Тело вакуумной изоляции - RU2674062C1
Код документа: RU2674062C1
Чертежи
Описание
Данное изобретение относится к телу вакуумной изоляции, включающему в себя вакуум-плотную оболочку, которая окружает вакуумированную область, причем в вакуумированной области расположен материал сердцевины, как например перлит.
Подобное тело вакуумной изоляции известно, например, из DE 10 2013 005 585 A1. Известное из этой патентной заявки тело вакуумной изоляции состоит из антидиффузионной, то есть вакуум-плотной оболочки, поверхность которой больше чем поверхность оболочкового тела, как, например, внутреннего контейнера, к которому прилегает оболочка. Таким образом, например, возможно воспроизводить выступающие или утопленные контуры оболочкового тела на оболочке.
При изготовлении тела вакуумной изоляции предпочтительно засыпка загружается в оболочку. Для того чтобы была возможность выполнять эту загрузку засыпки рационально, на оболочке предусмотрено отверстие, которое после заполнения должно вакуум-плотно закрываться.
Эта вакуум-плотная термическая сварка проблематична ввиду того, что отверстие оболочки не имеет определенной поверхности для наложения или укладки покрывающей отверстие защитной пленки.
Исходя из этого в основе данного изобретения лежит задача усовершенствовать тело вакуумной изоляции указанного вначале типа таким образом, что закрытие или заварка отверстия оболочки может надежно осуществляться.
Эта задача решается с помощью тела вакуумной изоляции с признаками пункта 1 формулы изобретения. Согласно этому пункту предусмотрено то, что оболочка имеет покрытое вакуум-плотной защитной пленкой отверстие, которое служит для заполнения оболочки материалом сердцевины, причем оболочка в выступающей к отверстию краевой области сначала согнута вовнутрь, так что отверстие уменьшено, и затем снова согнута наружу, причем согнутая наружу область, а также область защитной пленки вакуум-плотно соединены друг с другом по периметру. Посредством особой складки краевой области отверстия оболочки создается соединительная поверхность оболочки, которая надежно и вакуум-плотно может соединяться или свариваться с защитной пленкой.
Далее данное изобретение относится к телу вакуумной изоляции с признаками пункта 2 формулы изобретения. Согласно этому пункту предусмотрено то, что оболочка имеет покрытое вакуум-плотной защитной пленкой отверстие для заполнения оболочки материалом сердцевины, причем оболочка в выступающей к отверстию краевой области снабжена вспомогательной структурой, к которой краевая область прилегает таким образом, что краевая область образует плоскую поверхность, и причем краевая область своей плоской поверхностью и область защитной пленки вакуум-плотно соединены друг с другом по периметру. В этом случае для предоставления плоской соединительной поверхности оболочки в области отверстия оболочки используется вспомогательная структура. К этой вспомогательной структуре краевая область оболочки прилегает таким образом, что краевая область образует плоскую поверхность, которая образует ответную поверхность для защитной пленки, с которой оболочка вакуум-плотно сваривается.
Также комбинация обоих соответствующих изобретению исполнений согласно пунктам 1 и 2 формулы изобретения возможна и охвачена изобретением. Так, например, согнутая наружу область может образовывать плоскую поверхность, которая прилегает к или сверху к вспомогательной структуре. Предпочтительно согнутая наружу область или плоская поверхность образует наружную поверхность оболочки в области отверстия, на которую может затем укладываться защитная пленка.
Благодаря дальнейшему контуру или вспомогательному контуру, который обозначается в дальнейшем также как вспомогательная структура, в предпочтительно чрезмерно большой пленочной рубашке или оболочке формируется законченность отверстия тела вакуумной изоляции или его оболочки, которая создает предпочтительно плоскую возможность соединения для дальнейшего плоского куска пленки в виде защитной пленки.
