
Сущность изобретения
В соответствии с указанными выше потребностями, предлагается новый способ изготовления одноразовых впитывающих предметов одежды. В одном варианте осуществления способ предусматривает обеспечение наружного покровного материала, движущегося в машинном направлении, причем наружный покровный материал имеет передний поясной край и задний поясной край, и передний поясной край, и задний поясной край продолжаются в машинном направлении. В этом варианте осуществления дополнительно предусмотрены стадии обеспечения эластомерного материала передней панели корпуса изделия, движущегося в машинном направлении, наложения эластомерного материала передней панели изделия на наружный покровный материал и присоединения материала передней панели изделия к наружному покровному материалу, причем материал передней панели изделия содержит многослойную эластомерную пленку. Этот вариант осуществления дополнительно предусматривает стадии обеспечения эластомерного материала задней панели изделия, движущегося в машинном направлении, наложения эластомерного материала задней панели изделия на наружный покровный материал и присоединения материала задней панели к наружному покровному материалу, причем материал задней панели изделия содержит многослойную эластомерную пленку. Наружный покровный материал, материал передней панели изделия и материал задней панели изделия вместе образуют композитный материал предмета одежды. Этот вариант осуществления дополнительно включает стадии обеспечения подачи отдельных впитывающих узлов, наложения отдельных впитывающих узлов на композитный материал предмета одежды и присоединения отдельных впитывающих узлов к композитному материалу предмета одежды. Этот вариант осуществления дополнительно предусматривает удаление участков наружного покровного материала, чтобы образовался ряд разнесенных друг от друга отверстий, тем самым, образуя в композитном материале предмета одежды ряд взаимно-соединенных одноразовых впитывающих предметов одежды. Эластомерный материал передней панели изделия образует ширину материала передней панели изделия, который движется в поперечном машинном направлении, и ширина материала передней панели изделия составляет по меньшей мере 50% от самого 4 короткого расстояния от переднего поясного до каждого отверстия. Аналогично, эластомерный материал задней панели изделия образует ширину задней панели изделия, который движется в поперечном машинном направлении, и ширина материала задней панели изделия составляет по меньшей мере 50% от самого короткого расстоянии от заднего поясного края до каждого отверстия. Этот вариант осуществления дополнительно включает стадию складывания композитного материала предмета одежды вдоль центральной линии сгиба, которая продолжается в машинном направлении, так что передний поясной край сводится до непосредственной близости с задним поясным краем. Этот вариант осуществления дополнительно включает стадию присоединения материала передней панели изделия к материалу задней панели изделия с образованием ряда боковых шовных соединений, разнесенных в машинном направлении. Этот вариант осуществления дополнительно включает стадию разрезания композитного материала предмета одежды в ряде мест разреза, разнесенных в машинном направлении, чтобы создать несколько одноразовых впитывающих предметов одежды.
В другом варианте осуществления способ включает обеспечение наружного покровного материала, движущегося в машинном направлении, причем наружный покровный материал имеет передний поясной край и задний поясной край, и передний, и задний поясной край продолжаются в машинном направлении. Этот вариант осуществления дополнительно включает присоединение переднего ножного эластичного элемента к наружному покровному материалу, причем передний ножной эластичный элемент движется, главным образом, в машинном направлении. Этот вариант осуществления дополнительно включает присоединение непрерывного заднего ножного эластичного элемента к наружному покровному материалу, причем задний ножной эластичный элемент движется главным образом в машинном направлении. Этот вариант осуществления дополнительно включает обеспечение эластомерного материала передней панели изделия, движущейся в машинном направлении, наложение эластомерного материала передней панели изделия на наружный покровный материал и присоединение материала передней панели изделия к наружному покровному материалу, причем материал передней панели изделия состоит из многослойной эластомерной пленки. Этот вариант осуществления дополнительно включает обеспечение эластомерного материала задней панели изделия, движущегося в машинном направлении, наложение эластомерного материала задней панели изделия на наружный покровный материал и присоединения материала задней панели изделия к наружному покровному материалу, причем материал задней панели изделия состоит из многослойной эластомерной пленки. В этом варианте осуществления материал передней панели изделия содержит слой эластомерной пленки и слой нетканого материала, и присоединение материала передней панели изделия к наружному покровному материалу включает адгезивное прикрепление слоя эластомерной пленки материала передней панели изделия непосредственно к наружному покровному материалу. Кроме того, материал задней панели изделия содержит слой эластомерной пленки и слой нетканого материала, и присоединение материала задней панели изделия к наружному покровному материалу включает адгезивное прикрепление слоя эластомерной пленки материала задней панели изделия непосредственно к наружному покровному материалу. После присоединения материала передней панели изделия к наружному покровному материалу и присоединения материала задней панели изделия к наружному покровному материалу, материал передней панели изделия расположен с промежутком в поперечном машинном направлении, относительно материала задней панели изделия. Наружный покровный материал, материал передней панели изделия и материал задней панели изделия вместе образуют композитный материал предмета одежды. Этот вариант осуществления дополнительно включает обеспечение подачи отдельных впитывающих узлов, наложения отдельных впитывающих узлов поверх композитного материала предмета одежды и присоединения отдельных впитывающих узлов к композитному материалу предмета одежды, причем по меньшей мере участок каждого отдельного впитывающего узла накладывается по меньшей мере на участок эластомерного материала передней панели изделия, и по меньшей мере участок каждого отдельного впитывающего узла накладывается по меньшей мере на участок эластомерного материала задней панели изделия. Этот вариант осуществления дополнительно включает удаление участков наружного покровного материала для образования разнесенных отверстий, тем самым, в композитном материале предмета одежды образуется ряд взаимосвязанных одноразовых впитывающих предметов одежды. Эластомерный материал передней панели изделия образует ширину материала передней панели изделия, который движется в поперечном машинном направлении, причем ширина материала передней панели изделия составляет по меньшей мере 90% от самого короткого расстояния от переднего поясного края до каждого отверстия. Эластомерный материал задней панели изделия образует ширину задней панели изделия, который движется в поперечном машинном направлении, причем ширина задней панели изделия составляет по меньшей мере 90% от самого короткого расстояния от заднего поясного края до каждого отверстия. Этот вариант осуществления дополнительно включает сгибание композитного материала предмета одежды вдоль центральной линии сгиба, которая продолжается в машинном направлении, так что передний поясной край сводится до непосредственной близости с задним поясным краем.
Этот вариант осуществления дополнительно включает присоединение материала передней панели изделия к материалу задней панели изделия для создания ряда боковых шовных соединений, разнесенных в машинном направлении. Этот вариант осуществления дополнительно включает разрезание композитного материала предмета одежды в ряде мест разреза, разнесенных в машинном направлении, для создания нескольких одноразовых впитывающих предметов одежды.
Определения
В контексте этого описания каждый термин или приведенная ниже фраза имеет следующее значение или значения. Дополнительные термины определены в подробном описании.
Термин "присоединенный" относится к присоединению, приклеиванию, связыванию, подсоединению и т.п. двух элементов. Два элемента считаются присоединенными друг к другу, когда они присоединены непосредственно или опосредованно друг к другу, например, когда каждый из них непосредственно присоединен к промежуточным элементам.
