Устройство для непрерывногоизготовления профильных пенопласто-вых труб - SU799635A3
Код документа: SU799635A3
Чертежи


Описание
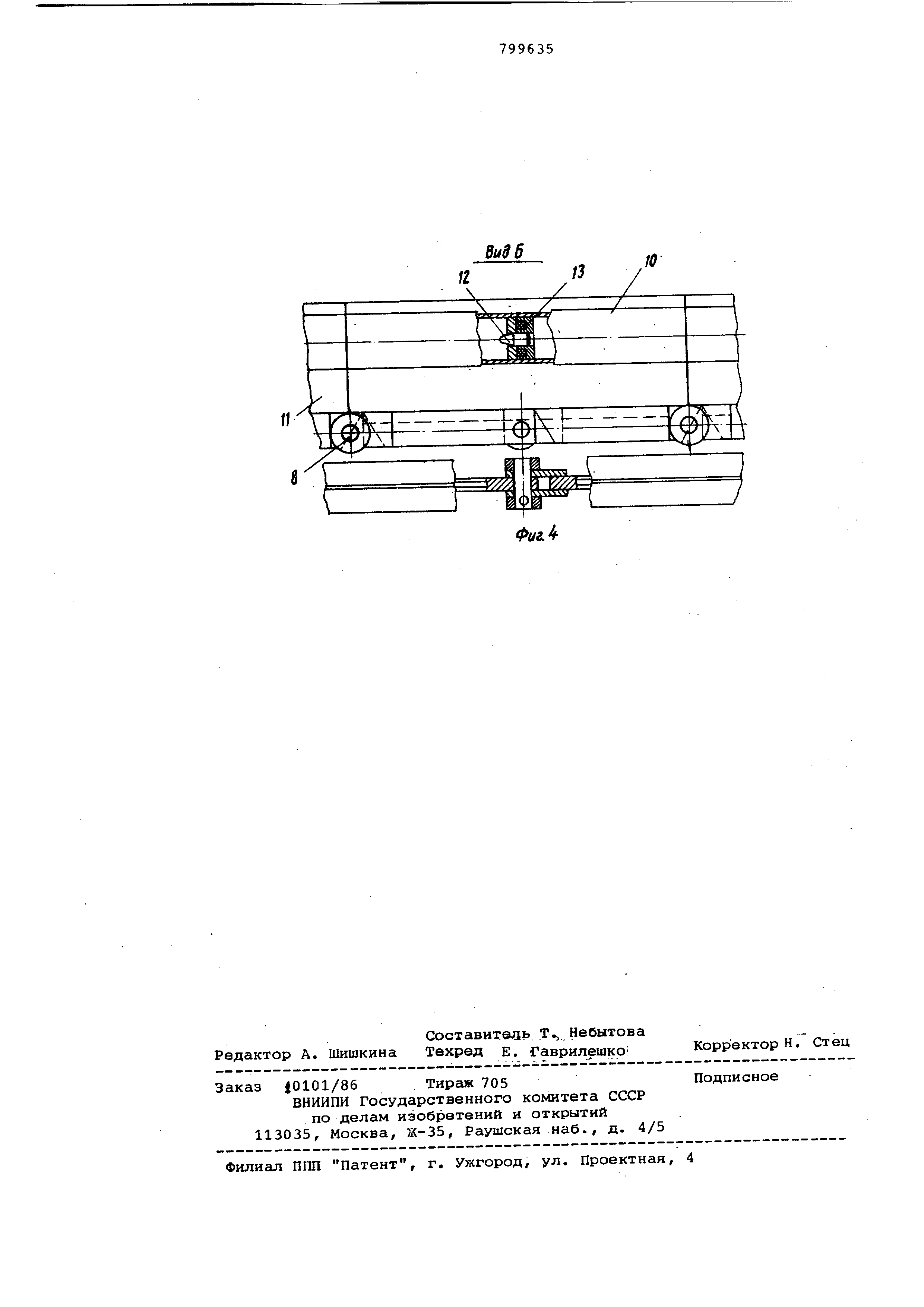
с одинаковой скоростью в горизонталь ном направлении. Цепи 1 снабжены мно жеством прилегающих друг к другу полуформ 3, имеющих полуцилиндрический профиль, причем две противолежащие детали образуют цилиндрическую полос имеющую сверху прорезь. Цепи 1 на всем протяжении снабхсены роликами 4, Которые опираются на горизонтальные планки 5, закрепленные на раме 6 уст новки. Одна из планок имеет скользящую горизонтальную опору в виде пружины 7, так что две друг другу противолежащие полуформы 3 образуют единую формующую полость. Вертикально расположенная цепь 8 содержит дор 9, расположенный по отношению к обеим цепям 1 так, что его середина совпадает со стыком полуформ 3. На дорне 9 расположено множество сме ных фасонных элементов 10, соединенных с цепью 8 за счет стяжек 11. Сме ные фасонные элементы 10 примыкают друг к другу торцовыми поверхностями причем для увеличения прочности и центрирования на торцах предусмотрены центрирующие штифты 12 к манжеты 13. Фольга 14, необходимая для изготовления трубы, покрывается пенопластообразующей смесью из выпускной емкости. 15, связанной с дозирующей установкой 16. Распорные клинья 17 и 18, закрепленные по обеим сторонам стяжек, служат для извлечения полуформ 3 и сменных фасонных элементов 10 из пенопластовой трубы. Сменные фасонные элементы 10 снабжены радиальными ножами 19 для разделения трубы на две полуцилиндрические половины, соединенные в районе нчжнего стыка фольгой 14. Установку работает следующим образом . Фольга 14 вводится в канал, образованный полуформами 3 и сменными фасонными элементами 10, при входе в который из выпускной емкости 15, соединенной с дозируквдей установкой 16, фольга покрывается пенопластообразующей смесью. Внутри этого канала смесь вспенивается и отверждается , приобретая форму трубы разреза ной с одной стороны. Так как сменные фасонные элементы 10 со стороны, про тиволежащей стяжкам 11, снабжены радиальными ножами 19, в пенопластовой трубе получается вторая прорезь , необходимая для разделения пенопластовой трубы на две полуцилиндрические половины, соединенные фольгой. 14. Наличие фольги упрощает монтаж пенопластовой изолирующей трубы на объект теплоизоляции. К преимуществам изобретения относится отсутствие относительного движения между пенопластовой трубой, полуформами и сменными фасонными элементами дорна, что обеспечивает высокое давление при вспенивании, и поэтому выбор пенопластов практически не имеет ограничений/ кроме тогсэ, возможно изготовление пенопластовых труб различного сечения, изменяющегося в продольном направлении, с разрезами вдоль оси. Формула изобретения 1.Устройство для непрерывного изготовления профильных пенопластовых труб, содержащее непрерывно перемещакадиеся вдоль направляющих, расположенные параллельно цепи, несущие полуформы с уплотнениями, образующие формукхдий канал и центральный дорн, отличающееся тем, что, с целью получения труб, разрезанных по продольной оси, дорн снабжен радисЛьными ножами и выполнен из множества сменных фасонных элементов с уплотнениями в местах разъеla , закрепленных при помощи стяжек вертикально перемещающейся цепи, расположенной соосно над цепями, несущими полуформы, на равном расстоянии от них. 2.Устройство по п. 1, отличающееся тем, что элементы дорна центрированы при помощи штифтов . 3.Устройство по п. 1, отличающееся тем, что полуформы цепи, образующей формующий канал, снабжены роликами, опирающимися на расположенные по обеим сторонам формующего канала направляющие планки , одна из которых подпружинена. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 196289, кл. В 29 D 27/00, 1965. 2.Патент Японии W 14029, кл. 25 ,(5) Н 512.2, 1972 (прототип).
Bu96


Реферат
Формула
Комментарии