Для того чтобы максимально предотвращать загрязнение последующего сварного шва между оболочкой и защитной пленкой, может быть целесообразным заполнять оболочку материалом сердцевины только до уровня ниже вспомогательной структуры или ниже согнутой наружу краевой области оболочки. Предпочтительный вариант осуществления изобретения заключается также в том, чтобы защищать сварной шов во время процесса заполнения материалом сердцевины при помощи подходящих средств, как например защитного покрытия или целесообразно расположенного в заданном положении отсоса пыли.
Вспомогательный контур может после завершения процесса сварки удаляться или же оставаться на теле вакуумной изоляции. Если он удаляется, то в окончательном формообразовании после приложения вакуума внутри тела вакуумной изоляции имеет место лишь многослойное расположение пленок.
Как было изложено выше, вариант осуществления изобретения предусматривает то, что, например, у прямоугольного отверстия пленочной рубашки или оболочки из пленочного рукава сначала посредством суживающей складки производится уменьшение отверстия рукава, которое затем снова распрямляется на полное поперечное сечение рукава. При этом в угловой области пленочной рубашки или оболочки выборочно производится определенная складка пленки, или с получающимся образованием складок пленки мирятся.
В предпочтительном варианте осуществления изобретения предусмотрено то, что оболочка и/или защитная пленка частично или полностью выполнены в виде высокобарьерных пленок.
Далее возможно, что оболочка и/или защитная пленка частично или полностью состоят из комбинированной пленки с алюминиевой фольгой.
В дальнейшем варианте осуществления изобретения предусмотрено то, что вакуум-плотная оболочка имеется в виде мешка. Мешок может быть выполнен круглым или с углами в поперечном сечении.
Этот мешок может быть открыт с одной стороны, причем открытая сторона представляет собой отверстие для заполнения материалом сердцевины.
Далее возможно, что поверхность оболочки больше чем поверхность оболочкового тела или участка оболочкового тела, к которому прилагает оболочка. Это позволяет выполнять контуры оболочкового тела в соответствии с оболочкой.
Как было изложено выше, предпочтительно предусмотрено то, что согнутая наружу область оболочки имеет плоскую, предпочтительно горизонтальную поверхность, и эта плоская поверхность образует одну из обеих соединительных поверхностей для вакуум-плотного запечатывания отверстия. Другая из поверхностей образуется посредством участка защитной пленки.
В дальнейшем варианте осуществления изобретения предусмотрено то, что отверстие оболочки, через которое засыпается материал сердцевины, расположено на основной поверхности тела вакуумной изоляции. Под основной поверхностью понимается в рамках изобретения полная сторона тела вакуумной изоляции. Предпочтительно, говоря о полной стороне, речь идет об одной из обеих наибольших сторон или поверхностей тела вакуумной изоляции. У шкафообразного холодильного или морозильного аппарата речь может идти, например, об области задней стенки аппарата, то есть об участке тела вакуумной изоляции, который повернут к задней стороне аппарата. В случае холодильной (напольной) витрины речь может идти о дне витрины, то есть об участке тела вакуумной изоляции, который направлен к дну холодильной или морозильной витрины.
Если речь идет о запорном элементе, как, например, о двери или крышке холодильного и/или морозильного аппарата, то предполагается, например, его передняя или верхняя сторона. Таким образом, в этом случае отверстие для заполнения образовано стороной оболочки, которая обращена к передней или верхней стороне запорного элемента.
Как было изложено выше, это отверстие после заполнения материалом сердцевины надежно запечатывается пленочной заплатой, то есть защитной пленкой.
Далее данное изобретение относится к способу изготовления тела вакуумной изоляции по любому из пунктов 1-9 формулы изобретения.
При этом предпочтительно предусмотрено то, что оболочка в выступающей к отверстию краевой области сгибается вовнутрь, так что отверстие уменьшено, и затем снова сгибается наружу, причем согнутая наружу область и область защитной пленки вакуум-плотно соединяются друг с другом по периметру.
