Резьбовое соединение для стальных труб - RU2406003C1
Код документа: RU2406003C1
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к резьбовому соединению для стальных труб и, в частности, к резьбовому соединению, предназначенному для использования при соединении между собой труб, применяемых в нефтяной промышленности. Более конкретно настоящее изобретение касается обработки поверхности такого резьбового соединения.
Резьбовое соединение для стальных труб согласно настоящему изобретению может надежно демонстрировать превосходное сопротивление истиранию металла без применения компаундной смазки, которая применяется к резьбовым соединениям в то время, когда они используются для соединения труб нефтяной промышленности, и которая содержит большое количество вредного тяжелого металлического порошка.
Соответственно резьбовое соединение для стальных труб согласно настоящему изобретению может избежать отрицательного воздействия на окружающую среду и на человеческое тело, вызванного использованием компаундной смазки.
Предпосылки к созданию изобретения
Трубами нефтяного сортамента (сокращенно OCTG) являются трубы и обсадные трубы, которые применяются при бурении нефтяных скважин, предназначенных для добычи сырой нефти или газойля. Обычно они соединяются между собой с использованием резьбовых соединений. В прошлом глубина нефтяных скважин составляла 2000-3000 метров, но в современных глубоководных нефтяных месторождениях она может достигать 8000-10000 метров.
В этой среде применения резьбовое соединение для OCTG подвергается нагрузке в форме аксиального растягивающего усилия, создаваемого весом OCTG и соединенных с ними соединений, объединенным внутренним и внешним давлением и подземным теплом. Поэтому резьбовое соединение должно сохранять воздухонепроницаемость без ее нарушения даже в такой суровой среде.
Обычное резьбовое соединение, которое используется для соединения OCTG, имеет форму нарезанных концов, состоящих из охватываемой резьбы, выполненной на внешней поверхности каждого концевого участка (ниппель) трубы нефтяного сортамента, и из охватывающей резьбы, выполненной на внутренней поверхности (муфта) соединения (резьбового соединительного элемента). Не имеющий резьбы участок контакта металла с металлом формируется на переднем конце охватываемой резьбы ниппеля и внутренней стороне охватывающей резьбы муфты. При вкладывании одного конца трубы нефтяного сортамента в соединение и затягивании охватываемой резьбы и охватывающей резьбы не имеющие резьбы участки контакта металла с металлом ниппеля и муфты приводятся в плотное соприкосновение между собой с образованием уплотнения металл-металл, достигая таким образом воздухонепроницаемости соединения. Таким образом, и ниппель, и муфта имеют каждый контактную поверхность на своей резьбовой части и своем не имеющем резьбы участке контакта металла с металлом.
В ходе операции по опусканию труб или обсадных труб в буровую скважину из-за различных проблем возникают ситуации, при которых резьбовое соединение, которое уже было затянуто, ослабляют после временного извлечения труб или обсадных труб из буровой скважины, после чего соединение затягивают повторно перед опусканием труб или обсадных труб. API (Американский институт нефти) требует, чтобы резьбовое соединение для OCTG обладало сопротивлением истиранию металла, достаточным для того, чтобы иметь возможность десять раз выполнить затягивание (завинчивание) и ослабление (развинчивание) соединения для труб и три раза - соединения для обсадных труб без возникновения истирания металла (неустранимого сильного заедания) при сохранении воздухонепроницаемости.
При затягивании резьбового соединения для того, чтобы увеличить его сопротивление истиранию металла и воздухонепроницаемость, на контактные поверхности (а именно: участки с резьбой и не имеющие резьбы участки контакта металла с металлом) соединения наносят вязкую жидкую смазку, которую называют «компаундной» смазкой и которая содержит большое количество тяжелого металлического порошка. Такую компаундную смазку обозначают как API BUL 5A2. Компаундная смазка способствует предохранению поверхности от коррозии.
С целью повышения удерживания компаундной смазки на резьбовом соединении и улучшения характеристик скольжения соединения предлагается, чтобы контактные поверхности резьбового соединения были подвергнуты обработке поверхности, выбранной из числа нитридирования, различных видов плакирования, таких как плакирование на основе цинка и дисперсное плакирование, нанесения фосфатного конверсионного покрытия и тому подобного для формирования одного или больше слоев, обладающих повышенной шероховатостью поверхности. Однако использование компаундной смазки оказывает отрицательное воздействие на окружающую среду и на человеческое тело, как описано ниже.
Компаундная смазка содержит большое количество порошка тяжелых металлов, таких как свинец, цинк и медь, для того, чтобы придать смазке достаточную смазывающую способность и коррозионную стойкость. При затягивании резьбового соединения с нанесенной на него компаундной смазкой нанесенная смазка вымывается или выдавливается из соединения наружу, и может оказывать отрицательное воздействие на окружающую среду и, в особенности, на морскую фауну и флору, из-за входящих в ее состав вредных тяжелых металлов, таких как свинец. Кроме того, процесс нанесения компаундной смазки ухудшает условия рабочей среды, в связи с чем возникает также проблема вредного воздействия на человеческое тело вредных составляющих.
С тех пор, как в 1998 вступила в силу Конвенция OSPAR (Конвенция Осло-Париж) о предотвращении загрязнения моря в Северо-Восточной Атлантике, жесткие требования по защите окружающей среды усилились в глобальных масштабах, и в некоторых регионах регулированию подвергается использование компаундной смазки. Соответственно для того, чтобы избежать отрицательного воздействия на окружающую среду и человеческое тело при бурении газовых и нефтяных скважин, возникает потребность в таких резьбовых соединениях, которые могут демонстрировать превосходное сопротивление истиранию металла без применения компаундной смазки.
Что касается резьбового соединения, которое может использоваться для соединения OCTG без применения компаундной смазки то, например, в Патентном документе 1, приведенном ниже, описано соединение для стальных труб, имеющее по меньшей мере три слоя, полученные путем обработки поверхности и состоящие из самого нижнего нитридного слоя, промежуточного конверсионного слоя, полученного путем обработки фосфатом марганца, и самого верхнего твердосмазочного покрытия. При цели, полностью отличающейся от настоящего изобретения, Патентный документ 2, приведенный ниже, описывает резьбовое соединение для OCTG, имеющее нижний плакированный слой из мягкого металла, такого как Cu, Zn, Sn или Pb, и верхний плакированный слой из твердого металла, такого как Cr, Mo или W, в то время как Патентный документ 3, приведенный ниже, описывает нижний слой покрытия из такого материала как Ni, температура плавления которого выше температуры использования соединения, и верхний слой покрытия из такого материала, как Sn, температура плавления которого ниже температуры использования соединения.
Список документов
Патентный документ 1: JP H08-105582 A1
Патентный документ 2: JP S60-022695 A1
Патентный документ 3: JP H05-149486 F1
Описание изобретения
Резьбовое соединение, описанное в Патентном документе 1, имеет тот недостаток, что твердосмазочное покрытие изнашивается на относительно ранней стадии из-за слабого сцепления с лежащим под ним слоем, при трудности удерживания смазочного порошка, отделившегося от покрытия при его изнашивании на поверхности износа для того, чтобы способствовать смазыванию. Соответственно, в особенности в случае OCTG, выполненных из высоколегированной стали, в которых легко возникает истирание металла, его сопротивление истиранию металла недостаточно для того, чтобы предотвратить истирание металла при повторении затягивания и ослабления соединения.
