Способ изготовления труб с покрытием - RU2373053C2
Код документа: RU2373053C2
Чертежи

Описание
Настоящее изобретение относится к способу изготовления труб, покрытых отслаиваемым защитным слоем, при котором центральная труба изготовлена путем экструзии и калибровки, после чего поверхность центральной трубы нагревается перед нанесением на нее слоя защитного покрытия на центральную трубу при прохождении через мундштук для нанесения покрытий с последующим охлаждением нанесенного слоя защитного покрытия до выхода трубы с готовым покрытием из технологической линии.
Такие трубы с покрытием пригодны для таких областей применения, как неизвлекаемые вставки для направленного бурения, причем преимущественным является наличие дополнительного защитного слоя на трубе. Для обеспечения возможности соединения электросваркой таких труб с покрытием внешний защитный слой должен быть отслаиваемым, и адгезия между центральной трубой и наружным защитным слоем должна гарантировать, что защитный слой не будет скользить и не разорвется во время использования трубы или после установки трубы.
Трубы с защитными покрытиями ранее производились путем совместной экструзии или способом нанесения покрытия. Основным путем достижения достаточной адгезии между центральной трубой и покрытием было использование материалов, частично сваренных друг с другом, или определенного вида клея, или адгезионного слоя между покрытием и центральной трубой. Если два сваренных (т.е. полиэтилен высокой плотности+полиэтилен высокой плотности) или частично сваренных (т.е. полиэтилен высокой плотности+полипропилен-сополимер) пластика соэкструдированы, то слабая контролируемая адгезия достигается использованием разделительного слоя между слоями или использованием добавки или наполнителя в одном из слоев. В совместно экструзионной установке сварка слоев двух пластиков с разными температурами плавления может контролироваться регулировкой температуры одного из пластиков таким образом, что слияние потоков пластика в установке приводит к желательному уровню адгезии.
Недостатком применения совместной экструзии при изготовлении труб вышеупомянутыми способами является то, что промежуточный слой между внутренней центральной трубой и внешним защитным слоем не всегда соответствует требованиям по гладкости и по круглой форме, используемым в электросварке. Вышеупомянутая проблема с промежуточным слоем, образованным, когда два расплавленных материала протекают вместе, возрастает при увеличении диаметра трубы, в соответствии с чем также неправильное эксцентрическое использование труб в сочетании с неровной поверхностью центральной трубы может привести к различным разрывам между внутренней поверхностью электросварного раструба и наружной поверхностью центральной трубы. При очень широких разрывах сварной материал не может обеспечить достаточного сварного давления и/или достаточного времени сварки, чтобы гарантировать соответствие сварного шва аналогичным характеристикам трубы.
Отличным от совместной экструзии является способ, при котором сначала изготавливается внутренняя центральная труба при помощи экструзии и калибровки, в результате чего центральная труба получается гладкой и с абсолютно круглой наружной поверхностью, и затем наружная поверхность центральной трубы нагревается перед прохождением центральной трубы через мундштук для нанесения защитного слоя. Этим способом можно получить трубу, удовлетворяющую требованиям электросварки. Такой способ раскрыт в патенте Великобритании 2392221 (страница 12), в котором указано, что такой способ не является предпочтительным из-за сложности поддерживания прочной адгезии между внутренней центральной трубой и наружным защитным слоем.
Целью настоящего изобретения является устранение вышеописанных указанных проблем и обеспечение равномерной адгезии между центральной трубой и защитным слоем в трубе с покрытием обоих вышеупомянутых типов. Это достигается контролем степени адгезии между центральной трубой и слоем покрытия путем быстрого и эффективного нагревания поверхности центральной трубы до заранее заданной температуры и путем контроля времени сварки и растягивания слоя покрытия, нанесенного на центральную трубу при помощи поддерживания контролируемого уровня вакуума в мундштуке для нанесения покрытий, обеспечивая контакт слоя покрытия с центральной трубой под максимально возможным углом.
Согласно предпочтительному варианту осуществления изобретения центральную трубу охлаждают в водяной ванне после калибровки, после чего возможную остаточную воду сдувают с поверхности центральной трубы, например, при помощи пропускания центральной трубы через кольцевую дутьевую головку, направляя высокое воздушное давление на поверхность центральной трубы вокруг всей периферии центральной трубы в направлении, обратно направленном под углом к движению центральной трубы.