Далее предпочтительно предусмотрено то, что оболочка в выступающей к отверстию краевой области снабжается вспомогательной структурой, к которой краевая область прилегает таким образом, что краевая область образует плоскую поверхность, и причем краевая область своей плоской поверхностью и область защитной пленки вакуум-плотно соединяются друг с другом по периметру.
Предпочтительно предусмотрено то, что все сварные швы, которые соединяют обе области пленок, то есть пленку тела вакуумной изоляции и защитную пленку, расположены в одной плоскости.
Дальнейшие предпочтительные варианты осуществления способа воспроизведены в пунктах 2-9 формулы изобретения.
Далее данное изобретение относится к теплоизолированной емкости, предпочтительно к холодильному и/или морозильному аппарату с темперированным и предпочтительно охлажденным внутренним пространством и с окружающей, по меньшей мере, местами темперированное и предпочтительно охлажденное внутреннее пространство стенкой, причем между темперированным и предпочтительно охлажденным внутренним пространством и стенкой находится тело вакуумной изоляции по любому из пунктов 1-9 формулы изобретения. Это тело вакуумной изоляции может находиться, например, между наружной стенкой корпуса и внутренним контейнером или же между наружной стороной и внутренней стороной двери или другого запорного элемента, как например крышки аппарата.
Следует указать на то, что понятие "один", "одно" или "одна" не является ограничением в отношении ровно одного соответствующего конструктивного элемента, а включает в себя также множество этих конструктивных элементов. Так, например, могут иметься несколько отверстий в оболочке, несколько вспомогательных контуров, несколько защитных пленок, несколько охлажденных внутренних пространств или ровно один из указанных элементов. Соответственно это справедливо для всех других компонентов тела вакуумной изоляции или теплоизолированной емкости, предпочтительно холодильного и/или морозильного аппарата.
Темперированное внутреннее пространство в зависимости от типа аппарата (холодильный аппарат, тепловой шкаф и т.д.) либо охлаждено, либо нагрето. Теплоизолированные емкости согласно данному изобретению имеют, по меньшей мере, одно темперированное внутреннее пространство, причем оно может быть охлаждено или нагрето, так что во внутреннем пространстве получается температура ниже или выше окружающей температуры, например в 21°C. Таким образом, изобретение не ограничено холодильными и/или морозильными аппаратами, а относится в целом к аппаратам с темперированным внутренним пространством, например, также к тепловым шкафам или тепловым витринам.
В варианте осуществления предусмотрено то, что, говоря о соответствующей изобретению емкости, речь идет о холодильном и/или морозильном аппарате, в частности о бытовом домашнем аппарате или промышленном холодильном аппарате. Например, охвачены такие аппараты, которые предусмотрены для стационарного размещения в домашнем хозяйстве, в гостиничном номере, на промышленной кухне или в баре. Например, речь может также идти о холодильнике для вина. Далее изобретением также охвачены холодильные и/или морозильные витрины (прилавки). Соответствующие изобретению аппараты могут иметь место соединения для подключения к электроснабжению, в частности к домашней электросети (например, штепсельную вилку) и/или вспомогательные средства установки или встраивания, как например регулируемые ножки или место соединения для фиксации внутри мебельной ниши. Например, говоря об аппарате, речь может идти о встраиваемом аппарате или же об отдельно стоящем аппарате.
Предпочтительно емкость или аппарат выполнена или выполнен таким образом, что она/он может эксплуатироваться с переменным напряжением, как например с домашним напряжением сети например в 120 В и 60 Гц или 230 В и 50 Гц. В альтернативном варианте осуществления возможно, что емкость или аппарат выполнена или выполнен таким образом, что она/он может эксплуатироваться с постоянным током напряжения например в 5 В, 12 В или 24 В. В этом исполнении может быть предусмотрено то, что внутри или снаружи аппарата предусмотрен сетевой блок питания со встроенной штепсельной вилкой, при помощи которого эксплуатируется аппарат. Эксплуатация с постоянным напряжением может находить применение в частности в том случае, если емкость имеет термоэлектрический тепловой насос для темперирования внутреннего пространства.