И Патентный документ 1 и Патентный документ 2 относятся оба к многослойному покрытию с мягким металлом и твердым металлом на резьбовом соединении. Однако резьбовое соединение, описанное в Патентном документе 2, основывается на применении компаундной смазки для того, чтобы гарантировать, что соединение обеспечивает достаточное сопротивление истиранию металла и воздухонепроницаемость. Соответственно нет возможности избежать отрицательного воздействия на окружающую среду и на человеческое тело, к которому ведет использование компаундной смазки. Резьбовое соединение, описанное в Патентном документе 3, может обеспечивать воздухонепроницаемость за счет плавления верхнего слоя покрытия при температуре использования, но это воздействие на сопротивление истиранию металла и предотвращение коррозии исчезает при повторении затягивания и ослабления соединения из-за истощения верхнего слоя.
Задачей настоящего изобретения является предложение резьбового соединения, в котором отсутствуют описанные выше недостатки, присущие известному уровню техники. Более конкретной задачей изобретения является предложение резьбового соединения для стальных труб, обладающее превосходными свойствами сопротивления истиранию металла и предотвращения коррозии, а также воздухонепроницаемостью, за счет чего оно может препятствовать образованию ржавчины и поддерживать превосходное сопротивление истиранию металла и воздухонепроницаемость без использования компаундной смазки даже в тех случаях, когда соединяемые соединением OCTG выполнены из высоколегированной стали, и затягивание и ослабление соединения повторяются.
Для того чтобы придать описанный выше уровень сопротивления истиранию металла, который требует API, резьбовому соединению для OCTG, выполненному, в особенности, из высоколегированной стали, которая легко подвергается истиранию металла, без применения компаундной смазки, особенно удобно использовать твердосмазочное покрытие в качестве самого верхнего поверхностного слоя обработки, подобного предложенному в Патентном документе 1, упомянутом выше. Однако, как указано выше, относительно этого документа, в случае, если сцепление твердосмазочного покрытия с материалом является недостаточным, эффект улучшения сопротивления истиранию металла твердосмазочным покрытием значительно ограничивается. В Патентных документах 2 и 3, которые не предусматривают формирования твердосмазочного покрытия, не приведено описания чего-либо, касающегося структуры, которая может реализовать высокое сопротивление истиранию металла, предусмотренное при использовании твердосмазочного покрытия.
В результате тщательных исследований, касающихся того, какой вид поверхностной обработки подходит для достижения постоянного высокого сопротивления истиранию металла, когда самый верхний поверхностный слой обработки является твердосмазочным покрытием, было обнаружено, что сочетание двух нижних слоев, а именно: первого слоя из относительно твердого металла или сплава, сформированного на поверхности металла основы из стали и второго слоя из относительно мягкого металла или сплава, сформированного на первом слое и под твердосмазочным покрытием, является эффективным для улучшения сцепления поверхностных слоев обработки с поверхностью металла основы. В дополнение, поскольку смазывающая составляющая в твердосмазочном покрытии выделяется из покрытия, вдавливаясь в лежащий ниже мягкий второй слой, и погружается в него под давлением, приложенным во время затягивания, смазывающий эффект сохраняется даже после изнашивания твердосмазочного покрытия, что позволяет добиться постоянного сопротивления истиранию металла. Обнаружено также наличие предпочтительного диапазона твердости первого слоя и второго слоя, шероховатости поверхности второго слоя и толщины каждого слоя.
Настоящим изобретением является резьбовое соединение для стальных труб, образуемое ниппелем и муфтой, имеющими участок с резьбой и не имеющий резьбы участок контакта металла с металлом, которые служат при затягивании контактными поверхностями соединения, отличающееся тем, что контактные поверхности ниппеля или муфты покрыты многослойной структурой, содержащей по направлению от низа первый слой, выполненный из первого металла или сплава, второй слой, выполненный из второго металла или сплава, который мягче первого металла или сплава, и твердосмазочное покрытие в качестве самого верхнего слоя.
Предпочтительно резьбовое соединение для стальных труб имеет по меньшей мере один из следующих признаков:
- первый слой обладает твердостью в диапазоне 100-500 HV, а второй слой обладает твердостью в диапазоне 10-150 HV;
- второй слой обладает шероховатостью поверхности в диапазоне 1-6 мкм Ra;
- толщина покрытия из слоев составляет 2-15 мкм для первого слоя, 5-30 мкм для второго слоя и 5-40 мкм для твердосмазочного покрытия;
- твердосмазочное покрытие по существу не содержит вредных тяжелых металлов;
- стальные трубы являются трубами нефтяного сортамента (OCTG); и
- стальные трубы содержат по меньшей мере 3 весовых % Cr.
Согласно настоящему изобретению контактные поверхности штифта и/или муфты резьбового соединения, которые включают в себя участок с резьбой и не имеющий резьбы участок контакта металла с металлом, содержат нижнее покрытие с двумя металлическими слоями, обладающими различной твердостью, а именно: первый слой из более твердого металла или сплава и второй слой с более мягким металлом или сплавом, в котором поверх этих металлических нижних слоев формируют сплошное смазывающее покрытие. Твердосмазочное покрытие изнашивается при затягивании и ослаблении резьбового соединения. Однако износ твердосмазочного покрытия ведет к высвобождению из этого покрытия смазочной составляющей или составляющих, содержащихся в покрытии в форме порошка, и высвобожденный порошок погружается в относительно мягкий второй слой, давая таким образом возможность демонстрировать длительное сопротивление истиранию металла. Кроме того, подвергаясь трению во время затягивания и ослабления соединения, первый и второй нижние слои не плавятся, поскольку сила трения, приложенная к этим слоям и, следовательно, создающаяся теплота трения уменьшаются за счет наложенного сплошного смазочного покрытия, и они совместно обеспечивают защиту от коррозии на контактных поверхностях резьбового соединения. Поэтому резьбовое соединение для стальных труб согласно настоящему изобретению может подавлять образование ржавчины и продолжает демонстрировать смазочные характеристики в отсутствие компаундной смазки даже при повторении затягивания и ослабления и сохранять воздухонепроницаемость после затягивания.
Соответственно резьбовое соединение для стальных труб согласно настоящему изобретению может поддерживать превосходное сопротивление истиранию металла, так что его повторяющееся затягивание и ослабление могут быть выполнены без возникновения истирания металла, и может предотвратить истирание металла даже тогда, когда резьбовое соединение для OCTG выполнено из высоколегированной стали, которая часто подвергается воздействию высокой температуры в глубокой нефтяной скважине и тому подобном, или же используется в очень коррозионной среде с высокой концентрацией сероводорода.