Термин "связанный" относится к присоединению, приклеиванию, связыванию, подсоединению и т.п. двух элементов. Два элемента считаются присоединенными друг к другу, когда они присоединены непосредственно или опосредованно друг к другу, например, когда каждый из них непосредственно присоединен к промежуточным элементам.
Термин "включающий" является охватывающим или обладающим возможностью расширения и не исключает дополнительных, не перечисленных элементов или стадий способа.
Термин "соединенный" относится к присоединению, приклеиванию, связыванию, подсоединению и т.п. двух элементов. Два элемента считаются присоединенными друг к другу, когда они присоединены непосредственно или опосредованно друг к другу, например, когда каждый из них непосредственно присоединен к промежуточным элементам.
Термин "одноразовый" относится к изделиям, которые предназначены для утилизации после ограниченного использования, а не для стирки или иного восстановления для повторного использования.
Термин "расположенный", "расположенный на" и их варианты подразумевают, что один элемент может составлять единое целое с другим элементом или что один элемент может представлять собой отдельную структуру, связанную или размещенную с или размещенную около другого элемента.
Термины "эластичный", "с продернутой тонкой резинкой" и "эластичность" означают свойство материала или композитного материала, посредством которого он стремится восстановить свой исходный размер и форму после устранения силы, вызывающей деформацию.
Термин "эластомерный" относится к материалу или комбинированному материалу, который может быть удлинен по меньшей мере на несколько процентов относительно его длины без напряжения и который восстанавливается, при устранении приложенной силы, по меньшей мере на 20 процентов относительно его удлинения. В общем, предпочтительно, чтобы эластомерный материал или композитный материал обладал способностью удлиняться по меньшей мере на 100 процентов, более предпочтительно по меньшей мере на 300 процентов, его длины без напряжения и восстанавливаться при устранении приложенной силы, по меньшей мере на 50 процентов относительно его удлинения.
Термин "выполненный за одно целое " используется для обозначения различных участков одного цельного элемента, а не отдельных структур, связанных или размещенных с или около друг друга.
Термин "слой", используемый в единственном числе, может иметь двойное значение одного элемента или нескольких элементов.
Термины "продольный" и "поперечный" имеют свое обычное значение, как указано продольной и поперечной осями, показанными на чертежах. Продольная ось лежит в плоскости изделия и в основном параллельна вертикальной плоскости, которая делит стоящего пользователя на левую и правую половины тела при ношении изделия.
Поперечная ось лежит в плоскости изделия, в общем, перпендикулярной продольной оси. Изделие показано более длинным в продольном направлении, чем в поперечном направлении, когда изделие находится в полностью растянутом и уложенном горизонтально состоянии, до соединения боковых швов.
Термин "элемент", используемый в единственном числе, может иметь двойное значение одного элемента или нескольких элементов.
Эти термины могут быть определены дополнительно в остальных частях подробного описания.
Краткое описание чертежей
Фиг.1 - примерный вид в перспективе обычного одноразового впитывающего предмета одежды.
Фиг.2 - примерный вид спереди в перспективе одноразового впитывающего изделия, выполненного в соответствии с принципами настоящего изобретения.
Фиг.3 - примерный вид сверху одноразового впитывающего изделия, выполненного в соответствии с принципами настоящего изобретения и показанного растянутым продольно и в уложенном горизонтально состоянии, перед присоединением передней и задней поясных областей и показывающего поверхность изделия, которая обращена к пользователю при ношении изделия.
Фиг.4 - вид в сечении изделия по фиг.3, вдоль линии 4-4.
Фиг.5 - покомпонентный вид изделия по Фиг.3 и 4.
Фиг.6 - вид в сечении альтернативного варианта осуществления изделия по фиг.3 при просмотре вдоль линии 4-4.
Фиг.7 - покомпонентный вид изделия по фиг.6.
Фиг.8 - примерный вид спереди, сверху одноразового впитывающего изделия, выполненного в соответствии с принципами настоящего изобретения, показанного в полностью собранном, растянутом продольно и в уложенном горизонтально состоянии, с вырезанными участками, чтобы показать лежащие под ними элементы.
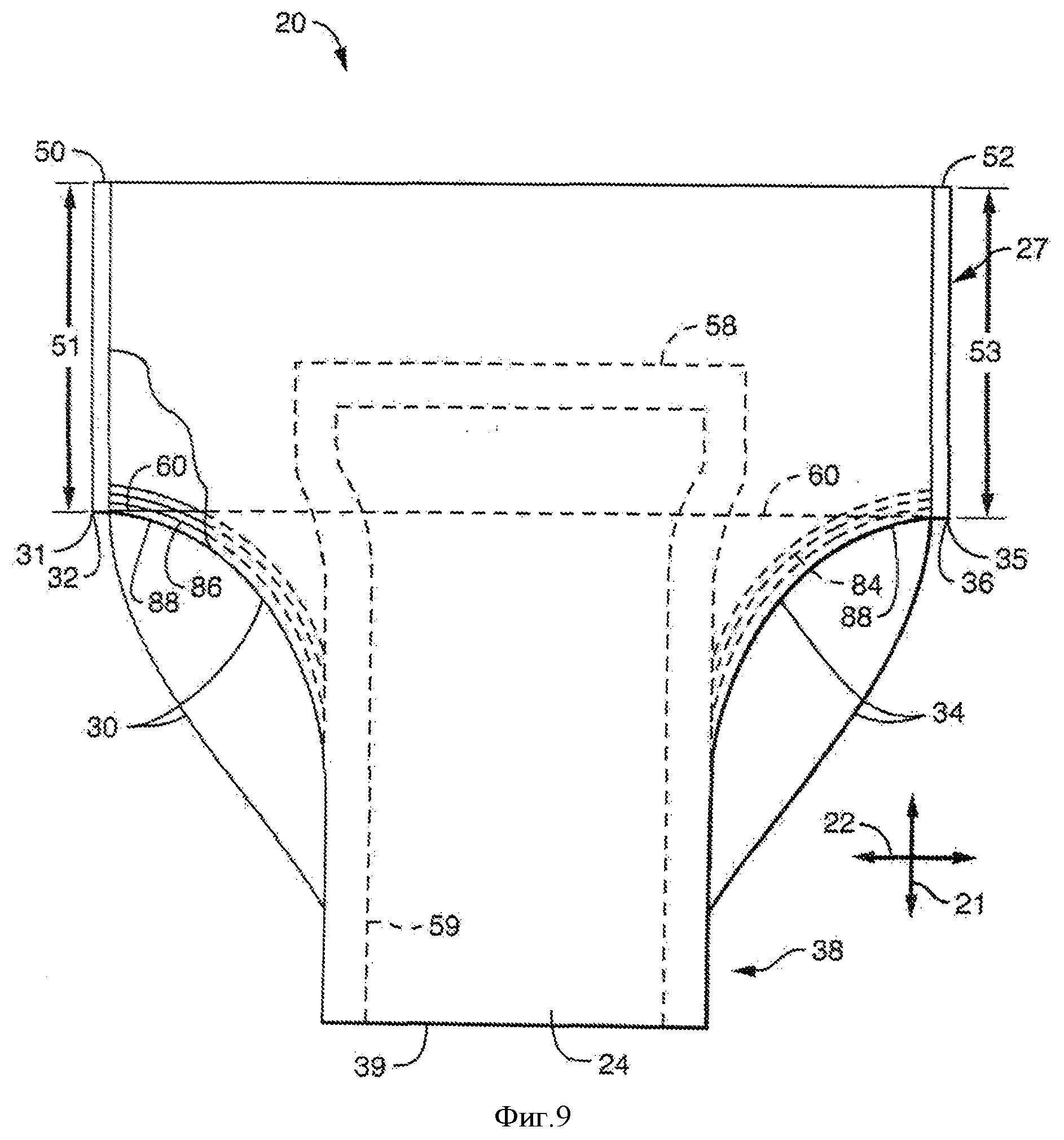
Фиг.9 - примерный вид спереди, сверху альтернативного варианта осуществления одноразового впитывающего изделия, выполненного в соответствии с принципами настоящего изобретения, показанного полностью собранным, растянутым продольно и в уложенном горизонтально состоянии, с вырезанными участками, чтобы показать лежащие под ними элементы.