В частности, может быть предусмотрено то, что холодильный и/или морозильный аппарат обладает шкафообразным внешним видом и имеет полезный объем, который доступен для пользователя с передней стороны аппарата (в случае витрин с верхней стороны). Полезный объем может быть разделен на несколько отсеков, все из которых эксплуатируются при одинаковой температуре или при разных температурах. Альтернативно может быть предусмотрен лишь один отсек. Внутри полезного объема или отсека могут быть также предусмотрены вспомогательные средства хранения, как например приемные карманы, выдвижные секции или бутылкодержатели (в случае витрины также перегородки), для того чтобы обеспечивать оптимальное хранение охлажденных или замороженных продуктов и оптимальное использование пространства.
Полезный объем может быть закрыт, по меньшей мере, одной поворачиваемой вокруг вертикальной оси дверью. В случае витрины возможна поворачиваемая вокруг горизонтальной оси откидная крышка или сдвигаемая панель в качестве запорного элемента. Дверь или другой запорный элемент в закрытом состоянии может находиться по существу в герметичном соединении с корпусом посредством проходящего по периметру магнитного уплотнения. Предпочтительно также дверь или другой запорный элемент теплоизолирована, причем теплоизоляция может достигаться посредством вспенивания и при необходимости посредством панелей вакуумной изоляции или же предпочтительно посредством системы вакуума и наиболее предпочтительно посредством системы полного вакуума. На внутренней стороне двери могут быть при необходимости предусмотрены дверные карманы, для того чтобы также там была возможность хранить охлажденные продукты.
В варианте осуществления речь может идти о малом аппарате. У подобных аппаратов полезный объем, который задан внутренней стенкой емкости, составляет, например, менее 0,5 м3, менее 0,4 м3 или менее 0,3 м3. Габаритные размеры емкости или аппарата находятся предпочтительно в диапазоне до 1 м относительно высоты, ширины и глубины.
Со ссылкой на эту соответствующую изобретению емкость соответствующее изобретению тело вакуумной изоляции представляет собой предпочтительно систему полного вакуума, которая расположена в пространстве между ограничивающей внутреннее пространство емкости или аппарата внутренней стенкой и внешней оболочкой емкости или аппарата. Под системой полного вакуума следует понимать теплоизоляцию, которая исключительно или преимущественно состоит из вакуумированной области, которая заполнена материалом сердцевины. Граница этой области может образовываться, например, посредством вакуум-плотной пленки и предпочтительно посредством высокобарьерной пленки. Таким образом, в качестве теплоизоляции между внутренней стенкой емкости, предпочтительно аппарата, и внешней оболочкой емкости, предпочтительно аппарата, может иметься исключительно такое пленочное тело, которое имеет окруженную вакуум-плотной пленкой область, в которой преобладает вакуум, и в которой расположен материал сердцевины. Вспенивание и/или панели вакуумной изоляции в качестве теплоизоляции или другая теплоизоляция за исключением системы полного вакуума между внутренней стороной и внешней стороной емкости или аппарата предпочтительно не предусмотрены.
Этот предпочтительный тип теплоизоляции в виде системы полного вакуума может распространяться между ограничивающей внутреннее пространство стенкой и внешней оболочкой корпуса и/или между внутренней стороной и внешней стороной запорного элемента, как например двери, откидной крышки, заслонки или тому подобного.
Данное изобретение относится к телу вакуумной изоляции с сердцевиной, предпочтительно из порошковой засыпки, пленочная рубашка которого состоит, по меньшей мере, из двух частей, а именно из оболочки и защитной пленки. Как было изложено выше, предпочтительно, если участок оболочки в виде плоского элемента используется после заполнения для запечатывания отверстия для заполнения. Предпочтительно предусмотрено то, что все сварные швы, которые соединяют обе области пленок, то есть оболочку с одной стороны и защитную пленку с другой стороны, расположены в одной плоскости.