Краткое описание чертежей
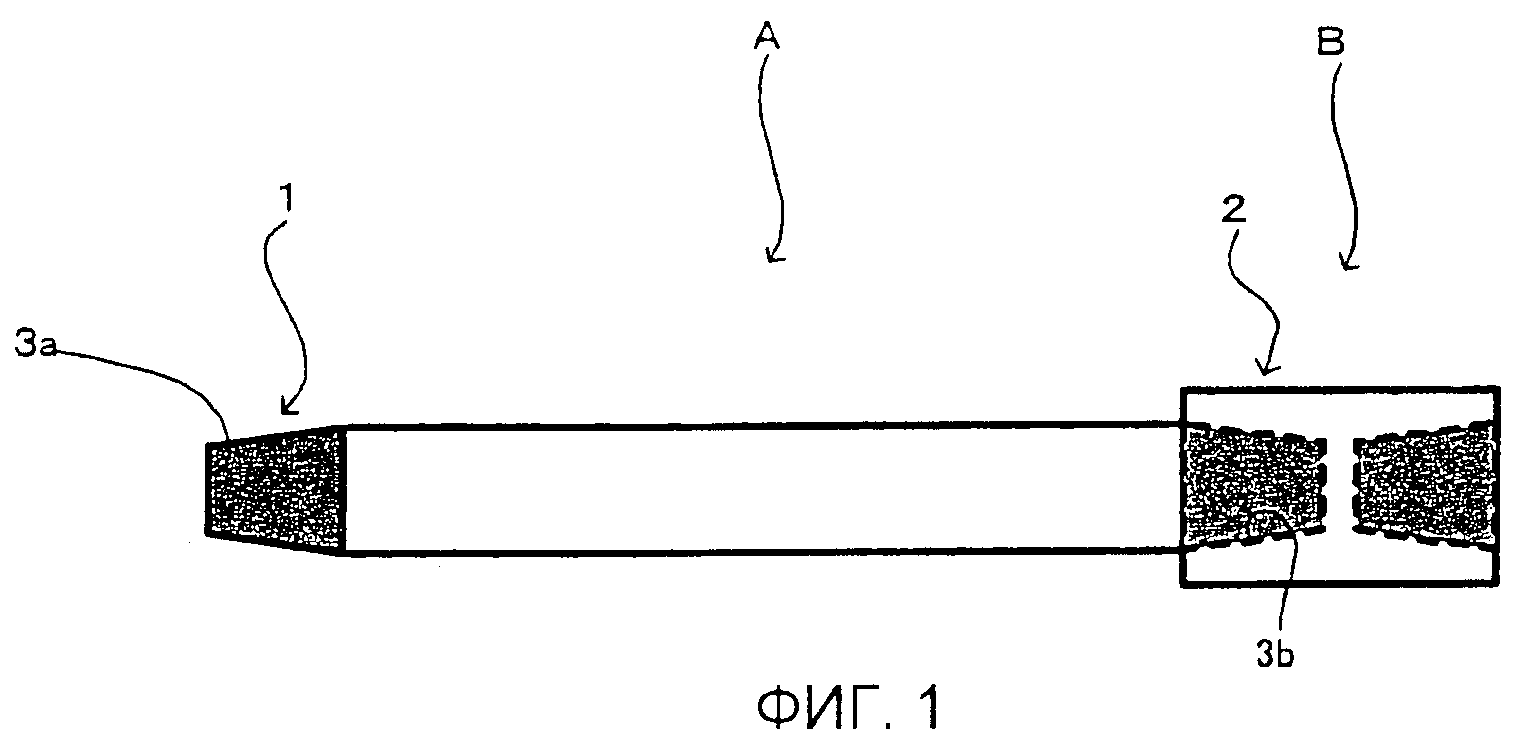
На фиг.1 показана стальная труба и муфта, собранные для отгрузки;
на фиг.2 показаны соединительные участки резьбового соединения;
на фиг.3 показан пояснительный вид, изображающий покрытия, выполненные на контактных поверхностях резьбового соединения согласно настоящему изобретению.
Наилучший способ реализации изобретения
Ниже со ссылкой на прилагаемые чертежи будет объяснен вариант реализации резьбового соединения для стальных труб согласно настоящему изобретению.
На фиг.1 схематически показана в сборе структура типичного резьбового соединения, демонстрирующая положение стальной трубы А типа труб нефтяного сортамента и соединителя (резьбового соединительного элемента) В во время отгрузки. Ниппель (конец трубы с наружной резьбой) 1, имеющий на своей внешней поверхности охватываемый резьбовый участок 3а, выполнен на обоих концах стальной трубы А, а муфта 2, имеющая на своей внутренней поверхности охватывающий резьбовый участок 3b, выполнена с обеих сторон соединителя В. Ниппель означает элемент резьбового соединения, имеющий наружную резьбу, а муфта означает элемент резьбового соединения, имеющий внутреннюю резьбу. На этой фигуре соединитель В уже соединяется с одним концом стальной трубы А. К каждому из не присоединенных ниппелей стальной трубы А, а также к не присоединенной муфте соединителя В перед отгрузкой обычно крепится не показанный на фигуре протектор, предназначенный для защиты резьбовых участков не присоединенного ниппеля и муфты. Перед использованием резьбового соединения протектор снимают.
Обычно, как показано на фигуре, ниппель формируют на внешней поверхности обоих концов стальной трубы, а муфта образована на внутренней поверхности соединителя, который является отдельным элементом. Однако в принципе можно также на внутренней поверхности обоих концов стальной трубы выполнить муфту, и на внешней поверхности соединителя выполнить ниппель. Существуют также цельные резьбовые соединения, в которых не применяют соединители и в которых на одном конце стальной трубы выполнен ниппель, а на ее другом конце выполнена муфта.
На фиг.2 схематически показана структура типичного резьбового соединения для стальных труб (которое упоминается также ниже как «резьбовое соединение»). Резьбовое соединение образуется ниппелем 1, выполненным на внешней поверхности концевой части стальной трубы А и муфтой 2, выполненной на внутренней поверхности соединителя В. Ниппель 1 имеет участок 3а с внешней резьбой, не имеющий резьбы участок контакта металла с металлом 4а, расположенный между резьбовым участком 3а и кончиком стальной трубы, и заплечик 5, который является торцевой поверхностью стальной трубы. Соответственно муфта 2 имеет участок 3b с внутренней резьбой и не имеющий резьбы участок контакта металла с металлом 4b, расположенный с внутренней стороны резьбового участка 3b, и наиболее внутренний заплечик.
Поверхности резьбовых участков 3а и 3b и не имеющие резьбы участки контакта металла с металлом 4а и 4b ниппеля 1 и муфты 2 образуют контактные поверхности резьбового соединения. Эти контактные поверхности должны обеспечивать сопротивление истиранию металла и воздухонепроницаемость при затягивании соединения, а также коррозионную стойкость. Поэтому компаундную смазку, содержащую порошки тяжелых металлов, обычным образом наносят на контактные поверхности. Однако, как было указано выше, нанесение компаундной смазки оказывает отрицательное воздействие на человеческое тело и окружающую среду.
Согласно настоящему изобретению, как показано на фиг.3, на которой схематически показана в поперечном разрезе структура покрытий, выполненных на не имеющем резьбы участке контакта металла с металлом соединения, контактные поверхности ниппеля и/или муфты покрыты первым слоем 31а из первого металла или сплава, сформированным на поверхности стали 30, вторым слоем 31b, сформированным поверх первого слоя и выполненным из второго металла или сплава, который мягче первого металла или сплава, и твердосмазочным покрытием 32 как самым верхним слоем. Далее первый металл или сплав будет упоминаться просто как более твердый металл, и второй металл или сплав будет упоминаться просто как более мягкий металл.