Фиг.10 - примерный вид спереди, сверху альтернативного варианта осуществления одноразового впитывающего изделия, выполненного в соответствии с принципами настоящего изобретения, показанного полностью собранным, растянутым продольно и в уложенном горизонтально состоянии, с вырезанными участками, чтобы показать лежащие под ними элементы.
Фиг.11 - примерный вид сверху альтернативного варианта осуществления одноразового впитывающего изделия, выполненного в соответствии с принципами настоящего изобретения, показанного растянутым продольно и в уложенном горизонтально состоянии, перед присоединением передней и задней поясных областей, и показывающем поверхность изделия, которая обращена к пользователю при ношении изделия.
Фиг.12 - вид в сечении изделия по фиг.11 при просмотре вдоль линии 12-12.
Фиг.13 - вид в сечении изделия по фиг.11 при просмотре вдоль линии 13-13.
Фиг.14 - покомпонентный вид изделия по фиг.12 с отсутствующими некоторыми элементами.
Фиг.15 - примерный вид в перспективе одного варианта осуществления способа изготовления в соответствии с принципами объекта способа по настоящему изобретению.
Фиг.16 - примерный вид в перспективе альтернативного варианта осуществления способа изготовления в соответствии с принципами объекта способа по настоящему изобретению.
Фиг.17 - примерный вид в перспективе другого альтернативного варианта осуществления способа изготовления в соответствии с принципами объекта способа по настоящему изобретению.
Фиг.18 - примерный вид в перспективе другого альтернативного варианта осуществления способа изготовления в соответствии с принципами объекта способа по настоящему изобретению.
Подробное описание примеров вариантов осуществления
Разные объекты и варианты осуществления настоящего изобретения описаны со ссылкой на фиг.2-18. Следует отметить, что варианты осуществления, представленные на фиг.2-18, являются просто примерами предмета одежды и способа по настоящему изобретению. Хотя для целей иллюстрации некоторые элементы по настоящему изобретению описаны и показаны относительно предмета одежды при недержании у взрослых, различные объекты и варианты осуществления настоящего изобретения также подходят для использования с одноразовыми подгузниками, одноразовыми плавками, одноразовыми тренировочными трусами, одноразовыми предметами одежды при энурезе и т.п.
Как показано на фиг.2-10, конкретный вариант осуществления одноразового впитывающего предмета 20 одежды по настоящему изобретению образует продольное направление 21 и поперечное направление 22 и включает цельный наружный покровный слой 24. Термин "цельный", используемый в настоящем документе, означает сформированный из составляющего единое целое куска материала по существу по всей площади, в противоположность сформированному из нескольких кусков, которые соединены вместе. Единый наружный покровный слой 24 образует передний концевой край 26, задний концевой край 28, расположенный продольно напротив переднего концевого края 26, и первый и второй поперечно противоположные ножные края 30 и 34, расположенные продольно между передним концевым краем 26 и задним концевым краем 28. Первый ножной край 30 образует точку 31 на передней стороне и точку 32 на задней стороне, а второй ножной край 34 образует точку 35 на передней стороне и точку 36 на задней стороне. Наружный покровный слой 24 образует переднюю область 27, смежную переднему концевому краю 26, заднюю область 29, смежную заднему концевому краю 28, и область 38 ластовицы, расположенную продольно между передней областью 27 и задней областью 29.
Цельный наружный покровный слой 24 дополнительно образует первый и второй поперечно противоположные передние боковые края 40 и 42. Первый передний боковой край 40 продолжается в продольном направлении 21 от переднего концевого края 26 до передней концевой точки 31 первого ножного края 30, и второй передний боковой край 42 продолжается в продольном направлении 21 от переднего концевого края 26 до передней концевой точки 35 второго ножного края 34. Цельный наружный покровный слой 24 также образует первый и второй расположенные поперечно задние боковые края 44 и 46. Первый задний боковой край 44 продолжается в продольном направлении 21 от заднего концевого края 28 до задней концевой точки 32 первого ножного края 30, и второй задний боковой край 46 продолжается в продольном направлении 21 от заднего концевого края 28 до задней концевой точки 36 второго ножного края 34.
Предмет одежды включает первый боковой шов 50, по которому первый передний боковой край 40 присоединен к первому заднему боковому краю 44 и который образует длину 51 первого бокового шва. Предмет одежды дополнительно включает второй боковой шов 52, по которому второй передний боковой край 42 присоединен ко второму заднему боковому краю 46 и который образует длину 52 второго бокового шва.
Предмет одежды включает эластомерную переднюю панель 60 изделия, наложенную и присоединенную к передней области 27 наружного покровного слоя 24. Передняя панель 60 изделия содержит многослойную эластомерную пленку 62, которая продолжается поперечно от первого переднего бокового края 40 до второго переднего бокового края 42, который продолжается продольно вдоль первого переднего бокового края 40 на расстояние по меньшей мере 50% (например, фиг.8), более конкретно по меньшей мере 80%, и более конкретно около 100% (например, фиг.10) относительно длины 51 первого бокового шва, и который продолжается продольно вдоль второго переднего бокового края 42 на расстояние по меньшей мере 50% (например, фиг.8), более конкретно по меньшей мере 80%, и более конкретно около 100% (например, фиг.9) относительно длины 53 второго бокового шва. Предмет одежды также включает эластомерную заднюю панель 70 изделия, наложенную и присоединенную к задней области 29 наружного покровного слоя 24. Как и передняя панель 60 изделия, описанная выше, задняя панель 70 изделия содержит многослойную эластомерную пленку 72, которая продолжается поперечно от 12 первого заднего бокового края 44 до второго заднего бокового края 46, который продолжается продольно вдоль первого заднего бокового края 44 на расстояние по меньшей мере 50%, более конкретно по меньшей мере 80%, и более конкретно около 100% относительно длины 51 первого бокового шва, и которая продолжается продольно вдоль второго заднего бокового края 46 на расстояние по меньшей мере 50%, более конкретно по меньшей мере 80%, и более конкретно около 100% относительно длины 53 второго бокового шва. Предмет одежды также включает впитывающий узел 58, наложенный поверх области 38 ластовицы наружного покровного слоя 24. Впитывающий узел включает впитывающую сердцевину 59 и в конкретных вариантах осуществления включает внутреннюю подкладку 96 и заднее покрытие 98. В публикациях заявок на патенты США US 2008/ 0095978 и US 2009/0197041, обе переуступлены компании Kimberly-Clark Worldwide, Inc., предлагаются примеры технологии, подходящей для использования при создании многослойной эластомерной пленки передней и задней панели изделия, хотя также могут быть использованы другие многослойные эластомерные пленки.