Неплоская область пленки оболочки может быть ниже сварного шва согнута обратно, то есть согнута вовнутрь, и эта обратная складка может прилегать к сварному шву.
На углах контура сварки оболочка неплоских областей пленки может быть многократно согнута друг на друга на сварном шве.
В качестве проблематики при изготовлении тел вакуумной изоляции было обнаружено, что основное препятствие представляет собой оседание использующихся порошковых засыпок, как например перлита. Для хороших изоляционных свойств такие засыпки должны состоять преимущественно из мелкозернистого материала. Эти засыпки склонны к тому, чтобы при транспортировке впитывать воздух, вследствие чего плотность засыпки уменьшается.
При приложении низкого давления к засыпке она уплотняется в значительной степени посредством усадки, что предъявляет высокие требования к окружающей высокоплотной оболочке.
Согласно известному способу предусмотрено засыпку псевдоожижать и засыпать в промежуточное пространство двустенной емкости или тела вакуумной изоляции. В этом случае после каждого процесса перекачки использованный для псевдоожижения воздух должен удаляться, что сильно увеличивает продолжительность процесса.
В свете вышеизложенного дальнейшая задача изобретения заключается в предоставлении способа, при помощи которого можно достигать быстрого заполнения тела вакуумной изоляции.
Эта задача решается с помощью способа с признаками пункта 12 формулы изобретения. Согласно этому пункту предусмотрено то, что заполнение тела вакуумной изоляции осуществляется без псевдоожижения порошкообразного материал сердцевины.
Было обнаружено, что фильтрационные перлиты, которые посредством оседания или механического уплотнения спрессованы до определенной плотности, то есть до плотности, которая больше чем плотность простой (неосажденной) засыпки, могут также без псевдоожижения целесообразно распределяться в трехмерном теле контура или трехмерном теле вакуумной изоляции.
Предпочтительно необходимое количество материала сердцевины для тела вакуумной изоляции предварительно удерживается в уплотненном состоянии (посредством нагружения давлением или оседания). Через максимально большое отверстие предварительно подготовленный порошок засыпается в изоляционное пространство, то есть в тело вакуумной изоляции, причем предпочтительно имеет место наименьшее движение воздуха. У тела вакуумной изоляции, которое используется в корпусе холодильного и/или морозильного аппарата или в его двери или в другом запорном элементе, это может предпочтительно достигаться вследствие того, что полная сторона изоляционного элемента или тела вакуумной изоляции используется для заполнения, в частности одна из обеих наибольших сторон тела вакуумной изоляции. С технологической точки зрения у холодильного и/или морозильного аппарата подразумевается задняя стенка аппарата и соответственно дно витрины у холодильного и/или морозильного витрины, а у двери передняя сторона.
Отверстие для заполнения представляет собой предпочтительно всю основную поверхность или большую часть такой основной поверхности.
Предпочтительный вариант осуществления изобретения предусматривает то, что выполняются способ согласно пункту 11 формулы изобретения, а также способ согласно пункту 12 формулы изобретения. Это означает, что при изготовлении тела вакуумной изоляции предпочтительно применяются оба способа.
Отверстие для заполнения вакуум-плотно запечатывается, как описано выше, пленочной заплатой.
Описанная далее более подробно система полного вакуума может получаться в рамках соответствующего изобретению способа таким образом, что оболочка заполняется материалом сердцевины и затем вакуум-плотно запечатывается защитной пленкой. В варианте осуществления и заполнение, и вакуум-плотное запечатывание оболочки осуществляется при нормальном или атмосферном давлении. Вакуумирование осуществляется в этом случае посредством подключения подходящего, вделанного в оболочку или в защитную пленку стыковочного места, например, штуцера вакуумирования, который может иметь клапан, к вакуумному насосу. Предпочтительно, во время вакуумирования преобладает за пределами оболочки нормальное или атмосферное давление. В этом варианте осуществления предпочтительно никогда во время изготовления не требуется помещать изоляционное тело в вакуумную камеру. В этом отношении в варианте осуществления можно отказаться во время изготовления тела вакуумной изоляции от вакуумной камеры.