Когда резьбовое соединение согласно настоящему изобретению затягивают, твердосмазочное покрытие, образующее самый верхний слой, может обеспечивать присущие ему смазочные свойства в течение длительного периода времени благодаря тому, что находящиеся под ним два металлических слоя обладают различной твердостью, благодаря чему возможно предотвращение истирания металла резьбового соединения даже в тех случаях, когда оно повторно подвергается затягиванию или ослаблению и оно может обладать воздухонепроницаемостью при затягивании без использования компаундной смазки.
Подложка (металл основы) первого слоя 31а (контактные поверхности ниппеля и/или муфты, которые должны быть покрыты слоем) могут иметь шероховатую поверхность. Эту шероховатость поверхности можно достигнуть, подвергая поверхность стали 30 обработке с приданием шероховатости, такой как струйная обработка (включая дробеструйную обработку и пескоструйную обработку) или травление.
После того, как подходящим способом, таким как гальваностегия, формируются первый слой 31а, выполненный из более твердого металла и второй слой 31b, выполненный из более мягкого металла, нужную шероховатость поверхности можно иногда придать полученной поверхности второго слоя 31b путем дробеструйной или пескоструйной обработки до формирования на нем твердосмазочного слоя 32. В результате улучшается сцепления твердосмазочного слоя 32.
Обработка поверхности с целью формирования описанных выше трех слоев согласно настоящему изобретению может быть применена к контактным поверхностям и ниппеля, и муфты, но в случае ниппеля и муфты, которые соединяются между собой во время отгрузки, как показано на фиг.1, можно применить обработку поверхности к контактным поверхностям только одного из ниппеля и муфты. Когда обработке подвергается только один из ниппелей и муфты, обработку поверхности с целью формирования трех слоев легче выполнять на коротком соединительном элементе, так что удобно применять обработку поверхности к контактным поверхностям соединителя (обычно контактным поверхностям муфты).
Первый и второй нижние слои и самое верхнее твердосмазочное покрытие предпочтительно полностью покрывают контактные поверхности ниппеля и/или муфты, но настоящее изобретение предусматривает случай, при котором только часть контактных поверхностей (такая как только поверхность не имеющего резьбу участка контакта металла с металлом) покрыта тремя слоями.
Как указано выше, резьбовое соединение для стальных труб согласно настоящему изобретению обладает чрезвычайно хорошим сопротивлением истиранию металла, так что оно может предотвратить истирания металла при повторном затягивании и ослаблении даже в том случае, когда резьбовое соединение выполнено из высоколегированной стали, которая легко подвергается истиранию металла.
Соответственно OCTG предпочитаются как стальные трубы, которые соединяются резьбовым соединением согласно настоящему изобретению. Кроме того, вид стали, образующей резьбовое соединение (а именно, стальная труба, такая как труба нефтяного сортамента, и соединитель в случаях, иных чем применение цельного соединения) является предпочтительно высоколегированной сталью, содержащей по меньшей мере 3% Cr с точки зрения коррозионной стойкости. Примерами таких видов стали являются те, в которых содержание Cr составляет 5%, 13% или 25%. В этом описании все проценты являются массовыми, если иное не оговорено специально.
Нижние слои
Резьбовое соединение согласно настоящему изобретению имеет грунтовочное покрытие с двухслойной структурой, состоящее из первого или нижнего слоя из более твердого металла и второго или верхнего слоя из более мягкого металла, выполненное на контактных поверхностях ниппеля и/или муфты.
Металл или сплав, который используется для формирования первого слоя, предпочтительно обладает твердостью по Виккерсу в пределах 100-500. Если он имеет твердость по Виккерсу менее 100, его сцепление с металлом основы может иногда быть недостаточным. С другой стороны, если его твердость по Виккерсу превышает 500, полученное покрытие из первого слоя становится хрупким, и оно может иметь ухудшенное сцепление с металлом основы. Кроме того, наблюдается тенденция к легкому распространению трещин в покрытии, что ведет к уменьшению коррозионной стойкости. Твердость гальванического металлического покрытия можно контролировать, изменяя, например, плотность тока при гальваностегии.
Примеры металлов или сплавов, подходящих для первого слоя, включают Cu, Ni, Cr, Cu-Au, Cu-Ag и Cu-Ni. Первый слой может быть сформирован подходящим способом, таким как гальваностегия. Толщина покрытия в первом слое предпочтительно находится в диапазоне 2-15 мкм. Если она меньше 2 мкм, прочность покрытия уменьшается до такой степени, что первый слой легко отслаивается. Если она превышает 15 мкм, первый слой может оказаться не способен выдерживать срезающее усилие во время затягивания и может легко отслаиваться от металла основы.
Металл или сплав, который используется для формирования второго слоя, предпочтительно обладает твердостью по Виккерсу в пределах 10-150 при условии, что его твердость ниже твердости первого слоя. Если он имеет твердость по Виккерсу менее 10, второй слой не будет обладать прочностью, достаточной для поддержки твердосмазочного покрытия, и даже в случае, если смазочный порошок, выделившийся из твердосмазочного покрытия, погружается во второй слой, сам второй слой может изнашиваться очень быстро, делая невозможным для соединения поддержание нужных смазочных свойств. Если второй слой имеет твердость по Виккерсу, превышающую 150, очень трудно допустить, чтобы смазочный порошок, выделившийся из твердосмазочного покрытия, мог бы в достаточном количестве погрузиться в него, в результате чего становится затруднительным обеспечить наличие у резьбового соединения долгосрочных смазывающих свойств.
Примеры металлов и сплавов, подходящих для второго слоя, включают Sn, Zn, Ag, Sn-Bi, Sn-Zn, Sn-Ag и Cu-Sn-Bi. Металл или сплав, применяемый для второго слоя, не должен плавиться во время затягивания, или же его температура плавления должны быть выше температуры соединения во время затягивания. Подобно первому слою второй слой мог быть сформирован подходящим способом, таким как гальваностегия. Толщина покрытия второго слоя предпочтительно находится в диапазоне 5-30 мкм. Если она меньше 5 мкм, количество смазочного порошка, который может быть погружен во второй слой, может быть настолько мало, что сопротивление соединения истиранию металла становится недостаточным. Если она превышает 30 мкм, второй слой иногда не может поддерживать наложенное твердосмазочное покрытие при приложении большого давления.
Для того чтобы гарантировать, что твердосмазочное покрытие, сформированное поверх второго слоя, обладает достаточным сцеплением со вторым слоем, шероховатость поверхности второго слоя предпочтительно повышают в случае необходимости до 1-6 мкм Ra с помощью известного способа придания шероховатости поверхности, такого как дробеструйная обработка или пескоструйная обработка. Если второй слой обладает шероховатостью поверхности Ra меньше 1 мкм, сцепление твердосмазочного покрытия со вторым слоем может стать недостаточным. Если он имеет шероховатость, превышающую 6 мкм, может оказаться затруднительным придание более мягкому второму слою достаточной толщины покрытия по всей поверхности, что уменьшает эффект погружения в нем смазочного порошка, выделившегося из твердосмазочного покрытия.