В некоторых вариантах осуществления, как репрезентативно показано на фиг.10, участок передней панели 60 изделия продолжается продольно внутрь и за самую внутреннюю в продольном направлении точку 54 первого бокового шва 50 и за самую внутреннюю в продольном направлении точку 56 второго бокового шва 52. Аналогично, в некоторых вариантах осуществления и, как репрезентативно показано на фиг.10, участок задней панели 70 изделия продолжается продольно внутрь и за самую внутреннюю в продольном направлении точку 54 первого бокового шва и за самую внутреннюю в продольном направлении точку 56 второго бокового шва. Термин "продольно внутрь", используемый в настоящем документе, означает в продольном направлении от центральной поперечной оси 23 (если изделие находится в уложенном горизонтальном состоянии перед присоединением передней и задней областей) или в продольном направлении от складки ластовицы 39 (если изделие находится в полностью собранном состоянии). Термин "продольно наружу", используемый в настоящем документе, означает в продольном направлении от центральной поперечной оси 23 (если изделие находится в уложенном горизонтальном состоянии перед присоединением передней и задней областей) или в продольном направлении от складки 39 ластовицы (если изделие находится в полностью собранном состоянии). Термин "продольно максимально близко к центру", используемый в настоящем документе, означает максимально близко к центральной поперечной оси 23 (если изделие находится в уложенном горизонтальном состоянии перед присоединением передней и задней областей) или максимально близко к складке 39 ластовицы (если изделие находится в полностью собранном состоянии).
В некоторых вариантах осуществления, как репрезентативно показано на фиг.3-7, передняя панель 60 изделия продольно разнесена и отделена от задней панели 70 изделия. В конкретных вариантах осуществления, как репрезентативно показано на фиг.2-4, 6 и 8-10, по меньшей мере участок впитывающего узла 58 наложен поверх участка передней панели 60 изделия. Аналогично, в конкретных вариантах осуществления, как репрезентативно показано на фиг.3, 4 и 6, по меньшей мере участок впитывающего узла 58 наложен поверх участка задней панели 70 изделия. В таких вариантах осуществления необязательно, возможно, что большая часть площади участка передней панели изделия (и/или задней панели изделия), на которую наложен по меньшей мере участок впитывающего узла, содержит по существу лишенную функциональных особенностей/неактивную эластомерную пленку.
В конкретных вариантах осуществления многослойная эластомерная пленка 62 в передней панели 60 изделия содержит сторону или слой 63 эластомерной пленки передней панели изделия и сторону или слой 64 нетканого материала передней панели изделия. Предпочтительно в таком варианте осуществления обращенная к телу поверхность 65 стороны или слоя 63 эластомерной пленки непосредственно адгезивно прикреплена к слою 64 нетканого материала, и поверхность 66 с наружной стороны предмета одежды стороны или слоя 63 эластомерной пленки непосредственно адгезивно прикреплена к цельному наружному покровному слою 24, как репрезентативно показано на фиг.3-7. В других вариантах осуществления (не показаны) поверхность 66 с наружной стороны предмета одежды стороны или слоя 63 эластомерной пленки непосредственно адгезивно прикреплена к слою 64 нетканого материала, и обращенная к телу поверхность 65 стороны или слоя 63 эластомерной пленки непосредственно адгезивно прикреплена к цельному наружному покровному слою 24. Аналогично, в конкретных вариантах осуществления многослойная эластомерная пленка 72 в задней панели 70 изделия содержит сторону или слой 73 эластомерной пленки задней панели и сторону или слой 74 из нетканого материала задней панели изделия. Предпочтительно в таком варианте осуществления обращенная к телу поверхность 75 слоя 73 стороны эластомерной пленки непосредственно адгезивно прикреплена к слою 74 нетканого материала, и поверхность 76 обращенной наружу стороны предмета одежды стороны или слоя 73 эластомерной пленки непосредственно адгезивно прикреплена к цельному наружному покровному слою 24, как репрезентативно показано на фиг.3-7. В другом варианте осуществления (не показан) поверхность 76 обращенной наружу стороны предмета одежды слоя 73 стороны эластомерной пленки непосредственно адгезивно прикреплена к слою 74 нетканого материала, и обращенная к телу поверхность 75 стороны или слоя 73 эластомерной пленки непосредственно адгезивно прикреплена к цельному наружному покровному слою 24.
В конкретных вариантах осуществления предмет 20 одежды содержит первый задний ножной эластичный элемент 80, присоединенный к наружному покровному слою 24, смежный по меньшей мере участку первого ножного края 30, и второй задний ножной эластичный элемент 82, присоединенный к наружному покровному слою 24, смежный по меньшей мере участку второго ножного края 34. В конкретных вариантах осуществления предмет 20 одежды содержит первый передний ножной эластичный элемент 84, присоединенный к наружному покровному слою 24, смежный по меньшей мере участку первого ножного края 30, и второй, передний ножной эластичный элемент 86, присоединенный к наружному покровному слою 24, смежный по меньшей мере участку второго ножного края 34. Каждый из эластичных ножных элементов 80/82/84/86 может содержать одиночную прядь, ленту или полоску эластомерного материала, или каждый из них может содержать две или более прядей, лент или полосок, например, три пряди (как показано на фиг.3-10).
В некоторых вариантах осуществления и первый задний ножной эластичный элемент 80, и второй задний ножной эластичный элемент 82 по меньшей мере частично проложены между задней панелью 70 изделия и наружным покровным слоем 24. В конкретных вариантах осуществления, как репрезентативно показано на фиг.3 и 10, и первый ножной задний эластичный элемент 80, и второй ножной задний эластичный элемент 82 полностью проложены между задней панелью 70 изделия и наружным покровным слоем 24. Аналогично, в некоторых вариантах осуществления, как репрезентативно показано на фиг.9, и первый ножной передний эластичный элемент 84, и второй ножной передний эластичный элемент 86 по меньшей мере частично проложены между передней панелью 60 изделия и наружным покровным слоем 24. В конкретных вариантах осуществления, как репрезентативно показано на фиг.3 и 10, и первый передний ножной эластичный элемент 84, и второй передний ножной эластичный элемент 86 полностью проложены между передней панелью 60 изделия и наружным покровным слоем 24. В вариантах осуществления, таких как репрезентативно показанные на фиг.8 и 9, в которых ножной эластичный элемент (такой как ножные передние эластичные элементы 84 и 86) не полностью проложен между панелью 60 изделия и наружным покровным слоем 24, и может оказаться необходимым включить дополнительный ножной эластичный покровный слой 88, чтобы не были видны эти участки ножных эластичных элементов 84 и 86 и сопутствующий адгезив, которые, в противном случае, проложены полностью. Такой дополнительный слой 88 может быть сформирован из подходящего нетканого материала, известного в этой области.