Под вакуум-плотной или антидиффузионной оболочкой или под вакуум-плотным или антидиффузионным соединением или под понятием высокобарьерная пленка предпочтительно понимается оболочка или соединение или пленка, при помощи которых проникновение газа в тело вакуумной изоляции сокращено настолько, что вызванное проникновением газа повышение теплопроводности тела вакуумной изоляции достаточно незначительно в течение его срока службы. В качестве срока службы должен назначаться промежуток времени, например, в 15 лет, предпочтительно в 20 лет и наиболее предпочтительно в 30 лет. Предпочтительно вызванное проникновением газа повышение теплопроводности тела вакуумной изоляции в течение его срока службы находится при значении < 100% и наиболее предпочтительно < 50%.
Предпочтительно удельная по площади газопроницаемость оболочки или соединения или высокобарьерной пленки составляет < 10-5 мбар*I/с*м2 и наиболее предпочтительно < 10-6 мбар*I/с*м2 (измеренная по ASTM D-3985). Эта газопроницаемость справедлива для азота и кислорода. Для других сортов газа (в частности для водяного пара) имеют место также низкие газопроницаемости предпочтительно в диапазоне < 10-2 мбар*I/с*м2 и наиболее предпочтительно в диапазоне < 10-3 мбар*I/с*м2 (измеренные по ASTM F-1249-90). Предпочтительно благодаря этим низким газопроницаемостям достигаются вышеупомянутые незначительные повышения теплопроводности.
Известной из области вакуумных панелей системой покрытия являются так называемые высокобарьерные пленки. Под ними в рамках данного изобретения предпочтительно понимаются однослойные или многослойные пленки (которые предпочтительно являются термосваривающимися) с одним или несколькими барьерными слоями (как правило, металлическими слоями или оксидными слоями, причем в качестве металла или оксида предпочтительно применяется алюминий или оксид алюминия), которые удовлетворяют указанным выше требованиям (повышение теплопроводности и/или удельная по площади газопроницаемость) в качестве барьера против проникновения газа.