Первый и второй слои, которые оба имеют металлическую природу, могут быть выполнены с помощью известного способа плакирования, такого как гальваностегия, осаждение методом химического восстановления, осаждение из паровой фазы и тому подобное. С экономической точки зрения наиболее предпочтительной является гальваностегия.
Перед формированием первого слоя из металла или сплава согласно настоящему изобретению, как известно из известного уровня техники, на поверхности металла основы способом ударного плакирования может быть первоначально сформирован тонкий слой Ni с целью улучшения сцепления первого слоя, и такой вариант, конечно, предусматривается настоящим изобретением.
Ударное плакирование Ni может быть выполнено, например, с использованием ванны, полученной путем растворения хлорида никеля в деионизированной воде для доведения концентрации ионов Ni до 55-80 г/л с последующим добавлением 30-50 г/л сульфата меди. В ванну можно добавить поставляемый промышленностью блескообразователь. Толщина покрытия из Ni, пригодного для ударного плакирования, может быть получена путем плакирования с использованием этой ванны при температуре 20-40°С при плотности тока 2-6 А/дм2.
При формировании способом гальваностегии первого слоя и второго слоя условия плакирования могут быть такими же, как применяемые обычно, и особенных ограничений при этом не накладывается. Условия плакирования для некоторых металлов и сплавов, которые могут быть использованы для формирования второго слоя, будут кратко объяснены ниже.
Слой осаждаемого Sn может быть сформирован путем гальваностегии с использованием гальванической ванны, которая содержит, например, 200 г/л фторбората, 125 г/л фторборатной кислоты, 25 г/л борной кислоты, 2 г/л желатина и 1 г/л бета-нафтанола при температуре 20-25°С при плотности тока 1-5 А/дм2. Для нанесения Sn самым обычным является использование такой фторборатной гальванической ванны, но с точки зрения обработки сточных вод возможно также использование поставляемой промышленностью органической гальванической ванны Sn на основе сульфоната.
Слой осаждаемого сплава Sn-Bi может быть сформирован, например, согласно способу плакирования оловом в щелочном электролите или способу плакирования оловом в кислотном электролите. Путем добавления в гальваническую ванну ионов Bi к ионам Sn, применяемому при таком способе плакирования, полученный слой из нанесенного сплава Sn-Bi обладает твердостью, обычно повышенной по сравнению со слоем из чистого Sn. Например, твердость нанесенного слоя из сплава Sn-Bi, содержащего 0,5-10% Bi, совместно осажденный вместе со Sn, в два или три раза превышает твердость слоя из чистого Sn (твердость по Виккерсу 8-10).
Условия плакирования при способе плакирования оловом в щелочном электролите включают, например, оловянно-кислый калий: 100-110 г/л, гидроксид калия: 35-60 г/л, Bi: 0,5-1,5 г/л в форме металла, температура ванны: 75-85°С и плотность тока: 0,5-3 А/дм2.
Условия плакирования при способе плакирования оловом в кислотном электролите включают, например, органическую кислоту: 130 г/л, Sn: 10 г/л в форме металла, температура ванны: 30-40°С и плотность тока: 0,3-3,5 А/дм2.
Условия плакирования при нанесении сплава Cu-Sn-Bi включают, например, органическую кислоту: 130-180 г/л, Cu: 1 г/л в форме металла, Sn: 15 г/л в форме металла, Bi: 1,5 г/л в форме металла, температура ванны: 15-35°С и плотность тока: 0,5-3,5 А/дм2.
Твердосмазочное покрытие
В настоящем изобретении твердосмазочное покрытие, которое демонстрирует смазывающий эффект, формируется как самый верхний слой поверх описанных выше двух нижних металлических слоев.
Любое твердосмазочное покрытие, обладающее достаточной смазывающей способностью, может быть использовано в настоящем изобретении до тех пор, пока оно не станет оказывать отрицательного воздействия на окружающую среду или на человеческое тело. Обычно такое покрытие имеет состав на основе порошка, обладающего смазывающей активностью (обозначается далее как «смазочный порошок») и связующего и может далее содержать одну или более добавок, таких как смазочная добавка, ингибитор коррозии и краситель.
Полезные смазочные порошки включают в себя вещества, которые признаны конвенцией OSPAR как оказывающие небольшое воздействие на океанскую среду, или совсем не влияющие на нее, такие как графит, слюда, тальк, карбонат кальция и глинистые минералы (такие как каолин и бентонит), так же как вещества, которые известны как нетоксичные, такие как дисульфид молибдена, дисульфид вольфрама, дисульфид олова, политетрафторэтилен, цианурат меламина, гильсонит (природный асфальт), фторированный графит, нитрид бора и Bi2S3. В качестве любого из этих материалов может быть использован поставляемый промышленностью продукт. В случае графита особенно предпочтительным с точки зрения сопротивления истиранию металла является использование графита, обладающего кристалличностью, равной по меньшей мере 88%, более предпочтительно по меньшей мере 90% и максимум 99%.
Связующее может быть как органическим, так и неорганическим. А именно, оно может быть органической смолой или неорганическим полимерным соединением. Органическими смолами, подходящими для применения в качестве связующего, являются те из них, которые обладают хорошей термостойкостью, умеренной или довольно высокой твердостью и хорошей износостойкостью. Примеры таких смол включают в себя термореактивные смолы, такие как эпоксидные смолы, полиимиды, полиамидимиды, поликарбодиимидовые смолы, полиэфирсульфоны, полиэфир кетоны, фенольные смолы и фурановые смолы, а также полиэтиленовые смолы и силиконовые смолы.
Обычно эти органические смолы приводятся в состав покрытия путем растворения смолы в растворителе с целью получения раствора смолы. Различные низкокипящие органические растворители, включая углеводороды (такие как толуол) и спирты (такие как изопропиловый спирт) могут использоваться в одиночку или в сочетании. Смазочный порошок и произвольные добавки добавляют в раствор органического смоляного связующего для формирования состава покрытия, и состав покрытия наносят на контактные поверхности ниппеля и/или муфты, имеющего нанесенные ранее первый и второй слои, и формирования таким образом твердого смазочного покрытия как самого верхнего слоя. Для улучшения сцепления и износостойкости твердосмазочного покрытия желательно подвергнуть покрытие последующей термообработке с целью отверждения. Такая последующая термообработка предпочтительно выполняется при температуре не меньше 120°С, и более предпочтительно при 150-380°С в течение не менее 30 минут и более предпочтительно в течение 30-60 минут.
Можно также использовать связующее типа горячего расплава, имеющее температуру размягчения в диапазоне 100-220°С, которое образует при высокой температуре жидкость с низкой вязкостью и может быть нанесено без использования растворителя. Примеры такого связующего включают в себя различные термопластические смолы, этиленвинилацетатные сополимеры, полиамиды, полиолефиновые сополимеры и полиуретаны. При использовании этого типа связующего для формирования твердосмазочного покрытия и металл основы, имеющий по меньшей мере два нижних слоя, и состав покрытия, который наносится и содержит смазочный порошок, предварительно нагревают по меньшей мере до температуры размягчения связующего, и состав покрытия, связующее в котором расплавлено, наносят с помощью, например, распылителя.