В некоторых вариантах осуществления первый задний ножной эластичный элемент 80 и второй задний ножной эластичный элемент 82 образуют часть одного, составляющего единое целое заднего эластичного элемента 81, который продолжается от первого заднего бокового края 44 поперечно поверх впитывающего узла 58 до второго заднего бокового края 46. Аналогично, в некоторых вариантах осуществления первый передний ножной эластичный элемент 84 и второй передний ножной эластичный элемент 86 образуют часть одного, составляющего единое целое переднего эластичного элемента 85, который продолжается от первого переднего бокового края 40 поперечно поверх впитывающего узла 58 до второго переднего бокового края 42.
В конкретных вариантах осуществления передняя панель 60 изделия образует ширину 61 передней панели изделия, которая продолжается поперечно от первого переднего бокового края 40 до второго переднего бокового края 42, и передняя панель 60 изделия продольно разнесена от переднего концевого края 26 вдоль всей ширины 61 передней панели изделия. Аналогично, в конкретных вариантах осуществления задняя панель 70 изделия образует ширину 71 задней панели изделия, которая продолжается поперечно от первого заднего бокового края 44 до второго заднего бокового края 46, и задняя панель 70 изделия продольно разнесена от заднего концевого края 28 вдоль всей ширины 71 задней панели изделия. В некоторых вариантах осуществления, таких как репрезентативно показанные на фиг.3, 4 и 6, цельный наружный покровный слой 24 включает продолжающуюся поперечно переднюю складку 90, которая образует передний концевой край 26, и продолжающуюся поперечно заднюю складку 92, которая образует задний концевой край 28. Такой предмет одежды может дополнительно включать передний эластичный поясной элемент 91, расположенный в пределах передней складки 90, и задний эластичный поясной элемент 93, расположенный в пределах задней складки 92. В альтернативных вариантах осуществления не включена передняя поясная складка или задняя поясная складка; в таких вариантах осуществления края на противоположных сторонах цельного наружного покровного слоя 24 образуют передний концевой край 26 цельного наружного покровного слоя 24 и задний концевой край 28 цельного наружного покровного слоя 24, соответственно.
В другом объекте настоящего изобретения предлагается способ изготовления нескольких одноразовых впитывающих предметов одежды, примеры которых репрезентативно показаны на фиг.15-18. В конкретных вариантах осуществления способ 100 включает обеспечение наружного покровного материала 124, движущегося в машинном направлении 102. Наружный покровный материал имеет передний поясной край 126 и задний поясной край 128, оба продолжаются в машинном направлении 102.
Способ в конкретных вариантах осуществления дополнительно включает обеспечение эластомерного материала 160 передней панели изделия, движущегося в машинном направлении 102, наложение эластомерного материала 160 передней панели изделия на наружный покровный материал 124 и присоединение материала 160 передней панели изделия к наружному покровному материалу 124. Материал 160 передней панели изделия содержит слой 162 многослойной эластомерной пленки. В конкретных вариантах осуществления слой 162 многослойной эластомерной пленки содержит слой 163 материала из эластомерной пленки и слой 164 нетканого материала, которые предусмотрены по отдельности и изготовлены в виде слоистого материала вместе во время изготовления машиной предметов одежды. Например, как репрезентативно показано на фиг.16 и 17, обеспечение эластомерного материала 160 передней панели изделия может включать обеспечение подачи из рулона слоя 163 материала из эластомерной пленки и обеспечение подачи из отдельного рулона слоя 164 нетканого материала, наложение слоя 163 материала из эластомерной пленки поверх (или под) слоя 164 нетканого материала и присоединение слоя 163 материала из эластомерной пленки к слою 164 нетканого материала. В таком варианте осуществления присоединение слоя 163 материала из эластомерной пленки к слою 164 нетканого материала может быть осуществлен либо до, либо после присоединения композитного материала 160 передней панели изделия к наружному покровному материалу 124. В альтернативных вариантах осуществления многослойная эластомерная пленка 162 содержит слой 163 материала из эластомерной пленки и слой 164 нетканого материала, которые изготовлены вместе в виде слоистого материала перед подачей для непрерывного изготовления машиной предметов одежды. Например, как репрезентативно показано на фиг.15 и 18, обеспечение эластомерного материала 160 передней панели изделия может включать обеспечение подачи от одного рулона многослойной эластомерной пленки, причем многослойный материал при подаче от одного рулона содержит по меньшей мере два слоя, один слой является слоем 163 материала из эластомерной пленки, а другой слой является слоем 164 нетканого материала. Следует отметить, что на фиг.15 и 18 отдельные слои многослойной эластомерной пленки 162 не показаны, но вместо этого показан многослойный материал, как одна, "заранее изготовленная" многослойная подложка. В конкретных вариантах осуществления материал 160 передней панели изделия содержит слой 162 эластомерной пленки и слой 164 нетканого материала, и присоединение материала 160 передней панели изделия к наружному покровному материалу 124 включает адгезивное прикрепление слоя 162 эластомерной пленки материала 160 передней панели изделия непосредственно к наружному покровному материалу 124, что означает, что нет промежуточных листов или пленок (помимо связующего вещества, такого как адгезив).
Аналогично способ в конкретных вариантах осуществления дополнительно включает обеспечение эластомерного материала 170 задней панели, движущегося в машинном направлении 102, наложение эластомерного материала 170 задней панели изделия на наружный покровный материал 124 и присоединение материала 170 задней панели изделия к наружному покровному материалу 124. Материал 170 задней панели изделия содержит слой 172 многослойной эластомерной пленки. В конкретных вариантах осуществления многослойная эластомерная пленка 172 включает слой 173 материала из эластомерной пленки и слой 174 нетканого материала, которые предусмотрены по отдельности и изготовлены в виде слоистого материала вместе во время изготовления машиной предметов одежды. Например, как репрезентативно показано на фиг.16 и 17, обеспечение эластомерного материала 170 задней панели изделия может включать обеспечение подачи из рулона слоя 173 материала из эластомерной пленки и обеспечение подачи из отдельного рулона слоя 174 нетканого материала, наложение слоя 173 материала из эластомерной пленки поверх (или под) слоя 174 нетканого материала и присоединение слоя 173 материала из эластомерной пленки к слою 174 нетканого материала. В таком варианте осуществления присоединение слоя 173 материала из эластомерной пленки к слою 174 нетканого материала может быть осуществлено либо до, либо после присоединения материала 170 задней панели изделия к наружному покровному материалу 124. В альтернативных вариантах осуществления многослойная эластомерная пленка 172 содержит слой 173 материала из эластомерной пленки и слой 174 нетканого материала, которые изготовлены вместе в виде слоистого материала перед подачей для непрерывного изготовления машиной предметов одежды. Например, как репрезентативно показано на фиг.15 и 18, обеспечение эластомерного материала 170 задней панели изделия может включать обеспечение подачи от одного рулона многослойной эластомерной пленки, причем многослойный материал при подаче от одного рулона содержит по меньшей мере два слоя, один слой является слоем 173 материала из эластомерной пленки, а другой слой является слоем 174 из нетканого материала. Следует отметить, что на фиг.15 и 18 отдельные слои многослойной эластомерной пленки 172 не показаны, но вместо этого показан многослойный материал, как одна, "заранее изготовленная" многослойная подложка. В конкретных вариантах осуществления материал 170 задней панели изделия содержит слой 172 эластомерной пленки и слой 174 нетканого материала, и присоединение материала 170 задней панели изделия к наружному покровному материалу 124 включает адгезивное прикрепление слоя 172 эластомерной пленки из материала 170 задней панели изделия непосредственно к наружному покровному материалу 124, что означает, что нет промежуточных листов или пленок (помимо связующего вещества, такого как адгезив).