Для достижения правильного точного размера и температуры поверхности предпочтительно использовать излучающий нагреватель, через который пропускается чистая и сухая центральная труба. Преимуществом излучающего нагревателя является то, что он обеспечивает быстрый, легко контролируемый и высокоэффективный нагрев. Если температура, достигнутая в излучающем нагревателе, слишком мала или он выключен, никакая адгезия не может быть достигнута между центральной трубой и нанесенным покрытием. С другой стороны, слишком высокая температура поверхности центральной трубы приведет к возникновению риска, что нанесенное покрытие прилипнет слишком сильно к центральной трубе или поверхность центральной трубы окислится, вследствие чего адгезия заметно снизится.
Другими потенциальными возможностями для нагрева центральной трубы являются, например, использование тепловентиляторов или насыщенного пара. Если используется насыщенный пар, то труба должна быть высушена путем продувания в кольцевой дутьевой головке перед подачей в мундштук для нанесения покрытий.
Предпочтительным является быстрый нагрев поверхности, потому что тогда будет нагрет только слой покрытия поверхности, а наружный диаметр трубы останется неизменным. Если нагрев проводится таким образом, что все стенки трубы достигают высокой температуры, то такой нагрев может привести к большому риску, что слой покрытия отклеится от центральной трубы, когда труба остынет до комнатной температуры.
Эффект излучающего нагревания был подтвержден путем выключения вышеуказанного нагревателя, когда были достигнуты все параметры и произведенная труба была хорошего качества, обладая достаточной адгезией между покрытием и центральной трубой.
Покрытие экструдируется на нагретую поверхность центральной трубы при пропускании через мундштук для нанесения покрытий, расположенный как можно ближе к излучающему нагревателю с целью минимизировать возможную потерю тепла и возможное воздействие на окружение нагретой поверхностью центральной трубы.
Поскольку очень важным для осуществления настоящего способа является то, что температура материала покрытия должна быть достаточно высокой, расстояние, которое должно проходить покрытие между экструзионной головкой и поверхностью центральной трубы, должно быть снижено согласно предпочтительному варианту осуществления с помощью изготовления наконечника экструзионной головки таким образом, что поток материала покрытия направлен в большей или меньшей степени радиально прямо на центральную трубу для нагрева центральной трубы при угле между 45 и 80 градусами, предпочтительнее между 60 и 80 градусами.
При подаче материала покрытия таким образом осевое сжатие наружного слоя уменьшено, что также могло быть проблемой, особенно когда в качестве материала покрытия используется полиэтилен.
Уровень вакуума в мундштуке для нанесения покрытий предпочтительно поддерживается при помощи внутренней вакуумной системы, которая в дальнейшем улучшает конечный продукт, когда слой покрытия, нанесенный на центральную трубу, быстро «присасывается» к поверхности центральной трубы.
При помощи контроля уровня вакуума в мундштуке для нанесения покрытий на протяжении всего времени сварки расплавленный материал соприкасается с нижележащей трубой в таком состоянии, что слои материла сцепляются друг с другом и растягивание покрытия находится под контролем. При увеличении времени сварки достигается более сильная адгезия между центральной трубой и покрытием. При помощи растягивания слоя покрытия формируется новая, приставшая к центральной трубе поверхность. Обычно уровень адгезии снижается, когда происходит растягивание или ориентирование покрывающих материалов при нанесении слоя покрытия.
Также важно контролировать толщину и температуру поверхности покрытия, потому что количество тепла представлено в пластиковых материалах покрытия в сочетании со скоростью, центральная труба проходит через мундштук для нанесения покрытий с разделением времени сварки, в течение которого температура покрытия находится на уровне, при котором происходит сварка между покрытием и центральной трубой, и до того, как температура материала на поверхности центральной трубы и материала в мундштуке для нанесения покрытий понизилась до уровня, когда невозможно никакое улучшение уровня адгезии.
Когда труба с покрытием выходит из мундштука для нанесения покрытий, она должна быть охлаждена, что предпочтительно происходит путем пропускания трубы через несколько перемещаемых по оси кольцевых дутьевых головок с регулируемым охлаждающим эффектом. Правильное охлаждение важно для предотвращения слишком быстрого охлаждения наконечника мундштука для нанесения покрытий и нанесенного покрытия и одновременно для обеспечения охлаждения покрытия до достаточного уровня, чтобы не быть поврежденным, когда труба соприкасается с отводом изделия из экструдера в конце процесса.
Для снижения риска окисления на поверхности нагретого пластикового материала в мундштуке для нанесения покрытий через него должен быть пропущен инертный газ, такой как азот.