В качестве связующего для твердосмазочного покрытия может использоваться также фотоотверждаемая смола. Она обычно вводится в состав покрытия без применения растворителя.
Неорганическое полимерное соединение, которое используется как связующее в твердосмазочном покрытии, является соединение, образованное трехмерными перекрестными связями металл-кислород, такими как Ti-O, Si-O, Mn-O, Ce-O или Ba-O. Это соединение может быть получено путем гидролиза и последующей конденсации гидролизуемого органометаллического соединения, которое обычно является алкоксидом металла или гидролизуемым неорганическим соединением, таким как четыреххлористый титан.
Полезными алкоксидами металла являются те, которые содержат низшие алкоксильные группы, такие как метоксильные, этоксильные, изопропоксильные, пропоксильные, изобутоксильные, бутоксильные или трет-бутоксильные. Предпочтительными алкоксидами являются алкоксиды титана или кремния, причем особенно предпочтительными являются алкоксиды титана. Среди них наиболее предпочтительным является изопропоксид титана, что связано с его превосходной способностью к образованию пленки.
Гидролизуемое органометаллическое соединение, применяемое в качестве сырья для неорганического полимерного соединения, может содержать не гидролизуемую алкильную группу, которая может содержать функциональную группу, такую как аминогруппа или эпоксидная группа. Например, органометаллическое соединение, такое как соединение, известное как силановый связующий агент, в котором одна или две из четырех алкоксильных групп, связанных с атомом кремния, заменяются алкильной группой или группами, которые могут содержать функциональную группу, могут использоваться как весь или часть сырьевого материала для неорганического полимерного соединения.
Когда связующее является неорганическим полимерным соединением, таким как выведенное из алкоксида металла, состав покрытия может быть получен путем добавления смазочного порошка в раствор алкоксида в растворе и разбавление его в нем, и оно наносится на контактные поверхности ниппеля и/или муфты, на которые предварительно нанесены первый и второй слои. Поскольку гидролиз алкоксида металла и конденсация гидролизата продолжаются в ходе последующей увлажняющей обработки, дополнительно сопровождаемой нагревом, получается твердосмазочное покрытие, имеющее смазочный порошок, разведенный в связующем из неорганического полимерного соединения, имеющем структуру, выполненную из связей металла и кислорода.
В качестве растворителя для алкоксида металла могут использоваться различные органические растворители, включая полярные растворители, такие как спирты (например, этиловый спирт, изопропиловый спирт, бутиловый спирт) и кетоны, а также углеводороды, галоидированные углеводороды и тому подобное. Для того чтобы обеспечить формирование пленки, алкоксид металла в растворе может быть перед применением частично гидролизован. Для ускорения гидролиза алкоксида после применения в раствор алкоксида металла может быть добавлено небольшое количество воды и/или кислоты, которая служит катализатором гидролиза.
Увлажняющая обработка с целью осуществления гидролиза алкоксида металла в нанесенном составе покрытия может осуществляться просто путем оставления в течение определенного периода времени наложенной поверхности на воздухе, но предпочтительно это осуществляют во влажном воздухе с относительной влажностью по меньшей мере 70%. Предпочтительно нагрев осуществляется после увлажняющей обработки. В результате нагрева активизируются гидролиз алкоксида металла и конденсация полученных гидролизатов, а также выпуск спирта, полученного в качестве побочного продукта реакции гидролиза, ведущие к завершению в течение краткого периода формирования пленки, а полученное твердосмазочное покрытие имеет улучшенную адгезию, что способствует повышению сопротивления истиранию металла. Этот нагрев предпочтительно осуществляют после испарения растворителя состава покрытия. Предпочтительно температура нагрева составляет 100-200°С и близка к температуре кипения спирта, который образуется как побочный продукт. Еще более эффективной является продувка горячего воздуха во время нагрева.
Отношение масс (В/А) содержания (В) смазочного порошка к содержанию (А) связующего в твердосмазочном покрытии предпочтительно составляет 0,3-9,0. Если это отношение масс меньше 0,3, влияние смазочного порошка на улучшение смазывающих свойств твердосмазочного покрытия не является значительным, и соединение не совершенствуется значительно в отношении сопротивления истиранию металла. Если это отношение масс становится больше 9,0, значительно уменьшается сцепление твердосмазочного покрытия, что ведет к возникновению таких проблем, как отделение смазочного порошка от твердосмазочного покрытия. Когда требуется дальнейшее улучшение сопротивления истиранию металла, например, в случае заедания резьбы, указанное отношение масс более предпочтительно находится в диапазоне 0,5-7,0. Если требуется еще большее улучшение сопротивления истиранию металла так, как в случае соединения, выполненного из высоколегированной стали, указанное отношение масс еще более предпочтительно должно находиться в диапазоне 0,5-5,0.
Толщина твердосмазочного покрытия предпочтительно составляет не менее 5 мкм. Во время затягивания резьбового соединения смазочный порошок, связанный связующим в твердосмазочном покрытии, выделяется под воздействием высокого давления, приложенного при затягивании, и распределяется по всем контактным поверхностям, и часть выделенного порошка погружается в лежащий ниже второй слой, образуемый более мягким металлом, давая возможность демонстрировать долговечное сопротивление истиранию металла. Если толщина твердого смазочного покрытия меньше 5 мкм, абсолютное количество смазочного порошка, содержащееся в покрытии, становится настолько мало, что покрытие не может обеспечивать достаточно улучшенных смазочных свойств.
Определенные проблемы возникают, если толщина твердосмазочного покрытия превышает 40 мкм. Например, сила затягивания может оказаться недостаточной из-за заедания резьбы, что ведет к ухудшению воздухонепроницаемости, или в случае, если давление увеличивается для того, чтобы гарантировать воздухонепроницаемость, легко может произойти истирание металла. Кроме того, возрастает тенденция к отслаиванию твердосмазочного покрытия. Однако при определенной форме резьбы возможно использование такого толстого твердосмазочного покрытия. Толщина твердосмазочного покрытия предпочтительно составляет, по меньшей мере, 10 мкм и не более 40 мкм с точек зрения максимально возможного уменьшения величины выбросов в окружающую среду, а также экономичности, сопротивления истиранию металла и предотвращения ржавения.
Нанесение состава покрытия с целью формирования твердосмазочного покрытия может осуществляться любым подходящим способом, таким как нанесение щеткой, погружение и распыление сжатым воздухом.
К твердосмазочному покрытию могут быть добавлены различные добавки, включая средство предотвращения коррозии при условии, что они не оказывают заметного отрицательного воздействия на сопротивление истиранию металла. Например, добавление одной или больше добавок из числа порошка цинка, хромового пигмента и глиноземного пигмента может повысить свойства противодействия коррозии самого твердосмазочного покрытия. Дополнительные добавки, которые могут быть добавлены к твердосмазочному покрытию, включают в себя смазочную добавку, антиоксидант и окрашивающее средство (пигмент). Примерами смазочных добавок являются воск и металлическое мыло, такое как соль жирной кислоты щелочноземельного металла.