Говоря о вышеуказанных значениях или о структуре высокобарьерной пленки, речь идет о примерных предпочтительных данных, которые не ограничивают изобретение.
Дальнейшие подробности и преимущества изобретения разъясняются более подробно при помощи изображенного на чертеже примера осуществления.
На чертеже показаны:
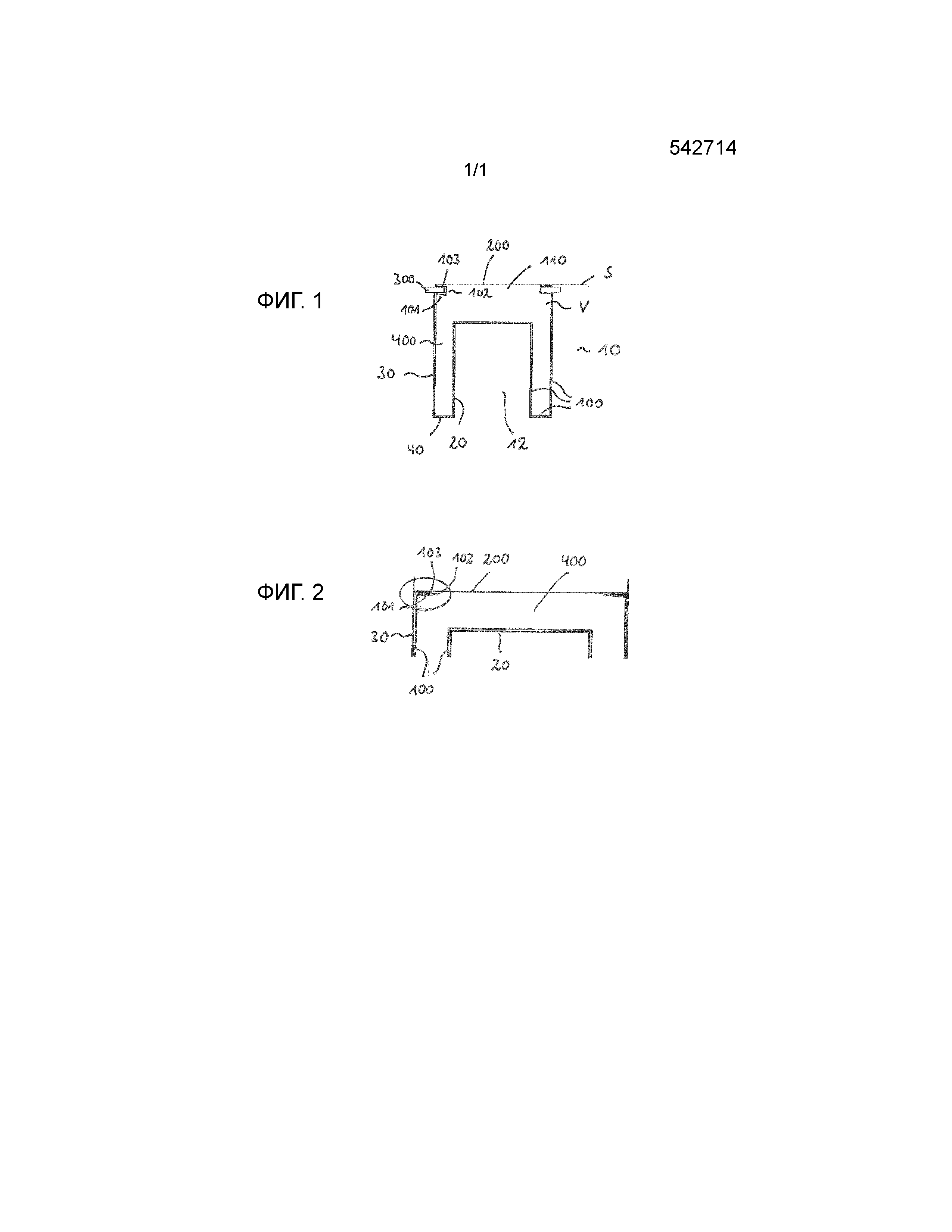
фиг. 1 - схематичный вид прилегающего к оболочковому телу тела вакуумной изоляции с вспомогательным контуром; и
фиг. 2 - схематичный вид системы согласно фиг. 1 после процесса сварки и после удаления вспомогательного контура.
Фиг. 1 показывает ссылочной позицией 10 холодильный и/или морозильный аппарат, например холодильная и морозильная витрина, которая имеет охлажденное внутреннее пространство 12. На изображении согласно фиг. 1 холодильная и морозильная витрина изображена в опрокинутом состоянии, так что открытая сторона внутреннего контейнера находится внизу.
Охлажденное внутреннее пространство 12 ограничивается внутренним контейнером 20, а наружная сторона витрины наружной обшивкой 30. Между этими обоими элементами находится защитная рама 40, которая соединяет внутренний контейнер 20 и наружную обшивку 30 друг с другом. Все эти элементы вместе образуют оболочковое тело, внутреннее пространство которого, по меньшей мере, частично заполнено телом вакуумной изоляции.
Тело вакуумной изоляции включает в себя высокобарьерную пленку 100, которая проходит по внутренней стороне внутреннего контейнера, защитной рамы, а также наружной обшивки, и которая имеет расположенное согласно фиг. 1 вверху отверстие 110 для заполнения.
Оболочка или тело вакуумной изоляции выполнена в виде трехмерной структуры.