Ниже изобретение будет описано более детально со ссылками на чертежи, на которых изображено следующее:
фиг.1 изображает схему предпочтительного варианта осуществления способа нанесения покрытия согласно настоящему изобретению;
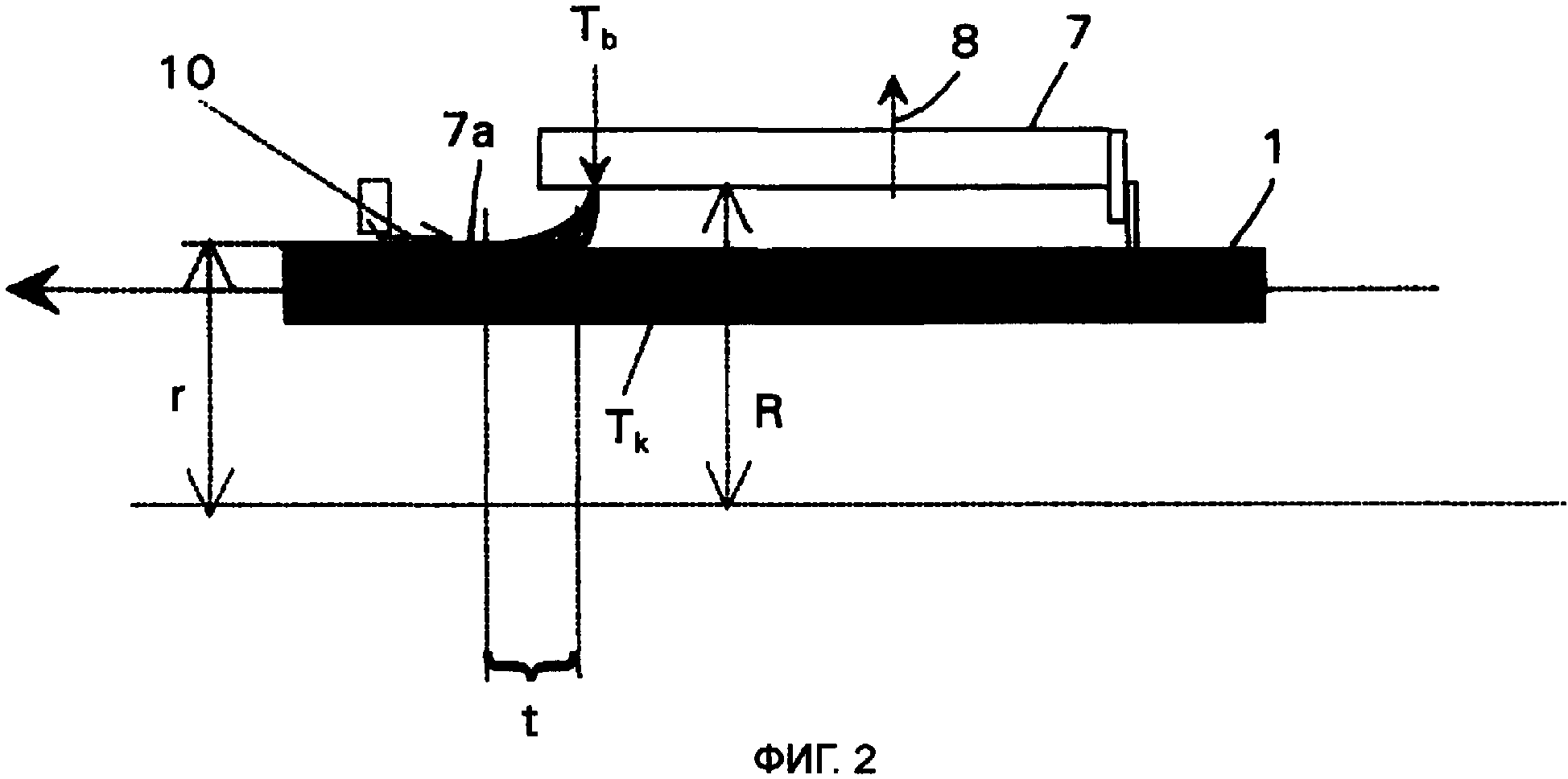
фиг.2 - схему части мундштука для нанесения покрытий в процессе нанесения покрытия на центральную трубу.
Согласно изобретению внутренняя центральная труба 1 изготавливается вышеописанным способом в экструдере 2, после чего пропускается через калибратор 3 для регулирования размера трубы, а затем через водяную ванну 4 для охлаждения центральной трубы 1.
После прохождения водяной ванны центральная труба 1 пропускается через кольцевую дутьевую головку 5 для удаления остатков влаги с ее поверхности. Затем центральная труба 1 с высушенной и очищенной поверхностью проходит через излучающий нагреватель 6 для эффективного нагрева ее поверхности до предварительно определенной температуры, которая зависит от диаметра и толщины стенок трубы и толщины слоя 7а покрытия, нанесенного на центральную трубу 1.