Воск может быть любым из числа животных восков, растительных восков, минеральных восков и синтетических восков. Те воски, которые могут использоваться, включают животные воски, такие как пчелиный воск и китовый жир; растительные воски, такие как масло плодов сумаха, карнаубский воск, канделильский воск и рисовый воск; минеральные воски, такие как парафин, микрокристаллический воск, петролатум, горный воск, озокерит и церезин; и синтетические воски, такие как оксидный воск, полиэтиленовый воск, воск Фишера-Тропча, амидный воск и отвержденное касторовое масло (касторовый воск). Из них наиболее предпочтительным является парафин с молекулярным весом 150-500.
Соль жирной кислоты щелочноземельного металла предпочтительно является солью жирной кислоты щелочноземельного металла, имеющей 12-30 атомов углерода для придания смазывающих и предотвращающих коррозию свойств. Жирная кислота может быть насыщенной или ненасыщенной, и она включает в себя смешанные жирные кислоты, выделенные из природного жирного масла или жира, такого как говяжий жир, лярд, шерстный жир, рапсовое масло и кокосовое масло, так же как отдельные соединения, такие как лауриновая кислота, тридекановая кислота, миристиновая кислота, палмитиновая кислота, ланопальмитиновая кислота, стеариновая кислота, изостеариновая кислота, олеиновая кислота, элаидиновая кислота, арахиновая кислота, бегеновая кислота, эркуовая кислота, лигноцериновая кислота и ланоцериновая кислота. Соль жирной кислоты предпочтительно имеет форму соли кальция, и может быть или нейтальной, или основной солью. Предпочтительно она имеет форму стеарата кальция.
Когда контактные поверхности только одного (например, муфты) элемента из числа ниппеля и муфты резьбового соединения для стальных труб покрываются многослойным покрытием согласно настоящему изобретению, которое содержит первый нижний слой из более твердого металла, второй нижний слой из более мягкого металла и самое верхнее твердосмазочное покрытие, контактные поверхности другого элемента (например, ниппеля) могут быть оставлены не обработанными, но с точки зрения предотвращения коррозии их предпочтительно покрывают или описанными выше двумя нижними слоями, или твердосмазочным покрытием.
С другой стороны, контактные поверхности другого элемента могут быть покрыты предотвращающим ржавение (коррозию) слоем или покрытием, защищая таким образом поверхность от воздуха, и даже в случае контакта поверхности с водой, которая сконденсирована из окружающего воздуха во время хранения резьбового соединения, она защищена от распространения ржавчины. Такое предотвращающее ржавение покрытие нарушается под ударом первоначального затягивания соединения и объединяется с твердосмазочным покрытием, нанесенным на другой элемент соединения для демонстрации смазочных свойств, так что оно не ухудшает смазочных свойств.
Для дальнейшей иллюстрации настоящего изобретения представлены следующие примеры. Эти примеры следует во всех отношениях рассматривать как иллюстративные, но не как ограничительные.
Примеры
В примерах контактные поверхности ниппеля, которые включают поверхность его резьбового участка и не имеющего резьбы участка контакта металла с металлом, будут упоминаться как «поверхность ниппеля», а контактные поверхности втулки, которые включают поверхность её резьбового участка и не имеющего резьбы участка контакта металла с металлом, будут упоминаться как «поверхность втулки». Шероховатостью поверхности является измеренное значение Ra в случае, если не оговорено иное.
Поверхность ниппеля и поверхность муфты резьбового соединения [с наружным диаметром 17,78 см (=7 дюймов) и толщиной стенки 1,036 см (0,408 дюймов)] выполненная из стали А, содержащей 13% Cr, или высоколегированной стали В, химический состав которых показан в таблице 1, были подвергнуты обработке поверхности, показанной в таблице 2 и описанной ниже для каждого примера. Нижние соли были получены гальваностегией, а твердосмазочное покрытие было получено напылением. В некоторых примерах поверхности второго (верхнего) нижнего слоя была придана шероховатость путем ее легкой дробеструйной обработки. Содержание компонентов в каждом компоненте приведено в описании каждого примера в массовых долях.
Сопротивление истиранию металла в резьбовом соединении оценивалось количеством циклов затягивания до возникновения истирания металла в испытании на затягивание и ослабление, при котором затягивание осуществлялось со скоростью 10 об/мин и моментом затяжки 14 кН-м. После ослабления соединения степень истирания металла контактных поверхностей ниппеля и муфты оценивали визуально. Когда наблюдалось только небольшое истирание металла, вызванное затягиванием, и была возможность повторить затягивание после ремонта, соединение ремонтировали, и затягивание и ослабление продолжали. Результаты испытания на повторение затягивания и ослабления показаны в таблице 3.
Пример 1
Поверхности муфты и ниппеля в резьбовом соединении, выполненном из стали 13 Cr, имеющей химический состав А, показанный в таблице 1, были подвергнуты следующей обработке поверхности.
Поверхность муфты была подвергнута отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и затем покрыта с помощью гальваностегии первым плакирующим слоем Cu твердостью по Виккерсу 200 до толщины 4 мкм, после чего способом гальваностегии нанесли также второй плакирующий слой Sn твердостью по Виккерсу 10 и толщиной 5 мкм. После легкого придания шероховатости второму плакированному слою путем дробеструйной обработки с приданием поверхности шероховатости, равной 1 мкм Ra, на нем было выполнено твердосмазочное покрытие, содержащее дисульфид вольфрама в качестве смазочного порошка, разведенный в связующем из эпоксидной смолы (отношение масс смазочного порошка к связующему = 4,0), с толщиной 20 мкм.
Поверхность ниппеля подвергли отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и оставили в этом состоянии.
При испытании на повторное затягивание и ослабление, как показано в таблице 3, за 10 циклов затягивания и ослабления не наблюдалось возникновения истирания металла, что демонстрирует чрезвычайно хорошие результаты.
Пример 2
Поверхности муфты и ниппеля в резьбовом соединении, выполненном из стали 13 Cr, имеющей химический состав А, показанный в таблице 1, были подвергнуты следующей обработке поверхности.
Поверхность муфты была подвергнута отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и затем покрыта первоначально Ni с ударным плакированием до толщины 1 мкм способом гальваностегии, затем первым слоем покрытия Cu твердостью по Виккерсу 150 до толщины 5 мкм способом гальваностегии, и затем вторым слоем покрытия из сплава Sn-Bi твердостью по Виккерсу 30 до толщины 12 мкм также способом гальваностегии. После легкого придания шероховатости поверхности второго плакированного слою путем дробеструйной обработки с приданием поверхности шероховатости, равной 1 мкм Ra, на нем было выполнено твердосмазочное покрытие, содержащее аморфный графит с кристалличностью 96,4% в качестве смазочного порошка, разведенный в связующем типа горячего расплава (полиамидная смола, содержащая карнаубский воск) (отношение масс смазочного порошка к связующему = 2,0), с толщиной 25 мкм, путем нанесения с использованием пульверизатора после того как и поверхность втулки, предназначенная для нанесения покрытия, и состав покрытия были нагреты до 150°С.
Поверхность ниппеля подвергли отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и оставили в этом состоянии.
При испытании на повторное затягивание и ослабление, как показано в табл.3, за 10 циклов затягивания и ослабления не наблюдалось возникновения истирания металла, что демонстрирует чрезвычайно хорошие результаты.