Наружный покровный материал 124, материал 160 передней панели изделия и материал 170 задней панели изделия вместе образуют композитный материал 110 предмета одежды. Способ в конкретных вариантах осуществления дополнительно включает обеспечение подачи 158 отдельных впитывающих узлов 58, наложения отдельных впитывающих узлов 58 поверх композитного материала 110 предмета одежды и присоединения отдельных впитывающих узлов 58 к композитному материалу 110 предмета одежды. В некоторых вариантах осуществления, таких как репрезентативно показанные на фиг.15-18, впитывающие изделия могут быть изготовлены в одной ориентации, а затем разрезаны и повернуты на 90 градусов (например, как на месте 159 разрезания и поворота) до присоединения к композитному материалу 110 предмета одежды. В конкретных вариантах осуществления способ дополнительно включает удаление участков 105 наружного покровного слоя материала 124 (таких как на месте 108 разрезания), чтобы создать ряд разнесенных отверстий 106, тем самым, в композитном материале 110а предмета одежды образуется взаимосвязанный ряд 120 одноразовых впитывающих предметов 20 одежды. Такие участки 105 могут быть удалены из наружного покровного материала 124 до присоединения материала 160 передней панели изделия и/или материала 170 задней панели изделия к наружному покровному материалу 124 (не показан) или могут быть удалены из наружного покровного материала 124 после присоединения материала 160 передней панели изделия и/или материала 170 задней панели изделия к наружному покровному материалу 124 (как репрезентативно показано на фиг.15-18). Кроме того, такие участки 105 могут быть удалены из наружного покровного материала 124 до присоединения отдельных впитывающих узлов 58 к наружному покровному материалу 124 (как репрезентативно показано на фиг.15-18) или могут быть удалены из наружного покровного материала 124 после присоединения отдельных впитывающих узлов 58 к наружному покровному материалу 124 (не показано).
Эластомерный материал 160 передней панели изделия образует ширину 161 материала передней панели изделия, который продолжается в поперечном машинном направлении 103. Ширина 161 материала передней панели изделия продолжается по меньшей мере на 50%, более конкретно по меньшей мере на 70%, более конкретно по меньшей мере на 90%, и более конкретно по меньшей мере на 100% относительно самого короткого расстояния 168, продолжающегося от переднего поясного края 126 до каждого отверстия 106. В одном предпочтительном варианте осуществления, таком как репрезентативно показанные на фиг.15-18, ширина 161 материала передней панели изделия превышает самое короткое расстояние 168, продолжающееся от переднего поясного края 126 до каждого отверстия 106. По мере возрастания ширины 161 материала передней панели изделия полученный предмет одежды становится более эластичным и более похожим на нижнее белье. В конкретных вариантах осуществления, таких как репрезентативно показанные на фиг.15-18, по меньшей мере участок каждого отдельного впитывающего узла 58 накладывается по меньшей мере на участок эластомерного материала 160 передней панели изделия.
Эластомерный материал 170 задней панели изделия образует ширину 171 материала задней панели изделия, который продолжается в поперечном машинном направлении 103. Ширина 171 материала задней панели изделия продолжается по меньшей мере на 50%, более конкретно по меньшей мере на 70%, более конкретно по меньшей мере на 90% и более конкретно по меньшей мере на 100% относительно самого короткого расстояния 178, продолжающегося от заднего поясного края 128 до каждого отверстия 106. В одном предпочтительном варианте осуществления, как репрезентативно показано на фиг.15-18, ширина материала 171 задней панели изделия превышает самое короткое расстояние 178, продолжающееся от заднего поясного края 128 до каждого отверстия 106. По мере увеличения ширины 171 материала задней панели изделия, полученный предмет одежды становится более эластичным и более похожим на нижнее белье. В конкретных вариантах осуществления, таких как репрезентативно показанные на фиг.15-18, по меньшей мере участок каждого отдельного впитывающего узла 58 накладывается по меньшей мере на участок эластомерного материала 170 задней панели изделия.
В конкретных вариантах осуществления, таких как репрезентативно показанные на фиг.15-18, после присоединения материала 160 передней панели изделия к наружному покровному материалу 124 и после присоединения материала 170 задней панели изделия к наружному покровному материалу 124, материал 160 передней панели изделия разнесен в поперечном машинном направлении 103 от материала 170 задней панели изделия. В других вариантах осуществления после присоединения материала 160 передней панели изделия к наружному покровному материалу 124 и после присоединения материала 170 задней панели изделия к наружному покровному материалу 124, материал 160 передней панели изделия может примыкать или даже накладываться на материал 170 задней панели изделия.
Способ 100 может дополнительно включать сгибание композитного материала 110 предмета одежды, например, на месте 112 сгибания предметов одежды, вдоль поперечно центрированной продольной линии сгиба, которая продолжается в машинном направлении 102, так что передний поясной край 126 сводится до непосредственной близости с задним поясным краем 128. В конкретных вариантах осуществления способ дополнительно включает присоединение материала 160 передней панели изделия к материалу 170 задней панели изделия для создания ряда боковых шовных соединений 150 (например, на месте 152 образования швов), разнесенных друг от друга в машинном направлении 102. Способ дополнительно включает разрезание композитного материала 110 предмета одежды в ряде мест 155 разрезания (например, на месте 156 разрезания), разнесенных друг от друга в машинном направлении 102 для создания нескольких одноразовых впитывающих предметов одежды.