Слой 7а покрытия наносится на центральную трубу 1 в мундштуке 7 для нанесения покрытий, расположенном насколько возможно близко к излучающему нагревателю 6, через который также пропускают центральную трубу 1. Слой покрытия экструдируется на поверхность центральной трубы 1 через каналы в мундштуке 7 для нанесения покрытий, окончания которых главным образом направлены на поверхность центральной трубы 1. Для дальнейшего улучшения адгезии между центральной трубой 1 и слоем 7а покрытия мундштук 7 оснащен внутренней вакуумной системой 8, поддерживающей вакуум в нем таким образом, что слой 7а покрытия присасывается к поверхности центральной трубы 1 насколько возможно быстро.
Труба 9 с покрытием затем пропускается через несколько перемещаемых по оси кольцевых дутьевых головок 10 с контролируемым уровнем охлаждения. При помощи дутьевых головок 10 достигается необходимое охлаждение нанесенного слоя 7а покрытия перед тем, как труба 9 с покрытием подается в вытяжное устройство 11 на последней стадии технологической линии. Таким образом риск повреждения слоя 7а покрытия исключен. Одновременно время сварки может контролироваться изменением параметров кольцевых дутьевых головок 10. Если требуется дополнительное время сварки вне мундштука 7 для нанесения покрытий, то возможно направить горячий воздух на трубу 9 с покрытием через ближайшие к мундштуку 7 кольцевые дутьевые головки 10. Таким образом эффективное охлаждение слоя 7а покрытия не начнется до достижения следующих кольцевых дутьевых головок 10.
На фиг.2 показан способ нанесения слоя 7а покрытия на нагретую центральную трубу 1 в мундштуке 7 для нанесения покрытий. Нагретый материал покрытия проходит через каналы в мундштуке 7, оканчивающиеся главным образом перпендикулярно поверхности центральной трубы 1. Согласно тому факту, что центральная труба 1 движется постоянно через мундштук 7, материал покрытия не соприкасается с поверхностью центральной трубы 1 прямо, но немного наискось по направлению движения трубы, как показано на фиг.2. Для обеспечения быстрого присасывания слоя покрытия к центральной трубе 1 в мундштуке 7 создается вакуум, при помощи которого материал покрытия в зависимости от уровня вакуума соприкасается с центральной трубой 1 под более прямым углом. Третьим способом контроля адгезии между слоем 7а покрытия и центральной трубой 1 является растягивание слоя 7а покрытия одновременно с нанесением на центральную трубу 1. На фиг.2 показано, как слой 7а покрытия соприкасается с центральной трубой 1 при трех разных уровнях вакуума. Чем быстрее, т.е. под более прямым углом, материал покрытия соприкасается с центральной трубой 1, тем большее время сварки и более сильная адгезия достигаются между слоем 7а покрытия и центральной трубой 1. Другим способом увеличения времени сварки является направление горячего воздуха на трубу 9 с покрытием через первую кольцевую дутьевую головку 10, как показано пунктирными линиями на фиг.2.
Адгезия может быть определена как функция по меньшей мере соотношения наружного диаметра 2r и внутреннего диаметра 2R мундштука 7 для нанесения покрытий, температуры поверхности Tkцентральной трубы 1, температуры Tb материала покрытия, времени сварки t и толщины слоя 7а покрытия.
При растягивании молекулы направлены по одной оси с центральной трубой. Сварка слоя направленного материала слабее, так как молекулы не обладают достаточной мобильностью перпендикулярно ориентации в сравнении с нерастянутым материалом.
Реферат
Изобретение относится к способу изготовления трубы с покрытием с отслаиваемым защитным слоем. Способ изготовления трубы с покрытием с отслаиваемым защитным слоем, при котором внутренняя центральная труба изготавливается путем экструзии и калибровки, затем поверхность центральной трубы нагревают перед нанесением на нее защитного слоя покрытия при прохождении через мундштук для нанесения покрытий с последующим охлаждением слоя покрытия перед выходом готовой трубы из процесса. Новым является то, что степень адгезии между центральной трубой и слоем покрытия контролируют при помощи быстрого и эффективного нагрева поверхности центральной трубы до заранее установленной температуры и путем контроля времени сварки и растягивания слоя покрытия, нанесенного на центральную трубу, посредством контролируемого уровня вакуума в мундштуке для нанесения покрытий, обеспечивающем нанесение слоя покрытия на поверхность центральной трубы под наибольшим углом. Техническим результатом изобретения является обеспечение равномерной адгезии между центральной трубой и защитным слоем в трубе с покрытием обоих вышеупомянутых типов. 9 з.п. ф-лы, 2 ил.
Комментарии