Пример 3
Поверхности муфты и ниппеля в резьбовом соединении, выполненном из высоколегированной стали, имеющей химический состав В, показанный в таблице 1, были подвергнуты следующей обработке поверхности.
Поверхность муфты была подвергнута отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и затем покрыта первым слоем покрытия Ni с твердостью по Виккерсу 250 и толщиной до 5 мкм способом гальваностегии, и вторым слоем покрытия из сплава Sn-Bi твердостью по Виккерсу 50 до толщины 10 мкм также способом гальваностегии. После легкого придания шероховатости поверхности второго плакированного слою путем дробеструйной обработки с приданием поверхности шероховатости, равной 1 мкм Ra, на нем было выполнено твердосмазочное покрытие, содержащее слюду, тальк и бентонит в качестве смазочных порошков, разведенных в связующем из полиамидимидной смолы (отношение масс смазочного порошка к связующему=8,0) с толщиной 15 мкм.
Поверхность ниппеля оставалась в том же состоянии, что и после механической обработки (шероховатость поверхности 3 мкм Rmax).
Поскольку сталь была высоколегированной сталью, которая подвергается истиранию чрезвычайно легко, при испытании на повторное затягивание и ослабление, как показано в таблице 3, при 10 циклах затягивания и ослабления небольшое истирание наблюдалось после завершения седьмого цикла, но после исправления затягивание соединения могло продолжаться. Это результат относится к уровню, не создающему абсолютно никаких проблем в отношении сопротивления истиранию в резьбовом соединении этого типа.
Пример 4
Поверхности муфты и ниппеля в резьбовом соединении, выполненном из стали, имеющей химический состав В, показанный в таблице 1, были подвергнуты следующей обработке поверхности.
Поверхность муфты была подвергнута отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и затем покрыта первоначально Ni с ударным плакированием до толщины 1 мкм способом гальваностегии. Затем она была покрыта первым слоем покрытия Cu с твердостью по Виккерсу 250 и толщиной до 8 мкм способом гальваностегии, и затем вторым слоем покрытия из сплава Cu-Sn-Bi твердостью по Виккерсу 100 до толщины 20 мкм также способом гальваностегии. Поверхность второго слоя покрытия имела шероховатость 5 мкм Ra. После этого поверх второго слоя было выполнено твердосмазочное покрытие, содержащее графит и дисульфид молибдена в качестве смазочных порошков, разведенных в связующем как неорганическом полимерном соединении типа Ti-O (отношение масс смазочного порошка к связующему=2,3) с толщиной 10 мкм.
Поверхность ниппеля была подвергнута механической обработке (до шероховатости поверхности 3 мкм Rmax) и затем покрыта акриловой смолой толщиной 15 мкм в качестве защитного покрытия от коррозии.
При испытании на повторное затягивание и ослабление, как показано в таблице 3, при 10 циклах затягивания и ослабления небольшое истирание наблюдалось после завершения восьмого цикла, но после исправления затягивание соединения могло продолжаться. Это результат относится к уровню, не создающему абсолютно никаких проблем в отношении сопротивления истиранию в резьбовом соединении этого типа.
Сравнительный пример 1
Поверхности муфты и ниппеля в резьбовом соединении, выполненном из стали 13 Cr, имеющей химический состав А, показанный в таблице 1, были подвергнуты следующей обработке поверхности.
Поверхность муфты была подвергнута отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и затем покрыта с помощью гальваностегии плакирующим слоем Cu твердостью по Виккерсу 150 и шероховатостью поверхности 0,5 мкм Ra до толщины 4 мкм. Затем на поверхность слоя покрытия было нанесено твердосмазочное покрытие, содержащее дисульфид вольфрама в качестве смазочного порошка, разведенного в связующем из эпоксидной смолы (отношение масс смазочного порошка к связующему = 4,0), толщиной до 20 мкм.
Поверхность ниппеля оставалась в том же состоянии, что и после механической обработки (шероховатость поверхности 3 мкм Rmax).
При испытании на повторное затягивание и ослабление, как показано в таблице 3, при 10 циклах затягивания и ослабления возникновения истирания не наблюдалось до второго цикла. Однако сильное истирание возникло на третьем цикле, и испытание было прекращено.
Сравнительный пример 2
Поверхности муфты и ниппеля в резьбовом соединении, выполненном из стали 13 Cr, имеющей химический состав А, показанный в таблице 1, были подвергнуты следующей обработке поверхности.
Поверхность муфты была подвергнута отделке путем механической обработки (до шероховатости поверхности Rmax 3 мкм) и затем покрыта с помощью гальваностегии плакирующим слоем Sn с твердостью по Виккерсу 10 до толщины 5 мкм и вторым слоем покрытия Cu с твердостью по Виккерсу 150 до толщины 10 мкм также с помощью гальваностегии. Шероховатость поверхности второго слоя покрытия равнялась 1,2 мкм. Затем на поверхность второго слоя покрытия было нанесено твердосмазочное покрытие, содержащее дисульфид вольфрама в качестве смазочного порошка, разведенного в связующем из эпоксидной смолы (отношение масс смазочного порошка к связующему = 4,0), толщиной до 20 мкм.
Поверхность ниппеля оставалась в том же состоянии, что и после механической обработки (шероховатость поверхности 3 мкм Rmax).
При испытании на повторное затягивание и ослабление, как показано в таблице 3, при 10 циклах затягивания и ослабления возникновения истирания не наблюдалось на первом цикле. Однако сильное истирание возникло на втором цикле, и испытание было прекращено.
Что касается свойств предотвращения коррозии, то такие же слои покрытия для поверхности муфты, которые показаны в табл.2 для каждого примера, были выполнены на приготовленном отдельно испытательном образце в форме контрольной пластины (70 мм × 150 мм × 2 мм толщины) из той же стали, которая использовалась в данном примере, и образец с покрытием подвергли испытанию во влажной камере (температура 50°С, относительная влажность 98%, длительность 200 часов). Это испытание продемонстрировало отсутствие коррозии в любом из примеров.
Настоящее изобретение приводит объяснения в отношении тех вариантов реализации, которые в настоящее время считаются предпочтительными, но настоящее изобретение не ограничивается этими вариантам реализации. Возможно внесение модификаций и изменений в рамках, которые не противоречат технической концепции изобретении, вытекающей из формулы изобретения и описания изобретения в целом, и резьбовое соединение с такими модификациями и изменениями должно считаться как входящее в технический объем настоящего изобретения.
Реферат
Изобретение относится к соединениям труб. Резьбовое соединение для стальных труб, обладающее превосходным сопротивлением истиранию металла, способностью предотвращения коррозии и воздухонепроницаемостью без использования при этом компаундной смазки, содержит ниппель и муфту, каждый из которых имеет резьбовый участок и не имеющий резьбы участок контакта металла с металлом, служащие контактными поверхностями. Контактные поверхности, по меньшей мере, одного элемента из числа ниппеля и муфты покрыты многослойной структурой, содержащей, по направлению снизу, первый слой, выполненный из первого металла или сплава, второй слой, выполненный из второго металла или сплава, который мягче первого металла или сплава, и твердосмазочное покрытие в качестве самого верхнего слоя, содержащее смазывающий порошок в органическом или неорганическом связующем. 2 н. и 6 з.п. ф-лы, 3 ил.
Комментарии