В конкретных вариантах осуществления способ 100 также включает присоединение непрерывного заднего ножного эластичного элемента 180 к наружному покровному материалу 124. Задний ножной эластичный элемент 180 продолжается или движется преимущественно в машинном направлении 102. В конкретных вариантах осуществления, как репрезентативно показано на фиг.15-18, способ дополнительно включает по меньшей мере частичное наложение заднего ножного эластичного элемента 180 с эластомерным материалом 170 задней панели изделия. Например, способ может включать прокладывание по меньшей мере участка непрерывного заднего ножного эластичного элемента 180 между материалом 170 задней панели изделия и наружным покровным материалом 124. Аналогично, в конкретных вариантах осуществления способ 100 также включает присоединение непрерывного переднего ножного эластичного элемента 184 к наружному покровному материалу 124. Передний ножной эластичный элемент 184 продолжается или движется преимущественно в машинном направлении 102. В конкретных вариантах осуществления, как репрезентативно показано на фиг.15-18, способ дополнительно включает по меньшей мере частичное наложение переднего ножного эластичного элемента 184 с эластомерным материалом 160 передней панели изделия. Например, способ может включать прокладывание по меньшей мере участка непрерывного переднего ножного эластичного элемента 184 между материалом 160 передней панели изделия и наружного покровного материала 124. В некоторых вариантах осуществления способ 100 дополнительно включает разрезание непрерывного заднего ножного эластичного элемента 180 и/или непрерывного переднего ножного эластичного элемента 184 в ряде точек разрезания эластичного элемента, расположенных с промежутком в машинном направлении, причем каждая точка разрезания эластичного элемента в основном совмещена в машинном направлении 102 с соответствующим отдельным впитывающим узлом 58 (не показано). Подходящие способы для такого отрезания предложены в публикации патента США U.S. 5660657, зарегистрированного 5 мая 1998 г., Rajala et al., и переуступленного компании Kimberly-Clark Worldwide, Inc., которая во всей полноте включена в настоящий документ посредством ссылки в той степени, в которой не противоречит изложенному здесь.
В конкретных вариантах осуществления, таких как репрезентативно показанные на фиг.18, способ дополнительно включает сгибание переднего поясного края 126 материала 124 наружного покровного слоя, например, на месте 136 сгибания передней поясной полосы, чтобы создать складку 127 переднего поясного края и полностью обшить передний эластичный поясной элемент 137. В таком варианте осуществления складка 127 переднего поясного края образует передний поясной край 126 наружного покровного материала 124. Вместо этого или дополнительно способ может включать сгибание заднего поясного края 128 наружного покровного материала 124, например, на месте 138 сгибания задней поясной полосы, чтобы создать складку 129 заднего поясного края и полностью обшить задний поясной эластичный элемент 139. В таком варианте осуществления складка 129 заднего поясного края образует задний поясной край 128 наружного покровного материала 124. Следует отметить, что в таком варианте осуществления ширину 161 материала передней панели изделия и ширину 171 задней панели изделия измеряют после создания складок 127/129 переднего и заднего поясного края, как показано на фиг.18.
В конкретных вариантах осуществления различных компонентов, таких как наружный покровный материал 124, на один или более слоев материала 160 передней панели изделия и/или один или более слоев материала 170 задней панели изделия могут быть нанесены печатью или окрашиванием графические элементы, текст, цветные или другие изображения. Такая печать может быть выполнена во время сборки предмета одежды в сочетании с описанным в настоящем документе способом или может быть выполнена до такой сборки на этапе автономной, "заранее подготовленной печати" или окрашивания.
Как показано на фиг.11-14, далее описан альтернативный вариант осуществления объекта предмета одежды по настоящему изобретению. В этом варианте осуществления одноразовый впитывающий предмет 220 одежды образует продольное направление 221 и поперечное направление 222. Предмет 220 одежды содержит переднюю панель 224, которая образует концевой край 225 передней панели, край 226 ластовицы передней панели, расположенный продольно напротив концевого края 225 передней панели, длину 227 передней панели, продолжающуюся продольно от концевого края 225 передней панели до края 226 ластовицы передней панели и измеренную по продольной центральной линии 210 предмета 220 одежды, и первый и второй расположенные поперечно боковые края 228 и 229 передней панели. Первый боковой край 228 передней панели продолжается в продольном направлении 221 от концевого края 225 передней панели до края 226 ластовицы передней панели, и второй боковой край 229 передней панели продолжается в продольном направлении 221 от концевого края 225 передней панели до края 226 ластовицы передней панели. Передняя панель 224 содержит эластомерную пленку 260 передней панели, которая продолжается поперечно от первого бокового края 228 передней панели до второго бокового края 229 передней панели. Передняя панель 224 дополнительно может содержать внутренний слой 262 нетканого материала передней панели и наружный слой 263 нетканого материала передней панели. Эластомерная пленка 260 передней панели продолжается продольно по меньшей мере на 70%, более конкретно по меньшей мере на 80%, и более конкретно по меньшей мере на 95% относительно длины 227 передней панели.
Предмет 220 одежды дополнительно содержит заднюю панель 234, которая образует концевой край 235 задней панели, край 236 ластовицы задней панели, расположенный продольно противоположно концевому краю 235 задней панели, длину 237 задней панели, продолжающуюся продольно от концевого края 235 задней панели до края 236 ластовицы задней панели и измеренную по продольной центральной линии 210 предмета 220 одежды, и первый и второй расположенные поперечно боковые края 238 и 239 задней панели. Первый боковой край 238 задней панели продолжается в продольном направлении 221 от концевого края 235 задней панели до края 236 ластовицы задней панели, и второй боковой край 239 задней панели продолжается в продольном направлении 221 от концевого края 235 задней панели до края 236 ластовицы задней панели. Задняя панель 234 содержит эластомерную пленку 270 задней панели, которая продолжается поперечно от первого бокового края 238 задней панели до второго бокового края 239 задней панели. Задняя панель 234 дополнительно может содержать внутренний слой 272 нетканого материала задней панели и наружный слой 273 нетканого материала задней панели. Эластомерная пленка 270 задней панели продолжается продольно по меньшей мере на 70%, более конкретно по меньшей мере на 80% и более конкретно по меньшей мере на 95% относительно длины 237 задней панели.
Задняя панель 234 может включать первый и второй, задние ножные эластичные элементы 280 и 282, каждый из которых продолжается по меньшей мере вдоль участка края 236 ластовицы задней панели. Каждый задний ножной эластичный элемент 280 и 282 по меньшей мере частично накладывается на эластомерную пленку 270 задней панели. В конкретном варианте осуществления и первый задний ножной эластичный элемент 280, и второй задний ножной эластичный элемент 282 полностью перекрыты эластомерной пленкой 270 задней панели. Например, и первый задний ножной эластичный элемент 280, и второй задний ножной эластичный элемент 282 могут быть полностью проложены между эластомерной пленкой 270 задней панели и нетканым материалом отделки, прикрепленным к эластомерной пленке 270 задней панели.
Аналогично, передняя панель 224 может включать первый и второй передние ножные эластичные элементы 284 и 286, каждый из которых продолжается по меньшей мере вдоль участка края 226 ластовицы передней панели. В этом конкретном варианте осуществления каждый из передних эластичных ножных элементов 284 и 286 по меньшей мере частично накладывается на эластомерную пленку 260 передней панели. В конкретном варианте осуществления и первый передний ножной эластичный элемент 284, и второй передний ножной эластичный элемент 286 полностью перекрыты эластомерной пленкой 260 передней панели. Например, и первый передний ножной эластичный элемент 284, и второй передний ножной эластичный элемент 286 могут быть полностью проложены между эластомерной пленкой 260 передней панели и нетканым материалом отделки, прикрепленным к эластомерной пленке 260 передней панели. Каждый из эластичных ножных элементов 280/282/284/286 может содержать одну прядь, ленту или полоску эластомерного материала, или каждый может содержать две или более прядей, лент или полосок, например, три пряди (как показано на фиг.11-14).