В области отверстия 110 для заполнения высокобарьерная пленка согнута вовнутрь участком 101, так что возникает сужение отверстия для заполнения. К этому участку примыкает соединительный участок 102, который после нового изгиба соединяет согнутую наружу область 103 с областью 101.
Область 103 образует согнутую наружу область оболочки, которая может быть выполнена в виде пленочного мешка. В итоге краевая область оболочки образуется таким образом U-образной в разрезе структурой, которая состоит из участков 101, 102 и 103, причем участок 103 образует концевой участок оболочки и выполнен плоским и предпочтительно горизонтальным.
Ссылочная позиция 200 обозначает пленочную заплату, то есть защитную пленку, которая также выполнена плоской, и которая имеет такие размеры, что она полностью покрывает отверстие 110. Своей краевой областью защитная пленка 200 прилегает к согнутым наружу участкам 103, а именно по периметру, так что после сварки имеется вакуум-плотно закрытая область внутри тела вакуумной изоляции.
Как видно на фиг. 1, U-образный край или концевой участок оболочки охватывает вспомогательную структуру 300, причем возникает вышеупомянутая U-образная структура концевой области оболочки 100.
Таким образом, возможно, что все сварные швы, которые соединяют обе пленки, то есть оболочку 100 с одной стороны и защитную пленку 200 с другой стороны, расположены в одной плоскости. Вследствие этого обеспечено надежное и безопасное выполнение сварного шва между оболочкой и защитной пленкой, которые обе могут быть выполнены в виде высокобарьерной пленки.
Таким образом, вспомогательный контур 300 служит так сказать в качестве контррамы во время процесса сварки.
Ссылочная позиция S обозначает общую плоскость сварки между оболочкой и защитной пленкой.
Ссылочная позиция 400 обозначает засыпку внутри тела вакуумной изоляции, которая может быть выполнена, например, в виде перлита.
В изображенном здесь примере осуществления, говоря об отверстии для заполнения, речь идет обо всей (расположенной согласно фиг. 1 вверху) поверхности тела вакуумной изоляции, которая обращена к нижней стороне холодильной или морозильной витрины. Таким образом, речь идет об основной поверхности тела вакуумной изоляции, через которую порошковая засыпка выгружается в изоляционное тело, вследствие чего получается наиболее простое заполнение. В принципе также другие поверхности тела вакуумной изоляции подходят в качестве отверстия для заполнения, как например боковые поверхности или расположенные на обратной стороне поверхности.
Если вспомогательный контур удаляется, и прикладывается вакуум, то возникает изображенное на фиг. 2 состояние. На ней можно увидеть, что складка пленки оболочки в области сварки состоит из согнутой вовнутрь области 101, соединительного участка 102 и согнутой наружу области 103, причем последняя соединена сварным швом с защитной пленкой. Как видно из фиг. 2, неплоская область пленки ниже сварного шва согнута таким образом назад, и эта обратная складка прилегает к сварному шву.
Реферат
Теплоизолированная емкость, предпочтительно холодильный или морозильный аппарат, содержит тело вакуумной изоляции, расположенное между охлажденным внутренним пространством и стенкой. Тело вакуумной изоляции включает вакуум-плотную оболочку, которая окружает вакууммированную область, в которой расположен материал сердцевины, представляющий собой порошкообразный перлит, заполнение которого производят без псевдосжижения. Оболочка имеет покрытое вакуум-плотной защитной пленкой отверстие для заполнения ее материалом сердцевины. Оболочка с выступающей к отверстию краевой области согнута внутрь и затем наружу. Оболочка снабжена в выступающей к отверстию краевой области вспомогательной структурой, к которой краевая область прилегает с образованием плоской поверхности. Согнутая наружу область и область защитной пленки вакуум-плотно соединены по периметру. Осуществляется надежная сварка отверстия оболочки. 5 н. и 9 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Теплоизоляционное изделие
Комментарии