Предмет 220 одежды дополнительно содержит впитывающий узел 258, который продолжается между и соединяет переднюю панель 224 и заднюю панель 234. Впитывающий узел может содержать впитывающую сердцевину 259, прокладку 296 и заднее покрытие 298. В конкретных вариантах осуществления по меньшей мере участок впитывающего узла 258 наложен поверх участка передней панели 224. В альтернативном варианте или дополнительно по меньшей мере участок впитывающего узла 258 может быть наложен поверх участка задней панели 234. В конкретных вариантах осуществления большая часть площади участка передней панели, на который наложен по меньшей мере участок впитывающего узла, содержит лишенную функциональных особенностей эластомерную пленку. Подходящие конфигурации для таких лишенных функциональных особенностей/деактивированных/неработающих эластомерных областей описаны в заявке на патент США, серийный номер U.S. 12/346060, озаглавленной "Одноразовые впитывающие предметы одежды с использованием многослойных эластомерных пленок с лишенными функциональных особенностей областями", поданной 30 декабря 2008 г. Stabelfeldt et al. и переуступленной компании Kimberiy-Clark Worldwide, Inc., которая посредством ссылки во всей полноте включена в настоящий документ до соответствующей степени. В конкретных вариантах осуществления первый задний ножной эластичный элемент 280 и второй задний ножной эластичный элемент 282 могут формировать часть одного, составляющего единое целое заднего эластичного элемента, который продолжается поперечно поверх впитывающего узла 258. В дополнение или вместо этого, первый передний эластичный ножной элемент 284 и второй передний эластичный ножной элемент 286 могут формировать часть одного, составляющего единое целое переднего эластичного элемента, который продолжается поперечно поверх впитывающего узла 258. В других вариантах осуществления, таких, как показанные на фиг.11 -14, первый задний ножной эластичный элемент 280 и второй задний ножной эластичный элемент 282 разъединены и разнесены друг от друга, так что нет заднего ножного эластичного компонента, продолжающегося поперечно поверх впитывающего узла 258. Дополнительно или вместо этого, как показано на фиг.11-14, первый передний эластичный ножной элемент 284 и второй передний эластичный ножной элемент 286 разъединены и поперечно разнесены друг от друга, так что нет переднего эластичного ножного компонента, продолжающегося поперечно поверх впитывающего узла 258.
В конкретных вариантах осуществления эластомерная пленка 260 передней панели образует ширину 261 эластомерной пленки передней панели, измеренную на концевом крае 225 передней панели, которая продолжается поперечно от первого бокового края 228 передней панели до второго бокового края 229 передней панели. Эластомерная пленка 260 передней панели может быть продольно разнесена от концевого края 225 передней панели вдоль всей ширины 261 эластомерной пленки передней панели. В таких вариантах осуществления передняя панель может, но необязательно, включать продолжающуюся поперечно переднюю складку 290, которая образует концевой край 225 передней панели, и может включать передний эластичный поясной элемент 291, расположенный внутри передней складки 290.
В альтернативном варианте или дополнительно эластомерная пленка 270 задней панели образует ширину 271 эластомерной пленки задней панели, измеренную на концевом крае 235 задней панели, которая продолжается поперечно от первого бокового края 238 задней панели до второго бокового края 239 задней панели. Эластомерная пленка 270 задней панели может быть продольно разнесена от концевого края 235 задней панели вдоль всей ширины 271 эластомерной пленки задней панели. В таких вариантах осуществления задняя панель необязательно включает продолжающуюся поперечно заднюю складку 292, которая образует концевой край 235 задней панели, и может включать задний эластичный поясной элемент 293, расположенный внутри задней складки 292. Предмет 220 одежды дополнительно может включать первый боковой шов, по которому первый край 228 передней панели присоединен к первому боковому краю 238 задней панели, а также второй боковой шов, по которому второй боковой край 229 передней панели присоединен ко второму боковому краю 239 задней панели.
Очевидно, что детали упомянутых выше вариантов осуществления, приведенные для целей иллюстрации, не подразумевают ограничения объема настоящего изобретения. Хотя подробно описаны только несколько примеров вариантов осуществления, для специалистов очевидно, что возможны многие модификации примеров вариантов осуществления без существенного отступления от новых идей и преимущества настоящего изобретения. Соответственно, подразумевается, что все такие модификации охватываются объемом настоящего изобретения, который определен пунктами следующей формулы изобретения и их эквивалентами. Кроме того, очевидно, что можно предложить много вариантов осуществления, в которых не достигаются все преимущества некоторых вариантов осуществления, конкретно, предпочтительных вариантов осуществления, хотя отсутствие конкретного преимущества не следует рассматривать, как обязательно означающее, что такой вариант осуществления выходит за рамки объема настоящего изобретения.
Реферат
В одном варианте выполнения раскрыт способ изготовления одноразовых впитывающих предметов одежды, предусматривающий обеспечение наружного покровного материала с передним и задним поясным краем; присоединение эластомерного материала передней и задней панели изделия к наружному покровному материалу. Материал передней и задней панели изделия содержит многослойную эластомерную пленку. Участок наружного покровного материала удаляют, чтобы образовался ряд разнесенных отверстий. Эластомерный материал передней панели изделия образует ширину материала передней панели изделия, которая продолжается на, по меньшей мере, 50% самого короткого расстояния, продолжающегося от переднего поясного края до каждого отверстия, и эластомерный материал задней панели изделия образует ширину материала задней панели изделия, которая продолжается на по меньшей мере 50% самого короткого расстояния, продолжающегося от заднего поясного края до каждого отверстия. 2 н. и 15 з.п. ф-лы, 18 ил.
Формула
удаление участков наружного покровного материала с образованием разнесенных отверстий, тем самым, образуя в композитном материале предмета одежды ряд взаимосвязанных одноразовых впитывающих предметов одежды, причем эластомерный материал передней панели изделия образует ширину материала передней панели изделия, который движется в поперечном машинном направлении, причем ширина материала передней панели изделия продолжается на по меньшей мере 90% от самого короткого расстояния от переднего поясного края до каждого отверстия; и эластомерный материал задней панели изделия образует ширину задней панели изделия, который движется в поперечном машинном направлении, причем ширина задней панели изделия продолжается на по меньшей мере 90% от самого короткого расстояния от заднего поясного края до каждого отверстия; сгибание композитного материала предмета одежды вдоль центральной линии сгиба, которая продолжается в машинном направлении, так что передний поясной край сводится до непосредственной близости с задним поясным краем; присоединение материала передней панели изделия к материалу задней панели изделия с образованием ряда боковых шовных соединений, разнесенных в машинном направлении; и разрезание композитного материала предмета одежды в ряде мест разреза, разнесенных в машинном направлении, с образованием нескольких одноразовых впитывающих предметов одежды.
Комментарии